
Application of Iron Ore Tailings and Phosphogypsum to Create Artificial Rockfills Used in Rock-Filled Concrete

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
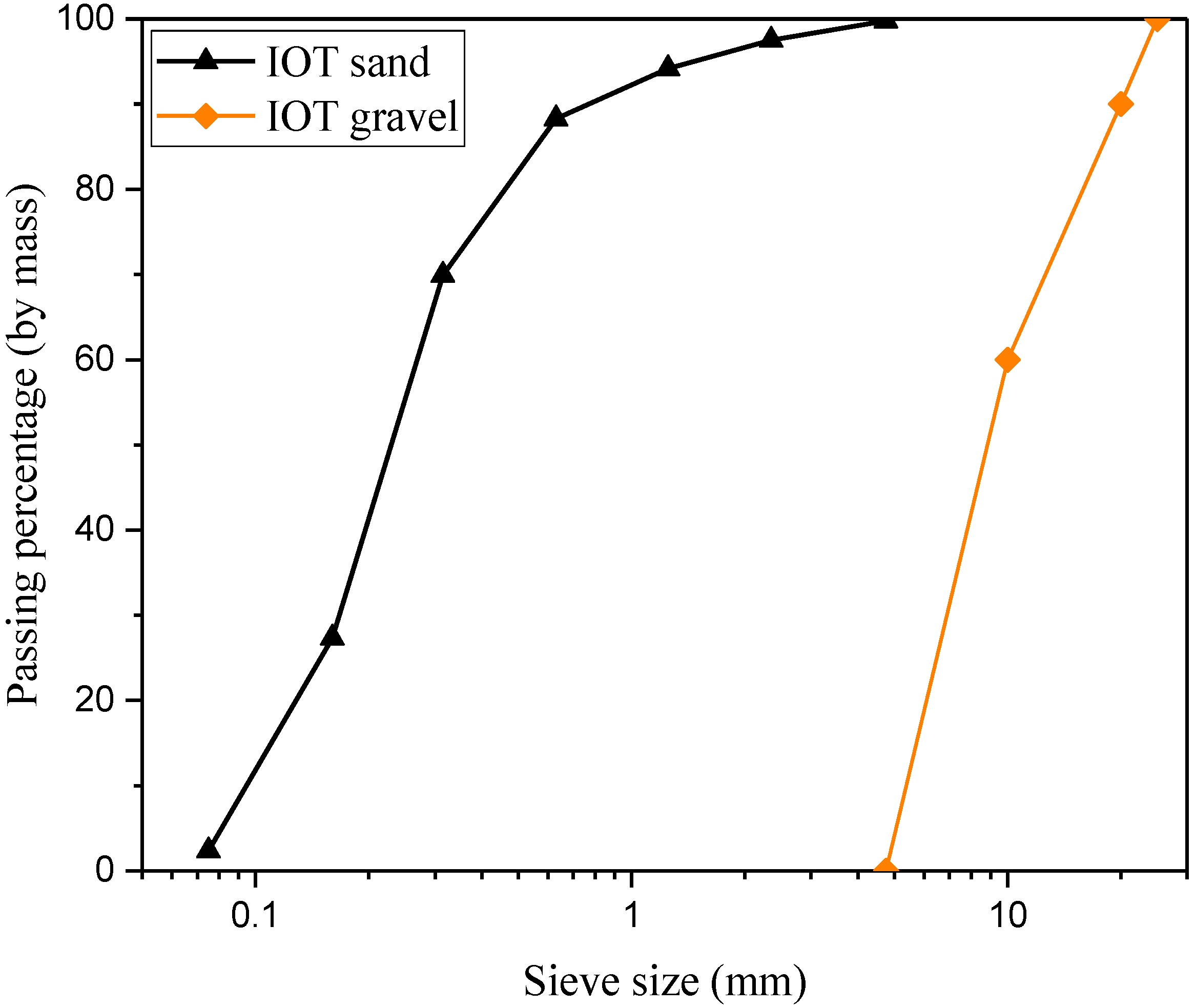
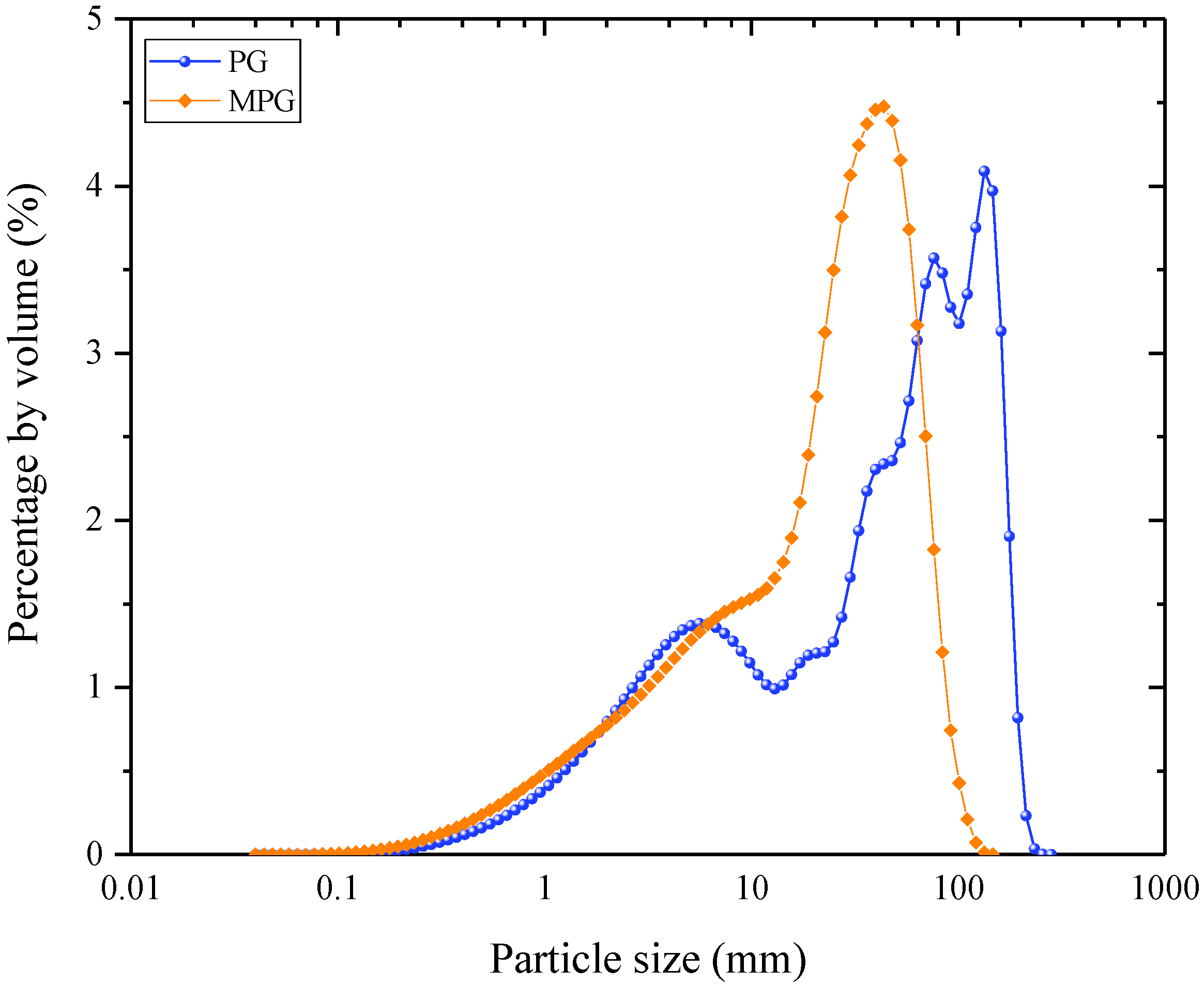
2.1. Materials
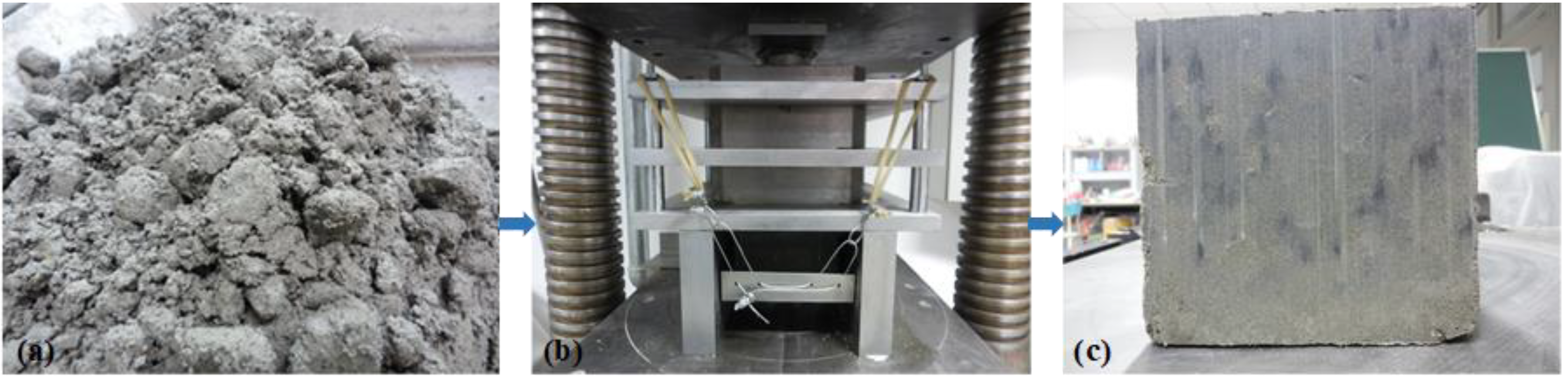
2.2. Forming Method of Artificial Rockfills
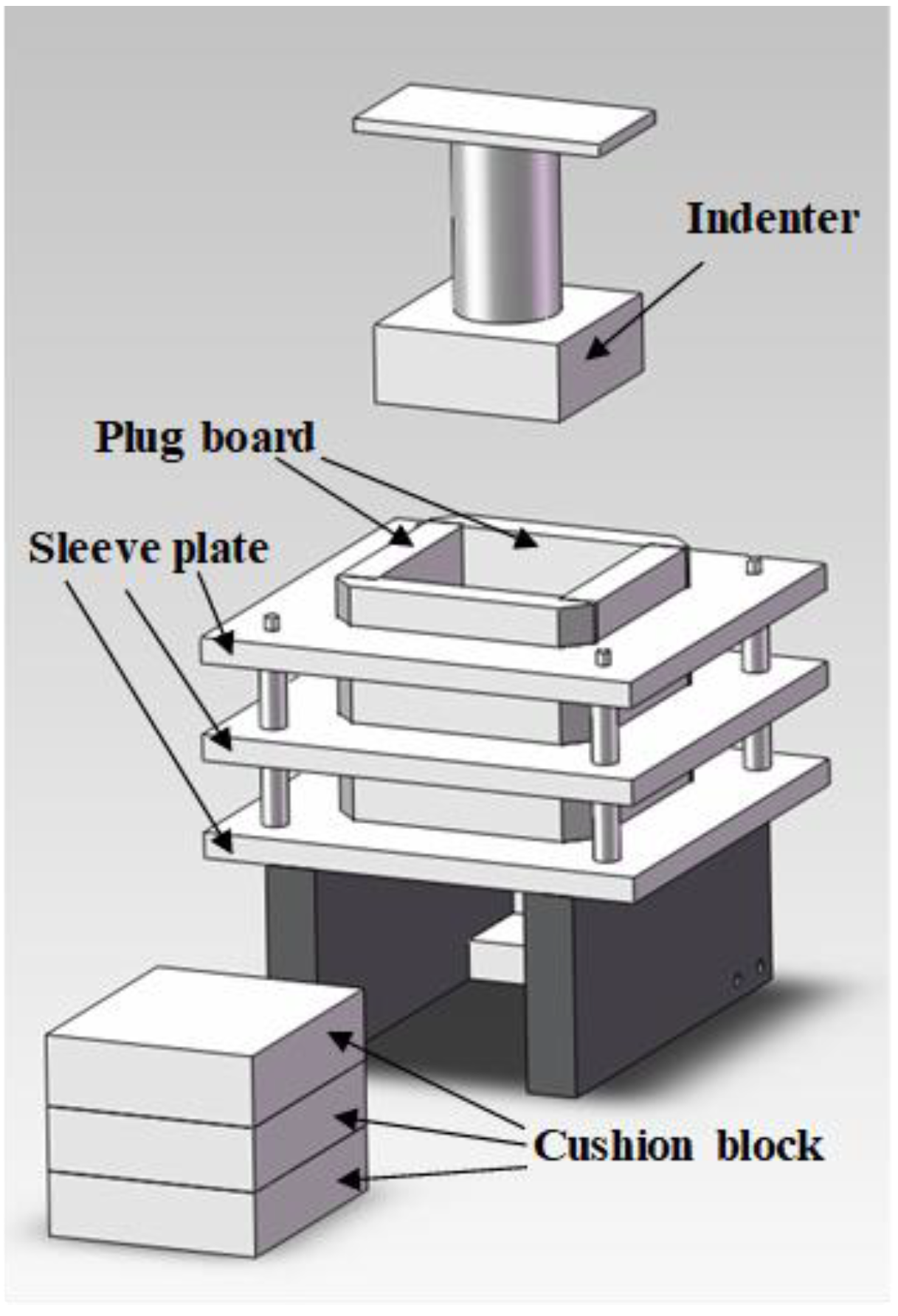
2.2.1. Pressure Forming Method
- (1)
- Evenly distributed the concrete mixture.
- (2)
- Placed the mould in the pressure testing machine and filled it with the concrete mixture. Started the press until the pressure reached 900 kN, then turned off the press’s oil feeding. Continued to feed oil after the concrete mixture had been drained for 1 min. When the pressure reached 900 kN, adjusted the oil feeding speed of the press to maintain the pressure for 1 min.
- (3)
- Unloaded the pressure and drew out the three cushion blocks at the bottom of the mould. Continued to press down on the test block and pushed it out of the mould. Finally, placed the test block in the standard curing room to cure.
2.2.2. Vibration Rolling Forming Method
- (1)
- Applied a layer of demoulding oil to the mould’s inner wall.
- (2)
- Poured the concrete mixture twice into the mold and tamped it 25 times.
- (3)
- Placed the vibrator (Figure 7) vertically on the surface of the concrete mixture in the mould and began vibrating until slurry flooded on the concrete mixture’s surface.
2.2.3. Ordinary Concrete Forming Method
- (1)
- Applied a layer of demoulding oil to the mould’s inner wall.
- (2)
- Filled the mould with the concrete mixture, 100 mm at a time, and began tamping with a vibrator in a spiral direction from the edge to the center. When inserting and tamping, kept the vibrator vertical. The vibrating rod must be inserted into the bottom of the mould when tamping the bottom layer of concrete. When tamping the upper layer of concrete, the vibrating rod should penetrate about 20–30 mm into the lower layer.
- (3)
- Inserted and tamped several times with a spatula along the inner wall of the mould and plaster.
3. Mix Proportion Design of an Artificial Rockfill
4. Results and Discussion
4.1. Results of Compressive Strength and Cost
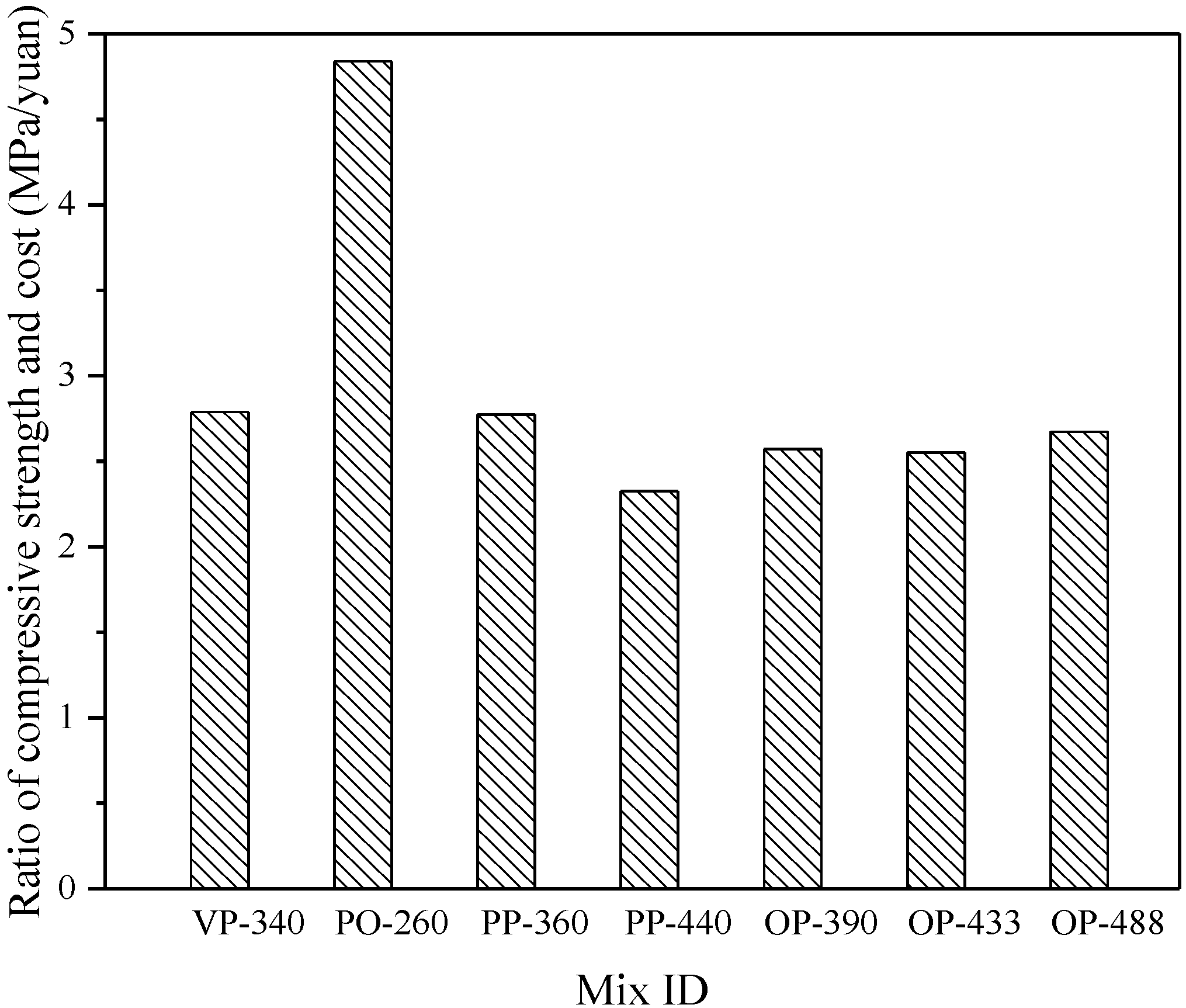
4.2. Analysis of Strength Cost Ratio of the Artificial Rockfills
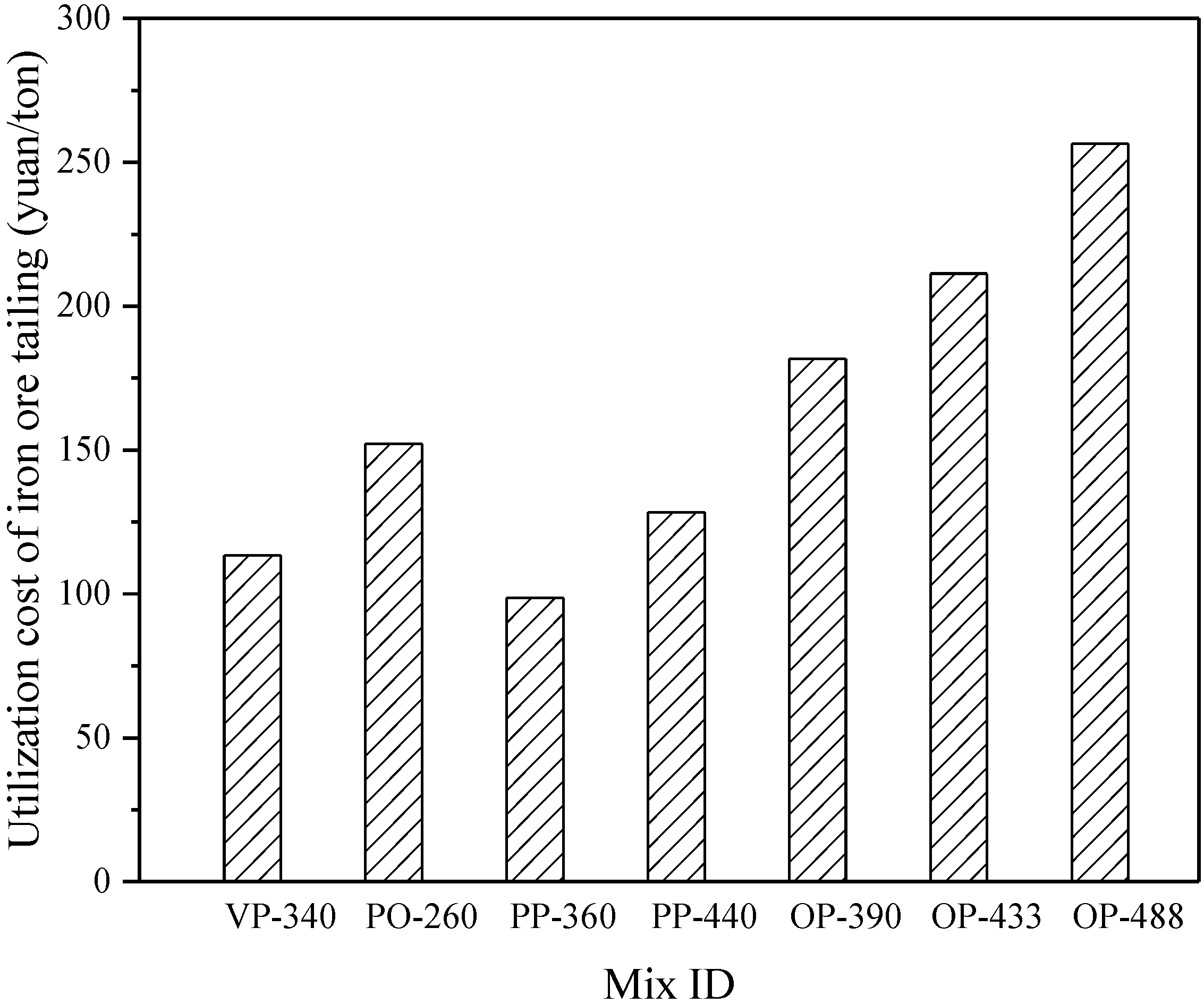
4.3. Utilization Cost Analysis of Unit IOT
5. Conclusions
- (1)
- IOT and PG were successfully used separately as granular and powder solid waste. The modified PG, ground blast-furnace slag (GBFS), steel slag, and cement clinker are combined to form parathion gypsum slag cement in a specific proportion, with the ratio of PG, GBFS, steel slag, and cement being 47:47:2:2. To replace the natural rocks in RFC, artificial rockfills made of IOT and parathion gypsum slag cement are used to increase the dosage of solid waste.
- (2)
- A higher strength-to-cost ratio, such as VP-340 and PP-360, can be obtained by making full use of solid waste phosphogypsum and cheap GBFS and replacing ordinary Portland cement with parathion gypsum slag cement. The strength of parathion gypsum slag cement mortar was 0.59 times that of ordinary Portland cement mortar, and the design with the dosage of parathion gypsum slag cement twice that of cement was very conservative.
- (3)
- The three forming methods can produce artificial rockfills with a strength grade of C20. When the compressive strength and material costs of the three types of artificial rockfills were compared, the compressing method was found to be the most effective in making full use of the IOT sand. The mass fraction of granular solid waste in the PP-360 artificial rockfill was 83.3%, and the mass fraction of total solid waste was 99.3%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kalonji-Kabambi, A.; Bussière, B.; Demers, I. Hydrogeochemical Behavior of Reclaimed Highly Reactive Tailings, Part 1: Characterization of Reclamation Materials. Minerals 2020, 10, 596. [Google Scholar] [CrossRef]
- United States Geological Survey—USGS. Mineral Commodity Summaries, Iron Ore. 2022. Available online: https://pubs.usgs.gov/periodicals/mcs2022/mcs2022.pdf (accessed on 31 January 2022).
- Kuranchie, F.A.; Shukla, S.K.; Habibi, D. Electrical resistivity of iron ore mine tailings produced in Western Australia. Int. J. Min. Reclam. Environ. 2015, 29, 191–200. [Google Scholar] [CrossRef]
- Dauce, P.D.; de Castro, G.B.; Lima, M.M.F.; Lima, R.M.F. Characterisation and magnetic concentration of an iron ore tailings. J. Mater. Res. Technol. 2019, 8, 1052–1059. [Google Scholar] [CrossRef]
- Carrasco, E.; Magalhaes, M.; Santos, W.; Alves, R.; Mantilla, J. Characterization of mortars with iron ore tailings using destructive and nondestructive tests. Constr. Build. Mater. 2017, 131, 31–38. [Google Scholar] [CrossRef]
- Das, S.K.; Kumar, S.; Ramachandrarao, P. Exploitation of iron ore tailing for the development of ceramic tiles. Waste Manag. 2000, 20, 725–729. [Google Scholar] [CrossRef]
- Wei, Z.; Jia, Y.; Wang, S.; Li, Z.; Li, Y.; Wang, X.; Gao, Y. Utilization of iron ore tailing as an alternative mineral filler in asphalt mastic: High-temperature performance and environmental aspects. J. Clean. Prod. 2022, 335, 130318. [Google Scholar] [CrossRef]
- Lv, X.; Lin, Y.; Chen, X.; Shi, Y.; Liang, R.; Wang, R.; Peng, Z. Environmental impact, durability performance, and interfacial transition zone of iron ore tailings utilized as dam concrete aggregates. J. Clean. Prod. 2021, 292, 126068. [Google Scholar] [CrossRef]
- Ullah, S.; Yang, C.; Cao, L.; Wang, P.; Chai, Q.; Li, Y.; Wang, L.; Dong, Z.; Lushinga, N.; Zhang, B. Material design and performance improvement of conductive asphalt concrete incorporating carbon fiber and iron tailings. Constr. Build. Mater. 2021, 303, 124446. [Google Scholar] [CrossRef]
- Clapperton, A.; Bazin, C.; Downey, D.; Marois, J.-S. Production of a Phosphate Concentrate from the Tailings of a Niobium Ore Concentrator. Minerals 2020, 10, 692. [Google Scholar] [CrossRef]
- Rashad, A.M. Phosphogypsum as a construction material. J. Clean. Prod. 2017, 166, 732–743. [Google Scholar] [CrossRef]
- Tayibi, H.; Choura, M.; Lopez, F.A.; Alguacil, F.J.; Lopez-Delgado, A. Environmental impact and management of phosphogypsum. J. Environ. Manag. 2009, 90, 2377–2386. [Google Scholar] [CrossRef] [Green Version]
- Reijnders, L. Cleaner phosphogypsum, coal combustion ashes and waste incineration ashes for application in building materials: A review. Build. Environ. 2007, 42, 1036–1042. [Google Scholar] [CrossRef]
- Haridasan, P.P.; Maniyan, C.G.; Pillai, P.M.B.; Khan, A.H. Dissolution characteristics of 226Ra from phosphogypsum. J. Environ. Radioact. 2002, 62, 287–294. [Google Scholar] [CrossRef]
- Adamo, N.; Al-Ansari, N.; Sissakian, V.; Laue, J.; Knutsson, S. Dam Safety: The Question of Tailings Dams. J. Earth Sci. Geotech. Eng. 2020, 11, 1–26. [Google Scholar] [CrossRef]
- Omachi, C.Y.; Siani, S.M.O.; Chagas, F.M.; Mascagni, M.L.; Cordeiro, M.; Garcia, G.D.; Thompson, C.C.; Siegle, E.; Thompson, F.L. Atlantic Forest loss caused by the world’s largest tailing dam collapse (Fundão Dam, Mariana, Brazil). Remote Sens. Appl. Soc. Environ. 2018, 12, 30–34. [Google Scholar] [CrossRef]
- Rutherford, P.; Dudas, M.; Samek, R. Environmental impacts of phosphogypsum. Sci. Total Environ. 1994, 149, 1–38. [Google Scholar] [CrossRef]
- Mendes, B.C.; Pedroti, L.G.; Fontes, M.P.F.; Ribeiro, J.C.L.; Vieira, C.M.F.; Pacheco, A.A.; de Azevedo, A.R.G. Technical and environmental assessment of the incorporation of iron ore tailings in construction clay bricks. Constr. Build. Mater. 2019, 227, 116669. [Google Scholar] [CrossRef]
- Xu, J.; Li, T.; Zhan, M.; Chen, X.; Xu, F.; Wang, S. Study on Erosion Characteristics and Mechanisms of Recycled Concrete with Tailings in Salt Spray Environments. Buildings 2022, 12, 446. [Google Scholar] [CrossRef]
- Yang, S.; Zhang, J.; An, X.; Qi, B.; Shen, D.; Lv, M. Effects of fly ash and limestone powder on the paste rheological thresholds of self-compacting concrete. Constr. Build. Mater. 2021, 281, 122560. [Google Scholar] [CrossRef]
- Zhang, J.; Lv, M.; An, X.; Shen, D.; He, X.; Nie, D.; Tang, S. Improved Powder Equivalence Model for the Mix Design of Self-Compacting Concrete with Fly Ash and Limestone Powder. Adv. Mater. Sci. Eng. 2021, 2021, 1–12. [Google Scholar] [CrossRef]
- Rybak, J.; Kongar-Syuryun, C.; Tyulyaeva, Y.; Khayrutdinov, A.M. Creation of Backfill Materials Based on Industrial Waste. Minerals 2021, 11, 739. [Google Scholar] [CrossRef]
- Okereafor, U.; Makhatha, M.; Mekuto, L.; Mavumengwana, V. Gold Mine Tailings: A Potential Source of Silica Sand for Glass Making. Minerals 2020, 10, 448. [Google Scholar] [CrossRef]
- An, X.; Wu, Q.; Jin, F.; Huang, M.; Zhou, H.; Chen, C.; Liu, C. Rock-filled concrete, the new norm of SCC in hydraulic engineering in China. Cem. Concr. Compos. 2014, 54, 89–99. [Google Scholar] [CrossRef]
- Okamura, H.; Ouchi, M. Self-compacting concrete. J. Adv. Concr. Technol. 2003, 1, 5–15. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Z.; Li, Z.; Li, Y.; Sun, T. Filling capacity analysis of self-compacting concrete in rock-filled concrete based on DEM. Constr. Build. Mater. 2020, 233, 117321. [Google Scholar] [CrossRef]
- Zhang, N.; Tang, B.; Liu, X. Cementitious activity of iron ore tailing and its utilization in cementitious materials, bricks and concrete. Constr. Build. Mater. 2021, 288, 123022. [Google Scholar] [CrossRef]
- Gopez, R.G. Utilizing Mine Tailings as Substitute Construction Material: The Use of Waste Materials in Roller Compacted Concrete. Open Access Libr. J. 2015, 2, 1–9. [Google Scholar] [CrossRef]
- Ghorpade, V.G.; Sudarsana Rao, H.; Ramana, B. Deriving Mix Proportions for Different Grades of Phosphogypsum Based Self Compacting Concrete. Int. J. Eng. Res. Appl. 2013, 3, 467–473. [Google Scholar]
- Zhang, J.; An, X.; Nie, D. Effect of fine aggregate characteristics on the thresholds of self-compacting paste rheological properties. Constr. Build. Mater. 2016, 116, 355–365. [Google Scholar] [CrossRef]
- Zhang, J.; An, X.; Yu, Y.; Nie, D. Effects of coarse aggregate content on the paste rheological thresholds of fresh self-compacting concrete. Constr. Build. Mater. 2019, 208, 564–576. [Google Scholar] [CrossRef]
- Yang, S.; Zhang, J.; An, X.; Qi, B.; Li, W.; Shen, D.; Li, P.; Lv, M. The Effect of Sand Type on the Rheological Properties of Self-Compacting Mortar. Buildings 2021, 11, 441. [Google Scholar] [CrossRef]
- Yu, L.; Tian, J.S.; Zhang, J.X.; Yang, R.J. Effect of iron ore tailings as fine aggregate on pore structure of mortars. Adv. Mater. Res. 2011, 250, 1017–1024. [Google Scholar] [CrossRef]
- Cai, J.W.; Lü, Z.H.; Gao, G.L.; Wu, J.X. Effects of Micro Fines Content on Performances of Mortar Prepared with Mill Tailings from Magnetite. Adv. Mater. Res. 2011, 287, 729–732. [Google Scholar] [CrossRef]
- Feng, X.X.; Xi, X.L.; Cai, J.W.; Chai, H.J.; Song, Y.Z. Investigation of drying shrinkage of concrete prepared with iron mine tailings. Key Eng. Mater. 2011, 277, 37–41. [Google Scholar] [CrossRef]
- Zhao, S.; Fan, J.; Sun, W. Utilization of iron ore tailings as fine aggregate in ultra-high performance concrete. Constr. Build. Mater. 2014, 50, 540–548. [Google Scholar] [CrossRef]
- Liu, L.; Cheng, X.; Miao, X.; Shi, Y.; Zhang, M.; Guo, M.; Cheng, F.; Zhang, M. Preparation and characterization of majority solid waste based eco-unburned permeable bricks. Constr. Build. Mater. 2020, 259, 120400. [Google Scholar] [CrossRef]
- Cai, J.; Lv, N.; Jia, X.; Zhang, R.; Xu, G.; Cai, L.; Tian, Q. Properties of permeable ceramic brick prepared with felsite tailing. J. Build. Eng. 2021, 44, 103426. [Google Scholar] [CrossRef]
- Ding, S.; Shui, Z.; Chen, W.; Lu, J.; Tian, S. Properties of supersulphated phosphogysumslag cement (SSC) concrete. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2014, 29, 109–113. [Google Scholar] [CrossRef]
- Kang, J.; Shen, D.; Li, C.; Li, M.; Wang, X.; Hu, H. Effect of water-to-cement ratio on internal relative humidity and autogenous shrinkage of early-age concrete internally cured by superabsorbent polymers. Struct. Concr. 2022. [Google Scholar] [CrossRef]
- Li, P.; Jiang, Z.; An, X.; Maekawa, K.; Du, S. Time-dependent retardation effect of epoxy latexes on cement hydration: Experiments and multi-component hydration model. Constr. Build. Mater. 2022, 320, 126282. [Google Scholar] [CrossRef]
- Wang, L.; Li, G.; Li, X.; Guo, F.; Tang, S.; Lu, X.; Hanif, A. Influence of reactivity and dosage of MgO expansive agent on shrinkage and crack resistance of face slab concrete. Cem. Concr. Compos. 2022, 126, 104333. [Google Scholar] [CrossRef]
- Wang, L.; Song, X.; Yang, H.; Wang, L.; Tang, S.; Wu, B.; Mao, W. Pore Structural and Fractal Analysis of the Effects of MgO Reactivity and Dosage on Permeability and F–T Resistance of Concrete. Fractal Fract. 2022, 6, 113. [Google Scholar] [CrossRef]
- Shettima, A.U.; Hussin, M.W.; Ahmad, Y.; Mirza, J. Evaluation of iron ore tailings as replacement for fine aggregate in concrete. Constr. Build. Mater. 2016, 120, 72–79. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | PG (%) | GBFS (%) | Steel Slag (%) | Cement (%) |
|---|---|---|---|---|
| SiO2 | 9.65 | 33.17 | 19.48 | 21.78 |
| Al2O3 | 0.79 | 16.28 | 2.67 | 5.10 |
| Fe2O3 | 0.37 | 0.26 | 16.76 | 3.40 |
| CaO | 29.71 | 38.22 | 47.55 | 65.05 |
| MgO | 0.30 | 8.09 | 7.58 | 2.12 |
| K2O | 0.49 | 0.58 | 0.03 | 1.35 |
| Na2O | 0.26 | 0.37 | 0.07 | 0.12 |
| MnO | 0.003 | 0.23 | 1.89 | / |
| TiO2 | 0.087 | 1.51 | 1.23 | / |
| P2O5 | 1.03 | 0.102 | 1.76 | / |
| SO3 | 36.62 | / | / | / |
| LOI | 20.52 | / | / | / |
| W/B | Cement (kg/m3) | GBFS (kg/m3) | MPG (kg/m3) | SP (kg/m3) | Sand (kg/m3) | Gravel (kg/m3) | Water (kg/m3) | Compressive Strength (MPa) | ||
|---|---|---|---|---|---|---|---|---|---|---|
| 3 d | 7 d | 28 d | ||||||||
| 0.34 | 21.76 | 272 | 375.36 | 2.18 | 584 | 1037 | 59.97 | 17.6 | 29.1 | 42.5 |
| Mix ID | W/B | Binder (kg/m3) | Water (kg/m3) | IOT Sand (kg/m3) | IOT Gravel (kg/m3) | SP (kg/m3) | Compressive Strength (MPa) | Cost ($) | |
|---|---|---|---|---|---|---|---|---|---|
| 7 d | 28 d | ||||||||
| VO-90 | 0.90 | 90 | 81 | 1077 | 1317 | / | 1.52 | 1.66 | 15.7 |
| VO-130 | 0.90 | 130 | 117 | 1019 | 1245 | / | 3.35 | 3.54 | 17.4 |
| VO-170 | 0.90 | 170 | 153 | 958 | 1170 | / | 6.36 | 7.67 | 19.2 |
| VP-180 | 0.55 | 180 | 99 | 1008 | 1232 | 0.72 | 2.72 | 5.05 | 13.4 |
| VP-260 | 0.55 | 260 | 143 | 918 | 1123 | 1.04 | 8.03 | 14.40 | 14.0 |
| VP-340 | 0.55 | 340 | 187 | 829 | 1013 | 1.36 | 16.45 | 33.71 | 14.8 |
| PO-180 | 0.90 | 180 | 162 | 1310 | 798 | 1.44 | 10.67 | 12.29 | 20.7 |
| PO-220 | 0.90 | 220 | 198 | 1175 | 798 | 1.76 | 14.25 | 19.04 | 22.9 |
| PO-260 | 0.90 | 260 | 234 | 1045 | 798 | 2.08 | 25.10 | 32.86 | 25.0 |
| PP-180 | 0.55 | 180 | 99 | 1485 | 798 | 0.72 | 8.79 | 12.31 | 13.8 |
| PP-360 | 0.55 | 360 | 198 | 1055 | 798 | 1.44 | 22.78 | 37.48 | 16.3 |
| PP-440 | 0.55 | 440 | 242 | 865 | 798 | 1.76 | 32.12 | 47.74 | 17.4 |
| OP-390 | 0.50 | 390 | 195 | 556 | 1210 | 0.39 | 18.85 | 39.28 | 15.9 |
| OP-433 | 0.45 | 433 | 195 | 511 | 1210 | 0.87 | 21.97 | 42.34 | 17.0 |
| OP-488 | 0.40 | 487 | 195 | 456 | 1210 | 1.46 | 23.55 | 43.78 | 18.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, G.; Zhang, J.; Sun, H.; Shen, D.; Wu, Z.; An, X.; Meye, S.M.; Huang, Y. Application of Iron Ore Tailings and Phosphogypsum to Create Artificial Rockfills Used in Rock-Filled Concrete. Buildings 2022, 12, 555. https://doi.org/10.3390/buildings12050555
Han G, Zhang J, Sun H, Shen D, Wu Z, An X, Meye SM, Huang Y. Application of Iron Ore Tailings and Phosphogypsum to Create Artificial Rockfills Used in Rock-Filled Concrete. Buildings. 2022; 12(5):555. https://doi.org/10.3390/buildings12050555
Chicago/Turabian StyleHan, Guoxuan, Jingbin Zhang, Haojie Sun, Dejian Shen, Zhoutong Wu, Xuehui An, Serges Mendomo Meye, and Yongmou Huang. 2022. "Application of Iron Ore Tailings and Phosphogypsum to Create Artificial Rockfills Used in Rock-Filled Concrete" Buildings 12, no. 5: 555. https://doi.org/10.3390/buildings12050555