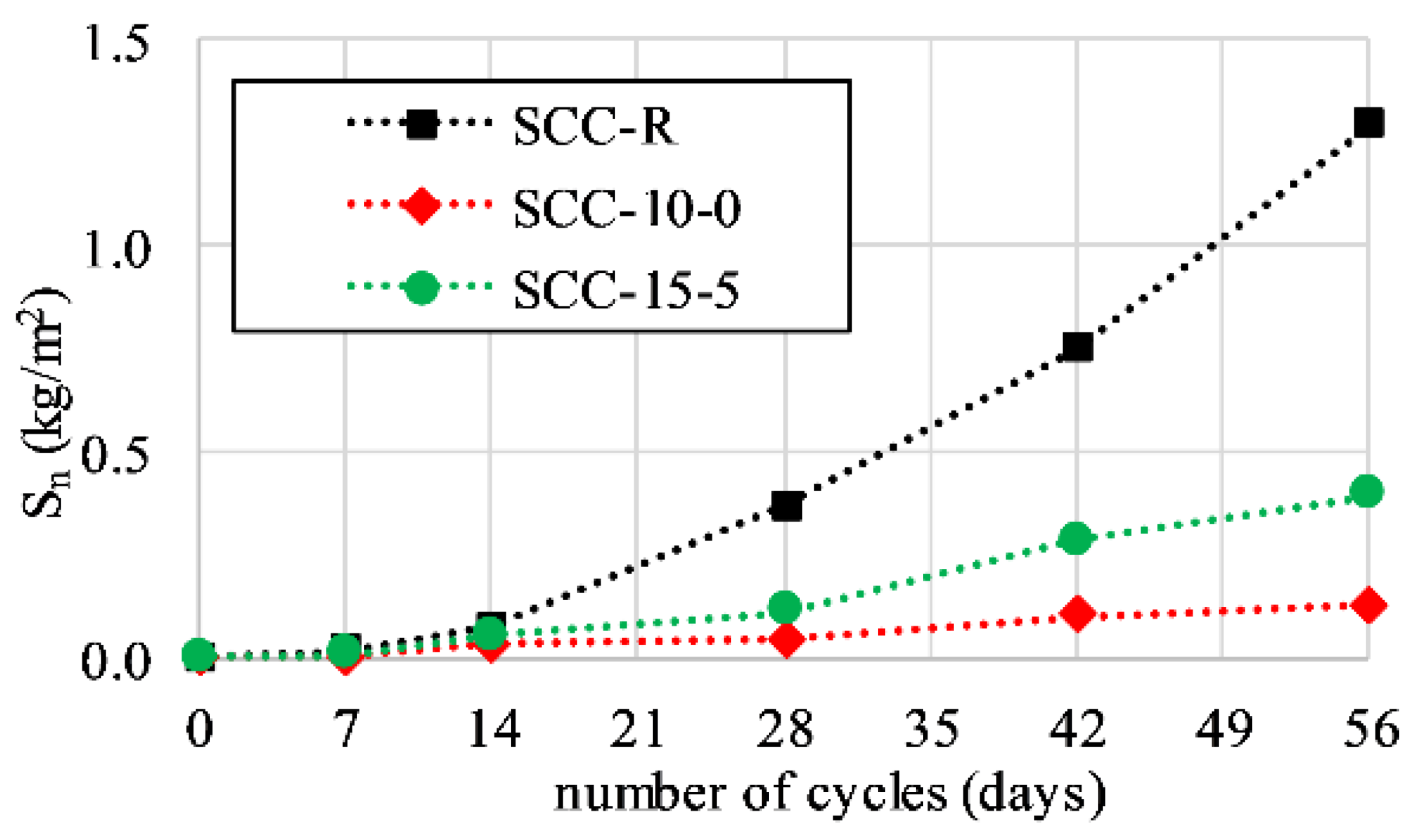
3.3.4. Freeze–Thaw Resistance
The mean values of the mass of scaled material after 56 freeze–thaw cycles (
) are presented in
Figure 4. For all observed cycles, the mean values of the mass of scaled material were the highest for the reference SCC mixture and lowest for the SCC-10-0 mixture. Furthermore, with 15% recycled rubber, the mass of the scaled material after 7, 14, 28, 42, and 56 freeze–thaw cycles was smaller compared to the mass of the scaled material of the reference SCC mixture. After 7 and 14 freeze–thaw cycles, the difference between the mean values of the mass of scaled material was less visible. After 28 freeze–thaw cycles there was a significant increase in this difference, most pronounced after 56 freeze–thaw cycles, where the mass of the scaled material of the mixture SCC-R was 10 and 3 times higher than the mass of scaled material of mixtures SCC-10-0 and SCC-15-5, respectively. To date, several studies on freeze–thaw resistance of traditional concrete with rubber have been carried out with similar test results [
22,
24,
25,
26]. However, the results of several studies have shown the opposite [
26,
27], at least in terms of a higher percentage of replacement of natural aggregate with rubber. Liu et al. [
26] concluded that the positive effect of rubber on the concrete freeze–thaw resistance is expressed only up to 5% replacement of natural aggregate with recycled rubber, which is not the case in this study where better resistance to freeze–thaw cycles was achieved with higher replacement levels.
In previous research [
25,
28], it was concluded that the grain size of the rubber plays an important role in the scaling of concrete after freeze–thaw cycles. The best results were obtained when the fine rubber aggregate was used, as it has a larger specific surface area compared to coarse recycled rubber, causing an increased number of micropores that entrap air in cement paste. The air increases the porosity of the concrete mixture and provides a higher resistance to freeze–thaw cycles, similar to the effects provided by the use of aerants [
70]. Furthermore, the rough edges of rubber entrap air bubbles, which provides better transmission of the internal stresses caused by an increase in volume due to the transition of water from liquid to solid state. Internal forces which occur during expansion in concrete with recycled rubber have less destructive consequences as the higher amount of micropores provides additional space for ice and salt crystals [
24] to spread at temperatures below 0 °C. The rubber itself is more resistant to freezing than natural aggregate and can provide a mechanism in which through greater deformability it absorbs internal stresses caused by an increase in volume, thus relieving stress from the surrounding cement paste. The described mechanism also prevents the premature occurrence of cracks in concrete, which is associated with an improvement in the serviceability of the concrete. It is important to point out that recycled rubber can not only be used as a substitute for natural aggregate but also as an aerant, providing savings for concrete intended for use in an environment where there is a risk of corrosion caused by freeze–thaw cycles.
According to the test results, SCRC can also be used in structural members in areas where the concrete structure is exposed to freezing and thawing, in contact with de-icing salts (e.g., where water spraying from traffic areas occurs). According to HRN 1128 [
69] and EN 206 [
71], test results meet the condition for the usage of SCC with 10 and 15% of recycled rubber in conditions where exposure classes XF2 or XF4 are required. This leads to the general conclusion that recycled rubber has a positive influence on the resistance of SCC to freeze–thaw cycles.
3.3.5. Resistance to High Temperatures
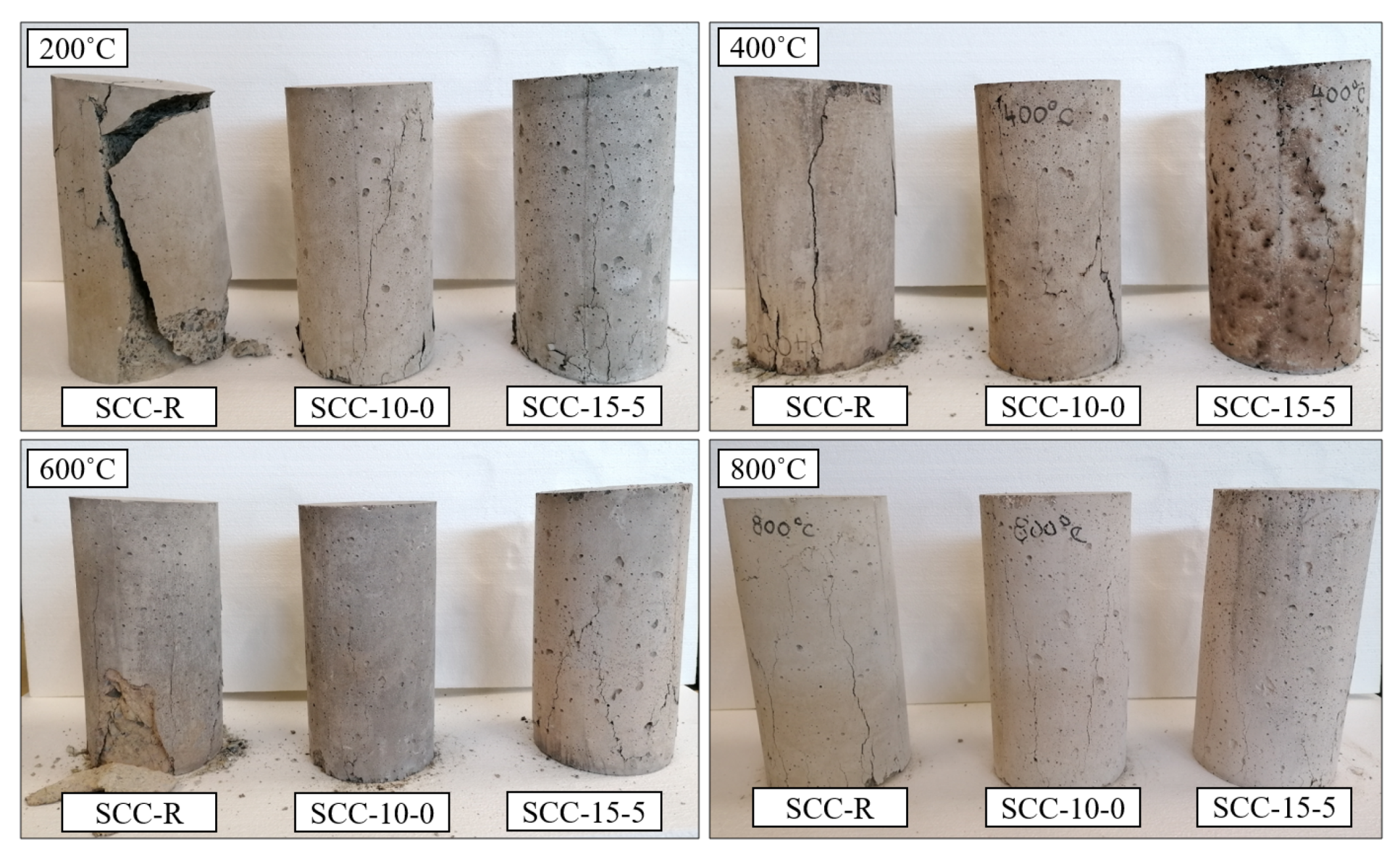
Similar to the conclusion of the experiment conducted by Hernandez-Olivares and Barluenga [
72], concrete specimens without recycled rubber showed a greater spalling effect compared to concrete specimens with recycled rubber. Reduction in spalling can be explained by the occurrence of voids formed in the places of burnt recycled rubber located near the surface of the concrete specimens, which consequently lead to a reduction in internal compressive stresses caused by gases and water vapour. The surface structure of concrete is thus preserved, which can improve the durability of concrete and reinforcement in the form of a reduced number of cracks, preservation of the protective layer, and thus better protection of reinforcement in structural members during exposure to high temperatures or fire.
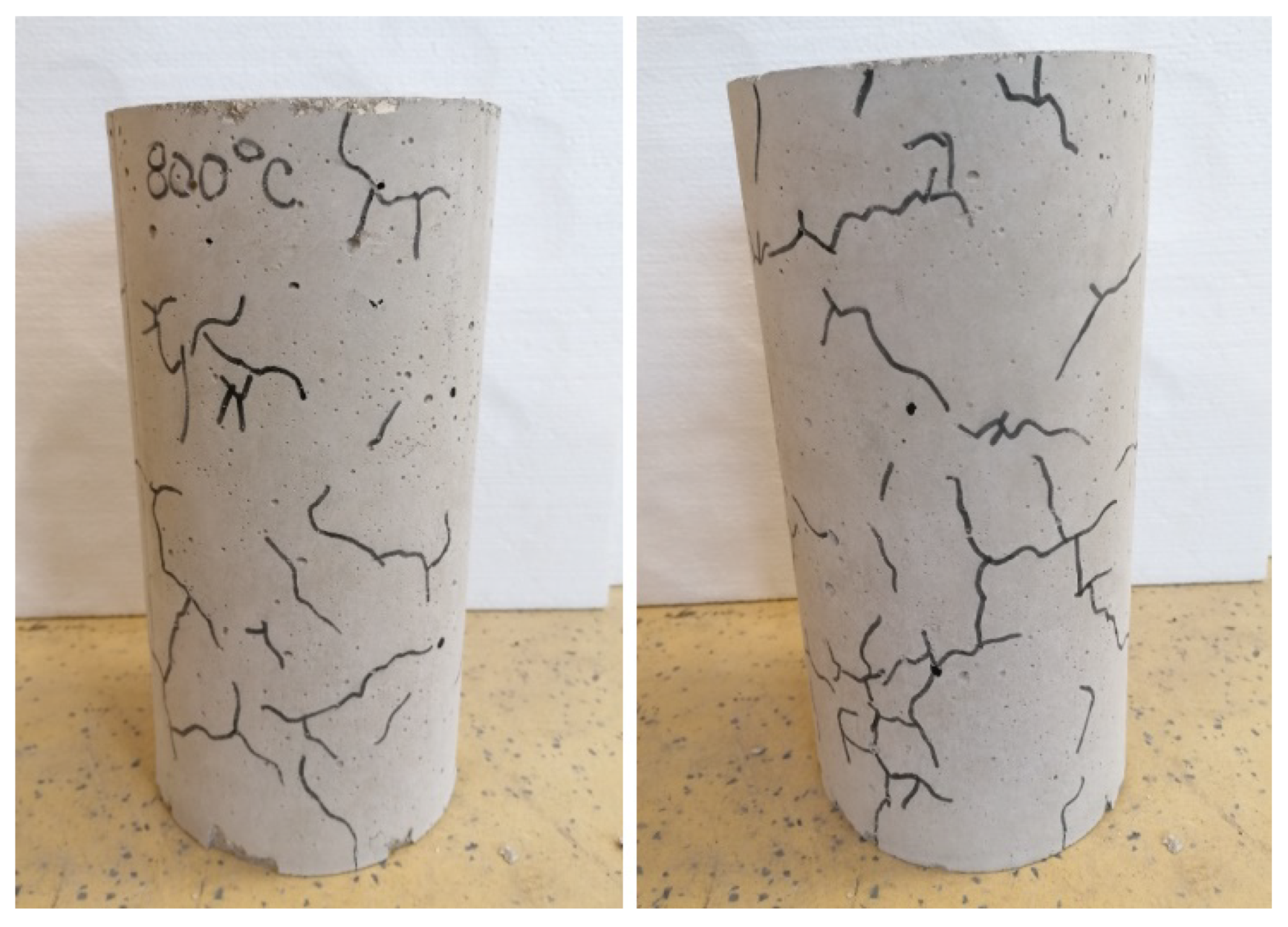
After exposure to high temperatures, the occurrence of cracks is typical for reference SCC specimens at 400, 600, and 800 °C. After exposure to 400 and 600 °C, cracks appeared at the bottom of the specimen (
Figure 5), while after exposure to 800 °C, cracks appeared along the height of the concrete specimen (
Figure 6). The number of cracks in the specimens of the reference SCC mixture increases with the increase in temperature. According to Yüzer et al. [
29], at the moment of cooling, calcium oxide CaO passes into calcium hydroxide Ca(OH)
, which then travels through the pores of the concrete leading to an increase in volume and the appearance of larger cracks.
No cracks were observed on the surface of specimens from mixtures SCC-10-0 and SCC-15-5, which is not in agreement with previous studies where specimens with recycled rubber had visible cracks on the surface after exposure to 600 and 800 °C [
30,
31,
32]. The difference in the behaviour compared to other studies can be explained as follows:
- (i)
a longer drying process of specimens, leading to a lower amount of water absorbed in the concrete pores before testing, consequently leading to lower internal stresses and a smaller number of cracks on the surface of concrete specimens after exposure to high temperatures;
- (ii)
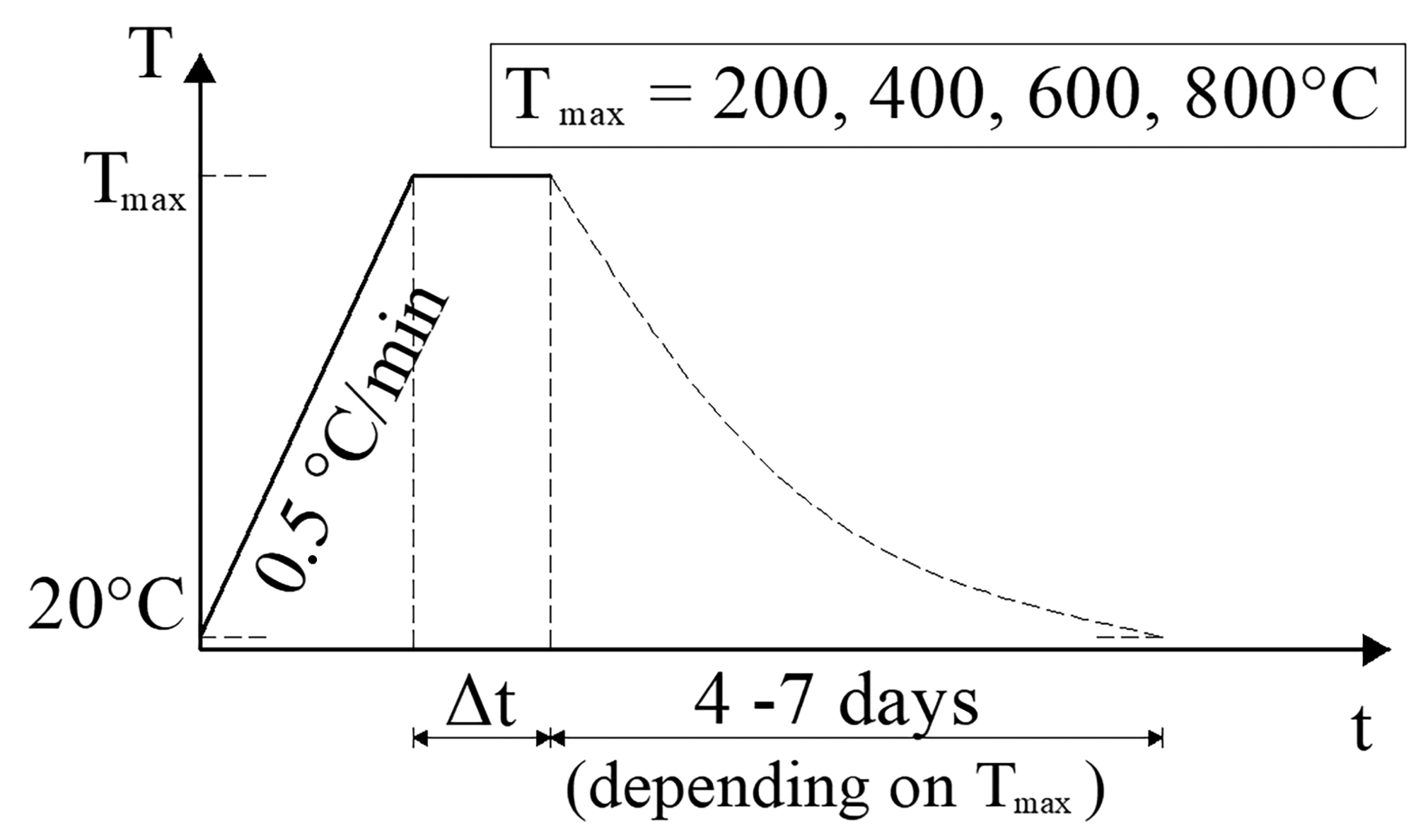
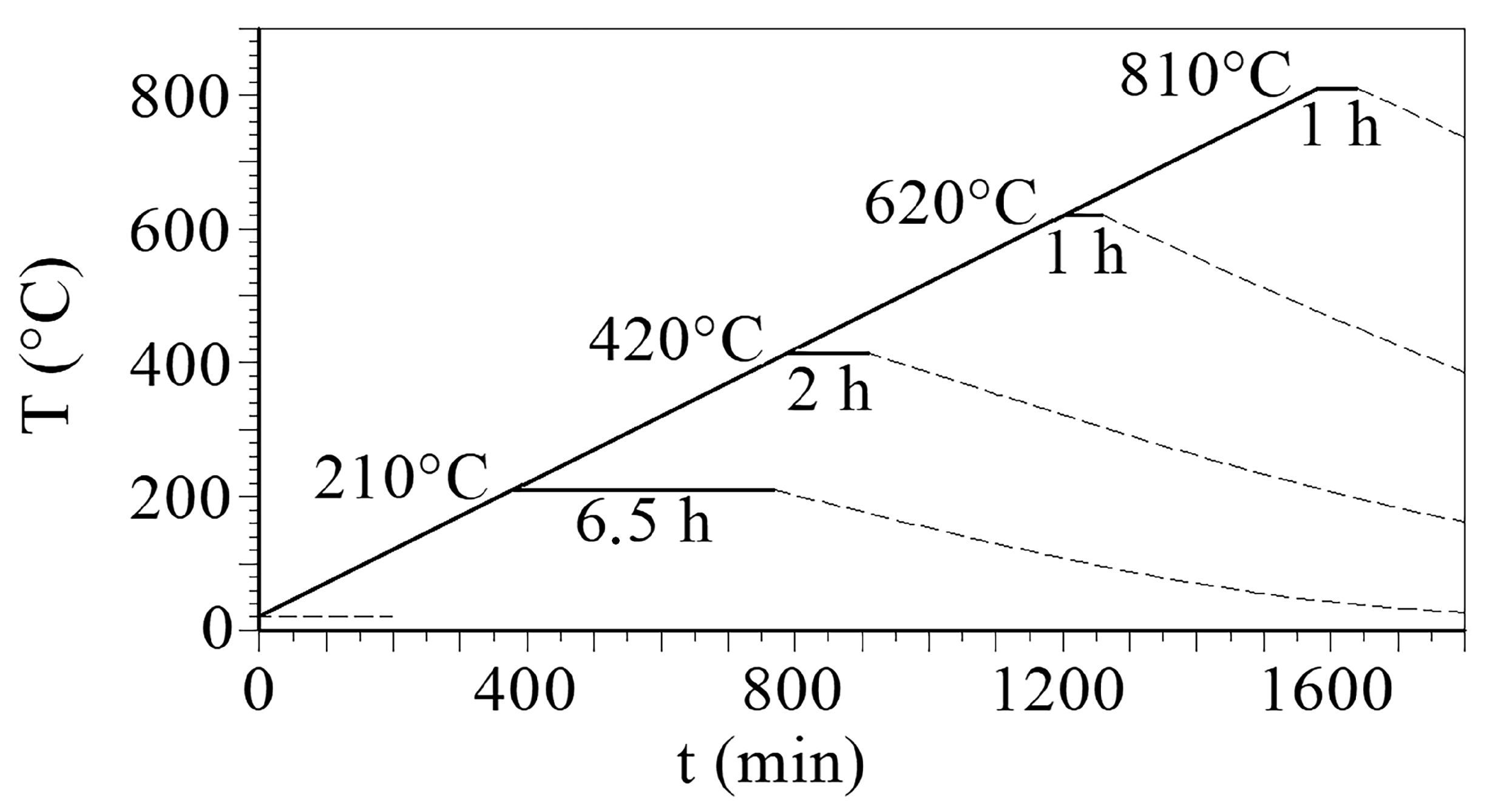
in previous studies [
31,
33] the heating regime was 5 and 10 °C/min, while this study applied RILEM recommendations [
65] for an increase of 0.5 °C/min, which means that in those studies a similar amount of water present (bound or unbound) needs to evaporate in less time, thus creating higher pore pressures and more cracks.
Similar to the scaling effect, the reduction in the number of cracks in SCC specimens with recycled rubber contributes to the durability of concrete by preserving the thickness of the protective layer, preventing the penetration of aggressive substances into the internal structure, and protecting the reinforcement from external influences.
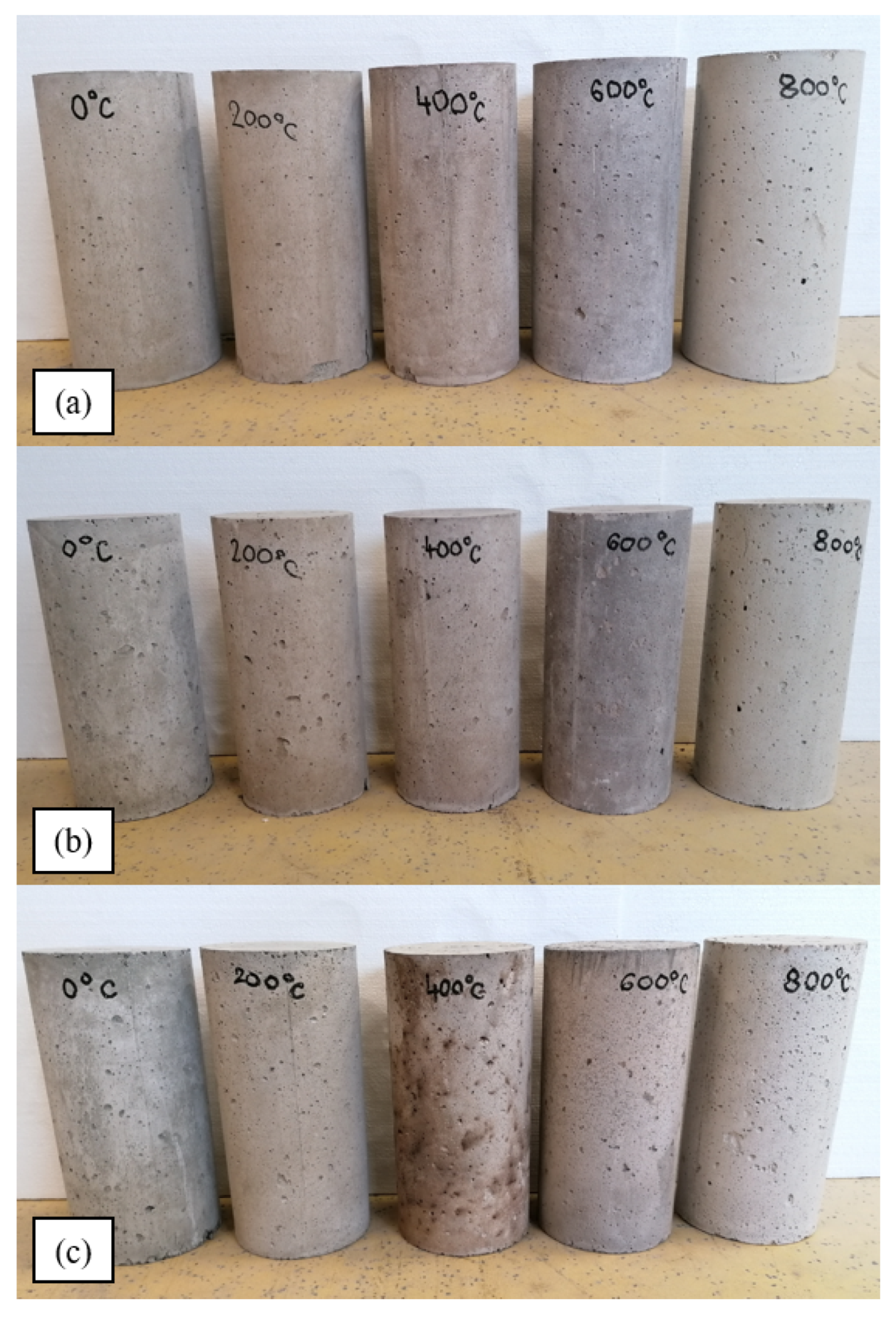
The change in colour of SCC specimens was controlled by visual inspection after exposure to high temperatures (
Figure 7).
Table 5 provides a proposal for visual recognition of concrete conditions after exposure to high temperatures, enabling the determination to which temperature the concrete was exposed. Similar to previous test results [
31,
32], the specimens become pink-grey, brown-grey, or dark-grey after being exposed to 200, 400, and 600 °C, respectively. However, specimens SCC-15-5 exposed to a temperature of 400 °C become brown-grey with brown spots, which can be explained by the fact that more recycled rubber, containing carbon, has burned out [
31]. When specimens were exposed to 800 °C, the colour of the concrete changed from light-grey to white-grey, regardless of whether recycled rubber is one of the concrete components or not. During exposure of specimen SCC-15-5 to a temperature higher than 400 °C smoke was observed, caused by decomposition and combustion of large quantities of recycled rubber, which mainly consists of carbon and hydrogen [
30]. Smoke has not been reported in any of the previous studies. When exposing SCC specimens of mixtures SCC-R and SCC-10-0 to temperatures higher than 400 °C, the amount of smoke is negligible. In terms of user safety, 10% replacement of natural aggregate with recycled rubber would be optimal, so as not to additionally endanger human health in case of fire or high temperatures. However, it should be noted that structures without additional layers such as plaster on the inside or layers of thermal insulation on the outside are rarely constructed. Taking this into consideration, it can be assumed that in the early stages of fire the appearance of smoke would not play a crucial role in such a hazard scenario, and later stages of fire present structural danger which is far more threatening.
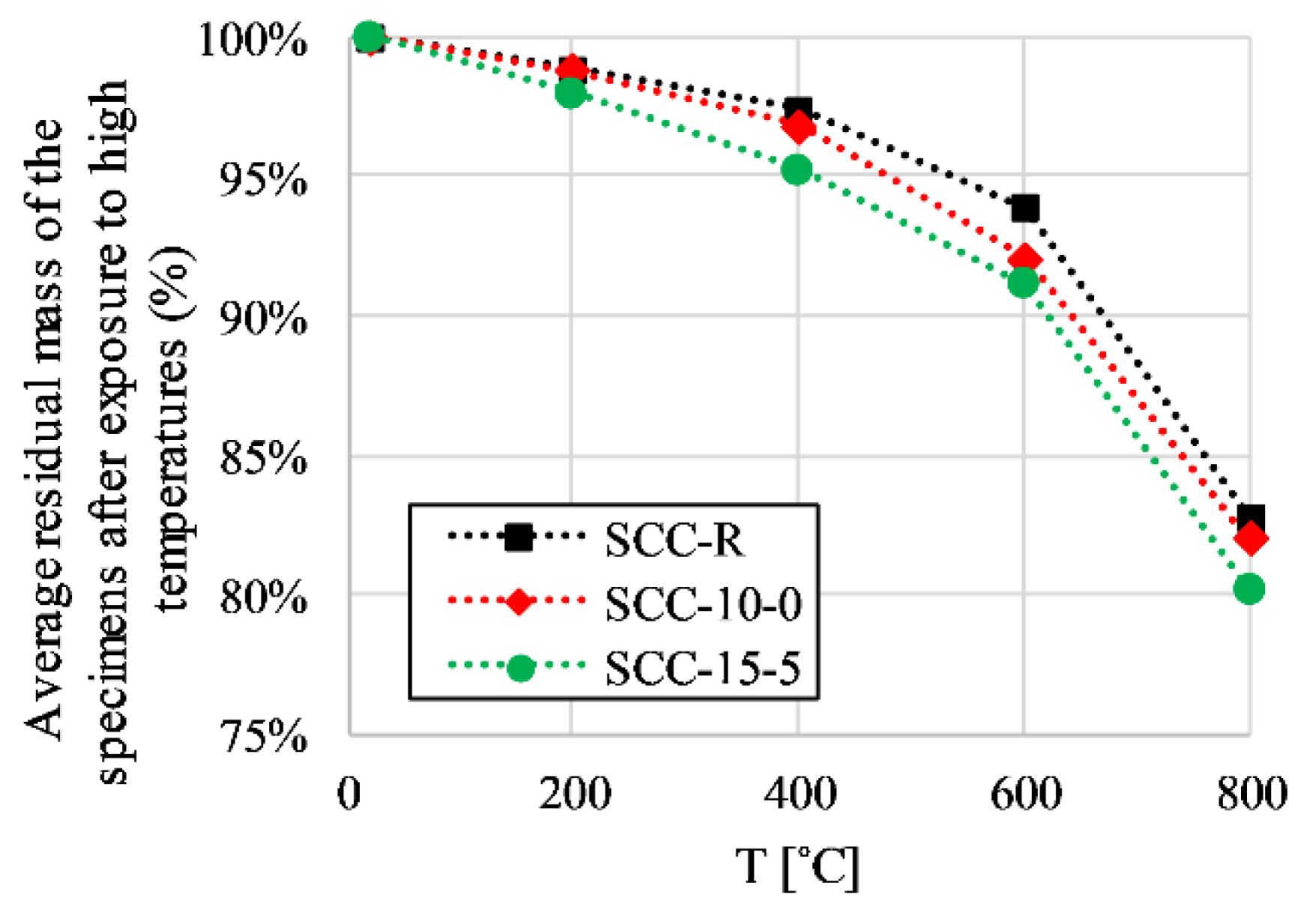
Figure 8 shows the average residual mass of the specimens after exposure to high temperatures. There is a slightly higher mass loss in concrete specimens with rubber, similar to the results reported by [
32,
33]. This is due to the combustion and decomposition of recycled rubber, consequently leading to an increase in the weight loss of the concrete specimens. Mass loss at temperatures up to 150 °C is also present due to the evaporation of the capillary water and the water contained in the C-S-H gel. At higher temperatures, chemically bound water is released from concrete during the decomposition of calcium hydrate into calcium oxide and water [
33]. However, it should be noted that the differences in mass loss of SCC mixtures with recycled rubber compared to the reference SCC mixture are quite small. At 512 °C calcium hydroxide (Ca(OH)
) decomposes into water (H
2O) and calcium oxide (CaO) [
73], leading to the largest decrease in average residual mass for all mixtures between temperatures of 600 and 800 °C since the value of mass loss depends on the duration of the temperature load [
74,
75]. It can be concluded that the composition of the concrete mixture, which is partially modified with the addition of rubber and silica fume, has no significant effect on increasing or decreasing specimen mass loss when exposed to the same high temperature. Increasing the temperature to which the concrete is exposed decreases the mass, which indicates an increase in the porosity of concrete and thus a decrease in mechanical properties.
Measuring the UPV has great potential for testing structural members exposed to high temperatures or fire, especially since it is a non-destructive testing method. Connecting the value of the UPV with the assessment of the residual mechanical properties of concrete exposed to high temperatures is an important parameter to determine the maximum temperature to which the concrete was exposed during temperature loads. UPV was measured on six SCC cylinders, with three measurements per specimen, before testing the compressive strength and modulus of elasticity to keep the specimens complete and undamaged. Average UPV values after exposure to high temperatures are presented in
Table 6. A decrease in UPV value with an increase in temperature and rubber content in concrete has been observed [
30,
33], which indicates that high temperatures cause significant damage to the cement paste.
A decrease in the UPV value with an increase in rubber content (and consequently a decrease in natural aggregate) can be explained by the lower specific gravity of recycled rubber compared to natural aggregate [
76], which increases the time required for the ultrasonic pulse to pass through the concrete specimen. If the specimens are exposed to temperatures higher than 200 °C, the reduction in the UPV value can be explained by the increased number of discontinuities and air cavities caused by high temperatures and combustion of recycled rubber [
30,
33]. Additionally, the decrease in the UPV values with the increase in temperature is directly related to the decrease in the mechanical properties of the concrete. Therefore, an estimation of the high-temperature effect on the mechanical properties can be performed using the UPV values, providing insight into the structural capacity of a reinforced concrete member. To evaluate the quality of SCC after exposure to high temperatures, the obtained average UPV values were compared with the limit values given in ASTM C597 [
77] (
Table 6). It can be concluded that the specimens can be classified as good-quality concrete up to an exposure temperature of 400 °C, after which the concrete quality for the SCC-10-0 and SCC-15-5 mixtures becomes generally or extremely poor, while the SCC-R mixture after exposure to a temperature of 600 °C still shows good quality.
The SCC specimens exposed to high temperatures were tested on a pressure kiln with a capacity of 3000 kN. Extensometers were used to measure deformations when testing the modulus of elasticity, while LVDTs were used to obtain the stress–strain relation during compressive strength testing. For the compressive strength testing SCC specimens were first subjected to a stress of 0.05 MPa, defined in the RILEM recommendations as a preload level, and then loaded with a stress rate of 0.5 MPa/s until failure. The stress regime of the specimens on which the secant modulus of elasticity under pressure was tested was according to EN 12390-13 [
60]. For further analysis, three parameters were taken from the stress–strain relation:
- (i)
compressive strength ();
- (ii)
strain () at the maximum stress;
- (iii)
slope of the curve.
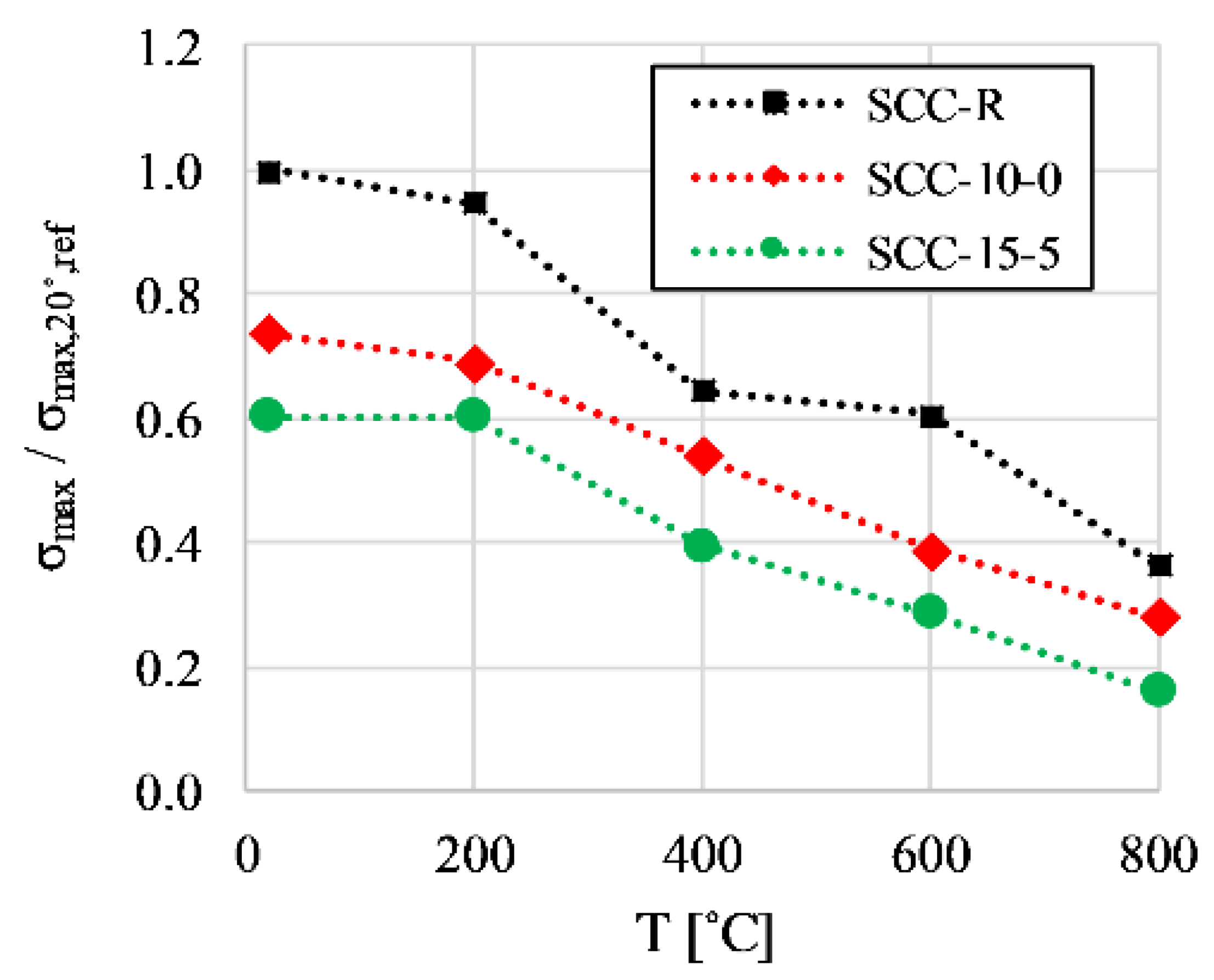
Regardless of the high temperature, the compressive strength values of the SCC specimens were highest for the reference SCC mixture, consistent with previous investigations of SCRC [
37], traditional rubberised concrete [
31,
33,
78], and mortar with recycled rubber [
30]. The primary reason is the lower compressive strength of recycled rubber compared to natural aggregate [
78]. The analysis of the test results shows that the decrease in the compressive strength of SCC-R was most pronounced after exposure to 400 °C. Compared to the compressive strength values at 20 °C, the reduction in compressive strength was 35%, while the same reduction was 27% for concrete specimens with 10% rubber. The average compressive strength values for all three mixtures tested after exposure to 600 and 800 °C were higher than 15 and 8 MPa, respectively. Unlike previous tests where concrete specimens exposed to 750 °C could not be tested due to their poor condition [
33], all specimens maintained their integrity after exposure to 800 °C. A positive effect of silica fume on the compressive strength of concrete specimens with 15% rubber was observed after exposure to a temperature of 200 °C where the relative decrease in compressive strength was negligible. However, at temperatures above 400 °C specimens with 10% rubber maintained strength better than specimens with 15% rubber. Therefore, it can be concluded that at temperatures above 400 °C the positive effect of silica fume could not compensate for the negative impact of a 15% replacement level of fine aggregate with recycled rubber. At high temperatures, the free water in the capillary pores of the concrete and the water in the C-S-H gel evaporates [
30], and at temperatures higher than 400 °C, C-S-H gels decompose [
33,
37], explaining why the highest reduction in compressive strength is at 400 °C. At similar temperatures, rubber burns, which increases the porosity of the concrete specimens [
30], resulting in a weaker structure and a reduction in the ability to transmit compressive forces in specimens during testing. A smaller relative decrease in compressive strength of the SCC-10-0 specimens may be due to an easier release of water vapour from concrete specimens with rubber. Considering the resistance of concrete to high temperatures and the values of residual compressive strengths of concrete specimens, it can be suggested that the maximum replacement level of recycled rubber in SCC should be 10% of the total volume of fine aggregate to maintain the stability and structural capacity of reinforced concrete members in case of their exposure to high temperatures.
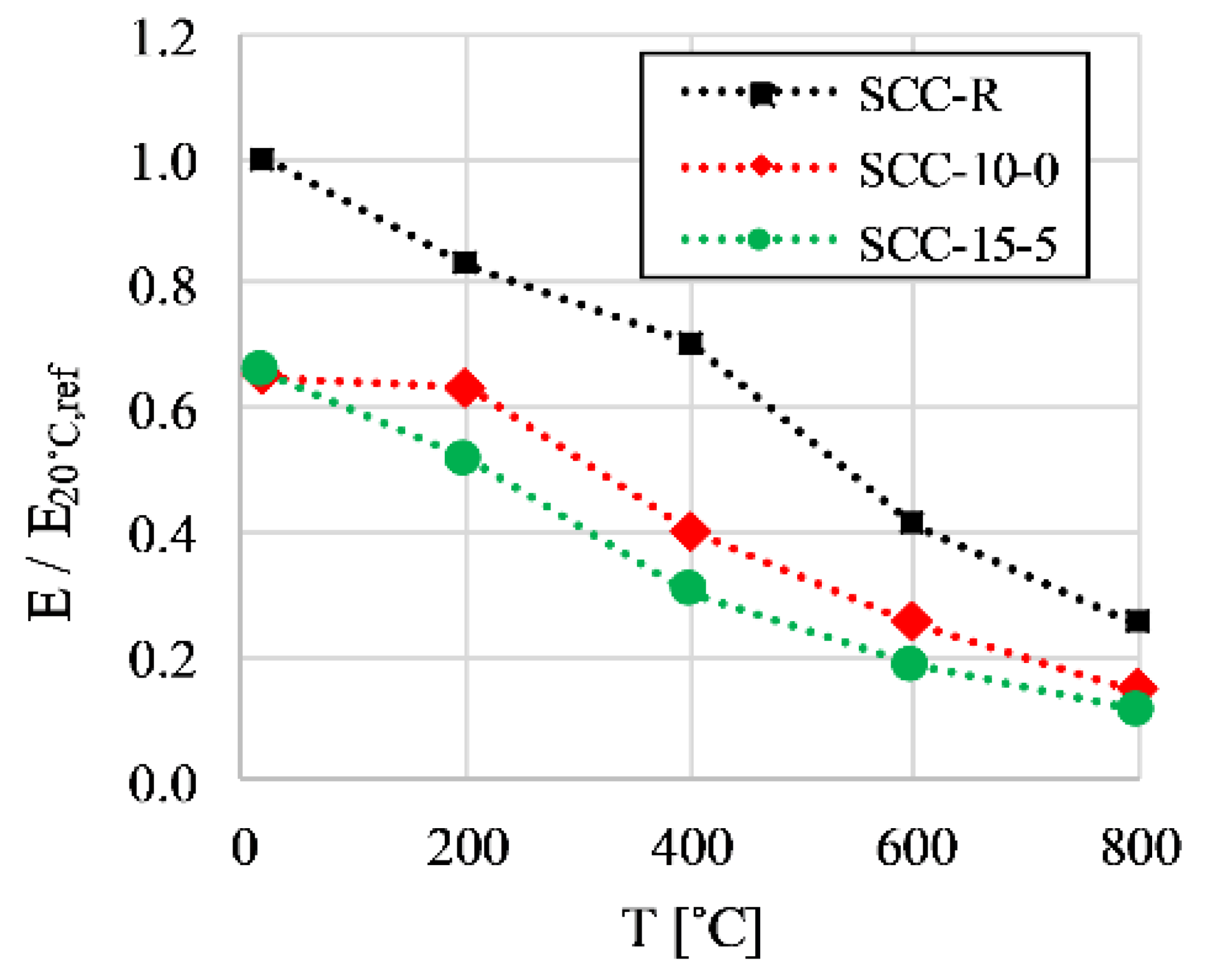
The values of the modulus of elasticity of the specimens of all concrete mixtures were above 20 GPa even after exposure to a temperature of 200 °C. For specimens of the SCC mixtures SCC-10-0 and SCC-15-5, the modulus of elasticity value falls below 20 GPa only after the specimens were exposed to temperatures higher than 400 °C. Compared to SCC specimens with 10 and 15% recycled rubber, the modulus of elasticity of the reference SCC mixture was higher at all exposure temperatures. However, observing the relative reduction in the modulus of elasticity at high temperatures to those at room temperature (
°C), it can be concluded that the specimens of the reference SCC mixture experienced the highest reduction in the modulus of elasticity after exposure to a high temperature of 200 °C, while at the same temperature specimens with 10% rubber had a relative reduction of only 2%. For specimens with 10% rubber exposed to temperatures of 400 °C, this ratio of relative reduction was more pronounced. The specimens SCC-15-5 had the most pronounced relative reduction in the modulus of elasticity at all high temperatures. These trends coincide with the strong correlation of compressive strength and modulus value in general when it comes to concrete, but only a small number of researchers have studied the change in the static modulus of elasticity of concrete with rubber with similar observations [
33]. Therefore, it can be concluded that the same causal effects of the high temperature determined for compressive strength are valid for the elastic modulus.
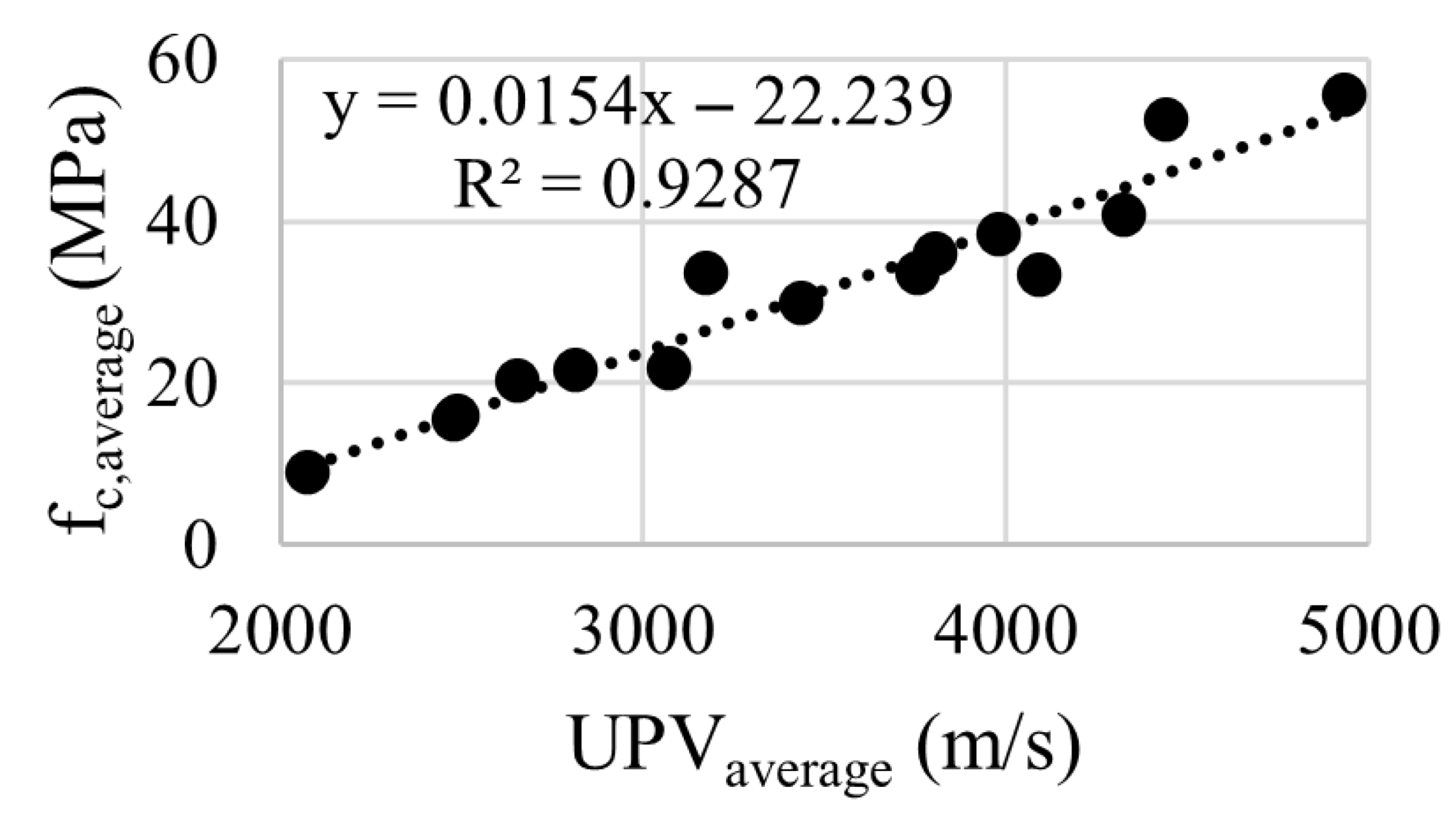
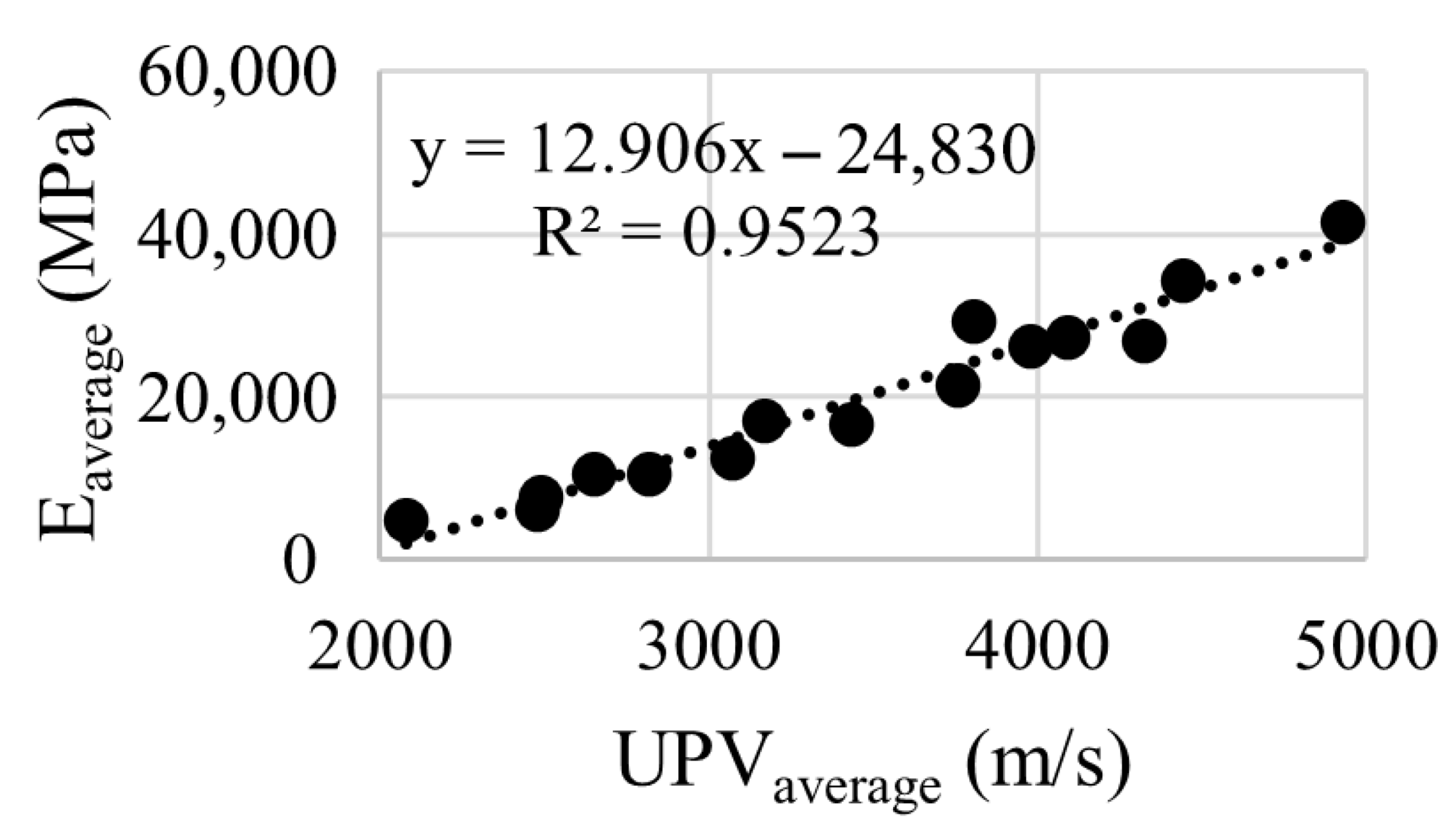
The relationships between the average values of UPV and mechanical properties at different exposure temperatures are shown in
Figure 16 and
Figure 17, and they clearly show that there is good agreement between the linear regression analysis equation and the experimental results. This leads to the possibility of estimating the compressive strength and modulus of elasticity based on the UPV values.
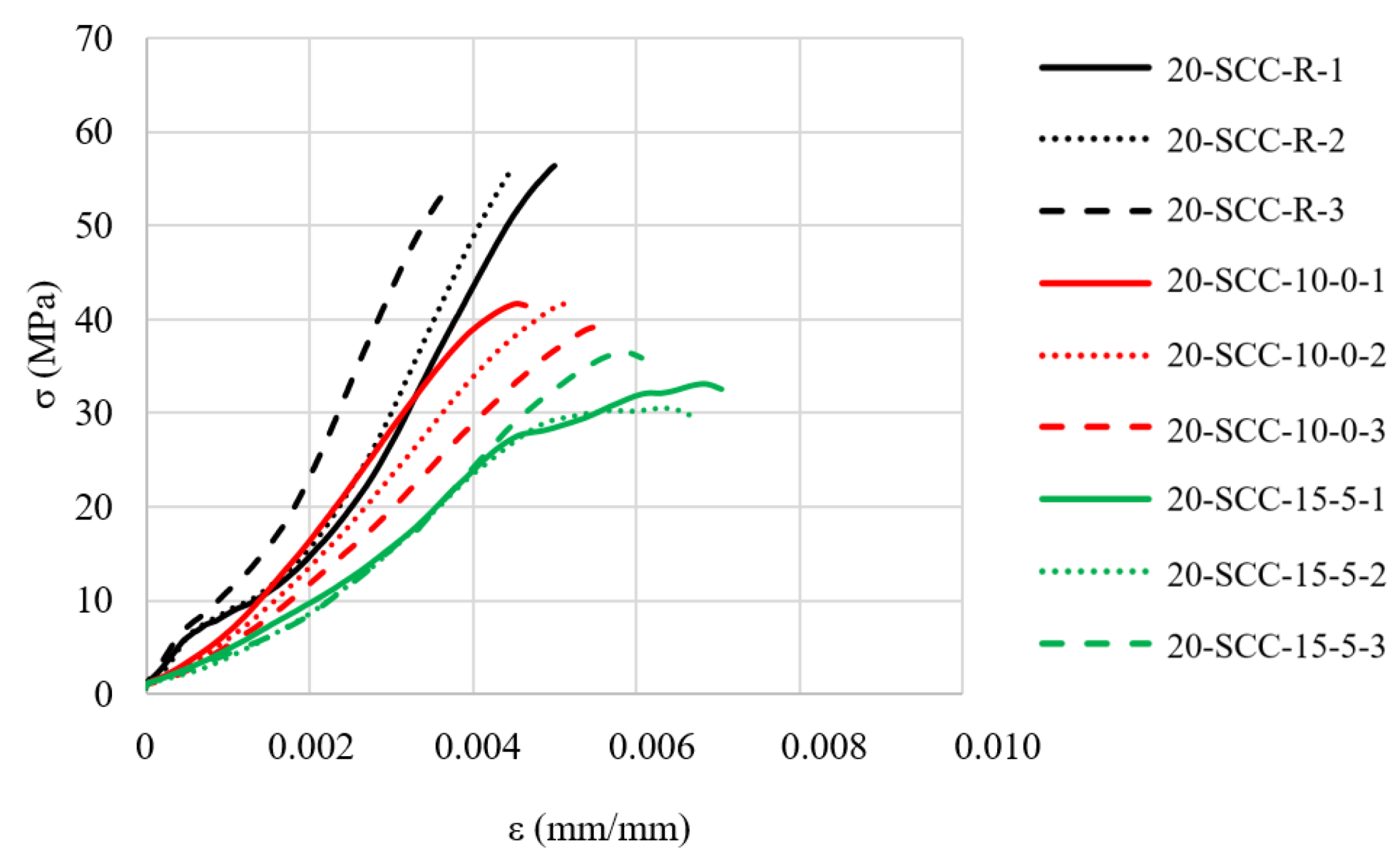
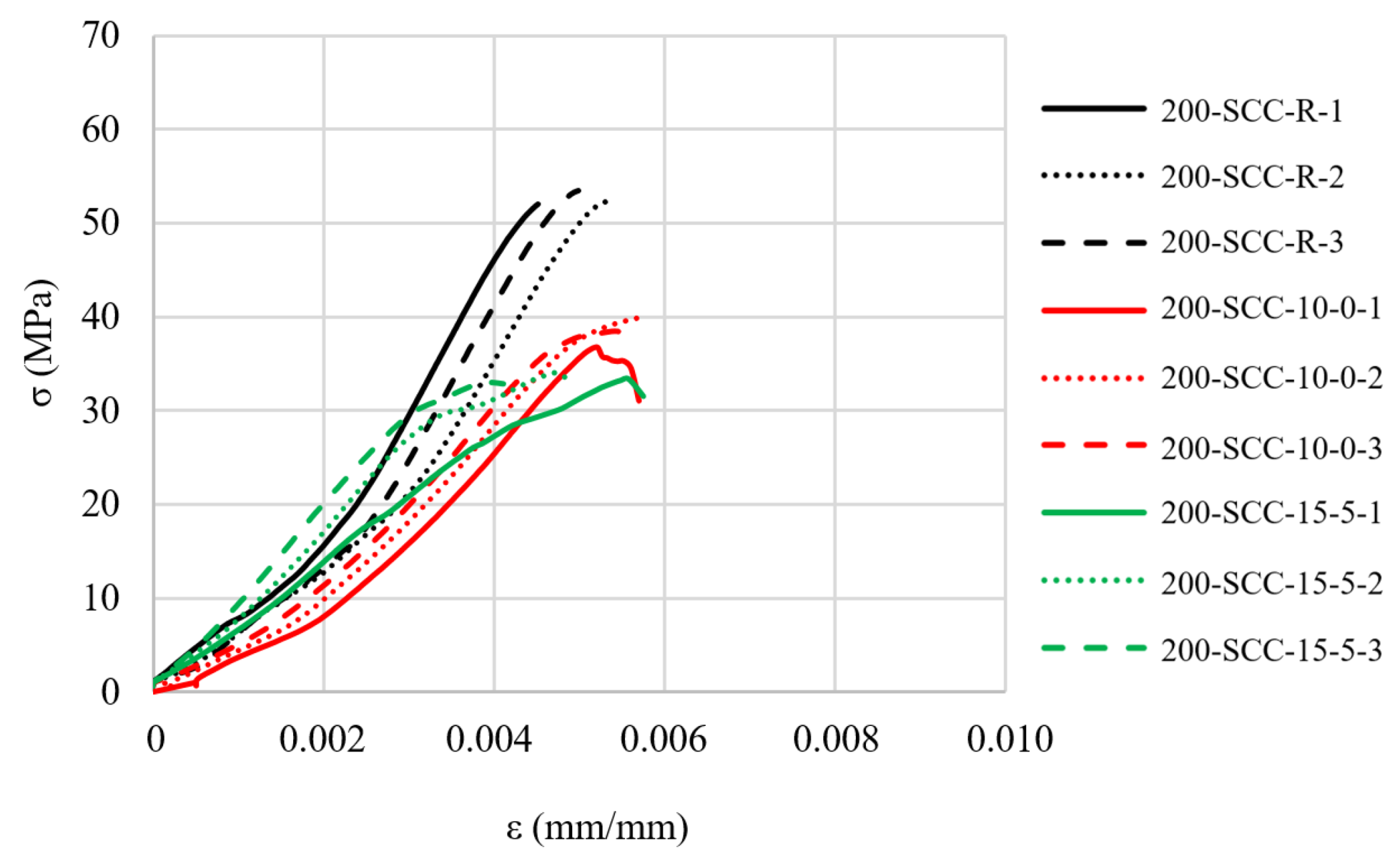
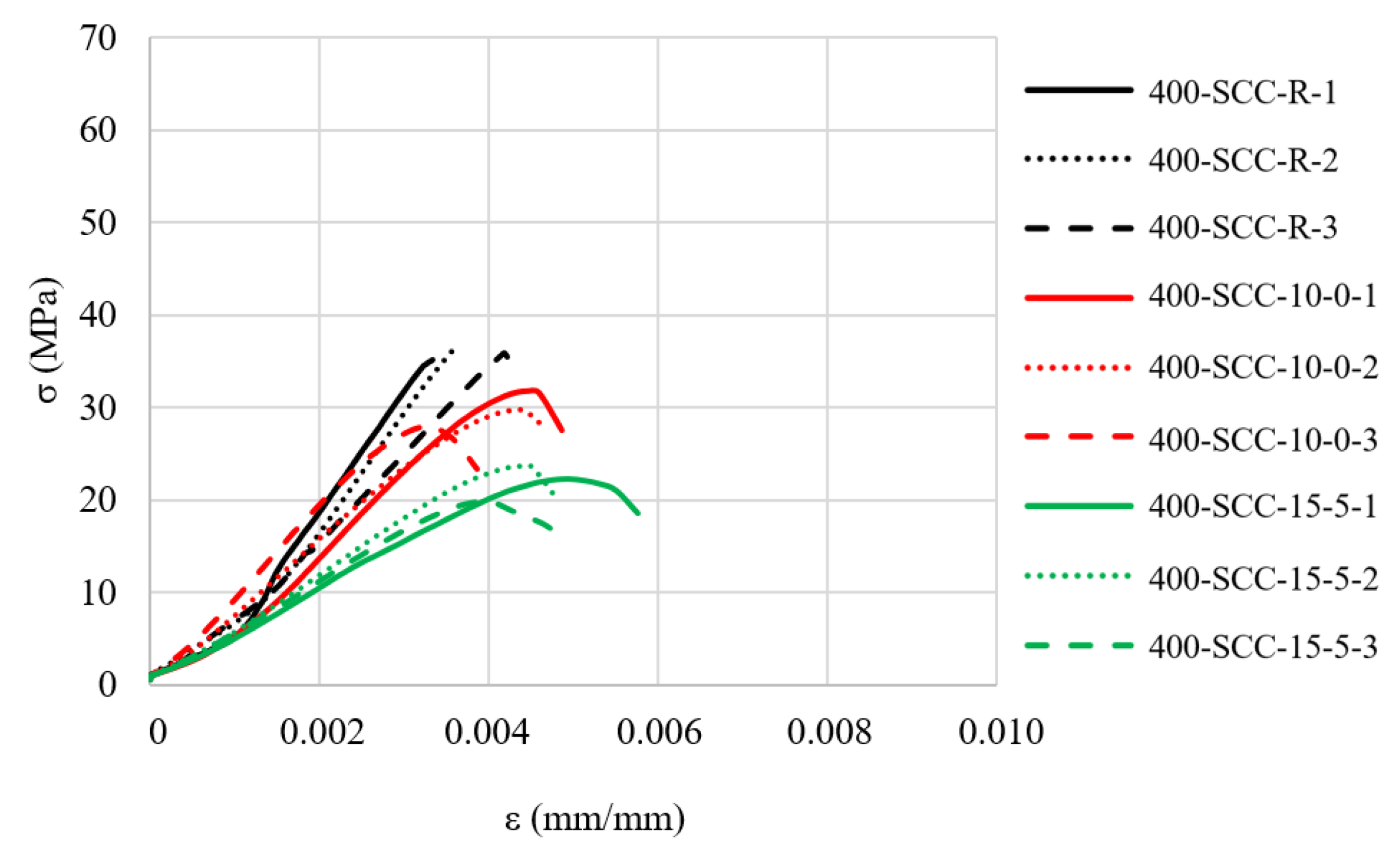
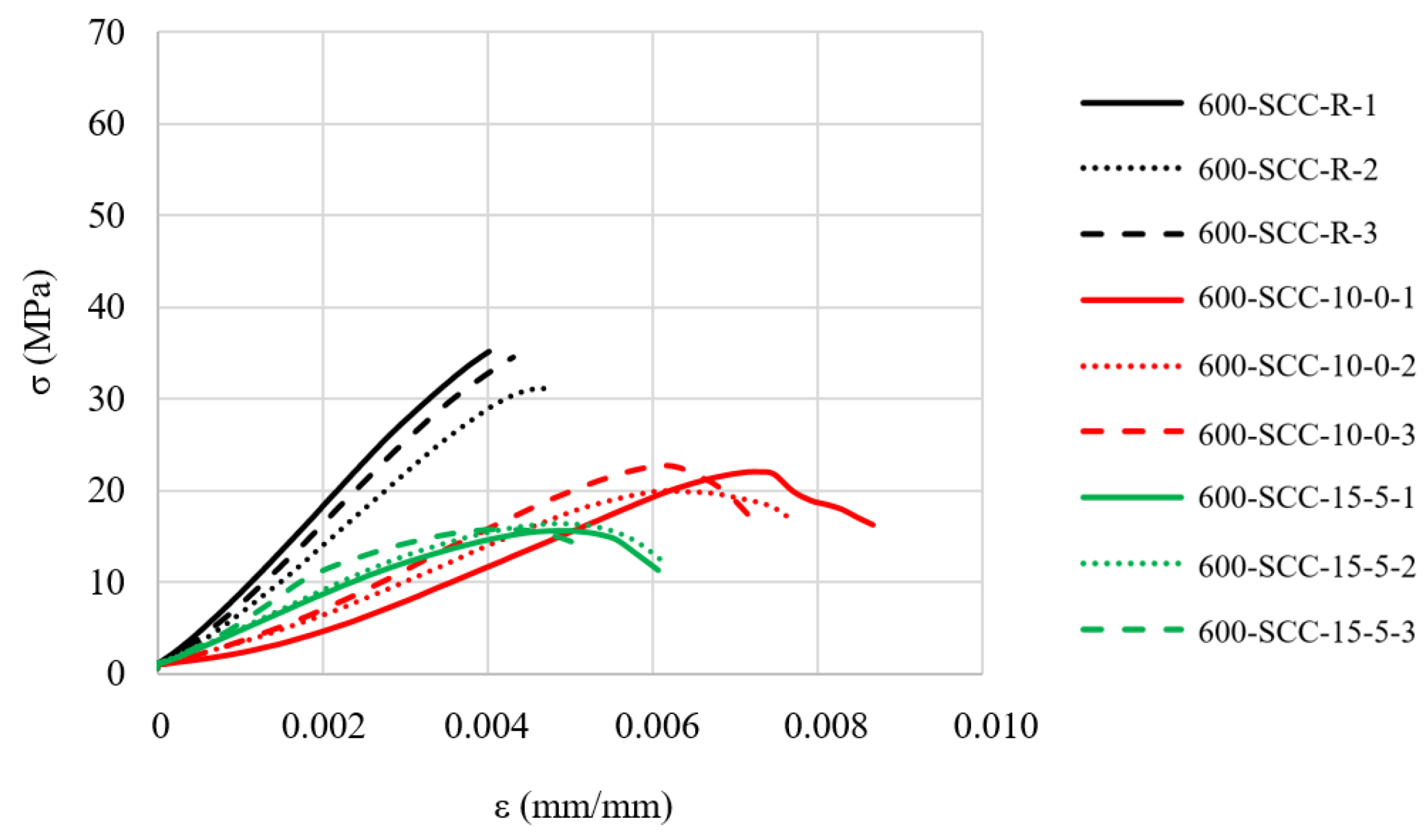
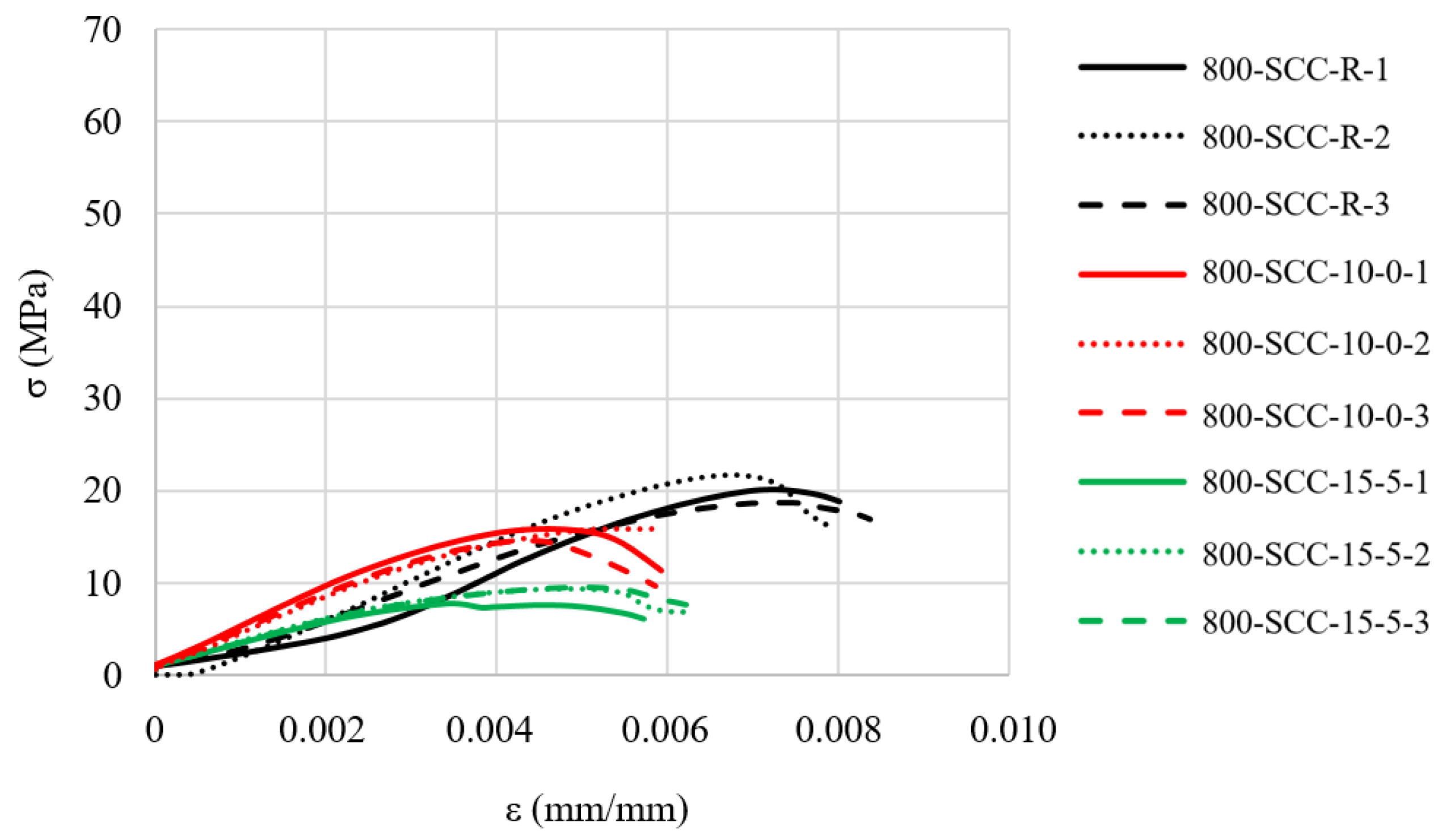
To date, no research has been conducted on the stress–strain relation of ordinary or SCC with recycled rubber after exposure to high temperatures. From the stress–strain relations shown in
Figure 11,
Figure 12,
Figure 13,
Figure 14 and
Figure 15, it can be concluded that the slopes of the curves, and thus the values of the modulus of elasticity and deformation at maximum force, are in the function of three parameters:
- (i)
the temperature to which the specimens were exposed;
- (ii)
percentage of recycled rubber;
- (iii)
percentage of silica fume.
The trend that the higher the percentage level of recycled rubber, the lower the slope of the curve (lower modulus of elasticity) applies to specimens exposed to temperatures up to 600 °C. For the specimens exposed to a temperature of 800 °C the slope of the curve is unaffected by the amount of recycled rubber. When comparing the deformations at maximum force at the same temperatures, increasing rubber content increases the deformation at maximum force; however, an exception to this is at a temperature load of 800 °C where specimens of the reference SCC mixture have the maximum average deformation at maximum force. This can be attributed to the fact that with rubber total combustion there is no aid in deformability. Aside from the highest temperature, concrete specimens without recycled rubber show less deformability than concrete specimens with recycled rubber. Increased deformability of concrete specimens with recycled rubber can contribute to the improvement of the resistance of reinforced concrete members to seismic activities in the form of more ductile fracture scenarios through the creation of a large number of smaller cracks, thus increasing the dissipation ability of reinforced concrete members.
Figure 18 shows typical modes of specimen failure exposed to high temperatures, under a compressive strength test. Explosive failure and spalling were characteristics of specimens from the reference concrete mixture, while a ductile fracture with a large number of minor cracks was observed in specimens of the concrete mixtures SCC-10-0 and SCC-15-5. This behaviour, also observed in other studies [
72,
79], can be explained by the positive impact of recycled rubber, which provides additional elasticity to the concrete and increases its resistance to tensile stresses. However, it should be noted that the level of explosive spalling in specimens of the reference mixture SCC-R decreases with the increase in exposed temperature, especially when specimens were exposed to 800 °C. This behaviour can be explained by the weaker internal structure of the SCC caused by water loss and decomposition of the C-S-H gel. The appearance of reduced explosive spalling can be characterised as a positive contribution of recycled rubber to the development of concrete structural members.
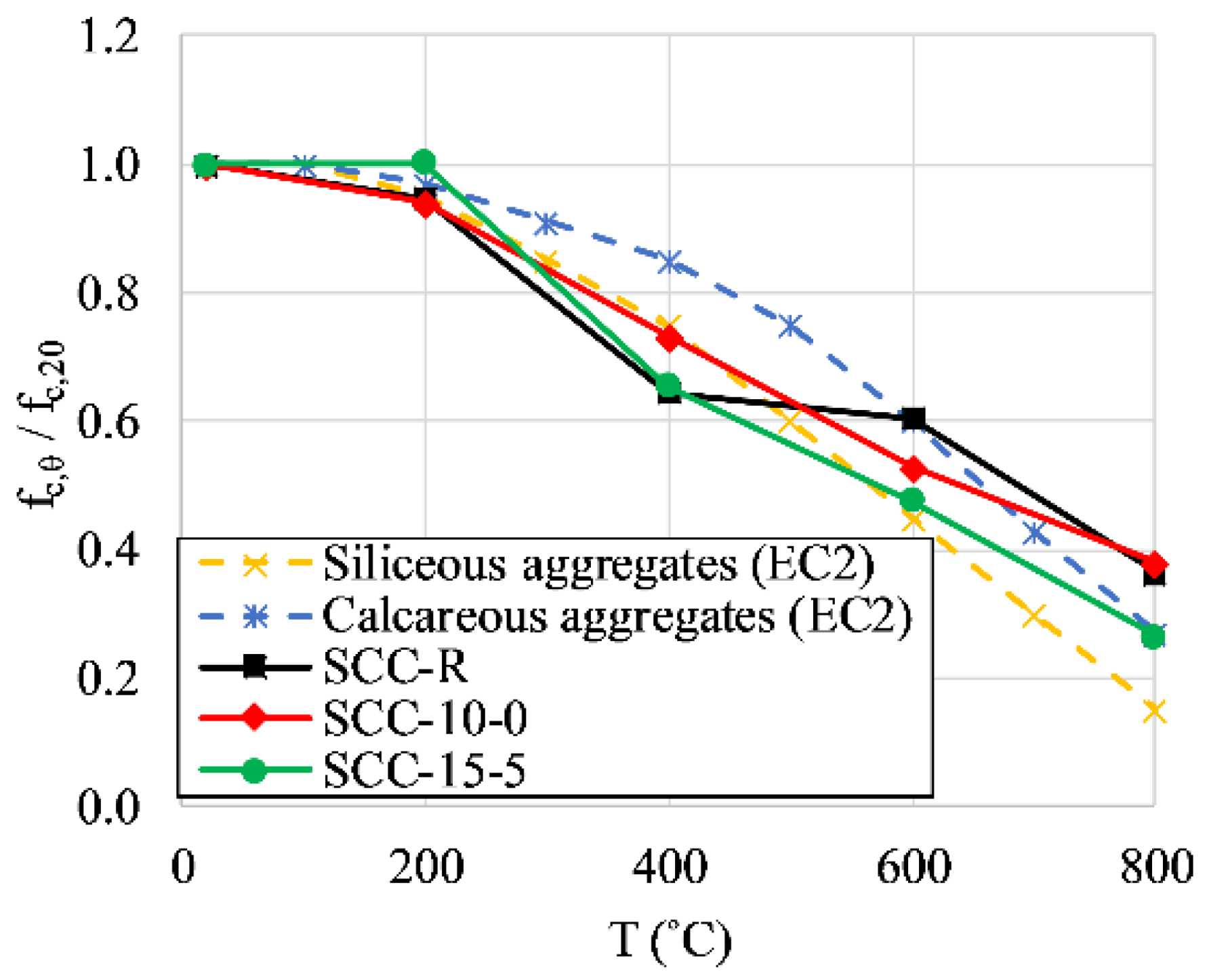
Figure 19 shows the results of the residual compressive strength test obtained experimentally when testing concrete at high temperatures, compared with the compressive strength values as a function of the concrete temperature according to the model for calcareous and siliceous aggregates that are given in EN 1992-1-2 [
80].
According to
Figure 19, several conclusions can be drawn:
- (i)
The test results of the three concrete mixtures show similarities to those of the models for calcareous and siliceous aggregates. The maximum percentage difference between the calcareous aggregate model and the ratio values obtained experimentally is around 20% (SCC-R and SCC-15-5 at 400 °C), while the maximum percentage difference between the siliceous aggregate model and the ratio values obtained experimentally is 22.8% (SCC-10-0 at 800 °C);
- (ii)
It can be concluded that the models given by EN 1992-1-2 can be used for these concrete mixtures, but are not mostly unsafe;
- (iii)
It is proposed to further investigate the mixtures of SCC-R and SCC-15-5 at 400 °C since a sharp drop in the ratios was observed. The sudden drop in compressive strength of the mixture with 15% rubber content can be explained by the combustion process and the accelerated decomposition of rubber after reaching its melting point, while the sharp drop in compressive strength of SCC-R concrete at 400 °C can be explained by the decomposition of the C-S-H gel.







































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}