Optimization Method of Abrasive Water Jet Cutting of Welded Overlay Materials


Abstract
:1. Introduction
2. Materials and Methods
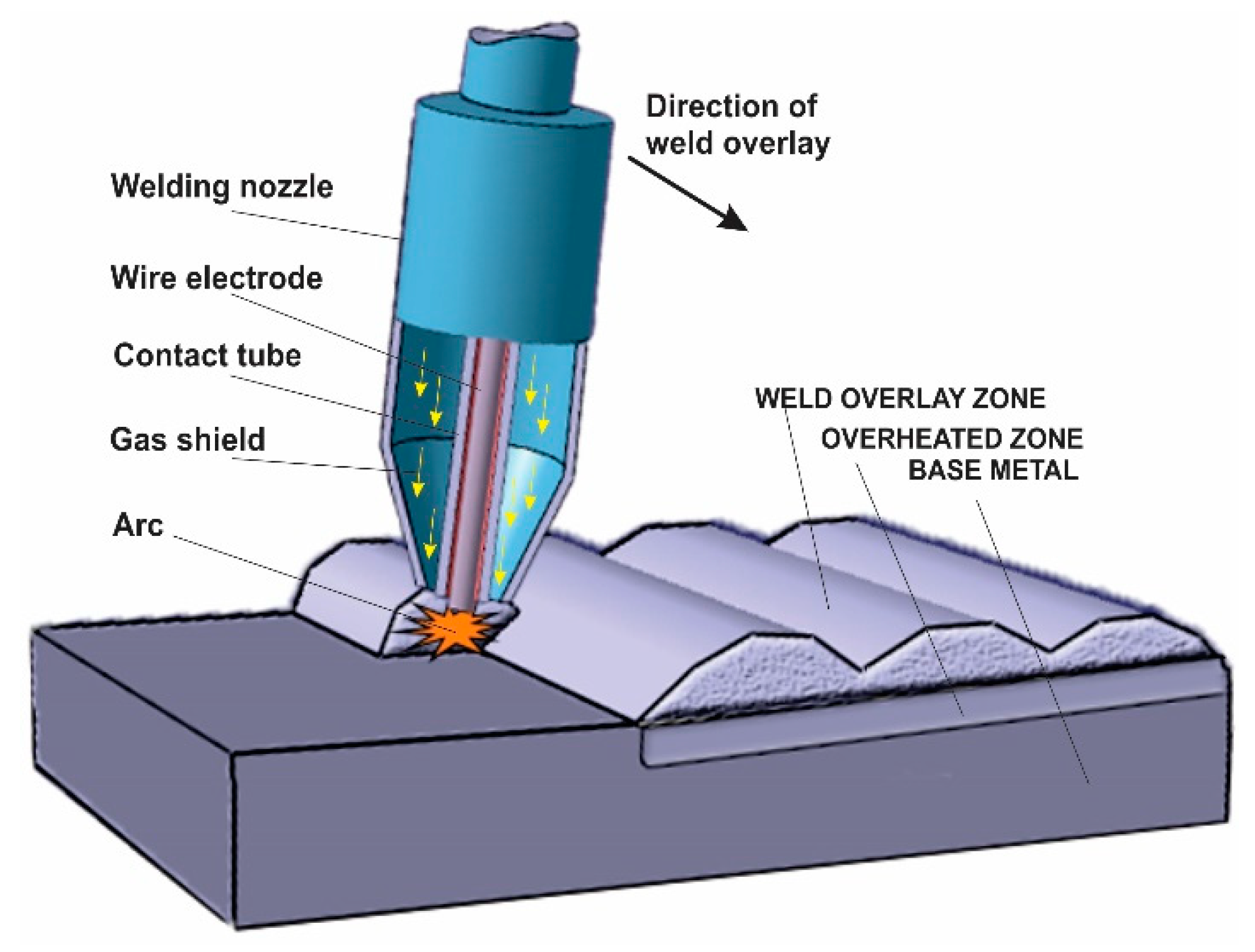
2.1. Weld Overlay
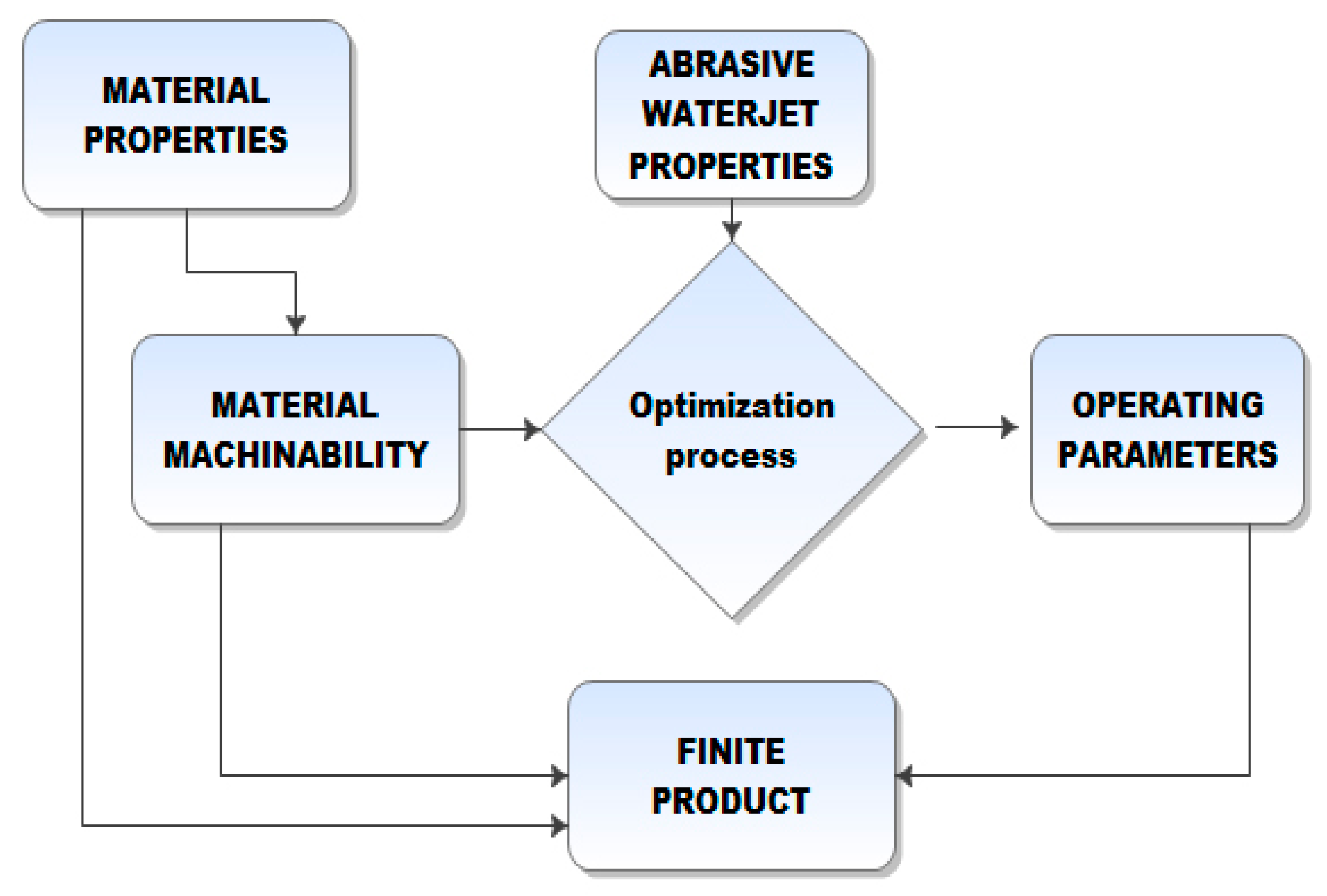
2.2. Abrasive Waterjet Cutting
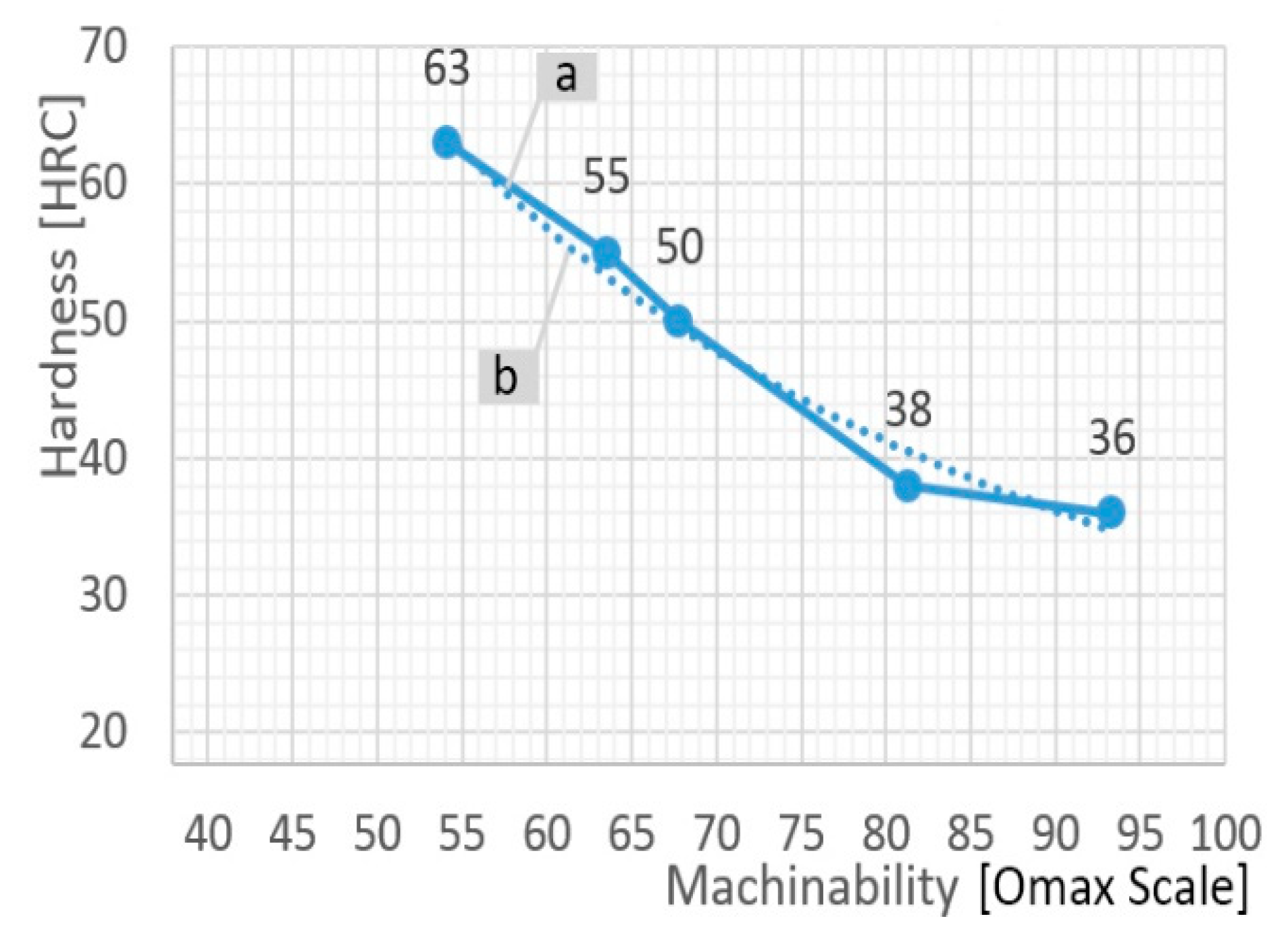
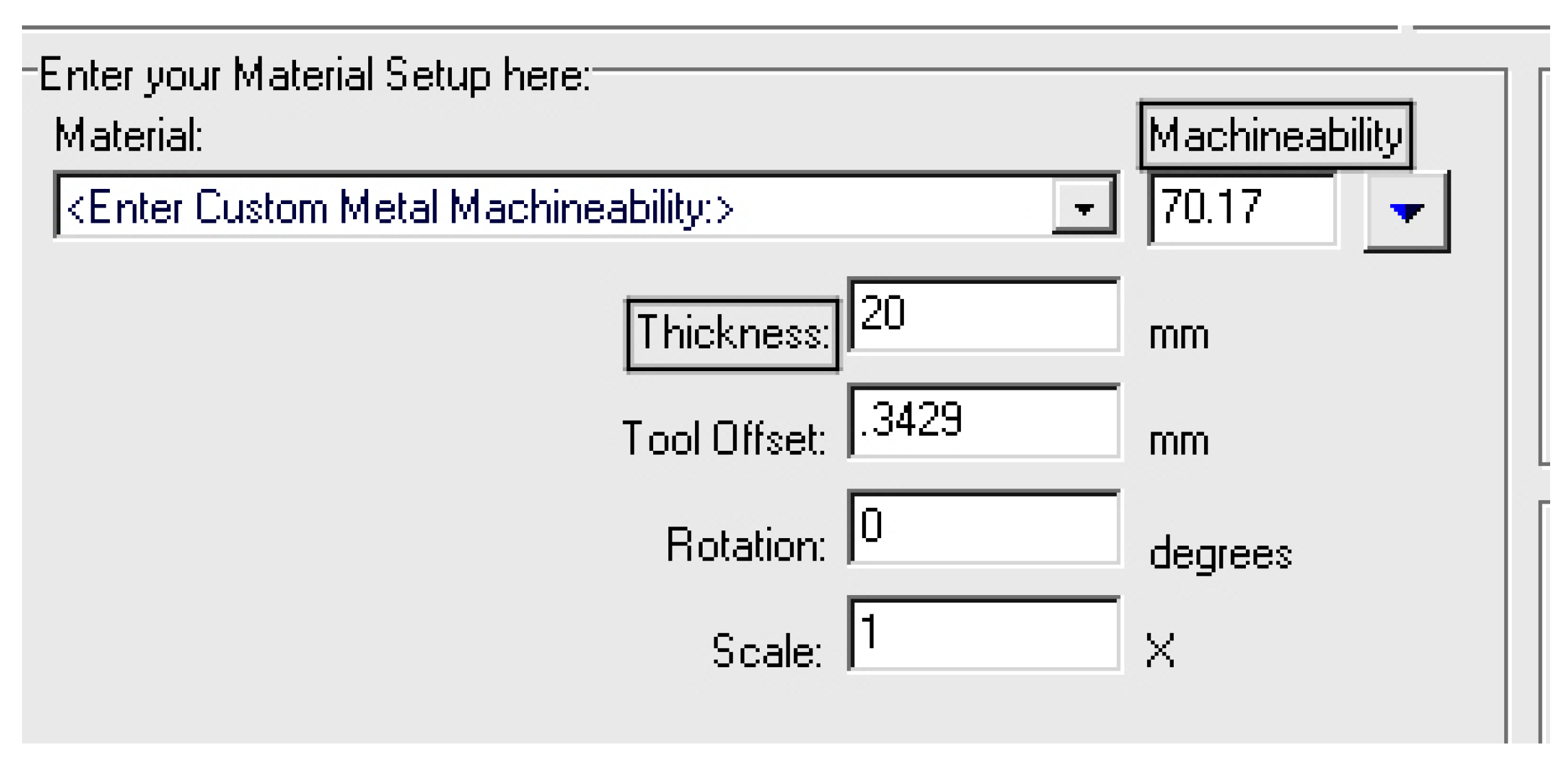
2.2.1. Determination of Machinability of Cutting Materials
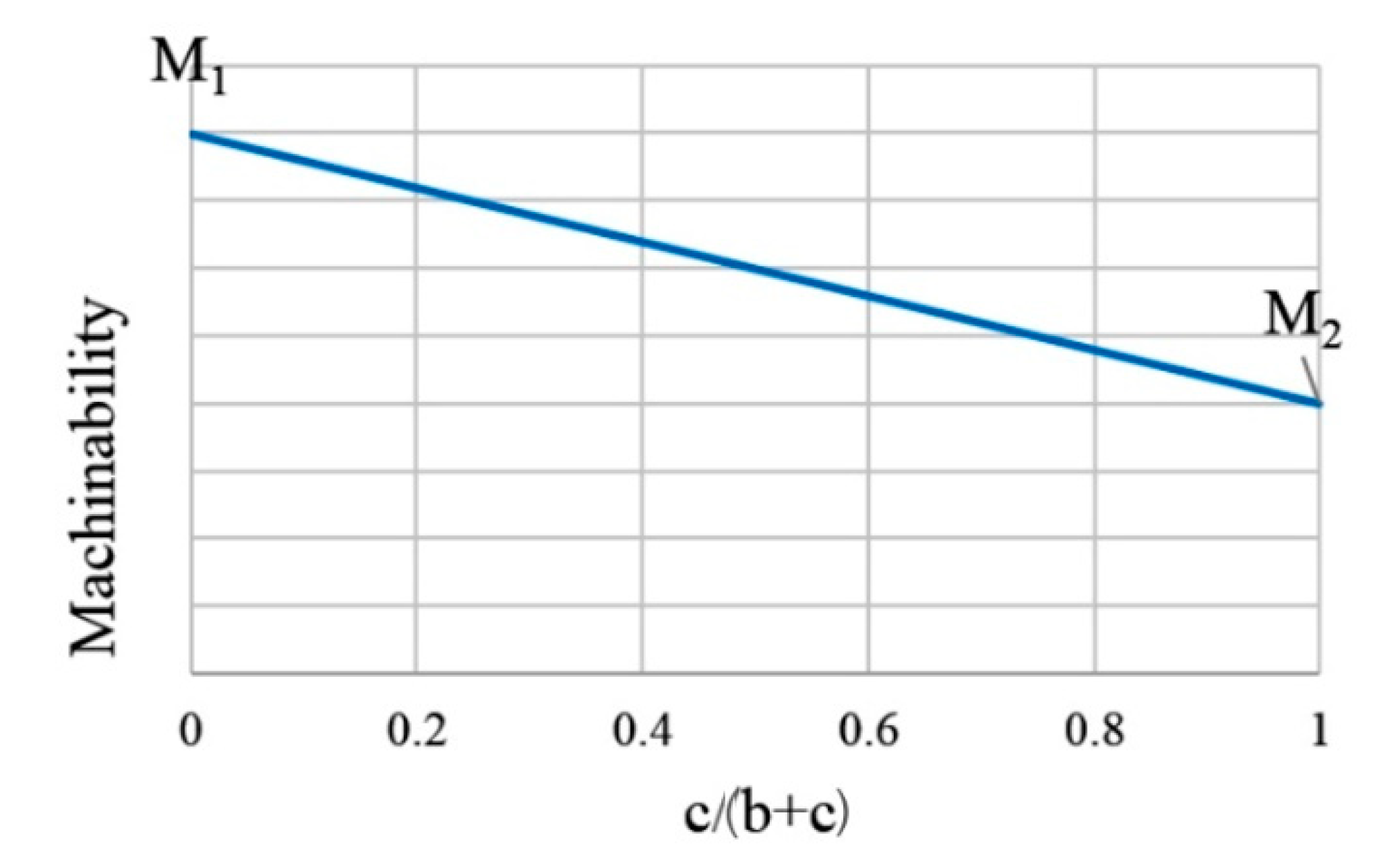
2.2.2. Machinability Computation for Weld Overlay Materials
3. Experiments and Discussions
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Xiao, G.; Yan, B.S.; Yuan, Y.L.; Shu, D. Literature Review of Jet Machining. Adv. Mater. Manuf. Technol. 2016, 693, 830–836. [Google Scholar]
- Hashimoto, F.; Yamaguchi, H.; Krajnik, P.; Wegener, K.; Chaudhari, R.; Hoffmeister, H.W.; Kuster, F. Abrasive fine-finishing technology. CIRP Ann. Manuf. Technol. 2016, 65, 597–620. [Google Scholar] [CrossRef]
- Perec, A. Experimental research into alternative abrasive material for the abrasive water-jet cutting of titanium. Int. J. Adv. Manuf. Technol. 2018, 97, 1529–1540. [Google Scholar] [CrossRef]
- Burnham, C. The Ultimate Guide to Waterjet; Flow International Corporation: Kent, WA, USA, 2015; Available online: https://www.flowwaterjet.cz/FlowWaterjet/media/Flow/8_Footer/Resources/Downloads/ebooks/The-Ultimate-Guide-to-Waterjet.pdf (accessed on 3 July 2019).
- Ally, S.; Spelt, J.K.; Papini, M. Prediction of machined surface evolution in the abrasive jet micro-machining of metals. Wear 2012, 89–99, 292–293. [Google Scholar] [CrossRef]
- Janković, P.L.; Madić, M.J.; Petković, D.L.; Radovanović, M.R. Analysis and modeling of the effects of process parameters on specific cutting energy in abrasive water jet cutting. Therm. Sci. 2018, 22 (Suppl. 5), S1459–S1470. [Google Scholar]
- Miao, X.; Wu, M.; Qiang, Z.; Wang, Q.; Miao, X. Study on optimization of a simulation method for abrasive water jet machining. Int. J. Adv. Manuf. Technol. 2017, 93, 587–593. [Google Scholar] [CrossRef]
- Putz, M.; Dix, M.; Morczinek, F.; Dittrich, M. Suspension Technology for Abrasive Waterjet (AWJ) Cutting of Ceramics. Procedia CIRP 2018, 77, 367–370. [Google Scholar] [CrossRef]
- Putz, M.; Rennaua, A.; Dixa, M. High Precision Machining of Hybrid Layer Composites by Abrasive Waterjet Cutting. Procedia Manuf. 2018, 21, 583–590. [Google Scholar] [CrossRef]
- El-Hofy, M.; Helmy, M.O.; Escobar-Palafox, G.; Kerrigan, K.; Scaife, R.; El-Hofy, H. Abrasive Water Jet Machining of Multidirectional CFRP Laminates. Procedia CIRP 2018, 68, 535–540. [Google Scholar] [CrossRef]
- Ruiz-Garcia, R.; Mayuet Ares, P.F.; Vazquez-Martinez, J.M.; Gómez, S.J. Influence of Abrasive Water jet Parameters on the Cutting and Drilling of CFRP/UNS A97075 and UNS A97075/CFRP Stacks. Materials 2019, 12, 107. [Google Scholar] [CrossRef]
- Chithirai, P.; Selvan, M. Selection of Process Parameters in Abrasive Waterjet Cutting of Titanium. In Proceedings of the 2nd International Conference on Emerging Trends in Engineering and Technology (ICETET’2014), London, UK, 30–31 May 2014. [Google Scholar]
- Ruslan, M.; Fengzhou, F. Recent advances and challenges of abrasive jet machining. CIRP J. Manuf. Sci. Technol. 2018, 22, 1–20. [Google Scholar]
- Barsukov, G.; Zhuravleva, T.; Kozhus, O. Quality of Hydroabrasive Waterjet Cutting Machinability. Procedia Eng. 2017, 206, 1034–1038. [Google Scholar] [CrossRef]
- Haldar, B.; Ghara, T.; Ansari, R.; Das, S.; Saha, P. Abrasive jet system and its various applications in abrasive jet machining, erosion testing, shot-peening, and fast cleaning. Mater. Today Proc. 2018, 5, 13061–13068. [Google Scholar] [CrossRef]
- Perec, A.; Pude, F.; Kaufeld, M. Obtaining the selected surface roughness by means of mathematical model based parameter optimization in abrasive waterjet cutting. Strojniski Vestnik-J. Mech. Eng. 2017, 63, 606–661. [Google Scholar] [CrossRef]
- Gostimirovic, M.; Pucovsky, V.; Sekulic, M.; Rodic, D.; Pejic, V. Evolutionary optimization of jet lag in the abrasive water jet machining. Int. J. Adv. Manuf. Technol. 2019, 101, 3131–3141. [Google Scholar] [CrossRef]
- Ruslan, M.; Fengzhou, F. Theoretical study on particle velocity in micro-abrasive jet machining. Powder Technol. 2019, 344, 121–132. [Google Scholar]
- Prabhuswamy, N.R.; Srinivas, S.; Vasli, A.; Sheshashayan, M.V.; Venkatesh, S.; Roongta, Y. Machinability Studies of Aluminium 6061 cut by Abrasive Water Jet. Mater. Today Proc. 2018, 5, 2865–2870. [Google Scholar] [CrossRef]
- Supriya, S.B.; Srinivas, S. Machinability Studies on Stainless steel by abrasive water jet—Review. Mater. Today Proc. 2018, 5, 2871–2876. [Google Scholar] [CrossRef]
- Cojbasic, Z.; Petkovic, D.; Shamshirband, S.; Tong, C.W.; Ch, S.; Jankovic, P.; Ducic, N.; Baralic, J. Surface Roughness Prediction by Extreme Learning Machine Constructed with Abrasive Water Jet. Precis. Eng. 2016, 43, 86–92. [Google Scholar] [CrossRef]
- Hejjaji, A.; Zitoune, R.; Crouzeix, L.; Le Roux, S.; Collombet, F. Surface and machining induced damage characterization of abrasive water jet milled carbon/epoxy composite specimens and their impact on tensile behavior. Wear 2017, 376–377, 1356–1364. [Google Scholar] [CrossRef]
- Klichova, D.; Klich, J. Study of the Effect of Material Machinability on Quality of Surface Created by Abrasive Water Jet. Procedia Eng. 2016, 149, 177–182. [Google Scholar] [CrossRef] [Green Version]
- Slatineanu, L.; Dodun, O.; Nagîț, G.; Coteaţă, M.; Tăbăcaru, L.; Beşliu-Băncescu, I. Evaluation of the surface profile obtained by abrasive jet machining. IOP Conf. Ser. Mater. Sci. Eng. 2018, 444, 032005. [Google Scholar] [CrossRef]
- Zagorski, I.; Klonica, M.; Kulisz, M.; Łoza, K. Effect of the AWJM Method on the Machined Surface layer of AZ91D Magnesium Alloy and Simulation of Roughness parameters Using Neural Networks. Materials 2018, 11, 2111. [Google Scholar] [CrossRef] [PubMed]
- Maros, Z. Machining of different materials with abrasive waterjet cutting. IOP Conf. Ser. Mater. Sci. Eng. 2018, 448, 012009. [Google Scholar] [CrossRef] [Green Version]
- Chen, F.; Miao, X.; Tang, Y.; Yin, S. A review on recent advances in machining methods based on abrasive jet polishing (AJP). Int. J. Adv. Manuf. Technol. 2017, 90, 785–799. [Google Scholar] [CrossRef]
- Srivastava, M.; Tripathi, R.; Hloch, S.; Chattopadhyaya, S.; Dixit, A.R. Potential of Using Water Jet Peening as a Surface Treatment Process for Welded Joints. Procedia Eng. 2016, 149, 472–480. [Google Scholar] [CrossRef] [Green Version]
- Kumar, R.; Cattopadhyaya, S.; Dixit, A.R.; Bora, B.; Zelenak, M.; Foldyna, J.; Hloch, S.; Hlavacek, P.; Scucka, J.; Klich, J.; et al. Surface integrity analaysis of abrasive jet-cut surfaces of friction stir welded joints. Int. J. Adv. Manuf. Technol. 2017, 88, 1687–1701. [Google Scholar] [CrossRef]
- Mills, B.; Redford, A.H. Machinability of Engineering Materials; Applied Science Ltd.: New York, NY, USA, 1983. [Google Scholar]
- Salak, A.; Selecka, M.; Danninger, H. Machinability of Powder Metallurgy Steel; Cambridge International Science Publishing: Cambridge, UK, 2005. [Google Scholar]
- Zeng, J. Determination of machinability and abrasive cutting properties in AWJ cutting. In Proceedings of the American WJTA Conference and Expo, Houston, TX, USA, 19–21 August 2007. [Google Scholar]
- Wang, J.; Wong, W. Study of abrasive waterjet cutting of metallic coated sheet steels. Int. J. Mach. Tools Manuf. 1999, 39, 855–870. [Google Scholar] [CrossRef]
- Wang, J. Predictive depth of jet penetration models for abrasive water jet cutting of alumina ceramics. Int. J. Mech. Sci. 2007, 49, 306–316. [Google Scholar] [CrossRef]
- Momber, A.; Kovacevic, R. Principles of Abrasive Water Jet Machining; Springer: London, UK, 1998. [Google Scholar]
- Grzesik, W. Advanced Machining Processes of Metallic Materials; Elsevier: London, UK, 2008. [Google Scholar]
- Barabas, S.; Florescu, A.; Calefariu, G.; Sarbu, F. Optimization of Abrasive Water Jet Cutting for Carburized Pieces. Adv. Technol. Mater. Res. 2015, 1128, 293–303. [Google Scholar] [CrossRef]
- Lebar, A.; Junkar, M. Simulation of abrasive water jet cutting process: Part 1. Unit event approach. J. Model. Sim. Mater. Sci. Eng. 2004, 12, 1159–1170. [Google Scholar] [CrossRef]
- Global Water Jet Cutting Machine Industry 2019. Available online: https://www.prnewswire.com/news-releases/global-waterjet-cutting-machines-industry-300802346.html (accessed on 3 July 2019).
- Mendez, P.; Barnes, N.; Bell, K.; Borle, S.; Gajapathi, S.; Guest, S.; Izadi, H.; Kamyabi, G.; Wood, G. Welding processes for wear resistant overlays. J. Manuf. Process. 2014, 16, 4–25. [Google Scholar] [CrossRef]
- Eremin, E.N.; Losev, A.S. Wear resistance increase of pipeline valves by overlaying welding flux-cored wire. Procedia Eng. 2015, 113, 435–440. [Google Scholar] [CrossRef]
- Abson, D.; Power, J. Plant Welds and Joints: Materials Management and Performance Improvement; Woodhead Publishing Limited: Cambridge, UK, 2011. [Google Scholar]
- Singh, R. Welding and joining processes. In Applied Welding Engineering; Elsevier: Amsterdam, The Netherlands, 2012. [Google Scholar]
- Wang, Q.; Chung, Y. Hardfacing and weld overlay. In Enciclopedia of Tribology; Springer: Berlin, Germany, 2013. [Google Scholar]
- Anzehaee, M.; Haeri, M.A. New method to control heat and mass transfer to work piece in a GMAW process. J. Process Control 2012, 22, 1087–1102. [Google Scholar] [CrossRef]
- Thomas, D.J. Characterization of aggregate notch cavity formation properties on abrasive water jet cut surfaces. J. Manuf. Process. 2013, 15, 355–363. [Google Scholar] [CrossRef]
- Barabas, S.; Florescu, A. Analysis of bearings behavior with cylindrical rollers with variable center of gravity. MATEC Web Conf. 2017, 94, 02001. [Google Scholar] [CrossRef]
- Barabas, B.; Deaconescu, T.; Barabas, S. Reduction of dimensional variability of pieces, resulted in AWJ process, using robust design method. MATEC Web Conf. 2017, 121, 03001. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Machinability (Omax) | Hardness (HRC) | %C | Heat Treatment |
|---|---|---|---|---|
| Tool Steel D2 RC60 | 54.08 | 62 | 1.48 | hardened |
| Tool Steel D2 RC50 | 63.51 | 55 | 1.41 | hardened |
| Stainless Steel 4340 | 80.80 | 50 | 0.39 | hardened |
| Mild Steel A36 | 81.30 | 38 | 0.26 | annealed |
| Invar 36 | 93.3 | 36 | 0.14 | annealed |
| Steel SAE 3310 | Chemical Composition (%) | ||||||
| C | Mn | Si | Cr | Ni | Mo | S | |
| 0.10 | 0.52 | 0.28 | 1.44 | 3.7 | 0.17 | 0.02 | |
| Wire | Chemical Composition (%) | |||||
|---|---|---|---|---|---|---|
| C | Mn | Si | Cr | Mo | V | |
| K 600-G EN 14700 T Fe2 | 0.5 | 1.23 | 0.68 | 6.20 | 0.70 | - |
| FD 64 EN 14700 T Fe16 | 4.2 | 0.5 | 1.2 | 22.5 | - | 1.0 |
| Welding current I (A) | Tension of the Arch U (V) | Type of Current/Polarity | Speed of the Wire (cm/min) |
|---|---|---|---|
| 129 | 16.4 | DC+ | 270 |
| Ascending Speed (cm/min) | Oscillation Amplitude (cm) | Oscillation Frequency (rev/min) | Introduced Linear Energy (KJ/cm) |
| 9.2 | 0.416 | 42 | 11.04 |
| Sample | Hardness (HRC) | |||||||
|---|---|---|---|---|---|---|---|---|
| BM | HAZ | WOZ 1 | WOZ 2 | WOZ 3 | WOZ 4 | WOZ 5 | ||
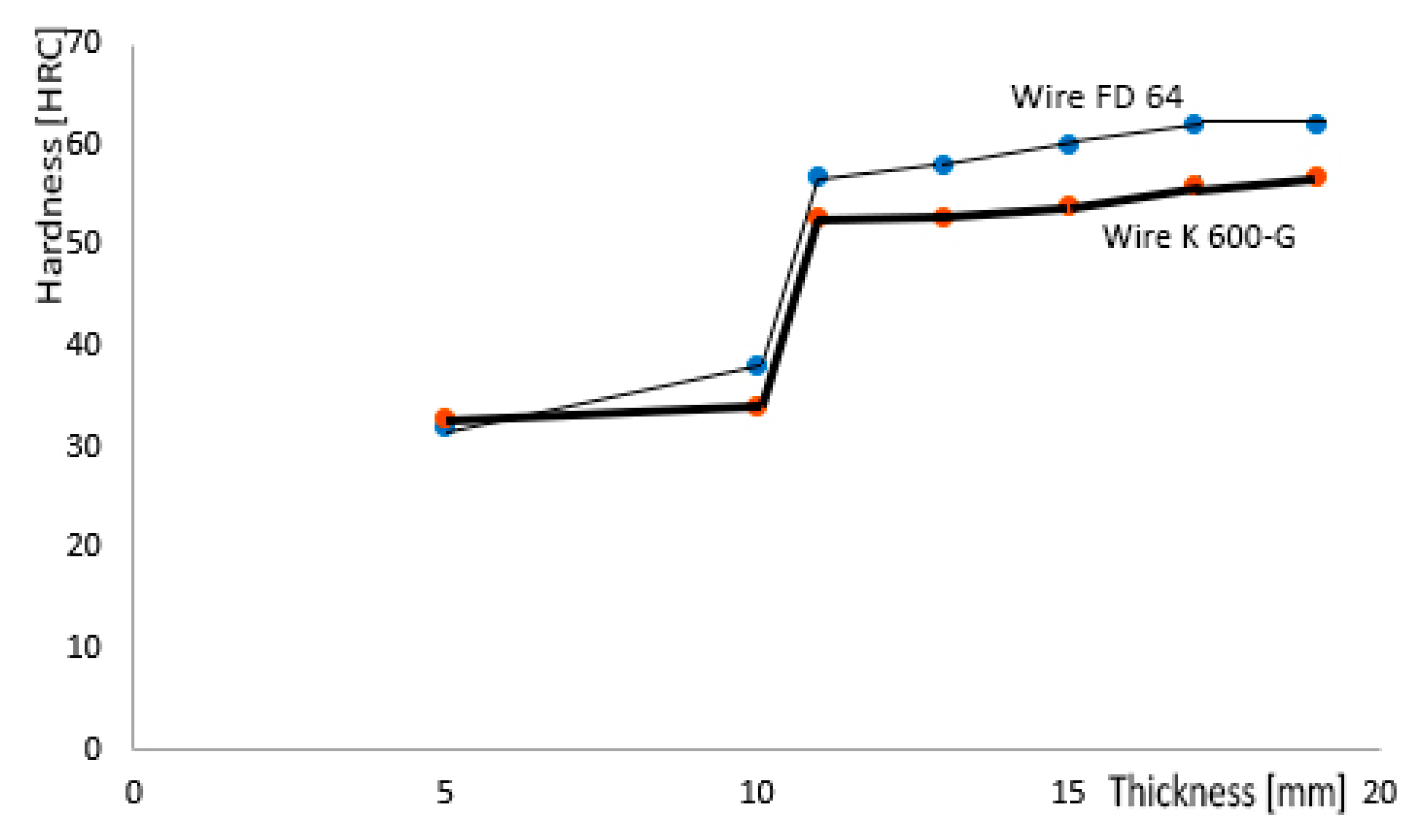
| 1 | FD 64 | 33 | 38 | 58 | - | - | - | - |
| 2 | 33 | 36 | 58 | 59 | - | - | - | |
| 3 | 34 | 37 | 58 | 58 | 59 | - | - | |
| 4 | 34 | 36 | 58 | 59 | 60 | 62 | - | |
| 5 | 32 | 38 | 57 | 58 | 60 | 62 | 62 | |
| 6 | K 600-G | 33 | 35 | 53 | - | - | - | - |
| 7 | 34 | 36 | 52 | 53 | - | - | - | |
| 8 | 34 | 35 | 53 | 54 | 55 | - | - | |
| 9 | 34 | 35 | 53 | 53 | 55 | 56 | - | |
| 10 | 33 | 34 | 53 | 53 | 54 | 56 | 57 | |
| WOZ/MB (FD 64) | 0.2 | 0.4 | 0.6 | 0.8 | 1.0 |
|---|---|---|---|---|---|
| Mth | 121.3 | 103.1 | 89.7 | 74.9 | 60.4 |
| Mopt | 113 | 96 | 83 | 68 | 55 |
| Difference (%) | 6.8% | 6.9% | 7.4% | 9.2% | 8.9% |
| WOZ/MB (K600-G) | 0.2 | 0.4 | 0.6 | 0.8 | 1.0 |
| Mth | 110.2 | 96.5 | 82.1 | 65.8 | 57.1 |
| Mopt | 103 | 89 | 76 | 60 | 53 |
| Difference (%) | 6.5% | 7.7% | 7.4% | 8.8% | 7.1% |
| Media of Difference | 7.67% | ||||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barabas, S.A.; Florescu, A. Optimization Method of Abrasive Water Jet Cutting of Welded Overlay Materials. Metals 2019, 9, 1046. https://doi.org/10.3390/met9101046
Barabas SA, Florescu A. Optimization Method of Abrasive Water Jet Cutting of Welded Overlay Materials. Metals. 2019; 9(10):1046. https://doi.org/10.3390/met9101046
Chicago/Turabian StyleBarabas, Sorin Adrian, and Adriana Florescu. 2019. "Optimization Method of Abrasive Water Jet Cutting of Welded Overlay Materials" Metals 9, no. 10: 1046. https://doi.org/10.3390/met9101046