
Design of Structural Steel Components According to Manufacturing Possibilities of the Robot-Guided DED-Arc Process

Abstract
:1. Introduction
1.1. DED-Arc of Metallic Components in AMC
1.2. Design Methods for DED-Arc
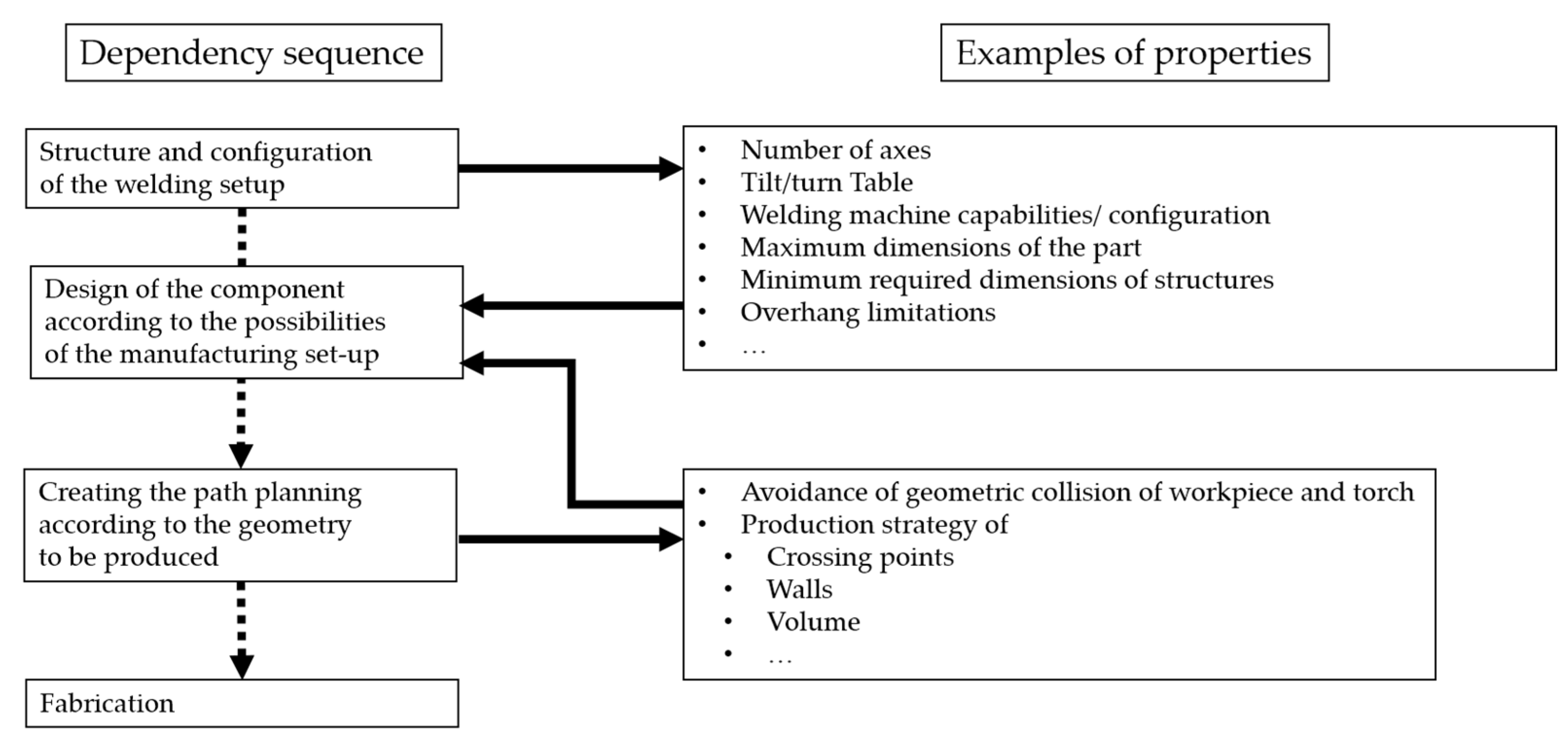
1.3. Manufacturing Strategies and Possibilities
2. Materials and Methods
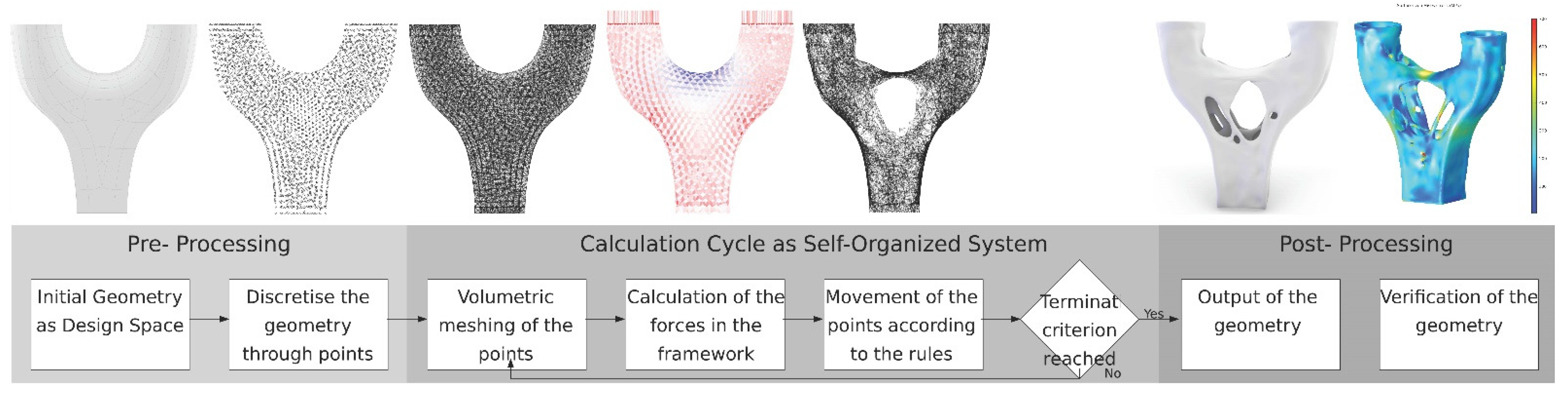
2.1. Self-Organizing System as Design Method for Structural Components
2.2. Application of a Self-Organized System for Force Flow Optimization
“Self-organization is a process in which pattern at the global level of a system emerges solely from numerous interactions among the lower-level components of the system. Moreover, the rules specifying interactions among the system’s components are executed using only local information, without reference to the global pattern.”[15] (p. 8)
“The treatment of chaotic systems has been derived from non-linear system theory. Chaotic systems are usually low-dimensional systems which are unpredictable, despite being deterministic. The reason being that the non-linear interaction among its components prohibits detailed analysis and prediction. Complex systems, on the other hand, have many degrees of freedom, mostly interacting in complicated ways. Complexity itself can be measured, notably there exist a number of complexity measures in computer science, but describing or measuring complexity is not enough to understand complex systems. The notion of emergence has been introduced in complex systems theory in order to explain the appearance of new qualitative features on the level of the entire system that where not present at the level of its components.”[16] (pp. 10–11)
2.3. The Use of a Self-Organizing Systems to Find the Shape of a Topologically Optimized Node in Steel Construction
2.4. Approach Description
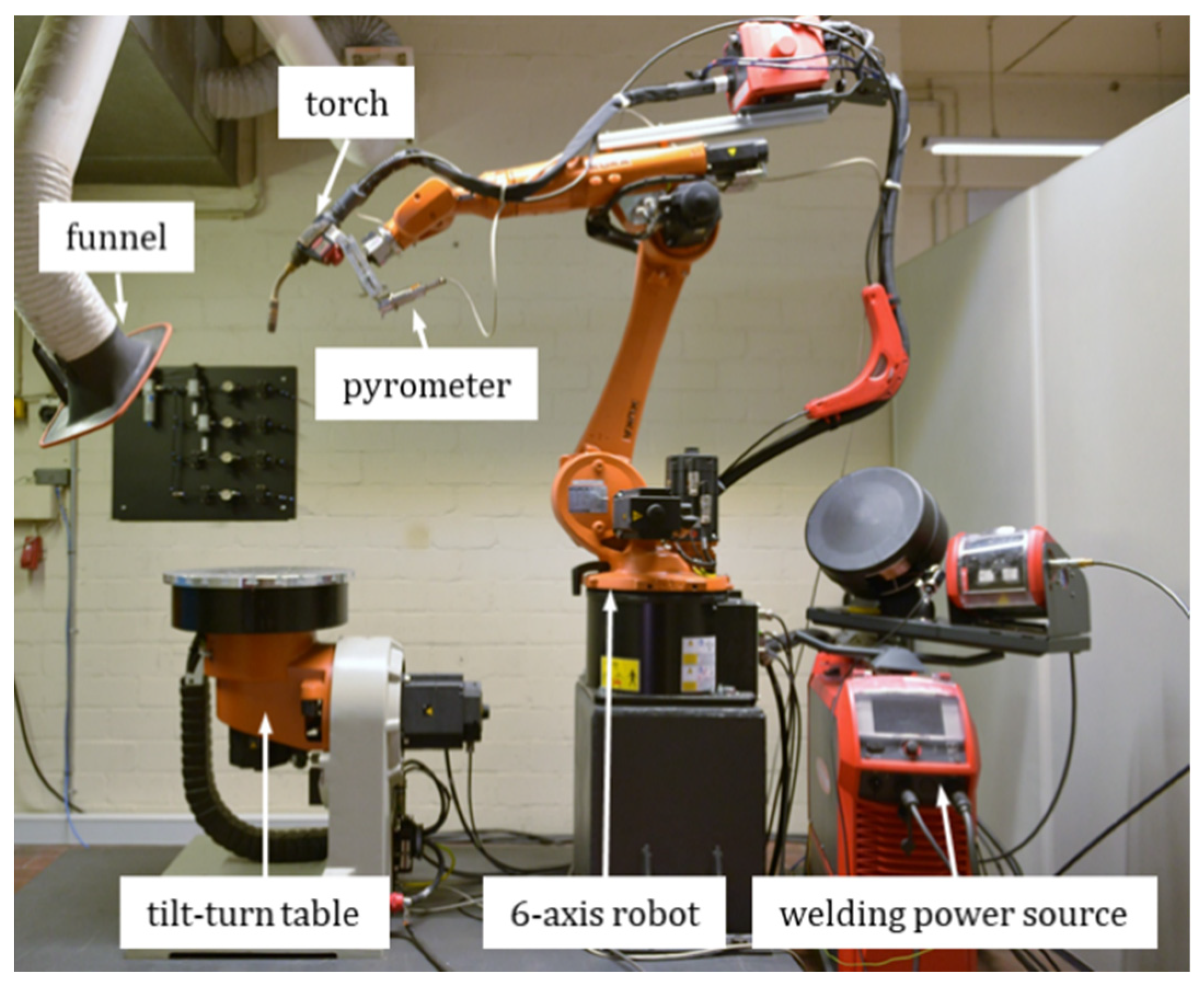
2.5. Wire Arc Additive Manufacturing
3. Results
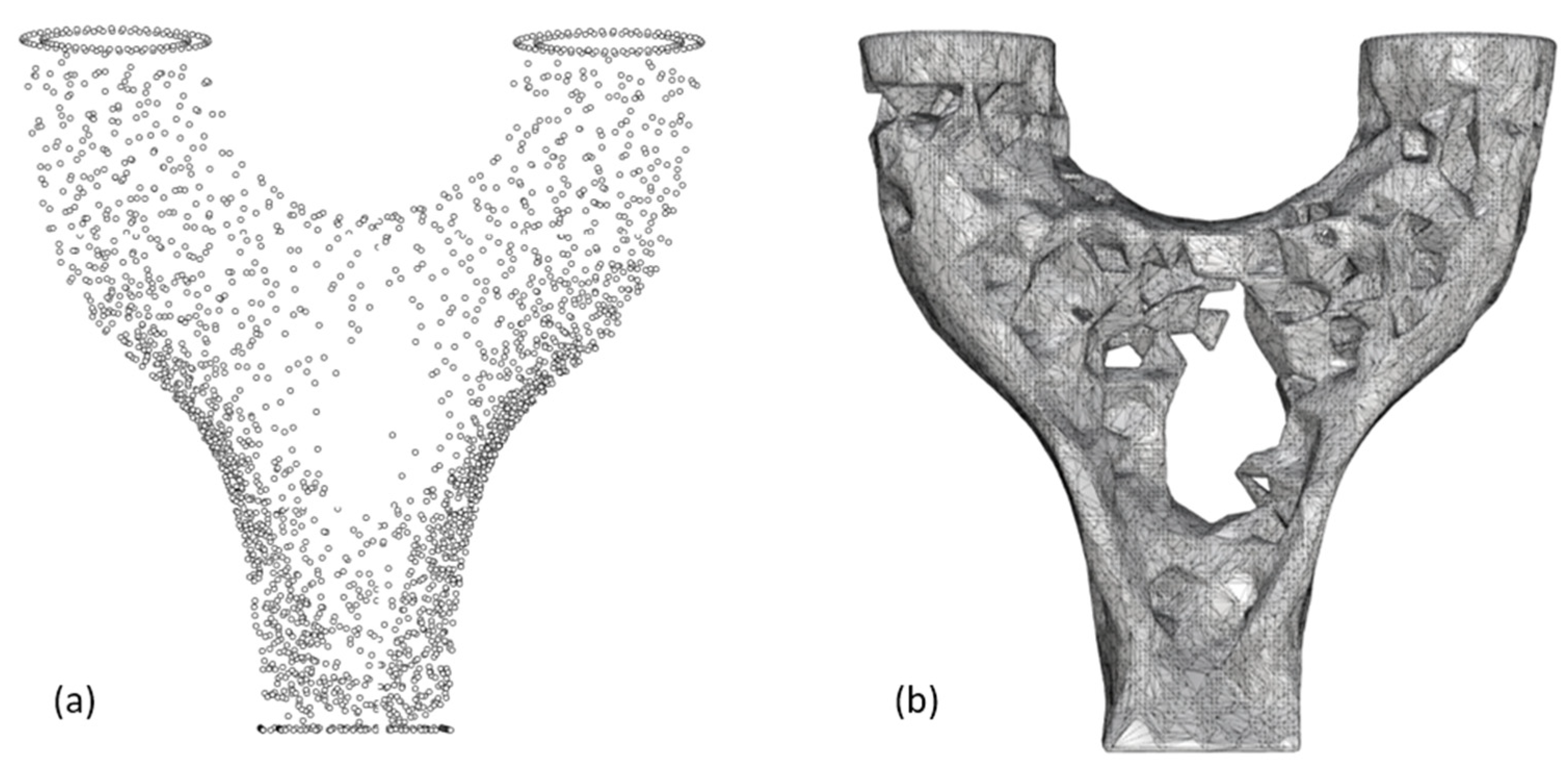
3.1. Initial Design of Nodal Connector
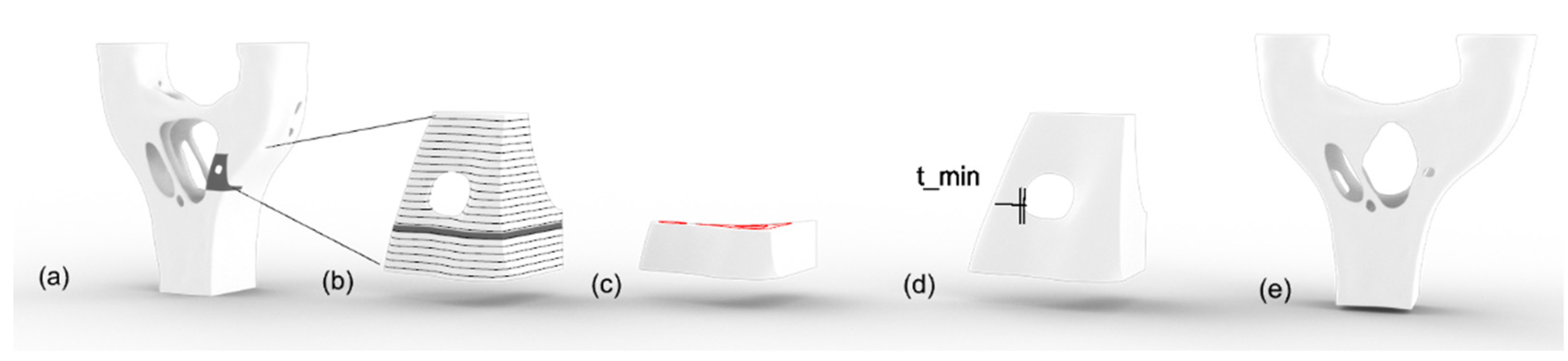
3.2. Deriving Manufacturing Restraints by the Fabrication of a Representative Detail of a Force Flow Structure
3.2.1. Minimal Wall Thickness
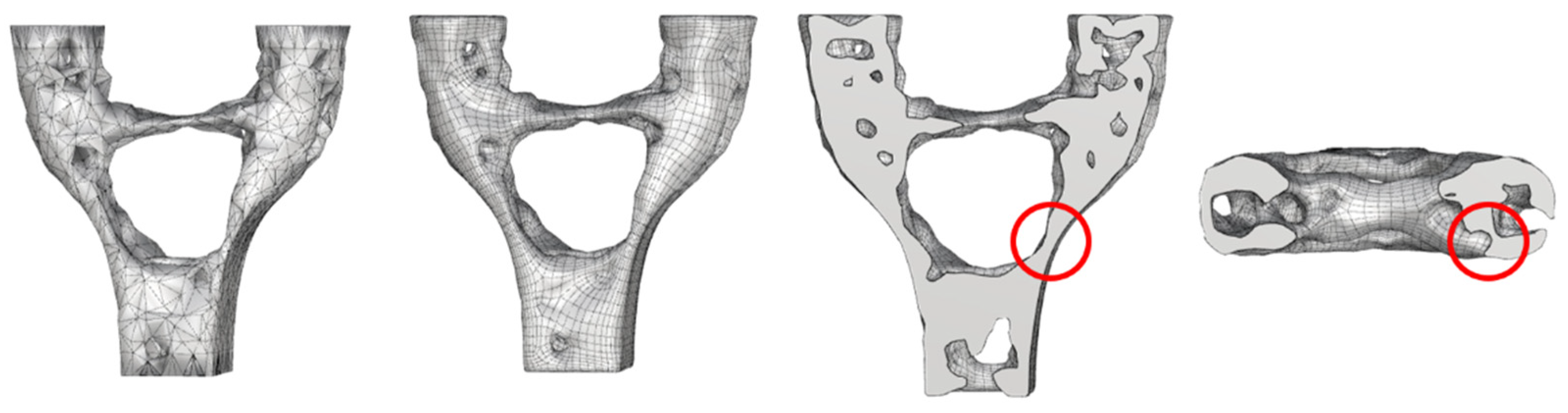
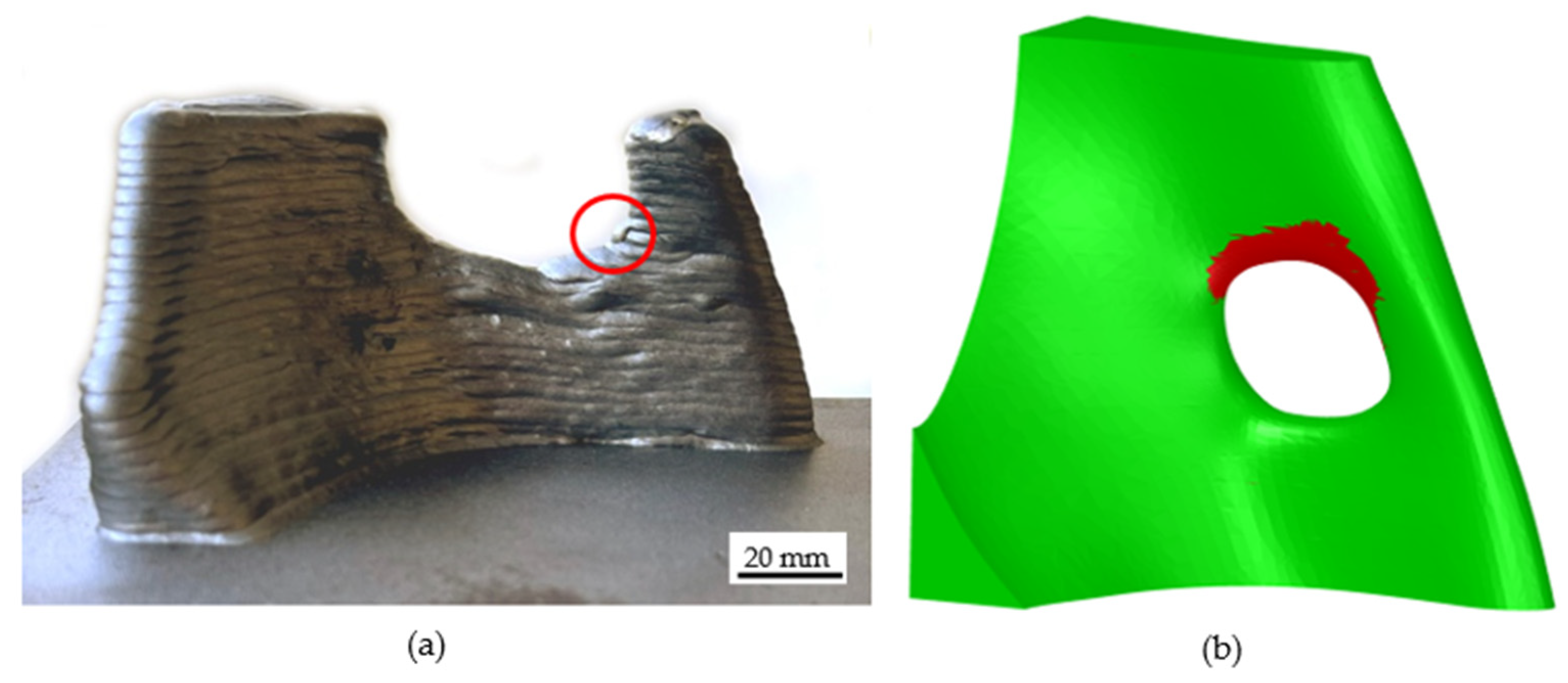
3.2.2. Overhang Parallel to Welding Direction
3.3. Iteration of Initial Design Considering Manufacturing Restraints
4. Conclusions and Recommendation
- It was shown that it is possible to create a mechanical optimized structure using self-organizing systems
- A method was presented where Case Study Demonstrators were used to investigate manufacturing issues. It was possible to determine the restrictions that the geometry must comply with in order to be producible for additive manufacturing by DED-arc.
- It was shown that with the presented method for generating the geometry, geometrical boundary conditions, such as the minimum thickness of the geometry, could be taken into account.
- Further boundary conditions such as the limitation of the overhang could not yet be successfully implemented with the presented method and are therefore still subject of research.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Buchanan, C.; Gardner, L. Metal 3D printing in construction: A review of methods, research, applications, opportunities and challenges. Eng. Struct. 2019, 180, 332–348. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. Wire-feed additive manufacturing of metal components: Technologies, developments and future interests. Int. J. Adv. Manuf. Technol. 2015, 81, 465–481. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Ding, D.; Shen, C.; Pan, Z.; Cuiuri, D.; Li, H.; Larkin, N.; van Duin, S. Towards an automated robotic arc-welding-based additive manufacturing system from CAD to finished part. Comput.-Aided Des. 2016, 73, 66–75. [Google Scholar] [CrossRef] [Green Version]
- Feucht, T.; Lange, J.; Erven, M. 3-D-Printing with Steel: Additive Manufacturing of Connection Elements and Beam Reinforcements. ce/papers 2019, 3, 343–348. [Google Scholar] [CrossRef]
- Reimann, J.; Henckell, P.; Ali, Y.; Hammer, S.; Rauch, A.; Hildebrand, J.; Bergmann, J.P. Production of Topology-optimised Structural Nodes Using Arc-based, Additive Manufacturing with GMAW Welding Process. J. Civ. Eng. Constr. 2021, 10, 101–107. [Google Scholar] [CrossRef]
- Rafieazad, M.; Ghaffari, M.; Vahedi Nemani, A.; Nasiri, A. Microstructural evolution and mechanical properties of a low-carbon low-alloy steel produced by wire arc additive manufacturing. Int. J. Adv. Manuf. Technol. 2019, 105, 2121–2134. [Google Scholar] [CrossRef]
- Bourlet, C.; Zimmer-Chevret, S.; Pesci, R.; Bigot, R.; Robineau, A.; Scandella, F. Microstructure and mechanical properties of high strength steel deposits obtained by Wire-Arc Additive Manufacturing. J. Mater. Process. Technol. 2020, 285, 116759. [Google Scholar] [CrossRef]
- Rodrigues, T.A.; Duarte, V.; Avila, J.A.; Santos, T.G.; Miranda, R.M.; Oliveira, J.P. Wire and arc additive manufacturing of HSLA steel: Effect of thermal cycles on microstructure and mechanical properties. Addit. Manuf. 2019, 27, 440–450. [Google Scholar] [CrossRef]
- Michel, F.; Lockett, H.; Ding, J.; Martina, F.; Marinelli, G.; Williams, S. A modular path planning solution for Wire + Arc Additive Manufacturing. Robot. Comput.-Integr. Manuf. 2019, 60, 1–11. [Google Scholar] [CrossRef]
- Ding, D.; Pan, Z.; Cuiuri, D.; Li, H. A practical path planning methodology for wire and arc additive manufacturing of thin-walled structures. Robot. Comput.-Integr. Manuf. 2015, 34, 8–19. [Google Scholar] [CrossRef] [Green Version]
- Blum, H. A Transformation for Extracting New Descriptions of Shape; MIT Press: Cambridge, MA, USA, 1967; pp. 362–380. [Google Scholar]
- Gershenson, C. A General Methodology for Designing Self-Organizing Systems. ECCO Work. Pap. 2005. [Google Scholar] [CrossRef]
- ASHBY, W.R. Principles of the self-organizing dynamic system. J. Gen. Psychol. 1947, 37, 125–128. [Google Scholar] [CrossRef] [PubMed]
- Camazine, S.; Bonabeau, E.; Deneubourg, J.-L.; Franks, N.R.; Theraula, G. Self-Organization in Biological Systems; Princeton University Press: Princeton, NJ, USA, 2001; ISBN 0691212929. [Google Scholar]
- Banzhaf, W. Self-organizing Systems. In Encyclopedia of Complexity and Systems Science; Springer: New York, NY, USA, 2009; pp. 8040–8050. [Google Scholar] [CrossRef]
- de Wolf, T.; Holvoet, T. Emergence Versus Self-Organisation: Different Concepts but Promising When Combined. In Engineering Self-Organising Systems; Hutchison, D., Kanade, T., Kittler, J., Kleinberg, J.M., Mattern, F., Mitchell, J.C., Naor, M., Nierstrasz, O., Pandu Rangan, C., Steffen, B., et al., Eds.; Springer: Berlin/Heidelberg, Germany, 2005; pp. 1–15. ISBN 978-3-540-26180-3. [Google Scholar]
- Atmanspacher, H. On Macrostates in Complex Multi-Scale Systems. Entropy 2016, 18, 426. [Google Scholar] [CrossRef] [Green Version]
- Edmonds, B. Complexity and Scientific Modelling. Found. Sci. 2000, 5, 379–390. [Google Scholar] [CrossRef]
- Plangger, J.; Schabhüttl, P.; Vuherer, T.; Enzinger, N. CMT Additive Manufacturing of a High Strength Steel Alloy for Application in Crane Construction. Metals 2019, 9, 650. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Average Current | 110 A |
| Average Voltage | 14.9 V |
| Wire feed speed | 3 m/min |
| Welding speed | 45 cm/min |
| Average energy input per unit length | 2.1 kJ/cm |
| Interpass temperature | 200 °C |
| Parameter | Value |
|---|---|
| Points | 2501 |
| Bars as elements | 17,000 |
| Iteration | 312 |
| Volume-Fraction | 0.3 |
| Mean compliance C | 0.00218 kNm |
| Parameter | Value |
|---|---|
| Points | 2501 |
| Bars as elements | 17,000 |
| Iteration | 312 |
| Volume-fraction | 0.3 |
| Mean compliance C | 0.00208 kNm |
| Min. thickness | 12.5 mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Müller, C.; Müller, J.; Kloft, H.; Hensel, J. Design of Structural Steel Components According to Manufacturing Possibilities of the Robot-Guided DED-Arc Process. Buildings 2022, 12, 2154. https://doi.org/10.3390/buildings12122154
Müller C, Müller J, Kloft H, Hensel J. Design of Structural Steel Components According to Manufacturing Possibilities of the Robot-Guided DED-Arc Process. Buildings. 2022; 12(12):2154. https://doi.org/10.3390/buildings12122154
Chicago/Turabian StyleMüller, Christoph, Johanna Müller, Harald Kloft, and Jonas Hensel. 2022. "Design of Structural Steel Components According to Manufacturing Possibilities of the Robot-Guided DED-Arc Process" Buildings 12, no. 12: 2154. https://doi.org/10.3390/buildings12122154