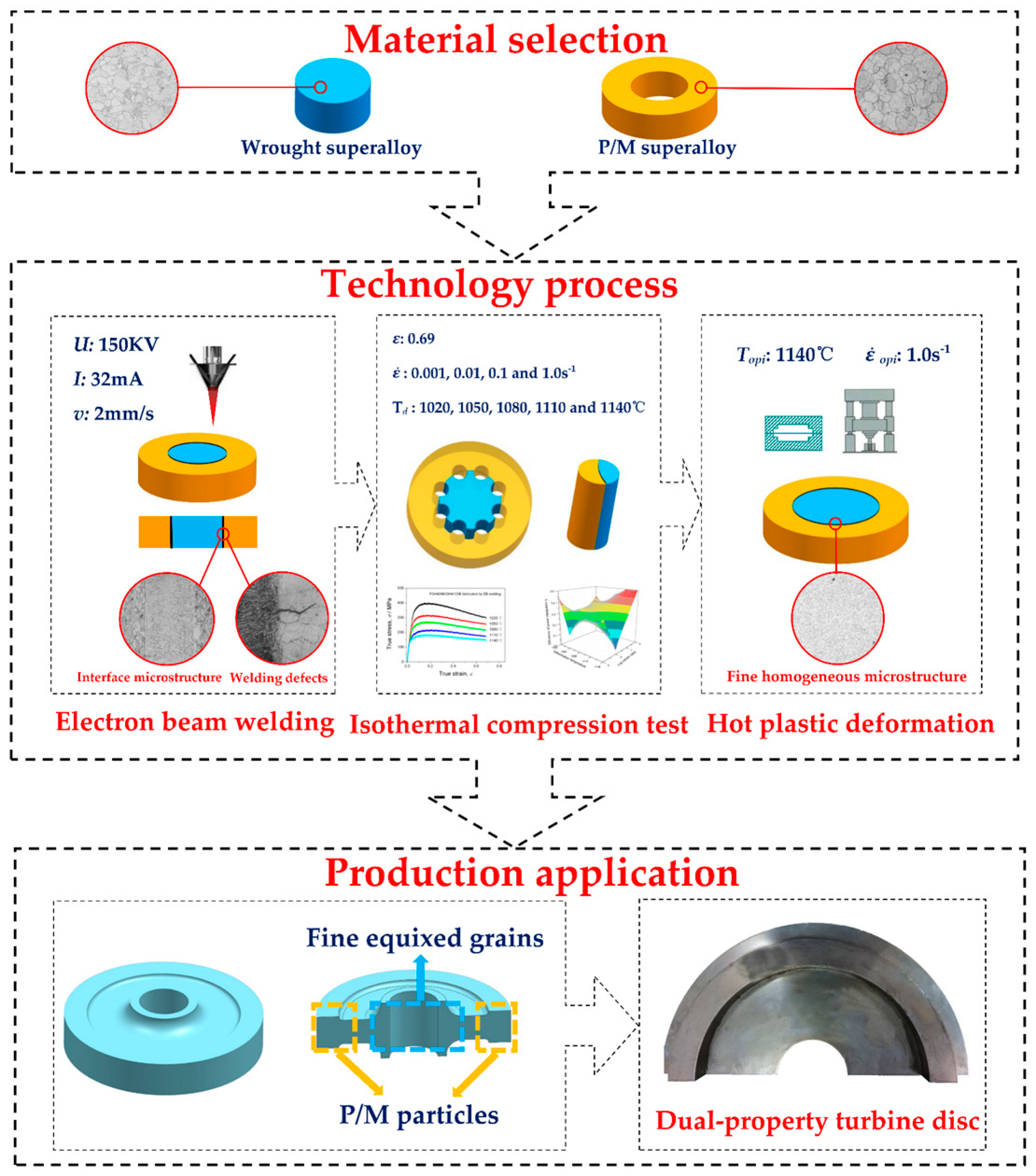
The Deformation Behavior, Microstructural Mechanism, and Process Optimization of PM/Wrought Dual Superalloys for Manufacturing the Dual-Property Turbine Disc


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
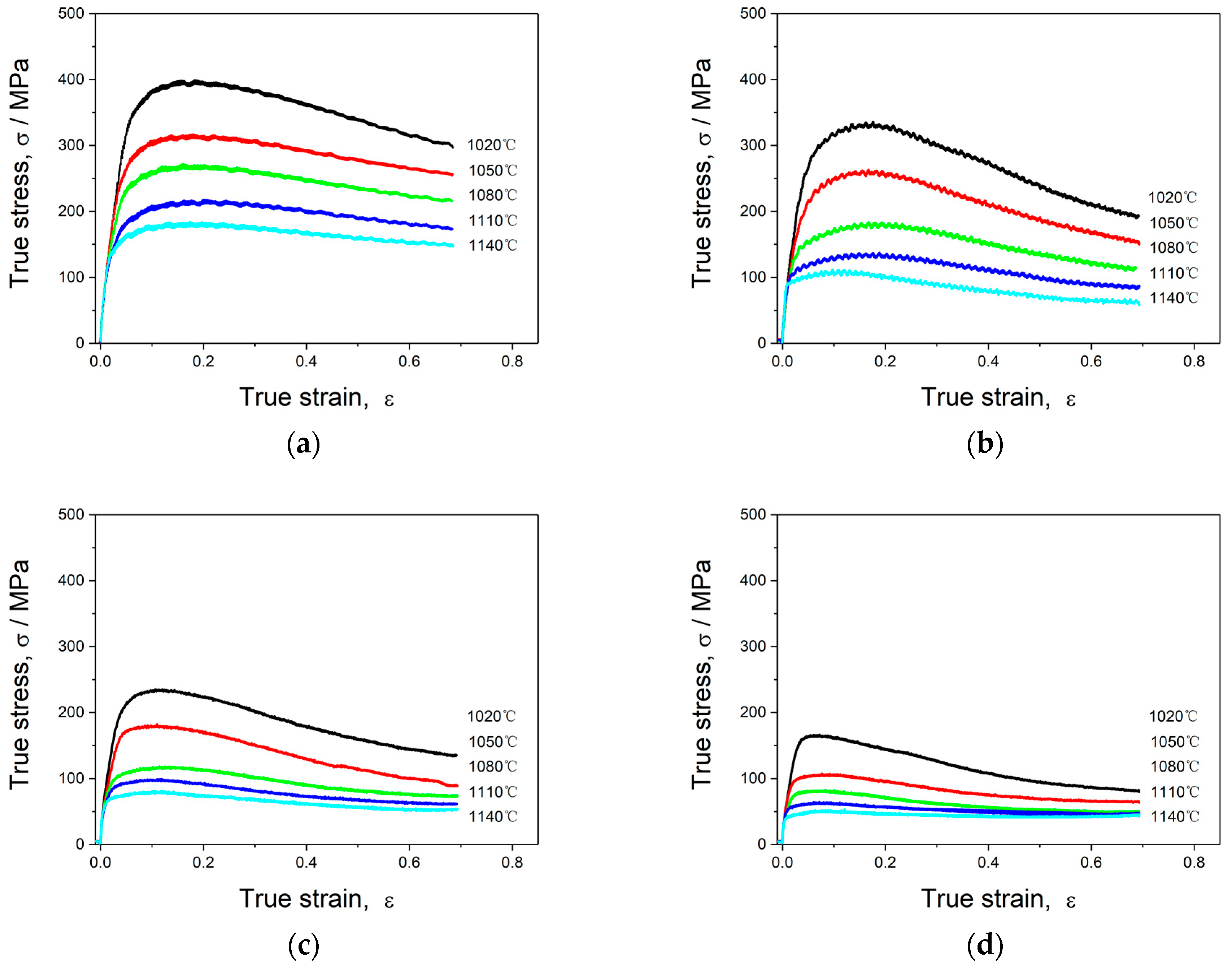
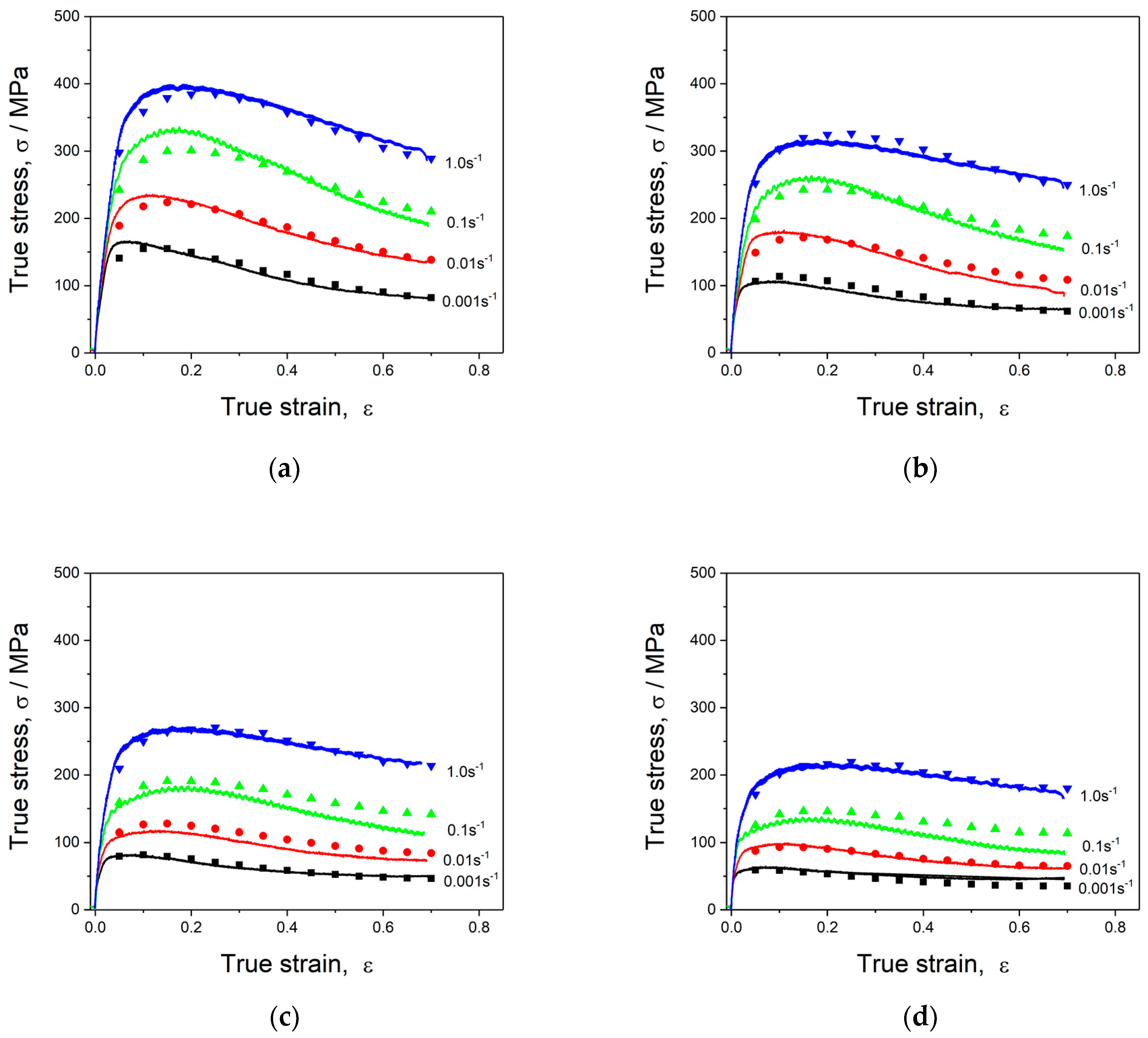
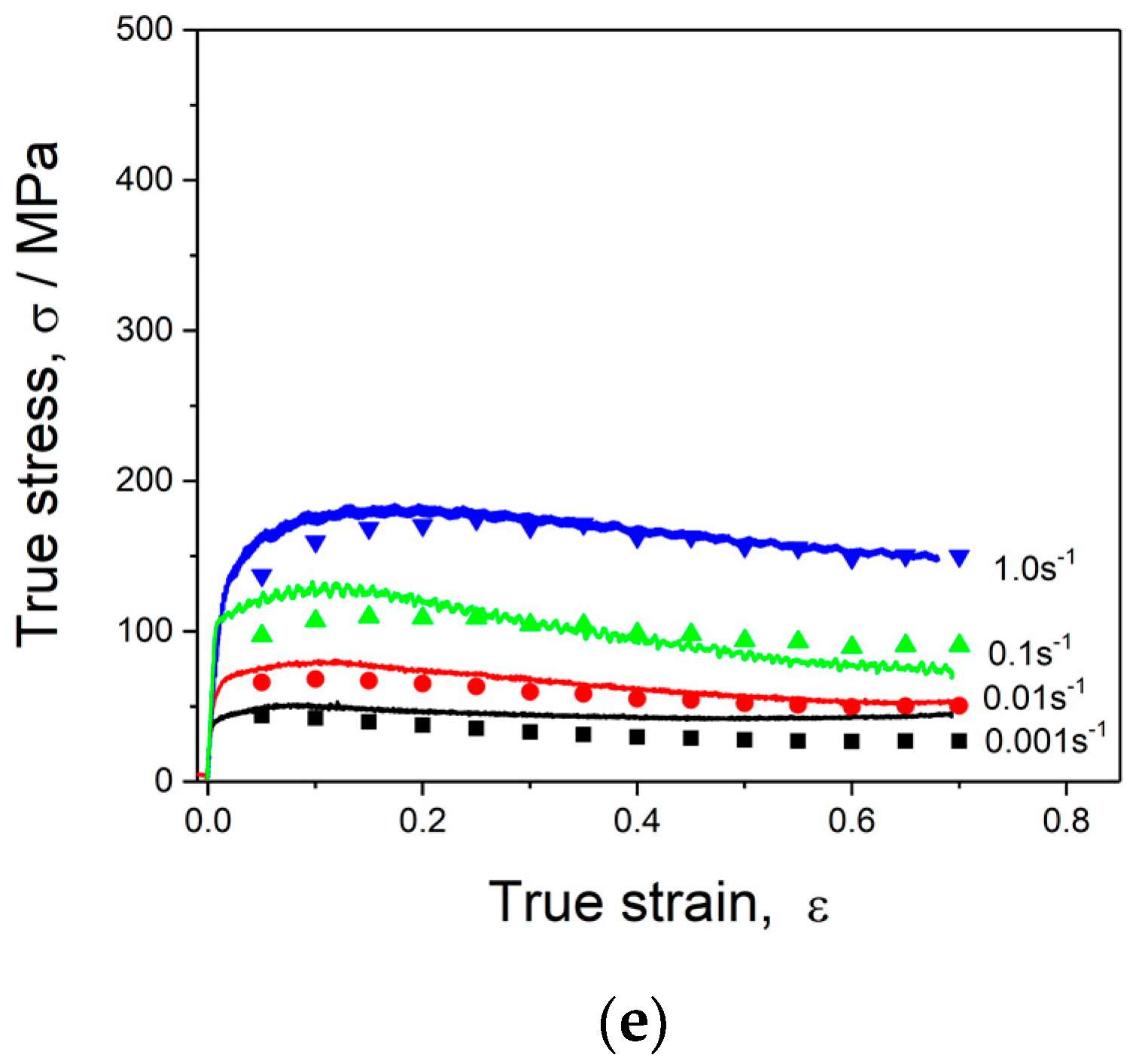
3.1. Flow Stress Behavior of PM/Wrought Dual Superalloy
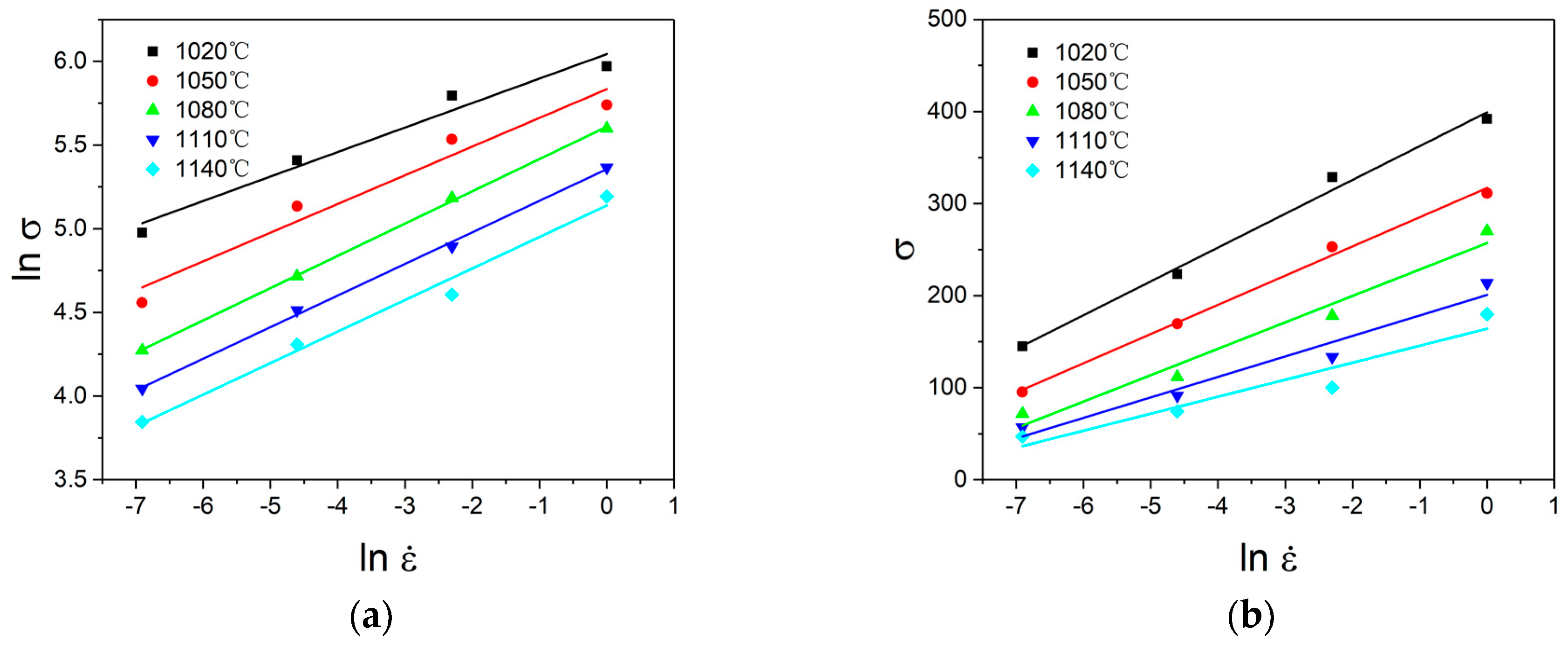
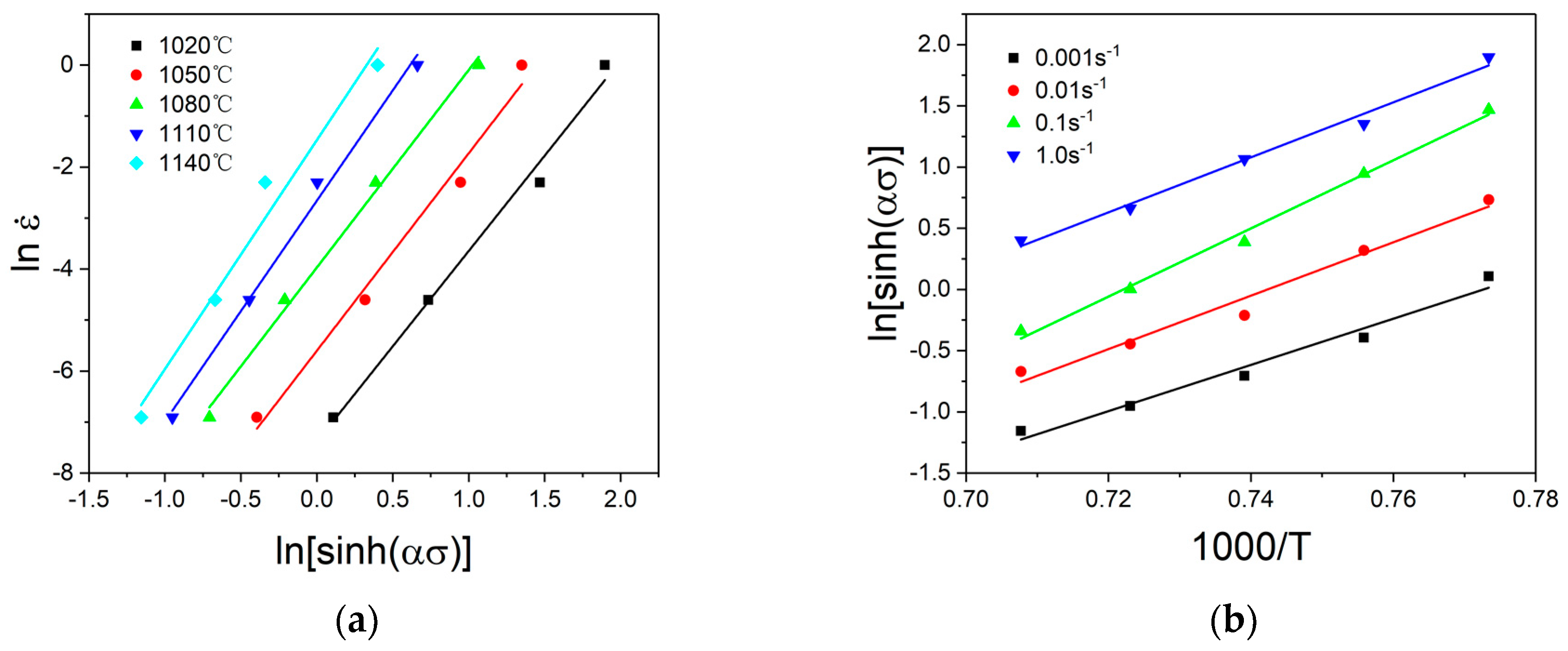
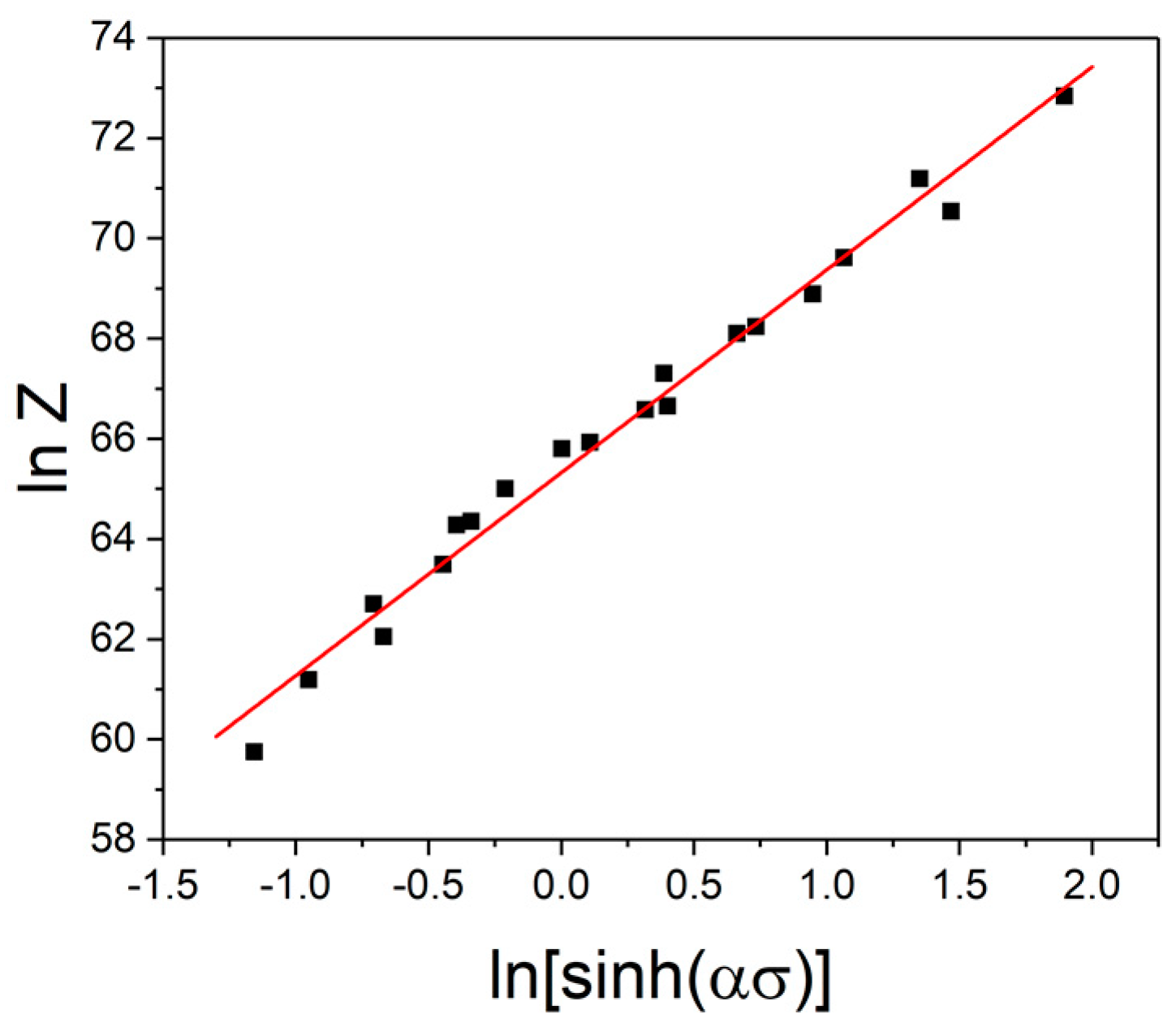
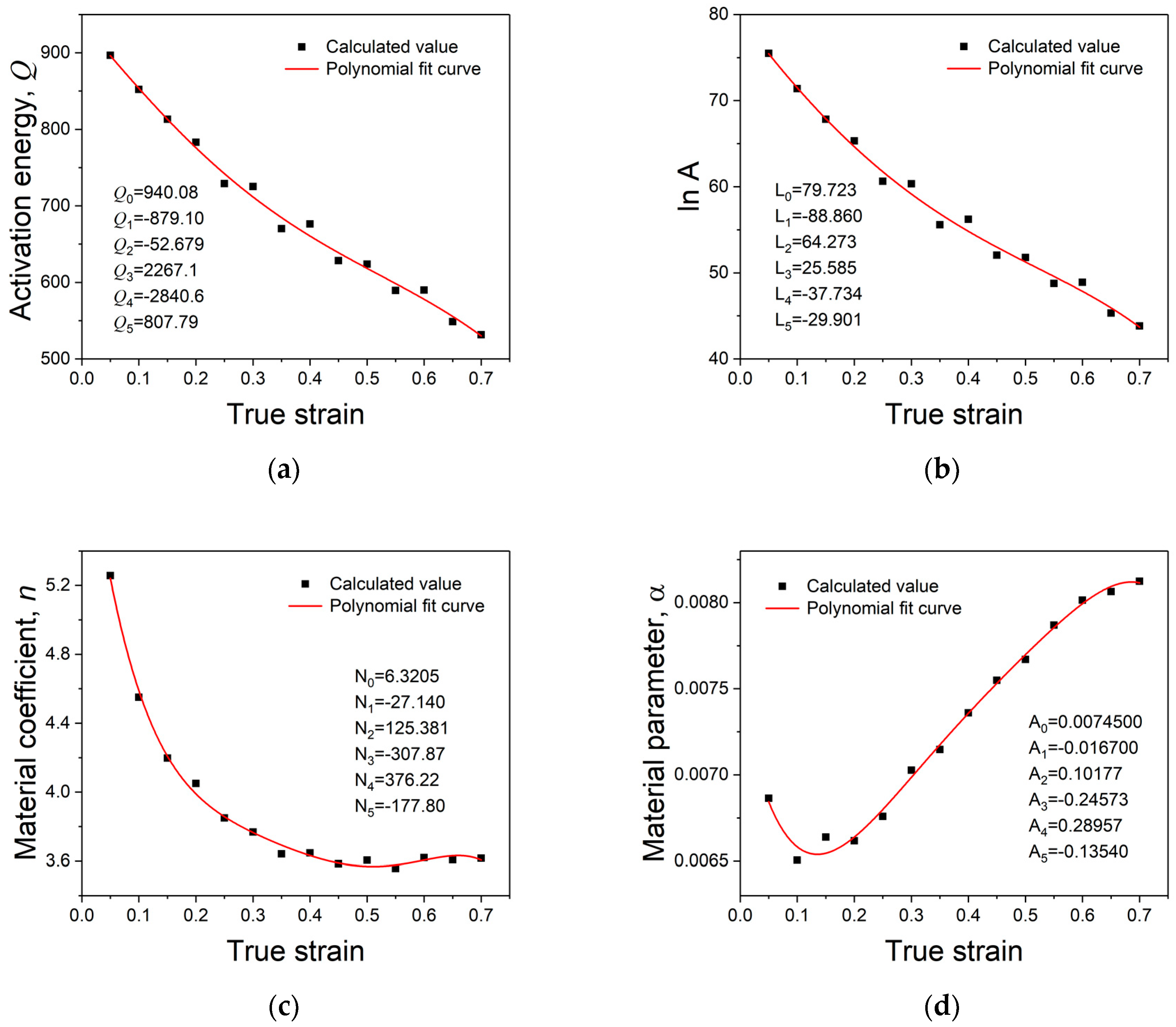
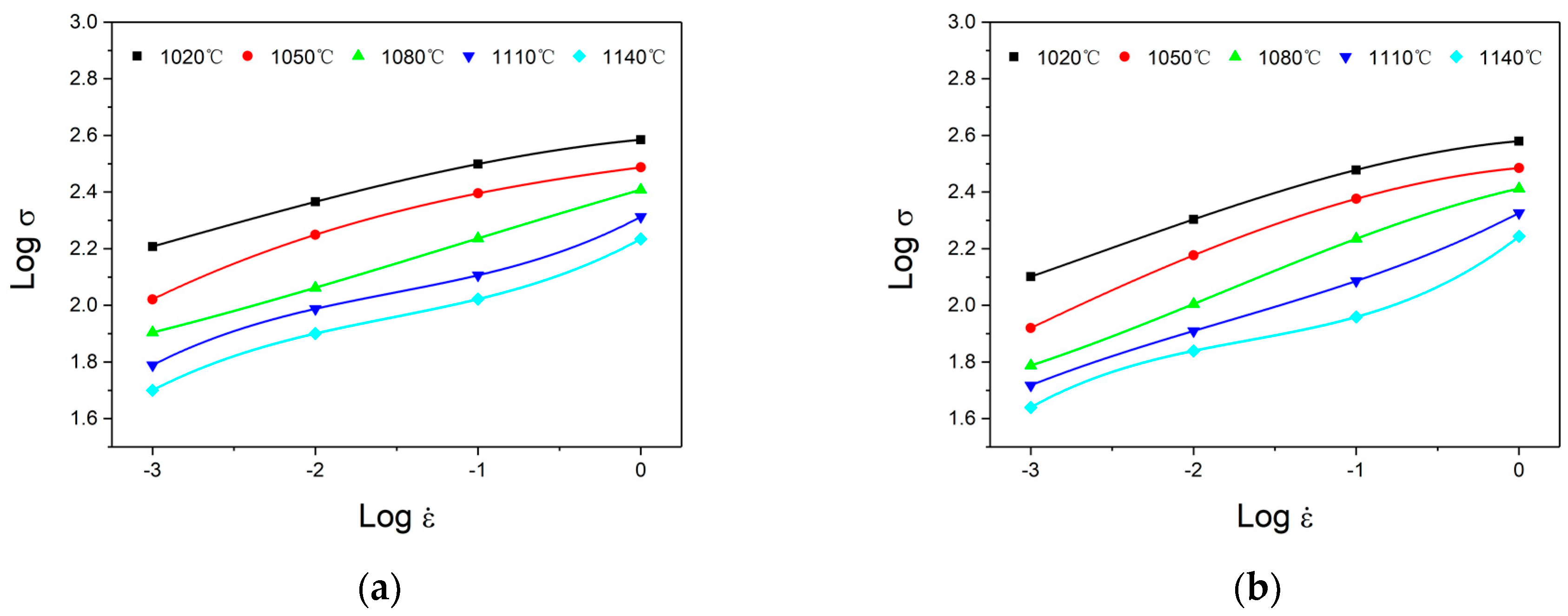
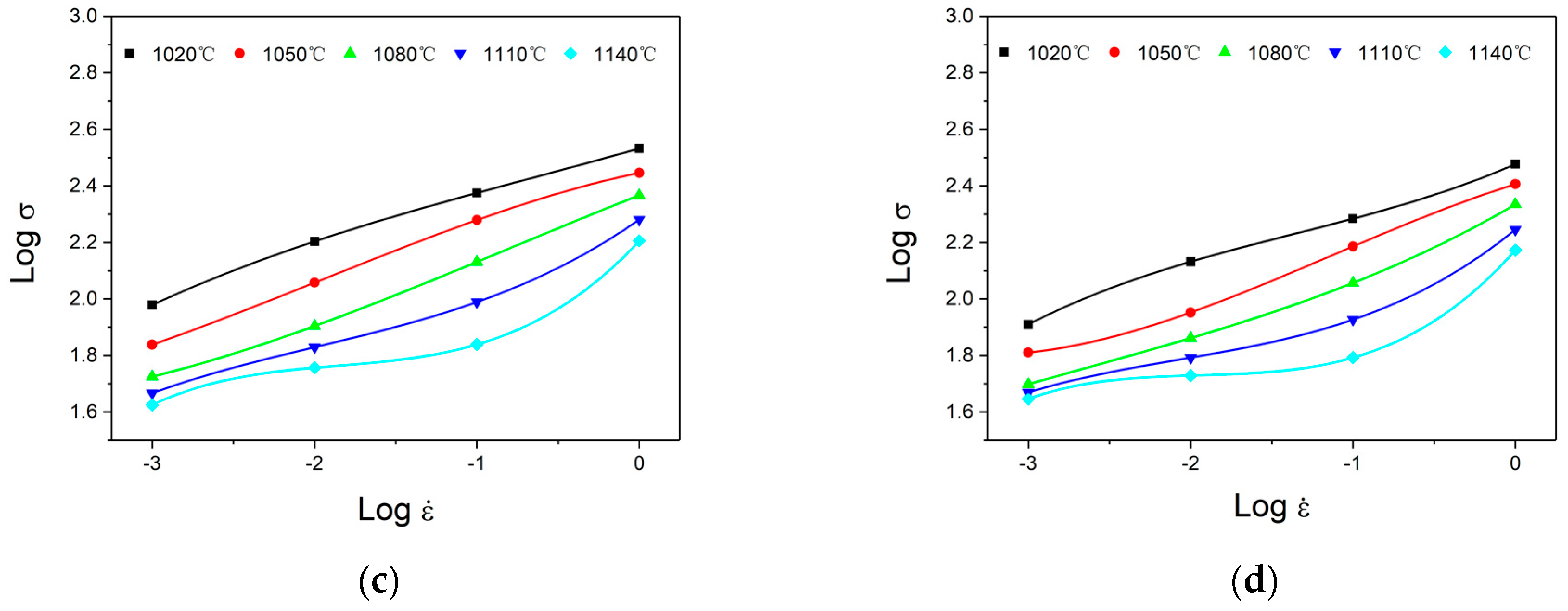
3.2. Constitutive Equation of PM/Wrought Dual Superalloy
- When ασ < 0.8, viz., for lower stress,
- When ασ > 1.2, viz., for higher stress,
- For all values of ασ,
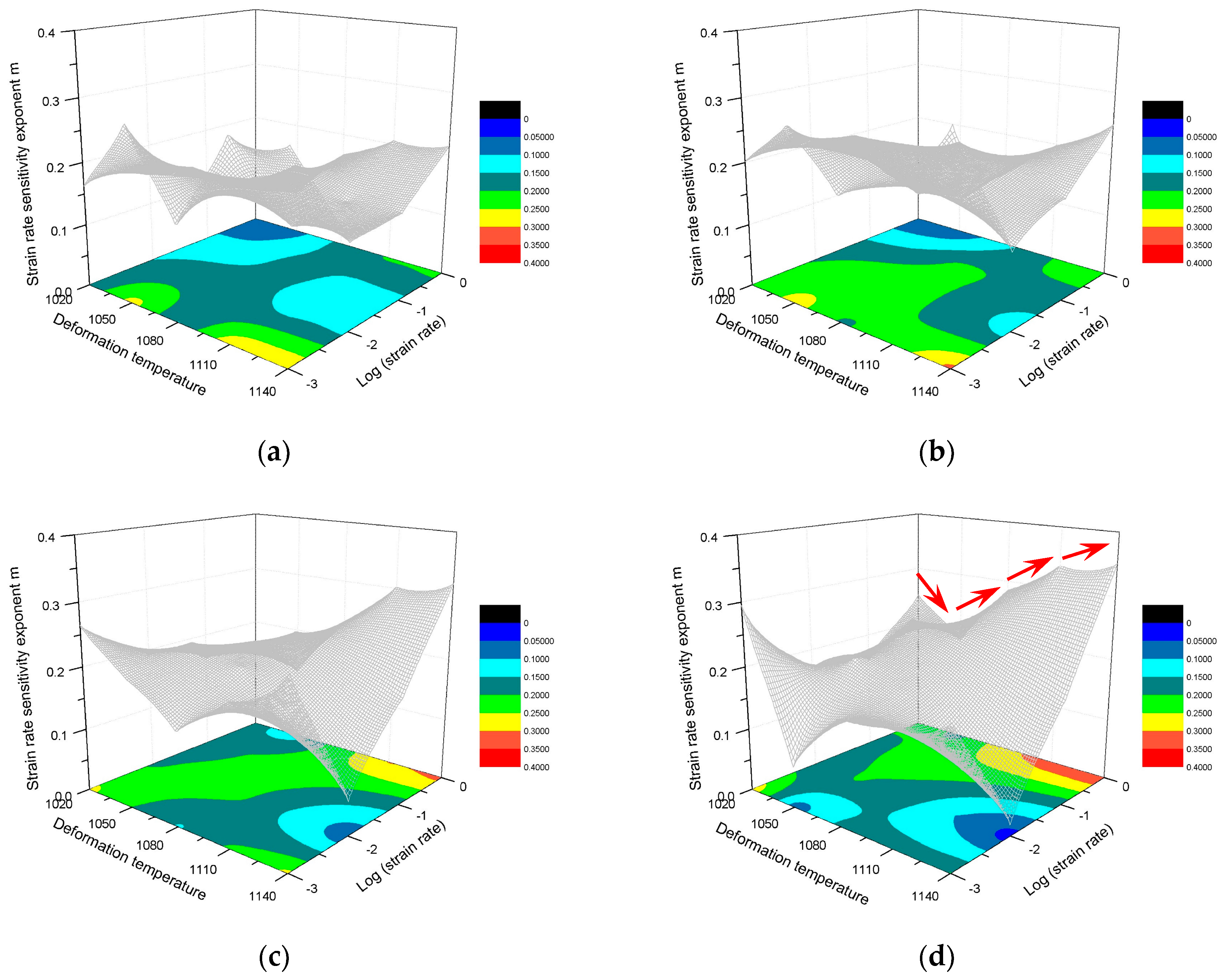
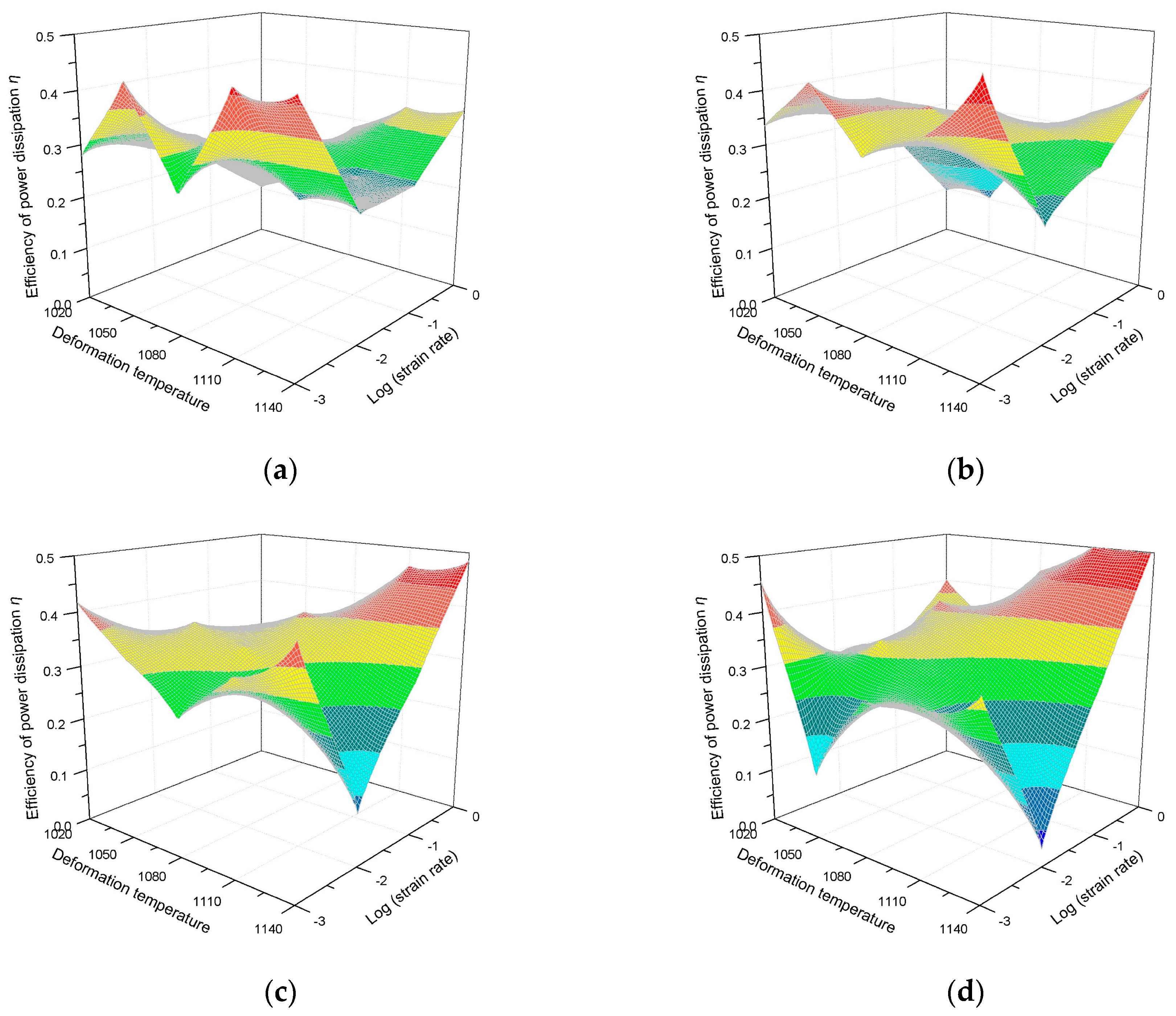
3.3. Establishment of Processing Map
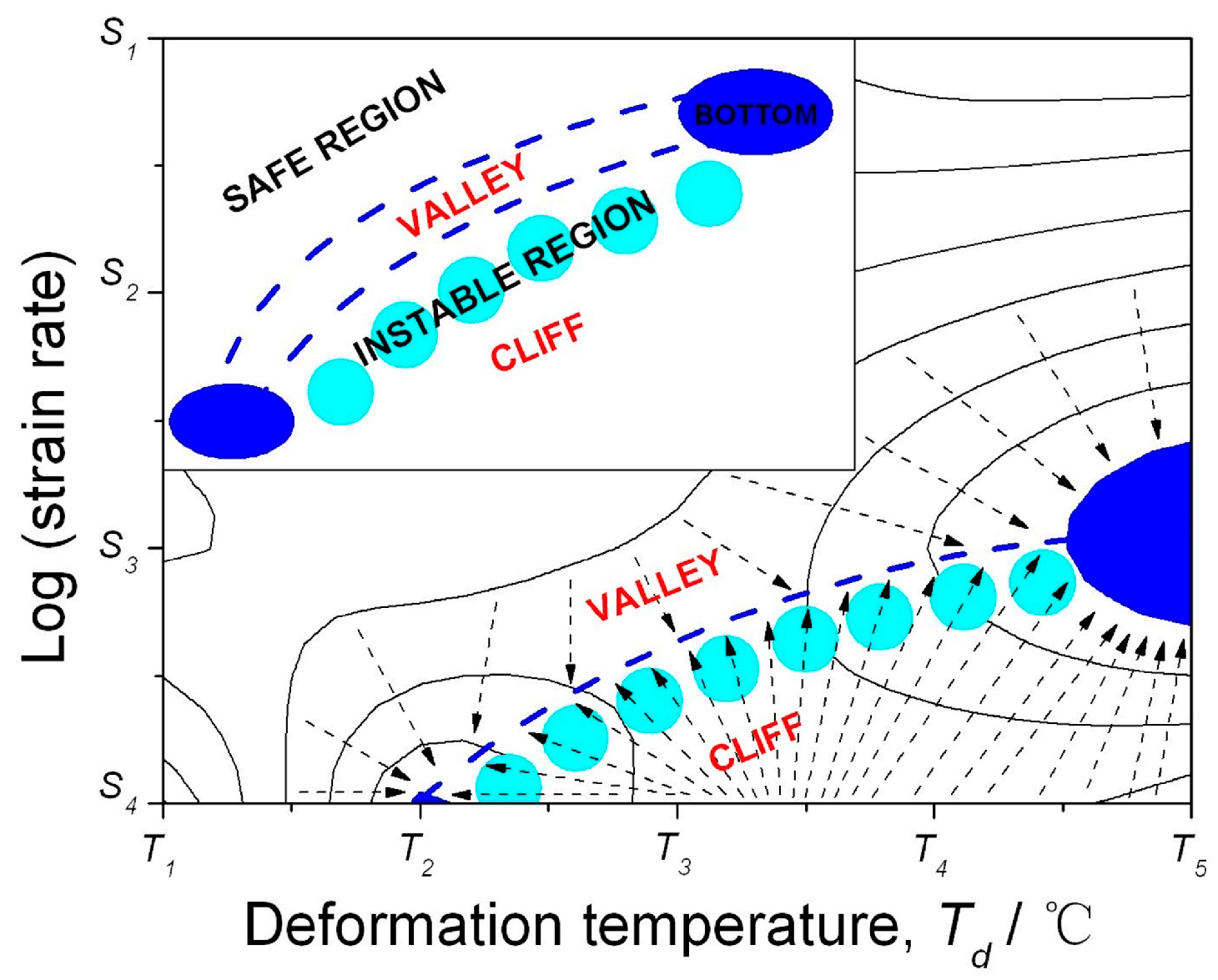
3.4. New Instability Criterion from Power Dissipation Map
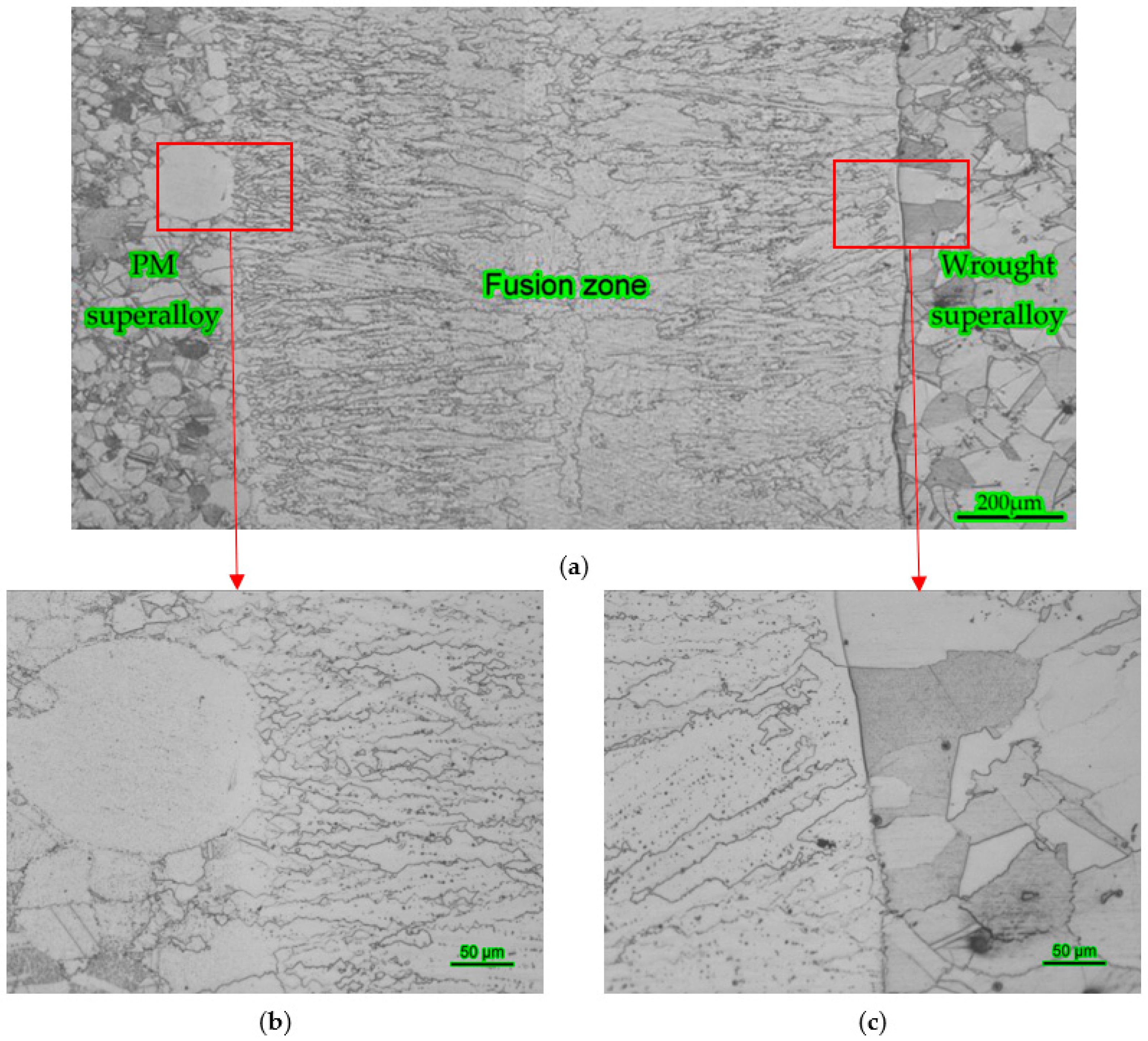
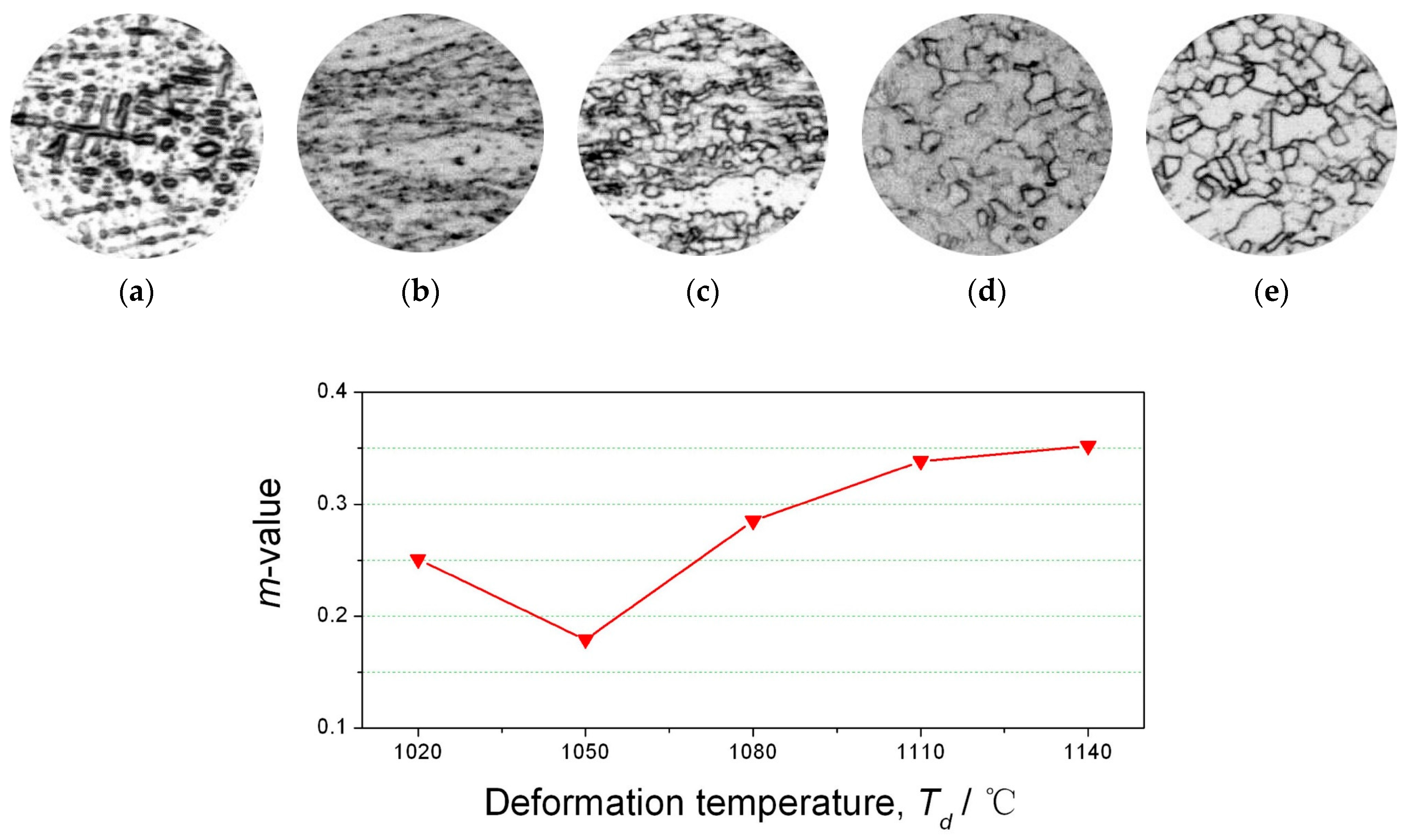
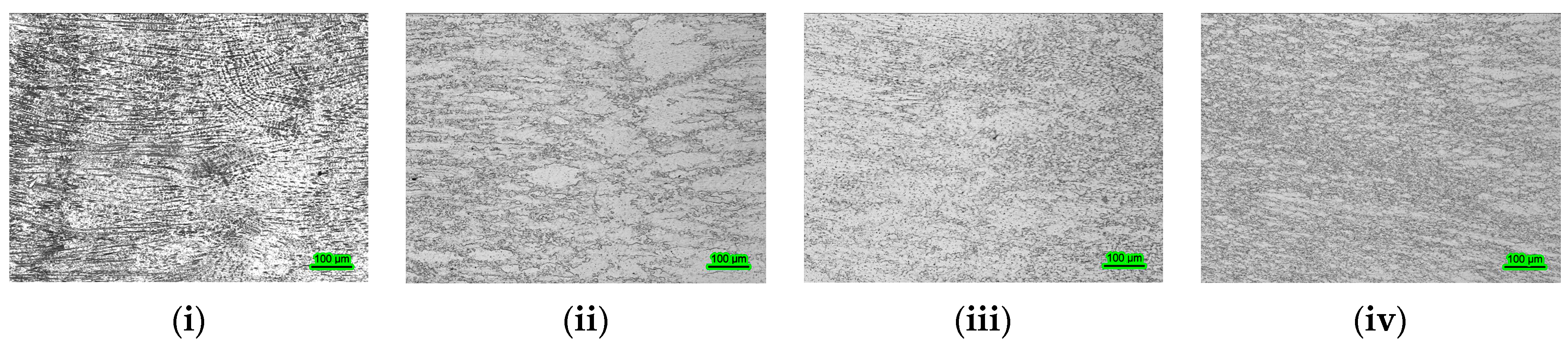
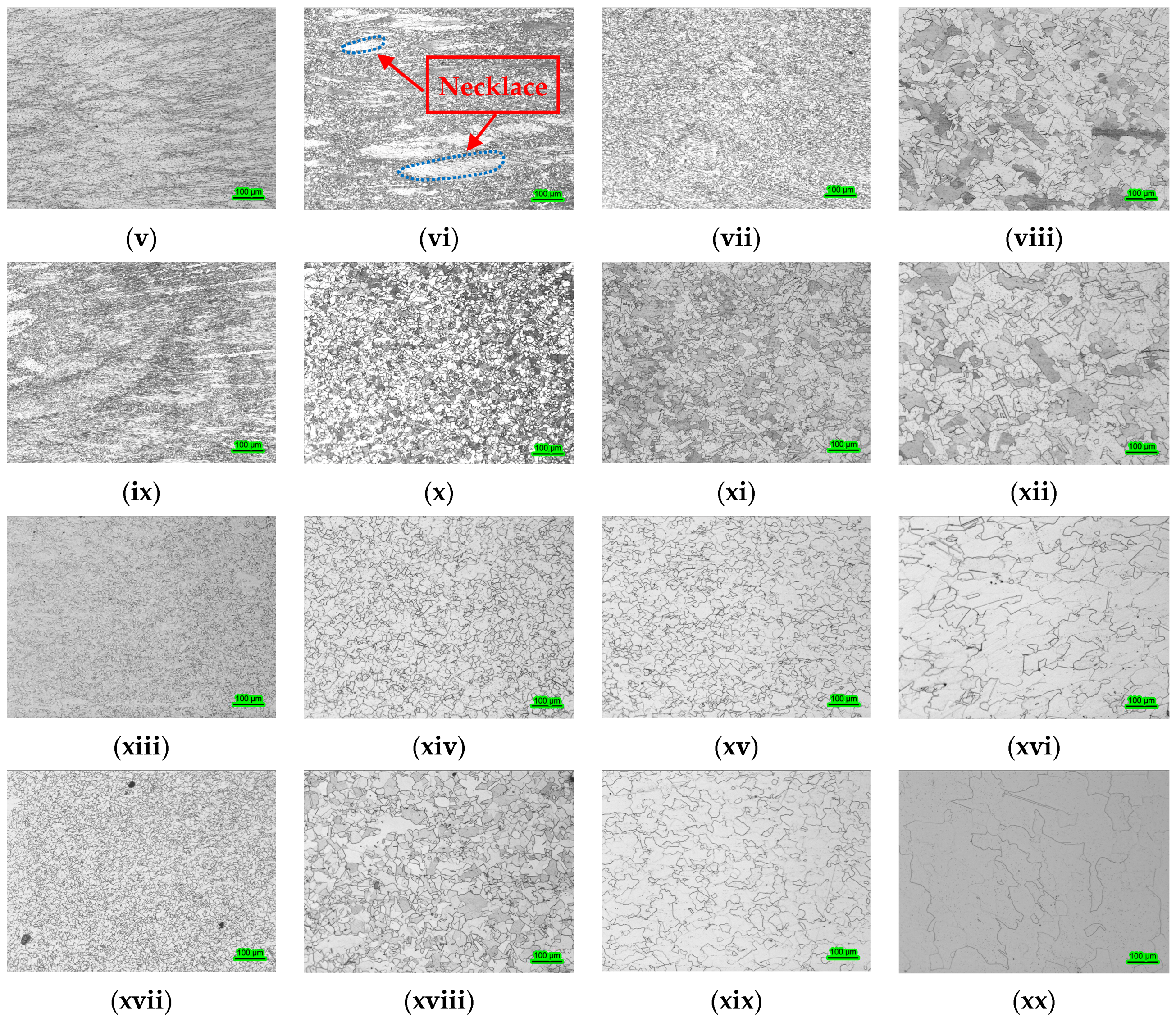
3.5. Typical Microstructures of PM/Wrought Dual Superalloy Processed After Hot Plastic Deformation
4. Conclusions
- (1)
- PM/Wrought dual superalloy presents the similar flow behavior to that of single alloy. The true stress-strain curves indicate that the deformation temperature and strain rate have a significant effect on the flow behavior of the PM/Wrought dual superalloy.
- (2)
- The apparent activation energy of the PM/Wrought dual superalloy at the strain of 0.2 was determined as 780.07 kJ·mol−1. The constitutive equation constructed for modeling the hot plastic deformation of PM/Wrought dual superalloy can be expressed as:
- (3)
- A new approach for finding the instable region from power dissipation map was proposed: the “cliff” and “valley” features are the sufficient conditions of flow instability.
- (4)
- According to the power dissipation map and microstructural characterization, the optimum hot plastic deformation parameter is suggested to be 1140 °C/1.0 s−1 with the peak efficiency of 0.55 for manufacturing the dual-property turbine disc.
Author Contributions
Funding
Conflicts of Interest
References
- Ning, Y.Q.; Yao, Z.K.; Guo, H.Z.; Fu, M.W. Structural-gradient-materials produced by gradient temperature heat treatment for dual-property turbine disc. J. Alloys Compd. 2013, 557, 27–33. [Google Scholar] [CrossRef]
- Cheng, C.; Yu, B.B.; Chen, Z.Y.; Liu, J.R.; Wang, Q.J. Mechanical properties of electron beam welded dissimilar joints of TC17 and Ti60 alloys. J. Mater. Sci. Technol. 2018, 34, 1859–1866. [Google Scholar] [CrossRef]
- Zhang, S.L.; Ma, Y.J.; Huang, S.S.; Youssef, S.S.; Qi, M.; Wang, H.; Qiu, J.K.; Lei, J.F.; Yang, R. Temperature-gradient induced microstructure evolution in heat-affected zone of electron beam welded Ti-6Al-4V titanium alloy. J. Mater. Sci. Technol. 2019, 35, 1681–1690. [Google Scholar] [CrossRef]
- Vishwakarma, K.R.; Richards, N.L.; Chaturvedi, M.C. Microstructural analysis of fusion and heat affected zones in electron beam welded ALLVAC® 718PLUSTM superalloy. Mater. Sci. Eng. A 2008, 480, 517–528. [Google Scholar] [CrossRef]
- Ning, Y.Q.; Yao, Z.K.; Guo, H.Z.; Fu, M.W. Hot deformation behavior and hot working characteristic of Nickel-base electron beam weldments. J. Alloys Compd. 2014, 584, 494–502. [Google Scholar] [CrossRef]
- Qin, C.; Yao, Z.K.; Ning, Y.Q.; Shi, Z.F.; Guo, H.Z. Hot deformation behavior of TC11/Ti−22Al−25Nb dual-alloy in isothermal compression. Trans. Nonferrous Met. Soc. China 2015, 25, 2195–2205. [Google Scholar] [CrossRef]
- Chen, X.M.; Lin, Y.C.; Wen, D.X.; Zhang, J.L.; He, M. Dynamic recrystallization behavior of a typical nickel-based superalloy during hot deformation. Mater. Des. 2014, 57, 568–577. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, X.Y.; Chen, X.M.; Chen, J.; Wen, D.X.; Zhang, J.L.; Li, L.T. EBSD study of a hot deformed nickel-based superalloy. J. Alloys Compd. 2015, 604, 101–113. [Google Scholar] [CrossRef]
- Sellars, C.M.; Mctegart, W.J. On the mechanism of deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Kashyap, B.P.; Chaturvedi, M.C. Activation energy for superplastic deformation of in718 superalloy. Scripta Mater. 2000, 43, 429–433. [Google Scholar] [CrossRef]
- Briottet, L.; Jonas, J.J.; Montheillet, F. A mechanical interpretation of the activation energy of high temperature deformation in two phase materials. Acta Mater. 1996, 44, 1665–1672. [Google Scholar] [CrossRef]
- Zener, C.; Hollomon, J.H. Effect of strain rate upon plastic flow of steel. J. Appl. Phys. 1944, 15, 22–32. [Google Scholar] [CrossRef]
- Mehtedi, M.E.; Gabrielli, F.; Spigarelli, S. Hot workability in process modeling of a bearing steel by using combined constitutive equations and dynamic material model. Mater. Des. 2014, 53, 398–404. [Google Scholar] [CrossRef]
- Anbuselvan, S.; Ramanathan, G. Hot deformation and processing maps of extruded ZE41A magnesium alloy. Mater. Des. 2010, 31, 2319–2323. [Google Scholar] [CrossRef]
- Lin, Y.C.; Li, L.T.; Xia, Y.C.; Jiang, Y.Q. Hot deformation and processing map of a typical Al–Zn–Mg–Cu alloy. J. Alloys Compd. 2013, 550, 438–445. [Google Scholar] [CrossRef]
- Prasad, Y.V.R.K. Processing maps: A status report. J. Mater. Eng. Perform. 2003, 12, 638–645. [Google Scholar] [CrossRef]
- Rao, K.P.; Prasad, Y.V.R.K.; Suresh, K. Hot working behavior and processing map of a γ-TiAl alloy synthesized by powder metallurgy. Mater. Des. 2011, 32, 4874–4881. [Google Scholar] [CrossRef]
- Stüwe, H.P.; Les, P. Strain rate sensitivity of flow stress at large strain. Acta Mater. 1998, 46, 6375–6380. [Google Scholar] [CrossRef]
- Ghosh, A.K. On the measurement of strain-rate sensitivity for deformation mechanism in conventional and ultra-fine grain alloys. Mater. Sci. Eng. A 2007, 463, 36–40. [Google Scholar] [CrossRef]
- Ning, Y.Q.; Yao, Z.K.; Guo, H.Z.; Fu, M.W.; Li, H.; Xie, X.H. Investigation on hot deformation behavior of P/M Ni-base superalloy FGH96 by using processing maps. Mater. Sci. Eng. A 2010, 527, 6794–6799. [Google Scholar] [CrossRef]
- Lin, Y.C.; Deng, J.; Jiang, Y.Q.; Wen, D.X.; Liu, G. Hot tensile deformation behaviors and fracture characteristics of a typical Ni-based superalloy. Mater. Des. 2014, 55, 949–957. [Google Scholar] [CrossRef]
- Liu, Y.H.; Ning, Y.Q.; Yang, X.M.; Yao, Z.K.; Guo, H.Z. Effect of temperature and strain rate on the workability of FGH4096 superalloy in hot deformation. Mater. Des. 2016, 95, 669–676. [Google Scholar] [CrossRef]
- Ning, Y.Q.; Yao, Z.K.; Li, H.; Guo, H.Z.; Tao, Y.; Zhang, Y.W. High temperature deformation behavior of hot isostatically pressed P/M FGH4096 superalloy. Mater. Sci. Eng. A 2010, 527, 961–966. [Google Scholar] [CrossRef]
- Liu, Y.H.; Ning, Y.Q.; Yao, Z.K.; Fu, M.W. Hot deformation behavior of the 1.15C–4.00Cr–3.00V–6.00W–5.00Mo powder metallurgy high speed steel. Mater. Des. 2014, 54, 854–863. [Google Scholar] [CrossRef]
- Doraivelu, S.M.; Gegel, H.L.; Gunasekera, J.S.; Malas, J.C.; Morgan, J.T.; Thomas, J.F. A new yield function for compressible p/m material. Int. J. Mech. Sci. 1984, 26, 527–535. [Google Scholar] [CrossRef]
- Collings, E.W.; Gegel, H.L. A physical basis for solid-solution strengthening and phase stability in alloys of titanium. Scripta Metall. 1973, 7, 437–443. [Google Scholar] [CrossRef]
- Malas, J.C.; Seetharaman, V. Using material behavior models to develop process control strategies. JOM 1992, 44, 8–13. [Google Scholar] [CrossRef]
- Murty, S.V.S.N.; Rao, B.N.; Kashyap, B.P. Instability criteria for hot deformation of materials. Int. Mater. Rev. 2000, 45, 15–26. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Seetharaman, V.; Weiss, I. Hot workability of titanium and titanium aluminide alloys—an overview. Mater. Sci. Eng. A 1998, 243, 1–24. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Q | Value | Value | n | Value | α | Value | |
|---|---|---|---|---|---|---|---|
| Q0 | 940.08 | L0 | 79.723 | N0 | 6.3205 | A0 | 0.0074500 |
| Q1 | −879.10 | L1 | −88.860 | N1 | −27.140 | A1 | −0.016700 |
| Q2 | −52.679 | L2 | 64.273 | N2 | 125.381 | A2 | 0.10177 |
| Q3 | 2267.1 | L3 | 25.585 | N3 | −307.87 | A3 | −0.24573 |
| Q4 | −2840.6 | L4 | −37.734 | N4 | 376.22 | A4 | 0.28957 |
| Q5 | 807.79 | L5 | −29.901 | N5 | −177.80 | A5 | −0.13540 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, B.; Liu, X.; Yang, H.; Ning, Y. The Deformation Behavior, Microstructural Mechanism, and Process Optimization of PM/Wrought Dual Superalloys for Manufacturing the Dual-Property Turbine Disc. Metals 2019, 9, 1127. https://doi.org/10.3390/met9101127
Zhang B, Liu X, Yang H, Ning Y. The Deformation Behavior, Microstructural Mechanism, and Process Optimization of PM/Wrought Dual Superalloys for Manufacturing the Dual-Property Turbine Disc. Metals. 2019; 9(10):1127. https://doi.org/10.3390/met9101127
Chicago/Turabian StyleZhang, Baoyun, Xiaoming Liu, Hao Yang, and Yongquan Ning. 2019. "The Deformation Behavior, Microstructural Mechanism, and Process Optimization of PM/Wrought Dual Superalloys for Manufacturing the Dual-Property Turbine Disc" Metals 9, no. 10: 1127. https://doi.org/10.3390/met9101127