In order to explore the effect of the aforementioned changes in the chemical composition, model alloys were produced, where the Co concentration varied between 10% and 30% and the amount of the γ′-forming elements Al and Ti was altered. The alloying elements Cr, Mo, and Nb remained at the level of alloy 718 while Fe was completely replaced by Co. Furthermore, 0.025% carbon was added which is a typical content in alloy 718.
Table 1 shows a list of alloys discussed in the following. There are two series of alloys. In the L series, discussed in
Section 2.2.1, the amount of Co was varied at a constant Al and Ti content in order to investigate the effect of Co on the microstructure and properties of the alloys.
Section 2.2.1 is concluded with a closer inspection of alloy L4. It is demonstrated that this alloy exhibits the intended characteristics, namely presence of the δ-phase for grain refinement as in alloy 718, a slow precipitation kinetics despite presence of the γ′-phase for strengthening, a hardness comparable to that of alloy 718 and, at the same time, an improved microstructural stability compared to alloy 718. This demonstrates the validity of the alloy development concept proposed in
Section 2.1. In
Section 2.2.2, the question of whether further improvements in the microstructural stability, beyond that of alloy L4, are possible is addressed. For this purpose, the V-alloy series was investigated where the focus was on the Al/Ti ratio at a given Co content. These investigations finally led to alloy V17 which essentially became VDM Alloy 780. The section closes with remarks concerning this new 718-type superalloy.
The alloys investigated here were produced by vacuum arc melting, typically in quantities of 600 g per melt; in the following, this is referred to as laboratory scale, unless otherwise stated. The melt was poured into copper crucibles, leading to rods with a 13 mm diameter and approximately an 80 mm length. The materials were then homogenized in a vacuum furnace at 1140 °C/6 h + 1175 °C/20 h and hot deformed by rotary swaging, leading to a diameter of 9 mm and a true strain of φ = −0.37. Unless otherwise stated, the materials were then heat treated at 980 °C/1.5 h/water quenching (WQ) + 718 °C/8 h + furnace cooling (FQ) at 50 °C/h to 621 °C/8 h; in the following, this is referred to as standard heat treatment. This is a typical solution and precipitation heat-treatment procedure for alloy 718. Additionally, thermodynamic calculations were conducted using the software ThermoCalc®, Version S with a TTNi7 database.
2.2.1. The effect of the Co Content
In the first set of experiments using the L-alloys in
Table 1, we were interested in studying the effect of Co on the tendency to form the δ-phase. All micrographs were obtained after standard heat treatment.
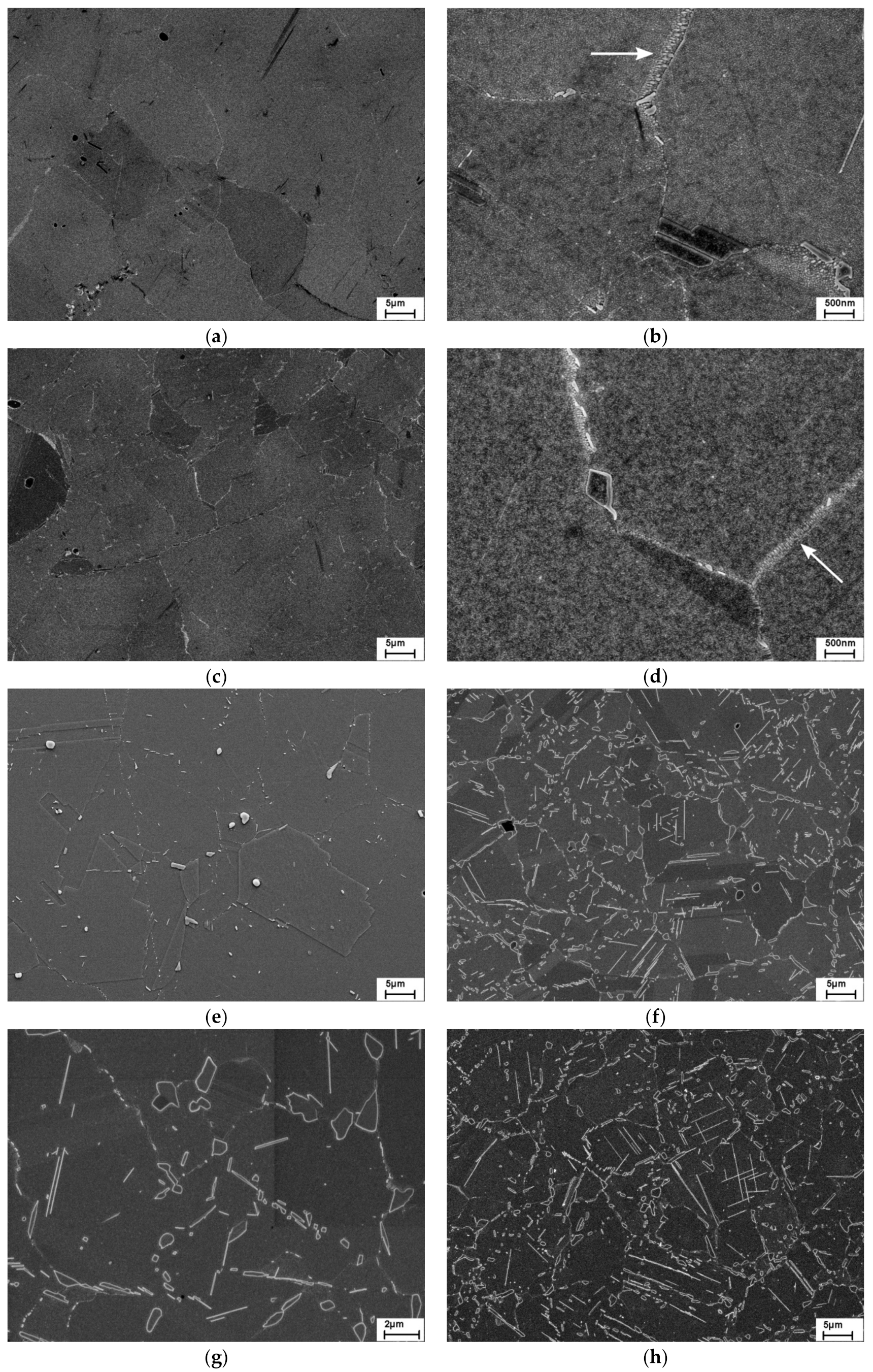
Figure 2 shows a first series of alloys where the Co content varied from 10% to 30% at an Al and Ti concentration of 1.2% and 1.1%, respectively. At low magnification and the lowest Co contents of 10% and 14%, hardly any precipitation at grain boundaries (i.e., the typical precipitation site of the δ-phase) could be seen (
Figure 2a,c). In fact, it turns out at higher magnification that most of what can be seen is a discontinuous precipitation reaction of the γ′-phase (see arrows in
Figure 2b,d), while very few discrete particles that can be associated with the δ-phase are visible. Probably, the lack of grain boundary pinning by the δ-phase facilitated the discontinuous precipitation reaction. At a Co content of 17% (
Figure 2e), δ-phase can clearly be seen at grain boundaries, yet at a relatively small content. In contrast, there was massive precipitation of particles along grain boundaries but also in the grain interior at 25% Co and, particularly, at 30% Co (
Figure 2f–i). This clearly shows the effect of Co in promoting the precipitation of larger particles that can be effectively used for pinning of grain boundaries. Interrupted heat treatment experiments demonstrated that these particles form as a result of the heat treatment at 980 °C/1.5 h.
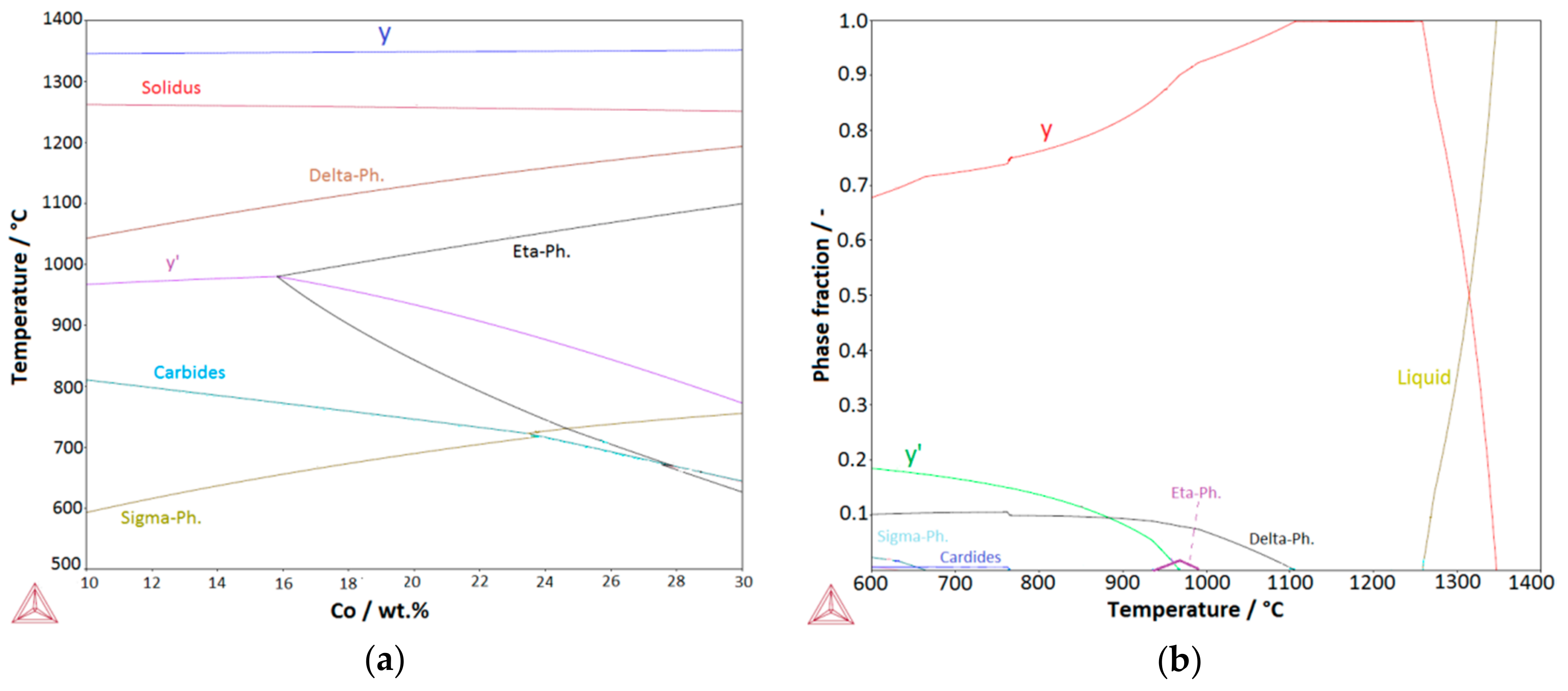
To analyze the effect of Co on phase formation in these superalloys further, a quasi-binary phase diagram was calculated using a varying Co/Ni content at the same amount of C, Cr, Mo, Al, Ti, and Nb, as in the abovementioned alloy series. The result is shown in
Figure 3a. It can clearly be seen that Co has a pronounced effect on the stability of the δ-phase in that it significantly increases its solvus temperature. Consequently, the equilibrium volume fraction of the δ-phase at 980 °C increases with the Co content according to the calculations. This prediction is in agreement with the experimental findings. The calculations predict an analogous correlation between Co content and η-phase formation. At 10% and 14% Co, η does not exist and the η-phase field is barely touched at 17%. This is further illustrated in
Figure 3b, where the calculated phase fractions are shown for the latter amount of Co. The field of existence of the η-phase is only between approximately 940 °C and 990 °C and the calculated volume fraction is very small. However, significant precipitation of the η-phase at 980 °C is predicted for alloys L17 and L18, containing 25% and 30% Co, respectively. In this context, it is worthwhile to inspect the corresponding micrographs again (
Figure 2f–i). They show two particle populations with distinctively different morphologies. One is essentially equiaxed with blocky morphology and the other is in the form of narrow plates with high aspect ratio, respectively. While the δ-phase in alloy 718 is typically blocky after billet forging and subsequent heat treatment at around 980 °C, the η-phase in alloy 706 always forms as narrow plates [
37]. Thus, it stands to reason that the former population belongs to the δ-phase while the latter to the η-phase. However, precise phase identification for these model alloys was beyond the scope of this study and the assignment of the two particle morphologies to the δ- and η-phases was conducted with this qualification. Coexistence of both phases in superalloys was also reported in References [
38,
39].
According to
Figure 3a, the solvus temperature of the γ′-phase remains essentially constant as long as the η-phase does not form. Once η forms, Ti is removed from the matrix. Consequently, T
γ′,solvus declines. It is always lower than T
δ,solvus. This is important for practical applications as fine grain forging has to be conducted in the presence of the δ-phase but in the absence of the strengthening phase. The M
23C
6 carbide occurs due to the small amount of carbon added. According to the calculations, the σ-phase is also present; however, it was never observed experimentally in the investigated alloys.
To demonstrate that the aforementioned effect of Co in stabilizing the δ/η-phase is not limited to a specific content of the γ′- forming elements, a further example is given. Here, the Al and Ti content was essentially that of alloy 718, i.e., 0.65% and 0.75%, respectively. While alloy L3, containing 17% Co, showed a small number of particles, being essentially located at grain boundaries (
Figure 4a), alloy L6 (30% Co) exhibited massive precipitation of particles at grain boundaries and in the grain interior (
Figure 4b). Again, two distinctively different particle morphologies were visible, which may be linked to the δ- and η-phases. Clearly, the Co content must be selected such that sufficient particles are present for grain refinement but excessive δ/η-formation is prevented.
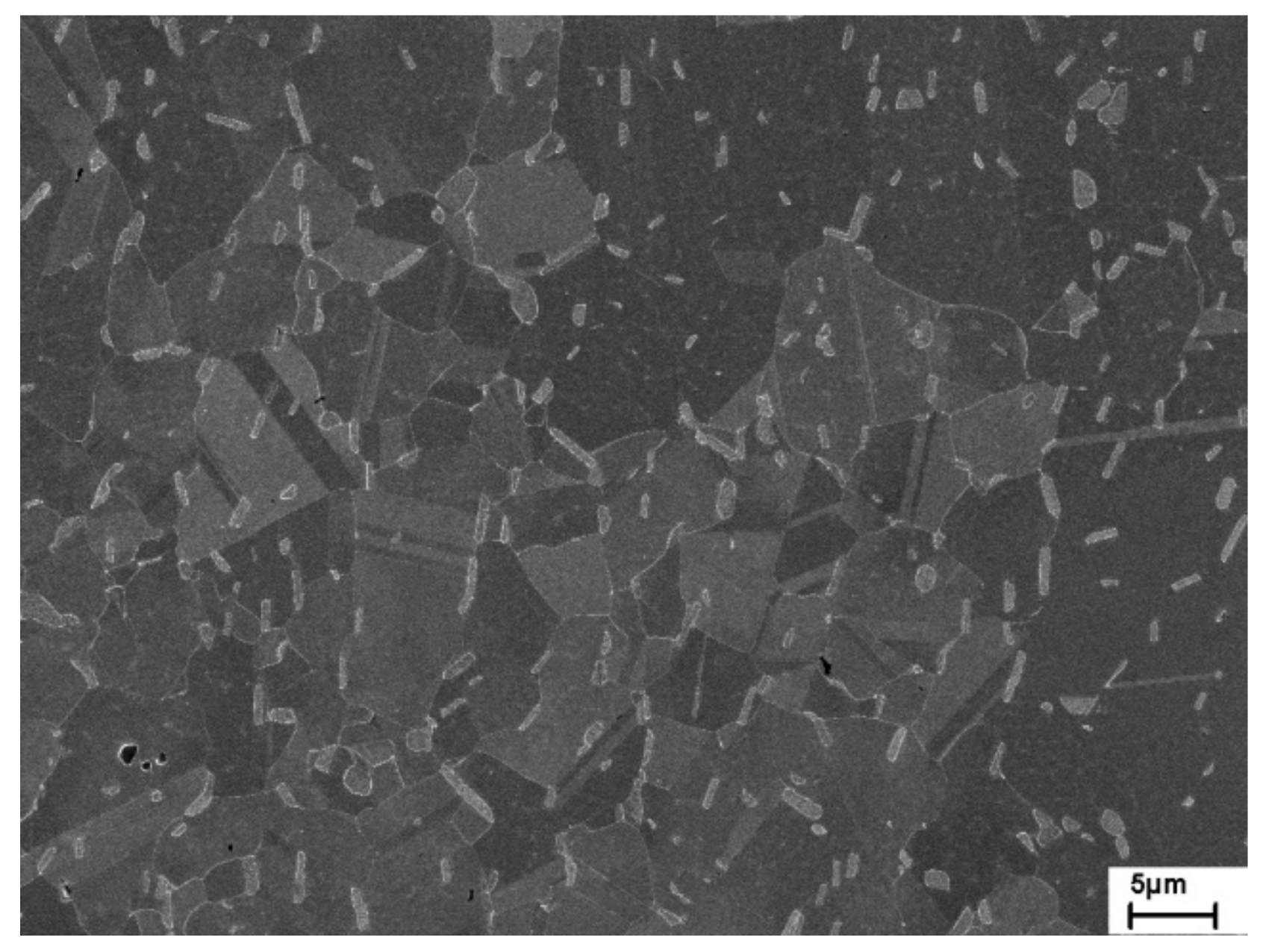
Among the materials investigated thus far, alloy L4 appears to be particularly interesting. It contains a moderate amount of δ-phase and is expected to be predominantly strengthened by the γ′-phase due to the fact of its raised Al content. Hence, this alloy was studied in more detail. For this purpose, it was not only produced on a laboratory scale but also in a larger quantity. Two hundred kilograms were triple melted at the Institut für Metallurgische Prozesstechnik und Metallrecycling, RWTH Aachen and forged at the Institut für Bildsame Formgebung, RWTH Aachen for this purpose. In the following, this processing route is referred to as a technical scale. The microstructure of the forged billet after standard heat treatment is shown in
Figure 5. Blocky δ-precipitates are uniformly distributed along grain boundaries. As a result, the grain size is fairly small. The particle morphology and distribution resemble that of alloy 718. Compared to the same material fabricated on a laboratory scale (see
Figure 2e), the precipitation was more pronounced. This can be attributed to the higher degree of deformation, promoting the formation of the δ-phase.
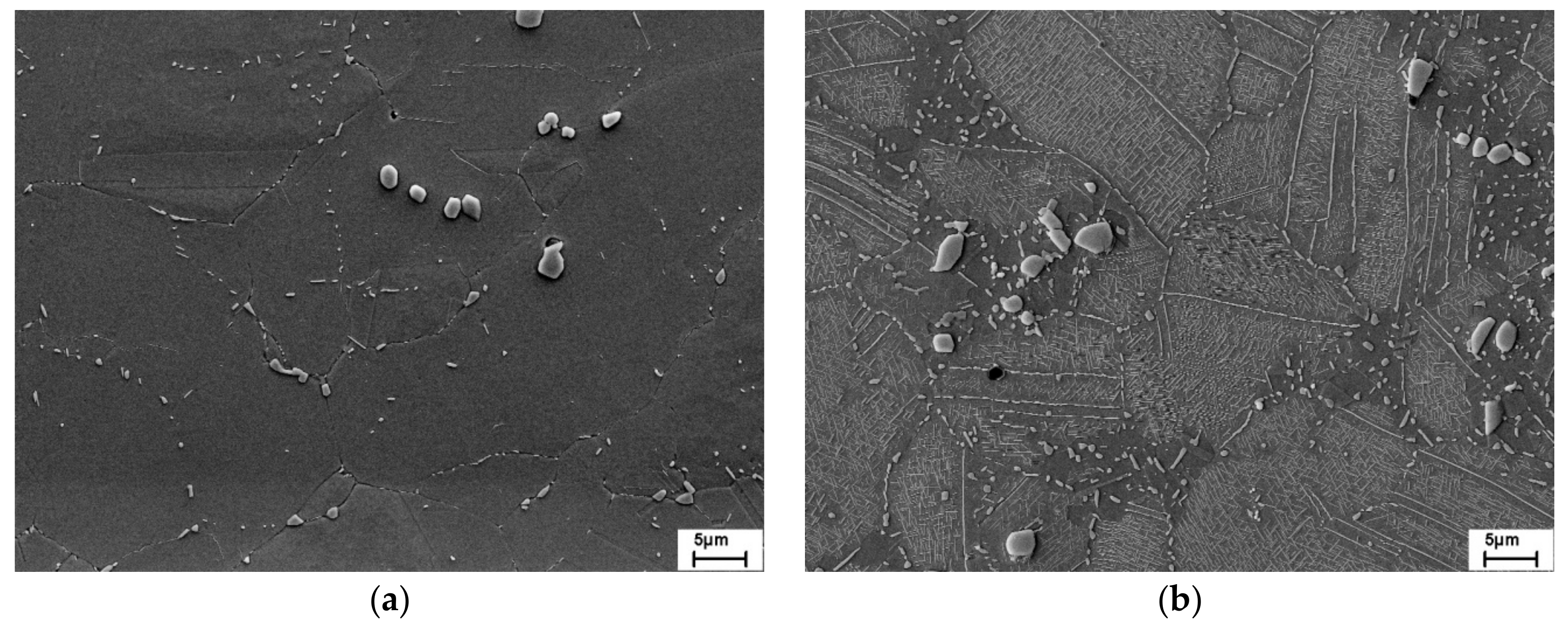
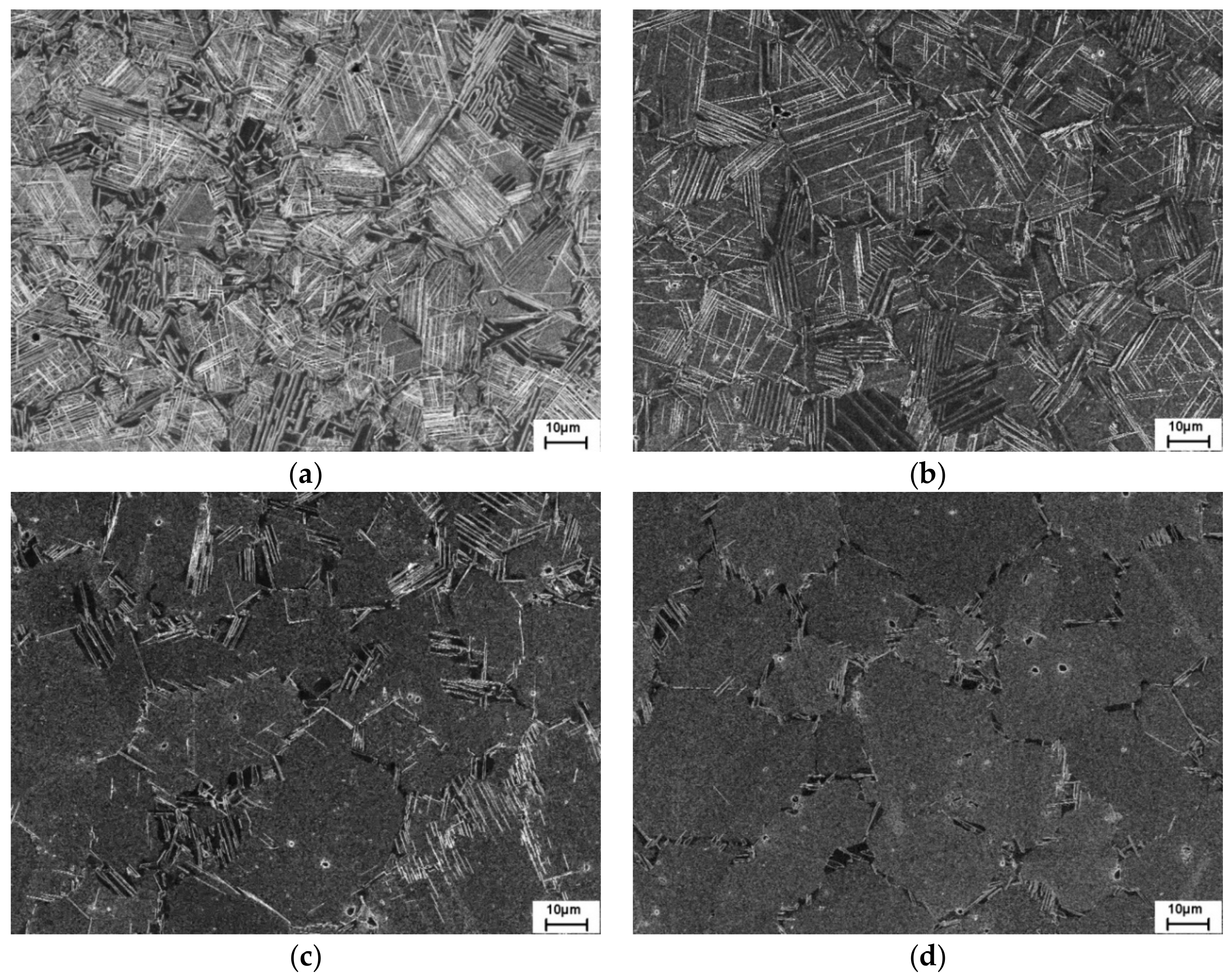
In
Figure 6a–d, the microstructure of alloy L4 is compared with that of alloy 718 after standard heat treatment plus aging at 700 °C/500 h. While alloy L4 was produced on a laboratory scale, alloy 718 was produced as 30 kg melt in a vacuum induction furnace and hot deformed by rolling instead of rotary swaging. Alloy L4 displays a stable microstructure after this heat treatment. Precipitation of δ/η particles was still concentrated along grain boundaries (
Figure 6c). Only occasionally were there plate-shaped precipitates found in the grain interior. At high magnification (
Figure 6d), a homogeneous distribution of small cube-shaped precipitates could be seen. This demonstrates the presence of γ′ instead of γ″ as the principal strengthening phase. In contrast, alloy 718 exhibited already significant growth of particles from the grain boundaries into the grain interior (
Figure 6a) and coarsening of the γ″ precipitates (
Figure 6b). The result illustrates again that alloy 718 is not suitable for applications at such a relatively high temperature. Note that the matrix was etched away in these images, leading to the impression of an unrealistically high precipitate content.
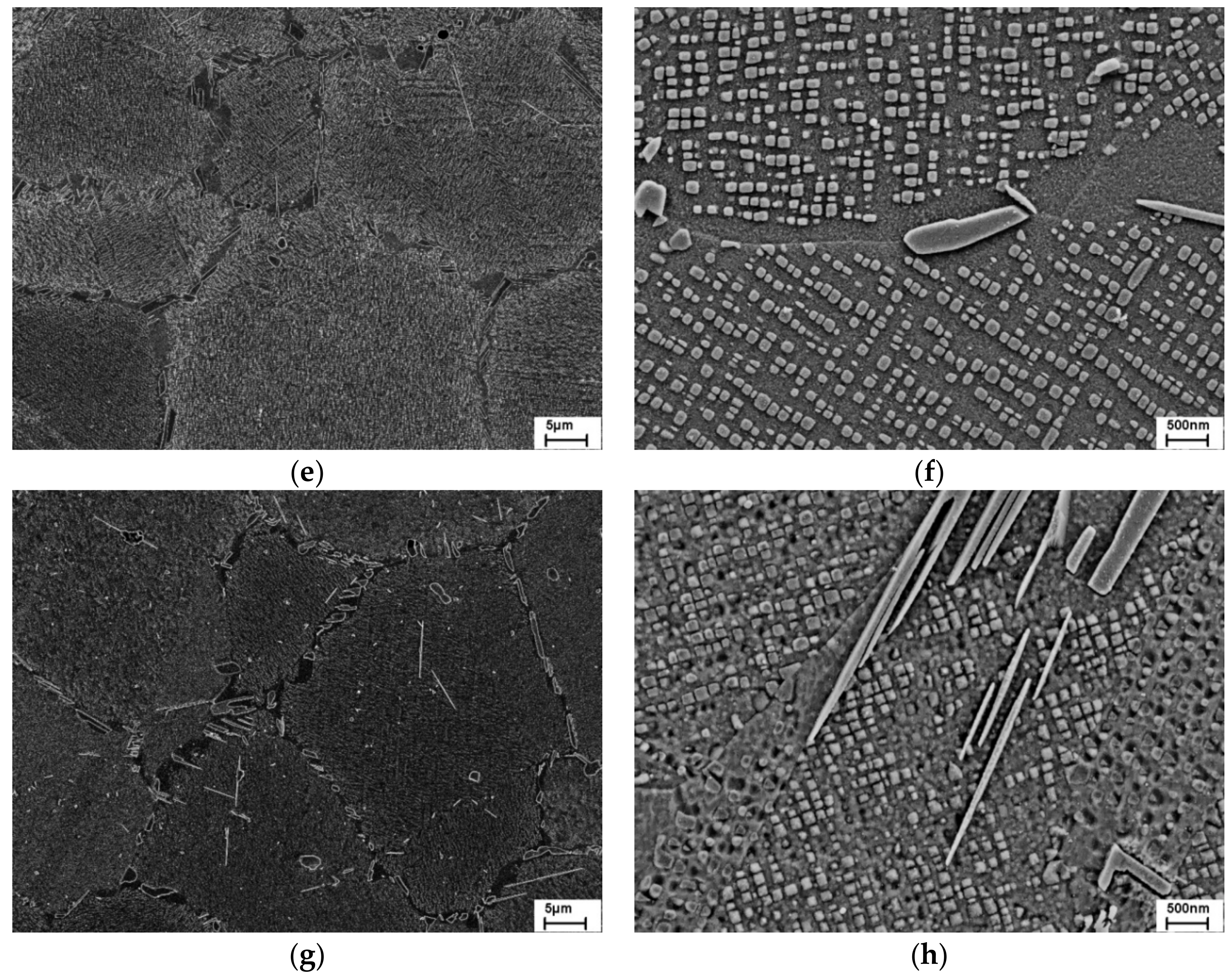
To further test the microstructural stability of alloy L4, it was also aged at 750 °C/500 h (
Figure 6e). The microstructure now became unstable as well with long and narrow plate-shaped precipitates forming in the grain interior. Thus, it is noted that the microstructural stability of alloy L4 is sufficient for applications at around 700 °C but not beyond. There are two additional observations to be made in
Figure 6e. Firstly, it is noted that narrow plates and rounded particles coexisted in the grain interior in immediate proximity (see area marked by an arrow). Secondly, the particle marked by two arrows had a striped appearance. Apparently, the different regions were etched to a different depth, leading to a bright contrast of the areas sticking out in the secondary electron image. The unequal etching behavior points to different chemical compositions within the particle. Both observations suggest that two different phases coexist in addition to the γ′-phase, namely, the Ti-rich η-phase and Nb-rich δ-phase. The δ-phase is associated with the essentially equiaxed particles while the η-phase is linked with the plate-shaped particles in the grain interior and narrow bands within some of the δ-particles. As mentioned above, the coexistence of individual δ- and η-particles as well as layered δ/η microstructures within one particle was previously observed in other superalloys [
14,
38]. According to the thermodynamic calculations, compare with
Figure 3a,b, the η-phase should not exist in alloy L4 at 750 °C. Thus, it seems that the field of existence of the η-phase is underestimated by the used database.
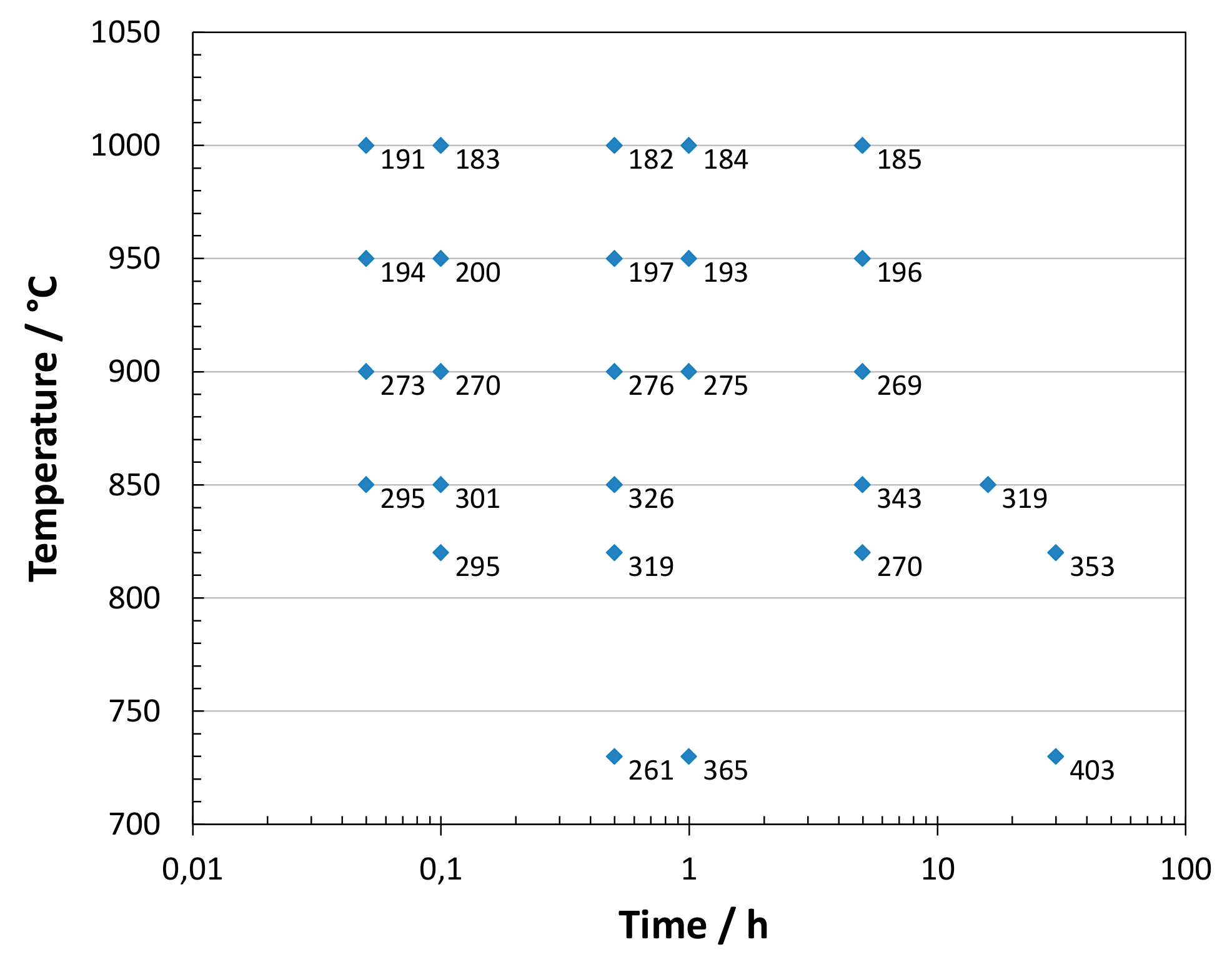
Heat-treatment experiments at 900 °C and 950 °C up to 5 h revealed an abundance of γ′ precipitates at 900 °C but hardly any precipitates at 950 °C. Additionally, the hardness was measured as a function of heat treatment temperature and time (
Figure 7). For this purpose, material produced on a technical scale was used. The results showed significant hardening due to the γ′ precipitation between 725 °C and 900 °C. At 950 °C, the hardness was just slightly above the results obtained at 1000 °C. This is consistent with the microstructural information and shows that the γ′ solvus temperature is slightly above 950 °C. The result is close to the calculated solvus temperature of 968 °C obtained from
Figure 3b. It is slightly higher than the solvus temperature of the γ″-phase in alloy 718 at approximately 930 °C [
3]. According to the hardness results, γ′ precipitation is fastest at approximately 850 °C, which is similar to the results obtained for the γ″-phase in alloy 718 [
3,
4]. The data obtained at 1000 °C suggest a hardness of about 185 HV10 for the single-phase matrix. After standard heat treatment, comprising precipitation at 718 °C/8 h and 621 °C/8 h, a hardness of 455 HV10 was obtained while measurement of alloy 718 led to a hardness of 441 HV10. This is a very interesting result as it demonstrates that strength levels comparable to alloy 718 can be obtained even though the γ″ phase was replaced by the γ′ phase. This aspect will be discussed in more detail below in the context of VDM Alloy 780.
Heat treatment experiments were also conducted to determine the solvus temperature of the δ-/η-phase. Large particles, belonging to either of the two phases were still present after heat treatment at 1040 °C in a considerable amount. However, after 1050 °C hardly any larger particles were visible, so that a solvus temperature between 1040 °C and 1050 °C can be deduced. Note that a T
δ,solvus ≈ 1100 °C was predicted by Thermocalc
® (
Figure 3b). Thus, the existence field of the δ-phase is overestimated by the used database.
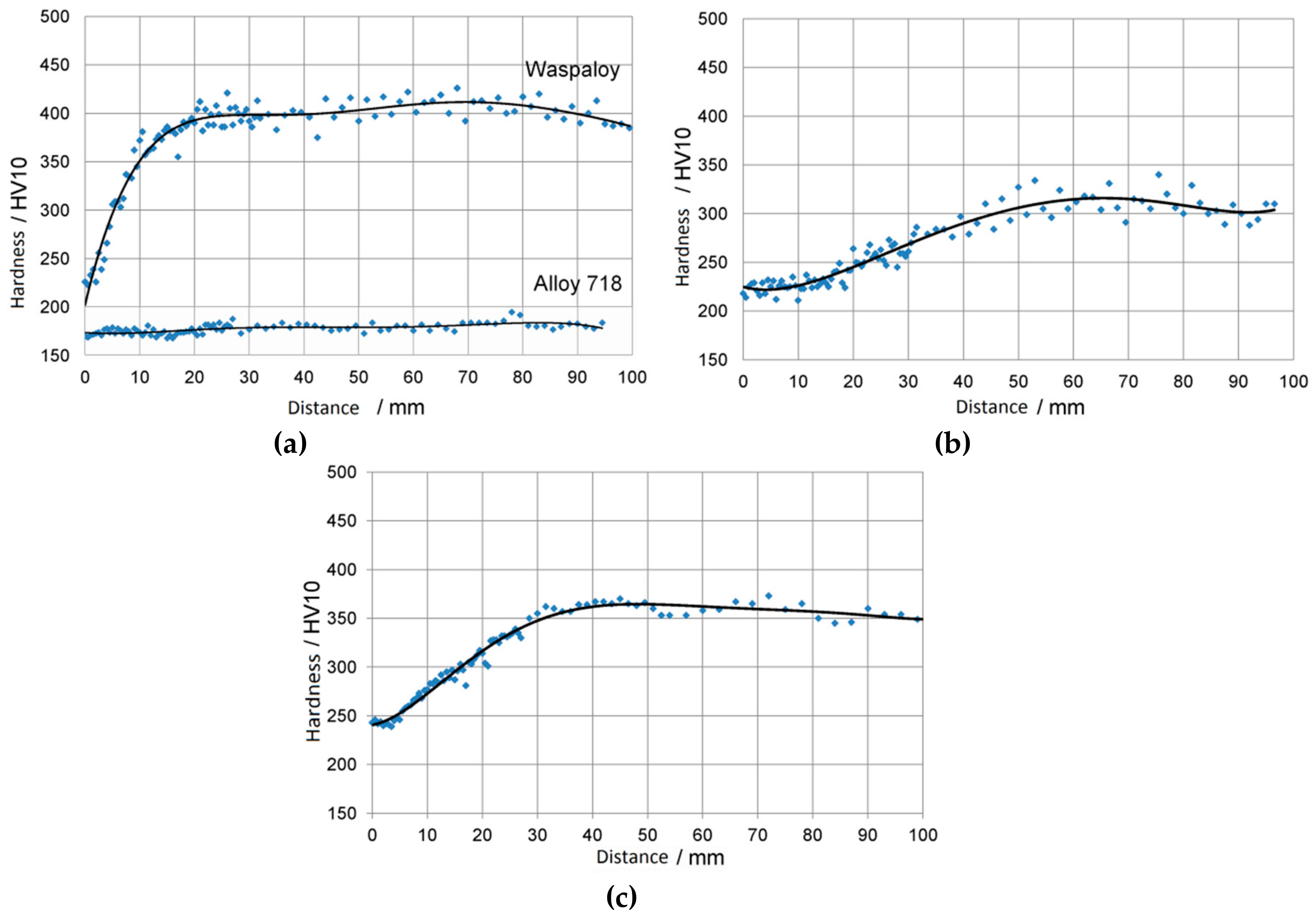
To inspect the precipitation kinetics of alloy L4 further, Jominy tests were performed. The results are displayed in
Figure 1b. The hardness at the quenched end was slightly higher than the value obtained above for the single-phase state, suggesting some amount of γ′ precipitation. Nevertheless, the hardening response was sluggish, and the peak hardness obtained at a distance of about 65 mm stayed well below the hardness of the alloy in the fully heat-treated state. The precipitation kinetics was somewhat faster than in alloy 718. This can be attributed to the somewhat higher solvus temperature of the strengthening phase. However, it was significantly slower than in Waspaloy. This demonstrates that slow precipitation of the γ′-phase can be achieved provided the solvus temperature is kept low.
The results for alloy L4 showed that superalloys with the following characteristics can be designed:
Strength on the level of alloy 718 despite replacement of γ″ with γ′;
Improved microstructural stability compared to alloy 718 because of this replacement;
Sluggish precipitation kinetics for manufacturability due to low Tγ′, solvus;
Presence of the δ-phase for grain refinement during processing.
Alloy L4 appears to be an interesting candidate for 718-type applications, where an improved temperature capability of about 50 °C is required. The question is then: can the microstructural stability be improved even further while maintaining the abovementioned characteristics? Clearly, the microstructural instability of alloy L4 stems from the long plate-shaped particles forming at 750 °C. With the interpretation that they consist of Ti-rich η-phase, the direction for further alloy development becomes apparent. Firstly, the balance between the γ′-forming elements Al and Ti must be readjusted in favor of aluminum so that the amount and solvus temperature of the γ′-phase stays essentially constant while the tendency to form η-phase is reduced. Secondly, there is an upper limit for the Co content as Co also stabilizes the η-phase; it is expected to depend on the relative amounts of Al and Ti. While Co is an essential element of the alloy development strategy followed here, Ti is not.
2.2.2. The Effect of the Al/Ti Ratio
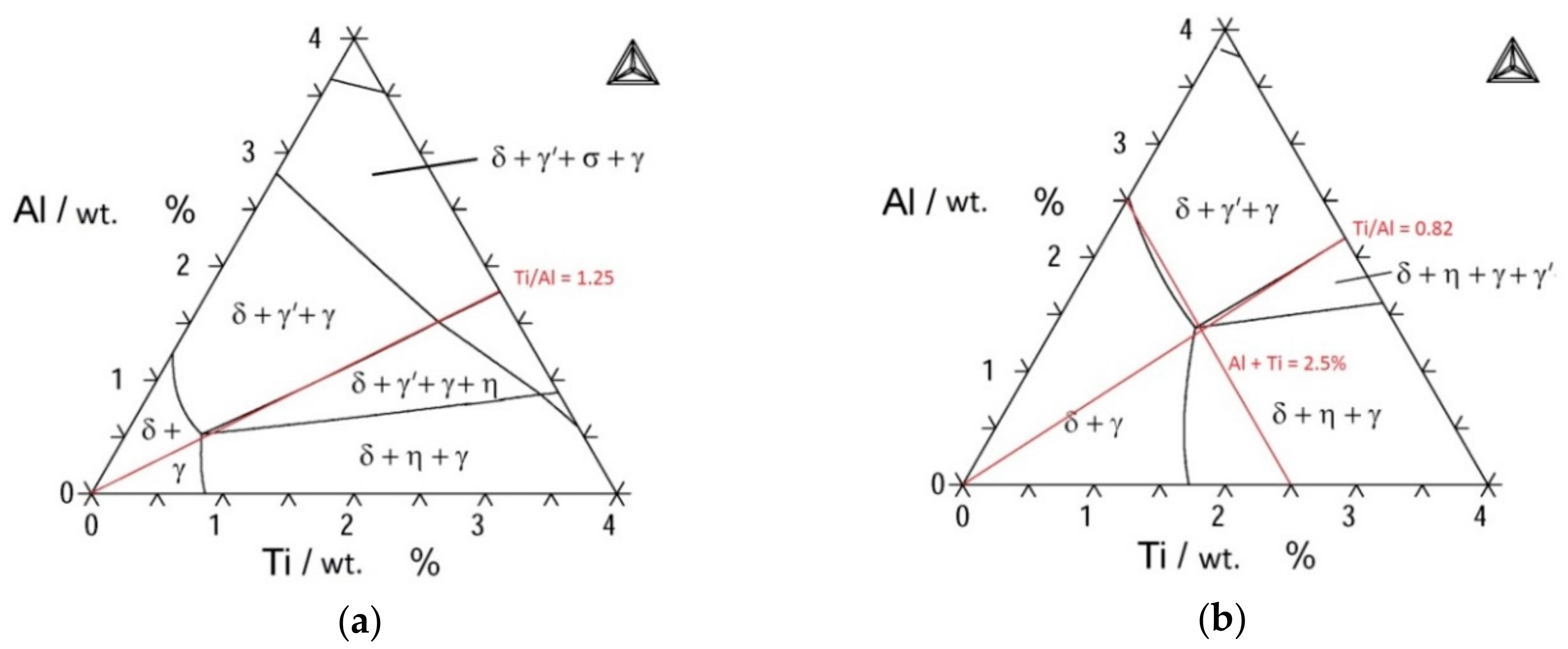
As mentioned above, the Al/Ti ratio was expected to play a major role regarding phase formation and the microstructural stability of the alloys. These effects were investigated here. To inspect the role of Ti and Al on phase formation, isothermal sections of the quasi-ternary Ni–Al–Ti system were calculated, keeping the content of all other alloying elements fixed at 18.7%Cr, 17%Co, 5.4%Nb, and 2.96%Mo. Exemplarily, sections at 800 °C and 1000 °C are shown in
Figure 8. At 800 °C, the alloy should be in the γ + γ′ + δ three-phase field as γ′ is required for strengthening. In contrast, the phase fields containing the η-phase (i.e., δ + η + γ′ + γ and δ + η + γ) must be avoided to ensure good microstructural stability. Inspecting the phase boundary between δ + γ′ + γ and δ + η + γ′ + γ in
Figure 8a, this boundary is essentially a line of constant Ti/Al ratio. This actually holds also true for the isothermal section at 1000 °C and all other calculated isothermal sections not shown here. At 1000 °C, the γ′-phase should be dissolved in order to ensure a sufficiently slow precipitation kinetics while the δ-phase should be present for grain refinement during processing. Of course, T
γ′,solvus should also be not too small. Otherwise, the γ′ content at service temperature would be too low for sufficient γ′ strengthening. This sets clear boundaries for the required amount of Al + Ti. At 1000 °C, the calculated phase boundary between δ + γ and δ + γ + γ′ is essentially a line of constant (Al + Ti) content with Al + Ti ≈ 2.5%. This amount sets a reasonable upper bound.
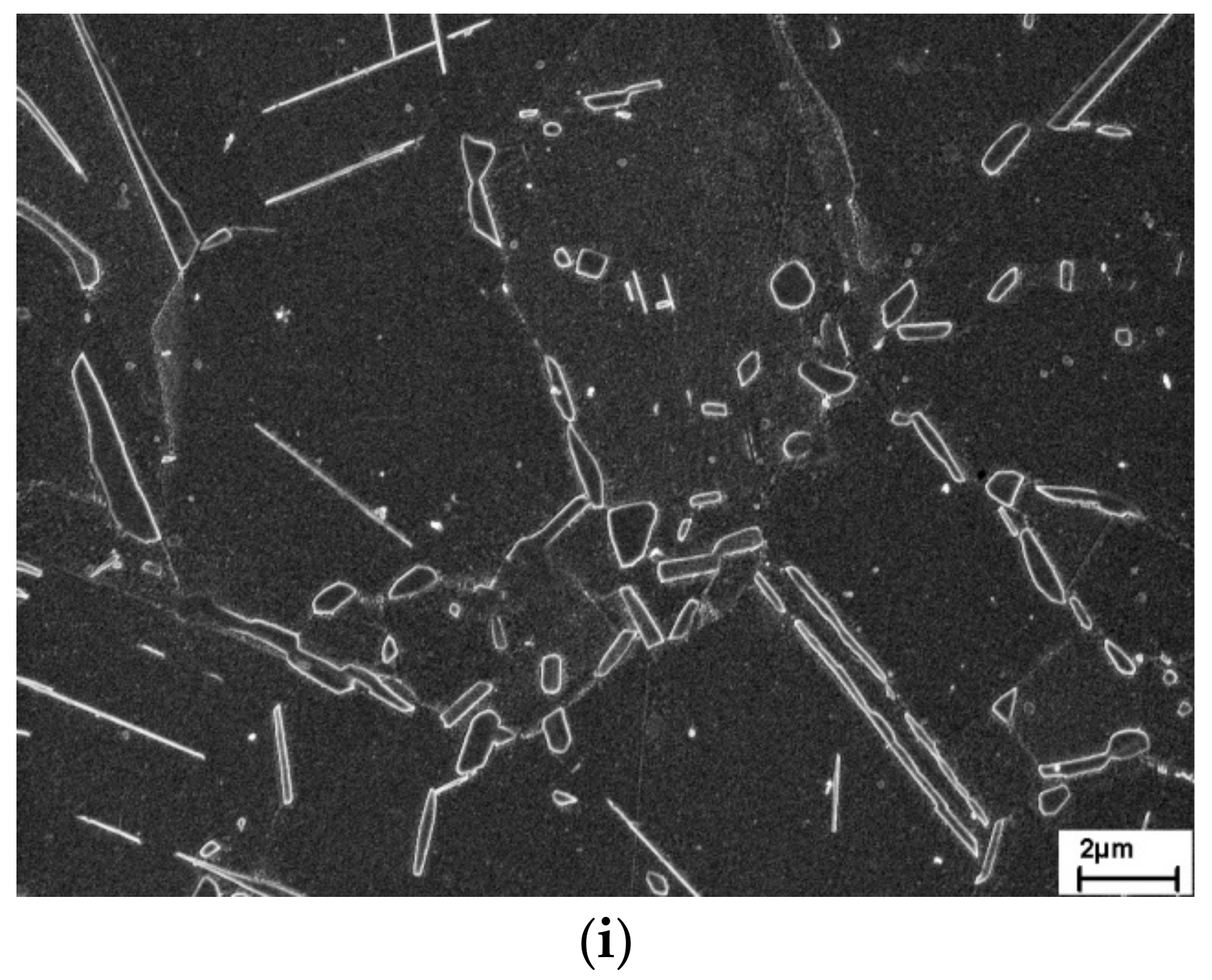
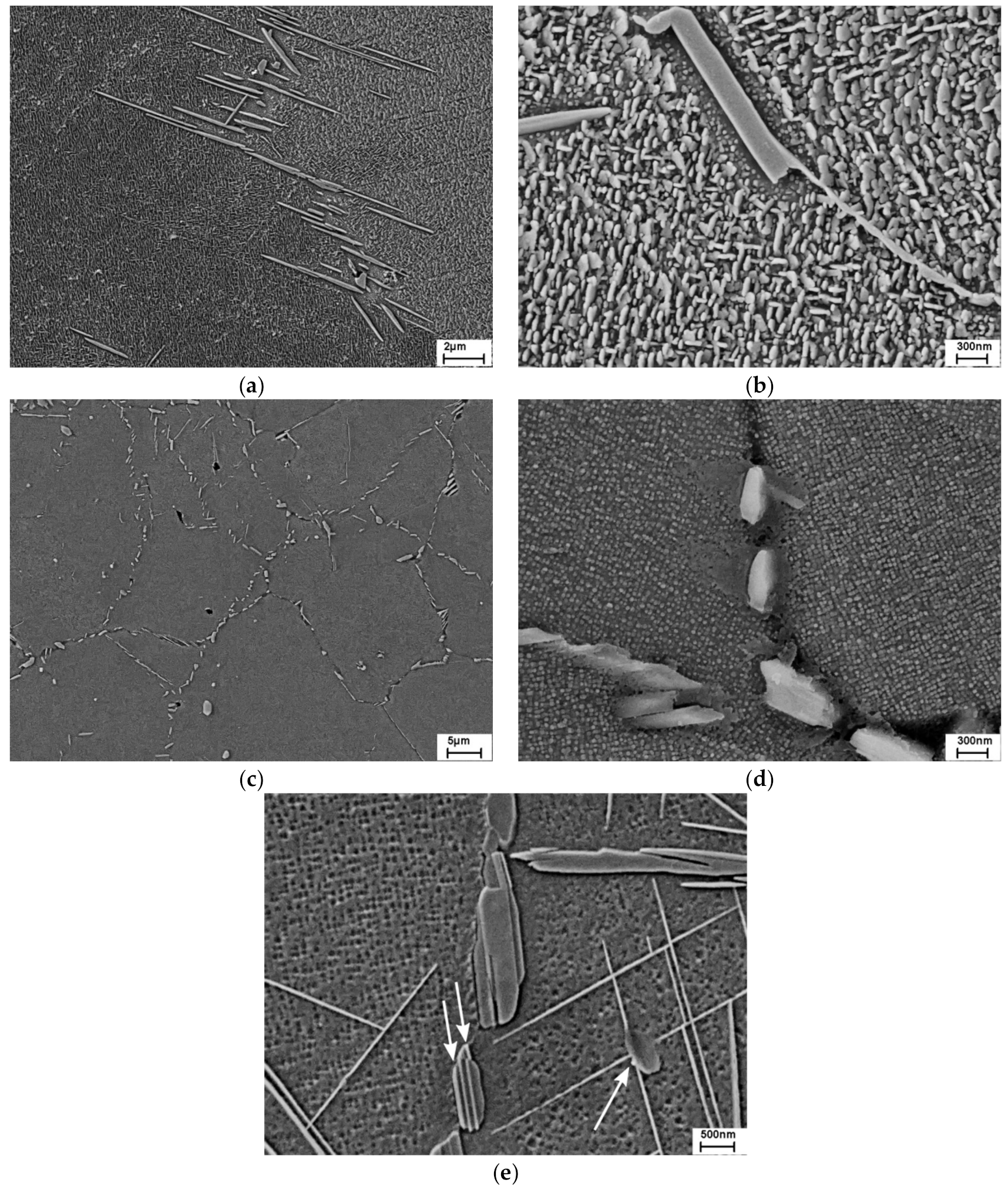
To check the predictions of the thermodynamic calculations, alloys V12 to V16 were cast. Together with alloy L4, they formed a set of alloys with varying Al and Ti content but otherwise identical composition (18.7%Cr, 17%Co, 5.4%Nb, 2.96%Mo). Their microstructural stability was investigated at 800 °C/500 h. The resulting microstructures are shown in
Figure 9a–f. Note that the Ti/Al ratio decreases from
Figure 9a (Ti/Al = 0.92) to
Figure 9e (Ti/Al = 0.10). Apparently, the microstructures became more and more stable as the Ti/Al ratio decreased. In case of alloy L4 (1.2Al, 1.1Ti) the entire grain interior was consumed by narrow plate-shaped precipitates (
Figure 9a). Sometimes, individual precipitates extended through entire grains. In the case of alloy V12 (1.2Al, 0.5Ti) the situation was similar (
Figure 9b). However, the density of the plate-shaped precipitates was not quite as high. In the case of alloy V14 (1.6Al, 0.5Ti), these precipitates grew from the grain boundaries into the grain interior. Yet, they no longer consumed the whole interior. Towards alloy V13 (2.0Al, 0.5Ti) and V16 (2.0Al, 0.2Ti) the trend that these precipitates were increasingly confined to the grain boundary regions continued. The micrograph of alloy V16 at higher magnification (
Figure 9f) shows a homogeneous distribution of γ′ particles in the grain interior, demonstrating the excellent microstructural stability of this alloy. The γ′ size was approximately 100 nm. One might infer that not only the Ti/Al ratio but also the sum of Al+Ti changed in this alloy series. However, if the alloys L4, V14, and V16 are compared, the sum of Al+Ti is nearly constant. Yet, there is a clear trend in the microstructural stability. Therefore, it can be concluded that the Ti/Al ratio is a key factor in controlling microstructural stability at elevated temperatures. This finding is in qualitative agreement with the thermodynamic calculations. However, there is no quantitative match. According to the calculations, the critical Ti/Al ratio, below which the η-phase does not form at 800 °C, is approximately 1.25. With the interpretation that the plate-shaped intracrystalline precipitates are η, the required Ti/Al. ratio to prevent formation of that phase is significantly smaller. It seems once again that the field of existence of the η-phase is underestimated.
Differential scanning calorimetry (DSC) measurements of alloy V16 were conducted. Using the offset of the heating curves, a γ′ solvus temperature of about 1000 °C can be deduced. This is on the upper acceptable bound. In this context, the effect of Co was explored. As mentioned in
Section 2.1., Co is expected to reduce T
γ′,solvus. On the other hand, too much Co may adversely affect microstructural stability. To investigate this effect, alloy V17 was prepared. The only difference to alloy V16 is its increased Co content, namely, 25% instead of 17%. The DSC measurements revealed a reduction of T
γ′,solvus by 15 °C, demonstrating the anticipated effect of Co. The microstructure of alloy V17 after heat treatment at 800 °C/500 h is displayed in
Figure 9g,h. It was very similar to that of alloy V16. There were some narrow, plate-shaped precipitates visible in the grain interior. However, careful inspection of
Figure 9e shows the same for alloy V16 (see upper right corner).
Figure 9h displays the grain interior at high magnification. Homogeneous distribution of the γ′ particles is apparent. Also, the aforementioned plates can be seen in this image.
Due to the fact of its promising characteristics, alloy V17 was investigated in more detail.
Figure 1c shows the result of the Jominy end-quench test. Compared to alloy L4, the initial hardness at the quenched end was somewhat higher, the peak hardness was reached earlier (at a distance of about 40 mm instead of about 65 mm), and its value was higher. This is in line with the slightly higher γ′ solvus temperature of alloy V17. Still, there was a considerable difference to the results for Waspaloy, reaching a higher hardness (approximately 400 HV10 instead of about 350 HV10) considerably earlier. This once again points to the importance of T
γ′,solvus in determining the precipitation kinetics of the γ′-phase. Furthermore, the hardness of alloy V17 was measured after standard heat treatment. A value of 446 HV10 was obtained, being similar to the ones reported above for alloys L4 and 718.
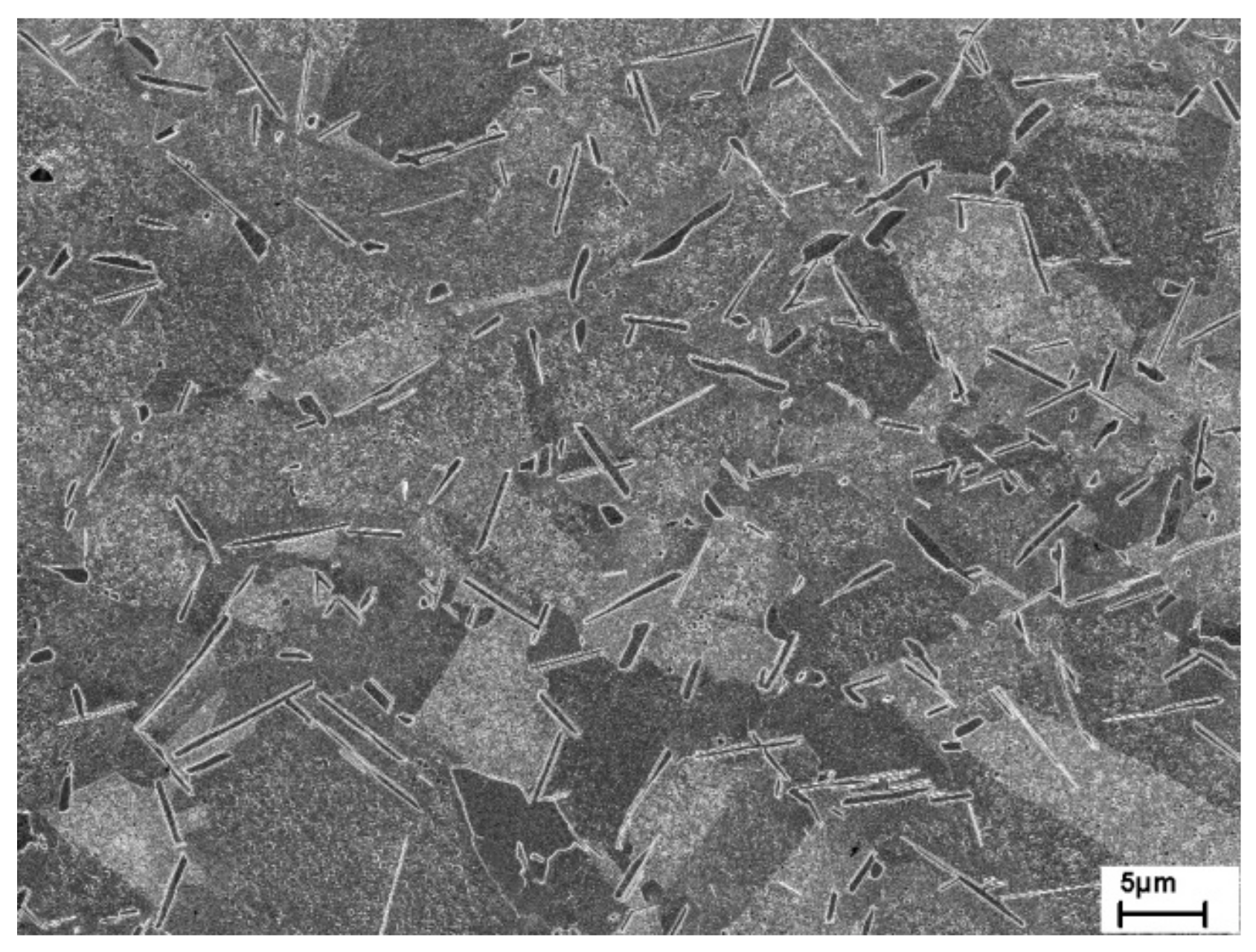
Despite the advantages of alloy V17, there is also a drawback—heat treatments at 980 °C revealed slow formation of the δ-phase. Apparently, decreasing the Ti/Al ratio relative to alloy L4 increased the stability of the microstructure at service temperature but also retarded δ-phase formation at typical forging temperatures. This is of relevance, as δ-phase is required for grain refinement during the last steps of the forging process. Thus, a series of isothermal heat treatments was conducted to investigate the kinetics of δ-phase precipitation more closely. It turned out that δ-precipitation was fastest at approximately 900 °C. Thus, a possible strategy is to heat treat the material at around 900 °C prior to forging at around 980 °C. For example,
Figure 10 displays the microstructure after heat treatment at 900 °C/100 h. An abundance of large δ/η-particles, situated mainly at grain boundaries, along with γ′ precipitates can be seen. It is emphasized that the kinetics of δ/η precipitation also depends strongly on the prior deformation history. The higher the remaining dislocation density, the faster the precipitation reaction. Billet forging at a temperature of 1050 °C was conducted prior to heat treatment in the case of
Figure 10.
As alloy V17 exhibited excellent microstructural stability, a high flow strength, reasonably slow precipitation kinetics of the γ′-phase, and the ability for fine grain forging due to the presence of the δ-phase, this composition essentially became VDM Alloy 780, being now introduced into the market by VDM Metals GmbH. According to reference [
36], the chemical composition of VDM Alloy 780 is Ni–25Co–18Cr–3Mo–2.0Al–0.2Ti–5.4Nb. Further information on the mechanical properties and microstructural evolution of VDM Alloy 780 can be found in References [
36,
40]. This is not the subject of discussion in this article, which had the objective to outline the history of the alloy development with the underlying condsiderations. Nevertheless, a few findings warrant reflection in the context of this paper. Firstly, a constrained γ/γ′ misfit of 0.48% at room temperature was measured by neutron diffraction on VDM Alloy 780 [
40]. This answers the question raised in
Section 2.1, in that the alloy development concept followed here indeed leads to a large positive misfit, exceeding values otherwise reported for wrought γ′-strengthened superalloys. Noting, furthermore, that the sum of the precipitate-forming elements Al+Ti+Nb is considerably larger in VDM Alloy 780 than in alloy 718, namely, approximately 7.9 at.% instead of about 5.6 at.%, it becomes understandable why V17/VDM Alloy 780 attains high strength levels similar to alloy 718 at ambient temperatures despite the switch from a predominantly γ″-strengthened alloy to a γ′-strengthened alloy. Thermodynamic calculations suggest a γ′ content in VDM Alloy 780 of approximately 25%, while the first analysis of the neutron diffraction data indicates a content as high as 35% [
40]. Even though more analysis is needed to determine the exact volume fraction, the available information suggests that the γ′ content not only exceeds that of alloy 718 but also that of Waspaloy. Nevertheless, T
γ′,solvus is considerably lower than that in Waspaloy. This shows that a more favorable balance between the need for a sufficiently high γ′ content at service temperature and a sufficiently low solvus temperature can be obtained than in present-day wrought superalloys. The beneficial property combination in the case of VDM Alloy 780 is mainly attributed to its high Co content.
Secondly, a remark regarding the precipitation of δ- and/or η-phase is in order. Neutron diffraction experiments conducted so far on VDM Alloy 780 can be acceptably fitted assuming either one of the two phases. This is so because the major reflections of both phases are very close, while the minor reflections are hard to detect given the relatively small amount of δ/η in the alloy. First TEM investigations on a small number of particles demonstrated the simultaneous presence of δ and η within one particle [
41]. This fits to the observation made earlier in conjunction with
Figure 6e and it appears likely that both phases coexist not only in VDM Alloy 780 but also in the model alloys studied here. In which form they coexist and whether our distinction between δ- and η-phase based on the morphology of the precipitates holds true remains to be seen.
Finally, it is mentioned that solvus temperatures of the precipitate phases were determined by in situ neutron diffraction [
40]. The results suggest solvus temperatures of γ′ and δ/η of about 995 °C–1000 °C and 1020 °C–1030 °C, respectively. The result on T
γ′,solvus fits well with the thermodynamic calculations and the DSC results obtained on alloy V17, even though a slightly lower solvus temperature was obtained in both cases. However, the results on the solvus temperature of the δ/η-phase are not in line with the calculated results of T
δ,solvus ≈ 1150 °C. It shows again that the existence fields of δ/η are not represented well in the used database. Compared to alloy L4, the microstructural stability is much improved. However, the gap between T
γ′,solvus and T
δ/η,solvus also diminished somewhat, requiring a more careful control of the forging process parameters.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}