
Rheometry for Concrete 3D Printing: A Review and an Experimental Comparison

Abstract
:1. Introduction
Structure of the Paper In-Hand
2. Process Parameters and Rheology Measurement Techniques
2.1. Rheology and Process Parameters for the Material Used in 3DCP
2.1.1. Rheological Parameters for 3DCP
2.1.2. Pumping and Extrusion
2.1.3. Buildability
2.1.4. Rheological Models and Time-Dependent Rheological Behavior of 3DCP
2.2. Conventional Rheology Measurement Methods
2.2.1. Slump Test and Flow Table Test
2.2.2. Rotational Rheometers
2.3. Non-Conventional Methods
2.3.1. Direct Shear Test
2.3.2. Vane Shear Test
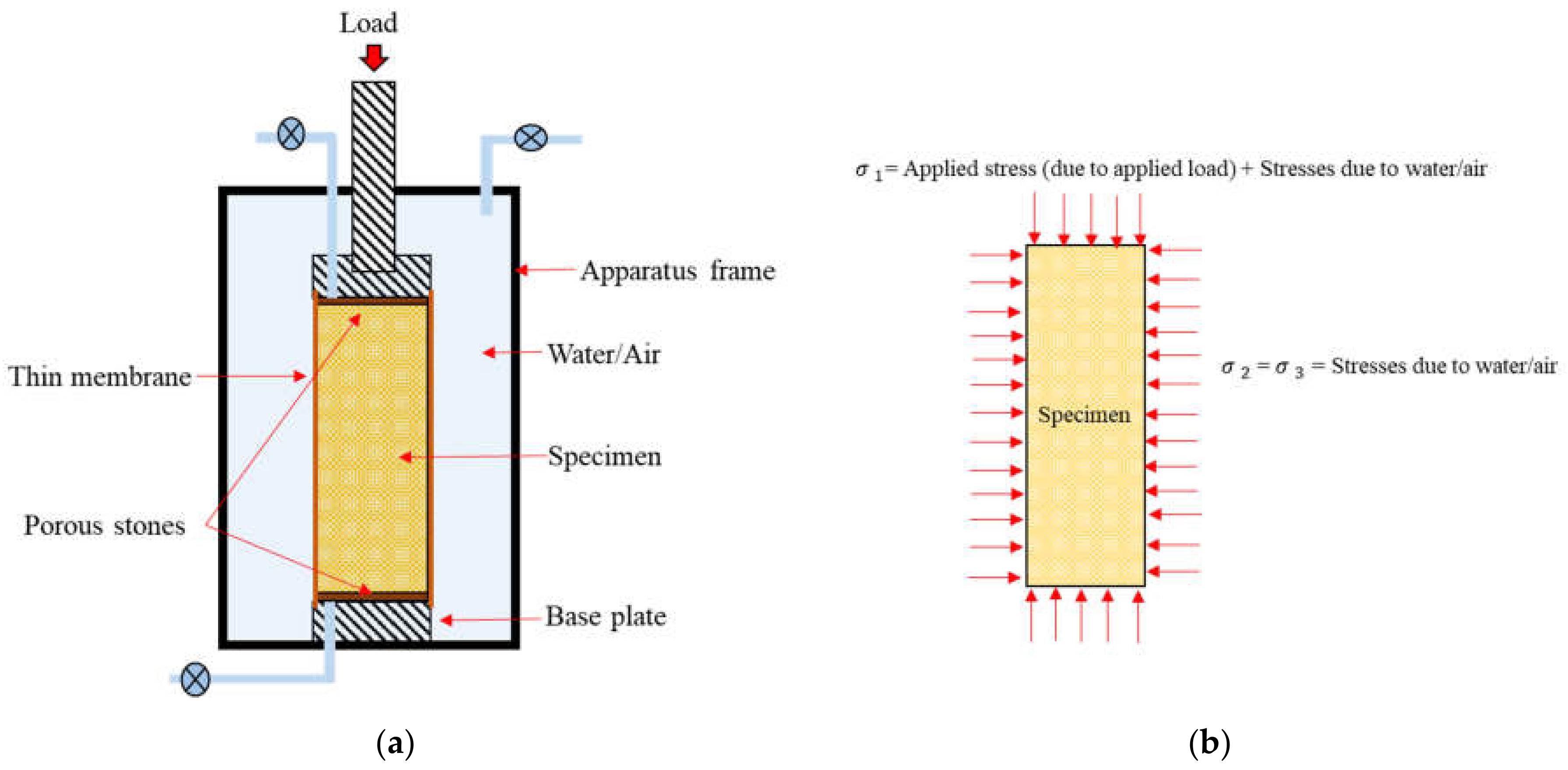
2.3.3. Tri-Axial Test
2.3.4. Ram Extrusion
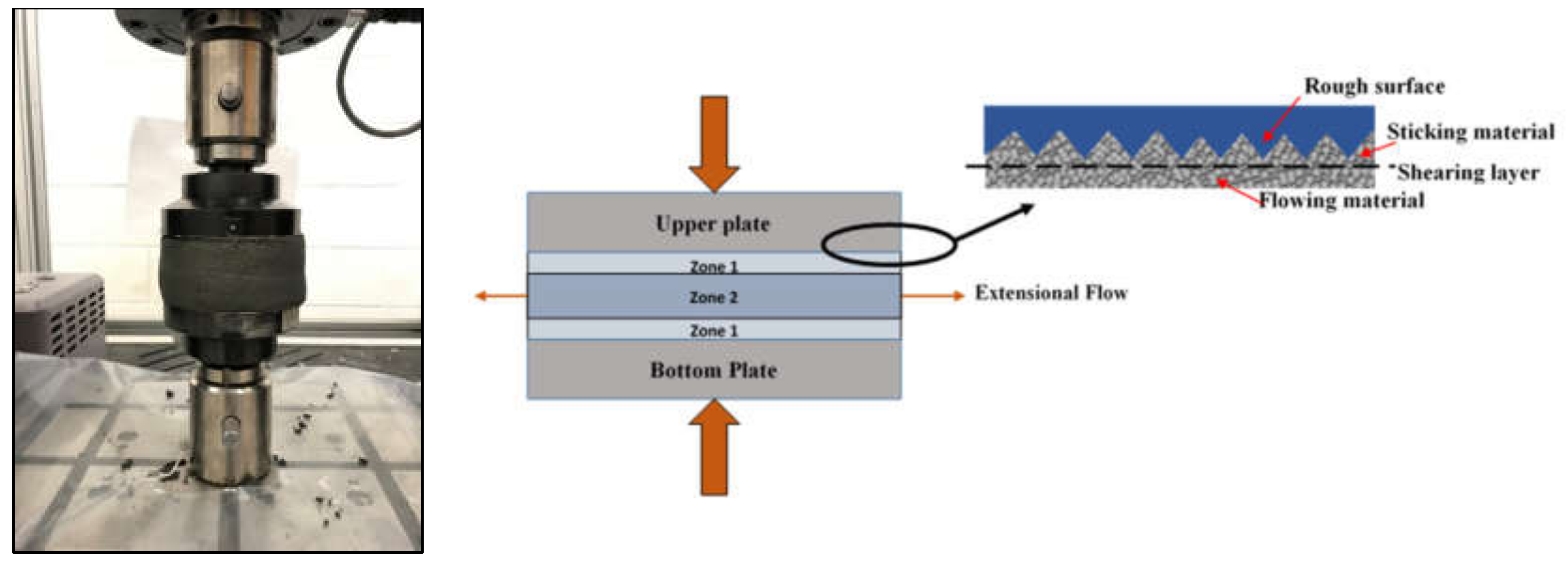
2.3.5. Squeeze Flow Test
2.3.6. Penetration Tests
2.4. Summary and Comparison of the Test Methods
3. Experimental Work
3.1. Mix Design
3.2. Testing Protocol and Methods
3.3. Extrudability Test
3.4. Buildability Assessment
4. Results and Discussion
4.1. Rheometer Test
4.2. Slump Test and Flow Table
4.3. Direct Shear Test
4.4. Orifice Extrusion Test
4.5. Squeeze Test
4.6. Vane Shear Test
4.7. Comparison of the Parameters
4.8. Extrudability Test
4.9. Buildability
5. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Pegna, J. Exploratory investigation of solid freeform construction. Autom. Constr. 1997, 5, 427–437. [Google Scholar] [CrossRef]
- Khoshnevis, B. Automated construction by contour crafting—related robotics and information technologies. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Hwang, D.; Yao, K.-T.; Yeh, Z. Mega-scale fabrication by contour crafting. Int. J. Ind. Syst. Eng. 2006, 1, 301–320. [Google Scholar] [CrossRef] [Green Version]
- Valencia, N. World’s First 3D Printed Bridge Opens in Spain. 2017. Available online: https://www.archdaily.com/804596/worlds-first-3d-printed-bridge-opens-in-spain (accessed on 1 August 2022).
- Buswell, R.A.; Soar, R.C.; Gibb, A.G.; Thorpe, A. Freeform construction: Mega-scale rapid manufacturing for construction. Autom. Constr. 2007, 16, 224–231. [Google Scholar] [CrossRef] [Green Version]
- Buswell, R.A.; de Silva, W.L.; Jones, S.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Bos, F.P.; Perrot, A.; da Silva, W.L.; Nerella, V.; Fataei, S.; Wolfs, R.J.; Sonebi, M.; Roussel, N. Extrusion-based additive manufacturing with cement-based materials–Production steps, processes, and their underlying physics: A review. Cem. Concr. Res. 2020, 132, 106037. [Google Scholar] [CrossRef]
- ICON. Available online: https://www.iconbuild.com/projects (accessed on 1 August 2022).
- KampC. Available online: https://www.kampc.be/c3po_eng (accessed on 1 August 2022).
- Winsun. Available online: http://www.winsun3d.com/En/Product/prolist/id/1 (accessed on 1 August 2022).
- Lloret, E.; Shahab, A.R.; Linus, M.; Flatt, R.J.; Gramazio, F.; Kohler, M.; Langenberg, S. Complex concrete structures: Merging existing casting techniques with digital fabrication. Comput.-Aided Des. 2015, 60, 40–49. [Google Scholar] [CrossRef]
- Fritschi, E.L.; Reiter, L.; Wangler, T.; Gramazio, F.; Kohler, M.; Flatt, R.J. Smart dynamic casting: Slipforming with flexible formwork-inline measurement and control. In HPC/CIC Tromsø 2017; Norwegian Concrete Association: Oslo, Norway, 2017; p. 27. [Google Scholar]
- Lowke, D.; Dini, E.; Perrot, A.; Weger, D.; Gehlen, C.; Dillenburger, B. Particle-bed 3D printing in concrete construction–Possibilities and challenges. Cem. Concr. Res. 2018, 112, 50–65. [Google Scholar] [CrossRef]
- Xia, M.; Sanjayan, J. Method of formulating geopolymer for 3D printing for construction applications. Mater. Des. 2016, 110, 382–390. [Google Scholar] [CrossRef]
- Nerella, V.; Näther, M.; Iqbal, A.; Butler, M.; Mechtcherine, V. Inline quantification of extrudability of cementitious materials for digital construction. Cem. Concr. Compos. 2019, 95, 260–270. [Google Scholar] [CrossRef]
- Perrot, A.; Mélinge, Y.; Rangeard, D.; Estellé, P.; Lanos, C. Extrusion Criterion for Firm Cement-Based Materials. AIP Conf. Proc. 2008, 1027, 96–98. [Google Scholar]
- Perrot, A.; Mélinge, Y.; Rangeard, D.; Micaelli, F.; Estellé, P.; Lanos, C. Use of ram extruder as a combined rheo-tribometer to study the behaviour of high yield stress fluids at low strain rate. Rheol. Acta 2012, 51, 743–754. [Google Scholar] [CrossRef] [Green Version]
- Jayathilakage, R.; Rajeev, P.; Sanjayan, J. Yield stress criteria to assess the buildability of 3D concrete printing. Constr. Build. Mater. 2020, 240, 117989. [Google Scholar] [CrossRef]
- Jayathilakage, R.I.; Rajeev, P.; Sanjayan, J. Predication of strength-based failure in extrusion-based 3D concrete printing. In Rheology and Processing of Construction Materials; Springer: Berlin/Heidelberg, Germany, 2019; pp. 391–399. [Google Scholar]
- Wolfs, R.; Bos, F.; Salet, T. Early age mechanical behaviour of 3D printed concrete: Numerical modelling and experimental testing. Cem. Concr. Res. 2018, 106, 103–116. [Google Scholar] [CrossRef]
- Jayathilakage, R. Rheology and Buildability Investigation of Concrete for 3D Printing. Ph.D. Thesis, Swinburne University of Technology Melbourne, Melbourne, VIC, Australia, 2021. [Google Scholar]
- Marchment, T.; Sanjayan, J. Mesh reinforcing method for 3D Concrete Printing. Autom. Constr. 2020, 109, 102992. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J.; Xia, M. Method of enhancing interlayer bond strength in construction scale 3D printing with mortar by effective bond area amplification. Mater. Des. 2019, 169, 107684. [Google Scholar] [CrossRef]
- Sanjayan, J.G.; Nematollahi, B.; Xia, M.; Marchment, T. Effect of surface moisture on inter-layer strength of 3D printed concrete. Constr. Build. Mater. 2018, 172, 468–475. [Google Scholar] [CrossRef]
- Rehman, A.U.; Kim, J.-H. 3D concrete printing: A systematic review of rheology, mix designs, mechanical, microstructural, and durability characteristics. Materials 2021, 14, 3800. [Google Scholar] [CrossRef]
- Moeini, M.A.; Hosseinpoor, M.; Yahia, A. Effectiveness of the rheometric methods to evaluate the build-up of cementitious mortars used for 3D printing. Constr. Build. Mater. 2020, 257, 119551. [Google Scholar] [CrossRef]
- Biricik, Ö.; Mardani, A. Parameters affecting thixotropic behavior of self compacting concrete and 3D printable concrete; a state-of-the-art review. Constr. Build. Mater. 2022, 339, 127688. [Google Scholar] [CrossRef]
- Jiao, D.; De Schryver, R.; Shi, C.; De Schutter, G. Thixotropic structural build-up of cement-based materials: A state-of-the-art review. Cem. Concr. Compos. 2021, 122, 104152. [Google Scholar] [CrossRef]
- Alfani, R.; Guerrini, G. Rheological test methods for the characterization of extrudable cement-based materials—A review. Mater. Struct. 2005, 38, 239–247. [Google Scholar]
- Wangler, T.; Scotto, F.; Lloret-Fritschi, E.; Flatt, R.J. Residence Time Distributions in Continuous Processing of Concrete. In Rheology and Processing of Construction Materials; Springer: Berlin/Heidelberg, Germany, 2019; pp. 448–456. [Google Scholar]
- Secrieru, E.; Cotardo, D.; Mechtcherine, V.; Lohaus, L.; Schröfl, C.; Begemann, C. Changes in concrete properties during pumping and formation of lubricating material under pressure. Cem. Concr. Res. 2018, 108, 129–139. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Nerella, V.N.; Kasten, K. Testing pumpability of concrete using Sliding Pipe Rheometer. Constr. Build. Mater. 2014, 53, 312–323. [Google Scholar] [CrossRef]
- De Schutter, G.; Feys, D. Pumping of fresh concrete: Insights and challenges. RILEM Tech. Lett. 2016, 1, 76–80. [Google Scholar] [CrossRef] [Green Version]
- Choi, M.; Roussel, N.; Kim, Y.; Kim, J. Lubrication layer properties during concrete pumping. Cem. Concr. Res. 2013, 45, 69–78. [Google Scholar] [CrossRef]
- Kaplan, D.; de Larrard, F.; Sedran, T. Design of concrete pumping circuit. ACI Mater. J. 2005, 102, 110. [Google Scholar]
- Jayathilakage, R.; Rajeev, P.; Sanjayan, J. Extrusion rheometer for 3D concrete printing. Cem. Concr. Compos. 2021, 121, 104075. [Google Scholar] [CrossRef]
- El Cheikh, K.; Rémond, S.; Khalil, N.; Aouad, G. Numerical and experimental studies of aggregate blocking in mortar extrusion. Constr. Build. Mater. 2017, 145, 452–463. [Google Scholar] [CrossRef]
- Yang, P.; Nair, S.K.A.; Neithalath, N. Discrete Element Simulations of Rheological Response of Cementitious Binders as Applied to 3D Printing. In RILEM International Conference on Concrete and Digital Fabrication; Springer: Cham, Switzerland, 2018; pp. 102–112. [Google Scholar]
- Di Carlo, T.; Khoshnevis, B.; Carlson, A. Experimental and Numerical Techniques to Characterize Structural Properties of Fresh Concrete. In Proceedings of the ASME 2013 International Mechanical Engineering Congress and Exposition, San Diego, CA, USA, 15–21 November 2013; p. V009T010A062. [Google Scholar]
- Wangler, T.; Lloret, E.; Reiter, L.; Hack, N.; Gramazio, F.; Kohler, M.; Bernhard, M.; Dillenburger, B.; Buchli, J.; Roussel, N. Digital concrete: Opportunities and challenges. RILEM Tech. Lett. 2016, 1, 67–75. [Google Scholar] [CrossRef]
- Roussel, N. Rheological requirements for printable concretes. Cem. Concr. Res. 2018, 112, 76–85. [Google Scholar] [CrossRef]
- Kruger, J.; Zeranka, S.; van Zijl, G. 3D concrete printing: A lower bound analytical model for buildability performance quantification. Autom. Constr. 2019, 106, 102904. [Google Scholar] [CrossRef]
- Suiker, A. Mechanical performance of wall structures in 3D printing processes: Theory, design tools and experiments. Int. J. Mech. Sci. 2018, 137, 145–170. [Google Scholar] [CrossRef] [Green Version]
- Wolfs, R.; Suiker, A. Structural failure during extrusion-based 3D printing processes. Int. J. Adv. Manuf. Technol. 2019, 104, 565–584. [Google Scholar] [CrossRef] [Green Version]
- Bingham, E.C. Fluidity and Plasticity; McGraw-Hill: New York, NY, USA, 1922; Volume 2. [Google Scholar]
- Herschel, W.H. Consistency of rubber benzene solutions. Ind. Eng. Chem. 1924, 16, 927. [Google Scholar] [CrossRef]
- Yahia, A.; Khayat, K. Analytical models for estimating yield stress of high-performance pseudoplastic grout. Cem. Concr. Res. 2001, 31, 731–738. [Google Scholar] [CrossRef]
- Casson, N. A flow equation for pigment-oil suspensions of the printing ink type. Rheol. Disperse Syst. 1959. [Google Scholar]
- Banfill, P.F.G. The rheology of fresh cement and concrete-a review. In Proceedings of the 11th International Cement Chemistry Congress, Durban, South Africa, 11–16 May 2003; pp. 50–62. [Google Scholar]
- Quemada, D. Models for rheological behavior of concentrated disperse media under shear. Adv. Rheol. 1984, 2, 571–582. [Google Scholar]
- Vom Berg, W. Influence of specific surface and concentration of solids upon the flow behaviour of cement pastes. Mag. Concr. Res. 1979, 31, 211–216. [Google Scholar] [CrossRef]
- Jones, T.; Taylor, S. A mathematical model relating the flow curve of a cement paste to its water/cement ratio. Mag. Concr. Res. 1977, 29, 207–212. [Google Scholar] [CrossRef]
- Roussel, N.; Ovarlez, G.; Garrault, S.; Brumaud, C. The origins of thixotropy of fresh cement pastes. Cem. Concr. Res. 2012, 42, 148–157. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Pierre, A. Structural built-up of cement-based materials used for 3D-printing extrusion techniques. Mater. Struct. 2016, 49, 1213–1220. [Google Scholar] [CrossRef]
- Papo, A.; Caufin, B. A study of the hydration process of cement pastes by means of oscillatory rheological techniques. Cem. Concr. Res. 1991, 21, 1111–1117. [Google Scholar] [CrossRef]
- Di, W.; Cai, S.-j.; Huang, G. Coupled effect of cement hydration and temperature on rheological properties of fresh cemented tailings backfill slurry. Trans. Nonferrous Met. Soc. China 2014, 24, 2954–2963. [Google Scholar]
- Koehler, E.P.; Fowler, D.W. Summary of Concrete Workability Test Methods; The University of Texas at Austin: Austin, TX, USA, 2003. [Google Scholar]
- Hackley, V.A.; Ferraris, C.F. Guide to Rheological Nomenclature: Measurements in Ceramic Particulate Systems; National Institute of Standards and Technology Gaithersburg: Gaithersburg, MD, USA, 2001. [Google Scholar]
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. Part B Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- ASTM International. C143/C143M-12-Standard Test Method for Slump of Hydraulic-Cement Concrete; ASTM International: West Conshohocken, PA, USA, 2012. [CrossRef]
- Tanigawa, Y. Rheological study on slumping behavior of fresh concrete. Trans. Jpn. Concr. Inst. 1992, 14, 1–8. [Google Scholar]
- Chidiac, S.; Habibbeigi, F.; Chan, D. Slump and slump flow for characterizing yield stress of fresh concrete. ACI Mater. J. 2006, 103, 413. [Google Scholar]
- Hu, C.; de Larrard, F.; Sedran, T.; Boulay, C.; Bosc, F.; Deflorenne, F. Validation of BTRHEOM, the new rheometer for soft-to-fluid concrete. Mater. Struct. 1996, 29, 620–631. [Google Scholar] [CrossRef]
- Roussel, N. Correlation between yield stress and slump: Comparison between numerical simulations and concrete rheometers results. Mater. Struct. 2006, 39, 501. [Google Scholar] [CrossRef]
- Shyshko, S. Numerical Simulation of the Rheological Behavior of Fresh Concrete. 2013. Available online: https://nbn-resolving.org/urn:nbn:de:bsz:14-qucosa-131751 (accessed on 23 September 2013).
- Kurokawa, Y. Study on slump test and slump-flow test of fresh concrete. Trans. Jpn. Concr. Inst. 1996, 16, 25–32. [Google Scholar]
- ASTM, C. 230/C230-08; Standard Specification for Flow Table for Use in Test of Hydraulic Cement. ASTM International: West Conshohocken, PA, USA, 2009.
- ASTM, C. C1437; Standard Test Method for Flow of Hydraulic Cement Mortar. ASTM International: West Conshohocken, PA, USA, 2007.
- Papachristoforou, M.; Mitsopoulos, V.; Stefanidou, M. Evaluation of workability parameters in 3D printing concrete. Procedia Struct. Integr. 2018, 10, 155–162. [Google Scholar] [CrossRef]
- Tattersall, G.H. Workability and Quality Control of Concrete; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Struble, L.J.; Jiang, Q. Effects of air entrainment on rheology. Mater. J. 2004, 101, 448–456. [Google Scholar]
- De Larrard, F.; Szitcar, J.; Hu, C.; Joly, M. Design of a rheometer for fluid concretes. Spec. Concr. Work. Mix. 1993, 186, 208–210. [Google Scholar]
- Beaupre, D. Rheology of High Performance Shotcrete; University of British Columbia: Vancouver, BC, Canada, 1994. [Google Scholar]
- Domone, P.; Yongmo, X.; Banfill, P. Developments of the two-point workability test for high-performance concrete. Mag. Concr. Res. 1999, 51, 171–179. [Google Scholar] [CrossRef]
- Feys, D.; Cepuritis, R.; Jacobsen, S.; Lesage, K.; Secrieru, E.; Yahia, A. Measuring rheological properties of cement pastes: Most common techniques, procedures and challenges. RILEM Tech. Lett. 2018, 2, 129. [Google Scholar] [CrossRef] [Green Version]
- Hafid, H.; Ovarlez, G.; Toussaint, F.; Jézequel, P.-H.; Roussel, N. Estimating measurement artifacts in concrete rheometers from MRI measurement on model materials. In Design, Production and Placement of Self-Consolidating Concrete; Springer: Berlin/Heidelberg, Germany, 2010; pp. 127–137. [Google Scholar]
- Banfill, P.; Beaupr, D.; Chapdelaine, F.; De Larrard, F.; Domone, P.; Nachbaur, L.; Sedran, T.; Wallevik, J.; Wallevik, O. Comparison of Concrete Rheometers: International Tests at LCPC (Nantes, France); Report number: NISTDIR 6819; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2000. [Google Scholar]
- Ferraris, C.F.; Brower, L.E.; Banfill, P.; Beaupré, D.; Chapdelaine, F.; de Larrard, F.; Domone, P. Comparison of Concrete Rheometers: International Test at LCPC (Nantes, France) in October, 2000; US Department of Commerce, National Institute of Standards and Technology: Gaithersburg, MD, USA, 2001. [Google Scholar]
- Leighton, D.; Acrivos, A. The shear-induced migration of particles in concentrated suspensions. J. Fluid Mech. 1987, 181, 415–439. [Google Scholar] [CrossRef]
- Wallevik, O.H.; Feys, D.; Wallevik, J.E.; Khayat, K.H. Avoiding inaccurate interpretations of rheological measurements for cement-based materials. Cem. Concr. Res. 2015, 78, 100–109. [Google Scholar] [CrossRef]
- Nerella, V.; Beigh, M.; Fataei, S.; Mechtcherine, V. Strain-based approach for measuring structural build-up of cement pastes in the context of digital construction. Cem. Concr. Res. 2019, 115, 530–544. [Google Scholar] [CrossRef]
- Ivanova, I.; Mechtcherine, V. Possibilities and challenges of constant shear rate test for evaluation of structural build-up rate of cementitious materials. Cem. Concr. Res. 2020, 130, 105974. [Google Scholar] [CrossRef]
- Qian, Y.; Kawashima, S. Distinguishing dynamic and static yield stress of fresh cement mortars through thixotropy. Cem. Concr. Compos. 2018, 86, 288–296. [Google Scholar] [CrossRef]
- Mbasha, W.; Masalova, I.; Haldenwang, R.; Malkin, A. The yield stress of cement pastes as obtained by different rheological approaches. Appl. Rheol. 2015, 25, 9–19. [Google Scholar]
- Banfill, P.F.G. Rheology of Fresh Cement and Concrete: Proceedings of an International Conference, Liverpool, 1990; CRC Press: Boca Raton, FL, USA, 1990. [Google Scholar]
- Banfill, P.; Saunders, D. On the viscometric examination of cement pastes. Cem. Concr. Res. 1981, 11, 363–370. [Google Scholar] [CrossRef]
- Da Silva, W.R.L.; Fryda, H.; Bousseau, J.-N.; Andreani, P.-A.; Andersen, T.J. Evaluation of Early-Age Concrete Structural Build-Up for 3D Concrete Printing by Oscillatory Rheometry. Advances in Additive Manufacturing. Modeling Syst. 3D Prototyp. 2020, 35–47. [Google Scholar]
- Yuan, Q.; Lu, X.; Khayat, K.H.; Feys, D.; Shi, C. Small amplitude oscillatory shear technique to evaluate structural build-up of cement paste. Mater. Struct. 2017, 50, 112. [Google Scholar] [CrossRef]
- Schultz, M.A.; Struble, L.J. Use of oscillatory shear to study flow behavior of fresh cement paste. Cem. Concr. Res. 1993, 23, 273–282. [Google Scholar] [CrossRef]
- Yuan, Q.; Zhou, D.; Khayat, K.H.; Feys, D.; Shi, C. On the measurement of evolution of structural build-up of cement paste with time by static yield stress test vs. small amplitude oscillatory shear test. Cem. Concr. Res. 2017, 99, 183–189. [Google Scholar] [CrossRef]
- Assaad, J.J.; Harb, J. Assessment of thixotropy of fresh mortars by triaxial and unconfined compression testing. Adv. Civ. Eng. Mater. 2012, 1, 1–18. [Google Scholar] [CrossRef]
- Wolfs, R.; Bos, F.; Salet, T. Triaxial compression testing on early age concrete for numerical analysis of 3D concrete printing. Cem. Concr. Compos. 2019, 104, 103344. [Google Scholar] [CrossRef]
- Assaad, J.J.; Harb, J.; Maalouf, Y. Measurement of yield stress of cement pastes using the direct shear test. J. Non-Newton. Fluid Mech. 2014, 214, 18–27. [Google Scholar] [CrossRef]
- Lu, G.; Wang, K. Theoretical and experimental study on shear behavior of fresh mortar. Cem. Concr. Compos. 2011, 33, 319–327. [Google Scholar] [CrossRef]
- Girish, S.; Santhosh, B. Determination of Bingham parameters of fresh Portland cement concrete using concrete shear box. Bonfring Int. J. Ind. Eng. Manag. Sci. 2012, 2, 84–90. [Google Scholar]
- Jayathilakage, R.; Sanjayan, J.; Rajeev, P. Direct shear test for the assessment of rheological parameters of concrete for 3D printing applications. Mater. Struct. 2019, 52, 12. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef] [Green Version]
- Rahul, A.; Santhanam, M.; Meena, H.; Ghani, Z. 3D printable concrete: Mixture design and test methods. Cem. Concr. Compos. 2019, 97, 13–23. [Google Scholar] [CrossRef]
- Lu, G.; Wang, K. Investigation into yield behavior of fresh cement paste: Model and experiment. ACI Mater. J. 2010, 107, 12. [Google Scholar]
- Kruger, J.; Zeranka, S.; van Zijl, G. A rheology-based quasi-static shape retention model for digitally fabricated concrete. Constr. Build. Mater. 2020, 254, 119241. [Google Scholar] [CrossRef]
- Alexandridis, A.; Gardner, N. Mechanical behaviour of fresh concrete. Cem. Concr. Res. 1981, 11, 323–339. [Google Scholar] [CrossRef]
- Ritchie, A. The triaxial testing of fresh concrete. Mag. Concr. Res. 1962, 14, 37–42. [Google Scholar] [CrossRef]
- Olsen, R.H. Lateral Pressure of Concrete on Formwork; Oklahoma State University: Stillwater, OK, USA, 1968. [Google Scholar]
- Assaad, J.J.; Harb, J.; Khayat, K.H. Use of triaxial compression test on mortars to evaluate formwork pressure of self-consolidating concrete. ACI Mater. J. 2009, 106, 439. [Google Scholar]
- Kohees, M.; Sanjayan, J.; Rajeev, P. Stress-strain relationship of cement mortar under triaxial compression. Constr. Build. Mater. 2019, 220, 456–463. [Google Scholar] [CrossRef]
- ASTM Committee D-18 on Soil and Rock. Standard Test Method for Unconsolidated-undrained Triaxial Compression Test on Cohesive Soils; ASTM International: West Conshohocken, PA, USA, 2007. [Google Scholar]
- Nair, S.A.; Panda, S.; Santhanam, M.; Sant, G.; Neithalath, N. A critical examination of the influence of material characteristics and extruder geometry on 3D printing of cementitious binders. Cem. Concr. Compos. 2020, 112, 103671. [Google Scholar] [CrossRef]
- Nair, S.A.; Alghamdi, H.; Arora, A.; Mehdipour, I.; Sant, G.; Neithalath, N. Linking fresh paste microstructure, rheology and extrusion characteristics of cementitious binders for 3D printing. J. Am. Ceram. Soc. 2019, 102, 3951–3964. [Google Scholar] [CrossRef]
- Chen, Y.; Chaves Figueiredo, S.; Yalçinkaya, Ç.; Çopuroğlu, O.; Veer, F.; Schlangen, E. The effect of viscosity-modifying admixture on the extrudability of limestone and calcined clay-based cementitious material for extrusion-based 3d concrete printing. Materials 2019, 12, 1374. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Figueiredo, S.C.; Rodríguez, C.R.; Ahmed, Z.Y.; Bos, D.H.; Xu, Y.; Salet, T.M.; Çopuroğlu, O.; Schlangen, E.; Bos, F.P. An approach to develop printable strain hardening cementitious composites. Mater. Des. 2019, 169, 107651. [Google Scholar] [CrossRef]
- Jayathilakage, R.; Sanjayan, J.; Rajeev, P. Characterizing Extrudability for 3D Concrete Printing Using Discrete Element Simulations. In RILEM International Conference on Concrete and Digital Fabrication; Springer: Cham, Switzerland, 2020; pp. 290–300. [Google Scholar]
- Benbow, J.; Bridgwater, J. Paste Flow and Extrusion Oxford Series on Advanced Manufacturing; Clarendon Press: Oxford, UK, 1993. [Google Scholar]
- Basterfield, R.; Lawrence, C.; Adams, M. On the interpretation of orifice extrusion data for viscoplastic materials. Chem. Eng. Sci. 2005, 60, 2599–2607. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Mélinge, Y.; Estellé, P.; Lanos, C. Extrusion criterion for firm cement-based materials. Appl. Rheol. 2009, 19, 53042. [Google Scholar]
- Perrot, A.; Lanos, C.; Melinge, Y.; Estellé, P. Mortar physical properties evolution in extrusion flow. Rheol. Acta 2007, 46, 1065–1073. [Google Scholar] [CrossRef] [Green Version]
- Rahul, A.; Sharma, A.; Santhanam, M. A desorptivity-based approach for the assessment of phase separation during extrusion of cementitious materials. Cem. Concr. Compos. 2020, 108, 103546. [Google Scholar] [CrossRef]
- Perrot, A.; Lanos, C.; Estellé, P.; Melinge, Y. Ram extrusion force for a frictional plastic material: Model prediction and application to cement paste. Rheol. Acta 2006, 45, 457–467. [Google Scholar] [CrossRef] [Green Version]
- Roussel, N.; Lanos, C.; Toutou, Z. Identification of Bingham fluid flow parameters using a simple squeeze test. J. Non-Newton. Fluid Mech. 2006, 135, 1–7. [Google Scholar] [CrossRef]
- Engmann, J.; Servais, C.; Burbidge, A.S. Squeeze flow theory and applications to rheometry: A review. J. Non-Newton. Fluid Mech. 2005, 132, 1–27. [Google Scholar] [CrossRef]
- Lootens, D.; Flatt, R. Rheology of penetration tests II: Link to shear modulus. In Proceedings of the 12th Int. Conf. Cem. Chem., Montreal, QU, Canada, 8–13 July 2007; pp. 8–13. [Google Scholar]
- Jousset, P.; Lootens, D.; Roussel, N.; Flatt, R. Rheology of Penetrations Tests I: Theory and Finite Element Simulations. In Proceedings of the 12th ICCC, Montreal, QU, Canada, 8–13 July 2007; pp. 1–12. [Google Scholar]
- Toutou, Z.; Roussel, N.; Lanos, C. The squeezing test: A tool to identify firm cement-based material’s rheological behaviour and evaluate their extrusion ability. Cem. Concr. Res. 2005, 35, 1891–1899. [Google Scholar] [CrossRef]
- Cardoso, F.; John, V.; Pileggi, R.; Banfill, P.F.G. Characterisation of rendering mortars by squeeze-flow and rotational rheometry. Cem. Concr. Res. 2014, 57, 79–87. [Google Scholar] [CrossRef]
- Lootens, D.; Jousset, P.; Martinie, L.; Roussel, N.; Flatt, R. Yield stress during setting of cement pastes from penetration tests. Cem. Concr. Res. 2009, 39, 401–408. [Google Scholar] [CrossRef]
- Mazhoud, B.; Perrot, A.; Picandet, V.; Rangeard, D.; Courteille, E. Underwater 3D printing of cement-based mortar. Constr. Build. Mater. 2019, 214, 458–467. [Google Scholar] [CrossRef]
- Perrot, A.; Jacquet, Y.; Rangeard, D.; Courteille, E.; Sonebi, M. Nailing of Layers: A Promising Way to Reinforce Concrete 3D Printing Structures. Materials 2020, 13, 1518. [Google Scholar] [CrossRef] [Green Version]
- Jayathilakage, R.; Sanjayan, J.; Rajeev, P. Comparison of Rheology Measurement Techniques Used in 3D Concrete Printing Applications. In ICSECM 2019; Springer: Berlin/Heidelberg, Germany, 2021; pp. 261–273. [Google Scholar]
- Sanjayan, J.; Jayathilakage, R.; Rajeev, P. Vibration induced active rheology control for 3D concrete printing. Cem. Concr. Res. 2021, 140, 106293. [Google Scholar] [CrossRef]
- Panda, B.; Mohamed, N.; Ahamed, N.; Paul, S.C.; Bhagath Singh, G.; Tan, M.J.; Šavija, B. The effect of material fresh properties and process parameters on buildability and interlayer adhesion of 3D printed concrete. Materials 2019, 12, 2149. [Google Scholar] [CrossRef] [Green Version]
- Sikora, P.; Chougan, M.; Cuevas, K.; Liebscher, M.; Mechtcherine, V.; Ghaffar, S.H.; Liard, M.; Lootens, D.; Krivenko, P.; Sanytsky, M. The effects of nano-and micro-sized additives on 3D printable cementitious and alkali-activated composites: A review. Appl. Nanosci. 2022, 12, 805–823. [Google Scholar] [CrossRef]
- Barnes, H.A.; Nguyen, Q.D. Rotating vane rheometry—A review. J. Non-Newton. Fluid Mech. 2001, 98, 1–14. [Google Scholar] [CrossRef]
- Tregger, N.A.; Pakula, M.E.; Shah, S.P. Influence of clays on the rheology of cement pastes. Cem. Concr. Res. 2010, 40, 384–391. [Google Scholar] [CrossRef]
- Kawashima, S.; Kim, J.H.; Corr, D.J.; Shah, S.P. Study of the mechanisms underlying the fresh-state response of cementitious materials modified with nanoclays. Constr. Build. Mater. 2012, 36, 749–757. [Google Scholar] [CrossRef] [Green Version]
- Panda, B.; Hui, L.J.; Tan, M.J. Mechanical properties and deformation behaviour of early age concrete in the context of digital construction. Compos. Part B Eng. 2019, 165, 563–571. [Google Scholar] [CrossRef]
- Langaroudi, M.A.M.; Mohammadi, Y. Effect of nano-clay on workability, mechanical, and durability properties of self-consolidating concrete containing mineral admixtures. Constr. Build. Mater. 2018, 191, 619–634. [Google Scholar] [CrossRef]
- Roussel, N.; Lanos, C. Plastic fluid flow parameters identification using a simple squeezing test. Appl. Rheol. 2003, 13, 132–141. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Category | Definition [58] |
|---|---|
Free Flow Tests
| The material either flows under its own weight, without any confinement, or an object penetrates the material by gravitational settling. |
Confined Flow Tests
| The material flows under its own weight or under applied pressure through a narrow orifice. |
Vibration Tests
| The material flows under the influence of applied vibration. The vibration is applied by using a vibrating table, dropping the base supporting the material, an external vibrator, or an internal vibrator. |
Rotational Rheometers
| High-precision, continuously-variable shear instruments in which the test fluid is sheared between rotating cylinders, cones, or plates, under controlled-stress or controlled-rate conditions. |
| Penetration Test Method | Description of the Test | Yield Stress Measurement |
|---|---|---|
| Vicat needle (ASTM C191-19) |
| = Vicat needle radius = Penetration depth under 300 g load |
| Penetrometer (ASTM D3441-79) |
| for Hemispherical penetrometer with radius for Hemispherical penetrometer with radius and connected cylinder of height for Conical penetrometer with radius , connected cylinder height and cone height of |
| Penetration needle (ASTM C403/403M) |
|
| Rheology Testing Method | Measurable Rheological Parameters | Pros | Cons | References |
|---|---|---|---|---|
| Rotational rheometers | Yield stress (static and dynamic) Viscosity Structural build-up rate ) Storage modulus (SAOS only) Loss modulus (SAOS only) |
|
| [63,64,65,66,67,68,69,70,71,72,73,74,75,76,77,78,79,80,81,82,83,84] |
| Slump test | Yield stress |
|
| [60,61,62,63,64,65,66] |
| Flow table test | - |
|
| [59,67,68,69,70] |
| Direct shear test |
|
|
| [18,20,93,94,95,96,97] |
| Vane shear test | Yield stress |
|
| [18,102,103] |
| Tri-axial test | Cohesion/Yield stress Friction angle Dilation angle Elastic modulus at an early age Compressive strength at an early age |
|
| [92] |
| Ram extrusion test | Uniaxial yield stress Shear yield stress Flow consistency and Flow index (viscosity) |
|
| [15,16,29,107,108,109,110,112,113,114,115,116,117,127] |
| Squeeze flow test | Elongational yield stress Cohesion Friction angle Viscosity |
|
| [108,118,119,122,123] |
| Penetration test | Yield stress |
|
| [120,121,124] |
| Cement | Silica Fume * | Coarse Sand * | Fine Sand * | Water * | Superplasticizers (mL/100 g of Binder) | Retarders (mL/100 g of Binder) |
|---|---|---|---|---|---|---|
| 1 | 0.11 | 0.56 | 1.11 | 0.24 | 0.8 | 0.4 |
| Batch Number | Time after Mixing until Starting the Activity (Seconds) | Activity | Average Time per Test/Activity (Seconds) |
|---|---|---|---|
| 1 | 60 | * Rheometer test (static yield stress evolution—multiple samples) | 120 |
| 60 | * Vane shear test (static yield stress evolution—single batch) | 60 | |
| 60 | * Slump test | 120 | |
| 2 | 60 | * Vane shear test (static yield stress only) | 60 |
| 120 | * Direct shear test | 180 | |
| 150 | Mixing the material again (high shear) | 60 | |
| Similar to the above | Testing for vane and direct shear | Similar to the above | |
| 3 | 60 | * Vane shear test (static yield stress only) | 100 |
| 60 | * Orifice extrusion | 100 | |
| 4 | 60 | * Vane shear test (static yield stress only) | 100 |
| 60 | * Squeeze test | 30 | |
| 60 | * Flow table test | 60 | |
| 5 | 60 | * Vane shear test (static yield stress only) | 60 |
| 60 | * Rheometer test (hysteresis loop test) | 130 |
| Mix | Uniaxial Yield Stress— (kPa) | Flow Consistency— (kPa.sn) | Flow Index— |
|---|---|---|---|
| M0 | 4.9 | 2.9 | 1.0 |
| M0.1 | 9.5 | 10.1 | 0.5 |
| M0.3 | 27.5 | 12.4 | 0.5 |
| Mix | Test Method | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Rheometer | Slump Test | Direct Shear Test | Orifice Extrusion | Squeeze Test | Vane Shear Test | |||||||
| Static Yield Stress (kPa) | Dynamic Yield Stress (kPa) | Viscosity (kPa.s) | (kPa.min−1) | Yield Stress (kPa) | Cohesion (kPa) | Uniaxial Yield Stress (kPa) | Average VISCOSITY (kPa.s) | Yield Stress (kPa) | (kPa.min−1) | Yield Stress (kPa) | (kPa.min−1) | |
| M0 | 0.9 | 0.4 | 0.035 | 0.02 | 1.4 | 2.3 | 4.9 | 2.9 | 3.6 | 0.09 | 1.1 | 0.051 |
| M0.1 | 1.4 | 0.5 | 0.042 | 0.02 | 2.1 | 3.5 | 9.5 | 24.9 | 6.5 | 0.21 | 3.0 | 0.053 |
| M0.2 | 3.8 | 0.8 | 0.046 | 0.06 | 2.3 | 6.4 | 27.5 | 32.8 | 13.2 | 0.44 | 4.4 | 0.240 |
| Mix | Failure Layer Number from theBuildability Test | Failure Layer Number Predicted | ||
|---|---|---|---|---|
| Rheometer Parameters | Vane Shear Test | Direct Shear Test (Initial Cohesion and from Rheometer) | ||
| M0 | 21 | 29 | 67 | 99 |
| M0.1 | 160 | 128 | 237 | 177 |
| M0.3 | 320 + | 429 | No failure | 600 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jayathilakage, R.; Rajeev, P.; Sanjayan, J. Rheometry for Concrete 3D Printing: A Review and an Experimental Comparison. Buildings 2022, 12, 1190. https://doi.org/10.3390/buildings12081190
Jayathilakage R, Rajeev P, Sanjayan J. Rheometry for Concrete 3D Printing: A Review and an Experimental Comparison. Buildings. 2022; 12(8):1190. https://doi.org/10.3390/buildings12081190
Chicago/Turabian StyleJayathilakage, Roshan, Pathmanathan Rajeev, and Jay Sanjayan. 2022. "Rheometry for Concrete 3D Printing: A Review and an Experimental Comparison" Buildings 12, no. 8: 1190. https://doi.org/10.3390/buildings12081190