
Tensile Behavior of Titanium-Clad Bimetallic Steel Butt-Welded Joints

Abstract
:1. Introduction
2. Materials and Methods
2.1. Test Material and Wires
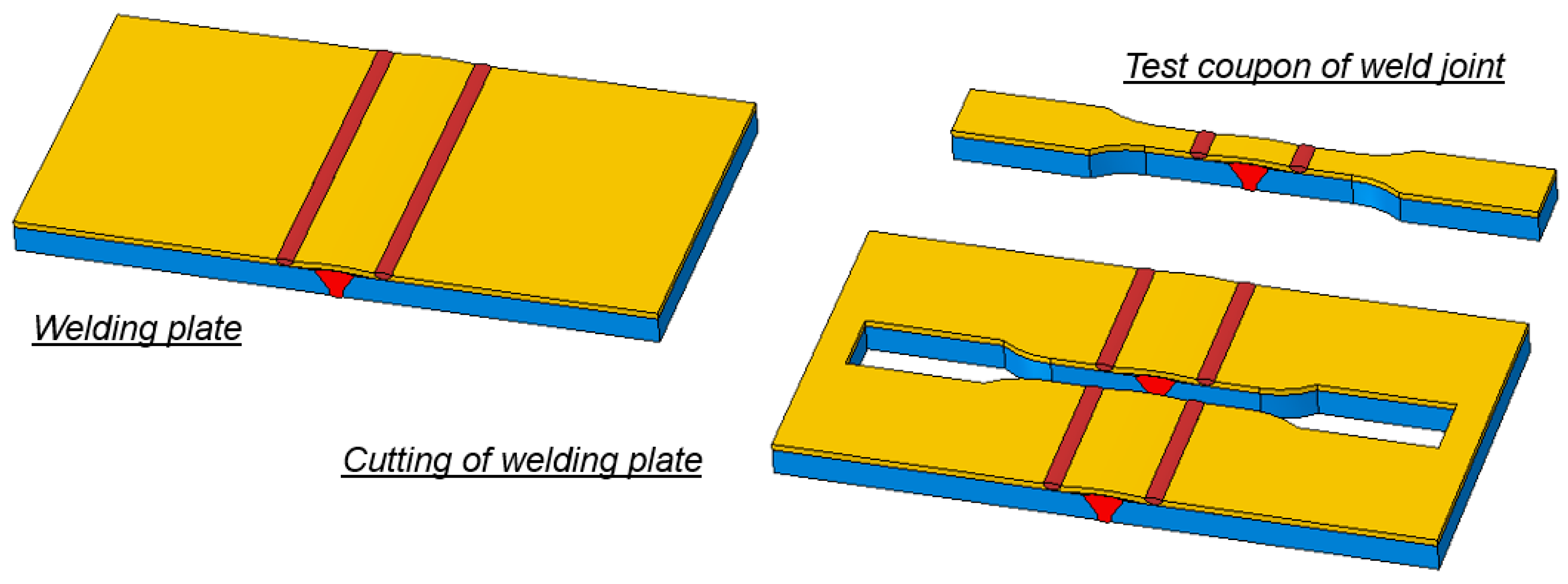
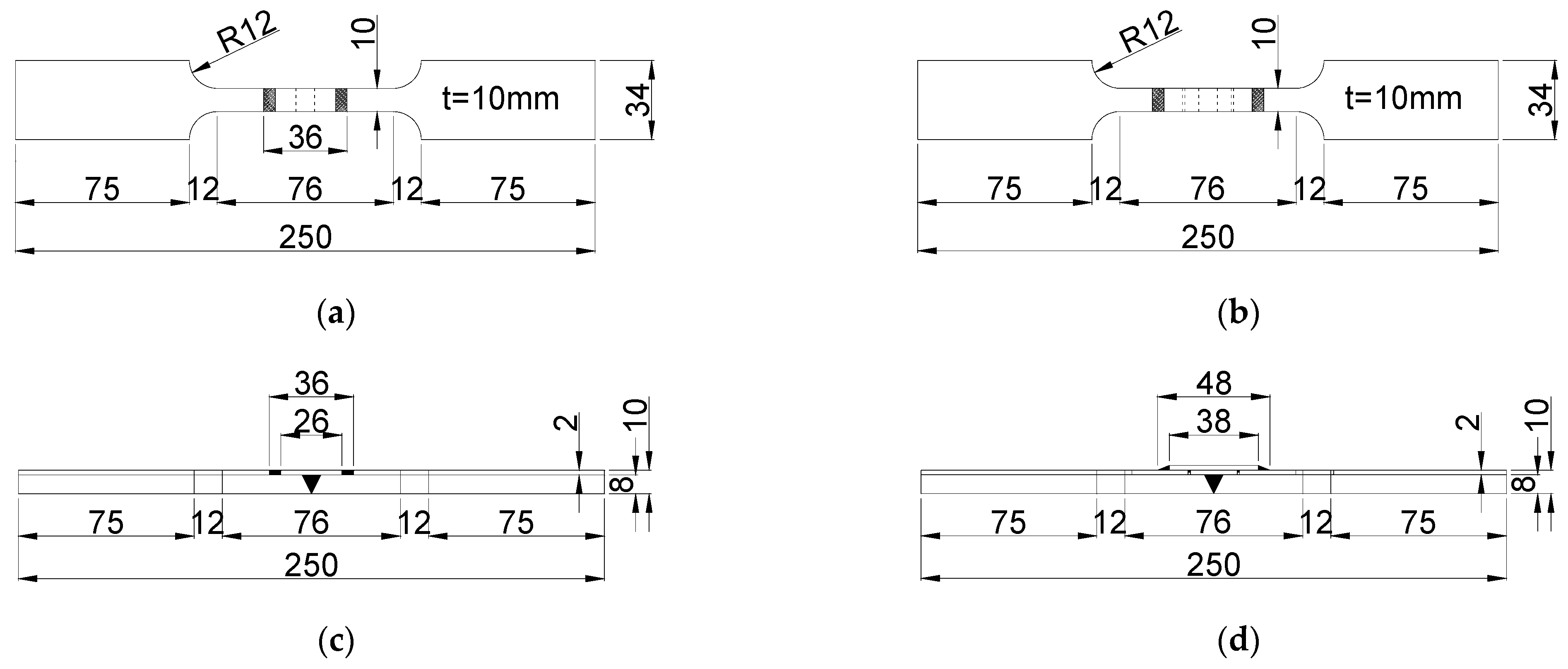
2.2. Geometric Dimensions of Test Coupons
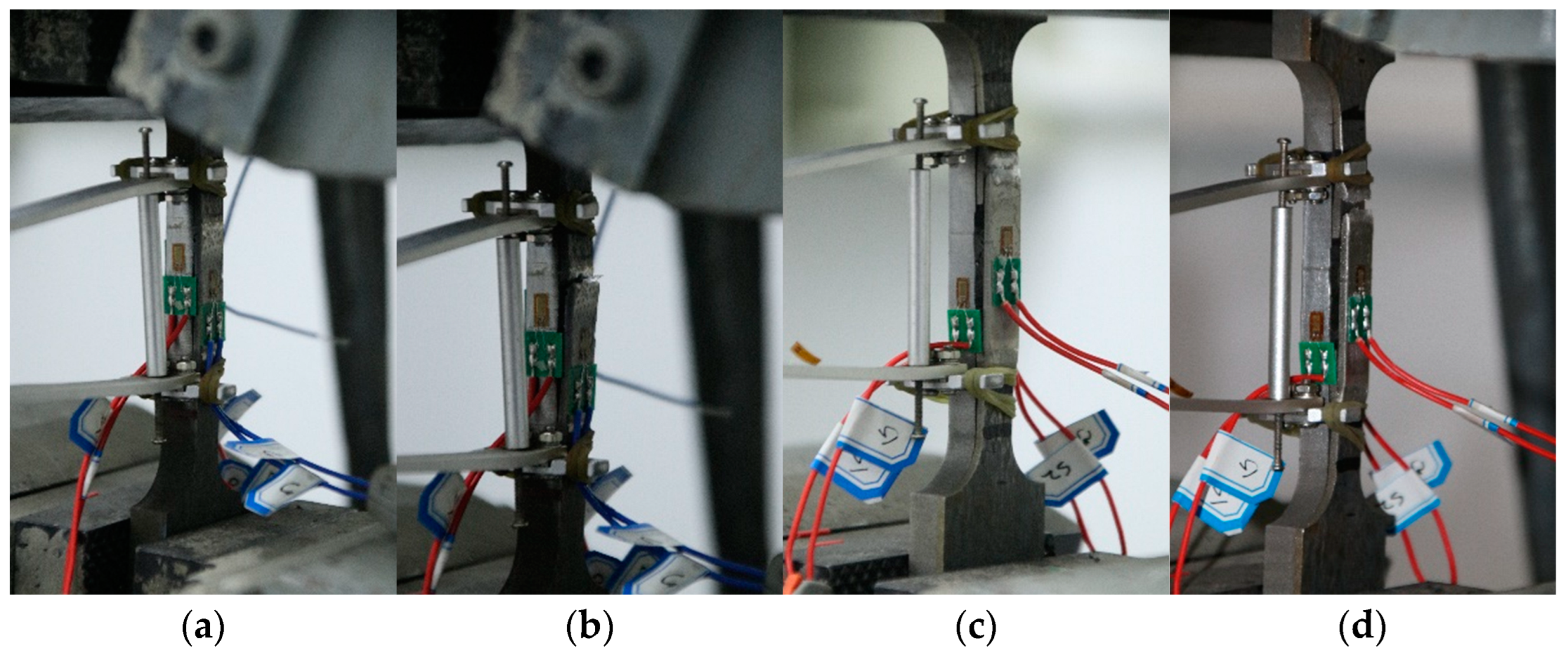
2.3. Loading Schemes and Measurement Arrangement
3. Results and Discussion
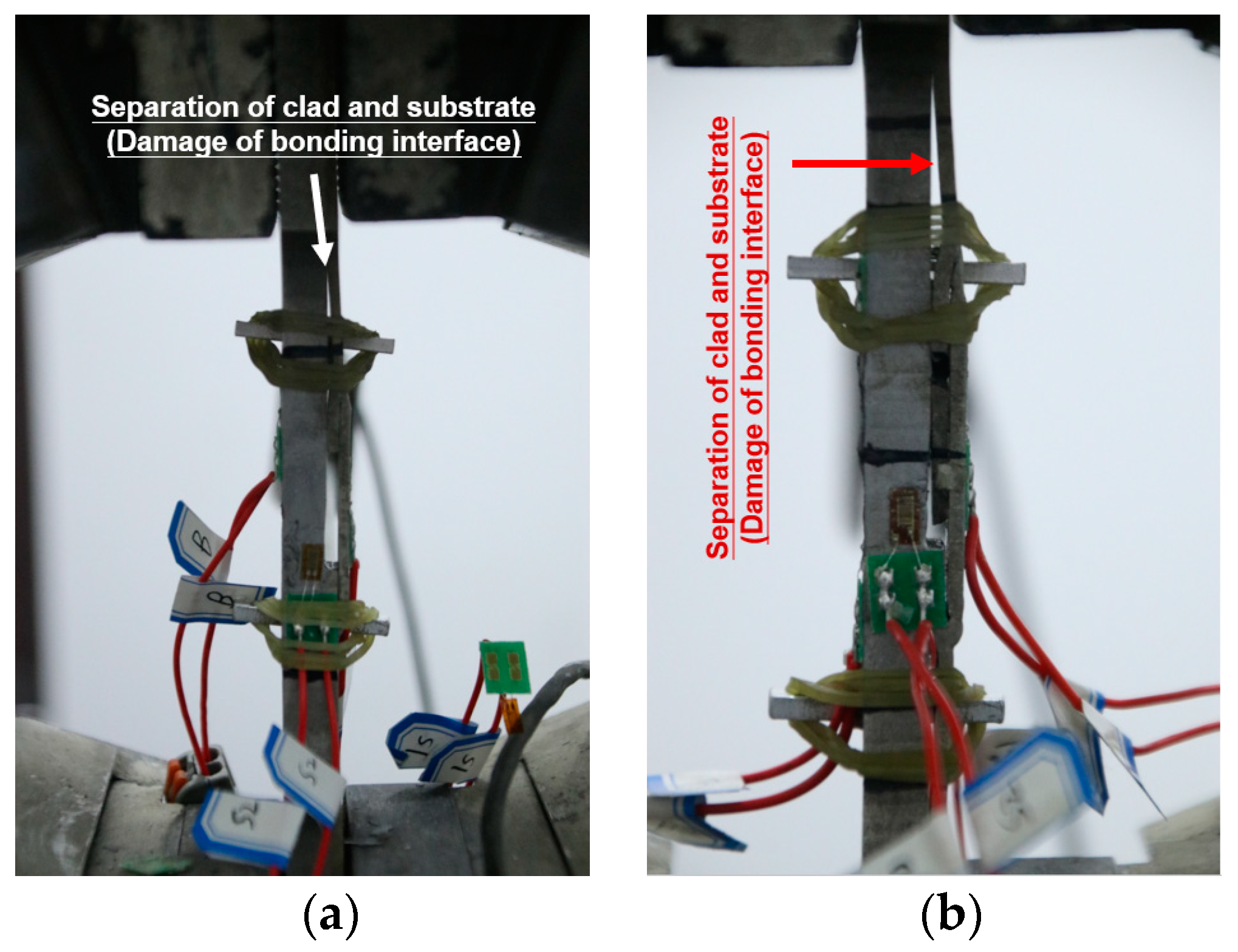
3.1. Experimental Phenomenon and Failure Modes
3.2. Stress-Strain Relations and Key Mechanical Properties
4. Design Recommendation
5. Conclusions
- (1)
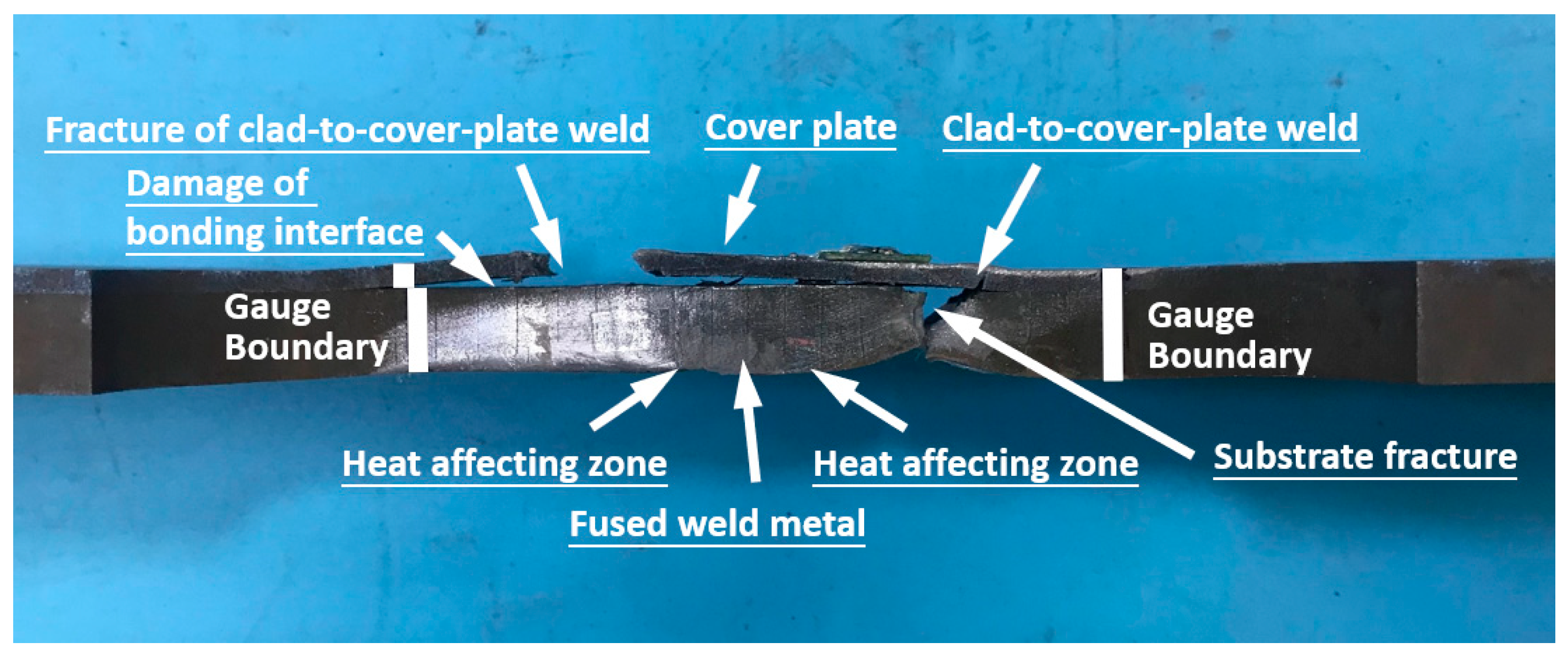
- The fracture sequences of type II and type III are similar. The welded joint between clad layer and titanium cover plate tends to firstly fracture at the initial stage of strain-hardening range. The final fracture happens at the cross-section near the clad elimination edge. The stress–strain relations exhibit a distinct stress drop where the weld between clad layer and titanium cover plate is fractured. Subsequently, a strain-hardening behavior can be developed.
- (2)
- The fracture elongations of type II and type III welded joints are, respectively, 37% and 57% that of the parent material. However, the relative proportions of ultimate strength are, respectively, 90% and 93%. Overall, the two welded joints studied possess promising load-bearing capacity but unfavorable ductility and deformability.
- (3)
- The future investigation regarding welded TC bimetallic steel structure should clarify the structural design methods for the critical state of corrosion protection and the critical state of structural failure. Moreover, it is needed to develop fusion welding approaches of titanium and structural steel and reduce the geometrical complexity of existing TC bimetallic steel welded joints.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Soufeiani, L.; Foliente, G.; Nguyen, K.; Nicolas, R. Corrosion protection of steel elements in façade systems—A review. J. Build. Eng. 2020, 32, 101759. [Google Scholar] [CrossRef]
- Ban, H.; Shi, Y. An innovative high performance steel product for structural engineering: Bi-metallic steel. In Proceedings of the International Conference on Engineering Research and Practice for Steel Construction, Hong Kong, China, 5–7 September 2018; Volume 9, pp. 424–430. [Google Scholar]
- Ban, H.; Shi, Y.; Tao, X. Use of clad steel in engineering structures. In Proceedings of the Fifteenth East Asia-Pacific Conference on Structural Engineering & Construction (EASEC-15), Xi’an, China, 11–13 October 2017; pp. 1167–1173. [Google Scholar]
- Ban, H.; Bai, R.; Yang, L.; Bai, Y. Mechanical properties of stainless-clad bimetallic steel at elevated temperatures. J. Constr. Steel Res 2019, 162, 105704. [Google Scholar] [CrossRef]
- Liu, X.; Ban, H.; Zhu, J.; Uy, B. Cyclic behaviour and modelling of stainless-clad bimetallic steels with various clad ratios. Steel Compos. Struct. 2020, 34, 189–213. [Google Scholar]
- Ban, H.; Zhu, J.; Shi, G. Cyclic loading tests on welded connections of stainless-clad bimetallic steel and modelling. J. Constr. Steel Res. 2020, 171, 106140. [Google Scholar] [CrossRef]
- Mei, Y.; Ban, H. High strain rate behaviour of stainless-clad bimetallic steel. Eng. Struct. 2020, 207, 110219. [Google Scholar] [CrossRef]
- Ban, H.; Bai, R.; Chung, K.; Bai, Y. Post-fire material properties of stainless-clad bimetallic steel. Fire Saf. J. 2020, 112, 102964. [Google Scholar] [CrossRef]
- Ban, H.; Zhu, J.; Shi, G.; Zhang, Y. Tests and modelling on cyclic behaviour of stainless-clad bimetallic steel. J. Constr. Steel Res. 2020, 166, 105944. [Google Scholar] [CrossRef]
- Hai, L.; Ban, H. Full-range stress-strain relation of stainless-clad bimetallic steel: Constitutive modelling. J. Build. Eng. 2022, 57, 104868. [Google Scholar] [CrossRef]
- Su, H.; Luo, X.; Chai, F.; Shen, J.; Sun, X.; Lu, F. Manufacturing Technology and Application Trends of Titanium Clad Steel Plates. J. Iron. Steel Res. Int. 2015, 22, 977–982. [Google Scholar] [CrossRef]
- Yang, D.; Luo, Z.; Xie, G.; Jiang, T.; Zhao, S.; Misra, R.D.K. Interfacial microstructure and properties of a vacuum roll-cladding titanium-steel clad plate with a nickel interlayer. Mater. Sci. Eng. A 2019, 753, 49–58. [Google Scholar] [CrossRef]
- Bi, Z.-X.; Li, X.-J.; Yang, K.; Kai, R.; Wang, Q.; Xu, M.-B.; Zhang, T.-Z.; Dai, X.-D.; Qian, J.-Y.; Wu, Y. Experimental and numerical studies of titanium foil/steel explosively welded clad plate. Def. Technol. 2022. [Google Scholar] [CrossRef]
- Liu, X.; Bai, R.; Uy, B.; Ban, H. Material properties and stress-strain curves for titanium-clad bimetallic steels. J. Constr. Steel Res. 2019, 162, 105756. [Google Scholar] [CrossRef]
- Rohatgi, H.; Yuvaraj, N. Analyse the effect of clad ratio on the stress-strain curve of titanium-clad bimetallic steel for different strain rates and temperatures using Johnson-Cook model. Mater. Today Proc. 2022, 56, 3702–3713. [Google Scholar] [CrossRef]
- Huang, C.; Ban, H.; Hai, L.; Jiang, J.; Shi, Y. Research on high-cycle fatigue properties of hot rolled titanium-clad bimetallic steel with low bonding strength. J. Build. Struct. 2022, 43, 36–43. [Google Scholar]
- Huang, C.; Ban, H.; Hai, L.; Shi, Y. Fatigue behaviour of titanium-clad bimetallic steel plate with different interfacial conditions. In Proceedings of the Tenth International Conference on Advances in Steel Structures (ICASS’ 2020), Chengdu, China, 21–23 August 2022. [Google Scholar]
- Huang, C.; Hai, L.; Jiang, J.; Ban, H. High-cycle fatigue properties of explosion bonded titanium-clad bimetallic steel. Int. J. Fatigue 2023, 169, 107499. [Google Scholar] [CrossRef]
- Shi, Y.; Luo, Z.; Zhou, X.; Xue, X.; Li, J. Post-fire mechanical properties of titanium–clad bimetallic steel in different cooling approaches. J. Constr. Steel Res. 2022, 191, 107169. [Google Scholar] [CrossRef]
- Hai, L.; Ban, H.; Huang, C.; Shi, Y. Experimental cyclic behaviour and constitutive modelling of hot-rolled titanium-clad bimetallic steel. Constr. Build. Mater. 2022, 360, 129591. [Google Scholar] [CrossRef]
- GB/T 13149-2009; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. Specification for Welding of Titanium and Titanium Alloy Clad Steel Plates. Standards Press of China: Beijing, China, 2009.
- GB/T 3621-2007; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. Titanium and Titanium Alloy Plate and Sheet. Standards Press of China: Beijing, China, 2007.
- GB/T 1591-2018; State Administration of Market Supervision. High Strength Low Alloy Structural Steels. Standards Press of China: Beijing, China, 2018.
- GB/T 8547-2019; State Administration of Market Supervision. Titanium Clad Steel Plate. Standards Press of China: Beijing, China, 2019.
- GB/T 8110-2008; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. Welding Electrodes and Rods for Gas Shielding Arc Welding of Carbon and Low Alloy Steel. Standards Press of China: Beijing, China, 2009.
- NB/T 47018.7-2017; Technical Permission of Welding Materials for Pressure Equipment Section 7: Titanium and Titanium-Alloy Welding Electrodes and Rods. National Energy Administration: Beijing, China, 2017.
- GB/T 228.1-2010; General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China. Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. Standards Press of China: Beijing, China, 2011.
- Ban, H.; Zhou, G.; Yu, H.; Shi, Y.; Liu, K. Mechanical properties and modelling of superior high-performance steel at elevated temperatures. J. Constr. Steel Res. 2021, 176, 106407. [Google Scholar] [CrossRef]
- Liu, D.; Wang, W.; Zha, X.; Jiao, H.; Zhao, L.; Han, S. Experimental investigation of butt welded Ti/steel bimetallic sheets by using multi-principal powders as a single filler metal. J. Mater. Res. Technol. 2021, 15, 1499–1512. [Google Scholar] [CrossRef]
- Zhang, H.; Zhang, L.; Liu, J.; Ning, J.; Zhang, J.; Na, S.; Zhu, L. Microstructures and performances of the butt joint of TA1/Q235B bimetallic sheet with addition of a Mo interlayer by using narrow gap laser welding with filler wire. J. Mater. Res. Technol. 2020, 9, 10498–10510. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Als | Ni | Cr | Cu | Nb | V | Ti | Mo | Ceq |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.16 | 0.32 | 1.51 | 0.014 | 0.004 | 0.026 | 0.01 | 0.02 | 0.01 | 0.001 | 0.004 | 0.002 | 0.003 | 0.42 |
| β * | Y.S. (MPa) | T.S. (MPa) | EL (%) | Bend α = 180° d = 2a | Charpy (J, °C) | τ0 (MPa) |
|---|---|---|---|---|---|---|
| 0.2 | 415.0 | 530.0 | 28.96 | Qualified | 164 | 185.6 |
| Material | β | E0 (GPa) | σ0.2 * (MPa) | σsh (MPa) | σu (MPa) | [σ0.2] (MPa) | [σu] (MPa) | EL (%) | τ0 (MPa) | [τ0] (MPa) |
|---|---|---|---|---|---|---|---|---|---|---|
| TA2 + Q355B | 0.2 | 185.0 | 395.1 | 419.0 | 566.1 | ≥331 | ≥456 | 31.4% | 200.6 | ≥140 |
| Clad (TA2) | 1.0 | 104.2 | 314.7 | 363.5 | 397.6 | 275~450 | ≥400 | 41.1% | N/A | N/A |
| Substrate (Q355B) | 0.0 | 201.8 | 435.7 | 443.1 | 619.5 | ≥355 | 470~630 | 29.3% | N/A | N/A |
| C | Si | Mn | P | S | Ni | Cr | Cu | V | Mo | Etc | C | Si |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.12 | 0.4~0.8 | 1.25 | 0.025 | 0.025 | 0.8~1.1 | 0.15 | 0.35 | 0.05 | 0.35 | 0.5 | 0.12 | 0.4~0.8 |
| Primary Element | Impurity Element | Residual Element | |||||
|---|---|---|---|---|---|---|---|
| Ti | Fe | O | C | N | H | Single | Sum |
| Residual | ≤0.12 | 0.08~0.16 | ≤0.03 | ≤0.015 | ≤0.008 | ≤0.05 | ≤0.20 |
| Metal Type | Welding Type | Electrode | Current (A) | Voltage (V) | Speed (mm/min) |
|---|---|---|---|---|---|
| Steel | GTAW manual | ER55-Ni1 Φ1.2 | 130–180 | 10–12 | 40–45 |
| Steel | GTAW machine | ER55-Ni1 Φ1.2 | 270–280 | 12–14 | 80–100 |
| Steel | GTAW machine | ER55-Ni1 Φ1.2 | 270–280 | 12–14 | 80–100 |
| Titanium | GTAW manual | ERTA2ELI Φ1.6 | 90–100 | 10–12 | Spot |
| Titanium | GTAW manual | ERTA2ELI Φ1.6 | 90–100 | 10–12 | 100–110 |
| Electrode | Shielding Gas | Tensile Strength | Yield Strength | Elongation | Status |
|---|---|---|---|---|---|
| ER50-X | CO2 | ≥500 MPa | ≥420 MPa | ≥22% | As welded |
| ER55-NiX | Ar + (1%~5%) O2 | ≥550 MPa | ≥470 MPa | ≥24% | As welded |
| Test Coupon | Parameter | Position of Cross-Section | ||||
|---|---|---|---|---|---|---|
| L * | ML | M | MR | R | ||
| WII-1 | Width (mm) | 9.92 | 9.89 | 9.87 | 9.84 | 9.92 |
| WII-2 | 9.92 | 9.90 | 9.91 | 9.82 | 9.88 | |
| WII-3 | 9.93 | 9.87 | 9.88 | 9.87 | 9.94 | |
| WII-4 | 9.86 | 9.89 | 9.87 | 9.90 | 9.91 | |
| WIII-1 | 9.81 | 9.86 | 9.88 | 9.87 | 9.91 | |
| WIII-2 | 9.79 | 9.78 | 9.77 | 9.84 | 9.81 | |
| WIII-3 | 9.86 | 9.85 | 9.88 | 9.84 | 9.88 | |
| WIII-4 | 9.91 | 9.88 | 9.84 | 9.79 | 9.83 | |
| WII-1 | Thickness (mm) | 10.70 | 10.72 | 10.57 | 10.67 | 10.61 |
| WII-2 | 10.21 | 10.88 | 10.62 | 10.95 | 10.44 | |
| WII-3 | 10.64 | 11.53 | 10.93 | 10.90 | 10.44 | |
| WII-4 | 10.27 | 10.95 | 10.69 | 10.72 | 10.40 | |
| WIII-1 | 10.34 | 12.45 | 12.70 | 12.79 | 10.33 | |
| WIII-2 | 10.33 | 12.43 | 12.20 | 12.67 | 10.30 | |
| WIII-3 | 10.47 | 12.88 | 12.69 | 12.86 | 10.40 | |
| WIII-4 | 10.39 | 12.44 | 12.25 | 12.44 | 10.39 | |
| WII-1 | Area (mm2) | 106.14 | 106.02 | 104.33 | 104.99 | 105.25 |
| WII-2 | 101.28 | 107.71 | 105.24 | 107.53 | 103.15 | |
| WII-3 | 105.66 | 113.80 | 107.99 | 107.58 | 103.77 | |
| WII-4 | 101.26 | 108.30 | 105.51 | 106.13 | 103.06 | |
| WIII-1 | 101.44 | 122.76 | 125.48 | 126.24 | 102.37 | |
| WIII-2 | 101.13 | 121.57 | 119.19 | 124.67 | 101.04 | |
| WIII-3 | 103.23 | 126.87 | 125.38 | 126.54 | 102.75 | |
| WIII-4 | 102.96 | 122.91 | 120.54 | 121.79 | 102.13 | |
| Coupon | E (GPa) | ε0.2 | σ0.2 (MPa) | εc,u | σc,u (Mpa) | εs,0 | σs,0 (Mpa) | εs,u | σs,u (Mpa) | ψ |
|---|---|---|---|---|---|---|---|---|---|---|
| WII-1 | 191.7 | 0.40% | 370.7 | 0.87% | 402.7 | 1.16% | 373.0 | 8.96% | 506.5 | 13.30% |
| WII-2 | 215.4 | 0.39% | 407.7 | 1.18% | 434.0 | 1.66% | 408.5 | 9.03% | 514.6 | 13.34% |
| WII-3 | 145.0 | 0.49% | 415.2 | 0.51% | 416.1 | 0.63% | 373.2 | 5.07% | 506.4 | 10.54% |
| WII-4 | 181.4 | 0.42% | 400.4 | 0.48% | 403.9 | 0.73% | 373.9 | 7.64% | 515.3 | 9.40% |
| Mean | 183.4 | 0.43% | 398.5 | 0.76% | 414.2 | 1.04% | 382.1 | 7.68% | 510.7 | 11.65% |
| WIII-1 | 127.8 | 0.49% | 370.4 | 7.06% | 595.8 | 8.30% | 533.2 | 8.81% | 533.9 | 19.90% |
| WIII-2 | 110.2 | 0.55% | 382.4 | 4.70% | 565.4 | 5.86% | 510.4 | 11.10% | 536.6 | 13.57% |
| WIII-3 | 142.8 | 0.46% | 380.8 | 3.99% | 548.3 | 4.53% | 487.8 | 12.96% | 520.0 | 18.76% |
| WIII-4 | 138.8 | 0.43% | 315.6 | 2.43% | 490.7 | 2.98% | 453.1 | 9.66% | 520.9 | 18.87% |
| Mean | 129.9 | 0.48% | 362.3 | 4.54% | 550.1 | 5.42% | 496.1 | 10.63% | 527.9 | 17.78% |
| Properties | Parent Material | Type II Weld Joint | Type III Weld Joint | ||
|---|---|---|---|---|---|
| Test Value | Weld/Parent | Test Value | Weld/Parent | ||
| Elastic modulus E (GPa) | 185.0 | 183.4 | 0.99 | 129.9 | 0.70 |
| Proof strength σ0.2 (Mpa) | 395.1 | 398.5 | 1.01 | 362.3 | 0.92 |
| Tensile strength σu (Mpa) | 566.1 | 510.7 | 0.90 | 527.9 | 0.93 |
| Fracture elongation ψ | 31.40% | 11.65% | 0.37 | 17.78% | 0.57 |
| Material | Tensile Strength | |||||
|---|---|---|---|---|---|---|
| Type | Clad | Substrate | Clad Ratio | Parent (Mpa) | Weld (Mpa) | Weld/Parent |
| SC [6] | 316L (3 mm) | Q235B (5 mm) | 0.38 | 618.0 | 644.2 | 1.04 |
| TC [29] | TA1 (1 mm) | Q345 (2 mm) | 0.33 | 499.0 | 117.0 | 0.23 |
| TC [30] | TA1 (1 mm) | Q235B (5 mm) | 0.17 | 502.2 | 467.0 | 0.93 |
| TC * | TA2 (2 mm) | Q355B (8 mm) | 0.20 | 566.1 | 510.7 | 0.90 |
| TC * | TA2 (2 mm) | Q355B (8 mm) | 0.20 | 566.1 | 527.9 | 0.93 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, J.; Ban, H.; Hai, L.; Huang, C. Tensile Behavior of Titanium-Clad Bimetallic Steel Butt-Welded Joints. Buildings 2023, 13, 912. https://doi.org/10.3390/buildings13040912
Jiang J, Ban H, Hai L, Huang C. Tensile Behavior of Titanium-Clad Bimetallic Steel Butt-Welded Joints. Buildings. 2023; 13(4):912. https://doi.org/10.3390/buildings13040912
Chicago/Turabian StyleJiang, Jianbo, Huiyong Ban, Letian Hai, and Chenyang Huang. 2023. "Tensile Behavior of Titanium-Clad Bimetallic Steel Butt-Welded Joints" Buildings 13, no. 4: 912. https://doi.org/10.3390/buildings13040912