1. Introduction
Engineered cementitious composites (ECCs), a type of cement-based composite material, demonstrate exceptional tensile ductility [
1,
2,
3]. It was reported that the deformability of ECCs with 2% polyvinyl alcohol (PVA) fiber (PF) can reach 3–5% [
3]. The ability of outstanding tensile ductility and multi-crack expansion result in significant enhancements to their mechanical properties and durability, compared to normal concrete. However, the raw material silica sand (S) used to prepare ECCs is relatively expensive, which leads to an increase in the production cost of ECCs and restricts their wider application. In addition, the manufacture of S emits a large amount of CO
2, which creates a greater environmental burden. Therefore, looking for a replacement for S to produce eco-friendly ECCs has become a popular research topic [
4,
5]. To date, some waste materials, including waste glass aggregate [
6], recycled fine aggregates [
7], limestone powder [
8], etc., have been used to produce green ECCs, and it has been found that industrial waste as an eco-friendly substitute for the preparation of ECCs can not only reduce the excessive consumption of natural resources but also reduces the production cost of ECCs.
Iron ore tailings (IOTs), as one of the main industrial by-products, are gradually growing, which results in both land occupation and soil pollution, seriously affecting the ecological environment [
9]. The effective utilization of IOTs has aroused great concern globally [
10,
11]. At present, some studies have found that because the composition is similar to that of S and the microstructure and quality are relatively stable, IOTs have better potential to be used as an alternative to S in preparing IOT cementitious composites than other industrial by-products [
12]. Meanwhile, some researchers have found that adding IOTs can improve the performance of the cementitious composite [
13,
14]. For example, Shettima et al. [
15] found that some strength indexes of concrete mixed with IOTs are better than those of the control group (without IOTs), but the workability is the opposite. Jz et al. [
16] reported that the workability, mechanical properties, and durability of concrete are improved by adding appropriate replacement IOTs. Similarly, Liu et al. [
17] found that the ideal IOT replacement ratio is 40% in concrete. The concrete incorporating 40% IOTs had the lowest porosity and a denser microstructure, which exhibited the best mechanical properties and sulfate attack, and dry–wet cycle resistance. In addition, Huang et al. [
18] prepared ECCs by incorporating IOTs with different particle sizes as aggregates and reported that when the particle size of the IOTs used was within a reasonable range, the same mechanical properties as conventional ECCs could be obtained. Previous studies have found that industrial by-product IOTs have a good prospect for the production of cementitious composites as potential aggregates.
However, previous studies found that there are still few studies on using IOTs as a fine aggregate to prepare ECCs. It is noteworthy that limited studies on iron-ore-tailing-engineered cementitious composites (IOT-ECCs) have focused on the effects of IOTs on the macroscopic mechanical properties of ECCs, while studies on the effects of sulfate freeze–thaw resistance, pore structure from nuclear magnetic resonance (NMR), and microstructure are relatively scarce. It is necessary to conduct more in-depth research on IOT-ECC from mesoscopic and microscopic points of view. This paper provides a comprehensive evaluation of IOT-ECCs prepared by replacing S with IOTs. It mainly explains the influence of IOTs on macroscopic mechanical properties and sulfate freeze–thaw resistance through the analysis method of the combination of pore structure and microstructure. The results of this study will broaden the existing literature on IOTs and promote the application of IOTs in ECCs.
Thus, this paper is devoted to carrying out comprehensive research on IOT-ECCs from both mesoscopic and microscopic points of view. Firstly, the main components, micro-morphology, and physical properties of the IOTs were tested. Secondly, the mechanical properties including the compressive strength (fcu), four-point flexural strength (ff), axial compressive strength (fc), deformation properties, flexural toughness, and stress–strain behavior of IOT-ECCs were analyzed in detail. At the same time, the test of sulfate F-T cycles was carried out. Some indexes including mass loss, fcu loss, and relative dynamic elastic modulus (RDEM) of IOT-ECCs were measured. Finally, nuclear magnetic resonance (NMR) was employed to analyze pore structure, and the scanning electron microscope (SEM) was utilized to conduct microscopic characteristics analysis.
2. Materials and Methods
2.1. Materials
2.1.1. Cementitious Material
The cementitious materials included cement (PO42.5R of Type II), metakaolin, and first-grade fly ash. The chemical composition of the three materials are shown in
Table 1.
2.1.2. Fine Aggregate
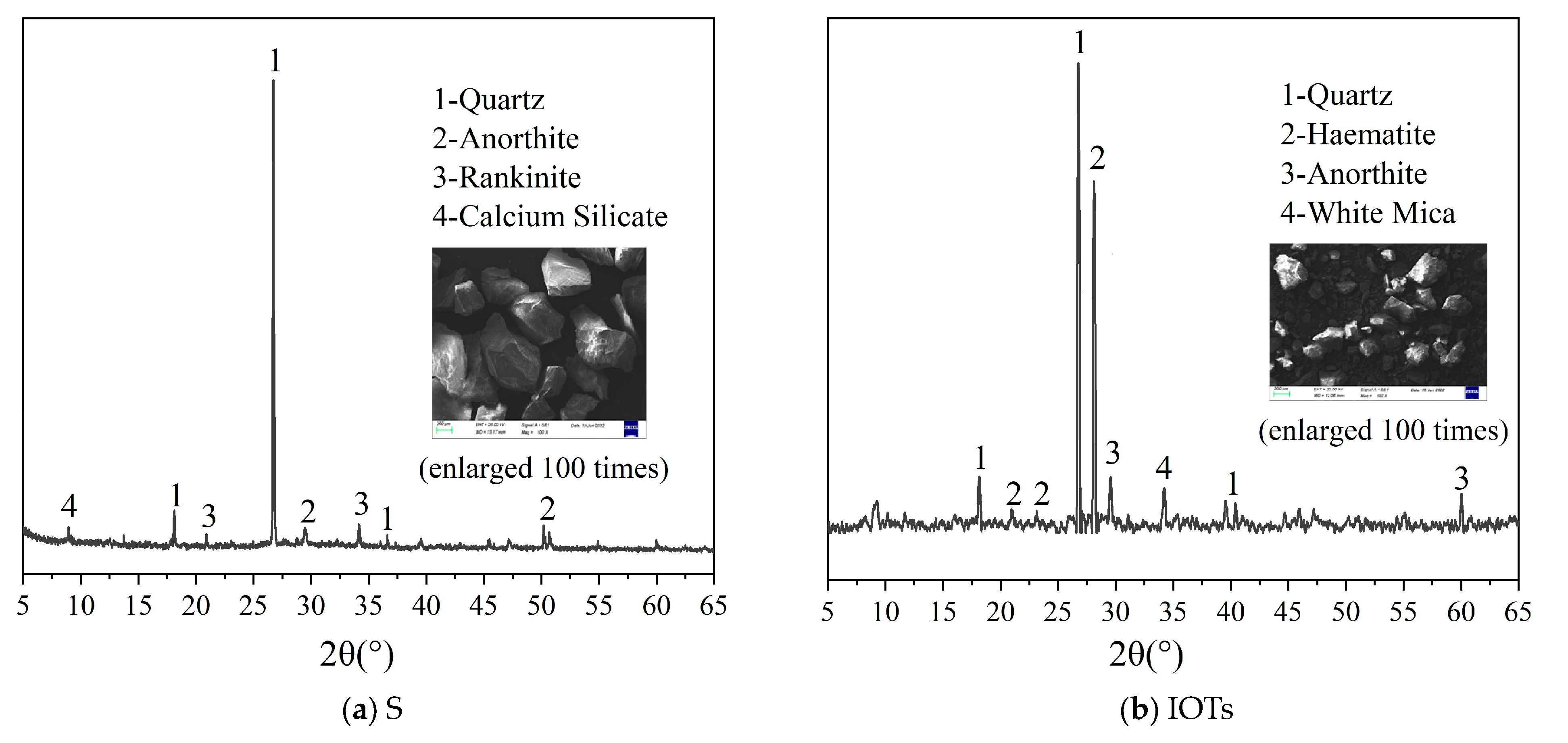
The fine aggregate used in this study comprised S and IOTs obtained from the Yaogou tailings pond in Shaanxi Province, and the main physical characteristics of S and IOTs are listed in
Table 2. Meanwhile, the XRD and SEM techniques were employed to determine the main components and micro-morphology of S and IOTs, as shown in
Figure 1.
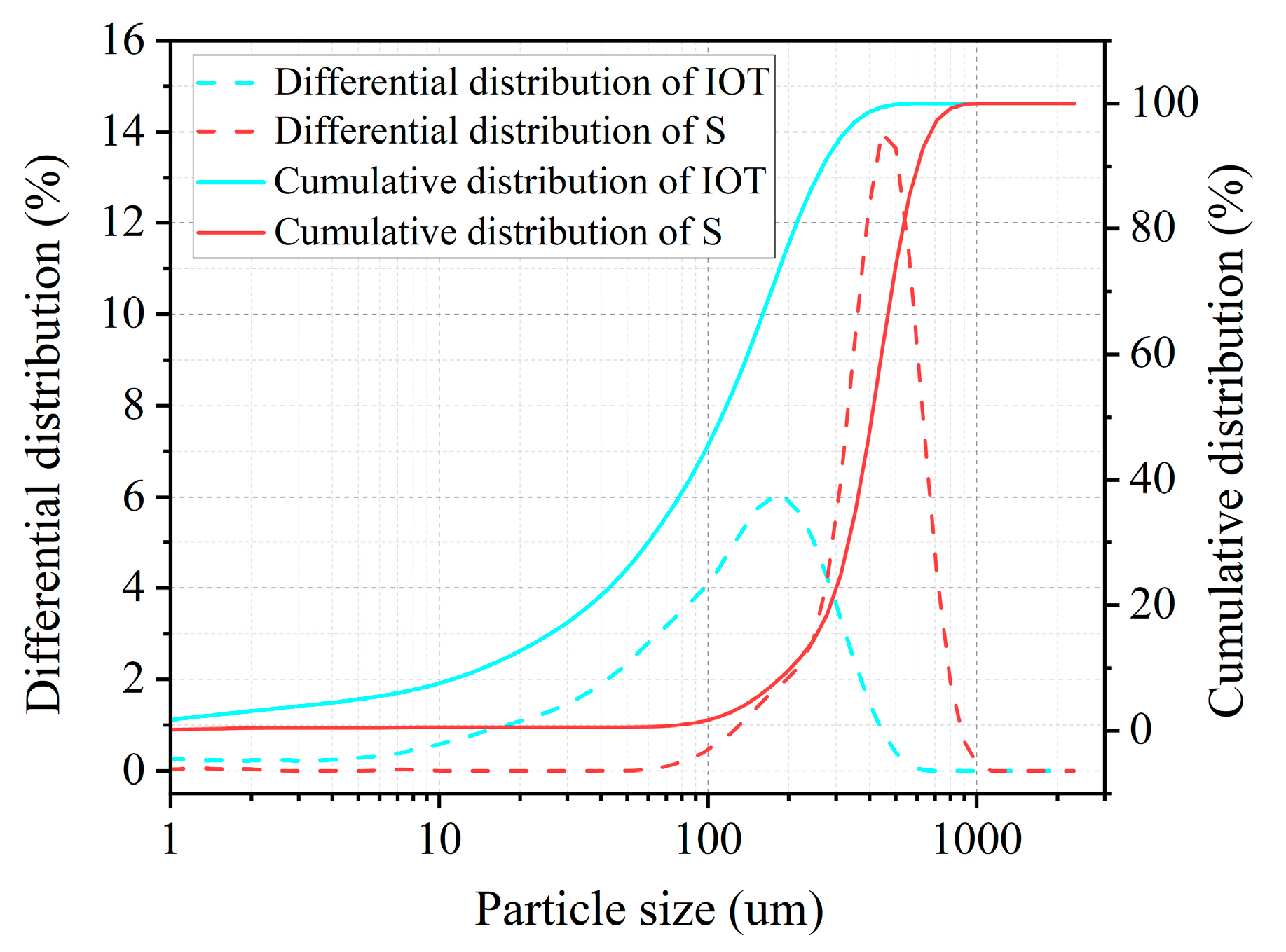
Figure 2 presents the particle size distribution curves of S and IOTs.
2.1.3. Fiber
The fiber used was PF, with its characteristic parameters shown in
Table 3.
2.2. Mix Proportions
According to our team’s existing research results [
12,
17], as well as some previous studies [
19,
20,
21], the IOT replacement ratio was 0%, 20%, 40%, 60%, 80%, and 100%, respectively. The water/cementitious and cementitious/aggregates were set at 0.3 and 0.45, respectively. The volume content of PF was designed to be 2% [
3,
18].
Table 4 lists the mix proportions for the six groups.
In the nomenclature, “IOT20-P2.0” is used as an example, where “IOT” refers to iron ore tailing. “P” stands for polyvinyl alcohol (PVA) fiber. The numbers “20” and “2.0” represent the IOT replacement ratio of 20% and PF volume content of 2.0%, respectively.
2.3. Experimental Instruments
The testing instrument mainly comprised a computer-controlled electro-hydraulic servo universal testing machine from MTS, an NMR instrument (MacroMR12-150H-I) manufactured by New’mai Company (Suzhou, China), and a rapid freeze–thaw (F-T) machine. In addition, S-4800 cold field emission SEM was also used.
2.4. Research Program
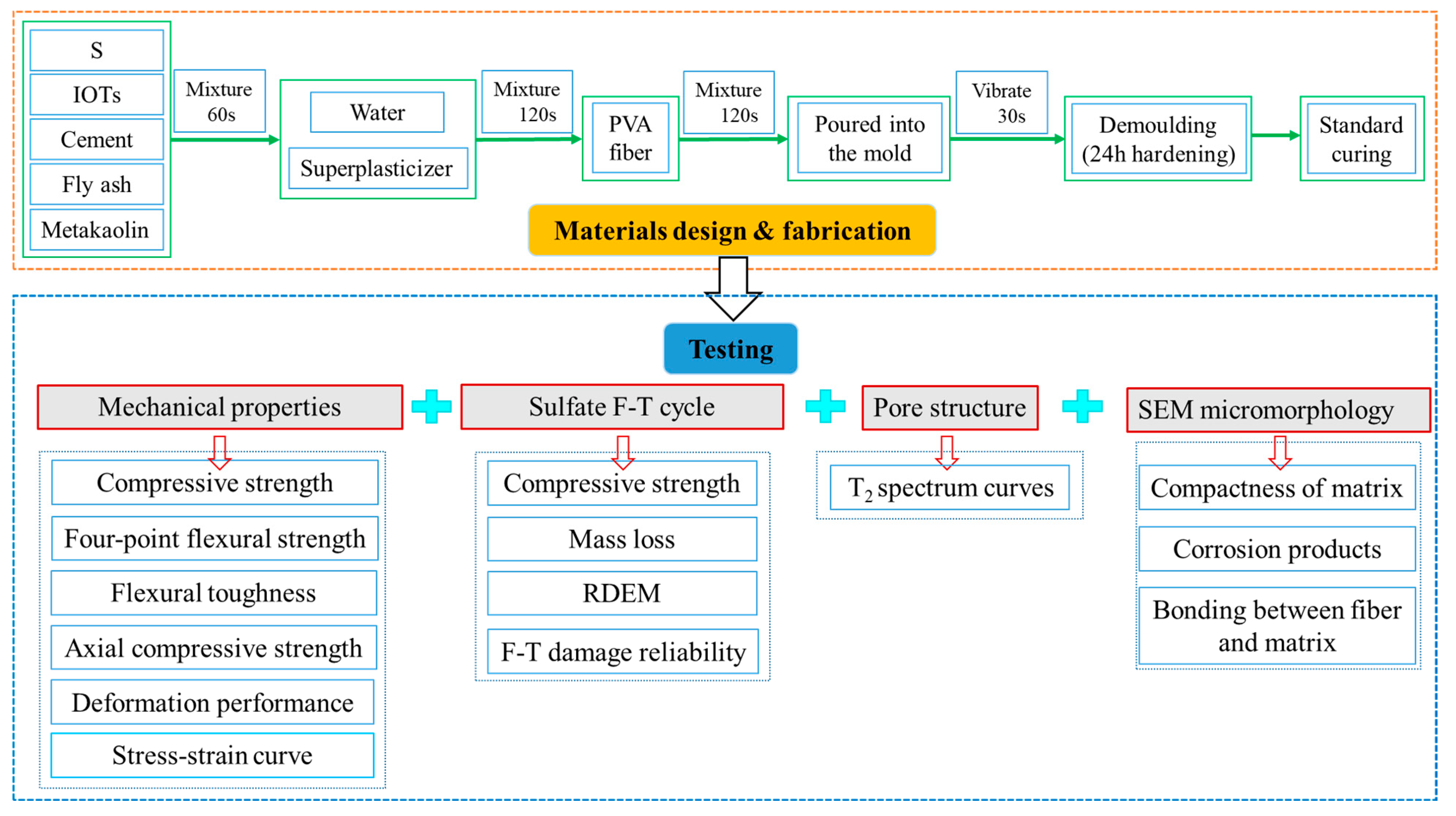
The research program for this paper is presented in
Figure 3. Six groups of mixtures were prepared and then studied. The mechanical properties, sulfate F-T cycles, pore structure, as well as microscopic characteristics of the IOT-ECC were evaluated.
2.5. Test Method
According to the Chinese national standard GB/T 50081-2018 and CESC13-2009, the fcu, four-point ff, and fc were evaluated using 100 mm × 100 mm × 100 mm cubes, 300 mm (length) × 76 mm (width) × 13 mm (thickness) plates, and Φ100 mm (diameter) × 200 mm (high) cylinders, respectively. In addition, the control method of displacement was applied for fc test and the loading speed selected was 0.1 mm/min.
The sulfate F-T resistance test was conducted using the rapid F-T machine (temperature of the specimen center from −18.0 ±1 to 5.0 ±1 °C) following the Chinese standard GB/T 50082-2009. A solution of Na2SO4 with a concentration of 5% was utilized. Before the test, the specimens—that is, (100 × 100 × 100 mm) cubes and (100 × 100 × 400 mm) prisms—were placed in the water and immersed for 4 days and then were dried, to test the initial compressive strength, initial elastic modulus, and initial mass, respectively. Finally, the specimens were placed in the automatic rapid concrete freeze–thaw machine and related indexes were tested after every 50 F-T cycles.
In terms of microstructure, the pore structure and micro-morphology were tested. Before conducting the pore structure test, specimens were saturated in a pressurized device to allow complete water penetration before testing, after which the test was carried out. In addition, the specimens with sizes being approximately 5 mm × 5 mm × 2 mm were taken from 100 mm × 100 mm × 100 mm specimens with varying sulfate F-T cycles and then were imaged using an S-4800 cold field emission SEM. The prepared samples underwent pre-treatment, which involved drying at 40 °C for 24 h and coating with gold spray before testing.
5. Pore Structure of IOT-ECCs
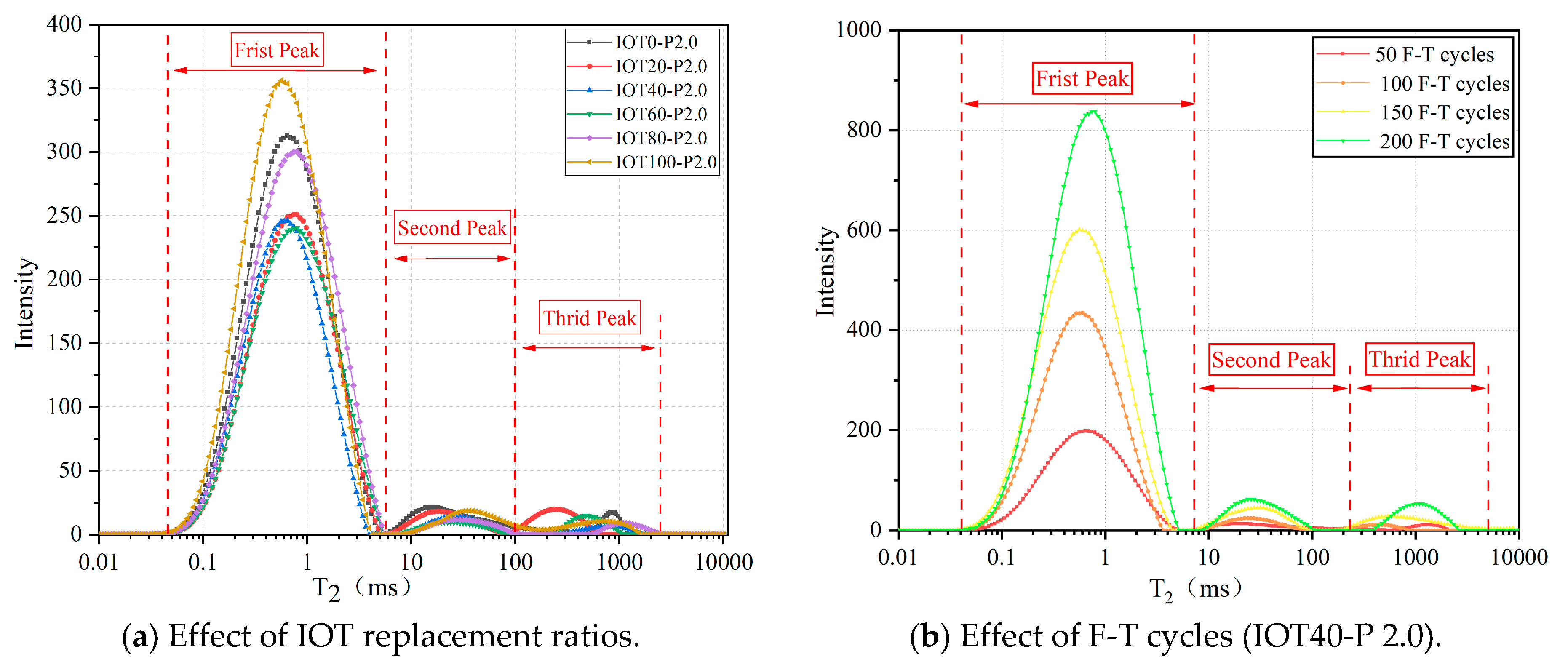
Figure 15 shows the T
2 spectrum curves of the IOT-ECCs. Three signal peaks including a main signal peak and two secondary signal peaks are observed in each T
2 spectrum curve, and the primary signal peak has a significantly higher signal intensity than the secondary signal peaks, as shown in
Figure 15a,b. This suggests that the specimen contains a greater number of micro-pores, compared to medium and large pores, and the matrix mainly contains micro-pores [
30,
31]. The T
2 spectral curve shows a rightward shift as an increase in both the IOT replacement ratio and F-T cycles, which indicates that the percentage of medium and large pores increases.
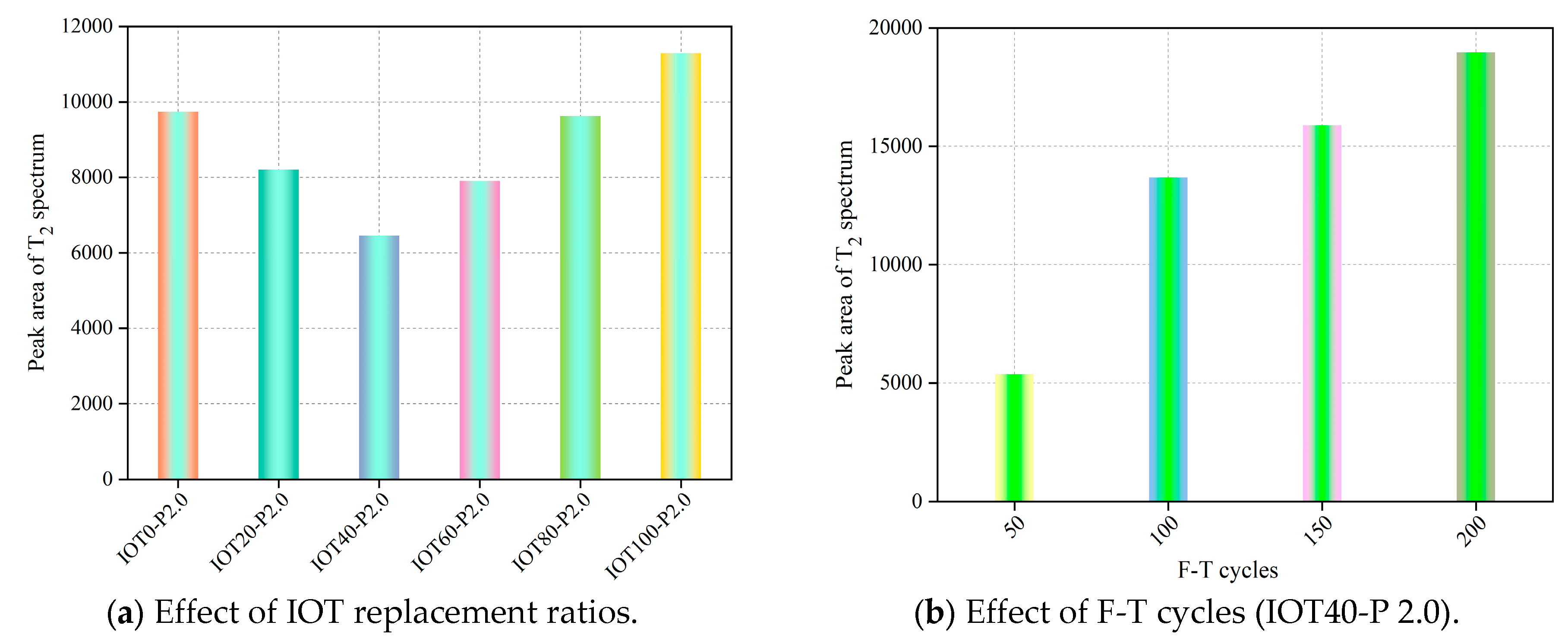
The area of each T
2 spectrum curve’s three peaks is presented in
Figure 16a,b. When replacing S with 20–80% IOTs, the peak areas are reduced by 15.78%, 33.75%, 18.8%, and 1.19%, respectively, indicating that incorporating IOTs can effectively reduce the internal pores, especially 40%, which is one of the reasons why IOT40-P2.0 has the highest strength compared to that of others. Under a 100% IOT replacement ratio, the internal porosity of IOT100-P2.0 is higher than that of IOT0-P2.0. Moreover, the peak areas increase gradually with the increase in the F-T cycle, especially more than 100 F-T cycles, which increased the peak areas significantly.
6. SEM Micro-Morphology
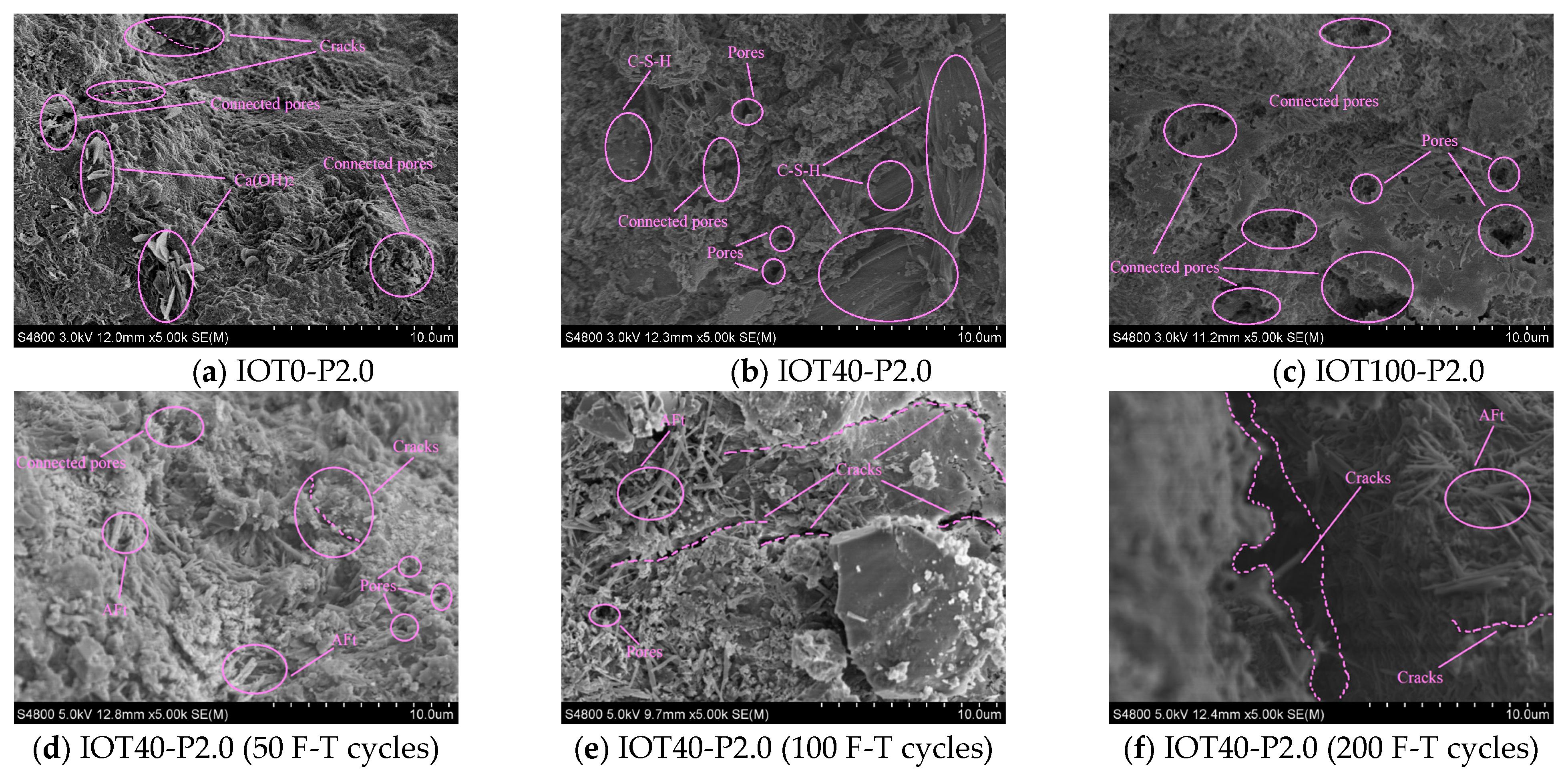
The micro-morphology of the IOT-ECCs is shown in
Figure 17. As can be seen from
Figure 17a–c, the IOT0-P2.0 matrix contains a small amount of Ca (OH)
2, cracks, and connected pores. Under a 40% IOT replacement ratio, a significant reduction in the number of connected pores and micro-pores of the IOT40-P2.0 matrix is observed, while Ca (OH)
2 is eliminated. In addition, many amorphous C-S-H gels are generated. However, the total number of connected pores and pores in the IOT100-P2.0 matrix has a noticeable increase when S is completely replaced by IOTs. Meanwhile, the density of the matrix is relatively poor compared with IOT40-P2.0 and IOT0-P2.0.
Figure 17d–f show that within the pores and cracks of the IOT40-P2.0, corrosion products are formed, including rod-like gypsum and acicular ettringite after different F-T cycles. With the increase in F-T cycles, the dimensions of the pores and cracks are progressively expanding. Meanwhile, the abundance of acicular ettringite is observed near pores and cracks, especially at 200 F-T cycles.
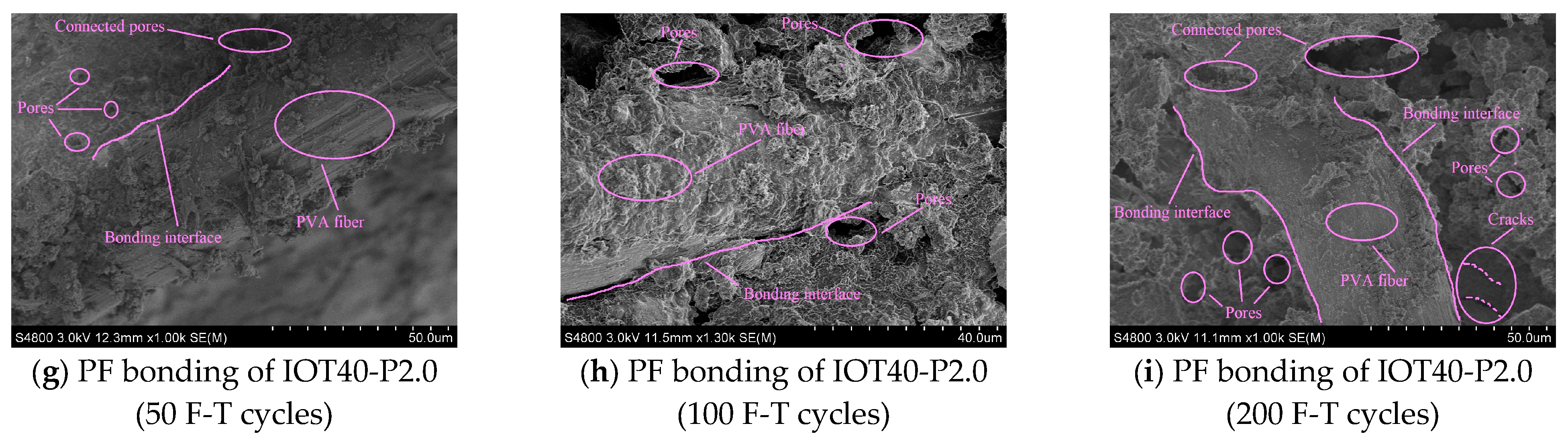
Figure 17g–i found that the PF and the matrix have good adhesion after 50 F-T cycles, and there are few pores at the bonding interface. However, after 100 F-T cycles, there are many pores at the bonding interface of the PF and the matrix. The bonding interface of the PF and the matrix significantly deteriorated after 200 F-T cycles.
7. Conclusions
This study explored the mechanical properties, sulfate F-T cycle resistance, pore structure, and micro-morphology of IOT-ECCs with different replacement ratios of IOTs. Some conclusions were obtained:
- (1)
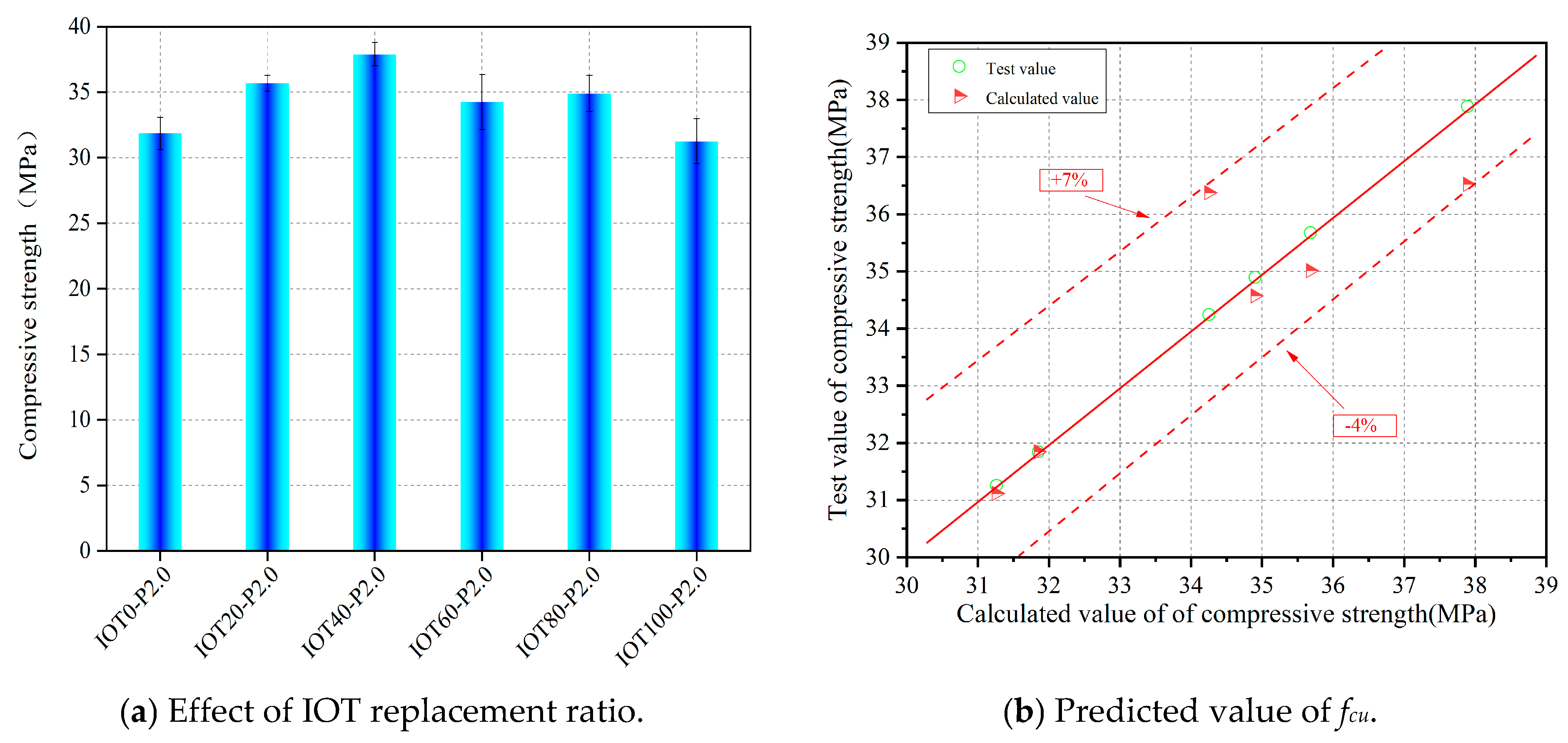
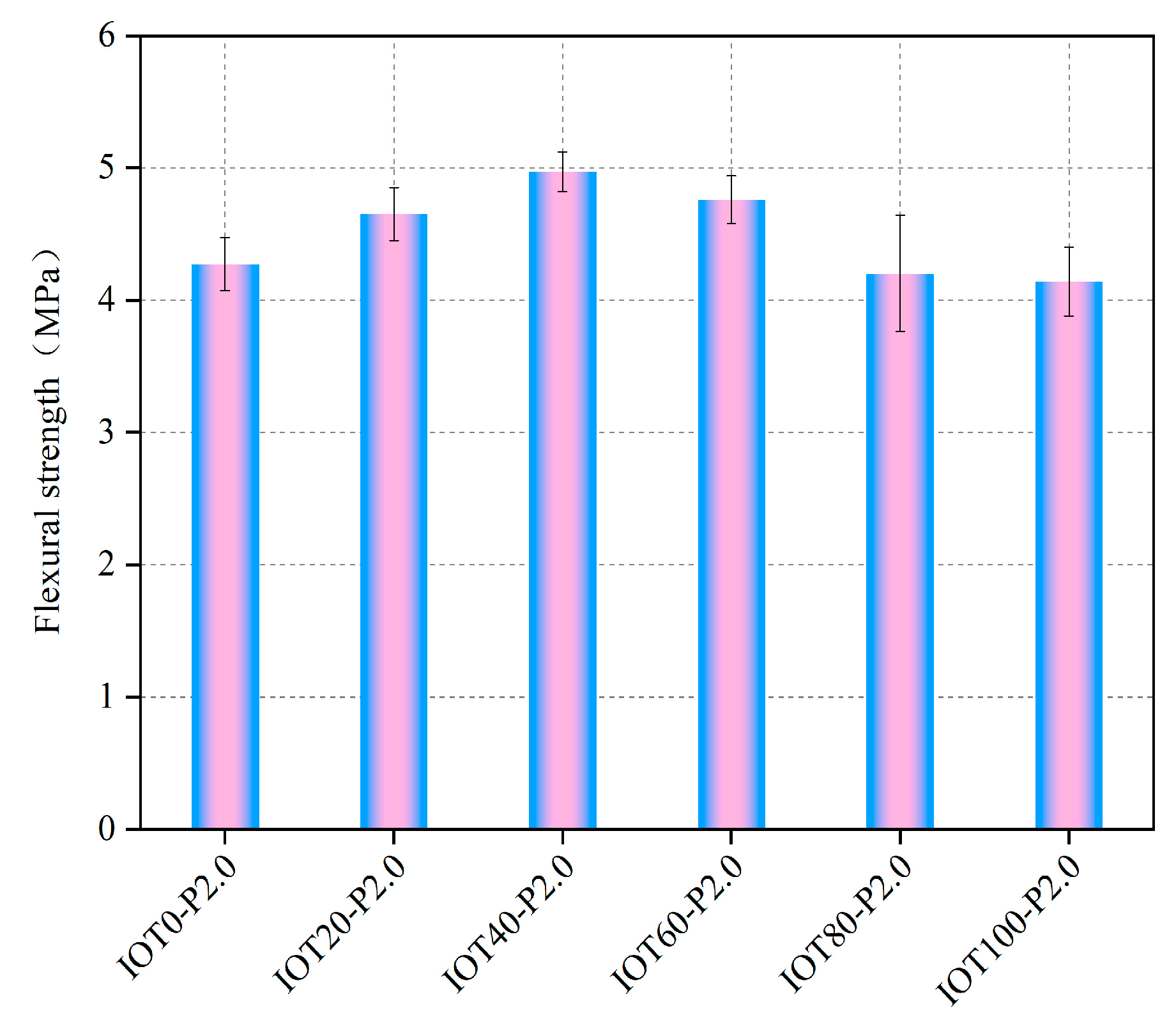
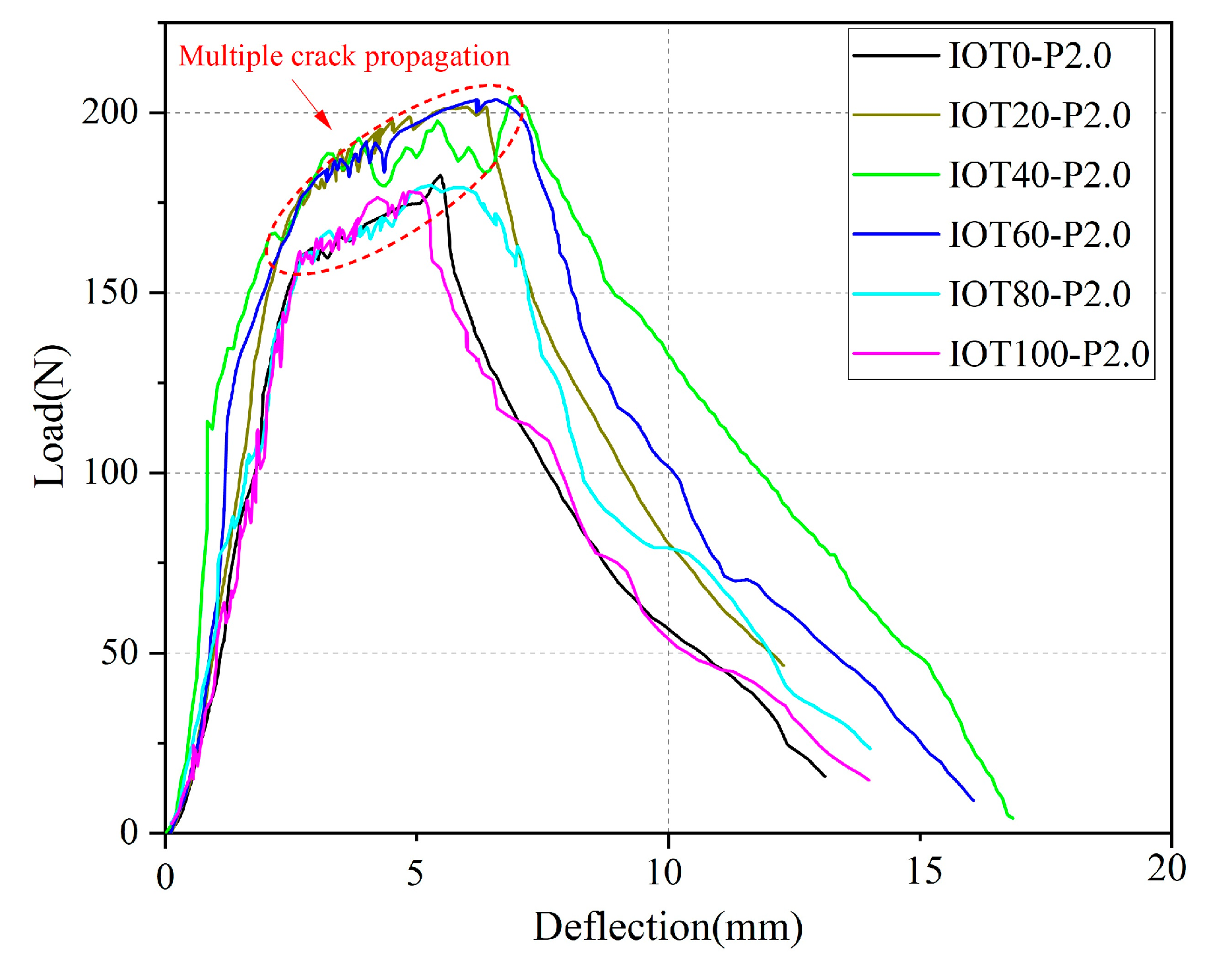
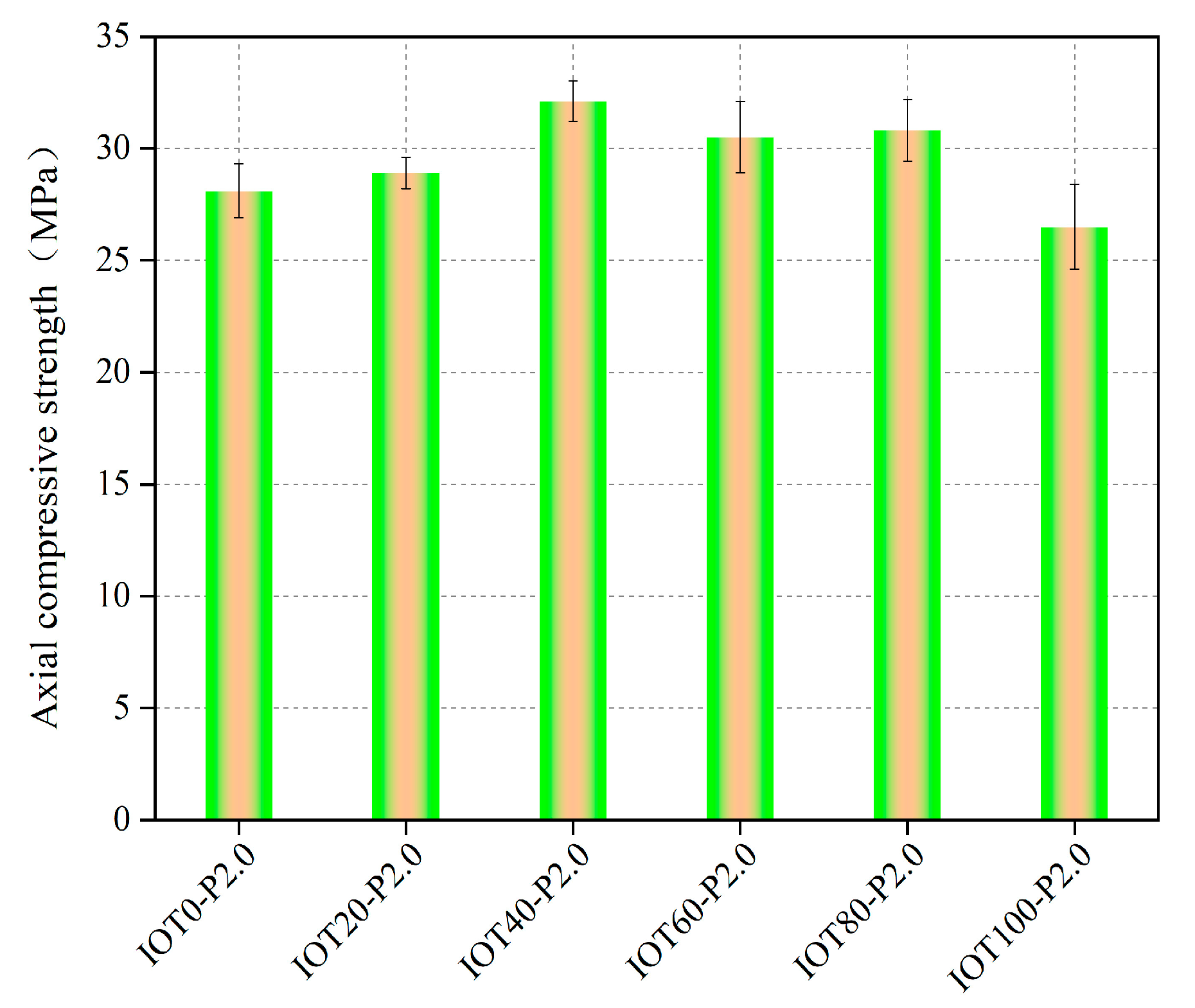
The chemical composition and physical properties of IOTs confirmed the feasibility of preparing IOT-ECCs using IOTs as fine aggregates instead of S. By incorporating up to 80% IOTs, the mechanical properties of IOT-ECCs were improved. IOT-ECCs with 40% IOTs (namely, IOT40-P2.0) can ensure the highest mechanical properties.
- (2)
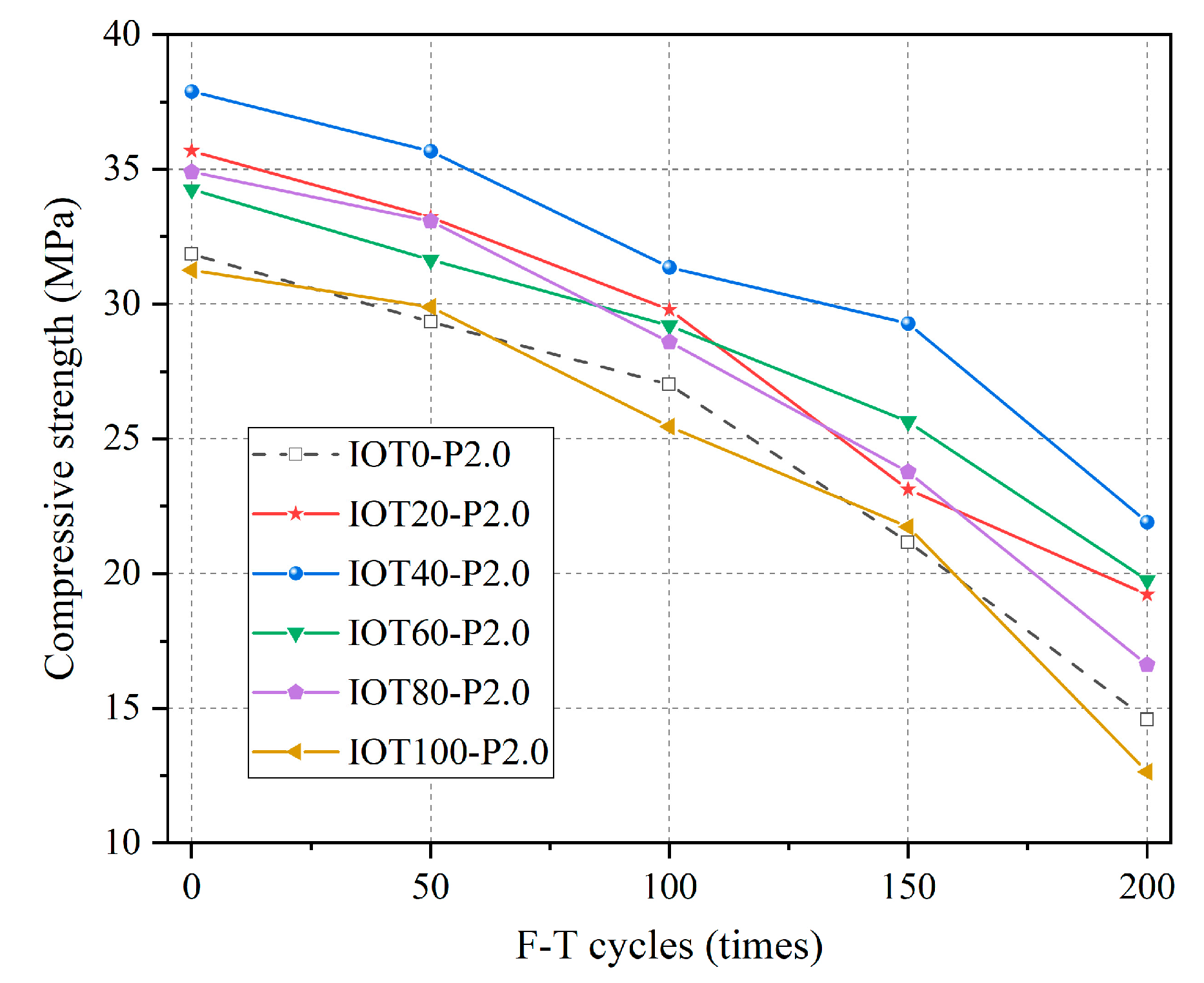
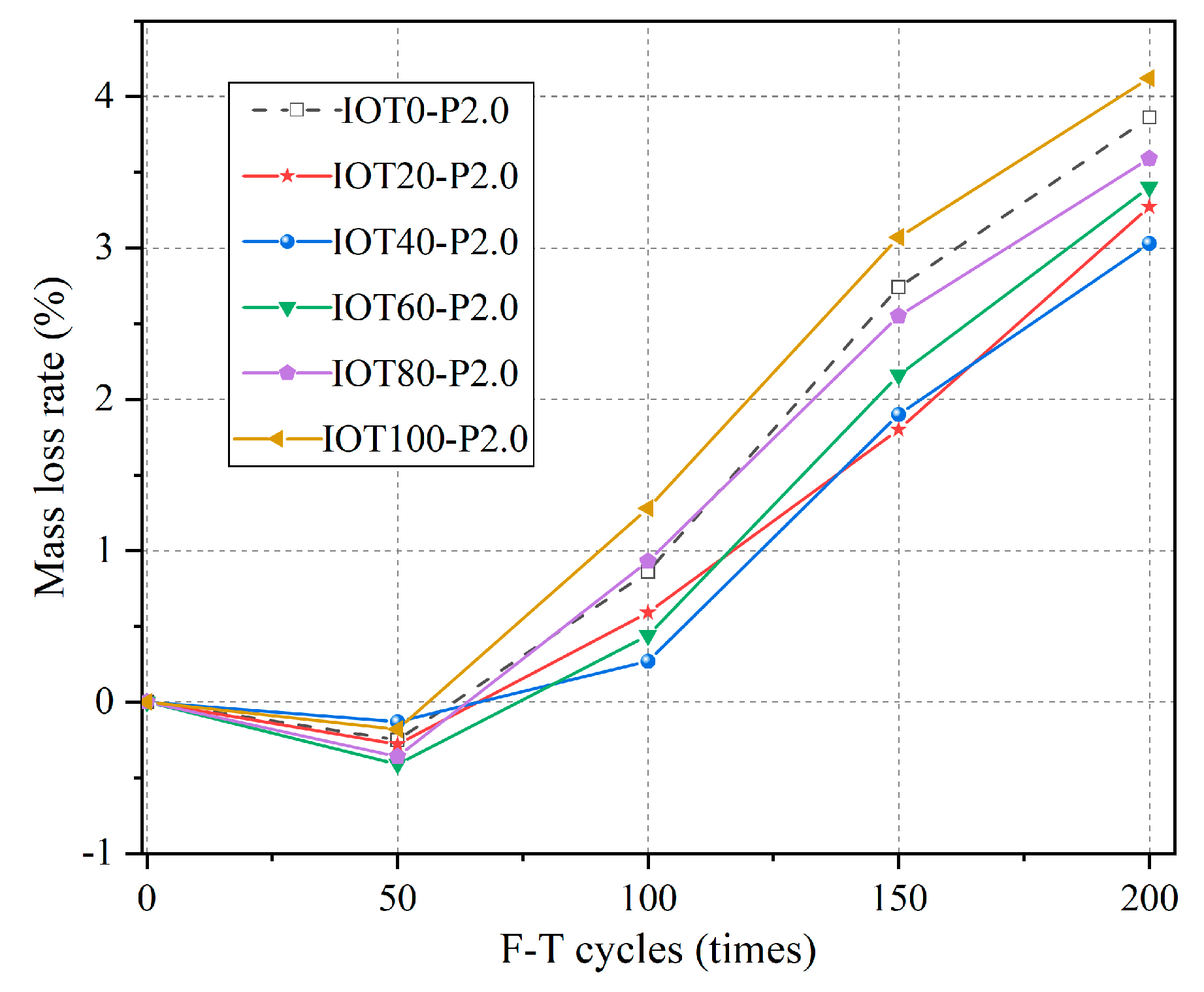
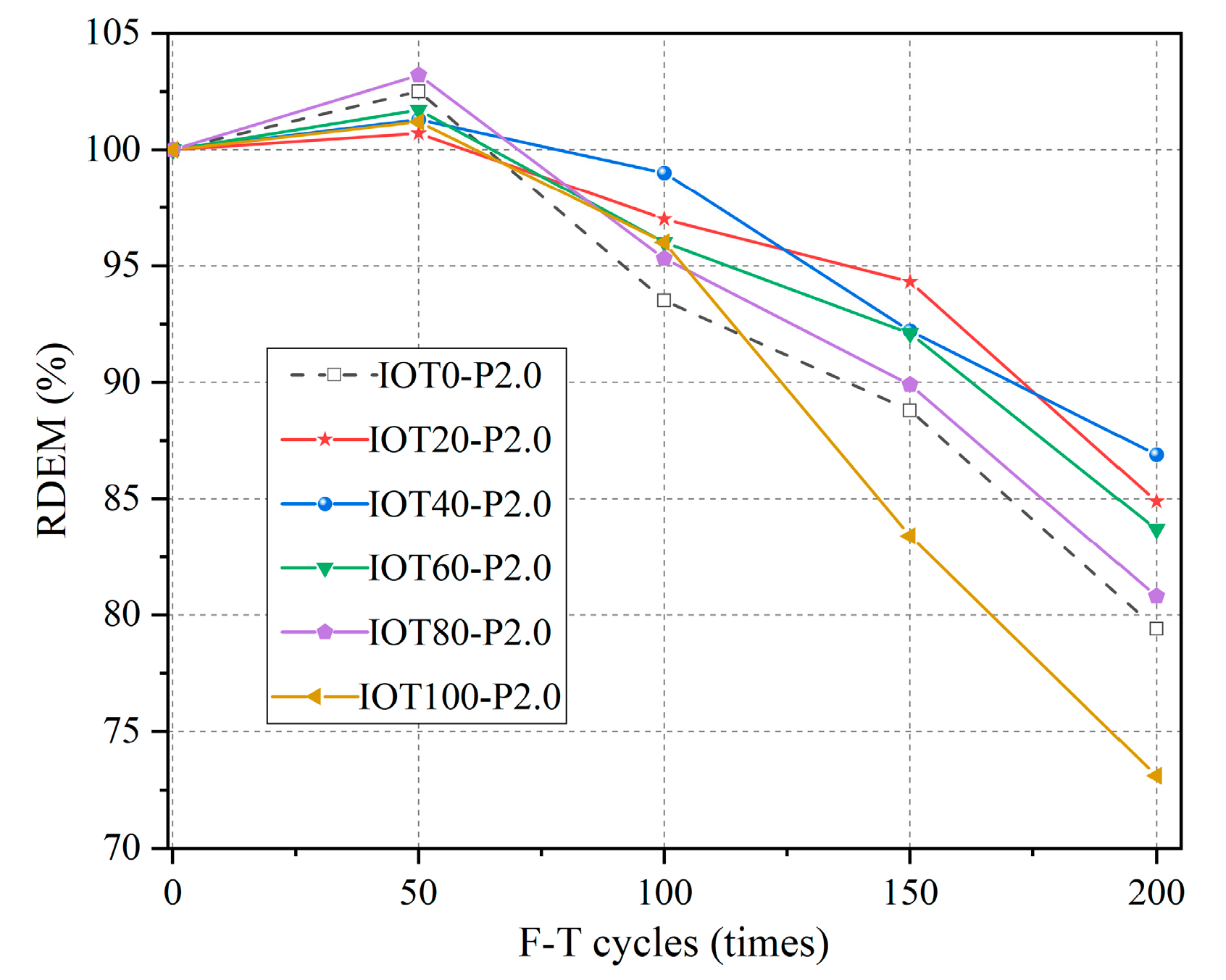
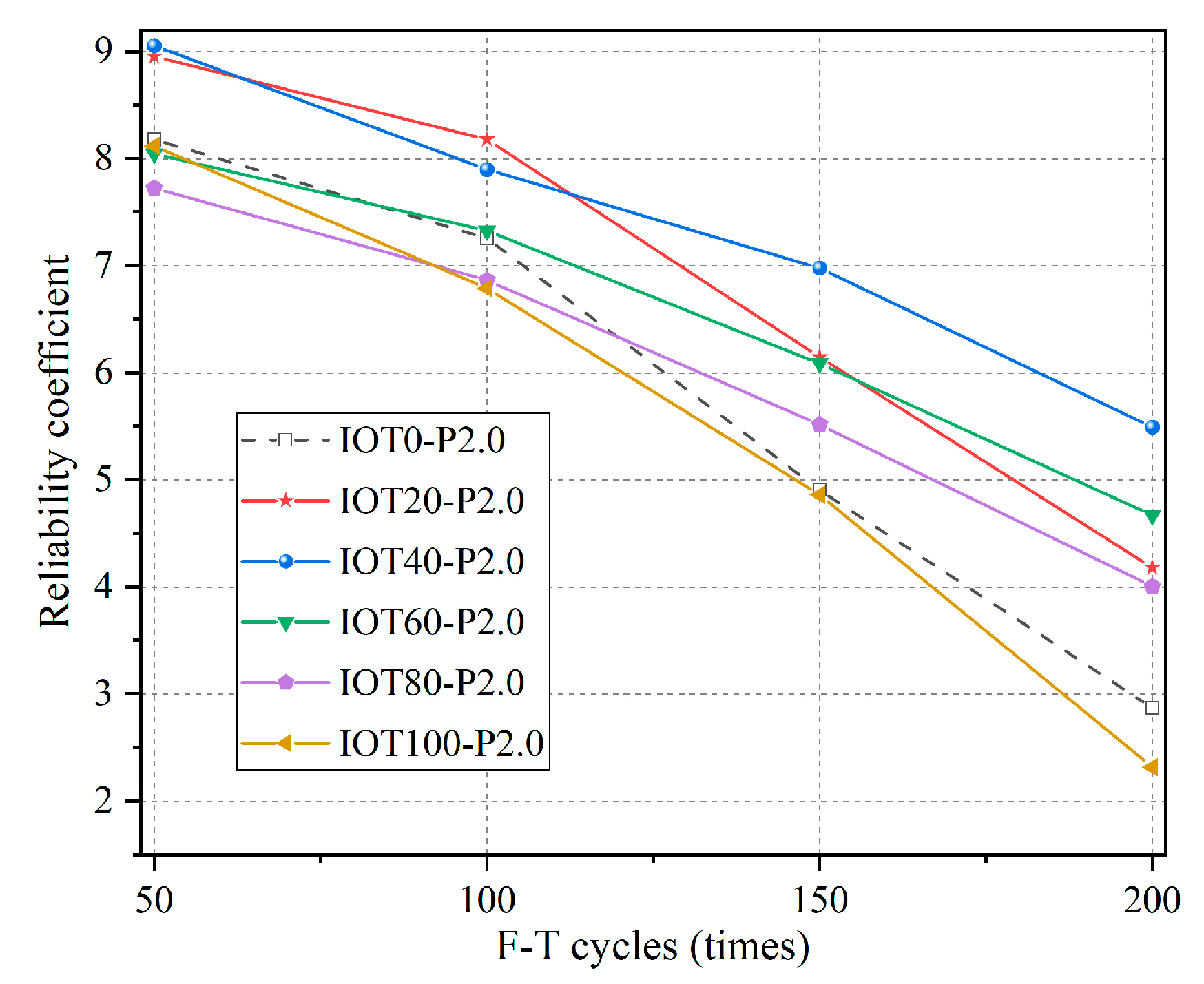
As the F-T cycles increased, the mass loss and RDEM of the IOT-ECCs increased first and then rapidly decreased, while the fcu decreased. The F-T damage in the IOT-ECC incorporating 40% IOTs was the smallest, which reflected the best reliability.
- (3)
NMR results found that when replacing S with 20–80% IOTs, it was beneficial to optimize the internal pore structure of the IOT-ECCs, especially at the 40% IOT replacement ratio. The pore structure of IOT-ECCs gradually deteriorated as the F-T cycle increased, and exhibited a notable deterioration after 100 F-T cycles.
- (4)
The SEM results showed that the compactness of IOT-ECCs was improved substantially by incorporating 40% IOTs. After 100 F-T cycles, the dimensions of the pores and cracks and the bonding interface of the PF and the matrix significantly deteriorated.
The macroscopic and microscopic results showed that using 40% IOTs to replace S to produce IOT-ECCs resulted in superior mechanical properties and durability compared to ordinary ECCs. It can be applied to practical projects such as seismic walls, beams, and columns with energy-dissipating joints, and in the reinforcement of masonry structures. The successful application of industrial by-product IOTs as eco-friendly materials will further promote the sustainable development of the construction industry. Further studies on structural members (beams, joints, and walls) should be conducted.





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}