The Influence of the Post-Weld Heat Treatment on the Microstructure of Inconel 625/Carbon Steel Bimetal Joint Obtained by Explosive Welding




Abstract
:
1. Introduction
2. Materials and Methods
3. Results
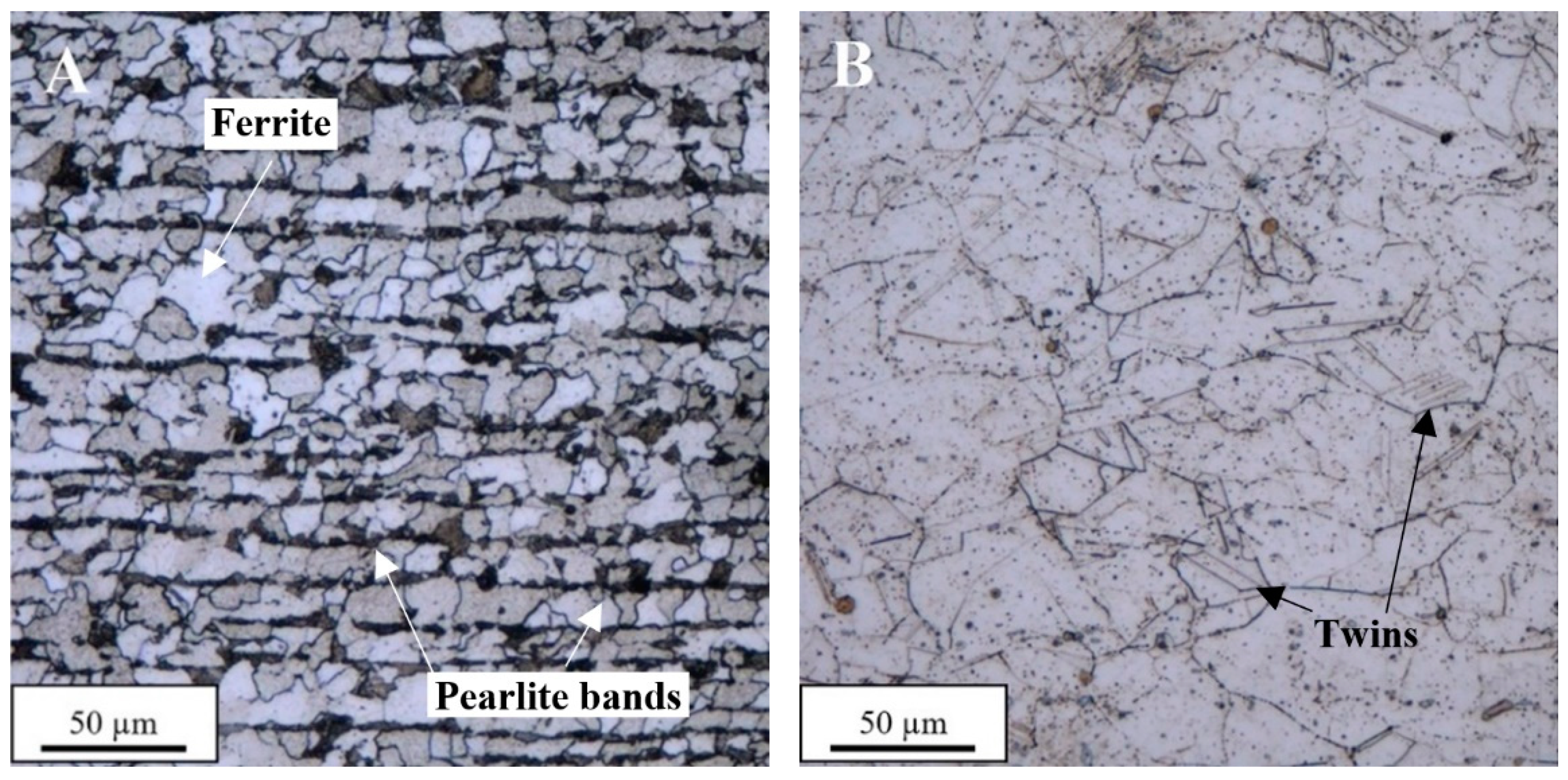
3.1. Microstructure of the Raw Materials
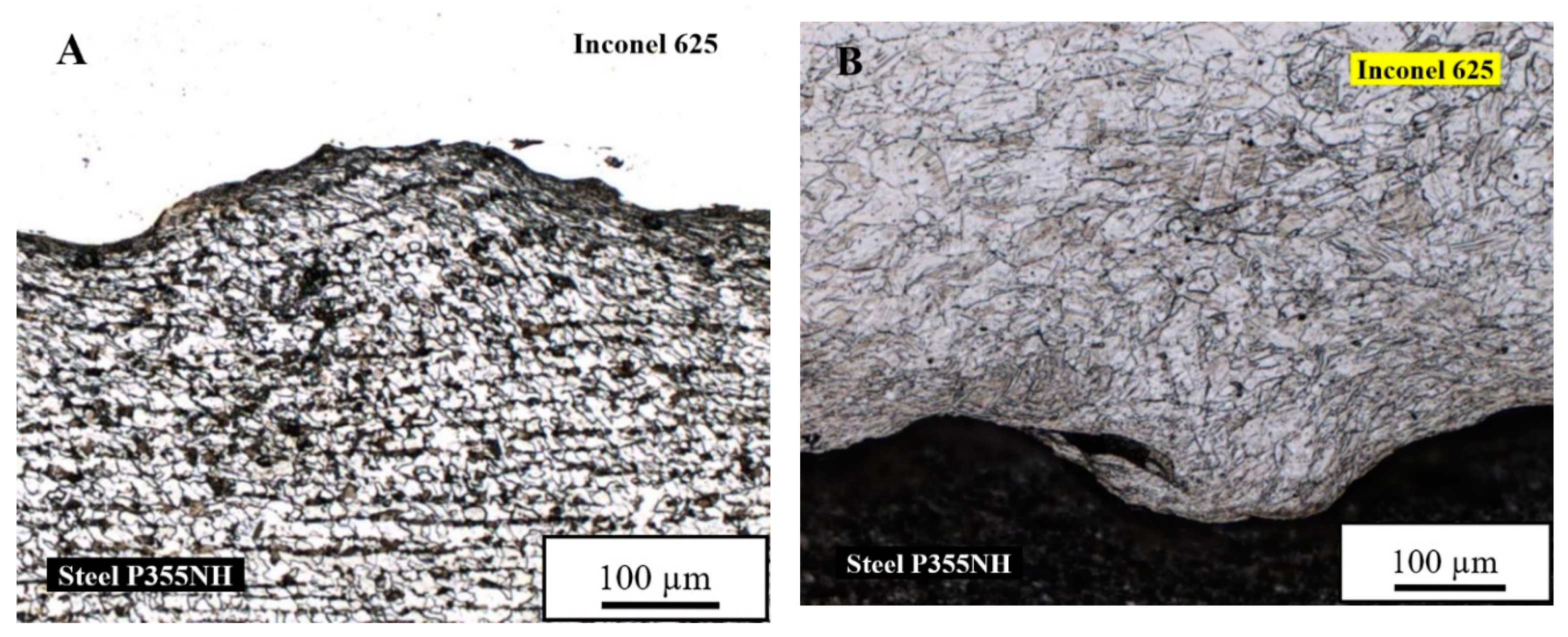
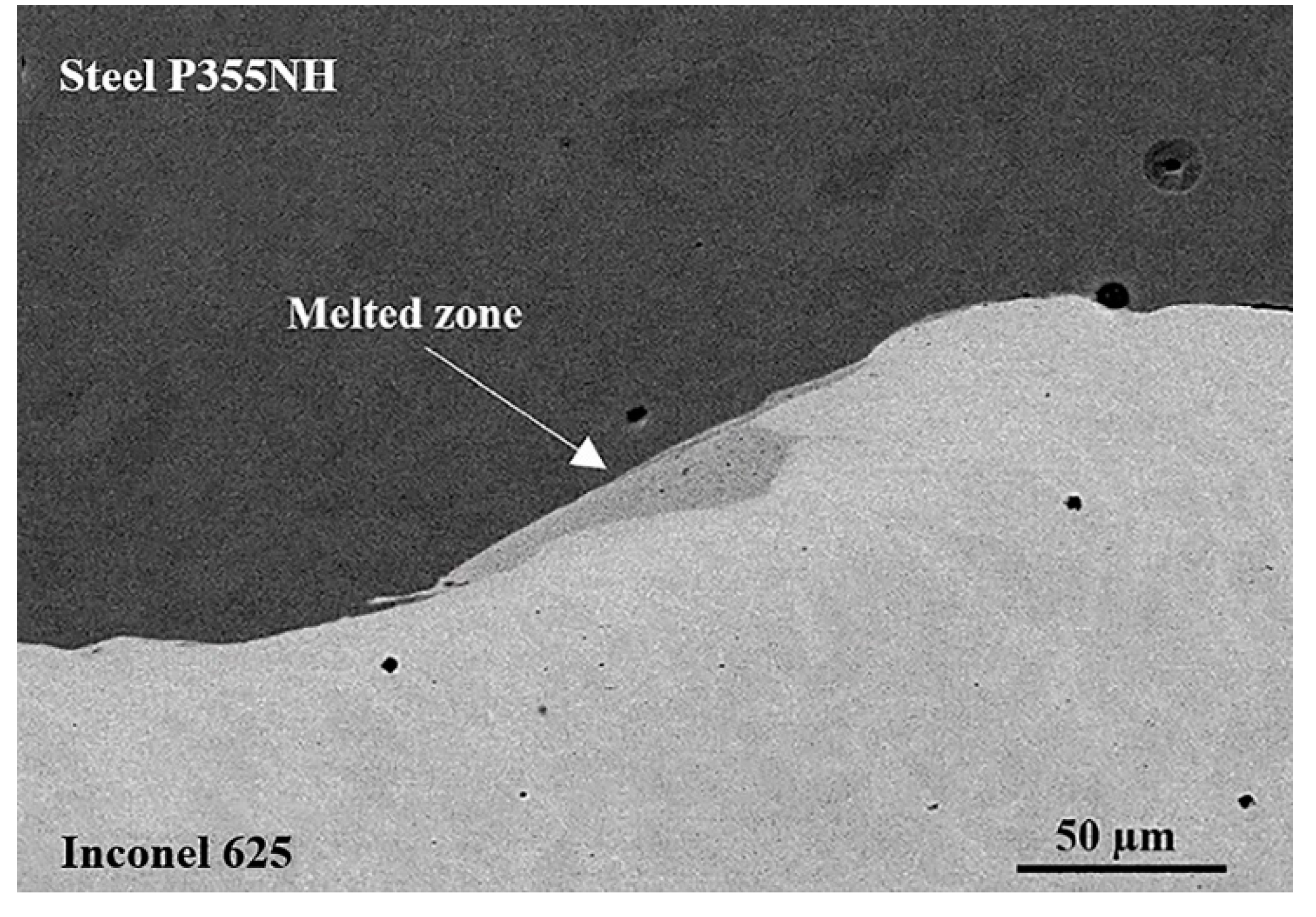
3.2. Microstructure of a Sample After Explosive Welding (InSt EXW) Joint
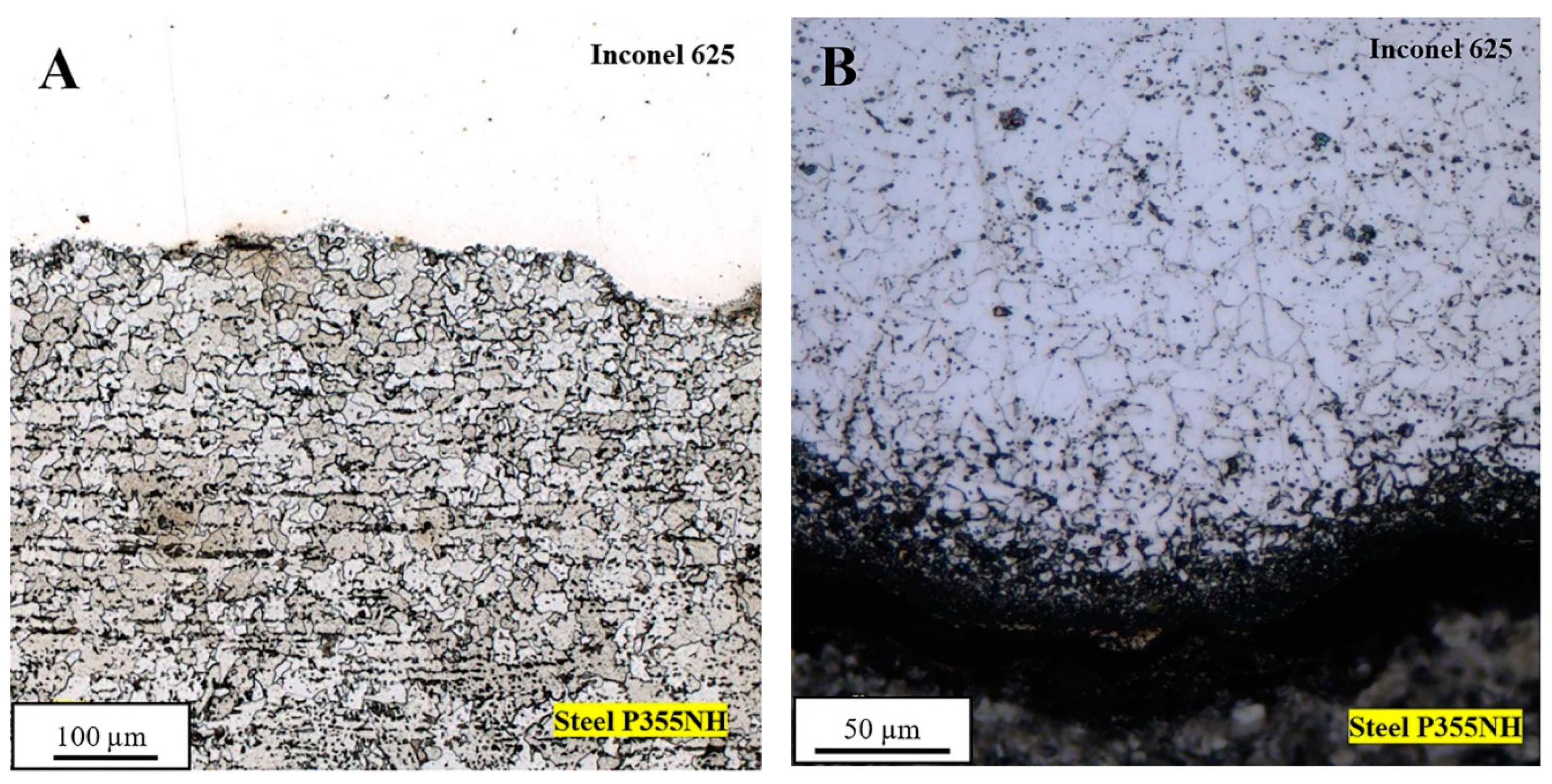
3.3. Microstructure of Sample After Post-Weld Stress Relief Annealing (InSt HTR) Joint
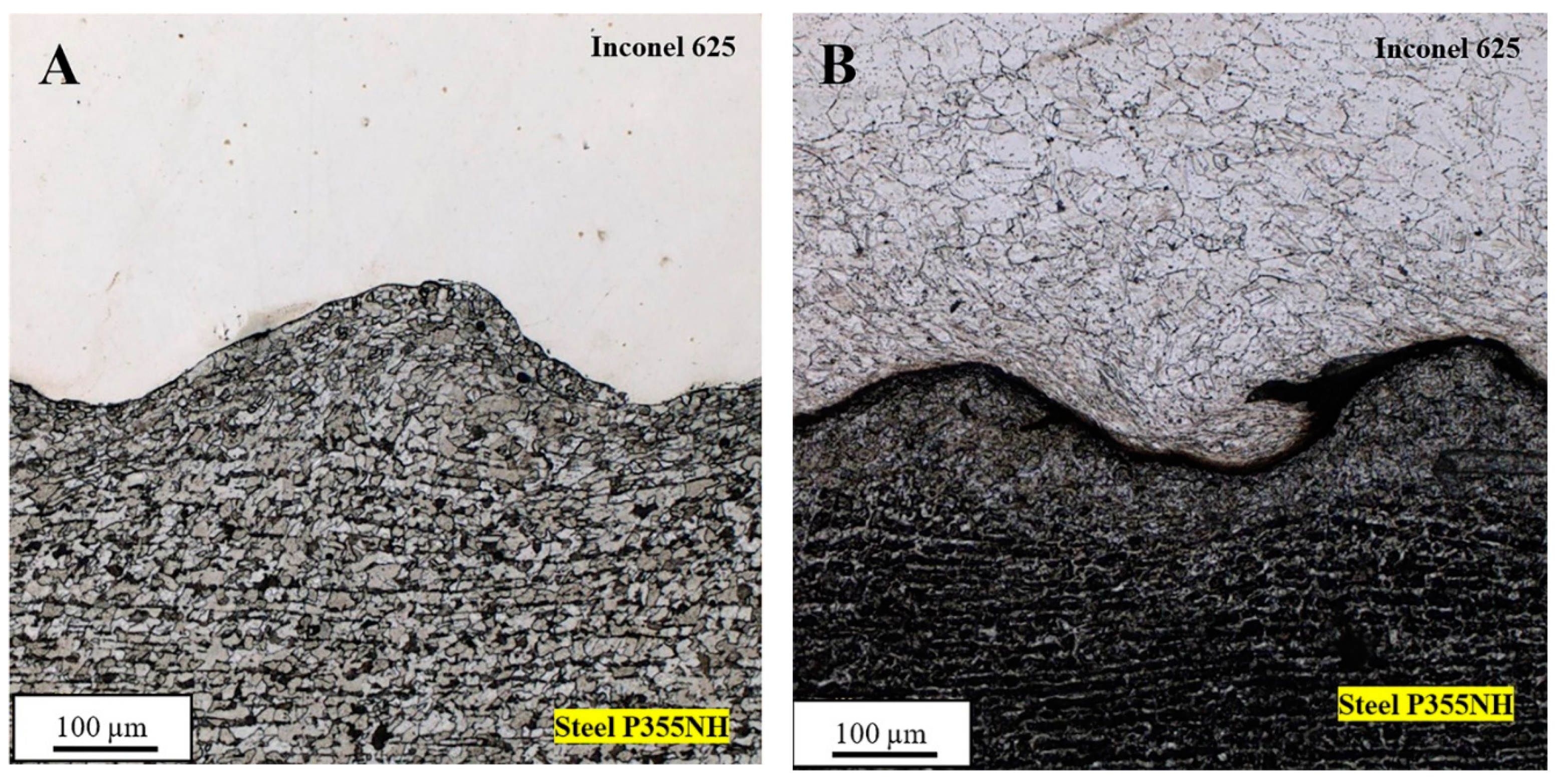
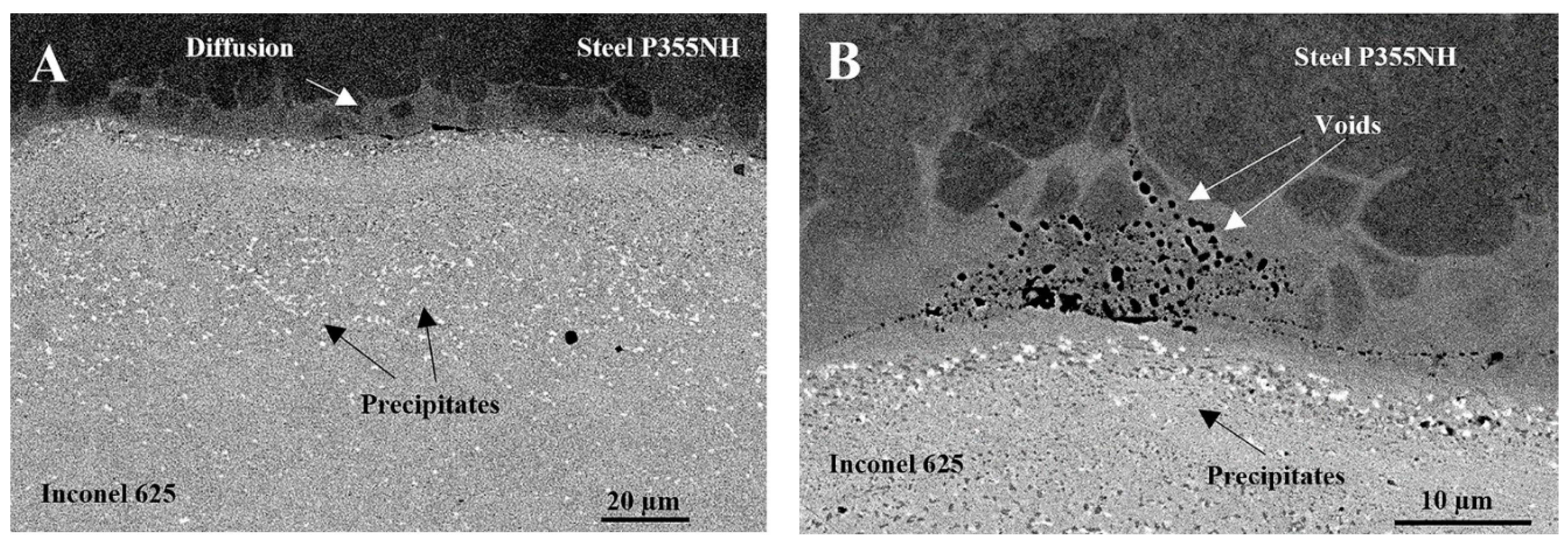
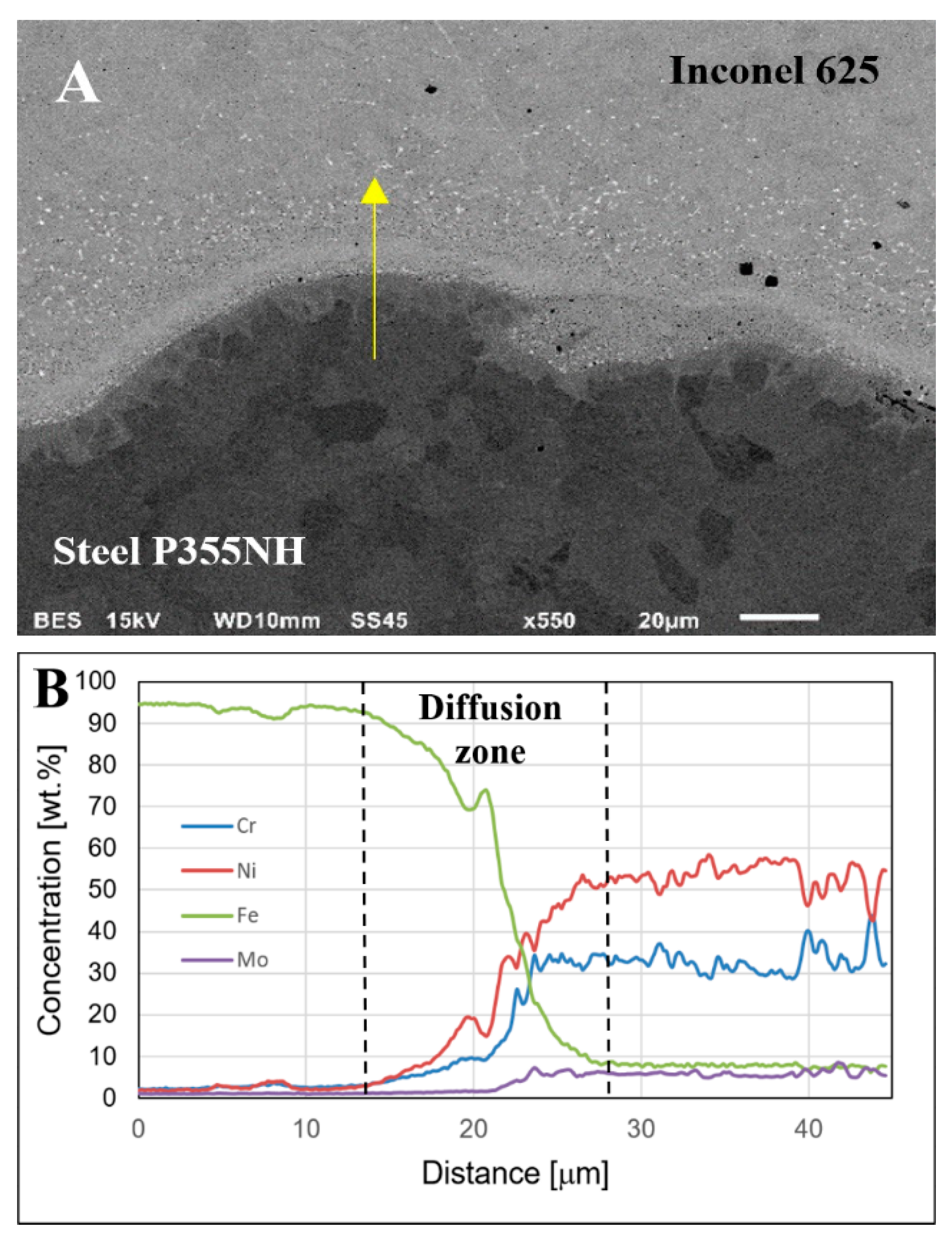
3.4. Microstructure of InSt HTN Joint
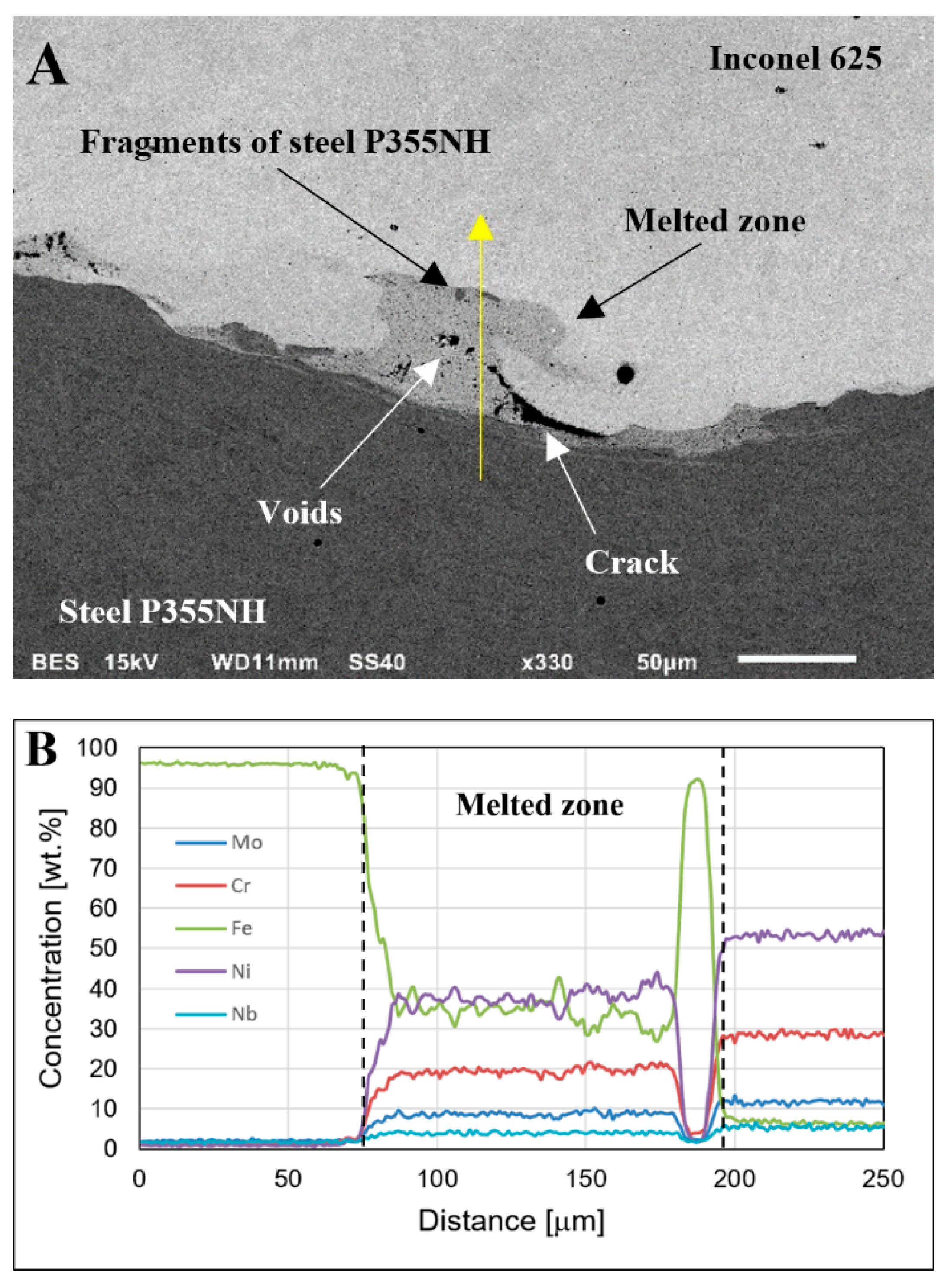
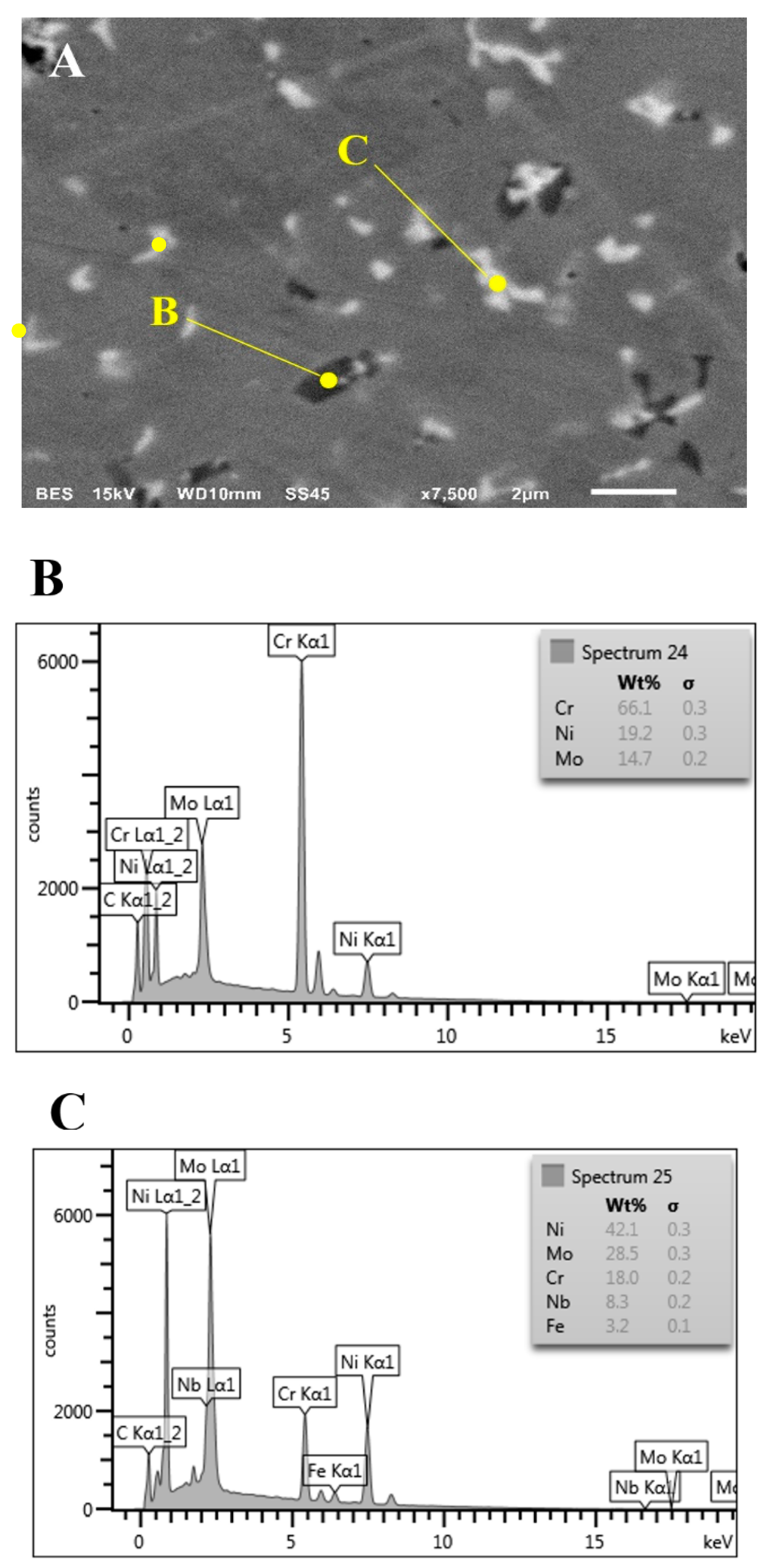
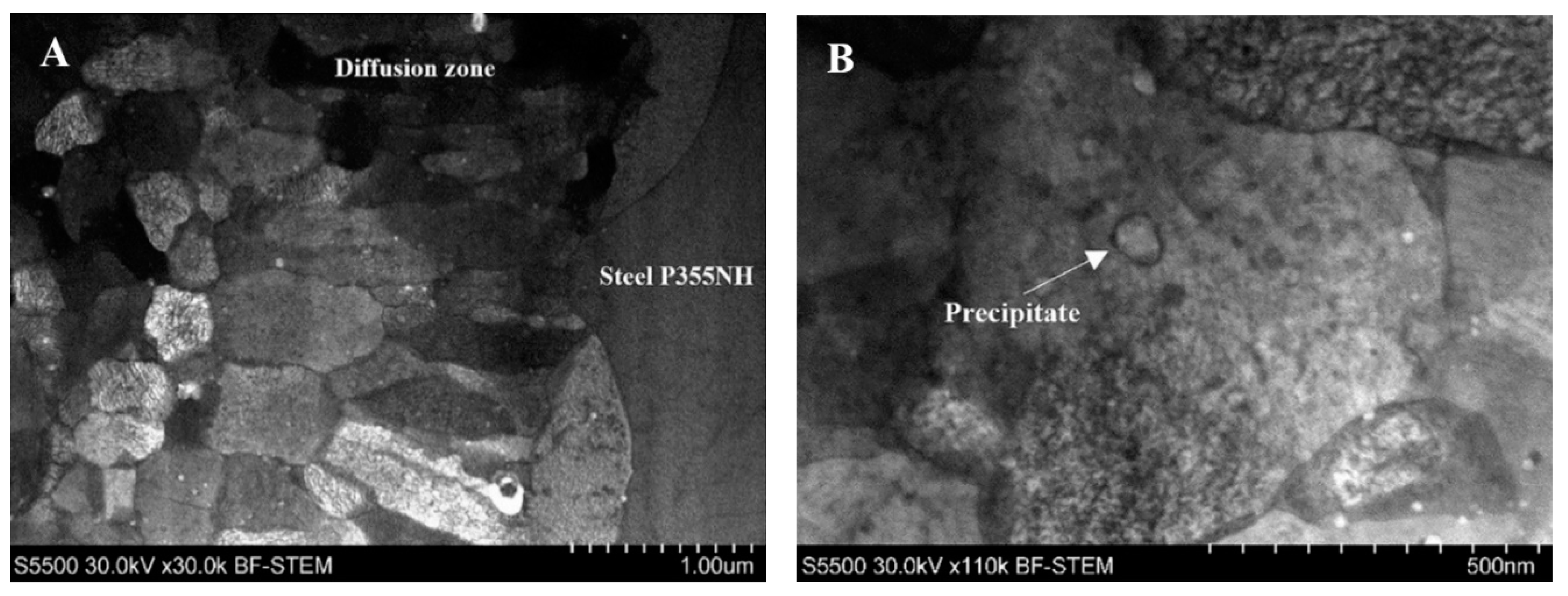
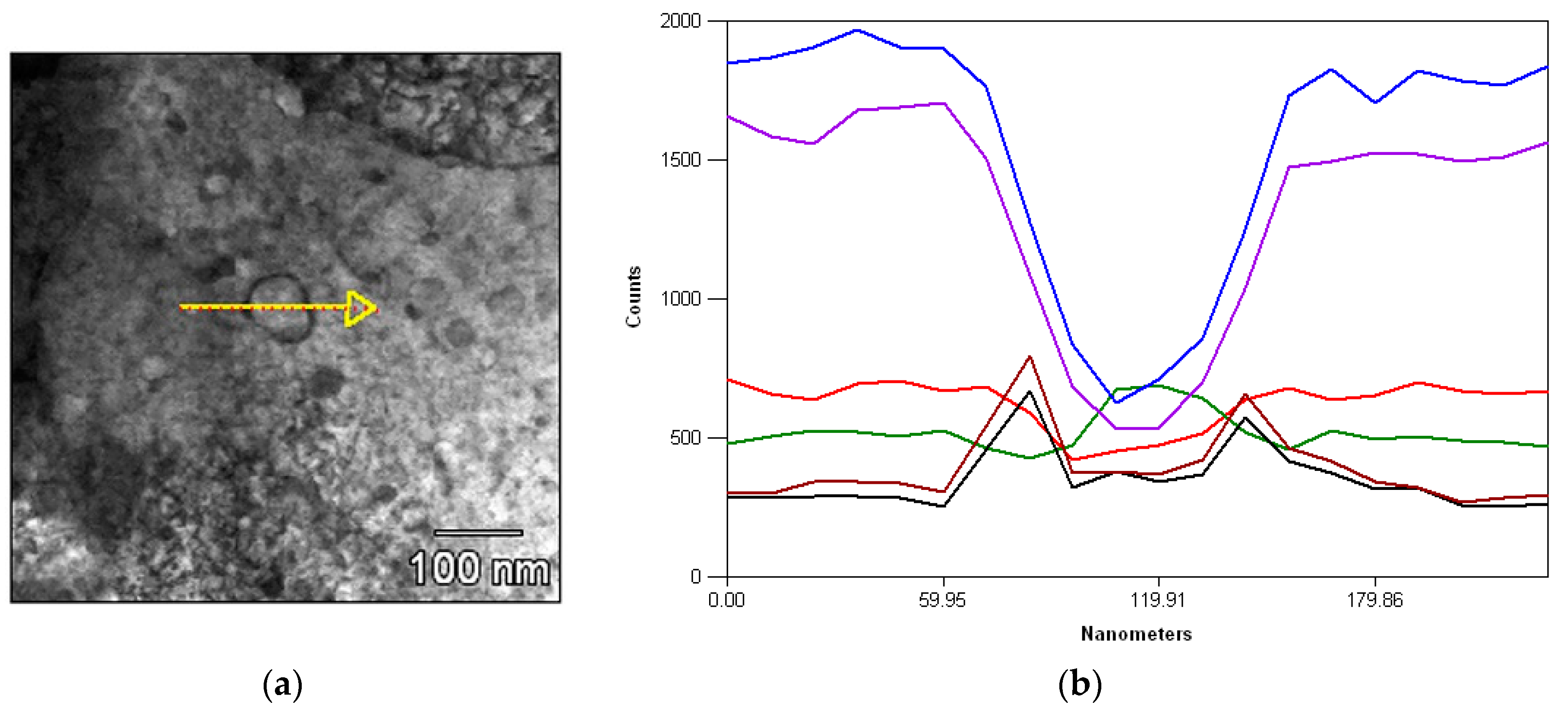
3.5. Scanning Transmission Electron Microscope Observations of the Diffusion Zone
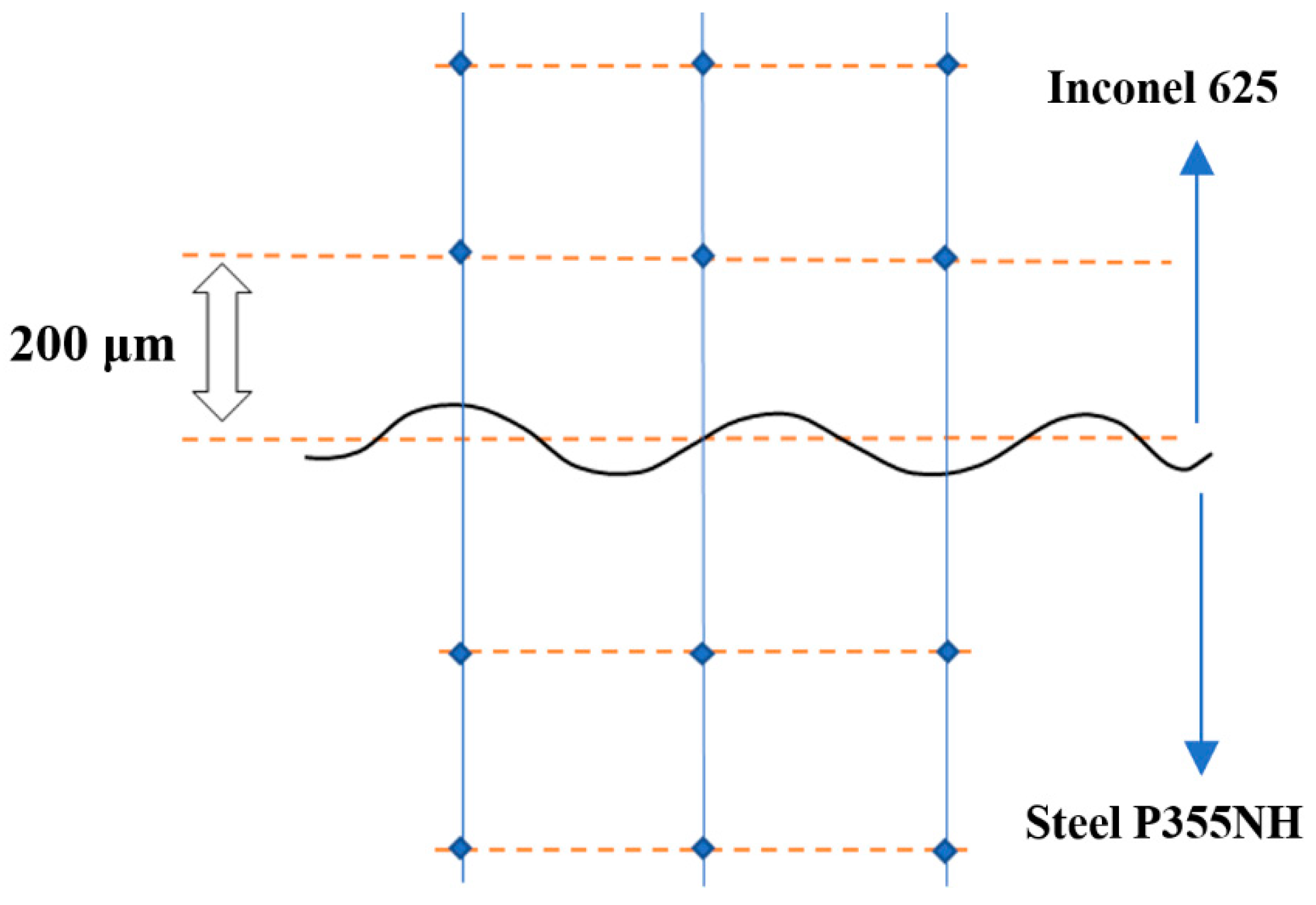
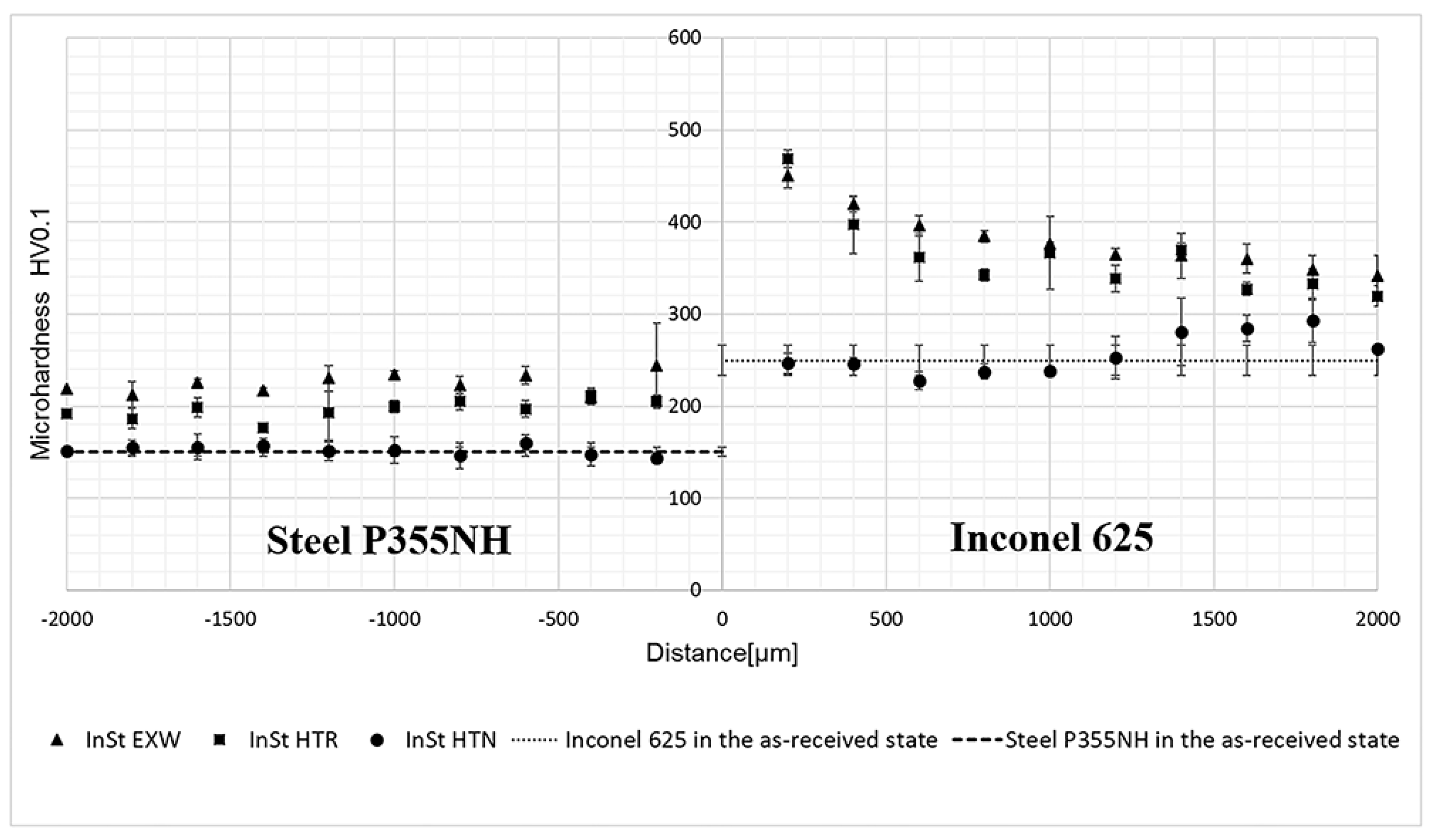
3.6. Microhardness Analysis
4. Discussion
5. Conclusions
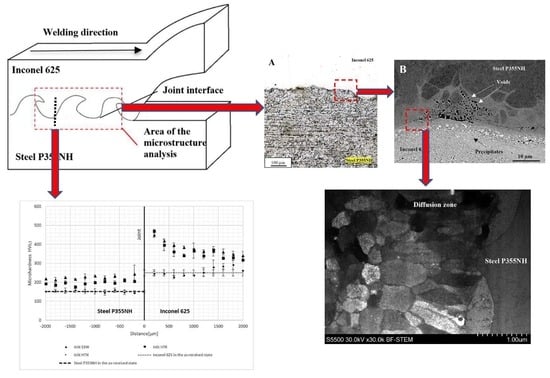
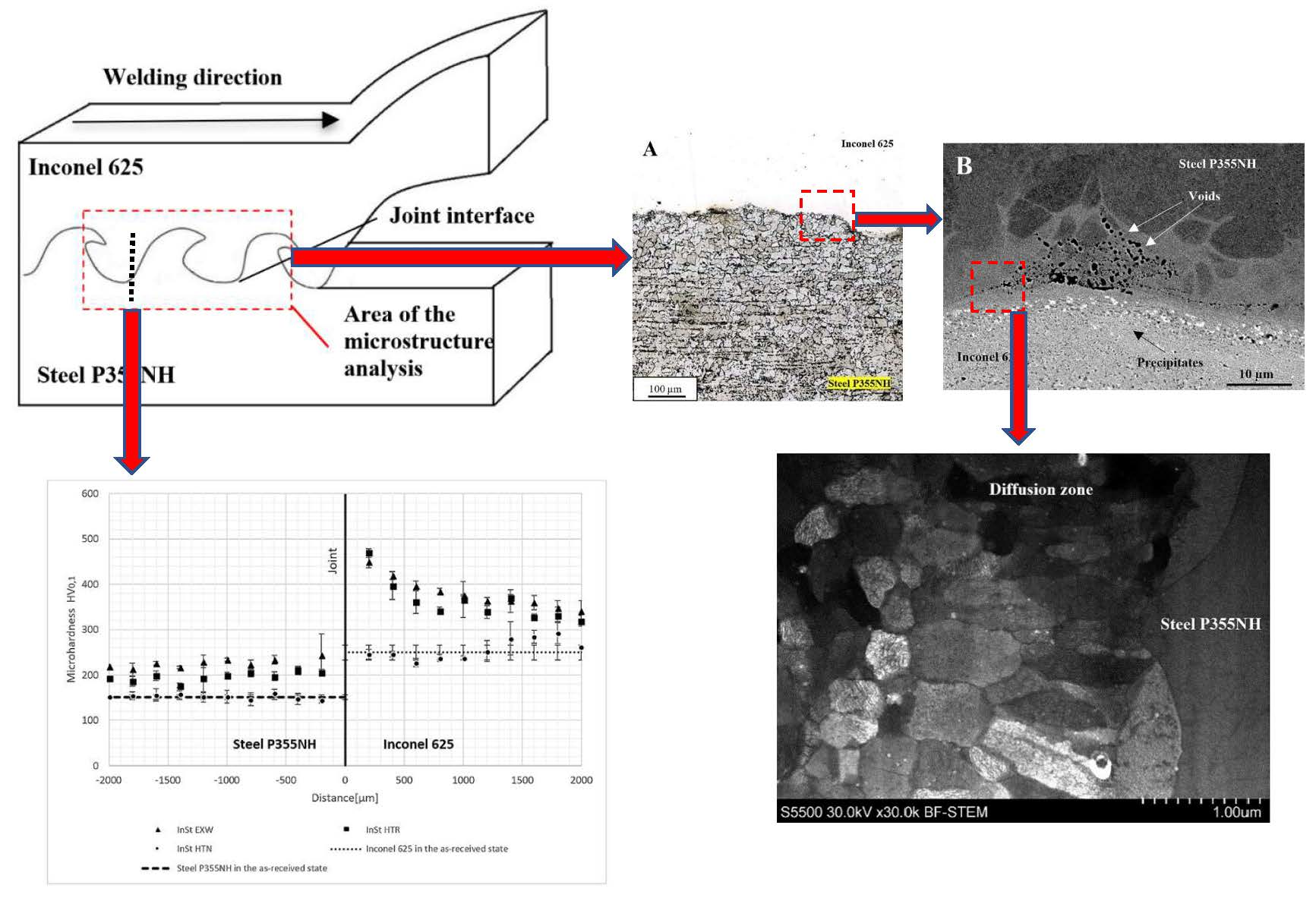
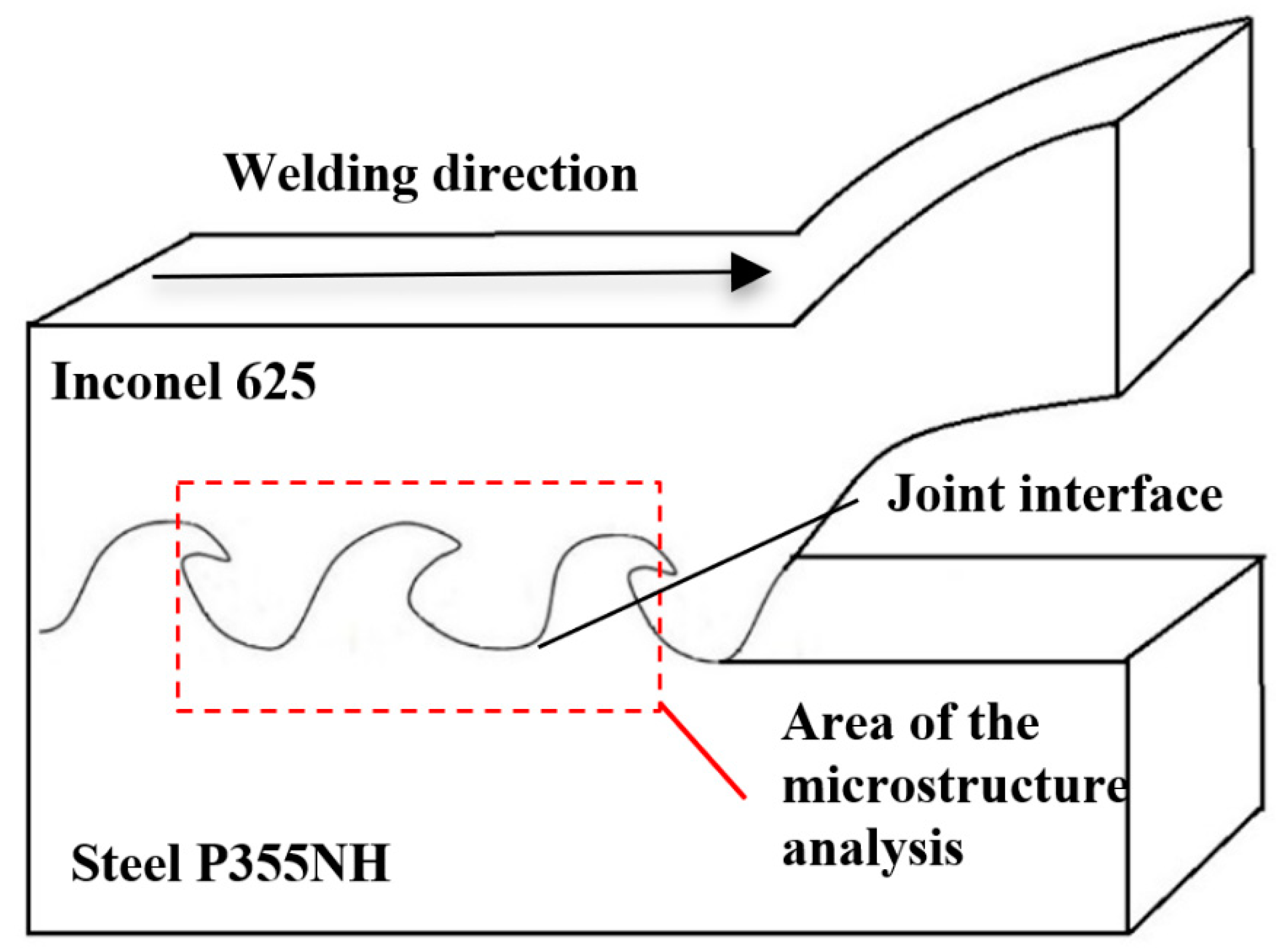
- The explosive welding process allowed to obtain joint between steel P355NH and Inconel 625 alloy. The wavy-shape joint was found to include melted zones having high concentration of imperfections such as cracks, voids and fragments of steel P355NH surface layer.
- Stress relief annealing (620 °C/90 min) led to partial recrystallization of steel P355NH in the joint area. At the same time no changes in the grainy microstructure of Inconel 625 and chemical composition of the joint have been noticed.
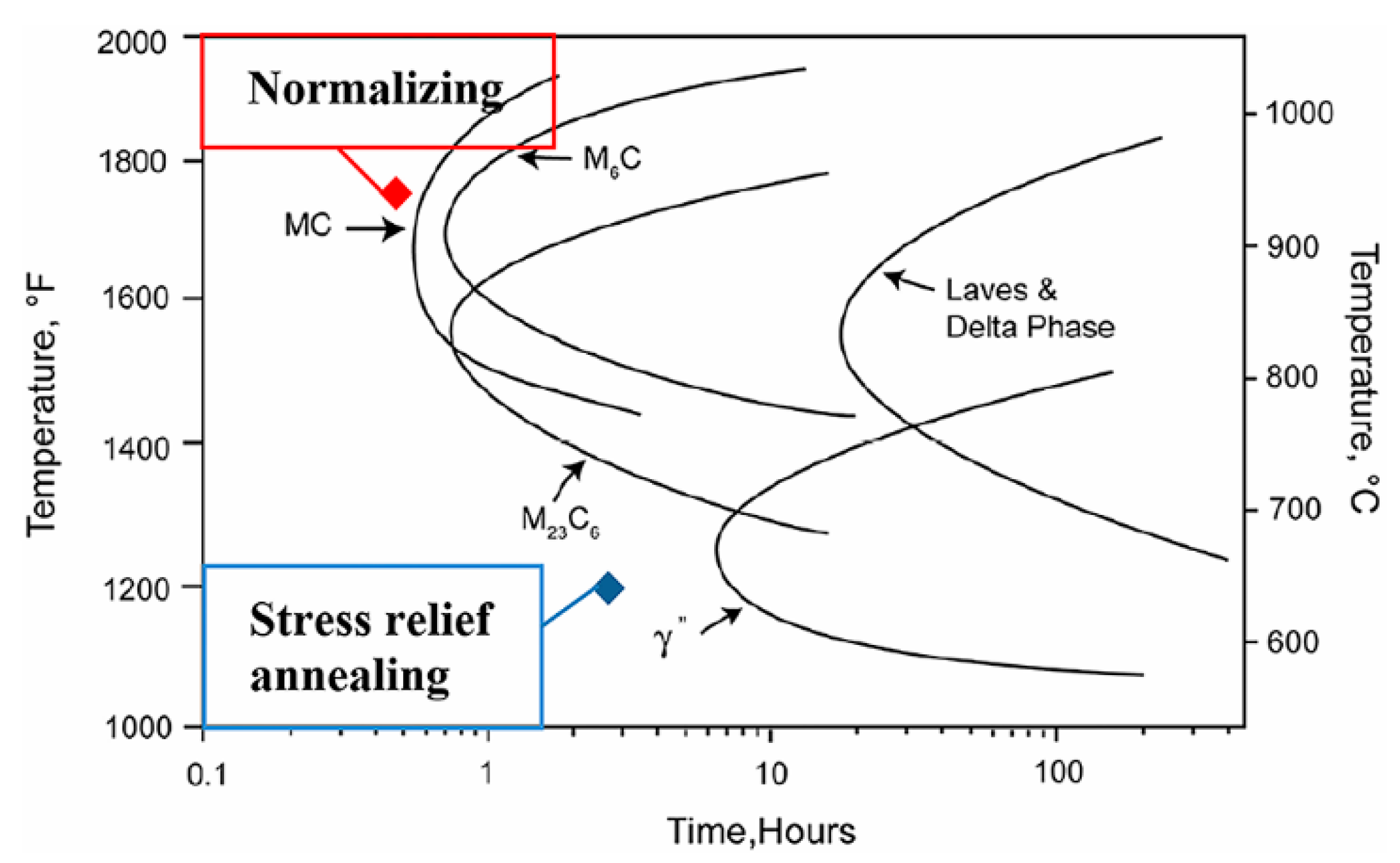
- Heat treatment in the form of normalizing (910 °C/30 min) resulted in complete recrystallization of grainy microstructure of both bonded materials.
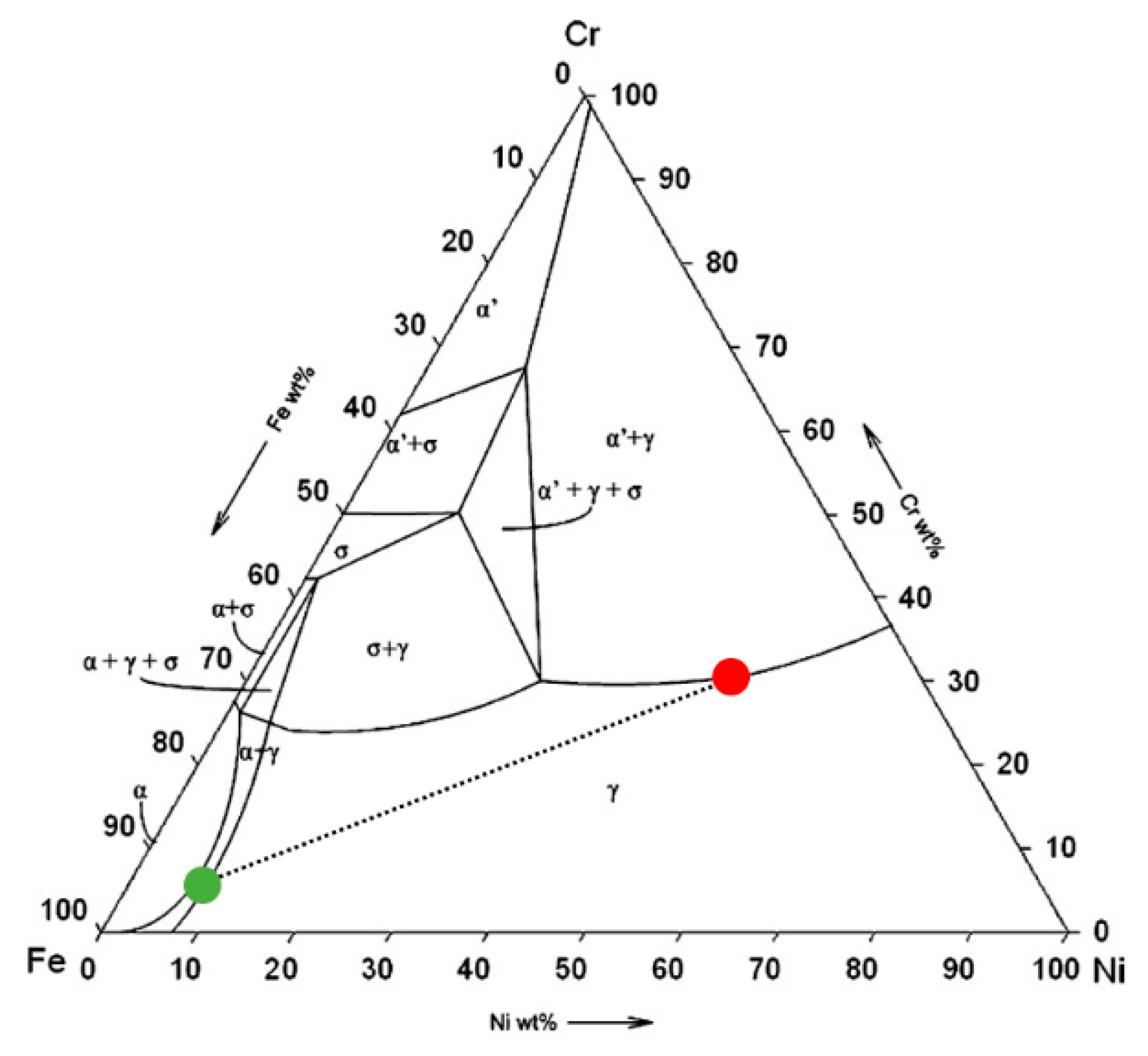
- As the result of normalizing the diffusion of Inconel 625 alloying elements into steel P355NH took place along the grain boundaries with tendency to formation of voids.
- Additionally, another effect of post-weld normalizing is the formation of M6C and M23C6 carbides in Inconel 625 alloy in the joint zone.
Author Contributions
Funding
Conflicts of Interest
References
- Karlsdóttir, S.N.; Hjaltason, S.M.; Ragnarsdóttir, K.R. Corrosion behavior of materials in hydrogen sulfide abatement system at Hellisheiði geothermal power plant. Geothermics 2017, 70, 222–229. [Google Scholar] [CrossRef]
- Tomarov, G.V.; Shipkov, A.A. Erosion–Corrosion of Metals in Multicomponent Geothermal Flows. Therm. Eng. 2006, 53, 188–194. [Google Scholar] [CrossRef]
- Durejko, T.; Ziętala, M.; Polkowski, W.; Czujko, T. Thin wall tubes with Fe3Al/SS316L graded structure obtained by using laser engineered net shaping technology. Mater. Des. 2014, 63, 766–774. [Google Scholar] [CrossRef]
- Strasser, A.; Santucci, J.; Lindquist, K.; Yario, W.; Stern, G.; Goldstein, L.; Joseph, L. Evaluation of Stainless Steel Cladding for Use in Current Design LWRs; Electric Power Research Institute: Palo Alto, CA, USA, 1982. [Google Scholar]
- Kosturek, R.; Wachowski, M.; Sniezek, L.; Gloc, M.; Sobczak, U. The effects of the heat treatment on the microstructure of Inconel 625/steel bimetal joint obtained by explosive welding. In Proceedings of the International Conference on Advanced Functional Materials and Composites (ICAFMC2018), MATEC Web of Conferences 242, Barcelona, Spain, 5–6 September 2018. [Google Scholar] [CrossRef]
- British Standard. Seamless Steel Tubes for Pressure Purposes. Technical Delivery Conditions; Alloy fine grain steel tubes; EN 10216-3:2002; British Standard: London, UK, 2002. [Google Scholar]
- Farrer, J.C.M. The Alloy Tree: A Guide to Low-Alloy Steels, Stainless Steels, and Nickel-Base Alloys; Woodhead Publishing: Oxford, UK, 2004; ISBN 1-85573-766-3. [Google Scholar]
- Pokorny, Z.; Barborak, O.; Hruby, V. Characteristics of plasma nitrided layers in deep holes. Kovove Mater. 2012, 50, 209–212. [Google Scholar] [CrossRef] [Green Version]
- Pokorny, Z.; Kadlec, J.; Hruby, V. Hardness of plasma nitrided layers created at different conditions. Chem. Listy 2011, 105, 717–720. [Google Scholar]
- Pokorny, Z.; Dobrocky, D.; Kadlec, J. Influence of alloying elements on gas nitriding process of high-stressed machine parts of weapons. Kovove Mater. 2018, 56, 97–103. [Google Scholar] [CrossRef]
- Rajani, H.R.Z.; Mousavi, S.A.A.A. On Critical Criteria for Shifting Towards Plastic Strain Localization during Explosive Cladding of Inconel 625 on Low-Carbon Steel. Combust. Explos. Shock Waves 2013, 49, 2. [Google Scholar] [CrossRef]
- Rajani, H.R.Z.; Mousavi, S.A.A.A. The Role of Impact Energy in Failure of Explosive Cladding of Inconel 625 and Steel. J. Fail. Anal. Prev. 2012, 12, 6. [Google Scholar] [CrossRef]
- Rajani, H.R.Z.; Mousavi, S.A.A.A. The effect of explosive welding parameters on metallurgical and mechanical interfacial features of Inconel 625/plain carbon steel bimetal plate. Mater. Sci. Eng. A 2012, 556, 454–464. [Google Scholar] [CrossRef]
- Rajani, H.R.Z.; Mousavi, S.A.A.A.; Madani, S.F. Comparison of corrosion behavior between fusion cladded and explosive cladded Inconel 625/plain carbon steel bimetal plates. Mater. Des. 2013, 43, 467–474. [Google Scholar] [CrossRef]
- Wachowski, M.; Gloc, M.; Ślęzak, T.; Płociński, T.; Kurzydłowski, K.J. The Effect of Heat Treatment on the Microstructure and Properties of Explosively Welded Titanium-Steel Plates. J. Mater. Eng. Perform. 2017, 26, 945–954. [Google Scholar] [CrossRef] [Green Version]
- Bristowe, W.; Pearson, M.; Stunguris, C.; Gothard, S.A. Comparison of Refractory Lined Carbon Steel and Titanium EXW Clad Pressure Vessels for Specific Operating Conditions. In Proceedings of the 26th Annual Conference of the International Titanium Association, Orlando, FL, USA, 3–6 October 2010. [Google Scholar]
- Prażmowski, M.; Rozumek, D.; Paul, H. Static and fatigue tests of bimetal Zr-steel made by explosive welding. Eng. Fail. Anal. 2017, 75, 71–81. [Google Scholar] [CrossRef]
- Findik, F. Recent developments in explosive welding. Mater. Des. 2011, 32, 1081–1093. [Google Scholar] [CrossRef]
- Rozumek, D.; Marciniak, Z. Fatigue tests of bimetal zirconium-steel made by explosive welding. Procedia Eng. 2016, 160, 137–142. [Google Scholar] [CrossRef]
- Rozumek, D.; Marciniak, Z. Crack growth of explosive welding zirconium-steel bimetal subjected to cyclic bending. Frattura ed Integrità Strutturale 2017, 42, 40–45. [Google Scholar] [CrossRef]
- Prasanthi, T.N.; C Sudha, R.; Saroja, S. Explosive cladding and post-weld heat treatment of mild steel and titanium. Mater. Des. 2016, 93, 180–193. [Google Scholar] [CrossRef]
- Kosturek, R.; Najwer, M.; Nieslony, P.; Wachowski, M. Effect of Heat Treatment on Mechanical Properties of Inconel 625/Steel P355NH Bimetal Clad Plate Manufactured by Explosive Welding, Advances in Manufacturing. Lect. Notes Mech. Eng. 2018, 681–686. [Google Scholar] [CrossRef]
- Pocica, A.; Bański, R.; Waindok, P.; Szulc, Z.; Gałka, A. Wpływ czasu obróbki cieplnej na własności bimetalu tytan-stal. In Proceedings of the XVI Międzynarodowa Konferencja, Spawanie w Energetyce, Opole-Jarnołtówek, Poland, 23–25 September 2008. [Google Scholar]
- Jiang, H.T.; Yan, X.G.; Liu, J.X.; Duan, X.G. Effect of heat treatment on microstructure and mechanical property of Ti–steel explosive-rolling clad plate. Trans. Nonferrous Metals Soc. China 2014, 24, 697–704. [Google Scholar] [CrossRef]
- Mousavi, S.A.A.A.; Sartangi, P.F. Effect of post-weld heat treatment on the interface microstructure of explosively welded titanium–stainless steel composite. Mater. Sci. Eng. A 2008, 494, 329–336. [Google Scholar] [CrossRef]
- Trueb, L.F. Microstructural effects of heat treatment on the bond interface of explosively welded metals. Metall. Trans. A 1971, 2, 145–153. [Google Scholar] [CrossRef]
- Maliutina, I.; Mali, V.; Skorokhod, K.A.; Bataev, A. Effect of Heat-Treatment on the Interface Microstructure of Explosively Welded Stainless Steel—Bronze Composite. Appl. Mech. Mater. 2015, 698, 495–500. [Google Scholar] [CrossRef]
- Findik, F.; Yilmaz, R.; Somyurek, T. The effects of heat treatment on the microstructure and microhardness of explosive welding. Sci. Res. Essays 2011, 6, 4141–4151. [Google Scholar] [CrossRef]
- Fronczek, D.M.; Chulist, R.; Litynska-Dobrzynska, L.; Kac, S.; Schell, N.; Kania, Z.; Szulc, Z.; Wojewoda-Budka, J. Microstructure and kinetics of intermetallic phase growth of three-layered A1050/AZ31/A1050 clads prepared by explosive welding combined with subsequent annealing. Mater. Des. 2017, 130, 120–130. [Google Scholar] [CrossRef]
- Fronczek, D.M.; Chulist, R.; Szulc, Z.; Wojewoda-Budka, J. Growth kinetics of TiAl3 phase in annealed Al/Ti/Al explosively welded clads. Mater. Lett. 2017, 198, 160–163. [Google Scholar] [CrossRef]
- Wang, X.G.; Li, X.G.; Yan, F.J.; Wang, C.G. Effect of heat treatment on the interfacial microstructure and properties of Cu-Al joints. Weld. World 2017, 61, 187–196. [Google Scholar] [CrossRef]
- Chen, C.Y.; Chen, H.L.; Hwang, W.S. Influence of Interfacial Structure Development on the Fracture Mechanism and Bond Strength of Aluminum/Copper Bimetal Plate. Metall. Trans. A 2006, 47, 1232–1239. [Google Scholar] [CrossRef] [Green Version]
- Atabaki, M.M.; Nikodinovski, M.; Chenier, P.; Ma, J.; Harooni, M.; Kovacevic, R. Welding of Aluminum Alloys to Steels: An Overview. J. Manuf. Sci. Prod. 2014, 14, 59–78. [Google Scholar] [CrossRef]
- Petrzak, P.; Kowalski, K.; Blicharski, M. Analysis of Phase Transformations in Inconel 625 Alloy during Annealing. Acta Phys. Pol. A 2016, 130, 4. [Google Scholar] [CrossRef]
- Shoemaker, L.E. Alloys 625 and 725: Trends in properties and applications. In Superalloys 718, 625, 706 and Derivatives; The Minerals, Metals & Materials Society: Pittsburgh, PA, USA, 2005; pp. 409–418. [Google Scholar]
- Sukumaran, A.; Gupta, R.K.; Kumar, V.A. Effect of Heat Treatment Parameters on the Microstructure and Properties of Inconel-625 Superalloy. J. Mater. Eng. Perform. 2017, 26, 3048–3057. [Google Scholar] [CrossRef]
- Maj, P.; Adamczyk-Cieslak, B.; Slesik, M.; Mizera, J.; Pieja, T.; Sieniawski, J.; Gancarczyk, T.; Dudek, S. The Precipitation Processes and Mechanical Properties of Aged Inconel 718 Alloy After Annealing. Arch. Metall. Mater. 2017, 62, 1695–1702. [Google Scholar] [CrossRef] [Green Version]
- Rongbin, L.; Mei, Y.; Wenchang, L.; Xianchang, H. Effects of Cold Rolling on Precipitates in Inconel 718 Alloy. J. Mater. Eng. Perform. 2002, 11, 504–508. [Google Scholar] [CrossRef]
- Liu, W.C.; Xiao, F.R.; Yao, M.; Yuan, H.; Chen, Z.L.; Jiang, Z.Q.; Wang, S.G.; Li, W.H. Influence of cold rolling on the precipitation kinetics of γ′′ and δ phases in Inconel 718 alloy. J. Mater. Sci. Lett. 1998, 17, 245–247. [Google Scholar] [CrossRef]
- Yunpeng, M.; Yongchang, L.; Chenxi, L.; Chong, L.; Liming, Y.; Qianying, G.; Huijun, L. Effects of cold rolling on the precipitation kinetics and the morphology evolution of intermediate phases in Inconel 718 alloy. J. Alloys Compd. 2015, 649, 949–960. [Google Scholar] [CrossRef]
- López, B.; Gutiérrez, I.; Urcola, J.J. Study of the Microstructure Obtained after Diffusion Bonding Inconel 625 to Low Alloy Steel by Hot Uniaxial Pressing or Hipping. Mater. Charact. 1992, 28, 49–59. [Google Scholar] [CrossRef]
- Chiba, A.; Nishida, M.; Morizono, Y.; Imamura, K. Bonding characteristics and diffusion barrier effect of the TiC phase formed at the bonding interface in an explosively welded titanium/high-carbon steel clad. J. Phase Equilib. 1995, 16, 411–415. [Google Scholar] [CrossRef]
- Gutierrez, I.; Urcola, J.J.; Bilbao, J.M.; Villar, L.M. Bonding by hot extrusion of Incoloy 825 and Duplex 2205 to low alloy steel. Mater. Sci. Technol. Ser. 1991, 7, 761–769. [Google Scholar] [CrossRef]
- Yen, Y.; Su, J.; Huang, D. Phase equilibria of the Fe–Cr–Ni ternary systems and interfacial reactions in Fe–Cr alloys with Ni substrate. J. Alloy Compd. 2008, 457, 270–278. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Inconel 625 | Al | Cr | Fe | Mo | Nb | Ti | Ni |
| 0.16 | 21.5 | 4.6 | 8.7 | 3.32 | 0.18 | Base | |
| St. P355NH | C | Cr | Si | Mn | Ni | Cu | Fe |
| 0.18 | 0.02 | 0.35 | 1.19 | 0.22 | 0.2 | Base |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kosturek, R.; Wachowski, M.; Śnieżek, L.; Gloc, M. The Influence of the Post-Weld Heat Treatment on the Microstructure of Inconel 625/Carbon Steel Bimetal Joint Obtained by Explosive Welding. Metals 2019, 9, 246. https://doi.org/10.3390/met9020246
Kosturek R, Wachowski M, Śnieżek L, Gloc M. The Influence of the Post-Weld Heat Treatment on the Microstructure of Inconel 625/Carbon Steel Bimetal Joint Obtained by Explosive Welding. Metals. 2019; 9(2):246. https://doi.org/10.3390/met9020246
Chicago/Turabian StyleKosturek, Robert, Marcin Wachowski, Lucjan Śnieżek, and Michał Gloc. 2019. "The Influence of the Post-Weld Heat Treatment on the Microstructure of Inconel 625/Carbon Steel Bimetal Joint Obtained by Explosive Welding" Metals 9, no. 2: 246. https://doi.org/10.3390/met9020246