

Experiment on the Performance of Recycled Powder of Construction Waste on Adobe Materials
Abstract
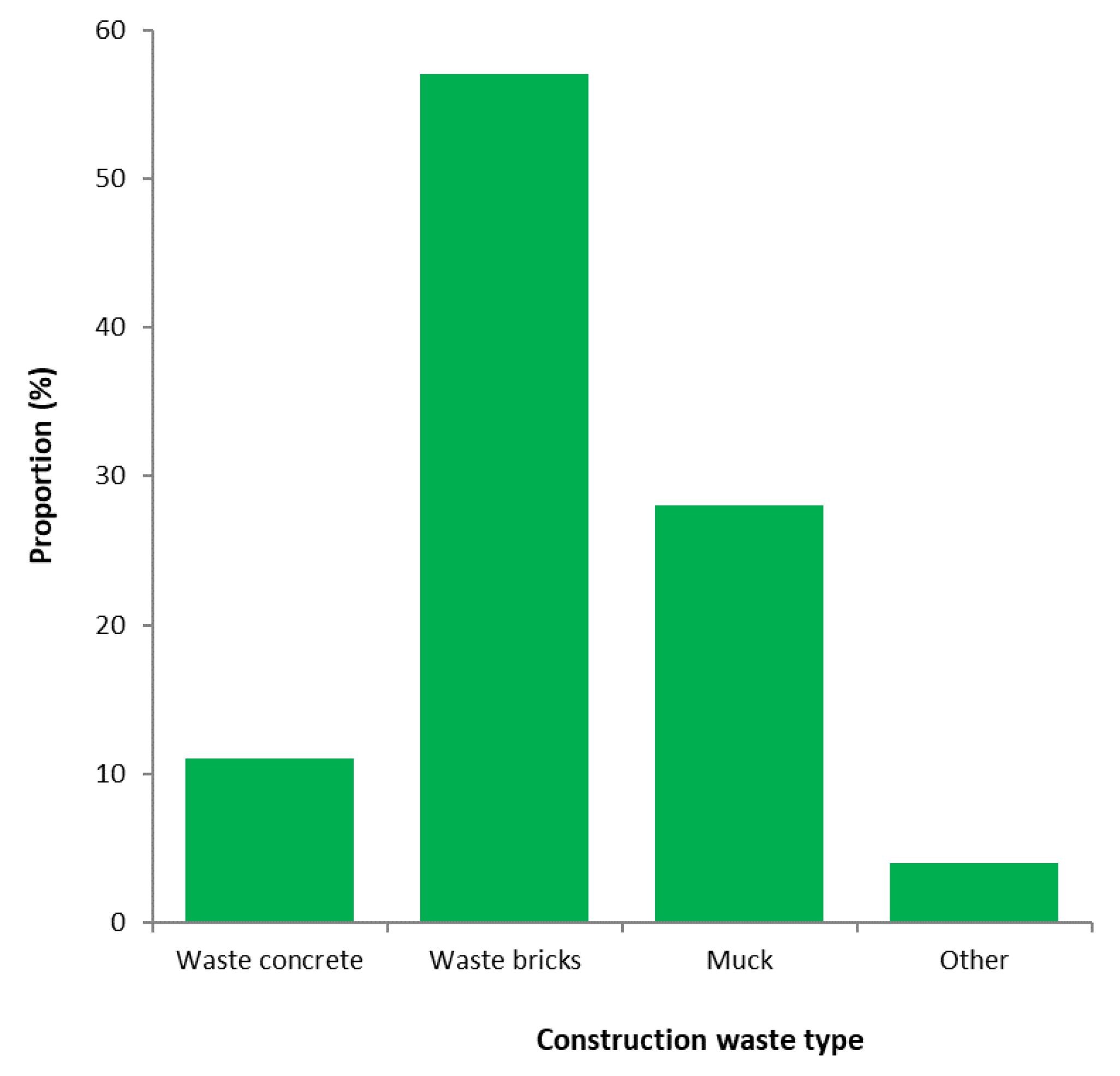
:1. Introduction
2. Materials and Methods
2.1. Material Preparation
- (1)
- To avoid situations where the sample is not easy to de-mold and the demolding angle is missing, a plastic film is paved in the mold in advance;
- (2)
- The adobe materials, which are mixed evenly according to a certain proportion, are divided into three layers and filled into the mold from bottom to top, and each layer is compacted five times for a total of fifteen times in three rounds.
- (3)
- Before each layer is compacted, roughen the compacted surface of the lower layer, increase the concave and convex points, and increase the roughness and bonding force of the interlayer contact surface.
2.2. Experimental Methods
3. Results and Discussion
3.1. Compressive Strength of Samples under Normal Temperature Curing Conditions
3.2. Compressive Strength of Samples under Hot Curing Conditions
3.3. Durability
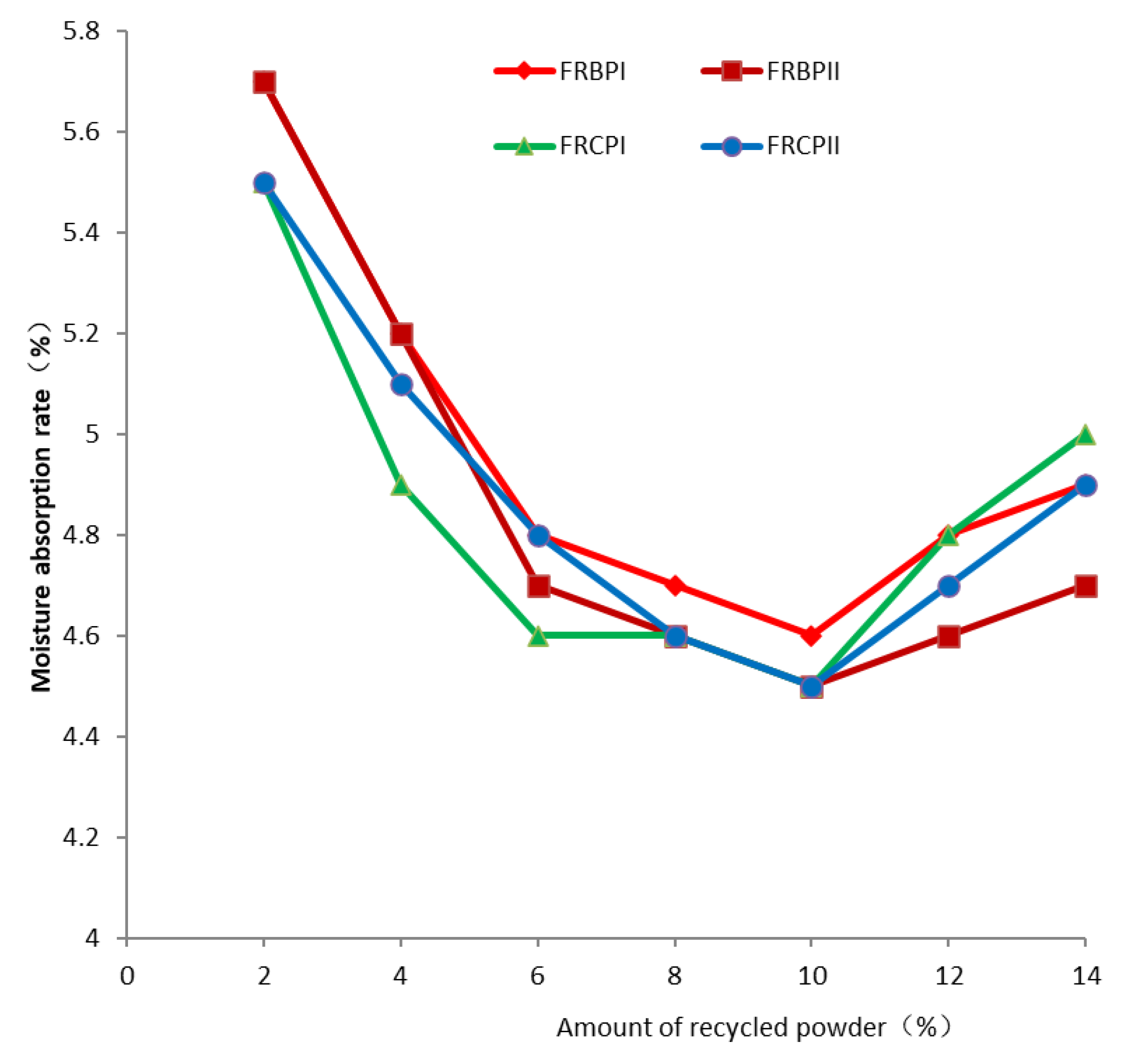
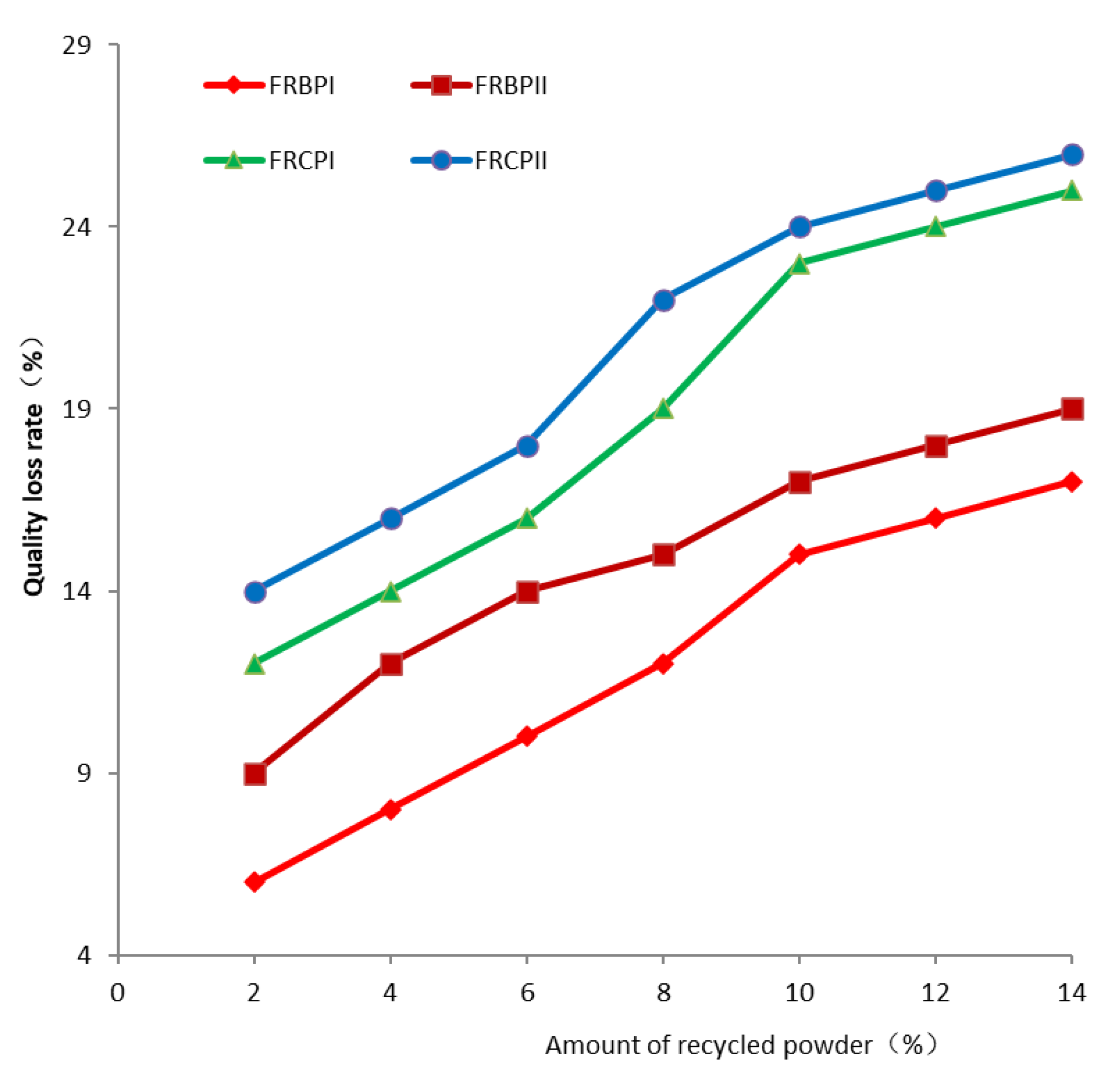
3.3.1. Moisture Absorption and Desorption Performance
3.3.2. Dry–Wet Cycle Performance
3.3.3. Freeze–Thaw Cycle Performance
4. Conclusions
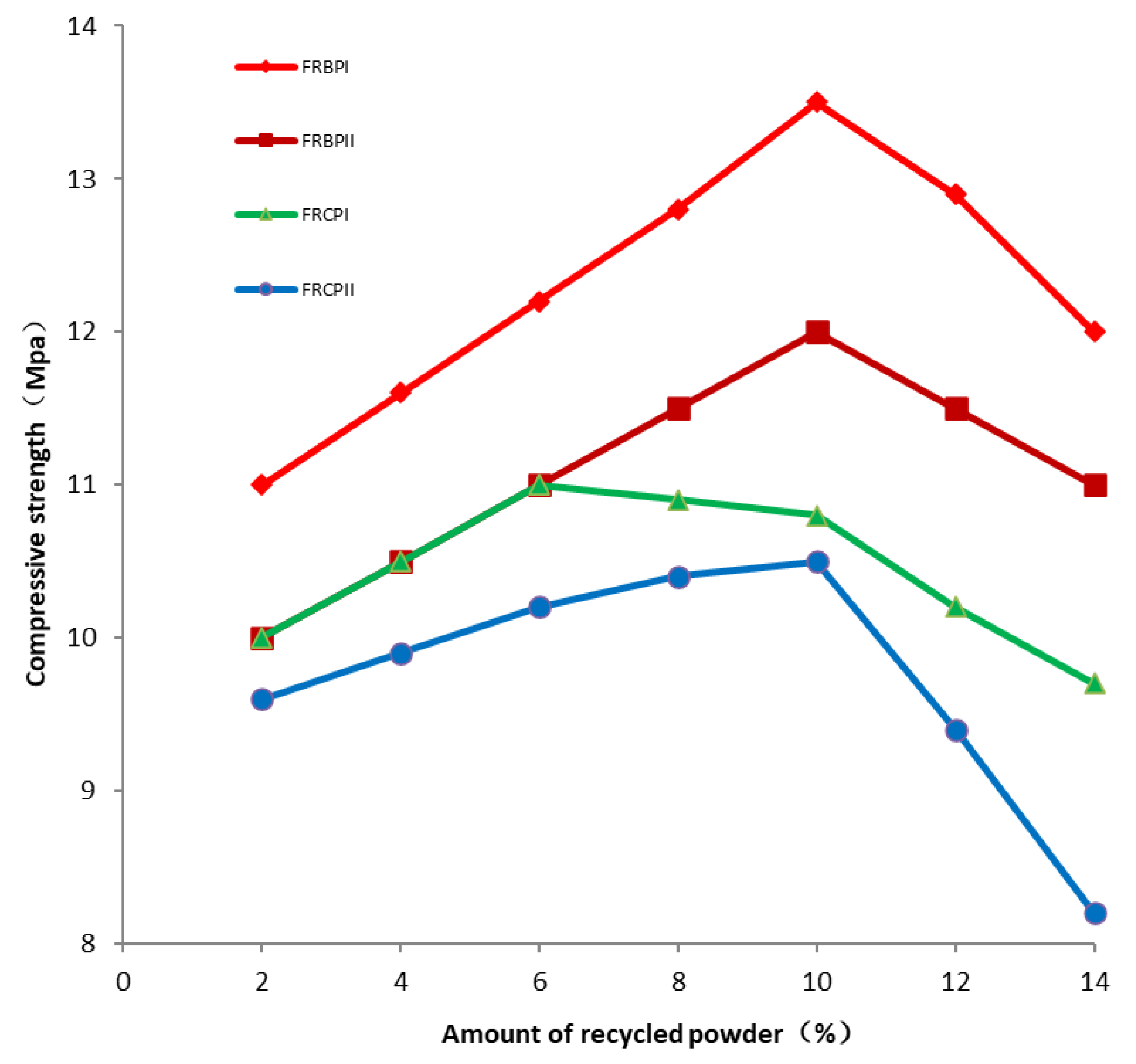
- (1)
- Under normal temperature curing conditions, with the increase in recycled powder, the compressive strength of the adobe material sample shows a significant increasing trend, with a turning point of around 10%.
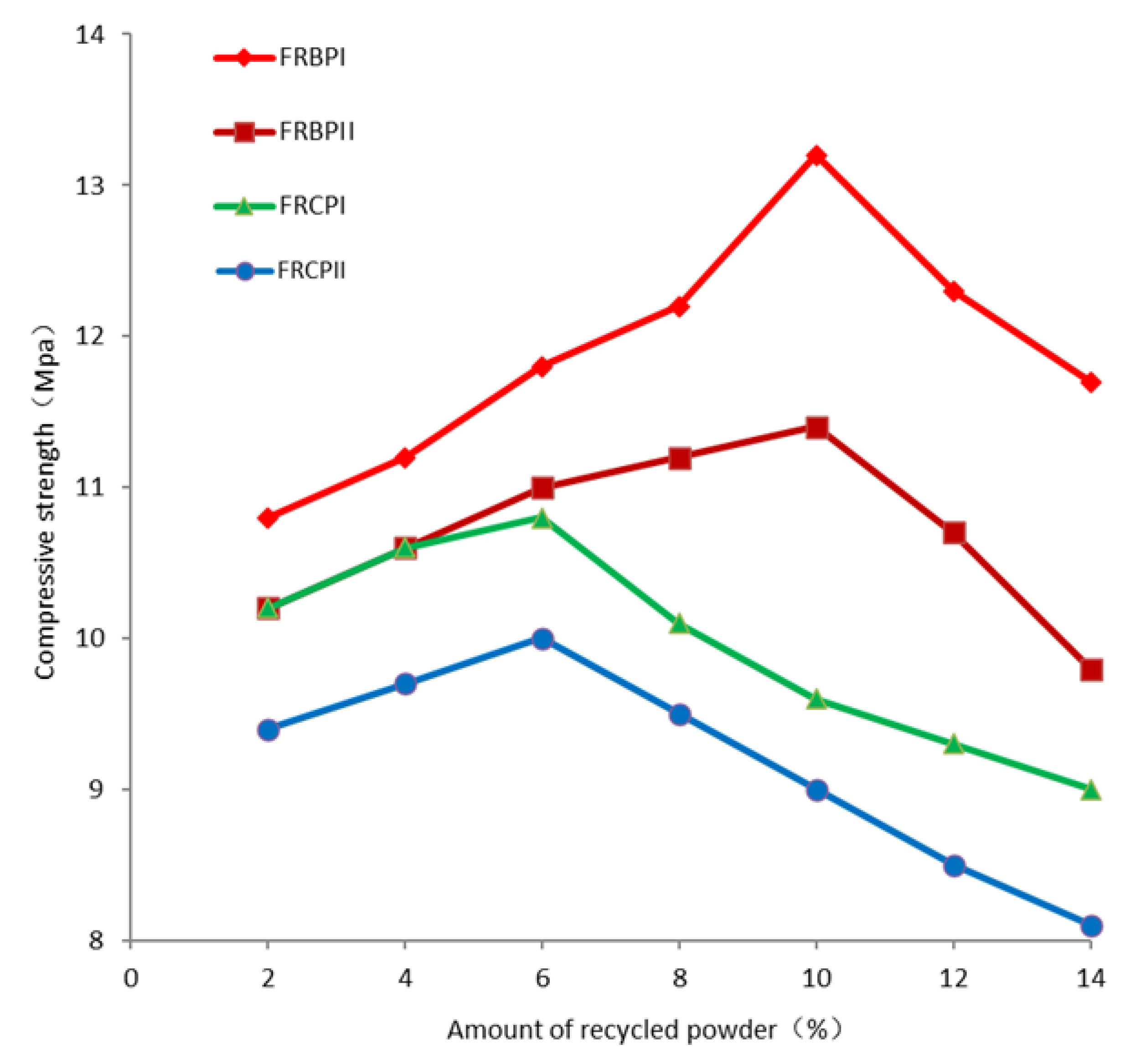
- (2)
- Under high-temperature conditions, with the increase in recycled powder, the compressive strength of the adobe sample first significantly increases and then decreases. The turning point is about 10% for recycled brick powder and 6% for recycled concrete powder.
- (3)
- Good moisture absorption and desorption performance can only be achieved when the powder content is within the range of 6% to 10%.
- (4)
- The addition of recycled brick powder and recycled concrete powder will cause changes in the dry–wet cycling performance of adobe. This effect is relatively weak when the dosage is within the range of 2% to 10%.
- (5)
- The addition of recycled brick powder and recycled concrete powder will cause negative changes in the freeze–thaw cycling performance of single cement adobe. When the content of recycled brick powder in grade I/II is between 2% and 6%, and the content of recycled concrete powder in grade I is between 2% and 6%, this effect is relatively weak.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Salih, M.M.; Osofero, A.I.; Imbabi, M.S. Critical Review of Recent Development in Fiber Reinforced Adobe Bricks for Sustainable Construction. Front. Struct. Civ. Eng. 2020, 14, 839–854. [Google Scholar] [CrossRef]
- Sipahi, S.; Kulözü-Uzunboy, N. A Study on Reducing the Carbon Footprint of Architectural Buildings Based on Their Materials under the Guidance of Eco-Design Strategies. Clean Technol. Environ. Policy 2021, 23, 991–1005. [Google Scholar] [CrossRef]
- Muñoz, P.; Letelier, V.; Muñoz, L.; Bustamante, M.A. Adobe Bricks Reinforced with Paper & Pulp Wastes Improving Thermal and Mechanical Properties. Constr. Build. Mater. 2020, 254, 119314. [Google Scholar] [CrossRef]
- Costa, C.; Cerqueira, Â.; Rocha, F.; Velosa, A. The Sustainability of Adobe Construction: Past to Future. Int. J. Archit. Herit. 2019, 13, 639–647. [Google Scholar] [CrossRef]
- Gandia, R.M.; Gomes, F.C.; Corrêa, A.A.R.; Rodrigues, M.C.; Mendes, R.F. Physical, Mechanical and Thermal Behavior of Adobe Stabilized with Glass Fiber Reinforced Polymer Waste. Constr. Build. Mater. 2019, 222, 168–182. [Google Scholar] [CrossRef]
- Wang, Q.; Chen, L.; Hu, R.; Ren, Z.; He, Y.; Liu, D.; Zhou, Z. An Empirical Study on Waste Generation Rates at Different Stages of Construction Projects in China. Waste Manag. Res. 2020, 38, 433–443. [Google Scholar] [CrossRef]
- Li, X.; Qin, D.; Hu, Y.; Ahmad, W.; Ahmad, A.; Aslam, F.; Joyklad, P. A Systematic Review of Waste Materials in Cement-Based Composites for Construction Applications. J. Build. Eng. 2022, 45, 103447. [Google Scholar] [CrossRef]
- Loizou, L.; Barati, K.; Shen, X.; Li, B. Quantifying Advantages of Modular Construction: Waste Generation. Buildings 2021, 11, 622. [Google Scholar] [CrossRef]
- Akinwande, A.A.; Adediran, A.A.; Balogun, O.A.; Adesina, O.S.; Owa, A.F.; Ademati, A.O.; Olorunfemi, B.J.; Emmanuel, A. Recycling of Synthetic Waste Wig Fiber in the Production of Cement-Adobe for Building Envelope: Physio-Hydric Properties. Int. J. Eng. Res. Afr. 2022, 59, 57–75. [Google Scholar] [CrossRef]
- Ige, O.; Danso, H. Experimental Characterization of Adobe Bricks Stabilized with Rice Husk and Lime for Sustainable Construction. J. Mater. Civ. Eng. 2022, 34, 04021420. [Google Scholar] [CrossRef]
- Dormohamadi, M.; Rahimnia, R. Combined Effect of Compaction and Clay Content on the Mechanical Properties of Adobe Brick. Case Stud. Constr. Mater. 2020, 13, e00402. [Google Scholar] [CrossRef]
- Jokhio, G.A.; Al-Tawil, Y.M.Y.; Mohsin, S.M.S.; Gul, Y.; Ramli, N.I. Compressive and Flexural Experiments on Adobe Samples Reinforced with Wire Mesh. IOP Conf. Ser. Mater. Sci. Eng. 2018, 318, 012030. [Google Scholar] [CrossRef]
- Lara-Ojeda, R.A.; Miranda-Vidales, J.M.; Narváez-Hernández, L.; Lozano-de Poo, J.M. A New Mixture Criterion for the Improvement of the Compressive Strength of Adobe Using Zeolite as Stabilizer. KSCE J. Civ. Eng. 2022, 26, 3549–3559. [Google Scholar] [CrossRef]
- Zaidi, A.; Izemmouren, O.; Taallah, B.; Guettala, A. Mechanical and Durability Properties of Adobe Blocks Filled with Date Palm Wastes. World J. Eng. 2021, 19, 532–545. [Google Scholar] [CrossRef]
- Olacia, E.; Pisello, A.L.; Chiodo, V.; Maisano, S.; Frazzica, A.; Cabeza, L.F. Sustainable Adobe Bricks with Seagrass Fibres. Mechanical and Thermal Properties Characterization. Constr. Build. Mater. 2020, 239, 117669. [Google Scholar] [CrossRef]
- Yue, J.; Zhang, Y.; Li, P.; Zhang, J.; Huang, X.; Yue, Y.; Han, Z. Experimental Study on the Mix Ratio of Restored Heritage Building Adobe. Materials 2022, 15, 4034. [Google Scholar] [CrossRef]
- Bertelsen, I.M.G.; Belmonte, L.J.; Fischer, G.; Ottosen, L.M. Influence of Synthetic Waste Fibres on Drying Shrinkage Cracking and Mechanical Properties of Adobe Materials. Constr. Build. Mater. 2021, 286, 122738. [Google Scholar] [CrossRef]
- Evangelista, L.; De Brito, J. Environmental Life Cycle Assessment of Concrete Made with Fine Recycled Concrete Aggregates. In Portugal SB07—Sustainable Construction, Materials, and Practices: Challenge of Industry for the New Millenium; IOS Press: Amsterdam, The Netherlands, 2007; pp. 789–794. [Google Scholar] [CrossRef]
- Pilipenko, A.; Bazhenova, S.; Kryukova, A.; Khapov, M. Decorative Light Transmitting Concrete Based on Crushed Concrete Fines. IOP Conf. Ser. Mater. Sci. Eng. 2018, 365, 32046. [Google Scholar] [CrossRef]
- Kawalec, J.; Kwiecien, S.; Pilipenko, A.; Rybak, J. Application of Crushed Concrete in Geotechnical Engineering—Selected Issues. IOP Conf. Ser. Earth Environ. Sci. 2017, 95, 22057. [Google Scholar] [CrossRef]
- Ivannikov, A.L.; Kongar-Syuryun, C.; Rybak, J.; Tyulyaeva, Y. The Reuse of Mining and Construction Waste for Backfill as One of the Sustainable Activities. IOP Conf. Ser. Earth Environ. Sci. 2019, 362, 12130. [Google Scholar] [CrossRef]
- Xiao, J.; Ma, Z.; Sui, T.; Akbarnezhad, A.; Duan, Z. Mechanical Properties of Concrete Mixed with Recycled Powder Produced from Construction and Demolition Waste. J. Clean. Prod. 2018, 188, 720–731. [Google Scholar] [CrossRef]
- Hussain, M.; Levacher, D.; Leblanc, N.; Zmamou, H.; Djeran-Maigre, I.; Razakamanantsoa, A.; Saouti, L. Reuse of Harbour and River Dredged Sediments in Adobe Bricks. Clean. Mater. 2022, 3, 100046. [Google Scholar] [CrossRef]
- Reyes, J.C.; Yamin, L.E.; Hassan, W.M.; Sandoval, J.D.; Gonzalez, C.D.; Galvis, F.A. Shear Behavior of Adobe and Rammed Earth Walls of Heritage Structures. Eng. Struct. 2018, 174, 526–537. [Google Scholar] [CrossRef]
- Sajid, S.; Chouinard, L. Impulse Response Test for Condition Assessment of Concrete: A Review. Constr. Build. Mater. 2019, 211, 317–328. [Google Scholar] [CrossRef]
- Medvey, B.; Dobszay, G. Durability of Stabilized Earthen Constructions: A Review. Geotech. Geol. Eng. 2020, 38, 2403–2425. [Google Scholar] [CrossRef]
- ASTM D 559-03; Standard Method of Test for Wetting-and-Drying Test of Compacted Soil-Cement Mixtures. ASTM International: West Conshohocken, PA, USA, 2003.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemicals | SO3 | Fe₂O₃ | CaO | SiO₂ | Al2O3 | Other |
|---|---|---|---|---|---|---|
| Proportion (%) | 0.3 | 7.7 | 1.9 | 66.2 | 17.8 | 6.1 |
| Item | Grade | Fineness (%) | 45 μm Sieve Residue (%) |
|---|---|---|---|
| Recycled brick powder | Ⅰ | ≤30 | 19.5 |
| Ⅱ | ≤45 | 30.5 | |
| Recycled concrete powder | Ⅰ | ≤30 | 24.5 |
| Ⅱ | ≤45 | 35.5 |
| Item | <10 μm | <25 μm | <45 μm | <60 μm | <75 μm | <90 μm | <110 μm | <150 μm |
|---|---|---|---|---|---|---|---|---|
| Recycled brick powder-Ⅰ | 31.63 | 53.32 | 70.65 | 78.77 | 86.47 | 89.67 | 94.08 | 96.24 |
| Recycled brick powder-Ⅱ | 26.7 | 43.51 | 60.33 | 68.45 | 76.81 | 80.83 | 88.06 | 97.50 |
| Recycled concrete powder-Ⅰ | 45.75 | 63.28 | 79.55 | 85.10 | 90.35 | 92.28 | 94.28 | 96.59 |
| Recycled concrete powder-Ⅱ | 32.5 | 48.77 | 62.75 | 69.09 | 75.59 | 78.74 | 84.54 | 93.27 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zeng, M.; Huang, H.; Zhang, X. Experiment on the Performance of Recycled Powder of Construction Waste on Adobe Materials. Buildings 2023, 13, 1358. https://doi.org/10.3390/buildings13051358
Zeng M, Huang H, Zhang X. Experiment on the Performance of Recycled Powder of Construction Waste on Adobe Materials. Buildings. 2023; 13(5):1358. https://doi.org/10.3390/buildings13051358
Chicago/Turabian StyleZeng, Mei, Huanan Huang, and Xianggang Zhang. 2023. "Experiment on the Performance of Recycled Powder of Construction Waste on Adobe Materials" Buildings 13, no. 5: 1358. https://doi.org/10.3390/buildings13051358