High Temperature Mechanical Properties and Wear Performance of B4C/Al7075 Metal Matrix Composites

 ,
, 
Abstract
:1. Introduction
2. Experimental Procedure
2.1. Materials and Methods
2.2. Characterization
3. Results and Discussions
4. Conclusions
- (1)
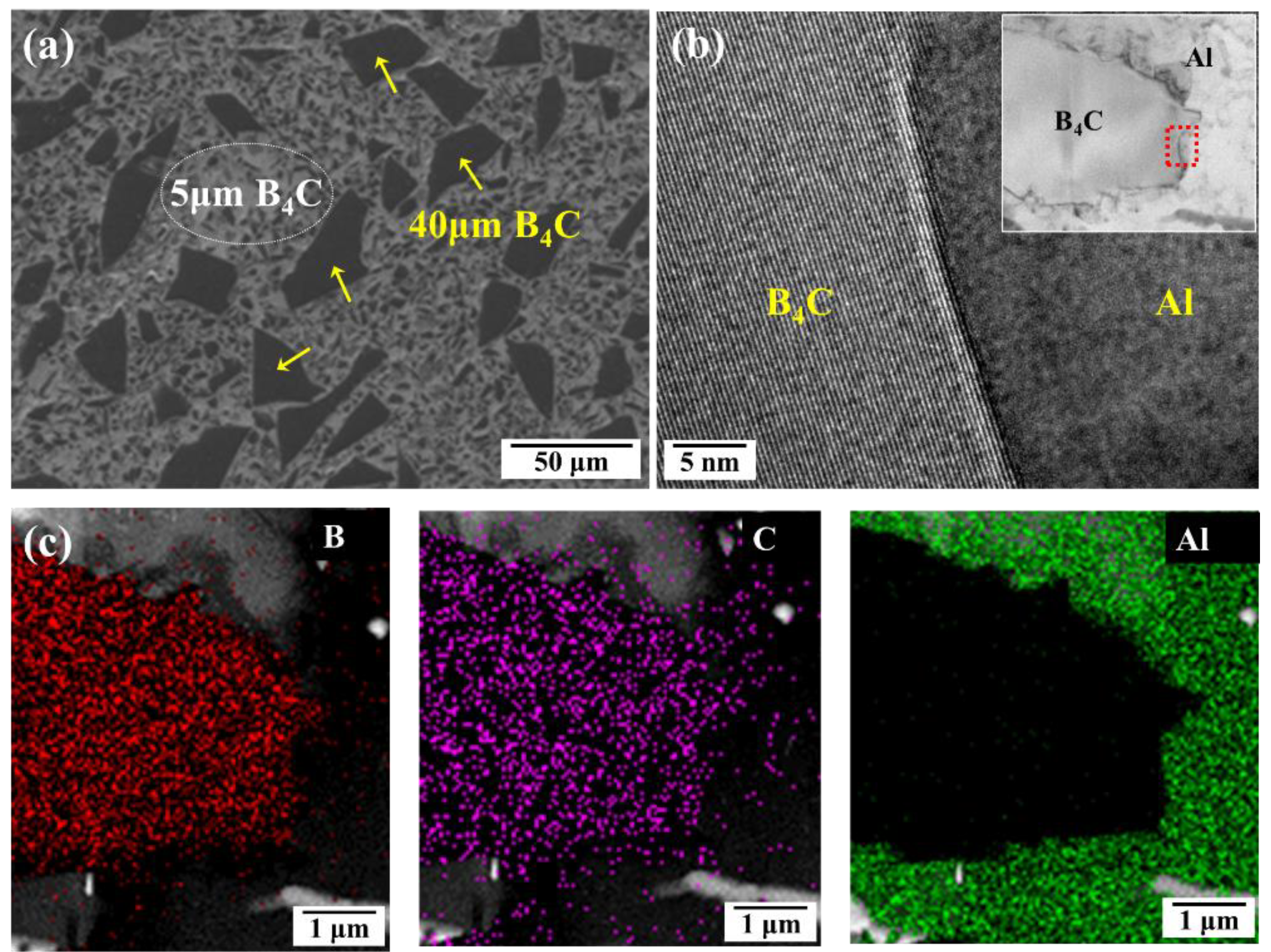
- High volume fraction B4C reinforced Al7075 composites were successfully fabricated with a liquid pressing process. The real density of the specimen was almost similar to the theoretical density because the microstructural analysis revealed that no pores existed, and the interface between the matrix and the reinforcement was clean.
- (2)
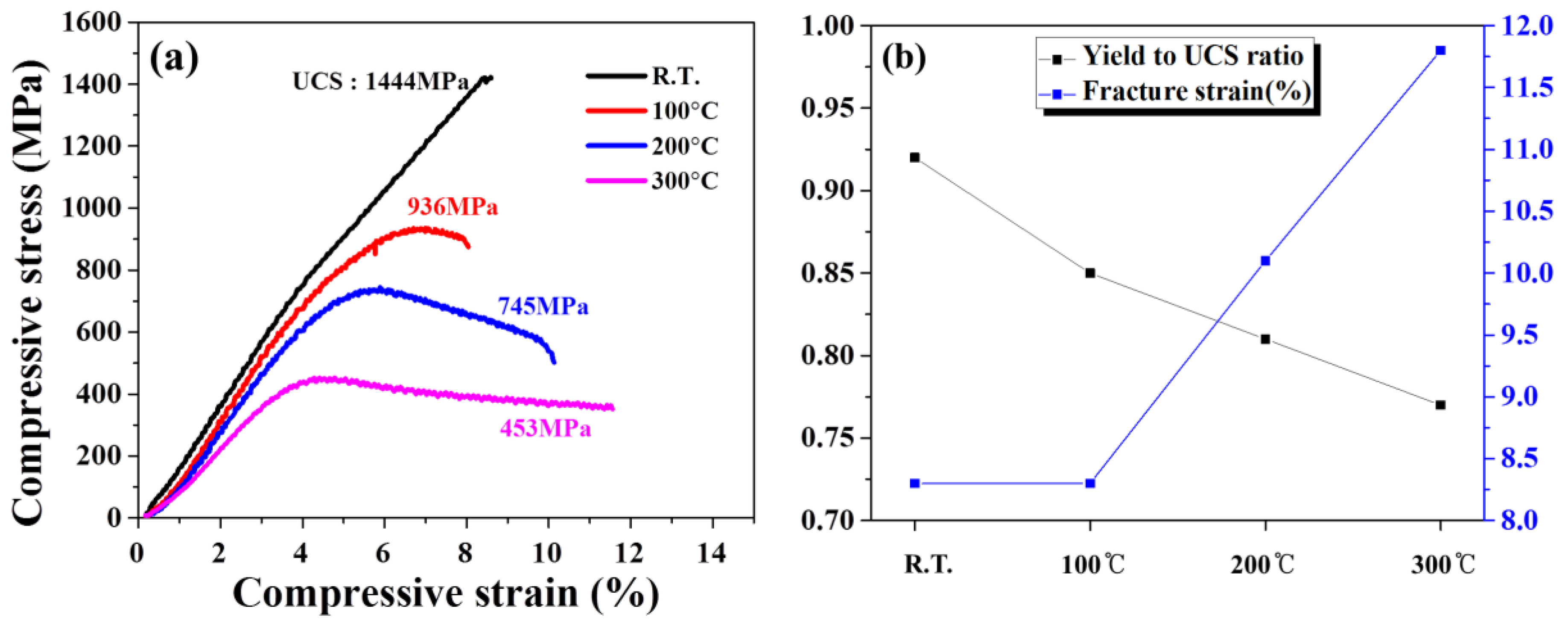
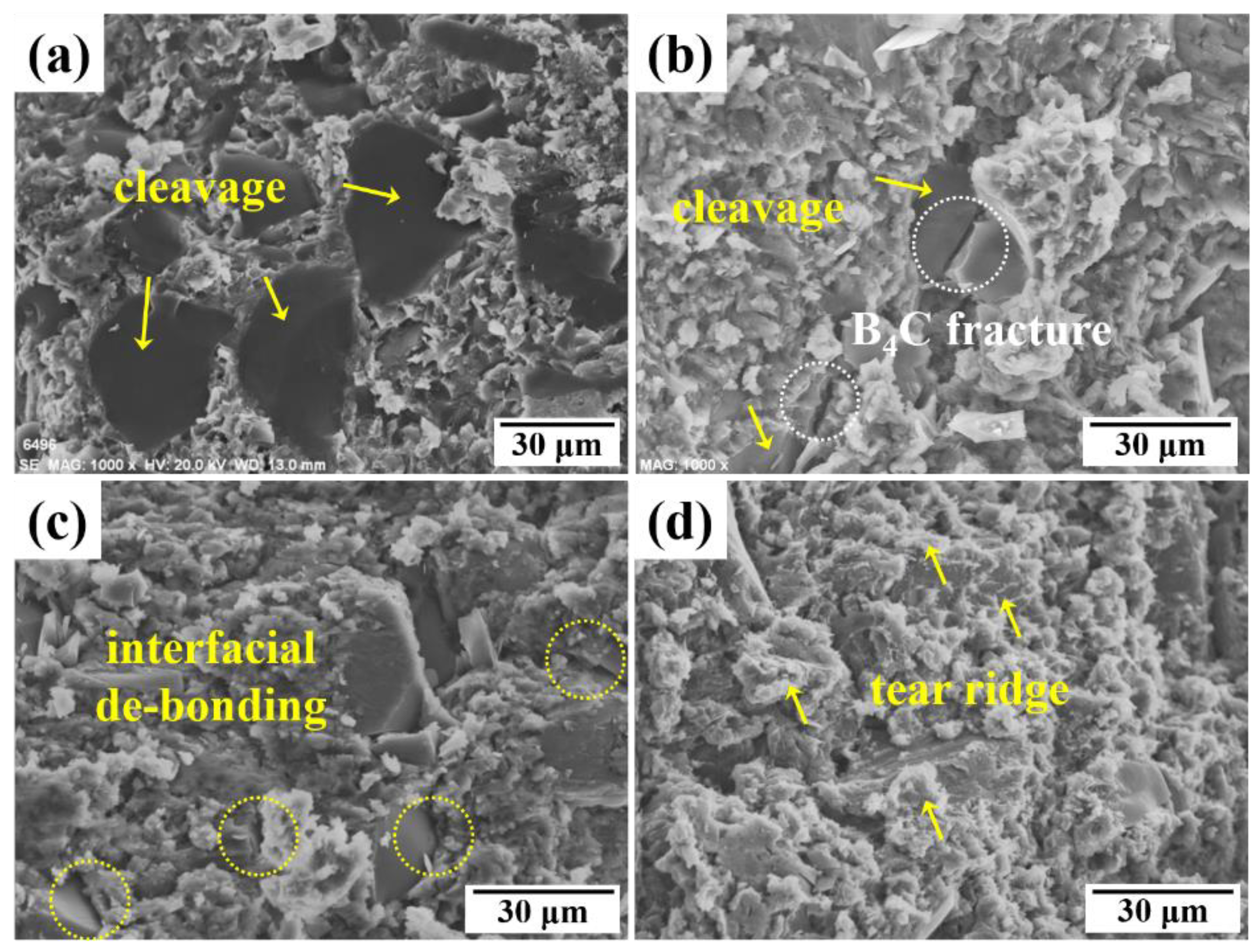
- From the high temperature compressive test, the highest UCS of the composite was 1.44 GPa at room temperature, and the compressive strength was decreased at elevated temperatures because of the softening of the matrix. The composite had a brittle fracture mode at room temperature and a mixed mode of a brittle and ductile fracture mechanism at the elevated temperatures under the compressive load.
- (3)
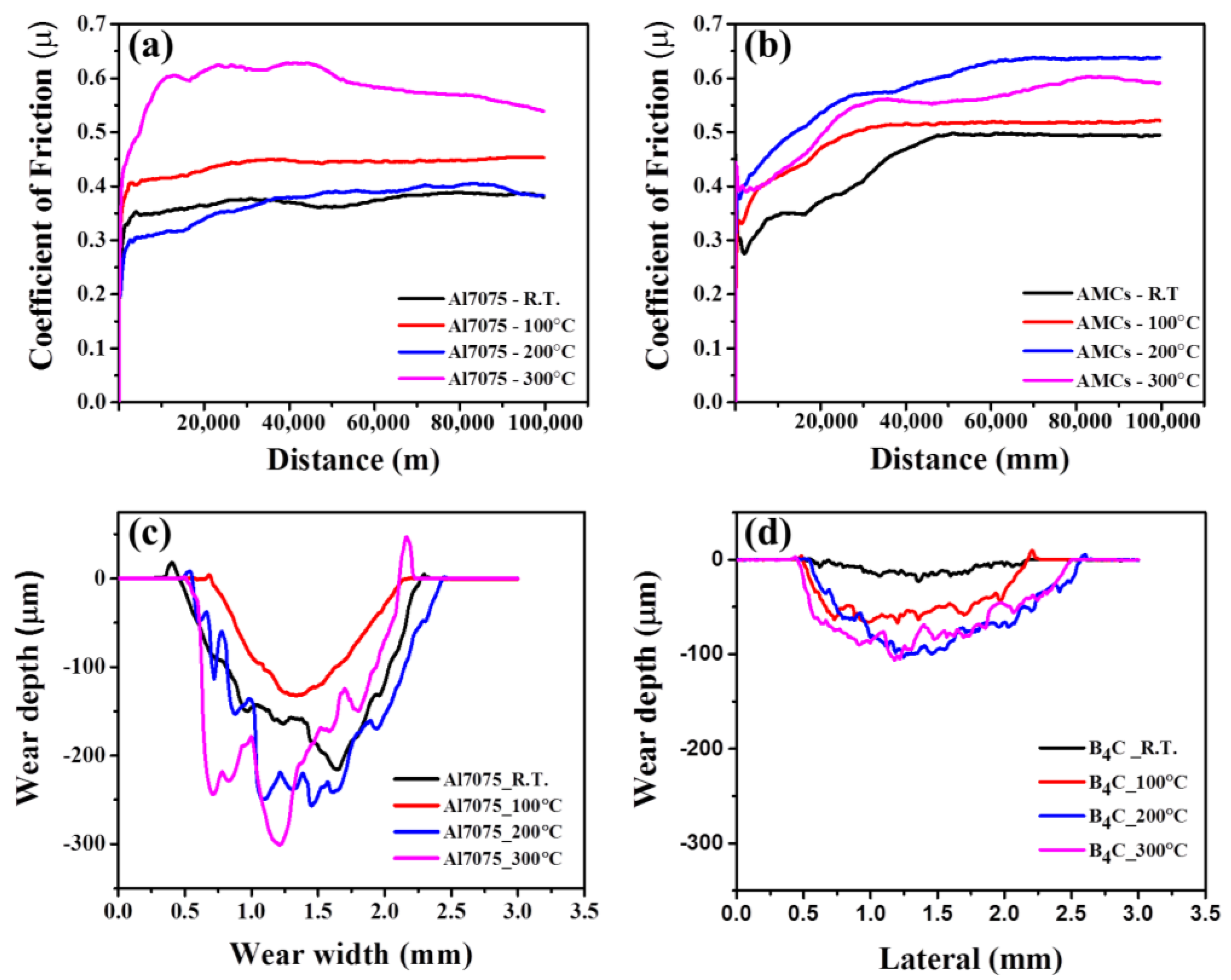
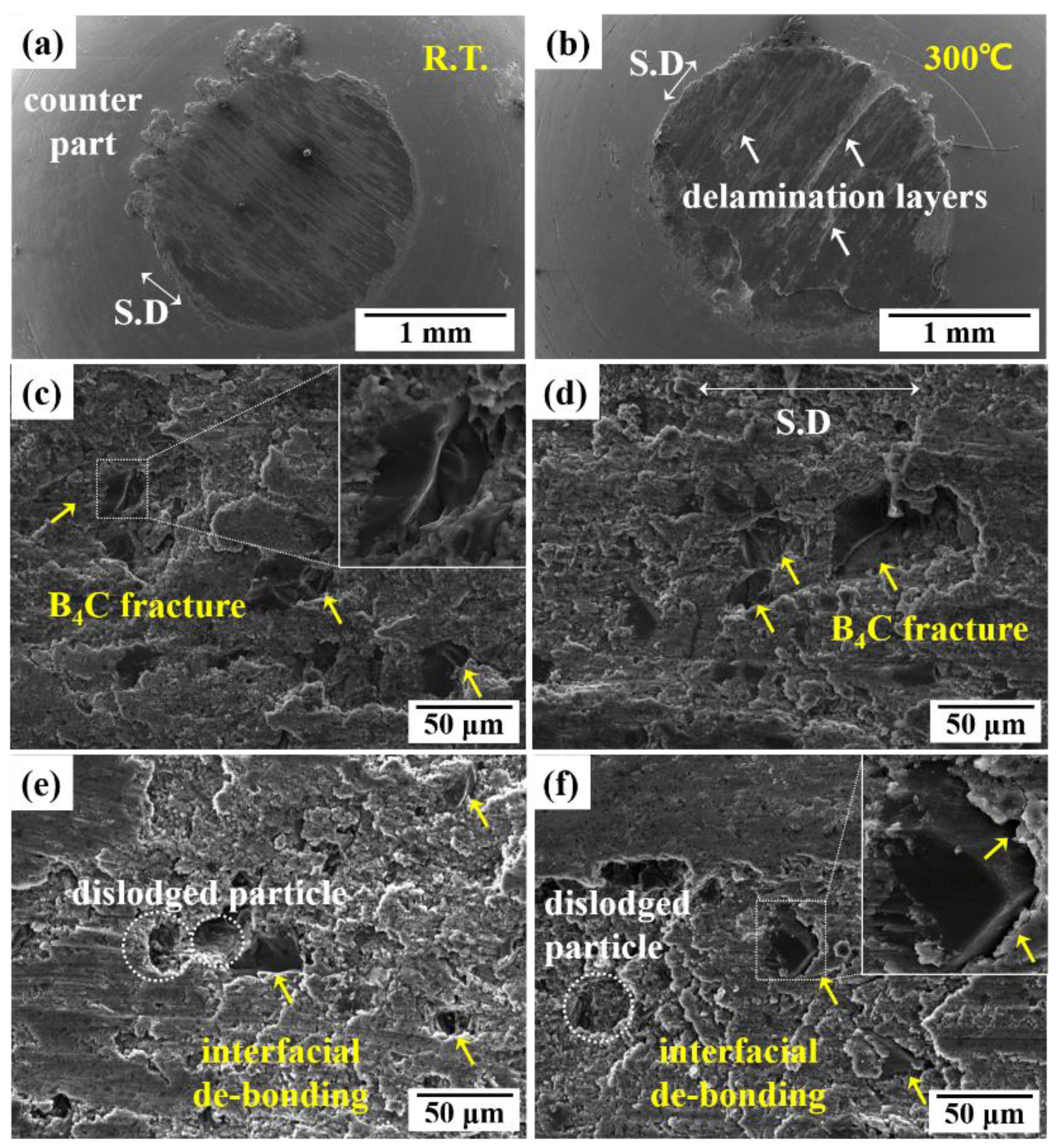
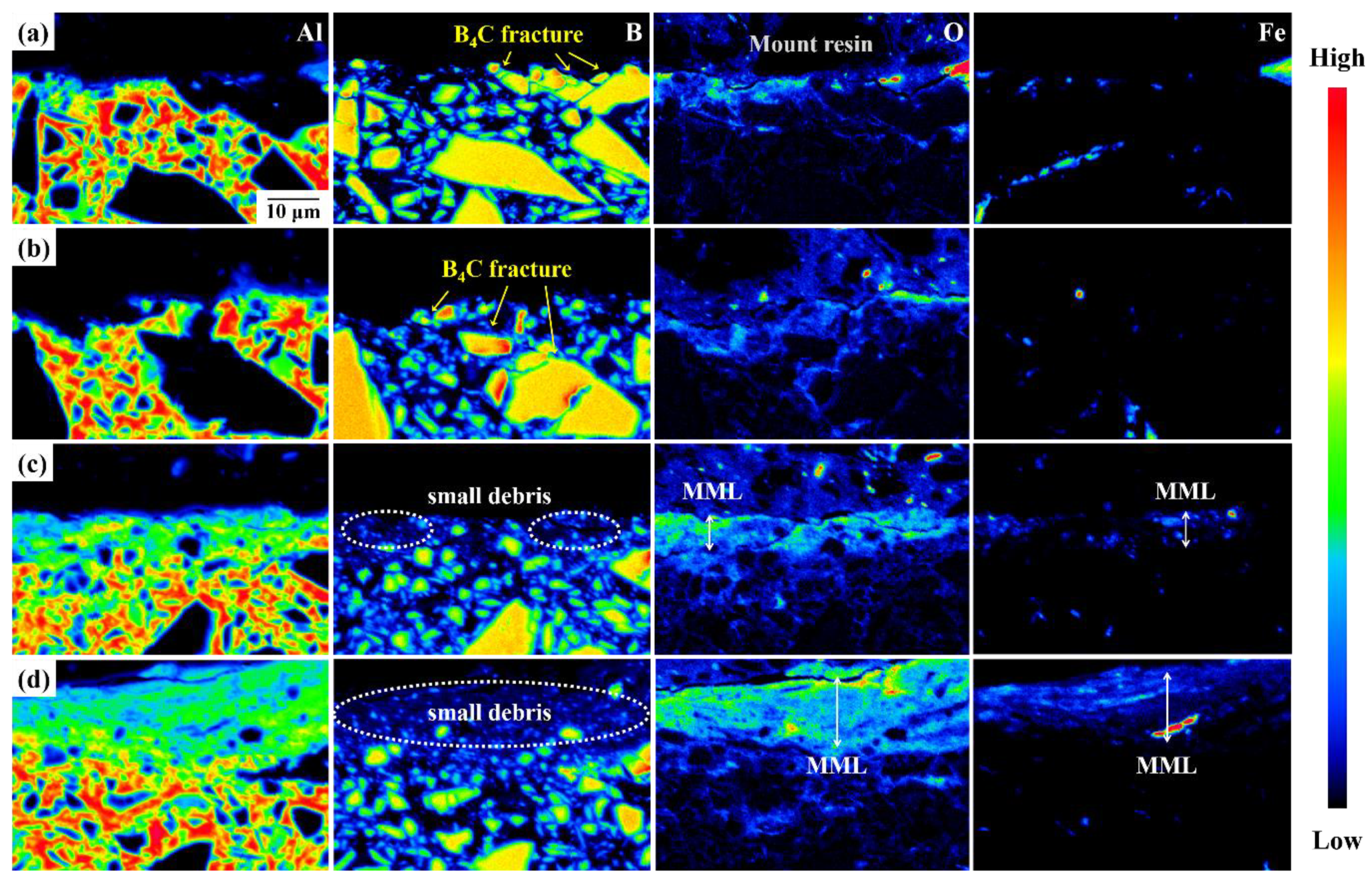
- From the wear test, it was confirmed that the abrasion was accelerated due to the detachment of the particles or the delaminated layers. The average depth of the wear test at room temperature was 9.8 µm and 47.3 µm at 100 °C, which was an increase of about five times. However, at 200 °C (64.3 µm) and 300 °C (64.4 µm), the average depth was increased only 1.5 times compared to the result at 100 °C. Formation of a mechanically mixed layer at a temperature over 200 °C could improve the wear resistance of the composite at the elevated temperature.
Author Contributions
Funding
Conflicts of Interest
References
- Khadem, S.A.; Nategh, S.; Yoozbashizadeh, H. Structural and morphological evaluation of Al-5 vol.% SiC nanocomposite powder produced by mechanical milling. J. Alloys Compd. 2011, 509, 2221–2226. [Google Scholar] [CrossRef]
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.J.; De Smet, P.; Haszler, A.; Vieregge, A. Recent development in aluminum alloys for the automotive industry. Mater. Sic. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Dou, Y.; Liu, Y.; Liu, Y.; Xiong, Z.; Xia, Q. Friction and wear behavior of B4C/6061Al composite. Mater. Des. 2014, 60, 669–677. [Google Scholar] [CrossRef]
- Daoud, A.; Abou El-khair, M.T. Wear and friction behavior of sand cast brake rotor made of A359-20 vol.% SiC particle composites sliding against automobile friction material. Tribol. Int. 2010, 43, 544–553. [Google Scholar] [CrossRef]
- Rehman, A.; Das, S.; Dixit, G. Analysis of stir cast Al-SiC composite brake drums based on coefficient of friction. Tribol. Int. 2012, 51, 36–41. [Google Scholar] [CrossRef]
- Hosseini, N.; Karimzadeh, F.; Enayati, M.H. Tribological properties of Al6061-Al2O3 nanocomposite prepared by milling and hot pressing. Mater. Des. 2010, 31, 4777–4785. [Google Scholar] [CrossRef]
- Wu, S.Q.; Wang, H.Z.; Tjong, S.C. Mechanical and wear behavior of an Al/Si alloy metal-matrix composite reinforced with aluminosilicate fiber. Compos. Sci. Technol. 1996, 56, 1261–1270. [Google Scholar] [CrossRef]
- Lee, K.B.; Sim, H.S.; Cho, S.Y.; Kwon, H. Reaction products of Al-Mg/B4C composite fabricated by pressureless infiltration technique. Mater. Sic. Eng. A 2001, 302, 227–234. [Google Scholar] [CrossRef]
- Ipek, R. Adhesive wear behavior of B4C and SiC reinforced 4147 Al matrix composites (Al/B4C-AlSiC). J. Mater. Process. Technol. 2005, 162–163, 71–75. [Google Scholar] [CrossRef]
- Imran, M.; Anwar Khan, A.R. Characterization of Al-7075 metal matrix composites: A review. J. Mater. Res. Technol. 2019, 8, 3347–3356. [Google Scholar] [CrossRef]
- Halverson, D.C.; Pyzik, A.J.; Aksay, I.A. Processing of boron carbide-aluminum composites. J. Am. Ceram. Soc. 1989, 72, 775–780. [Google Scholar] [CrossRef]
- Soltani, S.; Khosroshahi, R.A.; Mousavian, R.T.; Jiang, Z.Y.; Boostani, A.F.; Brabazon, D. Stir casting process for manufacture Al-SiC composites. Rare Met. 2017, 36, 581–590. [Google Scholar] [CrossRef]
- Jiang, Q.C.; Wang, H.Y.; Ma, B.X.; Wang, Y.; Zhao, F. Fabrication of B4C particulate reinforced magnesium matrix composite by powder metallurgy. J. Alloys Compd. 2005, 386, 177–181. [Google Scholar] [CrossRef]
- Lee, H.S.; Hong, S.H. Pressure infiltration casting process and thermophysical properties of high volume fraction SiCp/Al metal matrix composites. Mater. Sci. Technol. 2003, 19, 1057–1064. [Google Scholar] [CrossRef]
- Lee, K.H.; Lee, S.B.; Lee, S.K.; Lee, S.H. Correlation of microstructure and mechanical properties of tantalum-continuous-fiber-reinforced amorphous matrix composite processed by liquid pressing. Metall. Mater. Trans. A 2009, 40, 828–837. [Google Scholar] [CrossRef]
- Bin, L.; Huang, W.M.; Wang, H.W.; Wang, M.L.; Li, X.F. Compressive behavior of high particle content B4C/Al composite at elevated temperature. Trans. Nonferrous Met. Soc. China 2013, 23, 2826–2832. [Google Scholar]
- Ye, J.; Han, B.Q.; Schoenung, J.M. Mechanical behavior of an Al-matrix composite reinforced with nanocrystalline Al-coated B4C particulates. Philos. Mag. Lett. 2006, 86, 721–732. [Google Scholar] [CrossRef]
- Tuncer, N.; Tasdelen, B.; Arslan, G. Effect of passivation and precipitation hardening on processing and mechanical properties of B4C-Al composites. Ceram. Int. 2011, 37, 2861–2867. [Google Scholar] [CrossRef]
- Zheng, R.; Ma, F.; Zhang, Y.; Ma, C. Microstructure and mechanical properties of fine structured B4C/2024 Al composites with high B4C content. Adv. Eng. Mater. 2017, 19, 1700047. [Google Scholar] [CrossRef]
- Tang, Z.; Stumpf, W. The effect of microstructure and processing variables on the yield to ultimate tensile strength ratio in a Nb-Ti and a Nb-Ti_mo pipe steel. Mater. Sci. Eng. A 2008, 490, 391–402. [Google Scholar] [CrossRef]
- Erdogan, F.; Joseph, P.F. Toughening of ceramics through crack bridging by ductile particles. J. Am. Ceram. Soc. 1989, 72, 262–270. [Google Scholar] [CrossRef]
- Liu, J.; Qu, Q.; Liu, Y.; Li, R.; Liu, B. Compressive properties of Al-SiC composite foams at elevated temperatures. J. Alloys Compd. 2016, 676, 239–244. [Google Scholar] [CrossRef]
- Topin, V.; Delenne, J.Y.; Radjai, F.; Brendel, L.; Mabille, F. Strength and failure of cemented granular matter. J. Eur. Phys. E. 2007, 23, 413–429. [Google Scholar] [CrossRef] [PubMed]
- Bischoff, P.H.; Perry, S.H. Compressive behaviour of concrete at high strain rates. J. Mater. Struct. 1991, 24, 425–450. [Google Scholar] [CrossRef]
- Natarajan, S.; Narayanasamy, R.; Kumaresh Babu, S.P.; Dinesh, G.; Anil Kumar, B.; Sivaprasad, K. Sliding wear behaviour of Al 6063/TiB2 in situ composites at elevated temperature. Mater. Des. 2009, 30, 2521–2531. [Google Scholar] [CrossRef]
- Lashgari, H.R.; Sufizadeh, A.R.; Emamy, M. The effect of strontium on the microstructure and wear properties of A356–10%B4C cast composites. Mater. Des. 2010, 31, 2187–2195. [Google Scholar] [CrossRef]
- Deuis, R.L.; Subramanian, C.; Yellup, J.M. Dry sliding wear of aluminum composites-a review. Compos. Sci. Technol. 1997, 57, 415–435. [Google Scholar] [CrossRef]
- Alidokht, S.A.; Abdollah-zadeh, A.; Assadi, H. Effect of applied load on the dry sliding wear behaviour and the subsurface deformation on hybrid metal matrix composite. Wear 2013, 305, 291–298. [Google Scholar] [CrossRef]
- Li, X.Y.; Tandon, K.N. Microstructural characterization of mechanically mixed layer and wear debris in sliding wear of an Al alloy and an Al based composite. Wear 2000, 245, 148–161. [Google Scholar] [CrossRef]
- Venkataraman, B.; Sundararajan, G. Correlation between the characteristics of the mechanically mixed layer and wear behaviour of aluminium, Al-7075 alloy and Al-MMCs. Wear 2000, 245, 22–38. [Google Scholar] [CrossRef]
- Yang, Z.R.; Sun, Y.; Li, X.X.; Wang, S.Q.; Mao, T.J. Dry sliding wear performance of 7075 Al alloy under different temperatures and load conditions. Rare Met. 2015, 1–6. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | Compressive Yield Strength (MPa) | Ultimate Compressive Strength (MPa) | Strain (%) | Toughness (MPa%) |
|---|---|---|---|---|
| R.T. | 1328 | 1444 | 8.3 | 6516 |
| 100 | 796 | 936 | 8.3 | 4755 |
| 200 | 611 | 745 | 10.2 | 5218 |
| 300 | 349 | 453 | 11.8 | 3881 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shin, S.; Lee, D.; Lee, Y.-H.; Ko, S.; Park, H.; Lee, S.-B.; Cho, S.; Kim, Y.; Lee, S.-K.; Jo, I. High Temperature Mechanical Properties and Wear Performance of B4C/Al7075 Metal Matrix Composites. Metals 2019, 9, 1108. https://doi.org/10.3390/met9101108
Shin S, Lee D, Lee Y-H, Ko S, Park H, Lee S-B, Cho S, Kim Y, Lee S-K, Jo I. High Temperature Mechanical Properties and Wear Performance of B4C/Al7075 Metal Matrix Composites. Metals. 2019; 9(10):1108. https://doi.org/10.3390/met9101108
Chicago/Turabian StyleShin, Sangmin, Donghyun Lee, Yeong-Hwan Lee, Seongmin Ko, Hyeonjae Park, Sang-Bok Lee, Seungchan Cho, Yangdo Kim, Sang-Kwan Lee, and Ilguk Jo. 2019. "High Temperature Mechanical Properties and Wear Performance of B4C/Al7075 Metal Matrix Composites" Metals 9, no. 10: 1108. https://doi.org/10.3390/met9101108