Effect of 2024 Al Alloy Insert on the Grain Refinement of a 2024 Al Alloy Prepared via Insert Mold Casting

Abstract
:1. Introduction
2. Experimental Method
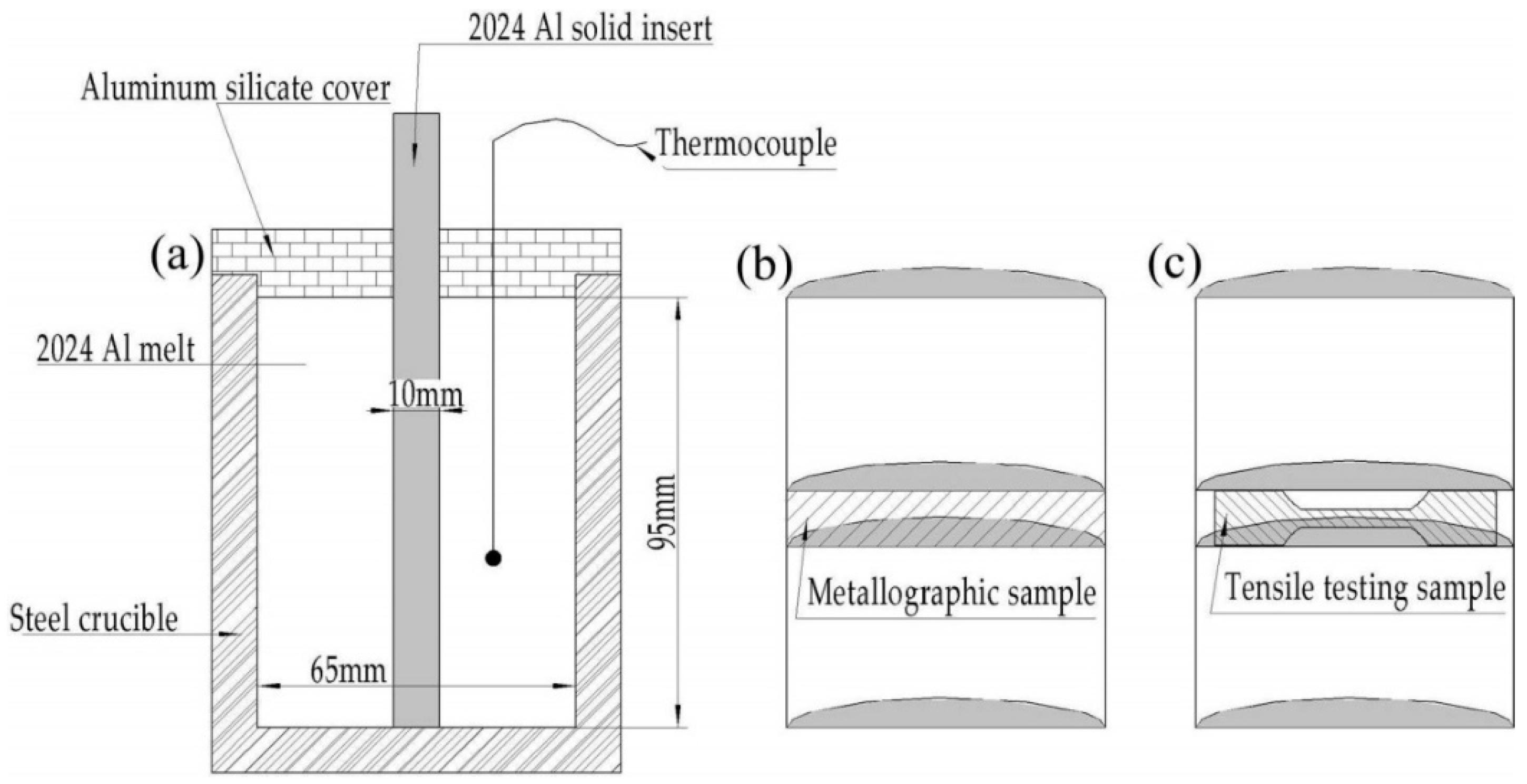
2.1. Material Preparation
2.2. Material Characterizations
3. Results
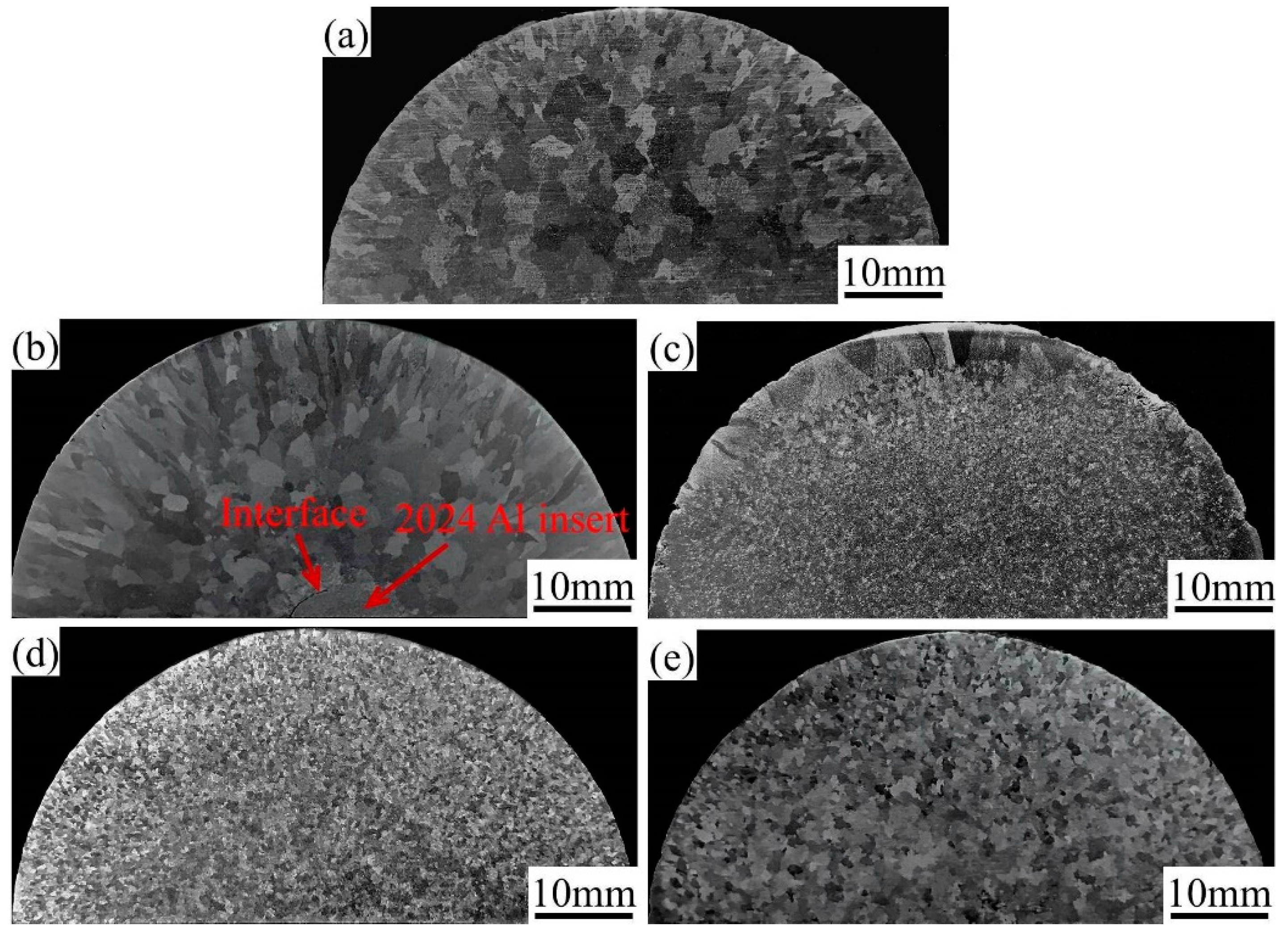
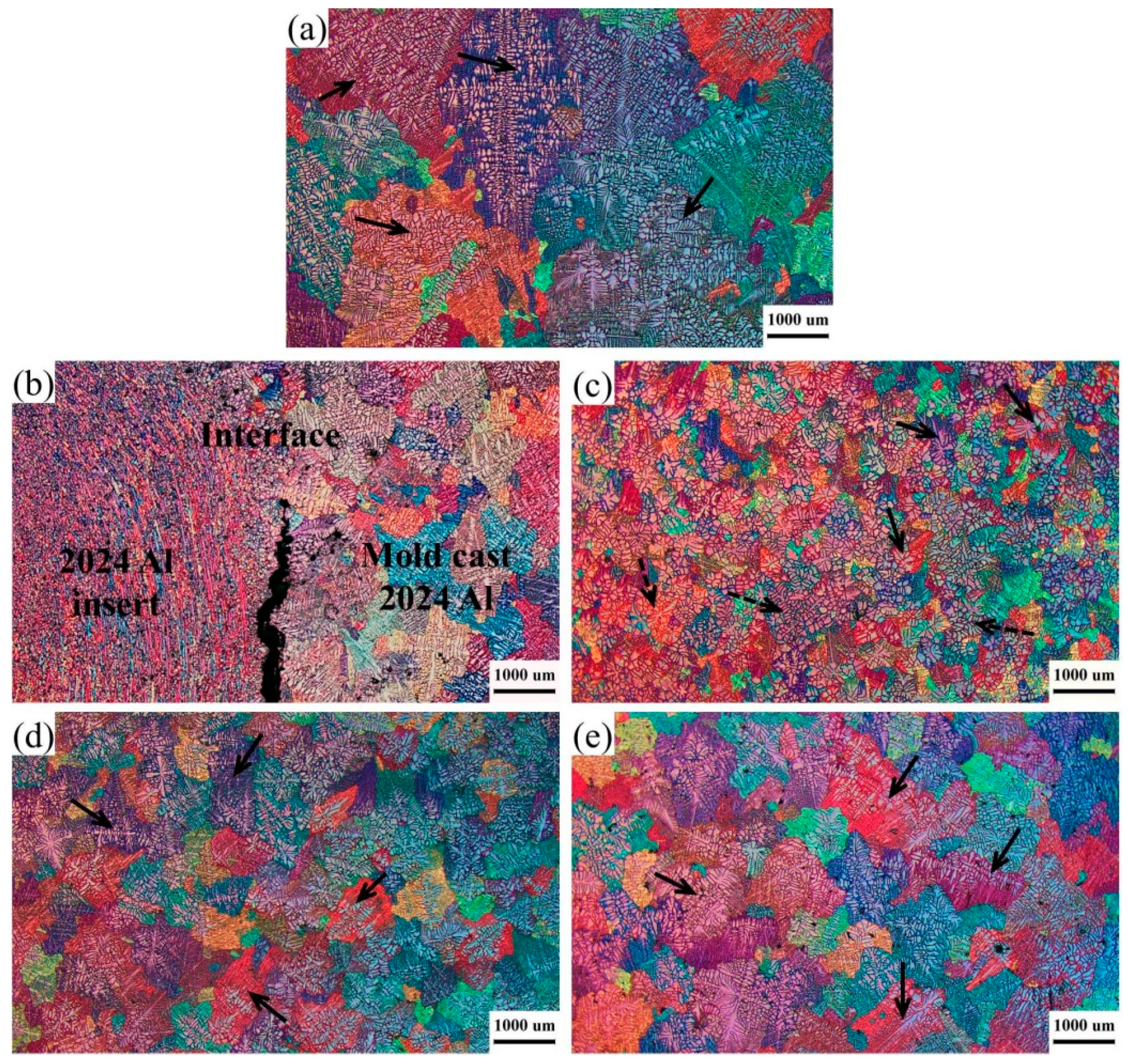
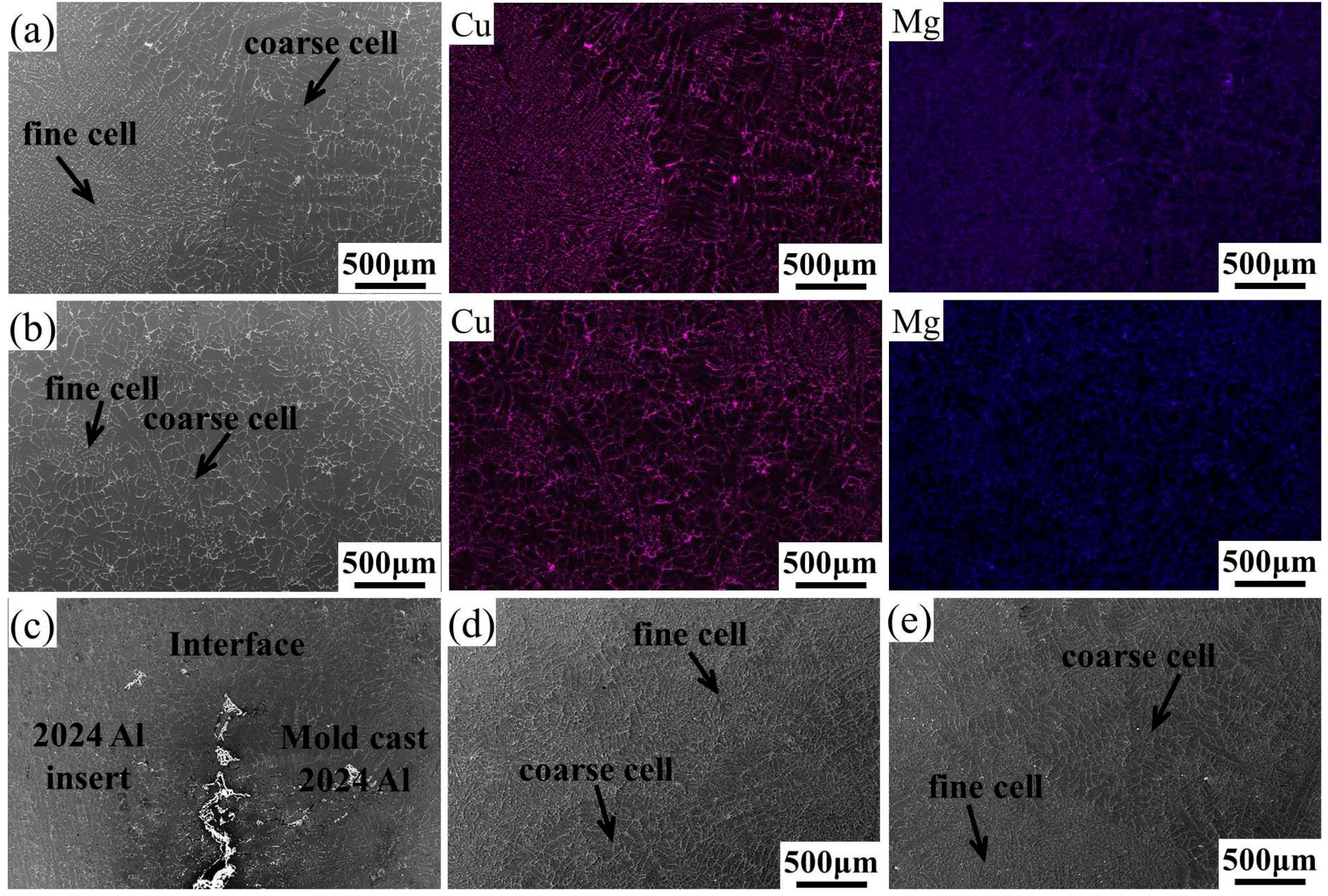
3.1. Macro and Micro structure Characterization
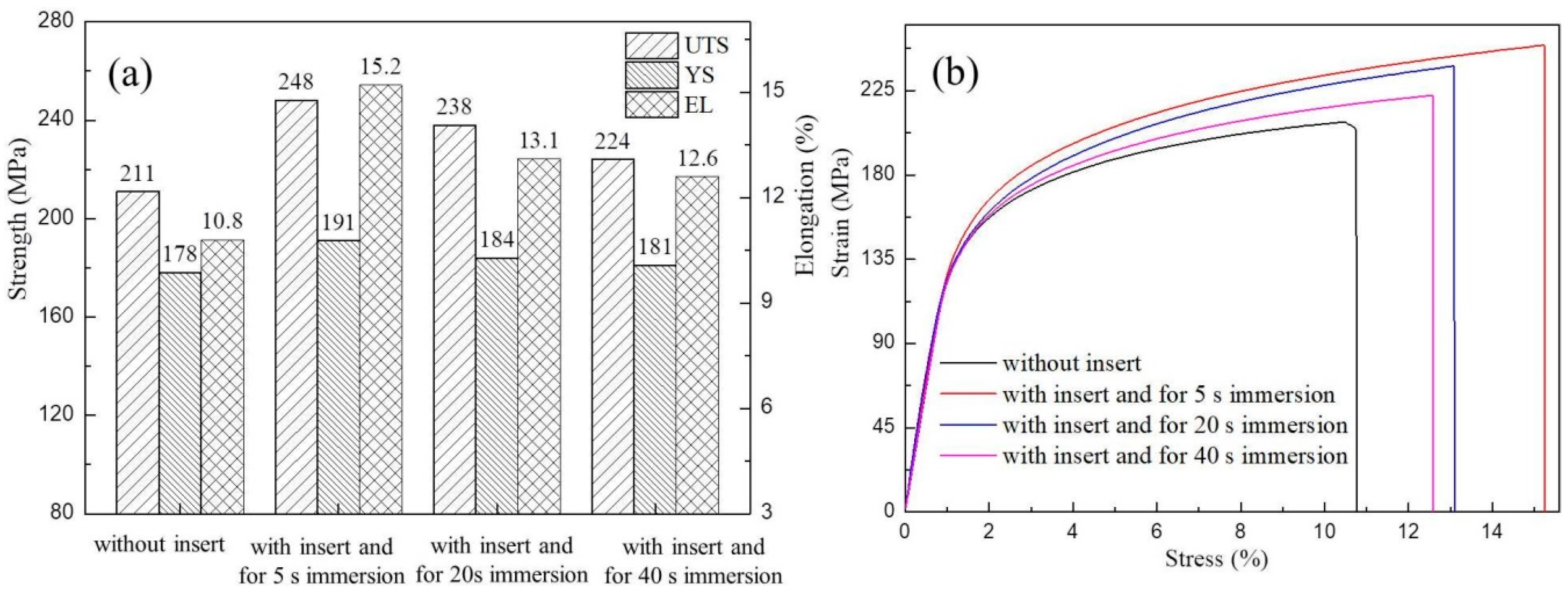
3.2. Tensile Tests
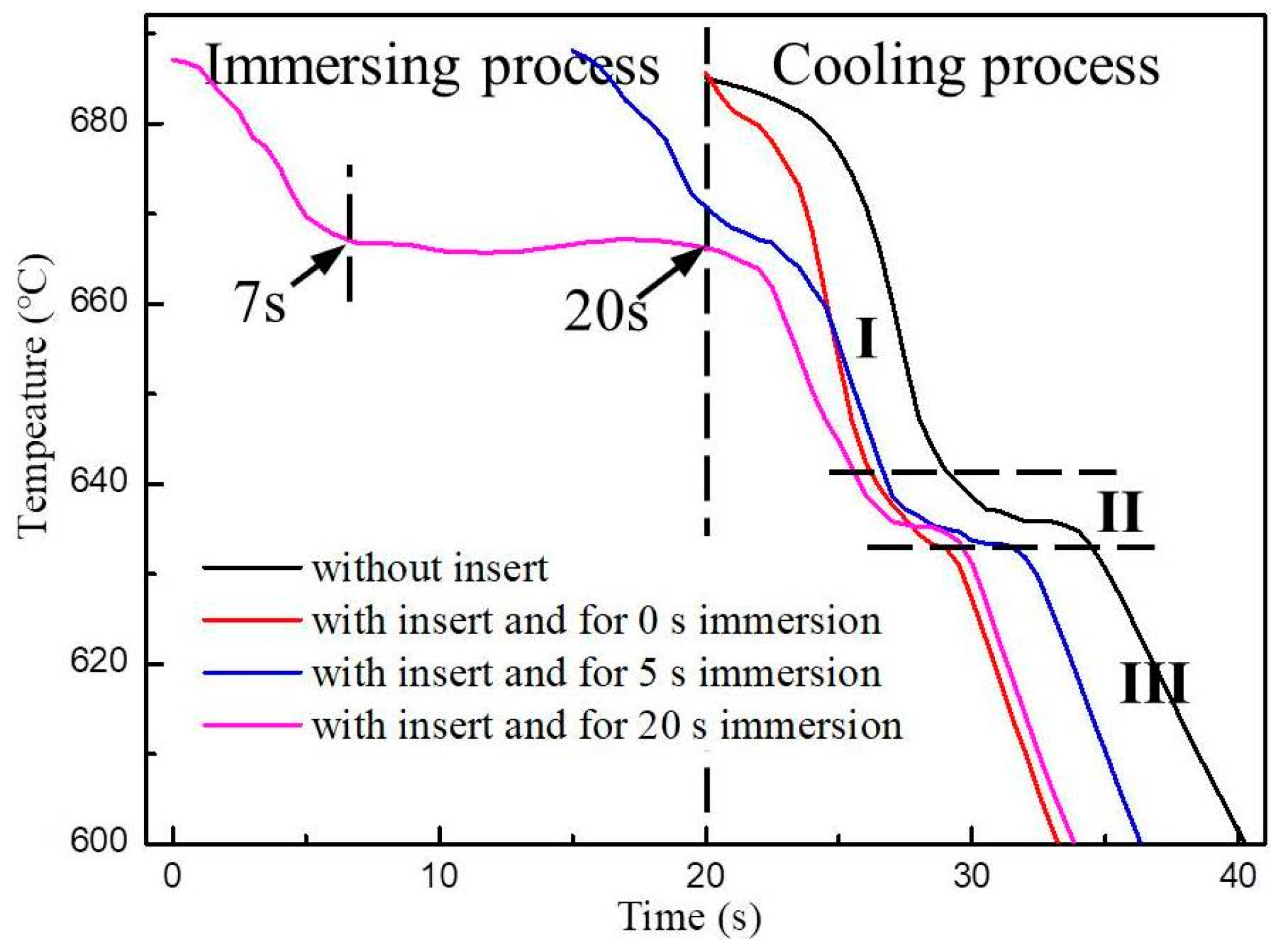
3.3. Thermal Analysis
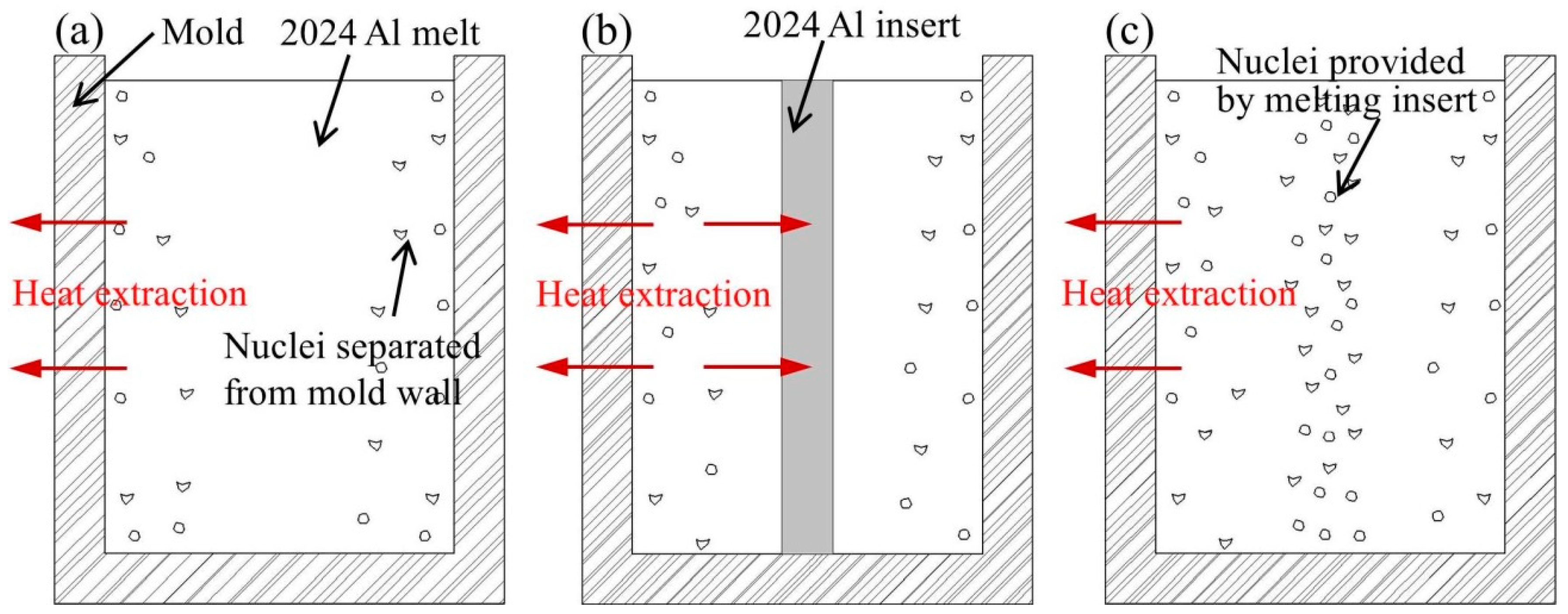
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Spittle, J.A. Columnar to equiaxed grain transition in as solidified alloys. Metall. Rev. 2006, 51, 247–269. [Google Scholar] [CrossRef]
- Easton, M.; Qian, M.; Prasad, A.; Stjohn, D.H. Recent advances in grain refinement of light metals and alloys. Curr. Opin. Solid State Mater. Sci. 2016, 20, 13–24. [Google Scholar] [CrossRef]
- Easton, M.; Grandfield, J.F.; Stjohn, D.H.; Rinderer, B. The Effect of Grain Refinement and Cooling Rate on the Hot Tearing of Wrought Aluminium Alloys. Mater. Sci. Forum. 2006, 519, 1675–1680. [Google Scholar] [CrossRef]
- Fang, Q.; Granger, D. Porosity formation in modified and unmodified A356 alloy castings. AFS Trans. 1989, 97, 989–1000. [Google Scholar]
- Vives, C. Electromagnetic refining of aluminum alloys by the CREM process: Part, I. Working principle and metallurgical results. Metall. Trans. B 1989, 20, 623–629. [Google Scholar] [CrossRef]
- Zhao, Z.H.; Cui, J.Z.; Dong, J.; Zhang, B.J. Effect of low-frequency magnetic field on microstructures and macrosegregation of horizontal direct chill casting 7075 aluminum alloy. J. Mater. Process. Technol. 2007, 182, 185–190. [Google Scholar] [CrossRef]
- Gao, Z.H.; Xu, J.; Zhang, Z.F.; Tang, M.G. Effect of Annular Electromagnetic Stirring on Microstructure and Mechanical Property of 7075 Aluminium Alloy. J. Mater. Sci. Forum. 2013, 749, 75–81. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Qian, M.; Eskin, D.G.; Das, A. On the microstructural refinement in commercial purity Al and Al-10wt% Cu alloy under ultrasonication during solidification. Mater. Des. 2017, 132, 266–274. [Google Scholar] [CrossRef]
- Jiang, R.P.; Li, X.Q.; Zhang, M. Investigation on the mechanism of grain refinement in aluminum alloy solidified under ultrasonic vibration. J. Met. Mater. Int. 2015, 21, 104–108. [Google Scholar] [CrossRef]
- Li, R.Q.; Liu, Z.L.; Dong, F.; Li, X.Q.; Chen, P.H. Grain Refinement of a Large-Scale Al Alloy Casting by Introducing the Multiple Ultrasonic Generators During Solidification. J. Metall. Mater. Trans. A 2016, 47, 3790–3796. [Google Scholar] [CrossRef]
- Zuo, Y.B.; Fan, Z.Y.; Cui, J.Z. Grain refinement of AZ91D alloy by intensive melt shearing and its persistence after remelting and isothermal holding. China Foundry 2013, 10, 39–42. [Google Scholar]
- Wannasin, J.; Martinez, R.A.; Flemings, M.C. Grain refinement of an aluminum alloy by introducing gas bubbles during solidification. Scr. Mater. 2006, 55, 115–118. [Google Scholar] [CrossRef]
- Zhu, Q.F.; Zhao, Z.H.; Cui, J.Z.; Zuo, Y.B.; Wang, X.J. Effect of combined application of electromagnetic fields on horizontal direct chill casting of 7050 aluminium alloy. Mater. Sci. Technol. 2008, 24, 560–566. [Google Scholar] [CrossRef]
- Bunn, A.M.; Schumacher, P.; Kearns, M.A.; Boothroyd, C.B.; Greer, A.L. Grain refinement by Al–Ti–B alloys in aluminium melts: A study of the mechanisms of poisoning by zirconium. Mater. Sci. Technol. 1999, 15, 1115–1123. [Google Scholar] [CrossRef]
- Gazanion, F.; Chen, X.G.; Dupuis, C. Studies on the Sedimentation and Agglomeration Behavior of Al-Ti-B and Al-Ti-C Grain Refiners. Mater. Sci. Forum. 2002, 396, 45–52. [Google Scholar] [CrossRef]
- Limmaneevichitr, C.; Eidhed, W. Fading mechanism of grain refinement of aluminum–silicon alloy with Al–Ti–B grain refiners. Mater. Sci. Eng. A 2003, 349, 197–206. [Google Scholar] [CrossRef]
- Zhang, Y.J.; Le, Y.K.; Ma, N.H.; Wang, H.W.; Li, S.C. Effect of AlTiB Nano-Grain Refiner on Mechanical Property and Damping Capacity of ZL101 Alloy. Rare Met. Mater. Eng. 2006, 35, 476–479. [Google Scholar]
- Zhang, Y.J.; Ma, N.H.; Le, Y.K.; Li, S.C.; Wang, H.W. Mechanical properties and damping capacity after grain refinement in A356 alloy. Mater. Lett. 2005, 59, 2174–2177. [Google Scholar] [CrossRef]
- Zhu, Q.F.; Zhu, C.; Kang, Y.L.; Kong, S.P.; Zhao, Z.H.; Zuo, Y.B. Effect of Zr content on the existence form of Zr element and as-cast structure of high purity commercial aluminium. Int. J. Mater. Res. 2018, 109, 1027. [Google Scholar]
- Knipling, K.E.; Karnesky, R.A.; Lee, C.P.; Dunand, D.C.; Seidman, D.N. Precipitation evolution in Al–0.1Sc, Al–0.1Zr and Al–0.1Sc–0.1Zr (at.%) alloys during isochronal aging. Acta Mater. 2010, 58, 5184–5195. [Google Scholar] [CrossRef]
- Zhao, K.N.; Liu, J.C.; Nie, X.Y.; Li, Y.; Li, H.X.; Du, Q.; Zhuang, L.Z.; Zhang, J.S. Interface formation in magnesium–magnesium bimetal composites fabricated by insert molding method. Mater. Des. 2016, 91, 122–131. [Google Scholar] [CrossRef]
- Liu, T.; Wang, Q.D.; Sun, Y.D.; Wang, Q.G. Microstructure and Mechanical Properties of Overcast 6101-6101 Wrought Al Alloy Joint by Squeeze Casting. J. Mater. Sci. Technol. 2016, 4, 298–304. [Google Scholar] [CrossRef]
- Ohno, A. Solidification of Metals; Chijin Shokan: Tokyo, Japan, 1984. [Google Scholar]
- Eskin, D.G. Physical Metallurgy of Direct Chill Casting of Aluminum Alloy; CRC Press: New York, NY, USA, 2008; pp. 22–24. [Google Scholar]
- Eskin, D.G.; Nadella, R.; Katgerman, L. Effect of different grain structures on centerline macrosegregation during direct-chill casting. Acta Mater. 2008, 56, 1358–1365. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Melt Temperature (°C) | With or Without 2024 Al Insert | Immersion Time (s) |
|---|---|---|---|
| I | 690 | without 2024 Al insert | - |
| II | 690 | with 2024 Al insert | 0 |
| III | 690 | with 2024 Al insert | 5 |
| IV | 690 | with 2024 Al insert | 20 |
| V | 690 | with 2024 Al insert | 40 |
| Cu | Mg | Mn | Fe | Si | Al |
|---|---|---|---|---|---|
| 4.0 | 1.6 | 0.6 | 0.120 | 0.03 | Bal. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, C.; Zhao, Z.; Wang, G.; Zhu, Q.; Wang, S. Effect of 2024 Al Alloy Insert on the Grain Refinement of a 2024 Al Alloy Prepared via Insert Mold Casting. Metals 2019, 9, 1126. https://doi.org/10.3390/met9101126
Zhu C, Zhao Z, Wang G, Zhu Q, Wang S. Effect of 2024 Al Alloy Insert on the Grain Refinement of a 2024 Al Alloy Prepared via Insert Mold Casting. Metals. 2019; 9(10):1126. https://doi.org/10.3390/met9101126
Chicago/Turabian StyleZhu, Cheng, Zhihao Zhao, Gaosong Wang, Qingfeng Zhu, and Shiliang Wang. 2019. "Effect of 2024 Al Alloy Insert on the Grain Refinement of a 2024 Al Alloy Prepared via Insert Mold Casting" Metals 9, no. 10: 1126. https://doi.org/10.3390/met9101126