
Effect of Carbides on Thermos-Plastic and Crack Initiation and Expansion of High-Carbon Chromium-Bearing Steel Castings

Abstract
:1. Introduction
2. Experimental Materials and Methods
2.1. Experimental Materials
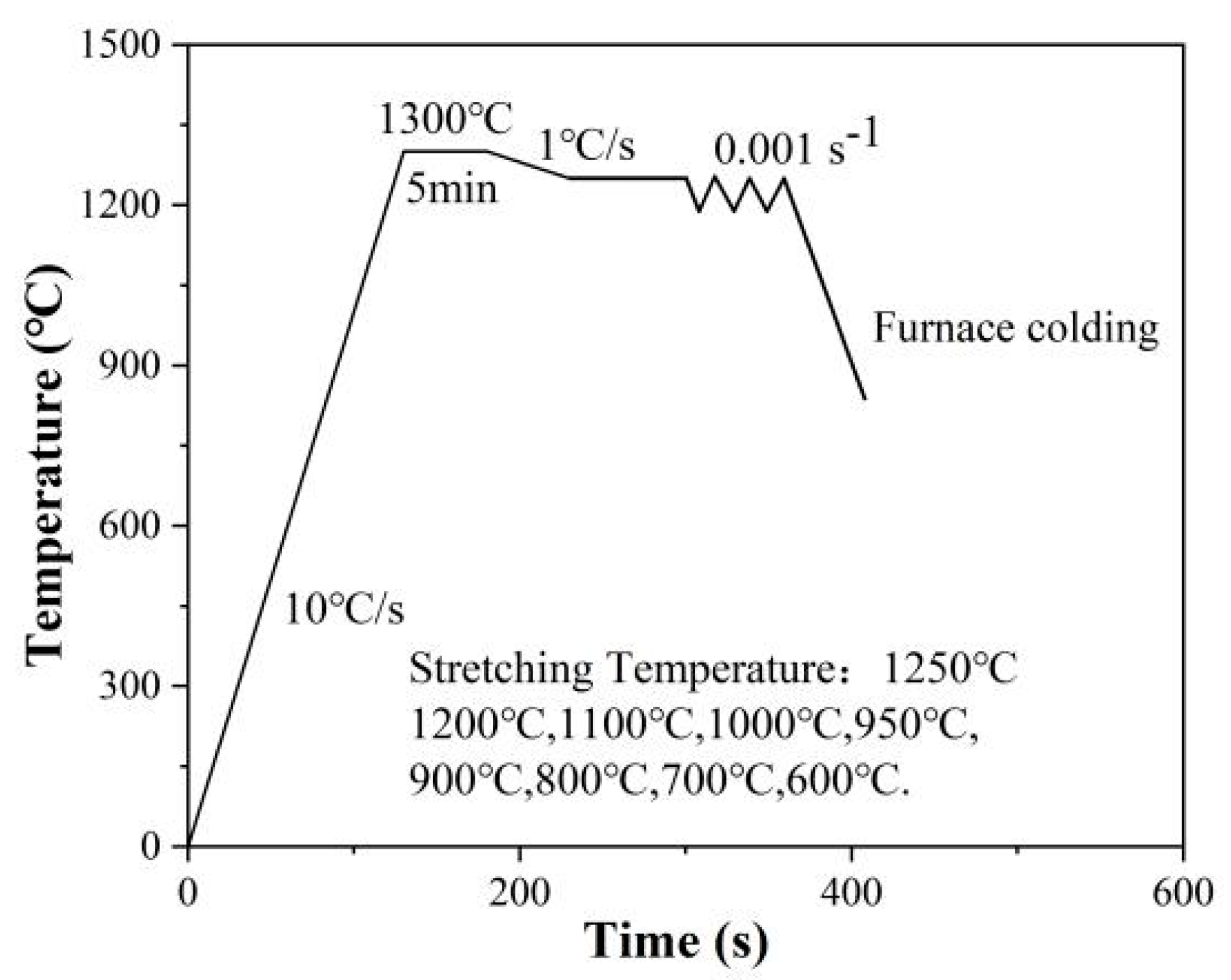
2.2. Thermo-Mechanical Tests
2.3. Microscopic Morphology of Tensile Fractures and Carbides
2.4. Thermodynamic Calculation of Carbides
2.5. Calculation of Mechanical Properties of Carbides
2.6. Simulation of Crack Initiation at Matrix/Carbide Interface
3. Results and Discussion
3.1. Sensitivity Analysis of Cracks in Casting
3.2. Microscopic Morphology of Tensile Fractures and Carbides
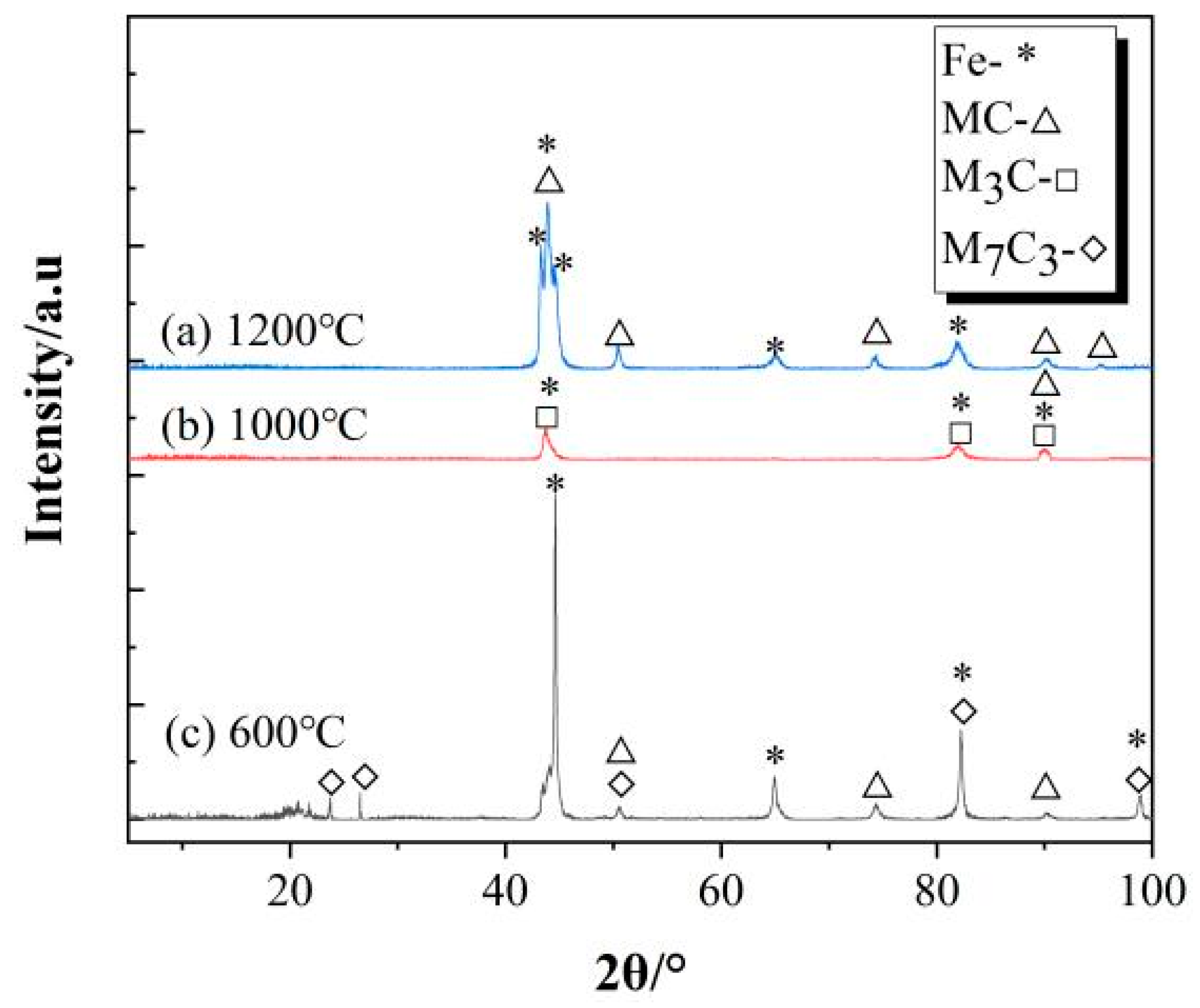
3.3. Analysis of Precipitates and Mechanical Properties of Carbides
3.4. Calculation of Critical Conditions for Crack Initiation
3.5. Mechanism of Carbide-Induced Cracking during Casting
4. Conclusions
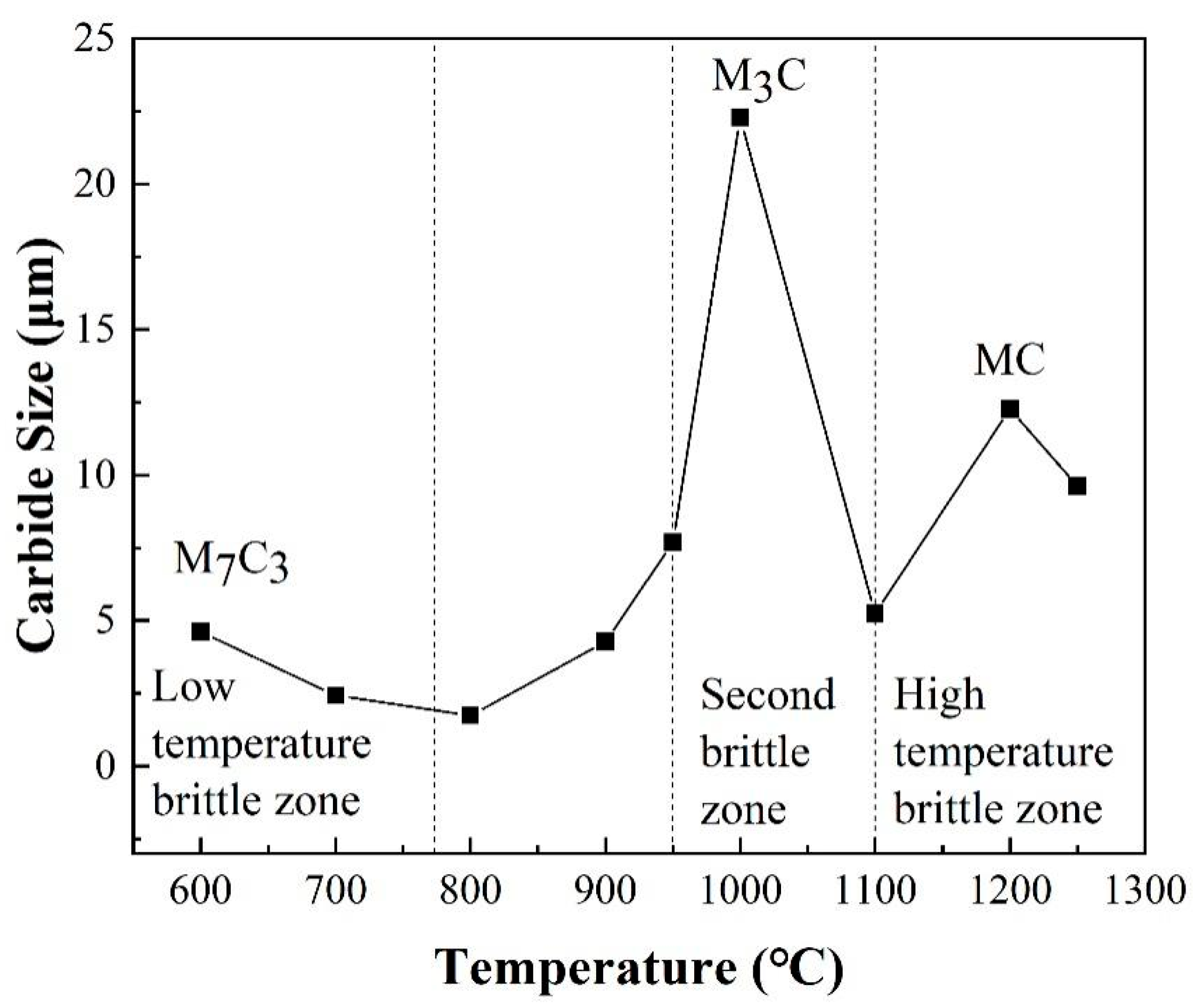
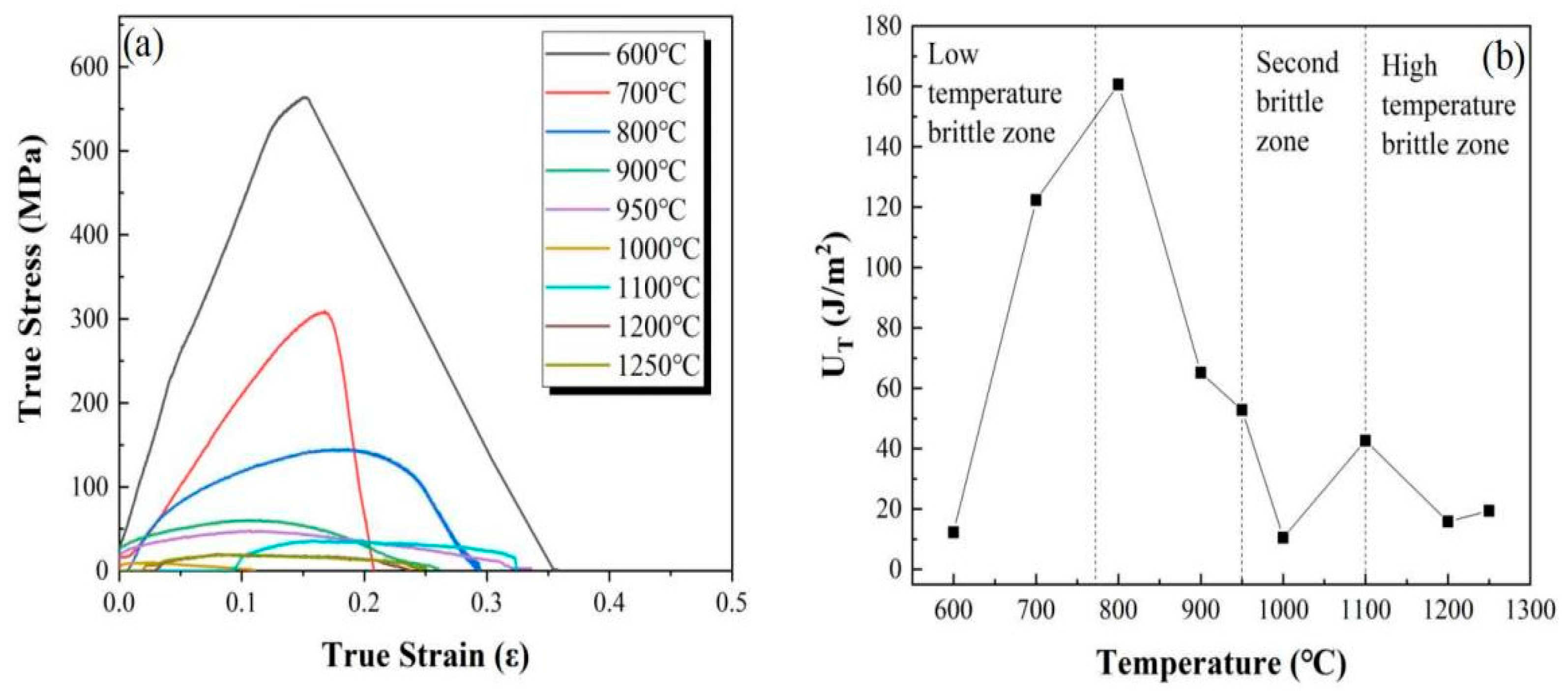
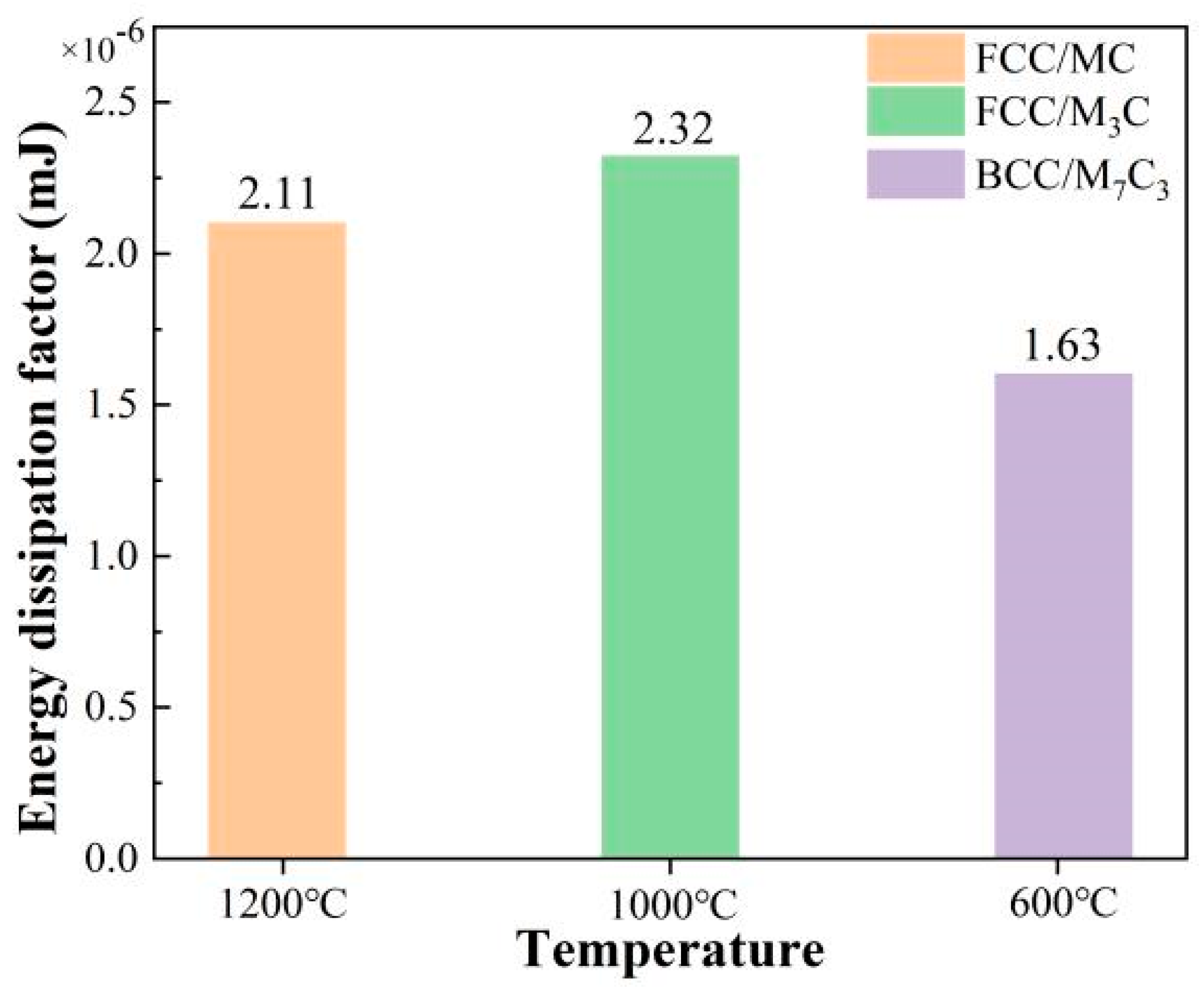
- The high-temperature, second-temperature, and low-temperature brittleness zones of the high-carbon chromium-bearing steels were 1250 °C–1100 °C, 1100 °C–950 °C, and 800 °C–600 °C, respectively. The temperatures corresponding to high crack sensitivities within the brittleness range were 1200, 1000, and 600 °C. The cracking sensitivity of carbides to high-carbon chromium-bearing steel casting zones follows the order of strong to weak: M3C > MC > M7C3.
- Mixed-crystal fracture occurred in the high-temperature brittle zone, and the critical stress and strain for the initiation of cracks at the matrix/MC interface were 13.85 MPa and 8.21 × 10−3, respectively. The main reason for the formation of mixed-crystal fractures was that the hardness of the stripe MC carbide (Fe0.875Cr0.125C) was greater than that of the matrix, and the stress concentration at the carbide tip was greater.
- Brittle fracture was the fracture mode in the second brittle zone, with the critical stress and critical strain for the initiation of cracks at the matrix/M3C interface being 4.64 MPa and 6.52 × 10−3, respectively. The main reason for the formation of brittle fractures was the large and easily enriched M3C carbide, which caused cracks to initiate at the interface of the matrix/carbide and extend rapidly.
- Intergranular fracture was a fracture mode in the low-temperature brittle zone, and the critical stress and critical strain for the initiation of interface cracks in the matrix/M7C3 were 17.86 MPa and 1.86 × 10−2, respectively. The main reason for the formation of intergranular fractures was that the strength of the grain boundaries at the trigeminal grain boundaries was reduced by the M7C3 carbide, resulting in the formation of dimple-shaped nuclear particles during the stretching process.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Loaiza, T.; Babu, R.P.; Ooi, S.; Hedström, P. Refining the mechanistic understanding of microstructural decay during rolling contact fatigue in 52100 bearing steel tempered at high temperature. J. Mater. Sci. 2023, 58, 17093–17112. [Google Scholar] [CrossRef]
- Sreeraj, K.; Maheshwari, H.K.; Rajagopal, P.; Ramkumar, P. Non-contact monitoring and evaluation of subsurface white etching area (WEA) formation in bearing steel using Rayleigh surface waves. Tribol. Int. 2021, 162, 107134. [Google Scholar] [CrossRef]
- Hu, R.; Hu, S.; Zhang, X.; Yang, M.; Zheng, N. Innovative simulation method of the spherical steel bearing applied to high-speed railway bridges. Struct. Eng. Mech. 2023, 85, 265–274. [Google Scholar]
- Lorenz, S.J.; Sadeghi, F.; Trivedi, H.K.; Kirsch, M.S. Investigation into rolling contact fatigue performance of aerospace bearing steels. Int. J. Fatigue 2023, 172, 107646. [Google Scholar] [CrossRef]
- Yue, X.; Hu, S.; Wang, X.; Liu, Y.; Yin, F.; Hua, L. Understanding the nanostructure evolution and the mechanical strengthening of the M50 bearing steel during ultrasonic shot peening. Mater. Sci. Eng. A 2022, 836, 142721. [Google Scholar] [CrossRef]
- Zeng, T.Y.; Li, W.; Wang, N.M.; Wang, W.; Yang, K. Microstructural evolution during tempering and intrinsic strengthening mechanisms in a low carbon martensitic stainless bearing steel. Mater. Sci. Eng. A 2022, 836, 142736. [Google Scholar] [CrossRef]
- Shao, Z.; Zhu, Y.; Zhang, P.; Cao, Y.; Wang, B.; Xu, Z.; Liu, H.; Gu, X.; Liu, H.; Li, D.; et al. Effect of primary carbides on rolling contact fatigue behaviors of M50 bearing steel. Int. J. Fatigue 2024, 179, 108054. [Google Scholar] [CrossRef]
- Sharma, T.; Bonagani, S.K.; Kumar, N.N.; Harish, D.; Krishna, K.M.; Samajdar, I.; Kain, V. Effect of thermal aging on embrittlement of Cr–Mo–V pressure vessel steel. J. Nucl. Mater. 2019, 527, 151817. [Google Scholar] [CrossRef]
- Lee, S.; Kim, S.; Hwang, B.; Lee, B.S.; Lee, C.G. Effect of carbide distribution on the fracture toughness in the transition temperature region of an SA 508 steel. Acta Mater. 2002, 50, 4755–4762. [Google Scholar] [CrossRef]
- Wang, H.; Li, J.; Zhang, C.; Wang, W.; Liu, Y. Effects of niobium on network carbide in high-carbon chromium bearing steel by in situ observation analysis. Ironmak. Steelmak. 2021, 48, 155–160. [Google Scholar] [CrossRef]
- Erişir, E.; Ararat, Ö.; Bilir, O.G. Enhancing Wear Resistance of 100Cr6 Bearing Steels by New Heat Treatment Method. Metall. Mater. Trans. A 2022, 53, 850–860. [Google Scholar] [CrossRef]
- Li, Y.; Jiang, Z.; Wang, P.; Li, D.; Li, Y. Effect of a modified quenching on impact toughness of 52100 bearing steels. J. Mater. Sci. Technol. 2023, 160, 96–108. [Google Scholar] [CrossRef]
- Zhou, G.; Wei, W.; Liu, Q. Effect of Hot Rolling on Microstructural Evolution and Wear Behaviors of G20CrNi2MoA Bearing Steel. Metals 2021, 11, 957. [Google Scholar] [CrossRef]
- Su, Y.; Yang, S.; Yu, X.F.; Zhou, C.B.; Liu, Y.B.; Feng, X.C.; Zhao, Q.; Wu, J.D. Effect of Austempering Temperature on Microstructure and Mechanical Properties of M50 Bearing Steel. J. Mater. Res. Technol. 2022, 20, 4576–4584. [Google Scholar] [CrossRef]
- Du, N.; Liu, H.; Cao, Y.; Fu, P.; Sun, C.; Liu, H.; Li, D. Formation mechanism of MC and M2C primary carbides in as-cast M50 bearing steel. Mater. Charact. 2021, 174, 111011. [Google Scholar] [CrossRef]
- Louhenkilpi, S. Continuous casting of steel. In Treatise on Process Metallurgy; Elsevier: Amsterdam, The Netherlands, 2014; pp. 373–434. [Google Scholar]
- Fredriksson, H.; Akerlind, U. Materials Processing during Casting; Wiley: Chichester, UK, 2006. [Google Scholar]
- Sun, H.; Li, L. Application of swirling flow nozzle and investigation of superheat dissipation casting for bloom continuous casing. Ironmak. Steelmak. 2016, 43, 228–233. [Google Scholar] [CrossRef]
- Yang, B.; Zhang, H.; Wang, M. Modelling of continuous casting processes parameters on the shrinkage cavity formation in bearing steel blooms. Ironmak. Steelmak. 2023, 50, 1169–1180. [Google Scholar] [CrossRef]
- Sun, H.; Li, L.; Cheng, X.; Qiu, W.; Liu, Z.; Zeng, L. Reduction in macrosegregation on 380 mm×490 mm bloom caster equipped combination M+F-EMS by optimising casting speed. Ironmak. Steelmak. 2015, 42, 439–449. [Google Scholar] [CrossRef]
- Liu, H.; Xu, M.; Qiu, S.; Zhang, H. Numerical simulation of fluid flow in a round bloom mold with in-mold rotary electromagnetic stirring. Metall. Mater. Trans. B 2012, 43, 1657–1675. [Google Scholar] [CrossRef]
- Ren, B.Z.; Chen, D.F.; Wang, H.D.; Long, M.J.; Han, Z.W. Numerical simulation of fluid flow and solidification in bloom continuous casting mould with electromagnetic stirring. Ironmak. Steelmak. 2015, 42, 401–408. [Google Scholar] [CrossRef]
- Domitner, J.; Wu, M.; Kharicha, A.; Ludwig, A.; Kaufmann, B.; Reiter, J.; Schaden, T. Modeling the effects of strand surface bulging and mechanical softreduction on the macrosegregation formation in steel continuous casting. Metall. Mater. Trans. A 2014, 45, 1415–1434. [Google Scholar] [CrossRef]
- Zong, N.; Huang, J.; Liu, Y.; Jing, T.; Lu, Z. Controlling centre segregation and shrinkage cavities without internal crack in as-cast bloom of steel GCr15 induced by soft reduction technologies. Ironmak. Steelmak. 2021, 48, 944–952. [Google Scholar] [CrossRef]
- Sun, H.; Li, L.; Wang, J.; Cheng, X.; Zhou, F. Coordinating optimisation of F-EMS and soft reduction during bloom continuous casting process for special steel. Ironmak. Steelmak. 2018, 45, 708–713. [Google Scholar] [CrossRef]
- Jiang, D.Q.; Wang, R.; Zhang, Q.; Zhang, Z.Q.; Tu, T.S.; Wang, J.; Ren, Z.M. Effect of final electromagnetic stirring on solidification microstructure of GCr15 bearing steel in simulated continuous casting. J. Iron Steel Res. Int. 2020, 27, 141–147. [Google Scholar] [CrossRef]
- An, H.; Bao, Y.; Wang, M.; Yang, Q.; Huang, Y. Improvement of centre segregation in continuous casting bloom and the resulting carbide homogeneity in bearing steel GCr15. Ironmak. Steelmak. 2019, 46, 896–905. [Google Scholar] [CrossRef]
- Peng, Z.; Mei, T.; Zheng, J.; Yuan, Y.; Wang, L. Cracking Behavior and High-Temperature Thermoplastic Analysis of 09CrCuSb Steel Billets. Metals 2023, 13, 1058. [Google Scholar] [CrossRef]
- Zhou, W.; Liu, L.; Li, B.; Wu, P.; Song, Q. Structural, elastic and electronic properties of intermetallics in the Pt–Sn system: A density functional investigation. Comput. Mater. Sci. 2009, 46, 921–931. [Google Scholar] [CrossRef]
- Li, Q.; Qiu, N.; Liu, Z.; Huang, Q.; An, P.; Du, S. Structural, electronic, elastic and thermal properties of Cr-doped U3Si2: A DFT study. J. Nucl. Mater. 2023, 579, 154388. [Google Scholar] [CrossRef]
- Fojt-Dymara, G.; Opiela, M.; Borek, W. Susceptibility of high-manganese steel to high-temperature cracking. Materials 2022, 15, 8198. [Google Scholar] [CrossRef]
- Zeng, Y.N.; Feng, Q.; Li, J.G.; Wang, Y.J.; Tang, G.Z. Effect of the microstructure on the crack initiation during thermal cycling of Nb–Ti-bearing continuous casting slabs. Ironmak. Steelmak. 2021, 48, 370–378. [Google Scholar] [CrossRef]
- Barbier, D.; Guérin, J.D.; Dubar, M.; Bénard, T.; Bonneau, S.; Cabrera, E.S.P. Hot ductility and flow stress of AISI 4130 and 52100-type steels. Mater. Sci. Eng. A 2017, 690, 37–43. [Google Scholar] [CrossRef]
- Huitron, R.M.P.; Lopez, P.E.R.; Vuorinen, E.; Jentner, R.; Kärkkäinen, M.E. Converging criteria to characterize crack susceptibility in a micro-alloyed steel during continuous casting. Mater. Sci. Eng. A 2020, 772, 138691. [Google Scholar] [CrossRef]
- Das, A.; Tarafder, S. Experimental investigation on martensitic transformation and fracture morphologies of austenitic stainless steel. Int. J. Plast. 2009, 25, 2222–2247. [Google Scholar] [CrossRef]
- Chen, K.; Jiang, Z.; Liu, F.; Yu, J.; Li, Y.; Gong, W.; Chen, C. Effect of quenching and tempering temperature on microstructure and tensile properties of microalloyed ultra-high strength suspension spring steel. Mater. Sci. Eng. A 2019, 766, 138272. [Google Scholar] [CrossRef]
- Li, H.; Zhang, H.; Lv, Z.F.; Zhu, Z.F. Cementite Dissolution Kinetics of High Carbon Chromium Steel During Intercritical Austenitization. J. Phase Equilibria Diffus. 2017, 38, 543–551. [Google Scholar] [CrossRef]
- Du, G.; Li, J.; Wang, Z.B. Control of carbide precipitation during electroslag remelting-continuous rapid solidification of GCr15 steel. Metall. Mater. Trans. B 2017, 48, 2873–2890. [Google Scholar] [CrossRef]
- Wang, F.; Qian, D.S.; Xiao, P.; Deng, S. Accelerating cementite precipitation during the non-isothermal process by applying tensile stress in GCr15 bearing steel. Materials 2018, 11, 2403. [Google Scholar] [CrossRef]
- Florio, B.J.; Fawell, P.D.; Small, M. The use of the perimeter-area method to calculate the fractal dimension of aggregates. Powder Technol. 2019, 343, 551–559. [Google Scholar] [CrossRef]
- Jiang, D.; Zhang, L. Influence of Cooling Parameters on the Microstructure and Primary Carbide Precipitation in GCr15 Steel. Steel Res. Int. 2021, 92, 2100208. [Google Scholar] [CrossRef]
- Tanaka, K.; Mori, T.; Nakamura, T. Cavity formation at the interface of a spherical inclusion in a plastically deformed matrix. Philos. Mag. A J. Theor. Exp. Appl. Phys. 1970, 21, 267–279. [Google Scholar] [CrossRef]
- Kawakami, H.; Tamaki, K.; Suzuki, J.; Takahashi, K.; Imae, Y.; Ogusu, S. Effect of Coarse Carbide Particle on SR embrittlement in the HAZ of 21/4Cr-1Mo steel. Weld. World 2011, 55, 78–85. [Google Scholar] [CrossRef]
- Mori, T.; Tanaka, K. Average stress in matrix and average elastic energy of materials with misfitting inclusions. Acta Metall. 1973, 21, 571–574. [Google Scholar] [CrossRef]
- Li, X.B.; Ding, H.; Tang, Z.Y.; He, J.C. Formation of internal cracks during soft reduction in rectangular bloom continuous casting. Int. J. Miner. Metall. Mater. 2012, 19, 21–29. [Google Scholar] [CrossRef]
- Li, G.; Ji, C.; Zhu, M. Prediction of internal crack initiation in continuously cast blooms. Metall. Mater. Trans. B 2021, 52, 1164–1178. [Google Scholar] [CrossRef]
- Cai, W.; Sun, C.; Wang, C.; Qian, L.; Li, Y.; Fu, M.W. Modelling of the intergranular fracture of TWIP steels working at high temperature by using CZM–CPFE method. Int. J. Plast. 2022, 156, 103366. [Google Scholar] [CrossRef]
- Zhao, Q.; Wahab, M.A.; Ling, Y.; Liu, Z. Fatigue crack propagation within Al-Cu-Mg single crystals based on crystal plasticity and XFEM combined with cohesive zone model. Mater. Des. 2021, 210, 110015. [Google Scholar] [CrossRef]
- Wang, W.Z.; Hong, H.U.; Kim, I.S.; Choi, B.G.; Jeong, H.W.; Kim, M.Y.; Jo, C.Y. Influence of γ′ and grain boundary carbide on tensile fracture behaviors of Nimonic 263. Mater. Sci. Eng. A 2009, 523, 242–245. [Google Scholar] [CrossRef]
- Min, J.H.; Heo, Y.U.; Kwon, S.H.; Moon, S.W.; Kim, D.G.; Lee, J.S.; Yim, C.H. Embrittlement mechanism in a low-carbon steel at intermediate temperature. Mater. Charact. 2019, 149, 34–40. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | P | S | Cr | Fe |
|---|---|---|---|---|---|---|---|
| Wt.% | 0.97 | 0.21 | 0.32 | 0.017 | 0.001 | 1.49 | 96.992 |
| Phase | Space Group | Lattice Constants (Å) | Elastic Matrix Parameters (Cij) (GPa) |
|---|---|---|---|
| FCC-Fe | Fmm | a = b = c = 2.362 | C11 = 87.9 C12 = 399.1 C44 = 200.7 |
| BCC-Fe | Fmm | a = b = c = 2.866 | C11 = 84.3 C12 = 397.1 C44 = 198.3 |
| MC | Fmm | a = b = c = 2.357 | C11 = 603.3 C12 = 213.4 C44 = 46.5 |
| M3C | Pnma | a = 4.858 b = 6.554 c = 4.341 | C11 = 372.5 C22 = 422.7 C33 = 427.2 C12 = 145.9 C13 = 178.4 C23 = 211.1 C44 = 50.4 C55 = 52.0 C66 = 99.9 |
| M7C3 | P63mc | a = b = 5.961 c = 6.939 | C11 = 371.6 C33 = 335.1 C44 = 93.7 C12 = 186.9 C13 = 175.7 C66 = 90.6 |
| Phase | B (GPa) | G (GPa) | E (GPa) | B/G | v |
|---|---|---|---|---|---|
| FCC-Fe | 295.4 | 57.6 | 217.2 | 5.09 | 0.408 |
| BCC-Fe | 292.83 | 56.4 | 159.05 | 5.189 | 0.409 |
| MC | 343.39 | 105.9 | 272.8 | 3.24 | 0.720 |
| M3C | 255.9 | 86.26 | 193.4 | 2.95 | 0.348 |
| M7C3 | 238.0 | 91.6 | 243.6 | 2.59 | 0.329 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, Q.; Zeng, Y.; Li, J.; Wang, Y.; Tang, G.; Wang, Y. Effect of Carbides on Thermos-Plastic and Crack Initiation and Expansion of High-Carbon Chromium-Bearing Steel Castings. Metals 2024, 14, 335. https://doi.org/10.3390/met14030335
Feng Q, Zeng Y, Li J, Wang Y, Tang G, Wang Y. Effect of Carbides on Thermos-Plastic and Crack Initiation and Expansion of High-Carbon Chromium-Bearing Steel Castings. Metals. 2024; 14(3):335. https://doi.org/10.3390/met14030335
Chicago/Turabian StyleFeng, Qian, Yanan Zeng, Junguo Li, Yajun Wang, Guozhang Tang, and Yitong Wang. 2024. "Effect of Carbides on Thermos-Plastic and Crack Initiation and Expansion of High-Carbon Chromium-Bearing Steel Castings" Metals 14, no. 3: 335. https://doi.org/10.3390/met14030335