
Influence of Treatment Methods of Recycled Concrete Aggregate on Behavior of High Strength Concrete


Abstract
:1. Introduction
2. Significance of Research
3. Materials and Methods
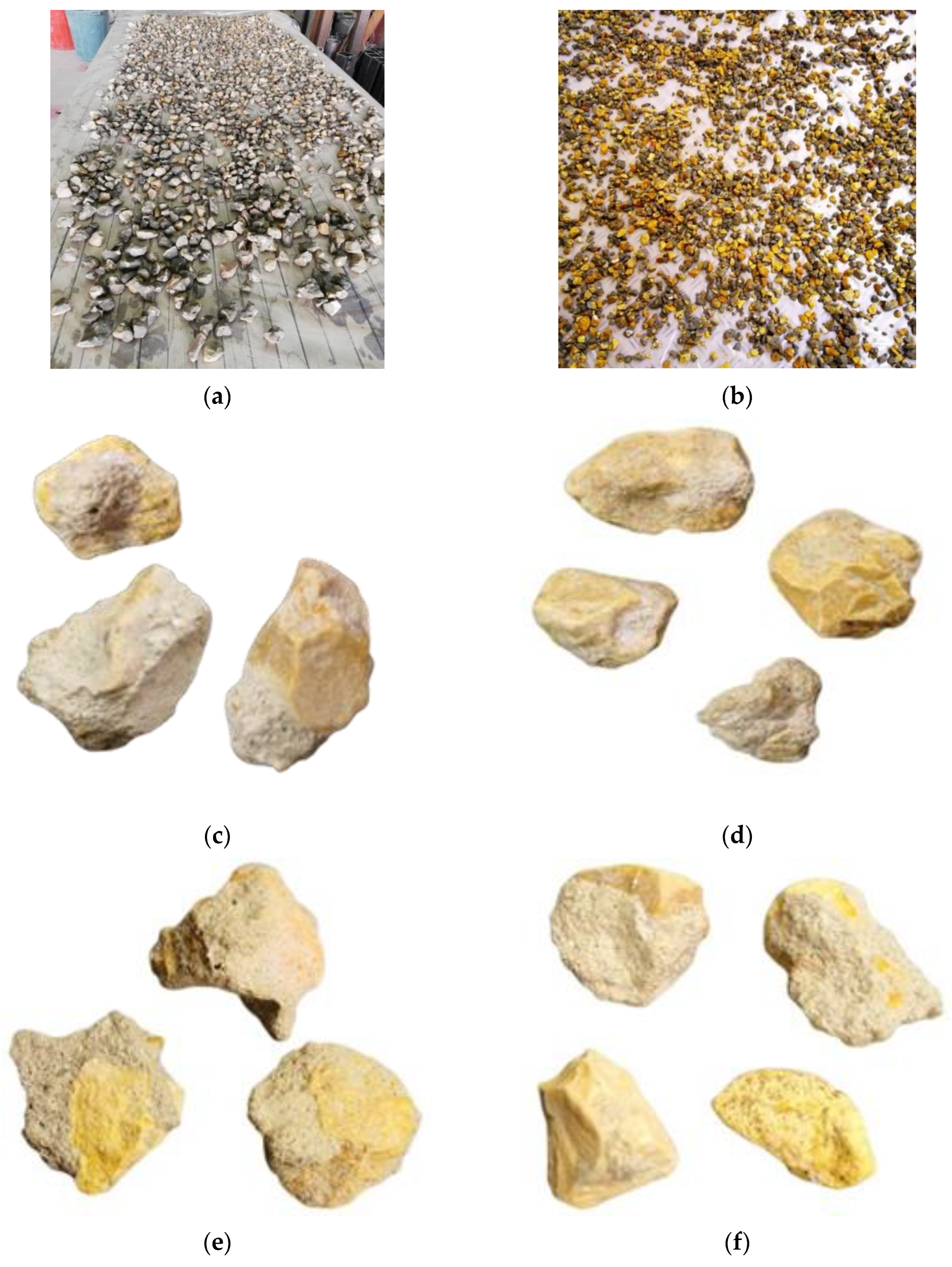
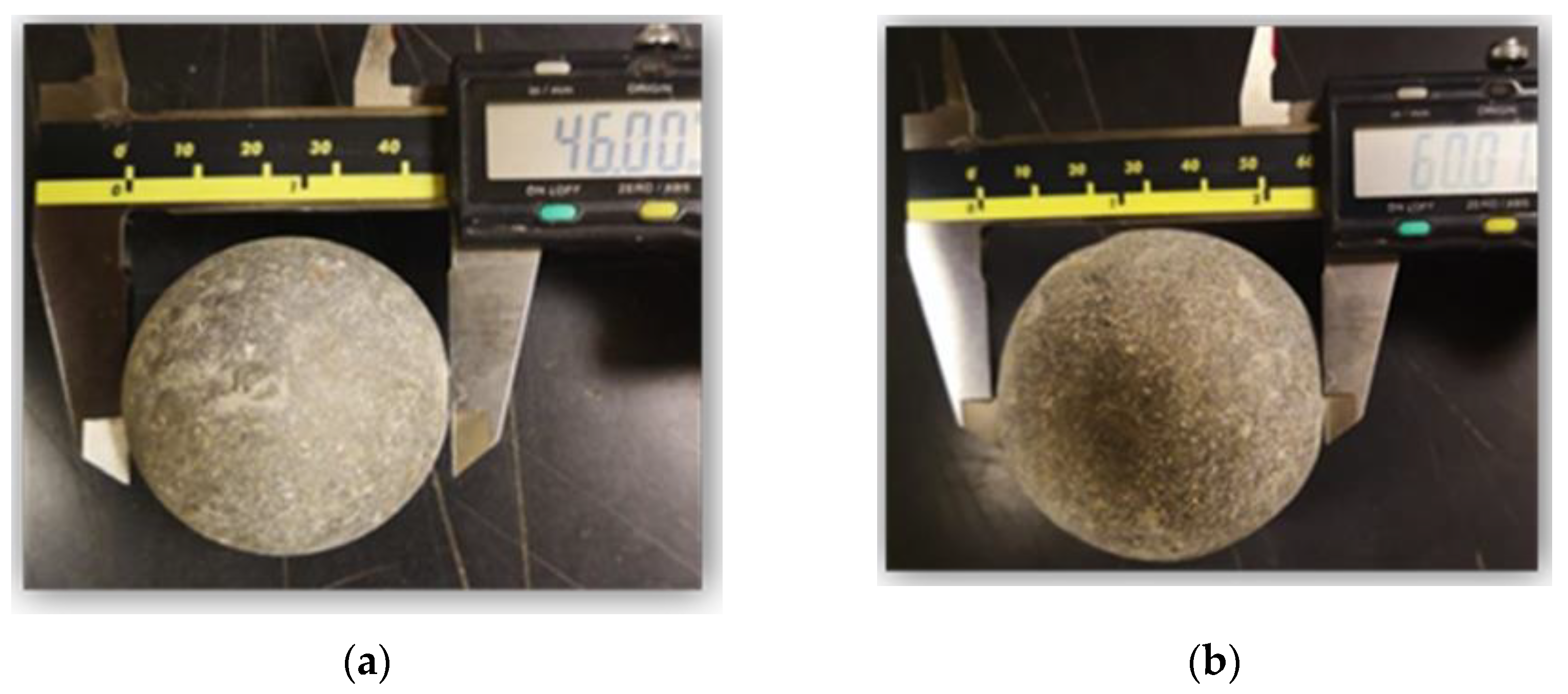
3.1. Recycled Concrete Aggregate (RCA)
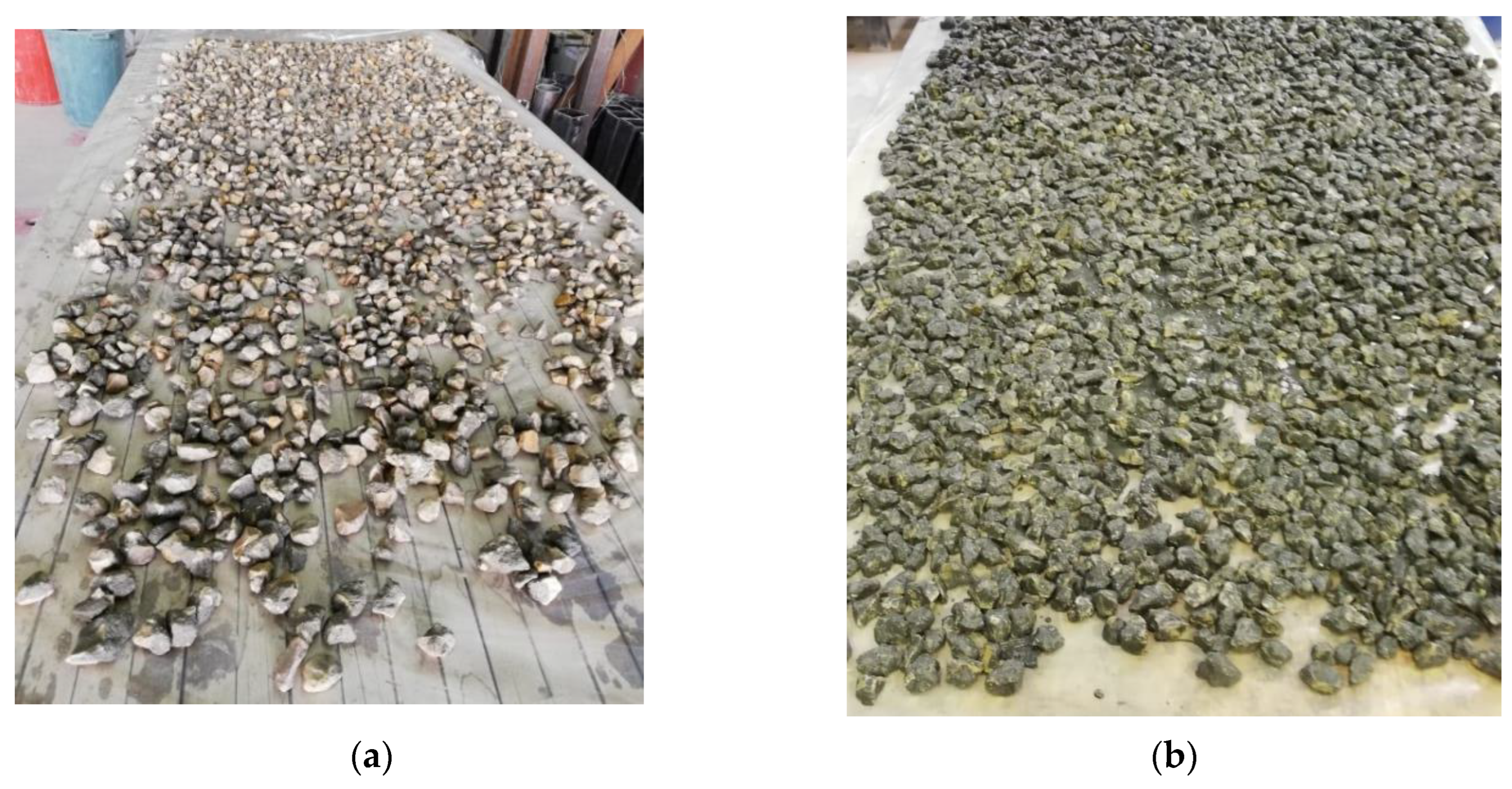
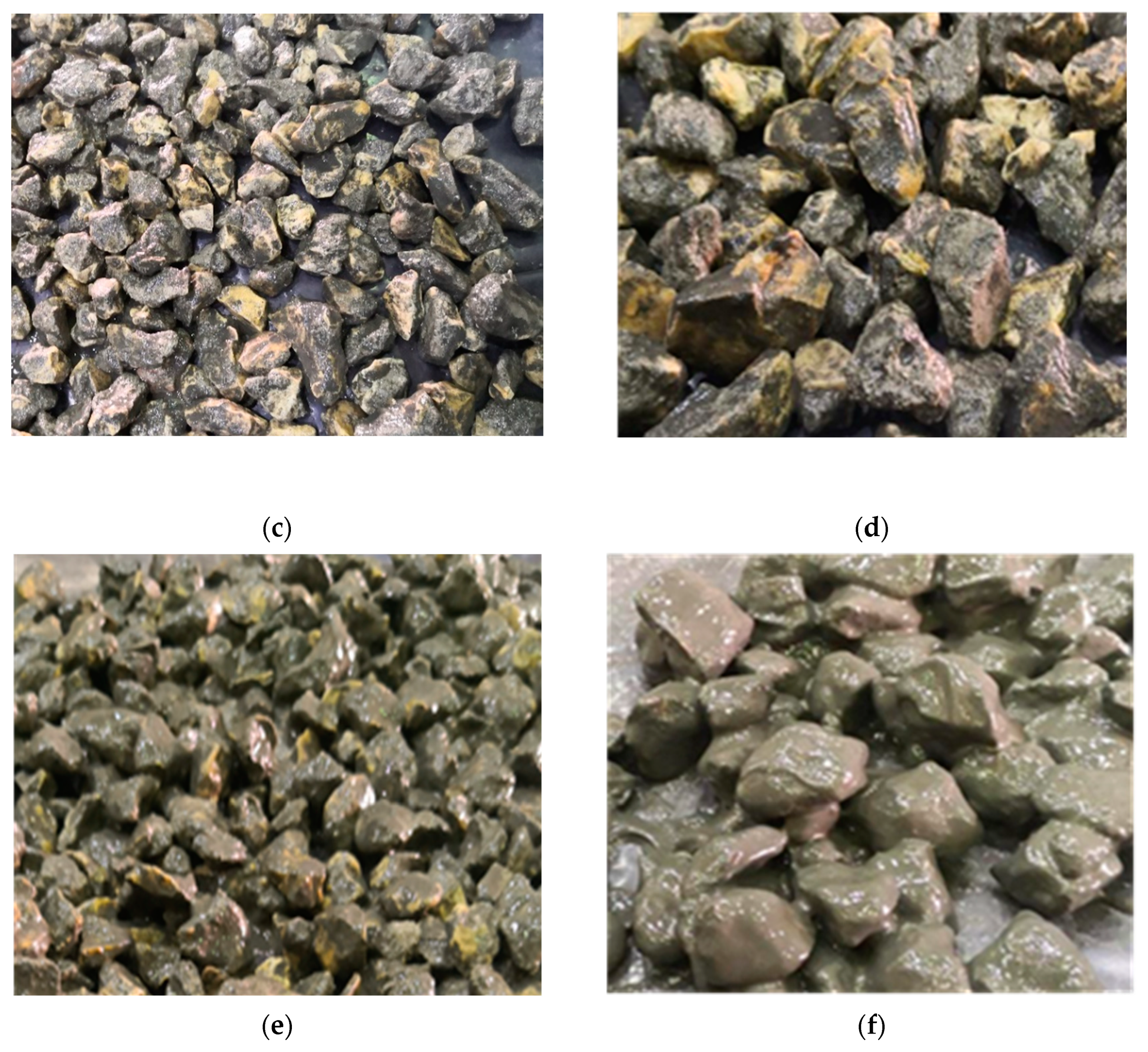
3.2. Treatment Procedures of RCA
3.3. Concrete Mixture Proportions
3.4. Specimens and Testing
4. Results and Discussion
4.1. Performance of Concrete Produced Using Untreated RCA
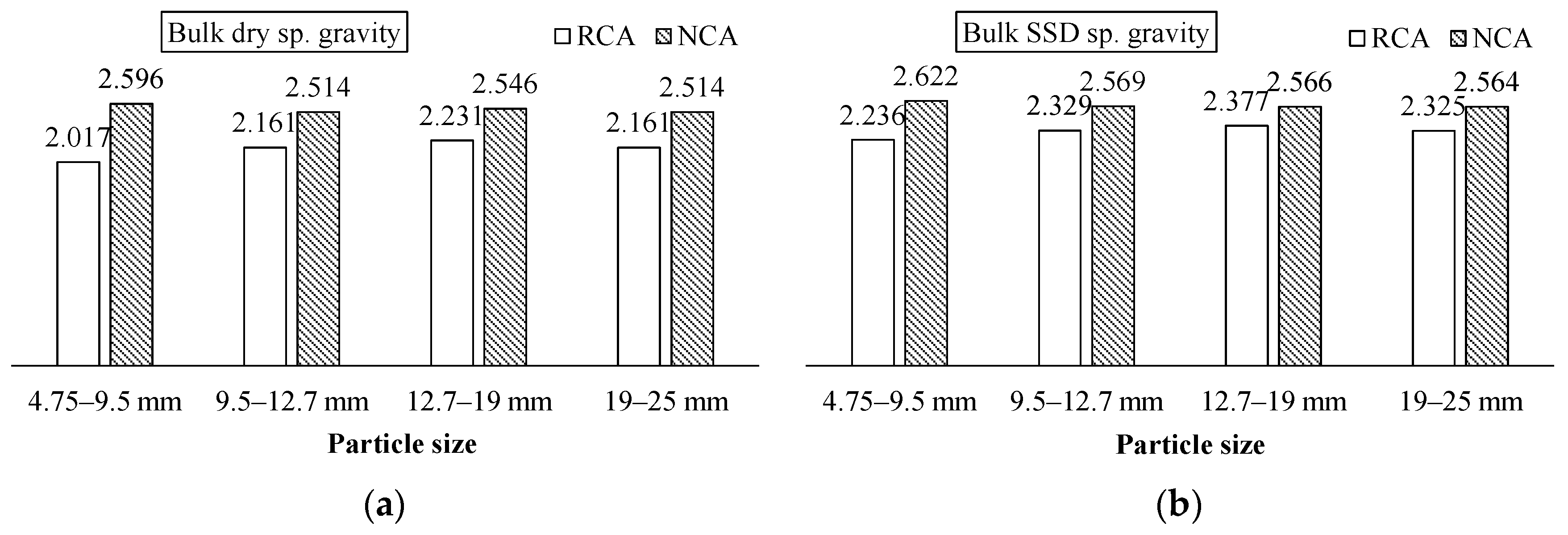
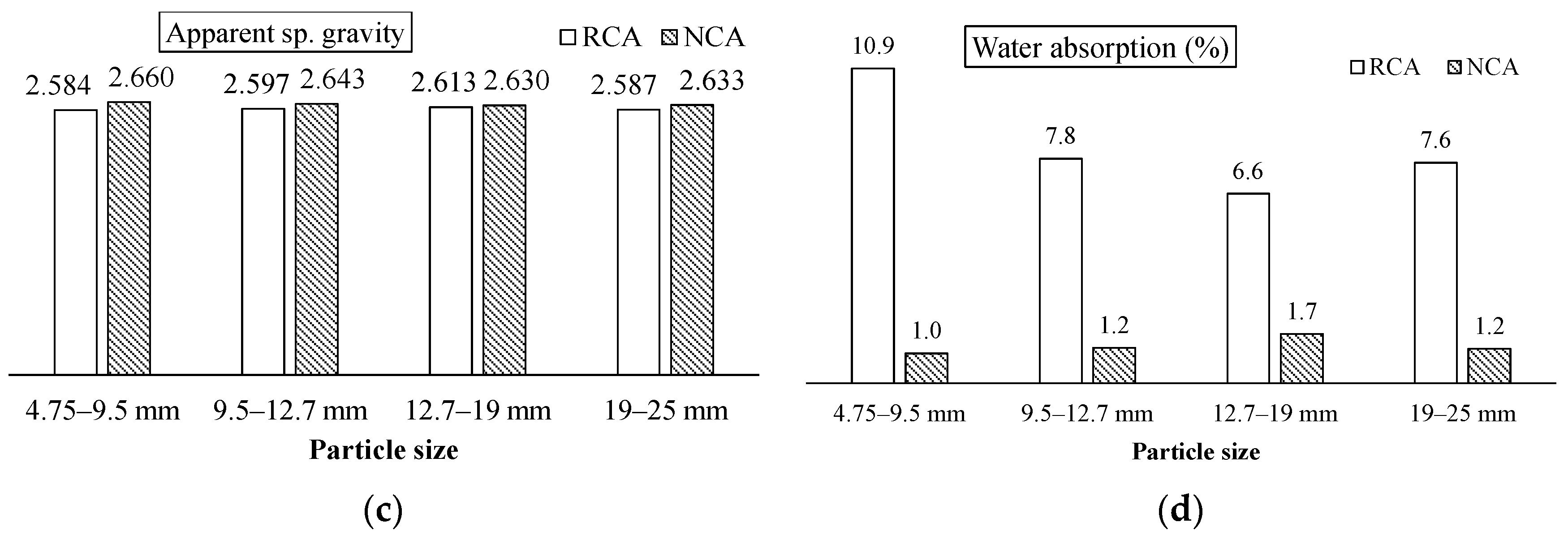
4.1.1. Characteristics of Recycled Concrete Aggregates (RCA)
4.1.2. Concrete Slump
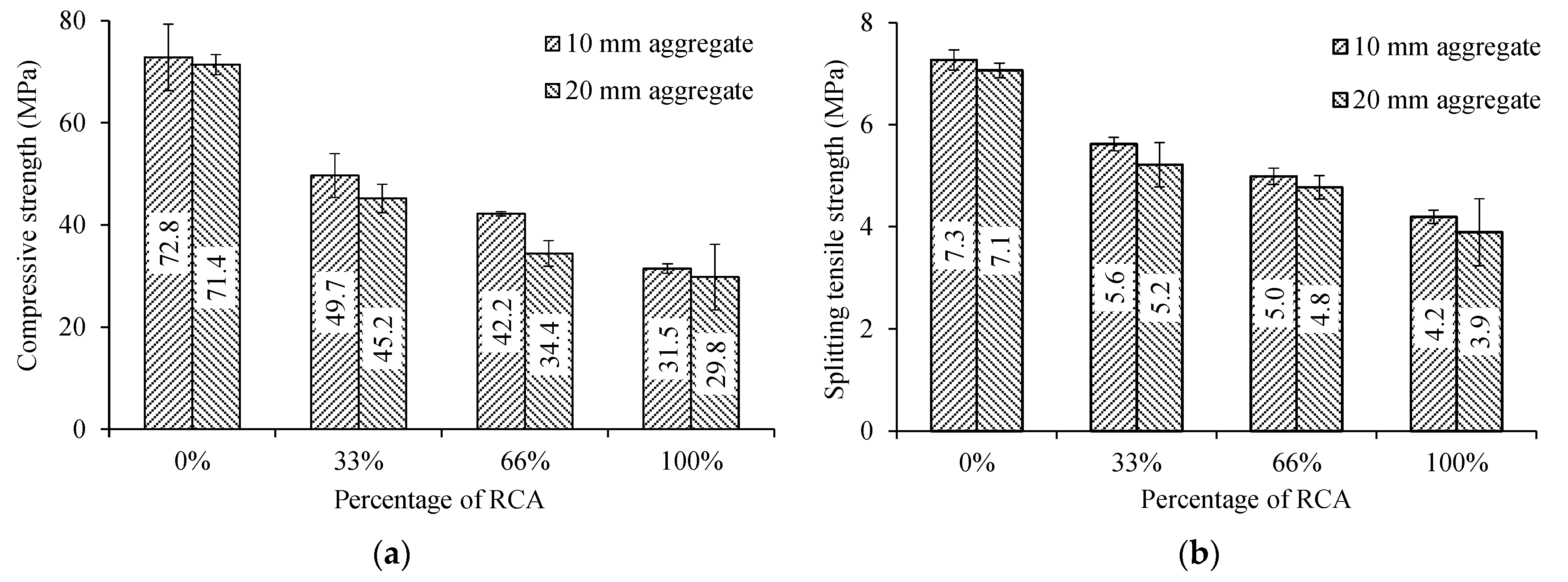
4.1.3. Compressive Strength
4.1.4. Splitting Tensile Strength
4.1.5. Water Absorption
4.2. Performance of Concrete Produced Using Treated RCA
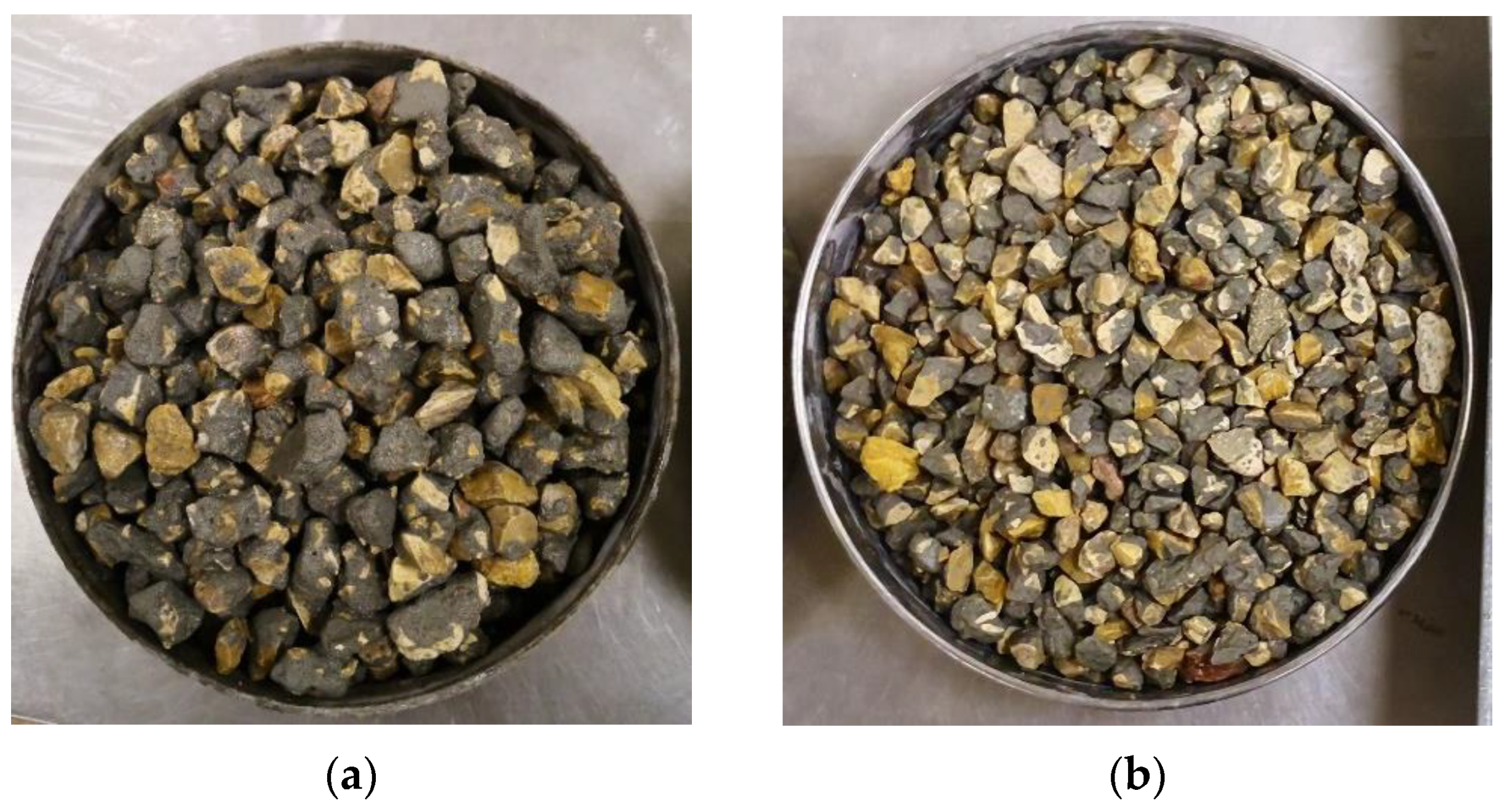
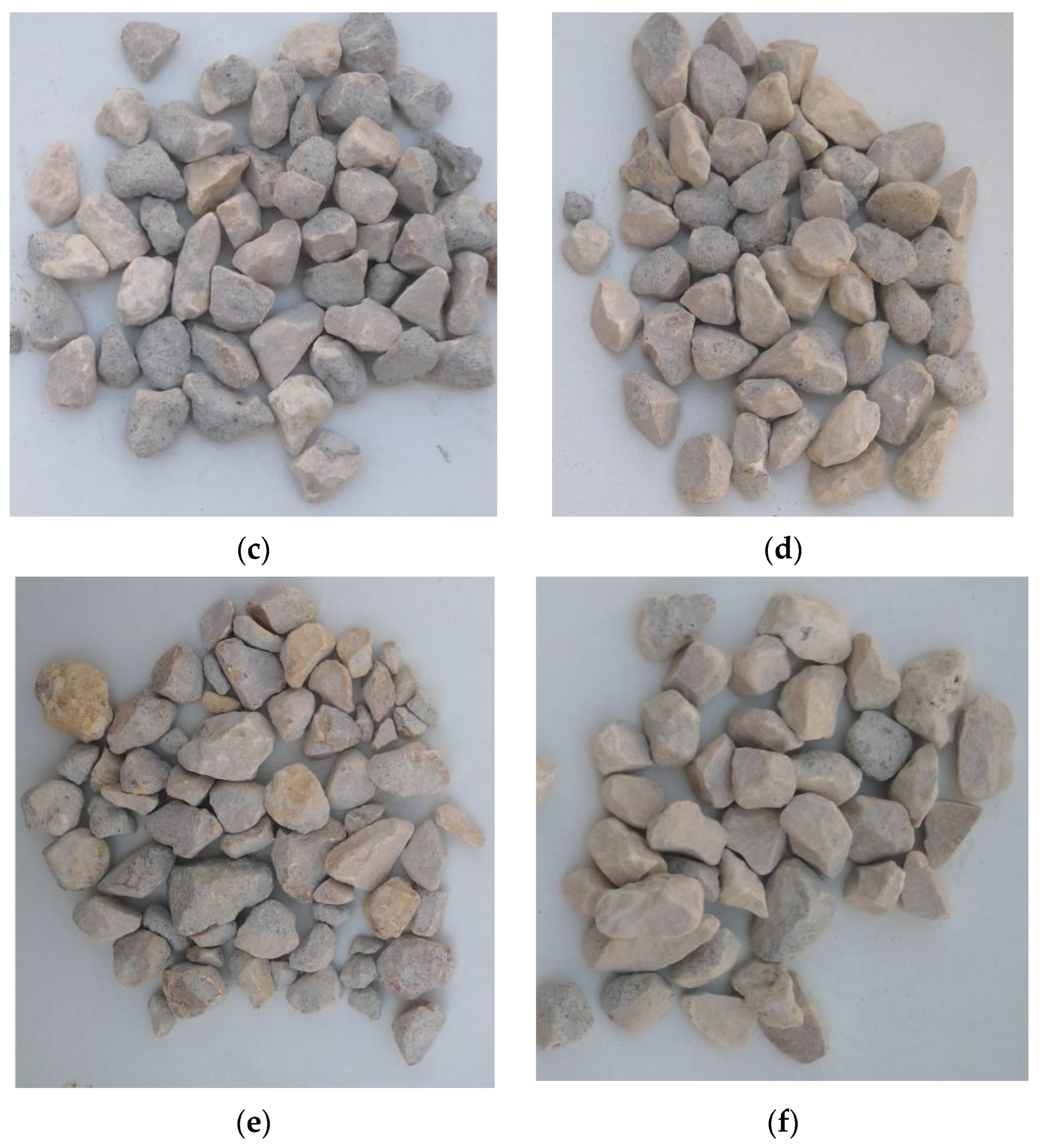
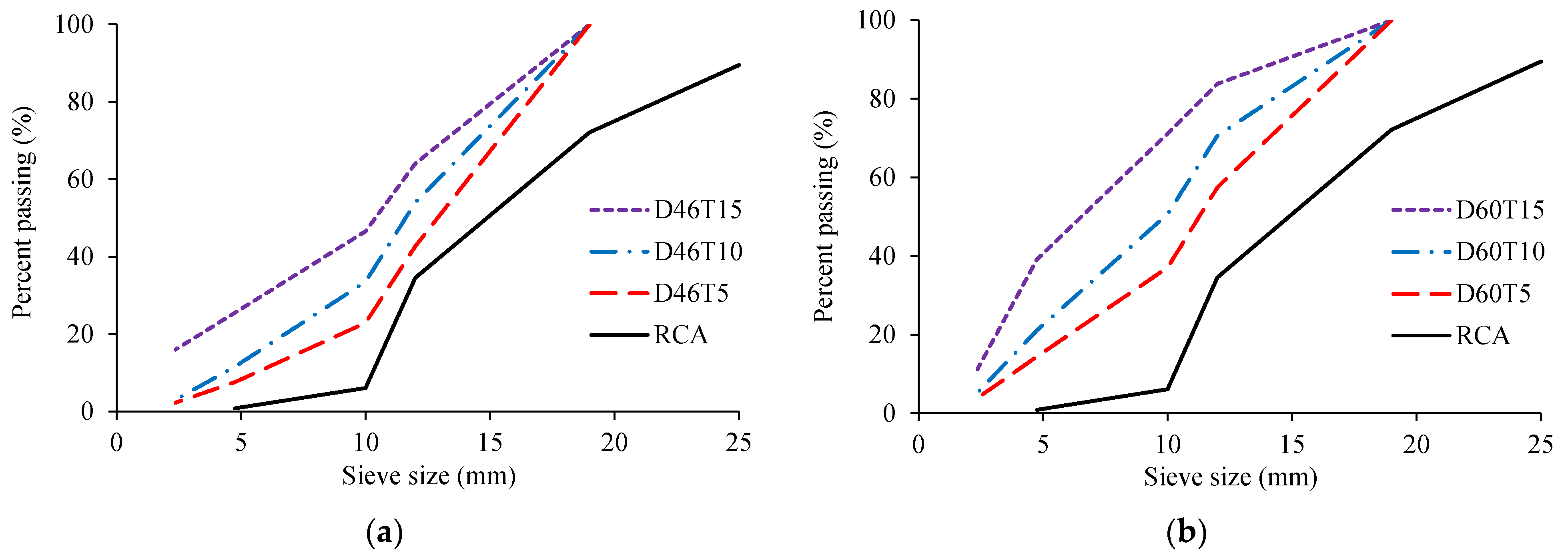
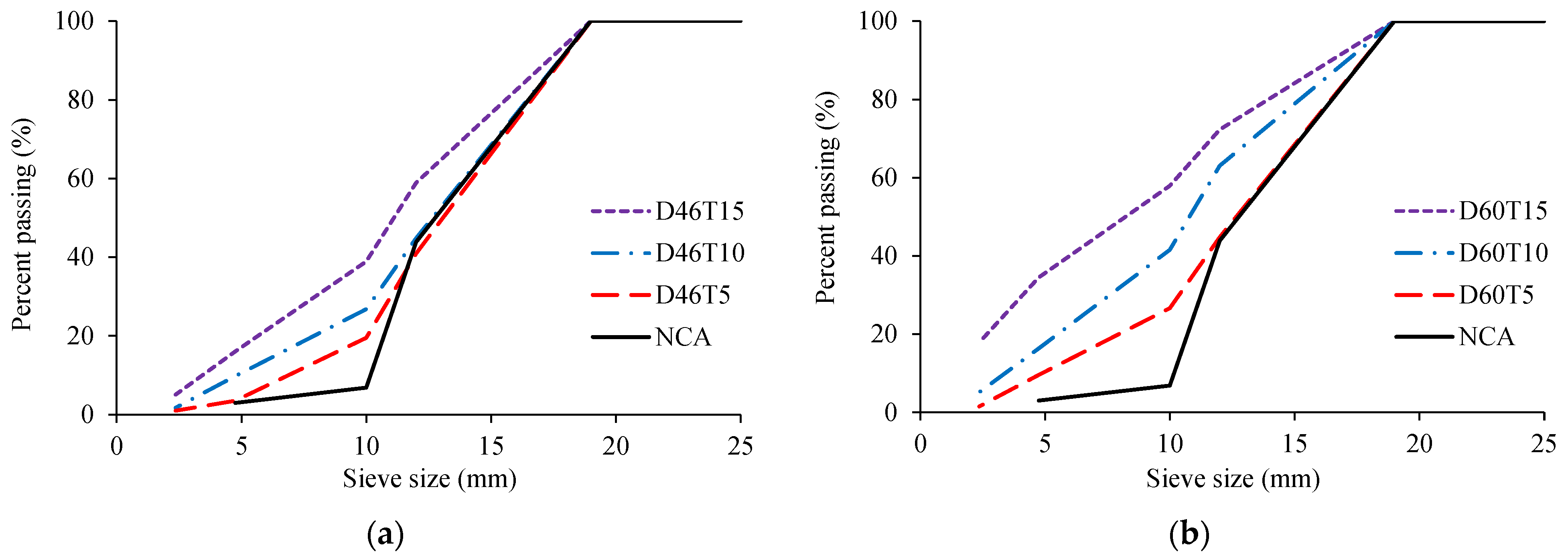
4.2.1. Characteristics of Recycled Concrete Aggregates (RCA)
RCA Treatment Method T1
RCA Treatment Method T2
RCA Treatment Method T3
4.2.2. Concrete Slump
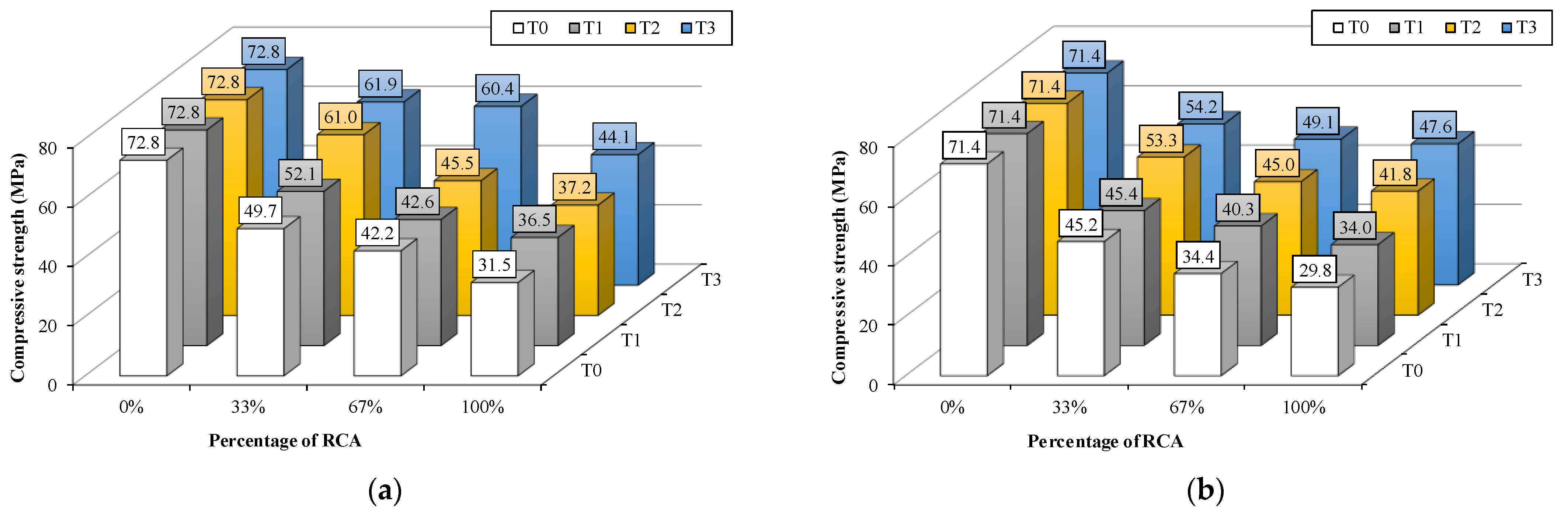
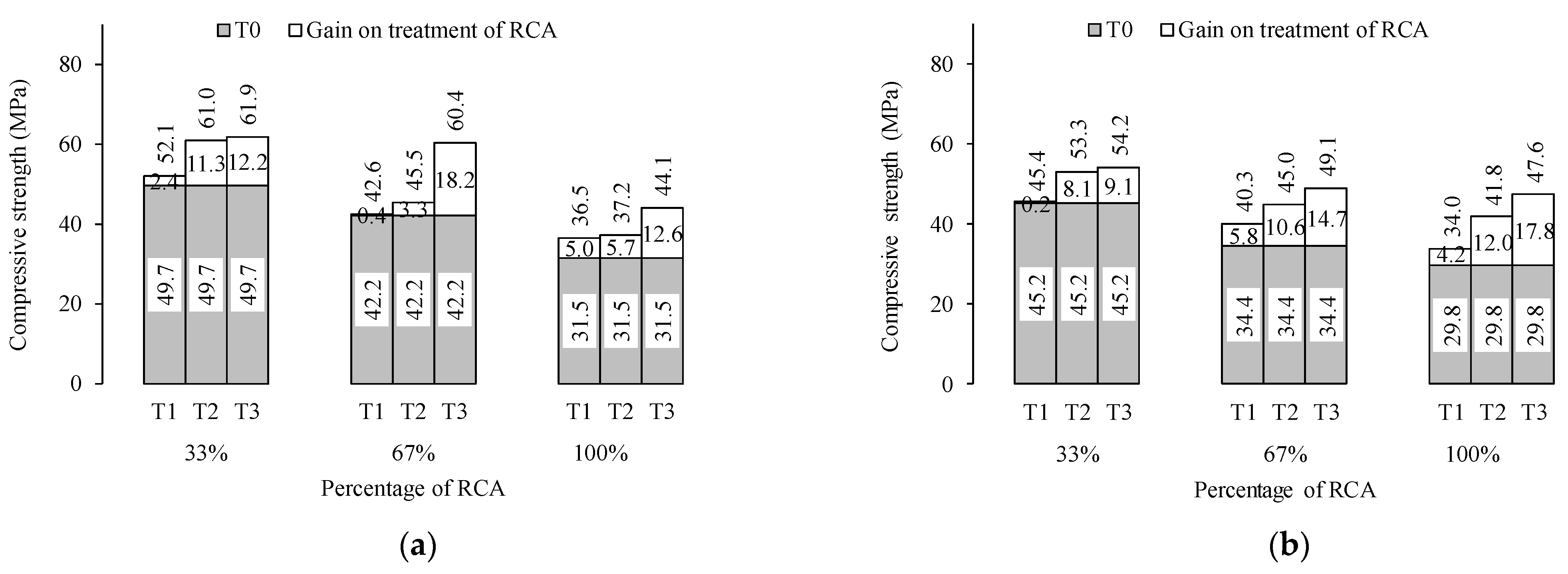
4.2.3. Compressive Strength
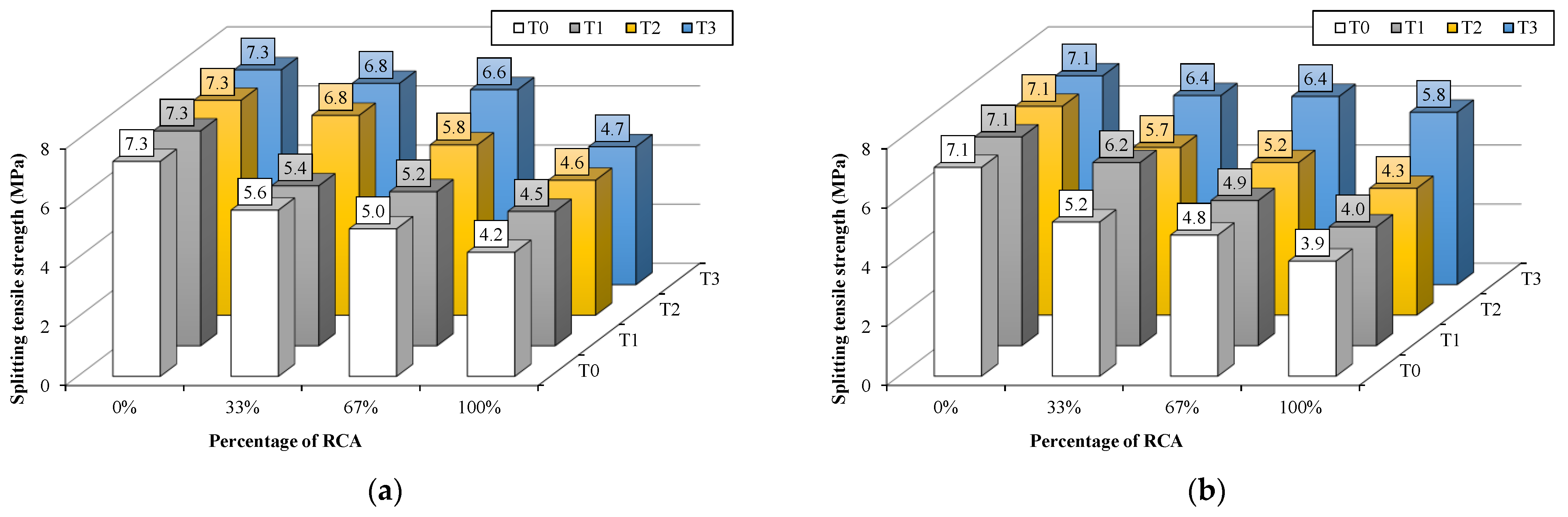
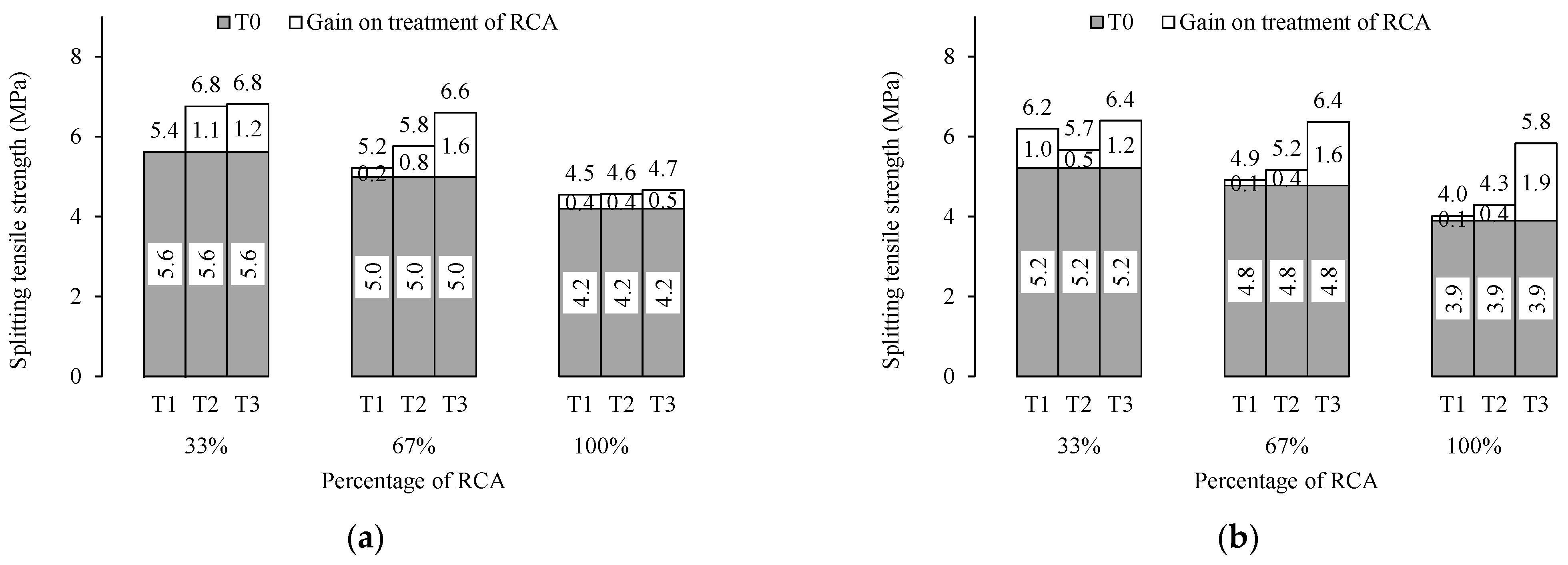
4.2.4. Splitting Tensile Strength
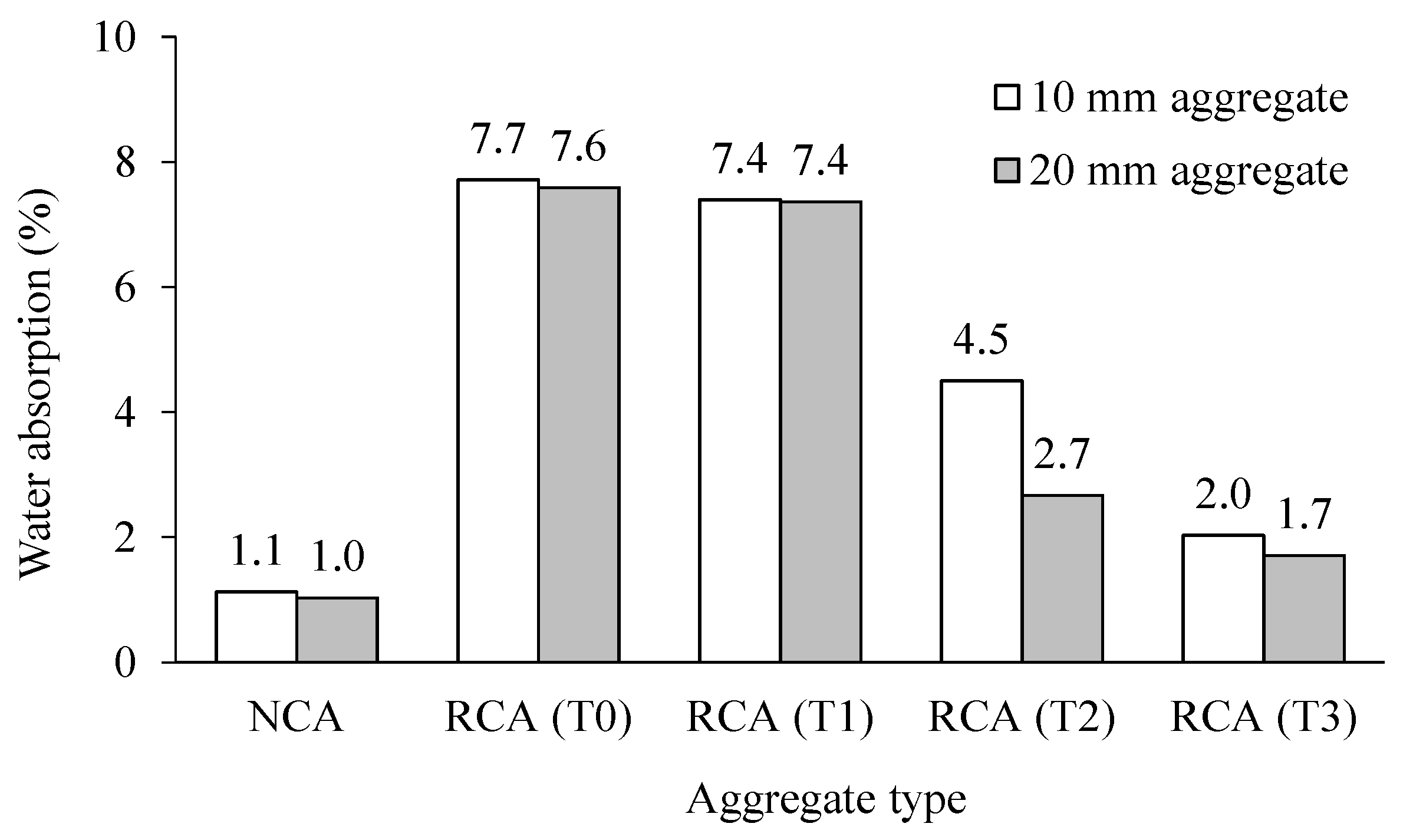
4.2.5. Water Absorption
5. Conclusions
- (i)
- The maximum size of aggregate appeared to have little effect on the fresh and hardened properties of concrete.
- (ii)
- As the level of untreated RCA replacement increased, the splitting tensile and compressive strengths of concrete decreased. The decrease in compressive strength was more significant (32% to 58%) than the tensile strength (23% to 42%). The tensile strength of RCA concrete was 9% to 12.5% of the compressive strength. The water absorption of untreated RCA concrete increased significantly, almost seven times more than the control specimens.
- (iii)
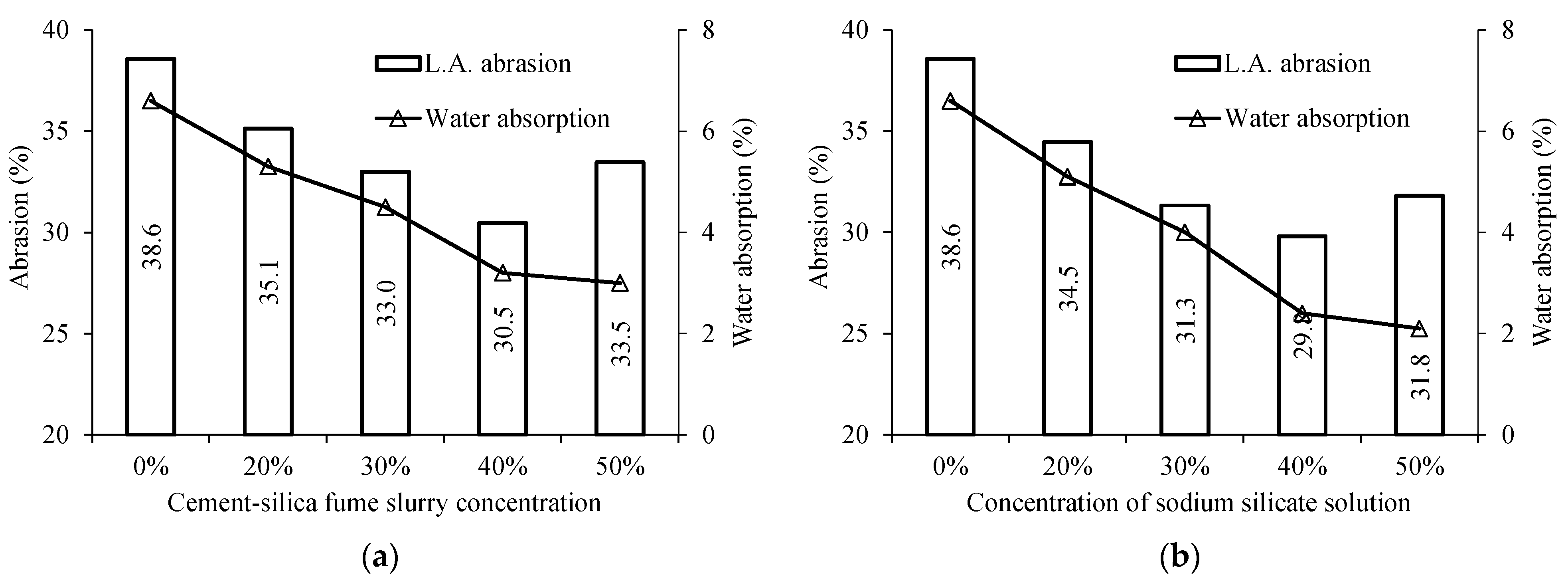
- The optimum solution concentration percentage for the sodium silicate and cement slurry treatments in terms of water absorption and mechanical abrasion was 40%, while the optimum ball size and duration for the LA abrasion treatment was 60-mm steel ball diameter and 5 min, respectively. For the treated RCA, the decrease in water absorption was more apparent with a bigger aggregate size of 20 mm.
- (iv)
- Although the slump value for the untreated concrete specimens was very low, especially at higher replacement levels, the RCA treatment methods increased the workability of concrete by 15% (for cement slurry immersion) to 35% (LA abrasion).
- (v)
- The improvement in the compressive strength for the LA abrasion treatment was more pronounced (20% to 60%) than those of the sodium silicate and cement slurry treatments. The improvement in the compressive strength was primarily due to the removal of the porous mortar from the RCA. Splitting tensile strength of treated RCA concrete showed almost a similar decreasing trend as compressive strength with the exception of a slightly slower rate of decline. The LA abrasion treatment of RCA caused a substantial drop in water absorption of concrete from 8% to 2%, irrespective of the aggregate size.
- (vi)
- The study shows that there is a potential for utilizing treated RCA in the production of HSC. However, further research is needed to investigate the structural behavior of this concrete.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Behera, M.; Bhattacharyya, S.K.; Minocha, A.K.; Deoliya, R.; Maiti, S. Recycled aggregate from C&D waste & its use in concrete–A breakthrough towards sustainability in construction sector: A review. Constr. Build. Mater. 2014, 68, 501–516. [Google Scholar]
- Miller, G. Running out of gravel and rock: But what is the true state of aggregates resources. Tor. Star 2005, 6, 1–2. [Google Scholar]
- Butler, L.; West, J.S.; Tighe, S.L. The effect of recycled concrete aggregate properties on the bond strength between RCA concrete and steel reinforcement. Cem. Concr. Res. 2011, 41, 1037–1049. [Google Scholar] [CrossRef]
- Meyer, C. The greening of the concrete industry. Cem. Concr. Compos. 2009, 31, e601–e605. [Google Scholar] [CrossRef]
- Gursel, A.P.; Masanet, E.; Horvath, A.; Stadel, A. Life-cycle inventory analysis of concrete production: A critical review. Cem. Concr. Compos. 2014, 51, e38–e48. [Google Scholar] [CrossRef]
- Prokopski, G.; Halbiniak, J. Interfacial transition zone in cementitious materials. Cem. Concr. Res. 2000, 30, 579–583. [Google Scholar] [CrossRef]
- Li, J. Study on Mechanical Behavior of Recycled Aggregate Concrete. Master’s Thesis, Tongji University, Shanghai, China, October 2004. [Google Scholar]
- Kou, S.C. Reusing Recycled Aggregates in Structural Concrete. Ph.D. Thesis, The Hong Kong Polytechnic University, Hong Kong, 2006. Available online: https://theses.lib.polyu.edu.hk/bitstream/200/538/1/b20592644.pdf (accessed on 10 April 2022).
- Nagataki, S.; Gokce, A.; Saeki, T.; Hisada, M. Assessment of recycling process induced damage sensitivity of recycled concrete aggregates. Cem. Concr. Res. 2004, 34, 965–971. [Google Scholar] [CrossRef]
- De Juan, M.S.; Gutiérrez, P.A. Study on the influence of attached mortar content on the properties of recycled concrete aggregate. Constr. Build. Mater. 2009, 23, 872–877. [Google Scholar] [CrossRef]
- Pandurangan, K.; Dayanithy, A.; Prakash, S.O. Influence of treatment methods on the bond strength of recycled aggregate concrete. Constr. Build. Mater. 2016, 120, 212–221. [Google Scholar] [CrossRef]
- Abbas, A.; Fathifazl, G.; Isgor, O.B.; Razaqpur, A.G.; Fournier, B.; Foo, S. Proposed method for determining the residual mortar content of recycled concrete aggregates. J. ASTM Int. 2007, 5, 1–12. [Google Scholar]
- Zoldners, N.G. Thermal properties of concrete under sustained elevated temperatures. Spec. Publ. 1971, 25, 1–32. [Google Scholar]
- Fathifazl, G. Structural Performance of Steel Reinforced Recycled Concrete Members. Ph.D. Thesis, Carleton University, Ottawa, Canada, January 2008. [Google Scholar]
- Movassaghi, R. Durability of Reinforced Concrete Incorporating Recycled Concrete as Aggregate (RCA). Master’s Thesis, University of Waterloo, Waterloo, Canada, 2006. Available online: https://uwspace.uwaterloo.ca/bitstream/handle/10012/2884/rmovassa2006.pdf?sequence=1&isAllowed=y (accessed on 10 April 2022).
- Piccinali, A.; Diotti, A.; Plizzari, G.; Sorlini, S. Impact of Recycled Aggregate on the Mechanical and Environmental Properties of Concrete: A Review. Materials 2022, 15, 1818. [Google Scholar] [CrossRef]
- Tabsh, S.W.; Abdelfatah, A.S. Influence of recycled concrete aggregates on strength properties of concrete. Constr. Build. Mater. 2009, 23, 1163–1167. [Google Scholar] [CrossRef]
- Xing, Z.; Zhou, Y. Basic behavior of recycled aggregate concrete. J. China Inst. Water Conserv. Hydroelectr. Power 1998, 2, 30–32. (In Chinese) [Google Scholar]
- Duan, Z.H.; Poon, C.S. Properties of recycled aggregate concrete made with recycled aggregates with different amounts of old adhered mortars. Mater. Des. 2014, 58, 19–29. [Google Scholar] [CrossRef]
- Rao, G.A.; Prasad, B.R. Influence of the roughness of aggregate surface on the interface bond strength. Cem. Concr. Res. 2002, 32, 253–257. [Google Scholar] [CrossRef]
- Andreu, G.; Miren, E. Experimental analysis of properties of high performance recycled aggregate concrete. Constr. Build. Mater. 2014, 52, 227–235. [Google Scholar] [CrossRef]
- Ajdukiewicz, A.; Kliszczewicz, A. Influence of recycled aggregates on mechanical properties of HS/HPC. Cem. Concr. Compos. 2002, 24, 269–279. [Google Scholar] [CrossRef]
- Ghorbani, S.; Sharifi, S.; Ghorbani, S.; Tam, V.W.; de Brito, J.; Kurda, R. Effect of crushed concrete waste’s maximum size as partial replacement of natural coarse aggregate on the mechanical and durability properties of concrete. Resour. Conserv. Recycl. 2019, 149, 664–673. [Google Scholar] [CrossRef]
- Chen, J.; Zhou, Y.; Yin, F. A Practical Equation for the Elastic Modulus of Recycled Aggregate Concrete. Buildings 2022, 12, 187. [Google Scholar] [CrossRef]
- Limbachiya, M.C.; Leelawat, T.; Dhir, R.K. Use of recycled concrete aggregate in high-strength concrete. Mater. Struct. 2000, 33, 574–580. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Effect of the quality of parent concrete on the properties of high performance recycled aggregate concrete. Constr. Build. Mater. 2015, 77, 501–508. [Google Scholar] [CrossRef]
- Kazmi, S.M.S.; Munir, M.J.; Wu, Y.F.; Patnaikuni, I.; Zhou, Y.; Xing, F. Influence of different treatment methods on the mechanical behavior of recycled aggregate concrete: A comparative study. Cem. Concr. Compos. 2019, 104, 103398. [Google Scholar] [CrossRef]
- Xuan, D.; Zhan, B.; Poon, C.S. Durability of recycled aggregate concrete prepared with carbonated recycled concrete aggregates. Cem. Concr. Compos. 2017, 84, 214–221. [Google Scholar] [CrossRef]
- Xuan, D.; Zhan, B.; Poon, C.S. Assessment of mechanical properties of concrete incorporating carbonated recycled concrete aggregates. Cem. Concr. Compos. 2016, 65, 67–74. [Google Scholar] [CrossRef]
- Ghosh, A.; Subbarao, C. Microstructural development in fly ash modified with lime and gypsum. J. Mater. Civ. Eng. 2001, 13, 65–70. [Google Scholar] [CrossRef]
- Tam, V.W.; Tam, C.M.; Le, K.N. Removal of cement mortar remains from recycled aggregate using pre-soaking approaches. Resour. Conserv. Recycl. 2007, 50, 82–101. [Google Scholar] [CrossRef] [Green Version]
- Katz, A. Treatments for the improvement of recycled aggregate. J. Mater. Civ. Eng. 2004, 16, 597–603. [Google Scholar] [CrossRef]
- Gjorv, O.E.; Sakai, K. (Eds.) Concrete Technology for a Sustainable Development in the 21st Century; CRC Press: Boca Raton, FL, USA, 1999. [Google Scholar]
- Bru, K.; Touzé, S.; Bourgeois, F.; Lippiatt, N.; Ménard, Y. Assessment of a microwave-assisted recycling process for the recovery of high-quality aggregates from concrete waste. Int. J. Miner. Process. 2014, 126, 90–98. [Google Scholar] [CrossRef] [Green Version]
- Tateyashiki, H.; Shima, H.; Matsumoto, Y.; Koga, Y. Properties of concrete with high quality recycled aggregate by heat and rubbing method. Proc. JCI 2001, 23, 61–66. [Google Scholar]
- Noguchi, T.; Kitagaki, R.; Nagai, H.; Tsujino, M. Completely recyclable concrete of aggregate-recovery type by using microwave heating technology. In Proceedings of the 2nd International RILEM Conference on Progress of Recycling in the Built Environment, Sao Paulo, Brazil, 2–4 December 2009; pp. 2–4. [Google Scholar]
- Purushothaman, R.; Amirthavalli, R.R.; Karan, L. Influence of treatment methods on the strength and performance characteristics of recycled aggregate concrete. J. Mater. Civ. Eng. 2015, 27, 04014168. [Google Scholar] [CrossRef]
- Tam, V.W.; Tam, C.M. Diversifying two-stage mixing approach (TSMA) for recycled aggregate concrete: TSMAs and TSMAsc. Constr. Build. Mater. 2008, 22, 2068–2077. [Google Scholar] [CrossRef] [Green Version]
- Li, J.; Xiao, H.; Zhou, Y. Influence of coating recycled aggregate surface with pozzolanic powder on properties of recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 1287–1291. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Enhancing the durability properties of concrete prepared with coarse recycled aggregate. Constr. Build. Mater. 2012, 35, 69–76. [Google Scholar] [CrossRef]
- Alqarni, A.S.; Abbas, H.; Al-Shwikh, K.M.; Al-Salloum, Y.A. Treatment of recycled concrete aggregate to enhance concrete performance. Constr. Build. Mater. 2021, 307, 124960. [Google Scholar] [CrossRef]
- Kalinowska-Wichrowska, K.; Pawluczuk, E.; Bołtryk, M.; Jimenez, J.R.; Fernandez-Rodriguez, J.M.; Suescum Morales, D. The Performance of Concrete Made with Secondary Products—Recycled Coarse Aggregates, Recycled Cement Mortar, and Fly Ash–Slag Mix. Materials 2022, 15, 1438. [Google Scholar] [CrossRef] [PubMed]
- Hamad, B.S.; Dawi, A.H. Sustainable normal and high strength recycled aggregate concretes using crushed tested cylinders as coarse aggregates. Case Stud. Constr. Mater. 2017, 7, 228–239. [Google Scholar] [CrossRef]
- Tamayo, P.; Pacheco, J.; Thomas, C.; de Brito, J.; Rico, J. Mechanical and durability properties of concrete with coarse recycled aggregate produced with electric arc furnace slag concrete. Appl. Sci. 2019, 10, 216. [Google Scholar] [CrossRef] [Green Version]
- Amario, M.; Rangel, C.S.; Pepe, M.; Toledo Filho, R.D. Optimization of normal and high strength recycled aggregate concrete mixtures by using packing model. Cem. Concr. Compos. 2017, 84, 83–92. [Google Scholar] [CrossRef]
- Sivakumar, N.; Muthukumar, S.; Sivakumar, V.; Gowtham, D.; Muthuraj, V. Experimental studies on high strength concrete by using recycled coarse aggregate. Int. J. Eng. Sci. 2014, 4, 27–36. [Google Scholar]
- Hassan, S.S. Effects of recycled concrete aggregate on some mechanical properties of high strength concrete. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Kerbala, Iraq, 26–27 March 2018; IOP Publishing: Kerbala, Iraq; Volume 433, p. 012033. [Google Scholar]
- Tayeh, B.A.; Al Saffar, D.M.; Alyousef, R. The utilization of recycled aggregate in high performance concrete: A review. J. Mater. Res. Technol. 2020, 9, 8469–8481. [Google Scholar] [CrossRef]
- Yu, L.; Huang, L.; Ding, H. Rheological and mechanical properties of ultra-high-performance concrete containing fine recycled concrete aggregates. Materials 2019, 12, 3717. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sadowska-Buraczewska, B.; Barnat-Hunek, D.; Szafraniec, M. Influence of recycled high-performance aggregate on deformation and load-carrying capacity of reinforced concrete beams. Materials 2020, 13, 186. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- ASTM C33/C33M-18; Standard Specification for Concrete Aggregates. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM C127-15; Standard Test Method for Relative Density (Specific Gravity) and Absorption of Coarse Aggregate. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM C131/C131M-20; Standard Test Method for Resistance to Degradation of Small-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles Machine. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C535-16; Standard Test Method for Resistance to Degradation of Large-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles Machine. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM C15 /C150M-20; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C494/C494M-19; Standard Specification for Chemical Admixtures for Concrete. ASTM International: West Conshohocken, PA, USA, 2019.
- ACI 211 Committee. Guide for Selecting Proportions for No-Slump Concrete Reported by ACI Committee 211; American Concrete Institute: Farmington Hills, MI, USA, 2002; Volume 2, pp. 1–26. [Google Scholar]
- ASTM C143/C143M-20; Standard Test Method for Slump of Hydraulic-Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2020.
- Ozbakkaloglu, T.; Gholampour, A.; Xie, T. Mechanical and durability properties of recycled aggregate concrete: Effect of recycled aggregate properties and content. J. Mater. Civ. Eng. 2018, 30, 04017275. [Google Scholar] [CrossRef]
- ASTM C39/C39M-20; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA,, 2020.
- ASTM C496/C496M-17; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2017.
- Silva, R.V.; De Brito, J.; Dhir, R.K. Tensile strength behaviour of recycled aggregate concrete. Constr. Build. Mater. 2015, 83, 108–118. [Google Scholar] [CrossRef]
- ASTM C1585-20; Standard Test Method for Measurement of Rate of Absorption of Water by Hydraulic-Cement Concretes. ASTM International: West Conshohocken, PA, USA, 2020.
- Dilbas, H.; Çakır, Ö.; Atiş, C.D. Experimental investigation on properties of recycled aggregate concrete with optimized Ball Milling Method. Constr. Build. Mater. 2019, 212, 716–726. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | RCA Substitution Percentages | |||
|---|---|---|---|---|
| 0% * | 33% | 66% | 100% | |
| W/C ratio | 0.25 | 0.25 | 0.25 | 0.25 |
| Cement (kg/m3) | 500 | 500 | 500 | 500 |
| Water (kg/m3) | 134 | 152 | 170 | 189 |
| Crushed limestone (kg/m3) | 1016 | 681 | 345 | 0.00 |
| Recycled concrete aggregate (kg/m3) | 0 | 335 | 671 | 1016 |
| Fine aggregate (kg/m3) | 832 | 832 | 832 | 832 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alqarni, A.S.; Abbas, H.; Al-Shwikh, K.M.; Al-Salloum, Y.A. Influence of Treatment Methods of Recycled Concrete Aggregate on Behavior of High Strength Concrete. Buildings 2022, 12, 494. https://doi.org/10.3390/buildings12040494
Alqarni AS, Abbas H, Al-Shwikh KM, Al-Salloum YA. Influence of Treatment Methods of Recycled Concrete Aggregate on Behavior of High Strength Concrete. Buildings. 2022; 12(4):494. https://doi.org/10.3390/buildings12040494
Chicago/Turabian StyleAlqarni, Ali S., Husain Abbas, Khattab M. Al-Shwikh, and Yousef A. Al-Salloum. 2022. "Influence of Treatment Methods of Recycled Concrete Aggregate on Behavior of High Strength Concrete" Buildings 12, no. 4: 494. https://doi.org/10.3390/buildings12040494