
Large-Scale 3D Printing for Construction Application by Means of Robotic Arm and Gantry 3D Printer: A Review




Abstract
:1. Introduction
2. Overview of 3DP in Construction
2.1. Methodology
2.2. Significance of 3DP in Construction
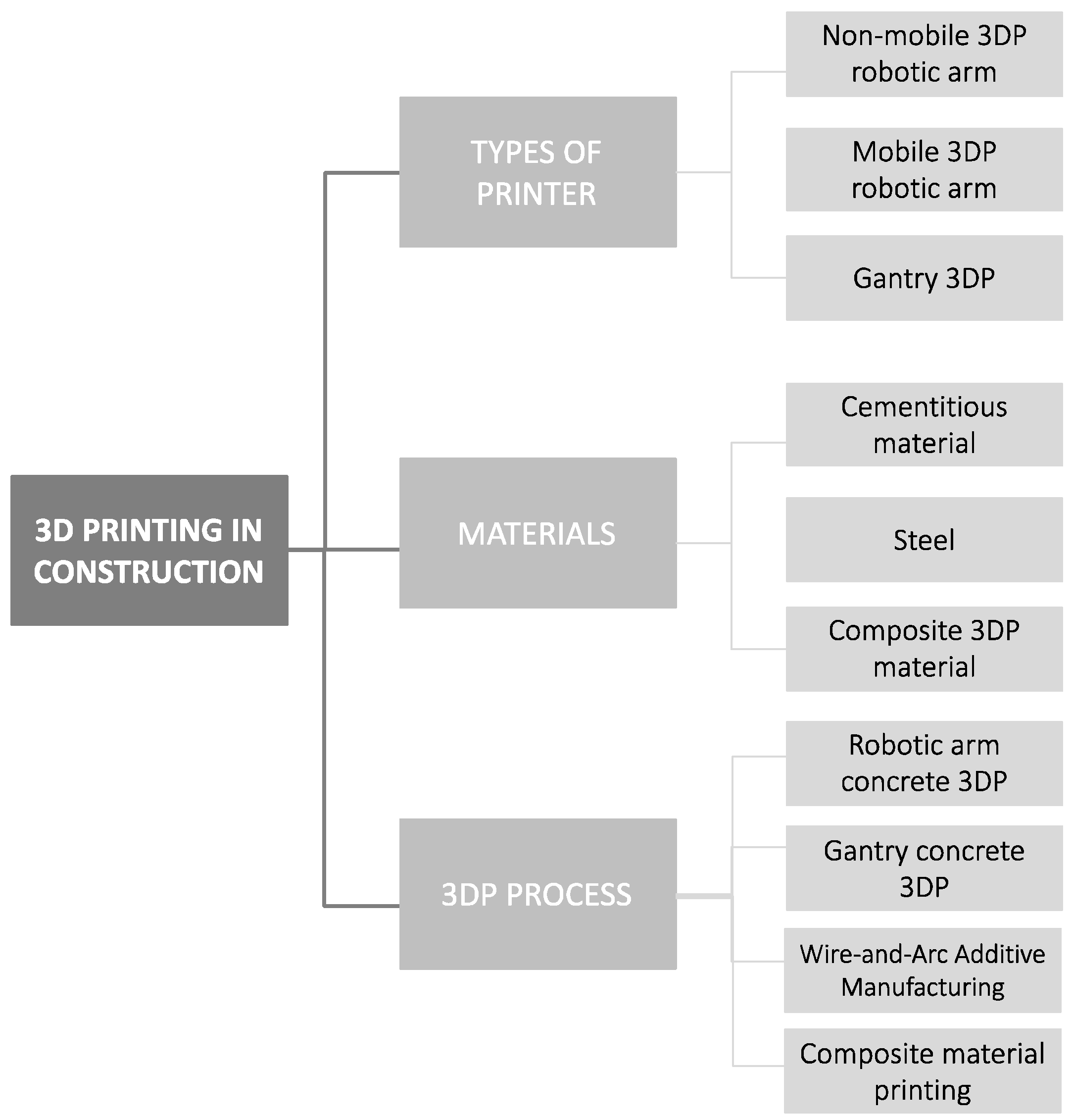
3. Types of Printers
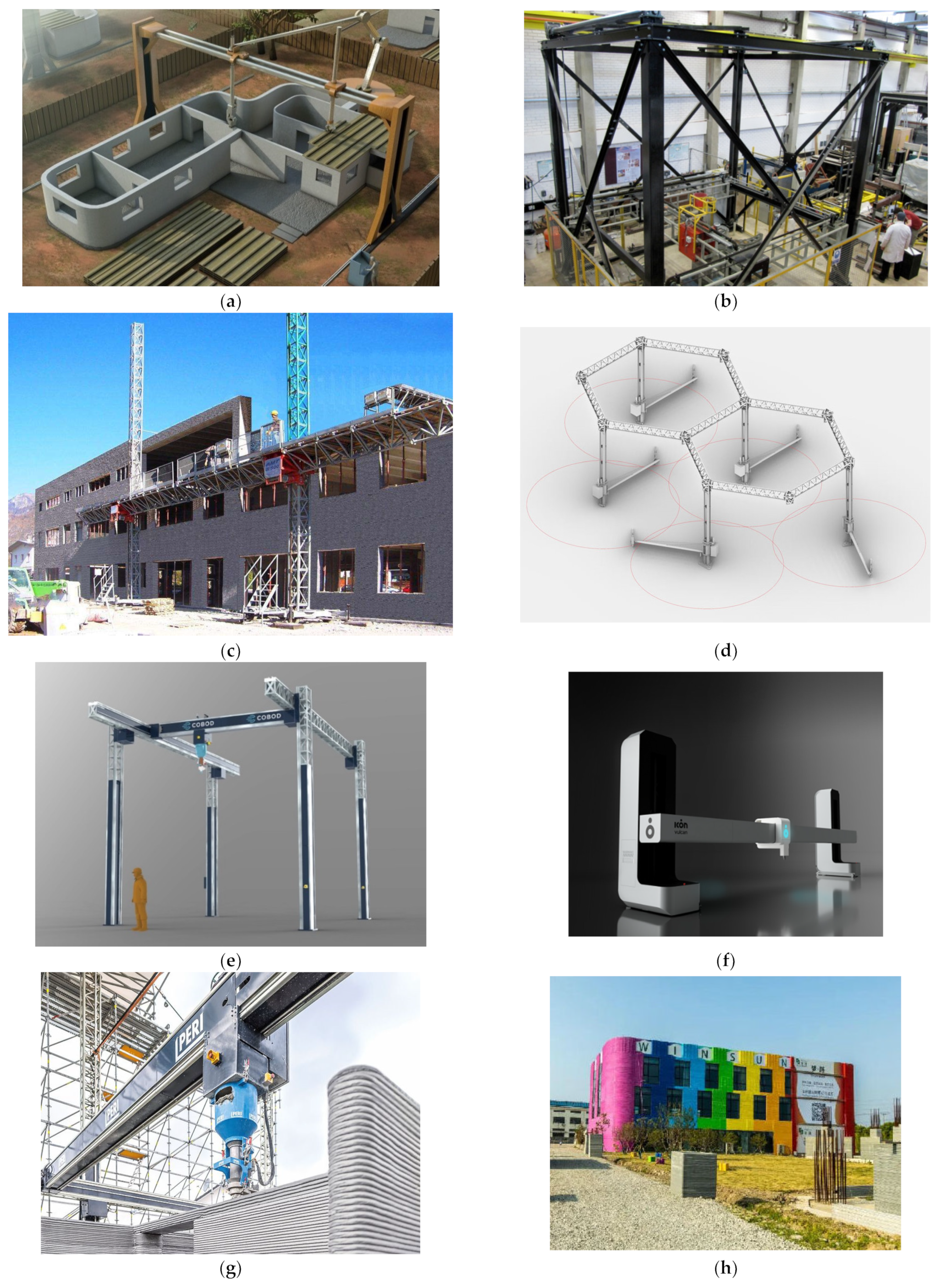
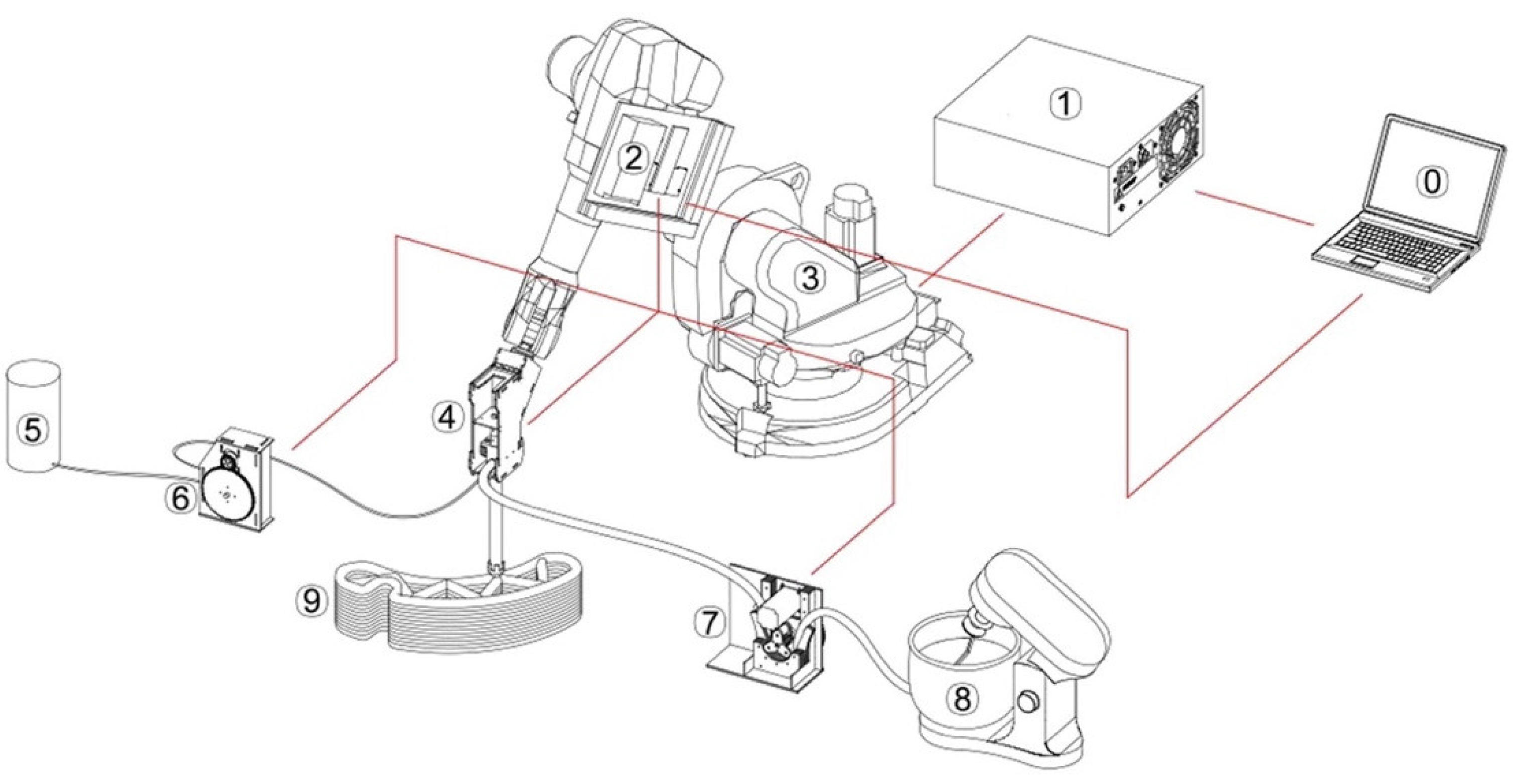
3.1. Robotic Arm Printing for Construction Application

3.2. Gantry Concrete 3D Printing for Construction Application

4. Materials
4.1. Cementitious Materials
- Extrudability—the ability of a material to be extruded through a nozzle with minimal energy consumption. It depends on yield stress, plastic viscosity, and the resistance of concrete to drainage/filtration of mixing water.
- Buildability is the ability of the formed layer of print material to maintain its geometry (shape and size) in a fresh and transient state under increasing load [85]. For this, the concrete for printing must exhibit sufficient static yield strength and curing rate during settling. In addition, the material must develop mechanical strength and plasticity modulus in accordance with the selected printing speed.
- Open time of 3D printed concrete—a limited period between the beginning of cement hydration and the moment when the mixture becomes too hard for extrusion [86].
- it is continuously and effortlessly extruded for a long time;
- it is buildable to the design height, taking into account the economic viability of the intended purpose;
- it has a sufficiently high compressive and flexural strength, also considering the intended purpose.
4.2. Wire-and-Arc AM
4.3. Composite 3D Printing Materials
5. Three-Dimensional Printing Process
5.1. Robotic Arm Concrete 3D Printing for Construction Application
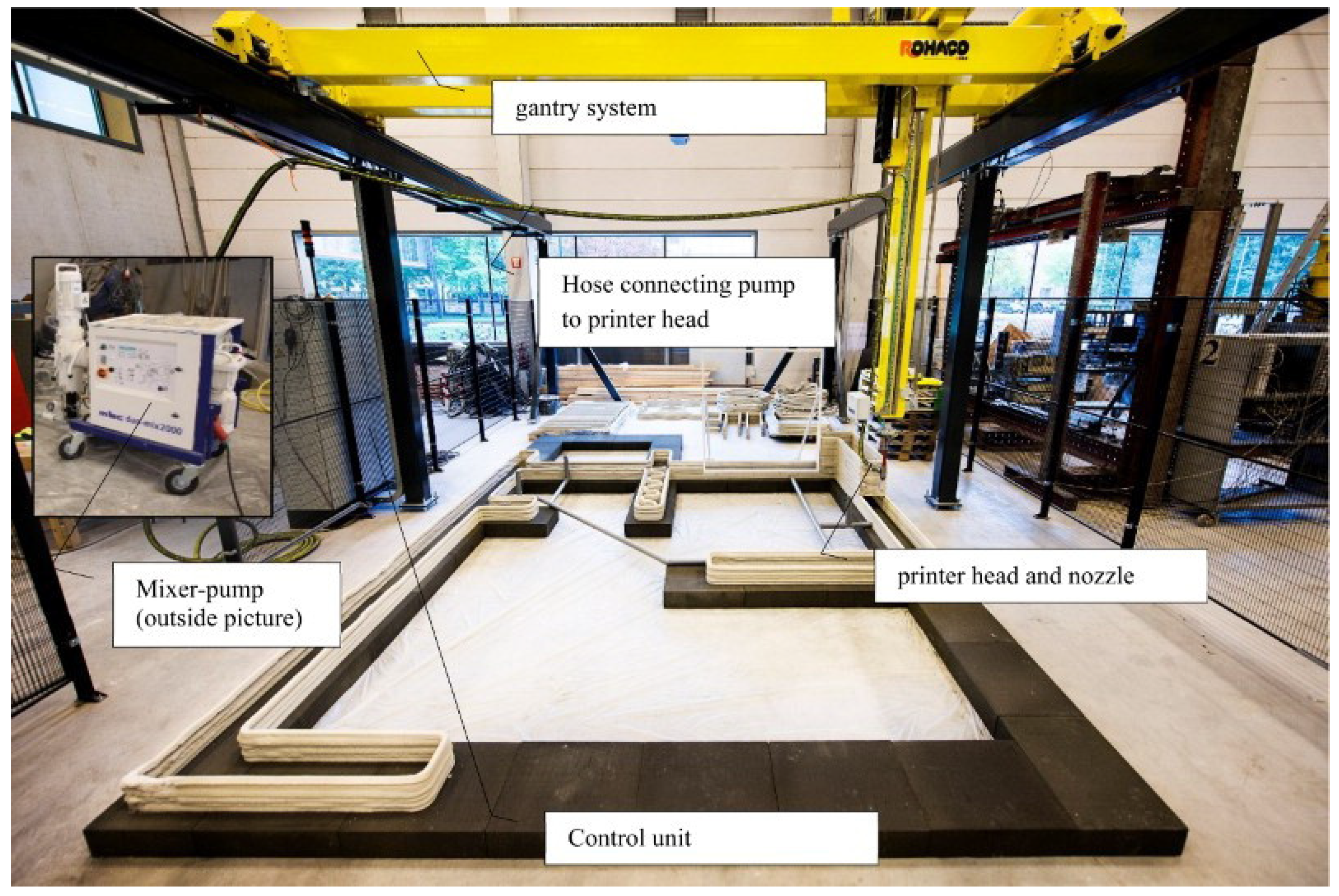
5.2. Gantry Concrete 3D Printing for Construction Application
5.3. Wire-and-Arc Additive Manufacturing
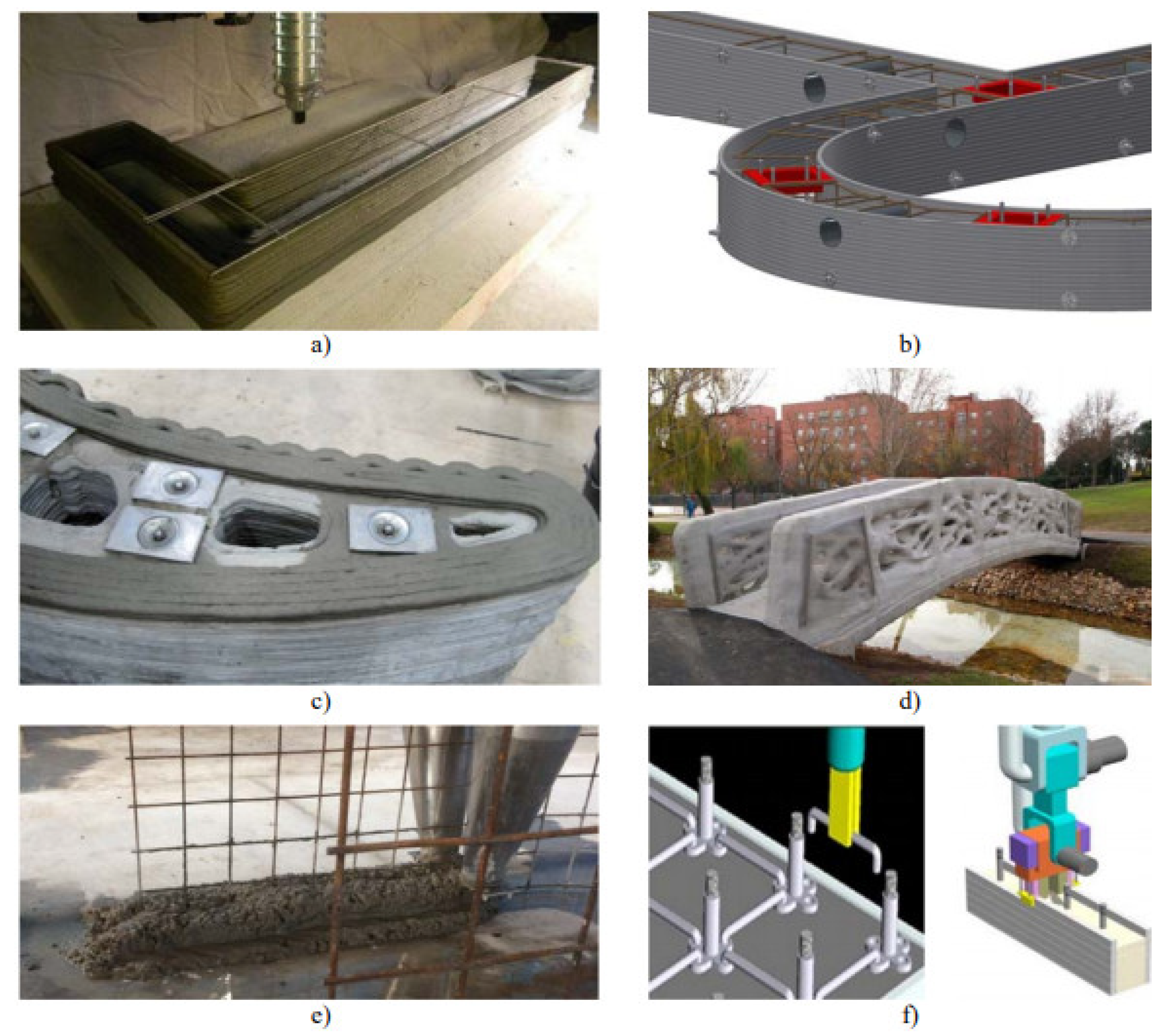
5.4. Composite Structure 3D Printing
6. Mechanical Properties
6.1. Robotic Arm and Gantry Concrete 3D Printing for Construction Application
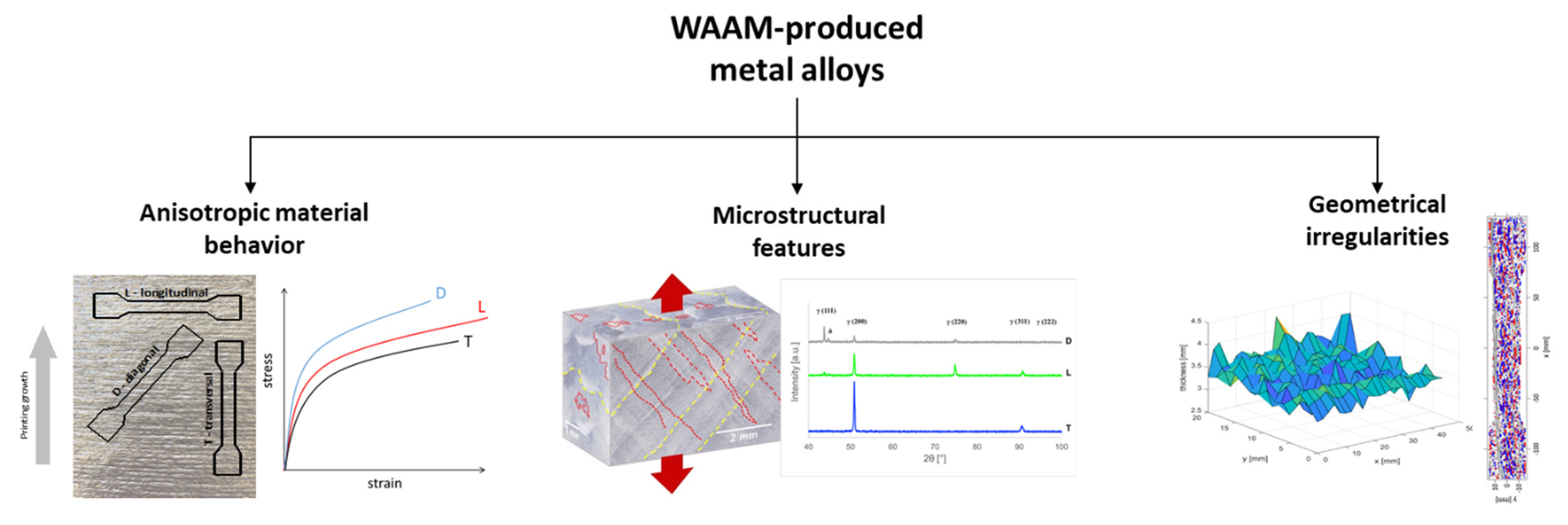
6.2. Wire-Arc Additive Manufacturing
6.3. Composite 3D Printing
7. Discussion
- The advantage of robotic arm printing is creating precise shapes and geometrically complex elements due to a print head with six degrees of freedom, they are more mobile and transportable, and they can have autonomous power supplies.
- Gantry printing is a more common and applicable method for construction in the additive manufacturing technologies sector. The advantages of gantry 3D printing lie in the ability to create whole buildings, including printing multi-storey buildings, the fairly simple design of printers, and the ability to print simultaneously with several modules, which theoretically makes it possible to print buildings of almost unlimited area and size.
- The transition from a well-studied conventional concrete casting to a new technology for large-scale construction 3D printing can have a number of problems, such as the lack of regulations governing this type of construction, and the need to use coarse aggregate in concrete and structural reinforcement.
- The overwhelming majority of studies of the rheology and mechanical characteristics of concrete compositions for 3D printing are carried out using only fine aggregate in the mix, and also most laboratory 3D printers often have an insufficient nozzle size for extrusion of concrete.
- The question of the reinforcement of large-scale 3D printed structures, or rather the technology of introducing steel reinforcement into the structure during the printing process, remains open.
- As for the strength properties of concrete for 3D printing, anisotropy property in strength depending on the direction of the applied load should be noted. This can be a significant problem and should be considered when structural designing large-scale 3D-printed construction, especially by reinforcing possible weak points or having several forces from different dimensions such as wind and earthquakes.
- Composite 3D printed structures could be possible and viable by having mixed fibers, micro-cables and steel reinforcement for the structural elements.
8. Conclusions and Future Trends
- This article is an analytical review of large-scale construction 3D printing technologies that are currently used, namely robotic arm and gantry 3D printing. The fundamental differences between these technologies are given, as well as data on the benefits and issues of using these advanced technologies in construction. Since the configuration of gantry printers has the ability to build buildings of almost unlimited sizes, it can be concluded that such printers are more suitable for large-scale printing. In order for the technology of large-scale construction 3D printing to be economically viable and applicable in practice, it is necessary to optimize the technology for printing with a material containing large aggregates.
- Generally, there is a growing interest worldwide in both academia and industry related to the field of 3D printing for large-scale construction applications. Nonetheless, there is still a significant lack of norms, code provisions and ad-hoc regulatory documents to provide specific guidance to apply this emerging technology in construction. Indeed, these documents would finally provide a common ground to spread the application of 3D printing in construction at a bigger scale rather than just for a few pioneering examples. The current trend is directed in this sense, and combined efforts from both researchers and industrial experts is needed to guarantee the development of ad-hoc guidelines related to the different printing types (i.e., in terms of the printing system and construction material). Future research will provide the basis for a new way of constructing more sustainable buildings and infrastructures by efficiently exploiting digital fabrication at a large scale.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Sandeep, B.; Kannan, T.; Chandradass, J.; Ganesan, M.; Rajan, A.J. Scope of 3D printing in manufacturing industries-A review. Mater. Today Proc. 2021, 45, 6941–6945. [Google Scholar] [CrossRef]
- Fox, B.; Subic, A. An Industry 4.0 Approach to the 3D Printing of Composite Materials. Engineering 2019, 5, 621–623. [Google Scholar] [CrossRef]
- Mallakpour, S.; Tabesh, F.; Hussain, C.M. 3D and 4D printing: From innovation to evolution. Adv. Colloid Interface Sci. 2021, 294, 102482. [Google Scholar] [CrossRef] [PubMed]
- Sen, K.; Mehta, T.; Sansare, S.; Sharifi, L.; Ma, A.W.; Chaudhuri, B. Pharmaceutical applications of powder-based binder jet 3D printing process—A review. Adv. Drug Deliv. Rev. 2021, 177, 113943. [Google Scholar] [CrossRef] [PubMed]
- Parulski, C.; Jennotte, O.; Lechanteur, A.; Evrard, B. Challenges of fused deposition modeling 3D printing in pharmaceutical applications: Where are we now? Adv. Drug Deliv. Rev. 2021, 175, 113810. [Google Scholar] [CrossRef]
- Awad, A.; Fina, F.; Goyanes, A.; Gaisford, S.; Basit, A.W. 3D printing: Principles and pharmaceutical applications of selective laser sintering. Int. J. Pharm. 2020, 586, 119594. [Google Scholar] [CrossRef]
- Mantihal, S.; Kobun, R.; Lee, B.-B. 3D food printing of as the new way of preparing food: A review. Int. J. Gastron. Food Sci. 2020, 22, 100260. [Google Scholar] [CrossRef]
- Tomašević, I.; Putnik, P.; Valjak, F.; Pavlić, B.; Šojić, B.; Markovinović, A.B.; Kovačević, D.B. 3D printing as novel tool for fruit-based functional food production. Curr. Opin. Food Sci. 2021, 41, 138–145. [Google Scholar] [CrossRef]
- Chakraborty, S.; Biswas, M.C. 3D printing technology of polymer-fiber composites in textile and fashion industry: A potential roadmap of concept to consumer. Compos. Struct. 2020, 248, 112562. [Google Scholar] [CrossRef]
- Bozkurt, Y.; Karayel, E. 3D printing technology; methods, biomedical applications, future opportunities and trends. J. Mater. Res. Technol. 2021, 14, 1430–1450. [Google Scholar] [CrossRef]
- Liu, C.; Xu, N.; Zong, Q.; Yu, J.; Zhang, P. Hydrogel prepared by 3D printing technology and its applications in the medical field. Colloid Interface Sci. Commun. 2021, 44, 100498. [Google Scholar] [CrossRef]
- Mostafaei, A.; Elliott, A.M.; Barnes, J.E.; Li, F.; Tan, W.; Cramer, C.L.; Nandwana, P.; Chmielus, M. Binder jet 3D printing—Process parameters, materials, properties, modeling, and challenges. Prog. Mater. Sci. 2021, 119, 100707. [Google Scholar] [CrossRef]
- Gadagi, B.; Lekurwale, R. A review on advances in 3D metal printing. Mater. Today Proc. 2020, 45, 277–283. [Google Scholar] [CrossRef]
- Sivarupan, T.; Balasubramani, N.; Saxena, P.; Nagarajan, D.; El Mansori, M.; Salonitis, K.; Jolly, M.; Dargusch, M.S. A review on the progress and challenges of binder jet 3D printing of sand moulds for advanced casting. Addit. Manuf. 2021, 40, 101889. [Google Scholar] [CrossRef]
- Sama, S.R.; Wang, J.; Manogharan, G. Non-conventional mold design for metal casting using 3D sand-printing. J. Manuf. Process. 2018, 34, 765–775. [Google Scholar] [CrossRef]
- Khoshnevis, B. Automated construction by contour crafting—Related robotics and information technologies. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Paul, G.; Malek, S. Review of Emerging Additive Manufacturing Technologies in 3D Printing of Cementitious Materials in the Construction Industry. Front. Built Environ. 2019, 4, 85. [Google Scholar] [CrossRef] [Green Version]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Giannatsis, J.; Dedoussis, V. Additive fabrication technologies applied to medicine and health care: A review. Int. J. Adv. Manuf. Technol. 2007, 40, 116–127. [Google Scholar] [CrossRef]
- Shakor, P.; Chu, S.H.; Puzatova, A.; Dini, E. Review of binder jetting 3D printing in the construction industry. Prog. Addit. Manuf. 2022, 7, 643–669. [Google Scholar] [CrossRef]
- Duarte, G.; Brown, N.; Memari, A.; Duarte, J.P. Learning from historical structures under compression for concrete 3D printing construction. J. Build. Eng. 2021, 43, 103009. [Google Scholar] [CrossRef]
- Perrot, A.; Pierre, A.; Nerella, V.; Wolfs, R.; Keita, E.; Nair, S.; Neithalath, N.; Roussel, N.; Mechtcherine, V. From analytical methods to numerical simulations: A process engineering toolbox for 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104164. [Google Scholar] [CrossRef]
- Bhattacherjee, S.; Basavaraj, A.S.; Rahul, A.; Santhanam, M.; Gettu, R.; Panda, B.; Schlangen, E.; Chen, Y.; Copuroglu, O.; Ma, G.; et al. Sustainable materials for 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104156. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; She, W.; Yang, L.; Liu, G.; Yang, Y. Rheological and harden properties of the high-thixotropy 3D printing concrete. Constr. Build. Mater. 2019, 201, 278–285. [Google Scholar] [CrossRef]
- Bai, G.; Wang, L.; Wang, F.; Ma, G. In-process reinforcing method: Dual 3D printing procedure for ultra-high performance concrete reinforced cementitious composites. Mater. Lett. 2021, 304, 130594. [Google Scholar] [CrossRef]
- Markin, V.; Krause, M.; Otto, J.; Schröfl, C.; Mechtcherine, V. 3D-printing with foam concrete: From material design and testing to application and sustainability. J. Build. Eng. 2021, 43, 102870. [Google Scholar] [CrossRef]
- Bai, G.; Wang, L.; Ma, G.; Sanjayan, J.; Bai, M. 3D printing eco-friendly concrete containing under-utilised and waste solids as aggregates. Cem. Concr. Compos. 2021, 120, 104037. [Google Scholar] [CrossRef]
- Izadgoshasb, H.; Kandiri, A.; Shakor, P.; Laghi, V.; Gasparini, G. Predicting Compressive Strength of 3D Printed Mortar in Structural Members Using Machine Learning. Appl. Sci. 2021, 11, 10826. [Google Scholar] [CrossRef]
- Schuldt, S.J.; Jagoda, J.A.; Hoisington, A.J.; Delorit, J.D. A systematic review and analysis of the viability of 3D-printed construction in remote environments. Autom. Constr. 2021, 125, 103642. [Google Scholar] [CrossRef]
- Wangler, T.; Lloret, E.; Reiter, L.; Hack, N.; Gramazio, F.; Kohler, M.; Bernhard, M.; Dillenburger, B.; Buchli, J.; Roussel, N.; et al. Digital Concrete: Opportunities and Challenges. RILEM Tech. Lett. 2016, 1, 67–75. [Google Scholar] [CrossRef] [Green Version]
- Yu, S.; Du, H.; Sanjayan, J. Aggregate-bed 3D concrete printing with cement paste binder. Cem. Concr. Res. 2020, 136, 106169. [Google Scholar] [CrossRef]
- Ramakrishnan, S.; Muthukrishnan, S.; Sanjayan, J.; Pasupathy, K. Concrete 3D printing of lightweight elements using hollow-core extrusion of filaments. Cem. Concr. Compos. 2021, 123, 104220. [Google Scholar] [CrossRef]
- Mohan, M.K.; Rahul, A.; De Schutter, G.; Van Tittelboom, K. Extrusion-based concrete 3D printing from a material perspective: A state-of-the-art review. Cem. Concr. Compos. 2020, 115, 103855. [Google Scholar] [CrossRef]
- Geng, Z.; She, W.; Zuo, W.; Lyu, K.; Pan, H.; Zhang, Y.; Miao, C. Layer-interface properties in 3D printed concrete: Dual hierarchical structure and micromechanical characterization. Cem. Concr. Res. 2020, 138, 106220. [Google Scholar] [CrossRef]
- Nerella, V.N.; Hempel, S.; Mechtcherine, V. Effects of layer-interface properties on mechanical performance of concrete elements produced by extrusion-based 3D-printing. Constr. Build. Mater. 2019, 205, 586–601. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Nerella, V.N.; Will, F.; Näther, M.; Otto, J.; Krause, M. Large-scale digital concrete construction–CONPrint3D concept for on-site, monolithic 3D-printing. Autom. Constr. 2019, 107, 102933. [Google Scholar] [CrossRef]
- Wang, L.; Ma, G.; Liu, T.; Buswell, R.; Li, Z. Interlayer reinforcement of 3D printed concrete by the in-process deposition of U-nails. Cem. Concr. Res. 2021, 148, 106535. [Google Scholar] [CrossRef]
- Marchment, T.; Sanjayan, J. Mesh reinforcing method for 3D Concrete Printing. Autom. Constr. 2019, 109, 102992. [Google Scholar] [CrossRef]
- Baduge, S.K.; Navaratnam, S.; Abu-Zidan, Y.; McCormack, T.; Nguyen, K.; Mendis, P.; Zhang, G.; Aye, L. Improving performance of additive manufactured (3D printed) concrete: A review on material mix design, processing, interlayer bonding, and reinforcing methods. Structures 2021, 29, 1597–1609. [Google Scholar] [CrossRef]
- Asprone, D.; Auricchio, F.; Menna, C.; Mercuri, V. 3D printing of reinforced concrete elements: Technology and design approach. Constr. Build. Mater. 2018, 165, 218–231. [Google Scholar] [CrossRef]
- Bester, F.; van den Heever, M.; Kruger, J.; van Zijl, G. Reinforcing digitally fabricated concrete: A systems approach review. Addit. Manuf. 2020, 37, 101737. [Google Scholar] [CrossRef]
- Lim, J.H.; Panda, B.; Pham, Q.-C. Improving flexural characteristics of 3D printed geopolymer composites with in-process steel cable reinforcement. Constr. Build. Mater. 2018, 178, 32–41. [Google Scholar] [CrossRef]
- Pessoa, S.; Guimarães, A.S.; Lucas, S.S.; Simões, N. 3D printing in the construction industry—A systematic review of the thermal performance in buildings. Renew. Sustain. Energy Rev. 2021, 141, 110794. [Google Scholar] [CrossRef]
- Apis-Cor.com. Apis-Cor 3D Concrete Printing. 2021. Available online: https://www.apis-cor.com/ (accessed on 1 September 2021).
- Chen, Y.; Zhang, Y.; Pang, B.; Liu, Z.; Liu, G. Extrusion-based 3D printing concrete with coarse aggregate: Printability and direction-dependent mechanical performance. Constr. Build. Mater. 2021, 296, 123624. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Paul, G. Investigation into the effect of delays between printed layers on the mechanical strength of inkjet 3DP mortar. Manuf. Lett. 2020, 23, 19–22. [Google Scholar] [CrossRef]
- Xiao, J.; Ji, G.; Zhang, Y.; Ma, G.; Mechtcherine, V.; Pan, J.; Wang, L.; Ding, T.; Duan, Z.; Du, S. Large-scale 3D printing concrete technology: Current status and future opportunities. Cem. Concr. Compos. 2021, 122, 104115. [Google Scholar] [CrossRef]
- Tian, Y.; Chen, C.; Xu, X.; Wang, J.; Hou, X.; Li, K.; Lu, X.; Shi, H.; Lee, E.-S.; Jiang, H.B. A Review of 3D Printing in Dentistry: Technologies, Affecting Factors, and Applications. Scanning 2021, 2021, 9950131. [Google Scholar] [CrossRef]
- Alhumayani, H.; Gomaa, M.; Soebarto, V.; Jabi, W. Environmental assessment of large-scale 3D printing in construction: A comparative study between cob and concrete. J. Clean. Prod. 2020, 270, 122463. [Google Scholar] [CrossRef]
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P. Large-scale 3D printing of ultra-high performance concrete—A new processing route for architects and builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef] [Green Version]
- Werner, J.; Aburaia, M.; Raschendorfer, A.; Lackner, M. MeshSlicer: A 3D-Printing software for printing 3D-models with a 6-axis industrial robot. Procedia CIRP 2021, 99, 110–115. [Google Scholar] [CrossRef]
- Siemasz, R.; Tomczuk, K.; Malecha, Z. 3D printed robotic arm with elements of artificial intelligence. Procedia Comput. Sci. 2020, 176, 3741–3750. [Google Scholar] [CrossRef]
- Ali, M.H.; Kuralbay, Y. Design of a 6-DOF robot manipulator for 3D printed construction. Mater. Today Proc. 2022, 49, 1462–1468. [Google Scholar] [CrossRef]
- Zhang, X.; Li, M.; Lim, J.H.; Weng, Y.; Tay, Y.W.D.; Pham, H.; Pham, Q.-C. Large-scale 3D printing by a team of mobile robots. Autom. Constr. 2018, 95, 98–106. [Google Scholar] [CrossRef]
- Sakin, M.; Kiroglu, Y.C. 3D Printing of Buildings: Construction of the Sustainable Houses of the Future by BIM. Energy Procedia 2017, 134, 702–711. [Google Scholar] [CrossRef]
- ApisCor. The World’s Largest 3D Printed Building. 2021. Available online: https://www.apis-cor.com/dubai-project (accessed on 15 September 2021).
- DeZeen. 2019. Available online: https://www.dezeen.com/2019/12/22/apis-cor-worlds-largest-3d-printed-building-dubai/ (accessed on 10 May 2021).
- ApisCor Beyond Earth. 2021. Available online: https://www.apis-cor.com/space (accessed on 12 September 2021).
- Keating, S.J.; Leland, J.C.; Cai, L.; Oxman, N. Toward site-specific and self-sufficient robotic fabrication on architectural scales. Sci. Robot. 2017, 2, eaam8986. [Google Scholar] [CrossRef] [PubMed]
- Apis Cor Gallery. 2021. Available online: https://www.apis-cor.com/news?pgid=kqpv9ie0-22eeea15-6da4-42b6-aed5-13eb7ad9a5fa (accessed on 10 September 2021).
- About MX3D. 2021. Available online: https://mx3d.com/company/about/ (accessed on 15 December 2021).
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef] [Green Version]
- Lim, S.; Buswell, R.; Le, T.; Austin, S.; Gibb, A.; Thorpe, T. Developments in construction-scale additive manufacturing processes. Autom. Constr. 2012, 21, 262–268. [Google Scholar] [CrossRef] [Green Version]
- De Schutter, G.; Lesage, K.; Mechtcherine, V.; Nerella, V.N.; Habert, G.; Agusti-Juan, I. Vision of 3D printing with concrete—Technical, economic and environmental potentials. Cem. Concr. Res. 2018, 112, 25–36. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Hwang, D.; Yao, K.T.; Yeh, Z. Mega-scale fabrication by Contour Crafting. Int. J. Ind. Syst. Eng. 2006, 1, 301–320. [Google Scholar] [CrossRef] [Green Version]
- Khoshnevis, B.; Bekey, G. Automated Construction Using Contour Crafting—Applications on Earth and Beyond. Nist Spec. Publ. Sp. 2003, 489–494. [Google Scholar] [CrossRef]
- Buswell, R.; Soar, R.C.; Gibb, A.G.F.; Thorpe, A. Freeform Construction: Mega-scale Rapid Manufacturing for construction. Autom. Constr. 2007, 16, 224–231. [Google Scholar] [CrossRef] [Green Version]
- Lim, S.; Buswell, R.; Le, T.; Wackrow, R.; Austin, S.A.; Gibb, A.; Thorpe, T. Development of a Viable Concrete Printing Process. In Proceedings of the 28th International Symposium on Automation and Robotics in Construction (ISARC 2011), Seoul, Republic of Korea, 29 June–2 July 2011; pp. 665–670. [Google Scholar]
- Spetsavia. 2015. Available online: https://specavia.pro/ (accessed on 5 November 2021).
- WASP. Crane WASP. 2021. Available online: https://www.3dwasp.com/en/3d-printer-house-crane-wasp/ (accessed on 26 October 2021).
- WASP. 3D Printed House TECLA. 2021. Available online: https://www.3dwasp.com/en/3d-printed-house-tecla/ (accessed on 26 October 2021).
- COBOD. The BOD2. 2021. Available online: https://cobod.com/bod2/ (accessed on 21 December 2021).
- COBOD. BOD2 Brochure. 2020. Available online: https://cobod.com/wp-content/uploads/2020/10/BOD2-Brochure-2020.pdf (accessed on 12 January 2022).
- ICON. ICON, Vulcan. 2021. Available online: https://www.iconbuild.com/vulcan (accessed on 12 January 2022).
- PERI. The Peri History. 2021. Available online: https://www.peri.com/en/company/history.html (accessed on 20 January 2022).
- PERI. PERI Builds the First 3D-Printed Apartment Building in Germany. 2020. Available online: https://www.peri.com/en/media/press-releases/peri-builds-the-first-3d-printed-apartment-building-in-germany.html (accessed on 20 January 2022).
- WinSun. WinSun, Company Profile. 2017. Available online: http://www.winsun3d.com/En/About/ (accessed on 14 April 2021).
- WinSun. WinSun, Product Center. 2017. Available online: http://www.winsun3d.com/En/Product/prolist/id/1 (accessed on 14 April 2021).
- WinSun. WinSun, Focus on Creating 3D Printing Water Conservancy Facilities. 2020. Available online: http://www.winsun3d.com/En/News/news_inner/id/568 (accessed on 13 April 2021).
- WinSun. WinSun News. 2020. Available online: http://www.winsun3d.com/En/News/news_inner/id/564 (accessed on 13 April 2021).
- Crafting Corporation. 2017. Available online: https://www.contourcrafting.com/building-construction (accessed on 13 April 2021).
- PERI. Peri 3D Construction Printing. 2021. Available online: https://www.peri.com/en/business-segments/3d-construction-printing.html (accessed on 20 January 2022).
- Ma, G.; Wang, L. A critical review of preparation design and workability measurement of concrete material for largescale 3D printing. Front. Struct. Civ. Eng. 2017, 12, 382–400. [Google Scholar] [CrossRef]
- Papachristoforou, M.; Mitsopoulos, V.; Stefanidou, M. Evaluation of workability parameters in 3D printing concrete. Procedia Struct. Integr. 2018, 10, 155–162. [Google Scholar] [CrossRef]
- Muthukrishnan, S.; Ramakrishnan, S.; Sanjayan, J. Technologies for improving buildability in 3D concrete printing. Cem. Concr. Compos. 2021, 122, 104144. [Google Scholar] [CrossRef]
- Souza, M.T.; Ferreira, I.M.; de Moraes, E.G.; Senff, L.; de Oliveira, A.P.N. 3D printed concrete for large-scale buildings: An overview of rheology, printing parameters, chemical admixtures, reinforcements, and economic and environmental prospects. J. Build. Eng. 2020, 32, 101833. [Google Scholar] [CrossRef]
- Yin, H.; Qu, M.; Zhang, H.; Lim, Y. 3D Printing and Buildings: A Technology Review and Future Outlook. Technol. Des. 2018, 2, 94–111. [Google Scholar] [CrossRef]
- Tay, Y.W.D.; Qian, Y.; Tan, M.J. Printability region for 3D concrete printing using slump and slump flow test. Compos. Part B Eng. 2019, 174, 106968. [Google Scholar] [CrossRef]
- Guo, X.; Yang, J.; Xiong, G. Influence of supplementary cementitious materials on rheological properties of 3D printed fly ash based geopolymer. Cem. Concr. Compos. 2020, 114, 103820. [Google Scholar] [CrossRef]
- Albar, A.; Chougan, M.; Al Kheetan, M.J.; Swash, M.R.; Ghaffar, S.H. Effective extrusion-based 3D printing system design for cementitious-based materials. Results Eng. 2020, 6, 100135. [Google Scholar] [CrossRef]
- Panda, B.; Tan, M.-J. Rheological behavior of high volume fly ash mixtures containing micro silica for digital construction application. Mater. Lett. 2018, 237, 348–351. [Google Scholar] [CrossRef]
- Zhu, B.; Pan, J.; Zhou, Z.; Cai, J. Mechanical properties of engineered cementitious composites beams fabricated by extrusion-based 3D printing. Eng. Struct. 2021, 238, 112201. [Google Scholar] [CrossRef]
- Panda, B.; Ruan, S.; Unluer, C.; Tan, M.J. Improving the 3D printability of high volume fly ash mixtures via the use of nano attapulgite clay. Compos. Part B Eng. 2018, 165, 75–83. [Google Scholar] [CrossRef]
- Zhang, H.; Xiao, J. Plastic shrinkage and cracking of 3D printed mortar with recycled sand. Constr. Build. Mater. 2021, 302, 124405. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Qin, F.; Duan, Z. Mechanical behavior of 3D printed mortar with recycled sand at early ages. Constr. Build. Mater. 2020, 248, 118654. [Google Scholar] [CrossRef]
- Ji, G.; Ding, T.; Xiao, J.; Du, S.; Li, J.; Duan, Z. A 3D Printed Ready-Mixed Concrete Power Distribution Substation: Materials and Construction Technology. Materials 2019, 12, 1540. [Google Scholar] [CrossRef] [Green Version]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Agustí-Juan, I.; Müller, F.; Hack, N.; Wangler, T.; Habert, G. Potential benefits of digital fabrication for complex structures: Environmental assessment of a robotically fabricated concrete wall. J. Clean. Prod. 2017, 154, 330–340. [Google Scholar] [CrossRef] [Green Version]
- COBOD. COBOD, BOD2 Specifications. 2020. Available online: https://cobod.com/wp-content/uploads/2020/09/BOD2-Specifications-1.pdf (accessed on 16 October 2021).
- Wang, L.; Ma, H.; Li, Z.; Ma, G.; Guan, J. Cementitious composites blending with high belite sulfoaluminate and medium-heat Portland cements for largescale 3D printing. Addit. Manuf. 2021, 46, 102189. [Google Scholar] [CrossRef]
- Moelich, G.; Kruger, P.; Combrinck, R. The effect of restrained early age shrinkage on the interlayer bond and durability of 3D printed concrete. J. Build. Eng. 2021, 43, 102857. [Google Scholar] [CrossRef]
- Haden, C.; Zeng, G.; Carter, F.; Ruhl, C.; Krick, B.; Harlow, D. Wire and arc additive manufactured steel: Tensile and wear properties. Addit. Manuf. 2017, 16, 115–123. [Google Scholar] [CrossRef]
- Ji, L.; Lu, J.; Liu, C.; Jing, C.; Fan, H.; Ma, S. Microstructure and mechanical properties of 304L steel fabricated by arc additive manufacturing. MATEC Web Conf. 2017, 128, 03006. [Google Scholar] [CrossRef] [Green Version]
- Williams, S.W.; Martina, F.; Addison, A.C.; Ding, J.; Pardal, G.; Colegrove, P. Wire + Arc Additive Manufacturing. Mater. Sci. Technol. 2016, 32, 641–647. [Google Scholar] [CrossRef] [Green Version]
- Dinovitzer, M.; Chen, X.; Laliberte, J.; Huang, X.; Frei, H. Effect of wire and arc additive manufacturing (WAAM) process parameters on bead geometry and microstructure. Addit. Manuf. 2019, 26, 138–146. [Google Scholar] [CrossRef]
- Kim, I.; Son, K.; Yang, Y.; Yaragada, P. Sensitivity analysis for process parameters in GMA welding processes using a factorial design method. Int. J. Mach. Tools Manuf. 2003, 43, 763–769. [Google Scholar] [CrossRef]
- Xu, X.; Ding, J.; Ganguly, S.; Diao, C.; Williams, S. Oxide accumulation effects on wire + arc layer-by-layer additive manufacture process. J. Mater. Process. Technol. 2018, 252, 739–750. [Google Scholar] [CrossRef]
- Ge, J.; Lin, J.; Chen, Y.; Lei, Y.; Fu, H. Characterization of wire arc additive manufacturing 2Cr13 part: Process stability, microstructural evolution, and tensile properties. J. Alloys Compd. 2018, 748, 911–921. [Google Scholar] [CrossRef]
- Kyvelou, P.; Huang, C.; Gardner, L.; Buchanan, C. Structural Testing and Design of Wire Arc Additively Manufactured Square Hollow Sections. J. Struct. Eng. 2021, 147, 04021218. [Google Scholar] [CrossRef]
- Gordon, J.; Haden, C.; Nied, H.; Vinci, R.; Harlow, D. Fatigue crack growth anisotropy, texture and residual stress in austenitic steel made by wire and arc additive manufacturing. Mater. Sci. Eng. A 2018, 724, 431–438. [Google Scholar] [CrossRef]
- Kyvelou, P.; Slack, H.; Mountanou, D.D.; Wadee, M.A.; Britton, B.; Buchanan, C.; Gardner, L. Mechanical and microstructural testing of wire and arc additively manufactured sheet material. Mater. Des. 2020, 192, 108675. [Google Scholar] [CrossRef]
- Laghi, V.; Palermo, M.; Tonelli, L.; Gasparini, G.; Girelli, V.A.; Ceschini, L.; Trombetti, T. Mechanical response of dot-by-dot wire-and-arc additively manufactured 304L stainless steel bars under tensile loading. Constr. Build. Mater. 2021, 318, 125925. [Google Scholar] [CrossRef]
- Hejripour, F.; Binesh, F.; Hebel, M.; Aidun, D.K. Thermal modeling and characterization of wire arc additive manufactured duplex stainless steel. J. Mater. Process. Technol. 2019, 272, 58–71. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Chen, G.; Ding, D.; Yuan, L.; Cuiuri, D.; Li, H. Mitigation of thermal distortion in wire arc additively manufactured Ti6Al4V part using active interpass cooling. Sci. Technol. Weld. Join. 2019, 24, 484–494. [Google Scholar] [CrossRef] [Green Version]
- Holt, C.; Edwards, L.; Keyte, L.; Moghaddam, F.; Townsend, B. Chapter 17—Construction 3D Printing. In 3D Concrete Printing Technology; Sanjayan, J.G., Nazari, A., Nematollahi, B., Eds.; Butterworth-Heinemann: Oxford, UK, 2019; pp. 349–370. [Google Scholar]
- Diañez, I.; Gallegos, C.; la Fuente, E.B.; Martínez, I.; Valencia, C.; Sánchez, M.C.; Diaz, M.J.; Franco, J.M. 3D printing in situ gelification of κ-carrageenan solutions: Effect of printing variables on the rheological response. Food Hydrocoll. 2019, 87, 321–330. [Google Scholar] [CrossRef]
- Perrot, A.; Rangeard, D.; Pierre, A. Structural built-up of cement-based materials used for 3D-printing extrusion techniques. Mater. Struct. 2015, 49, 1213–1220. [Google Scholar] [CrossRef]
- Wolfs, R.J.M.; Bos, F.P.; Salet, T.A.M. Early age mechanical behaviour of 3D printed concrete: Numerical modelling and experimental testing. Cem. Concr. Res. 2018, 106, 103–116. [Google Scholar] [CrossRef]
- Roussel, N. A thixotropy model for fresh fluid concretes: Theory, validation and applications. Cem. Concr. Res. 2006, 36, 1797–1806. [Google Scholar] [CrossRef]
- Weng, Y.; Li, M.; Tan, M.J.; Qian, S. Design 3D printing cementitious materials via Fuller Thompson theory and Marson-Percy model. Constr. Build. Mater. 2018, 163, 600–610. [Google Scholar] [CrossRef]
- Nerella, V.N.; Krause, M.; Mechtcherine, V. Practice-oriented buildability criteria for developing 3D-printable concretes in the context of digital construction. Civ. Eng. 2018, preprint. [Google Scholar] [CrossRef]
- Bos, F.; Wolfs, R.; Ahmed, Z.; Salet, T. Additive manufacturing of concrete in construction: Potentials and challenges of 3D concrete printing. Virtual Phys. Prototyp. 2016, 11, 209–225. [Google Scholar] [CrossRef] [Green Version]
- COBOD. COBOD, Gantry Versus Robotic Arm System. 2018. Available online: https://cobod.com/gantry-versus-robotic-arm-systems/ (accessed on 16 October 2021).
- Dörfler, K.; Dielemans, G.; Lachmayer, L.; Recker, T.; Raatz, A.; Lowke, D.; Gerke, M. Additive Manufacturing using mobile robots: Opportunities and challenges for building construction. Cem. Concr. Res. 2022, 158, 106772. [Google Scholar] [CrossRef]
- IAAC. Minibuilders. Available online: https://iaac.net/project/minibuilders/ (accessed on 1 August 2022).
- Baubot. The New Standard in Construction Robotics. Available online: https://www.baubot.com/ (accessed on 1 August 2022).
- CyBe. 3D Concrete Printers. Available online: https://cybe.eu/3d-concrete-printing/printers/ (accessed on 16 July 2022).
- Keating, S. Digital Construction Platform. 2016. Available online: https://www.media.mit.edu/projects/digital-construction-platform-v-2/overview/ (accessed on 16 June 2022).
- Twente Additive Manufacturing. Innovative and Sustainable Building Construction. 2022. Available online: https://www.twente-am.com/ (accessed on 30 August 2022).
- Khoshnevis, B.; Hwang, D. Contour crafting. In Rapid Prototyping; Springer: New York, NY, USA, 2006; pp. 221–251. [Google Scholar]
- Huang, S.; Xu, W.; Li, Y. The impacts of fabrication systems on 3D concrete printing building forms. Front. Arch. Res. 2022, 11, 653–669. [Google Scholar] [CrossRef]
- SQ4D. SQ4D Printer. 2022. Available online: https://www.sq4d.com/ (accessed on 30 August 2022).
- Cunningham, C.; Flynn, J.; Shokrani, A.; Dhokia, V.; Newman, S. Invited review article: Strategies and processes for high quality wire arc additive manufacturing. Addit. Manuf. 2018, 22, 672–686. [Google Scholar] [CrossRef]
- Wu, B.; Pan, Z.; Ding, D.; Cuiuri, D.; Li, H.; Xu, J.; Norrish, J. A review of the wire arc additive manufacturing of metals: Properties, defects and quality improvement. J. Manuf. Process. 2018, 35, 127–139. [Google Scholar] [CrossRef]
- Jafari, D.; Vaneker, T.H.; Gibson, I. Wire and arc additive manufacturing: Opportunities and challenges to control the quality and accuracy of manufactured parts. Mater. Des. 2021, 202, 109471. [Google Scholar] [CrossRef]
- Nikam, P.P.; Arun, D.; Ramkumar, K.D.; Sivashanmugam, N. Microstructure characterization and tensile properties of CMT-based wire plus arc additive manufactured ER2594. Mater. Charact. 2020, 169, 110671. [Google Scholar] [CrossRef]
- Wang, C.; Liu, T.; Zhu, P.; Lu, Y.; Shoji, T. Study on microstructure and tensile properties of 316L stainless steel fabricated by CMT wire and arc additive manufacturing. Mater. Sci. Eng. A 2020, 796, 140006. [Google Scholar] [CrossRef]
- Song, Y.; Yan, Y.; Zhang, R.; Xu, D.; Wang, F. Manufacture of the die of an automobile deck part based on rapid prototyping and rapid tooling technology. J. Mater. Process. Technol. 2002, 120, 237–242. [Google Scholar] [CrossRef]
- Salet, T.A.M.; Ahmed, Z.Y.; Bos, F.P.; Laagland, H.L.M. Design of a 3D printed concrete bridge by testing. Virtual Phys. Prototyp. 2018, 13, 222–236. [Google Scholar] [CrossRef] [Green Version]
- Mechtcherine, V. 3D-printed steel reinforcement for digital concrete construction—Manufacture, mechanical properties and bond behaviour. Constr. Build. Mater. 2018, 179, 125–137. [Google Scholar] [CrossRef]
- Dörrie, R.; Laghi, V.; Arrè, L.; Kienbaum, G.; Babovic, N.; Hack, N.; Kloft, H. Combined Additive Manufacturing Techniques for Adaptive Coastline Protection Structures. Buildings 2022, 12, 1806. [Google Scholar] [CrossRef]
- Al-Qutaifi, S.; Nazari, A.; Bagheri, A. Mechanical properties of layered geopolymer structures applicable in concrete 3D-printing. Constr. Build. Mater. 2018, 176, 690–699. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S. 3D Printed Concrete Evaluations by Using Different Concrete Mix Designs. In Proceedings of the Recent trends in Engineering and Technology, Bangkok, Thailand, 3–4 May 2017. [Google Scholar]
- Marchment, T.; Xia, M.; Dodd, E.; Sanjayan, J.; Nematollahi, B. Effect of Delay Time on the Mechanical Properties of Extrusion-Based 3D Printed Concrete. In Proceedings of the 34th International Symposium on Automation and Robotics in Construction (ISARC), Taipei, Taiwan, 28 June–1 July 2017; pp. 240–245. [Google Scholar]
- Sanjayan, J.G.; Nematollahi, B.; Xia, M.; Marchment, T. Effect of surface moisture on inter-layer strength of 3D printed concrete. Constr. Build. Mater. 2018, 172, 468–475. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Hui, L.J.; Tay, Y.W.D.; Tan, M.J. Additive manufacturing of geopolymer for sustainable built environment. J. Clean. Prod. 2017, 167, 281–288. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Tan, M.J. Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Ma, G.; Zhang, J.; Wang, L.; Li, Z.; Sun, J. Mechanical characterization of 3D printed anisotropic cementitious material by the electromechanical transducer. Smart Mater. Struct. 2018, 27, 075036. [Google Scholar] [CrossRef]
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Paul, G.; Gowripalan, N. Effects of Different Orientation Angle, Size, Surface Roughness, and Heat Curing on Mechanical Behavior of 3D Printed Cement Mortar With/Without Glass Fiber in Powder-Based 3DP. 3D Print. Addit. Manuf. 2021. [Google Scholar] [CrossRef]
- Laghi, V.; Palermo, M.; Tonelli, L.; Gasparini, G.; Ceschini, L.; Trombetti, T. Tensile properties and microstructural features of 304L austenitic stainless steel produced by wire-and-arc additive manufacturing. Int. J. Adv. Manuf. Technol. 2020, 106, 3693–3705. [Google Scholar] [CrossRef]
- Wu, W.; Xue, J.; Wang, L.; Zhang, Z.; Hu, Y.; Dong, C. Forming Process, Microstructure, and Mechanical Properties of Thin-Walled 316L Stainless Steel Using Speed-Cold-Welding Additive Manufacturing. Metals 2019, 9, 109. [Google Scholar] [CrossRef] [Green Version]
- Soltan, D.G.; Li, V.C. A self-reinforced cementitious composite for building-scale 3D printing. Cem. Concr. Compos. 2018, 90, 1–13. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material * | Mechtcherine et al. [36] | Ji et al. [96] | Zhang et al. [24] | Kazemian et al. [97] | Le et al. [62] | I. Agustí-Juan et al. [98] | BOD2 Specifications [99] |
|---|---|---|---|---|---|---|---|
| Cement | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Add. binder (fly ash, silica fume) | 0.7 | 0 | 0.56 | 0.11 | 0.43 | 0.087 | 0 |
| Fine aggregate (0–2 mm) | 3.37 | 3.2 | 1.25 | 2.51 | 2.14 | 1.41(0–4 mm) | 0.57 |
| Coarse aggregate (2–8 mm) | 1.13 | 3.62 | 0 | 0 | 0 | 2.2 (4–8 mm) | 1.29 (0–8 mm) |
| Water | 0.51 | 0.66 | 0.66 | 0.48 | 0.4 | 0.34 | 0.27 |
| Additives | 0.014 | 0.024 | 0 | 0.0016 | 0 | 0.009 | 0.0098 |
| Types | Variation | Examples | Advantage | Disadvantage |
|---|---|---|---|---|
| Robotic Arm | Construction machines with a mobile concrete pump | [36] |
|
|
| Ordinary robotic arm | [44,55] | |||
| Team of mobile robots | [54] | |||
| Mobile platform robot | [59] | |||
| Mobile robots climbing system | [124,125] | |||
| Mobile platform robot | [124,126] | |||
| Mobile platform robot | [127] | |||
| Mobile platform system | [59,128] | |||
| Mobile printing unit on flatbed trailer | [129] | |||
| Gantry | Ordinary gantry system | [62,130] |
|
|
| Ordinary gantry system | [13,14] | |||
| Ordinary gantry system | [63] | |||
| Ordinary gantry system | [69] | |||
| Crane printer, modular system | [70] | |||
| Modular system | [72] | |||
| Two-column gantry system | [74] | |||
| Ordinary gantry system | [75] | |||
| Ordinary gantrysystem | [77] | |||
| Ordinary gantrysystem | [127] | |||
| Ordinary gantry system | [131,132] | |||
| Ordinary gantry system | [129,131] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Puzatova, A.; Shakor, P.; Laghi, V.; Dmitrieva, M. Large-Scale 3D Printing for Construction Application by Means of Robotic Arm and Gantry 3D Printer: A Review. Buildings 2022, 12, 2023. https://doi.org/10.3390/buildings12112023
Puzatova A, Shakor P, Laghi V, Dmitrieva M. Large-Scale 3D Printing for Construction Application by Means of Robotic Arm and Gantry 3D Printer: A Review. Buildings. 2022; 12(11):2023. https://doi.org/10.3390/buildings12112023
Chicago/Turabian StylePuzatova, Anastasia, Pshtiwan Shakor, Vittoria Laghi, and Maria Dmitrieva. 2022. "Large-Scale 3D Printing for Construction Application by Means of Robotic Arm and Gantry 3D Printer: A Review" Buildings 12, no. 11: 2023. https://doi.org/10.3390/buildings12112023