

Rapid Prediction of Hot-Air Temperature of Kalugin Top Combustion Hot Blast Stove by Means of Computational Fluid Dynamics Numerical Simulation

Abstract
:1. Introduction
2. Development of a Two-Dimensional Transient CFD Model for a Single Channel of Checker Bricks in the Regenerator of a Hot Blast Stove
2.1. Assumptions
- Two-dimensional axisymmetric transient fluid flow and heat transfer;
- The fluid flow and heat transfer inside each hole of the checker bricks are the same, and thus, the heat flow through the middle interface between the holes is zero;
- During the combustion period, the phenomenon of residual fuel gas combustion is ignored;
- The “change-over” operation of the hot blast stove from the combustion period to the hot-air-supply period, and vice versa, is neglected.
2.2. Governing Equations
- Continuity Equation:
- 2.
- Momentum Equation:
- 3.
- Standard k-ε turbulence equations:
- 4.
- Energy Equation:
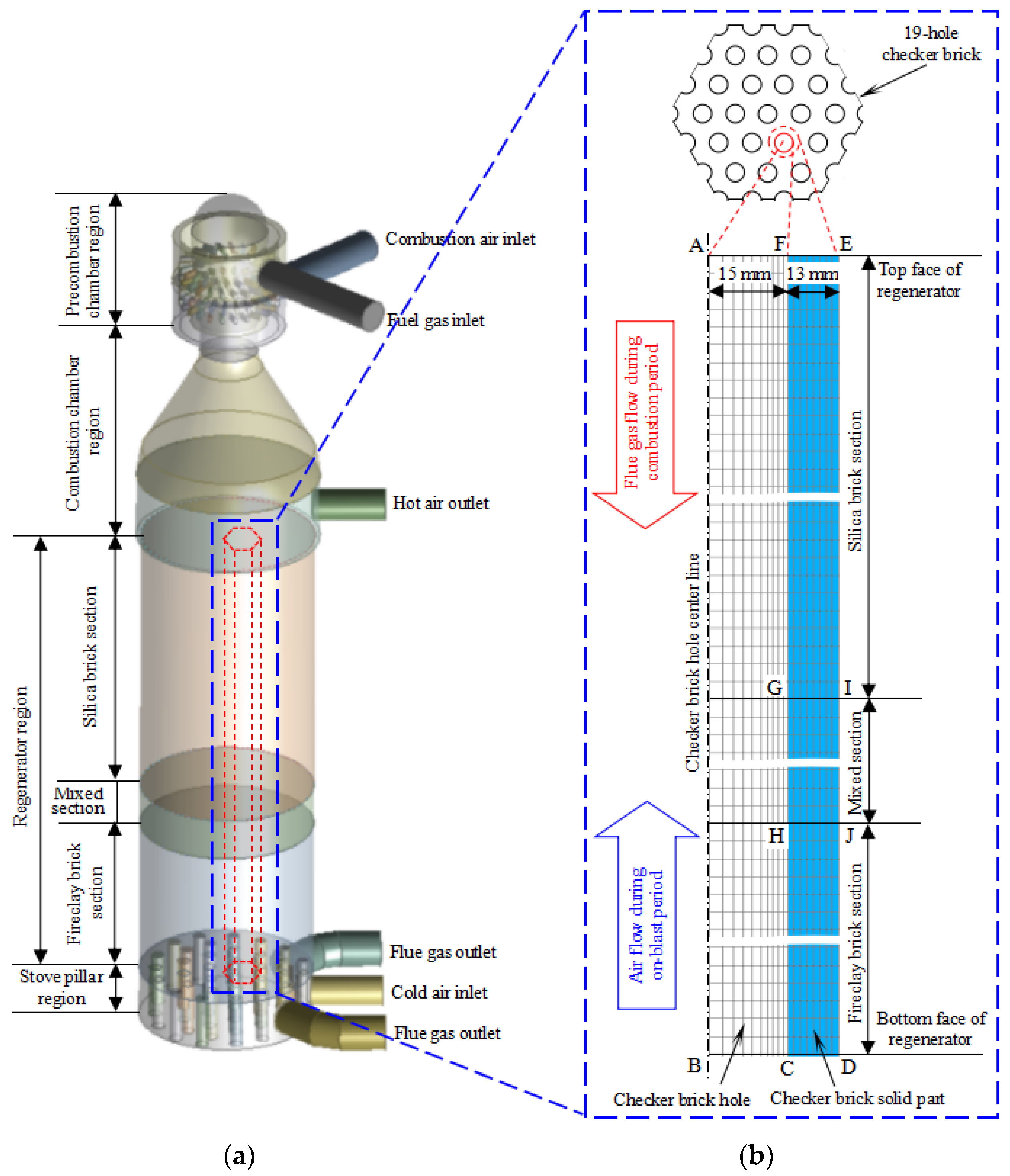
2.3. Model Geometry and Computation Grids
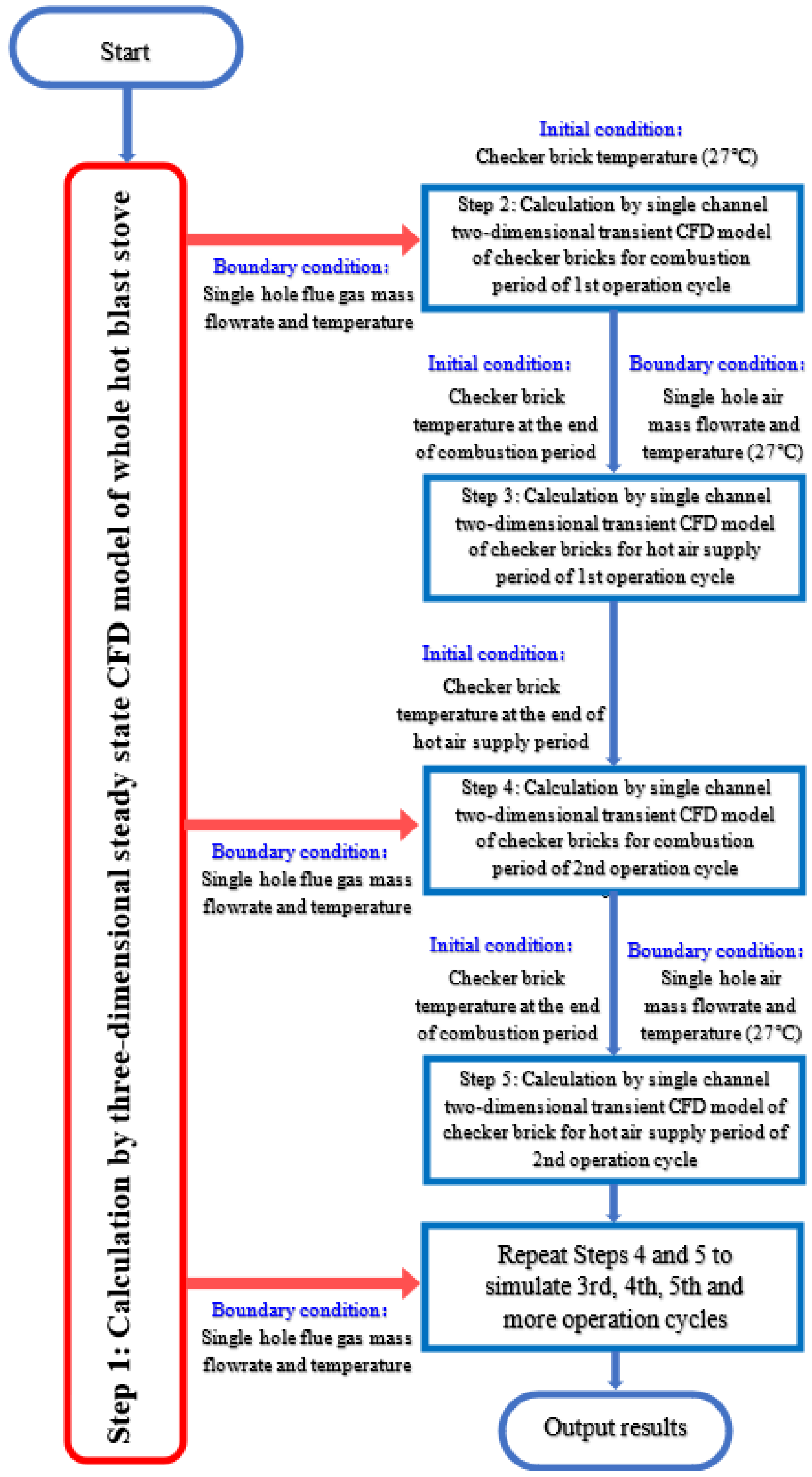
2.4. Boundary and Initial Conditions
- Firstly, execute the previously developed three-dimensional steady-state CFD model (3D model for short) of the whole hot blast stove to simulate the combustion period of operation to predict the average temperature of flue gas entering the regenerator (i.e., the average temperature at the top surface of the regenerator);
- Secondly, taking the average temperature of the flue gas entering the regenerator predicted by the 3D model as the boundary condition for the flue gas flow inlet (AF) and the initial temperature of the checker bricks being set to 27 °C (room temperature) as the initial condition, the two-dimensional transient CFD model (2D model for short) of a single channel of checker bricks is executed to simulate the start-up phase of the hot blast stove. Then, the checker bricks are gradually heated up by the high-temperature flue gas until the temperature of the checker bricks at the flue gas outlet section (BD, i.e., the bottom of the regenerator at the stove’s grate level) reaches 390 °C. This heating-up phase is termed the “combustion period of 1st operation cycle”;
- Thirdly, taking the checker brick temperature distribution at the end of the “combustion period of 1st operation cycle” as the initial condition, changing the BC boundary into the inlet of cold air at room temperature (27 °C), and changing the AF boundary into the outlet, run the 2D model to simulate the heat exchange process between cold air and hot checker bricks in the hot-air-supply period, which is termed the “hot-air- supply period of 1st operation cycle”;
- Fourthly, taking the checker brick temperature distribution at the end of the “hot air supply period of 1st operation cycle” as the initial condition, changing the AF boundary as the inlet of flue gas with its average temperature (also predicted by the 3D model) as the boundary condition of this inlet, and changing the BC boundary into the outlet, proceed to run the 2D model to simulate the heat exchange process between the hot flue gas and the “cold” checker bricks, which is termed the “combustion period of 2nd operation cycle”;
- Fifthly, taking the checker brick temperature distribution at the end of the “combustion period of 2nd operation cycle” as the initial condition, changing the BC boundary into the inlet of cold air at room temperature (27 °C), and changing the AF boundary into the outlet, continue to run the 2D model to simulate the heat exchange process between cold air and hot checker bricks in the hot-air-supply period, which is termed the “hot-air-supply period of 2nd operation cycle”;
- Lastly, repeat the calculations in steps (4) and (5) to simulate the processes of heating (combustion period) and cooling (hot-air-supply period) in the following third, fourth, and fifth, etc., operation cycles of the hot blast stove.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Boundary | Boundary Name | Boundary Type | Boundary Condition |
|---|---|---|---|
| AB | Checker brick hole center axis | Symmetrical axis | Zero flux |
| AF | Flue gas inlet (a) or hot air outlet (b) | Inlet (a) or outlet (b) | Constant mass flowrate and temperature (a) or pressure (b) |
| BC | Flue gas outlet (a) or cold air inlet (b) | Outlet (a) or inlet (b) | Constant pressure (b) or mass flowrate and temperature (b) |
| CD | End face of checker brick at regenerator bottom | Wall | Adiabatic wall face |
| EF | End face of checker brick at regenerator top | Wall | Adiabatic wall face |
| FHGHC | Inner wall face of checker brick hole | Wall | Conjugate heat transfer between fluid and solid and non-slip to fluid |
| EJID | Outer wall face of equivalent cylinder of checker brick | Wall | Adiabatic wall face |
2.5. Numerical Solution of Governing Equations
3. CFD Simulation Results and Discussion
3.1. Influences of Operating Parameters on the Heat Transfer Characteristics in the Regenerator of a Kalugin Top Combustion Hot Blast Stove
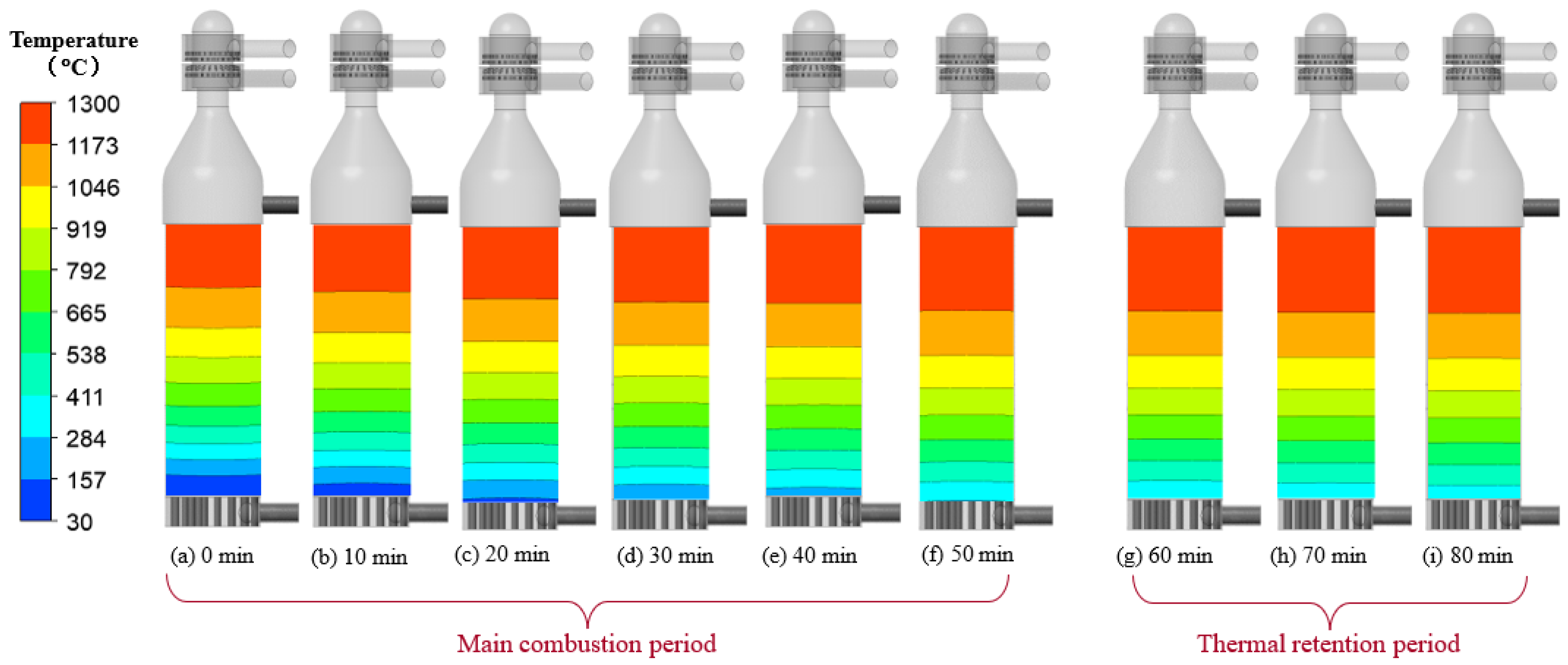
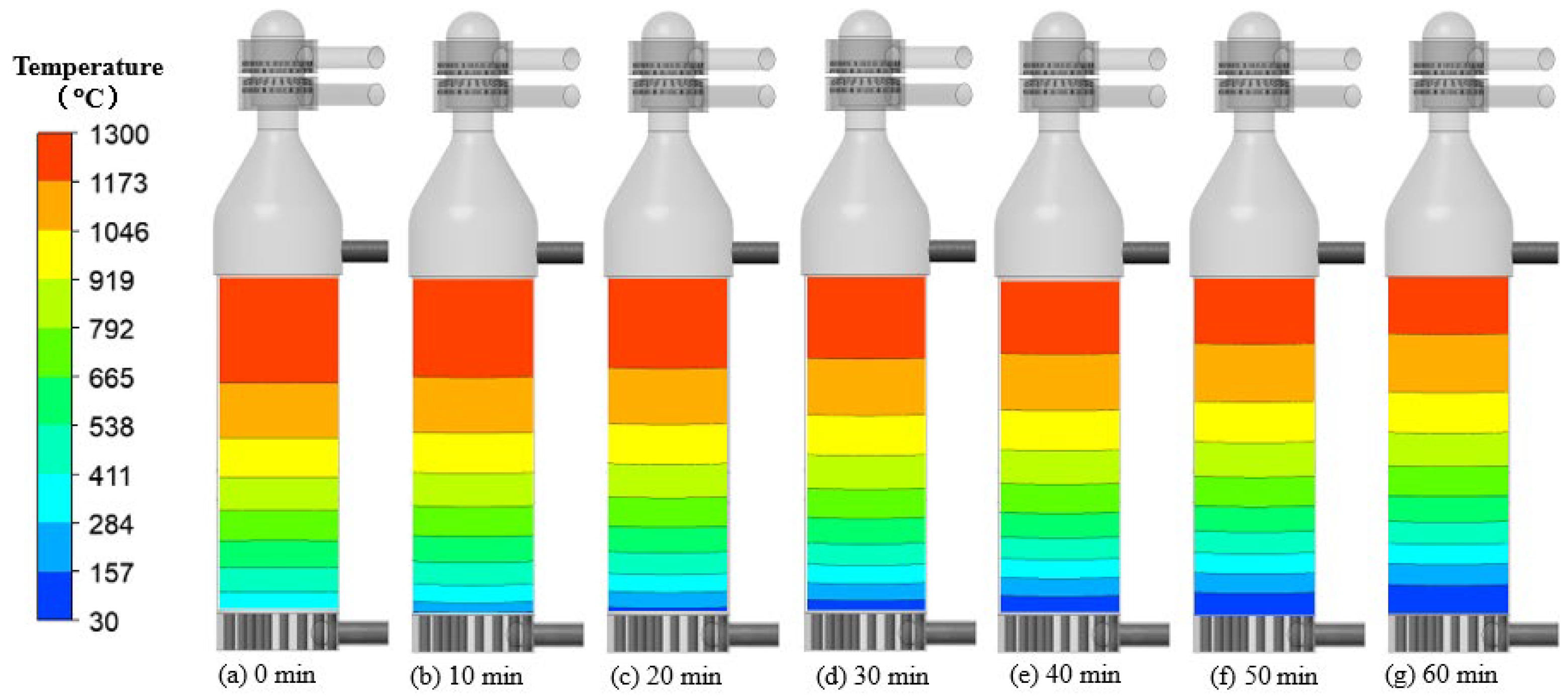
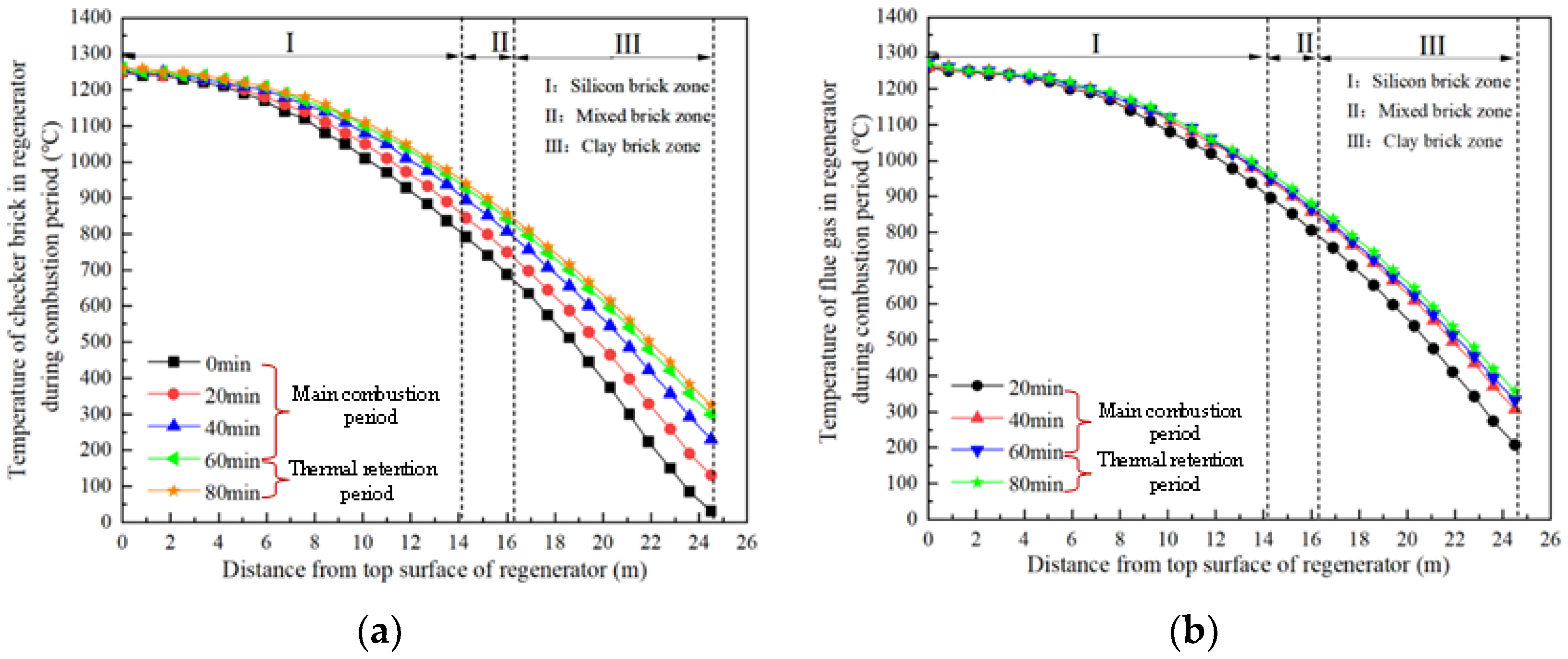
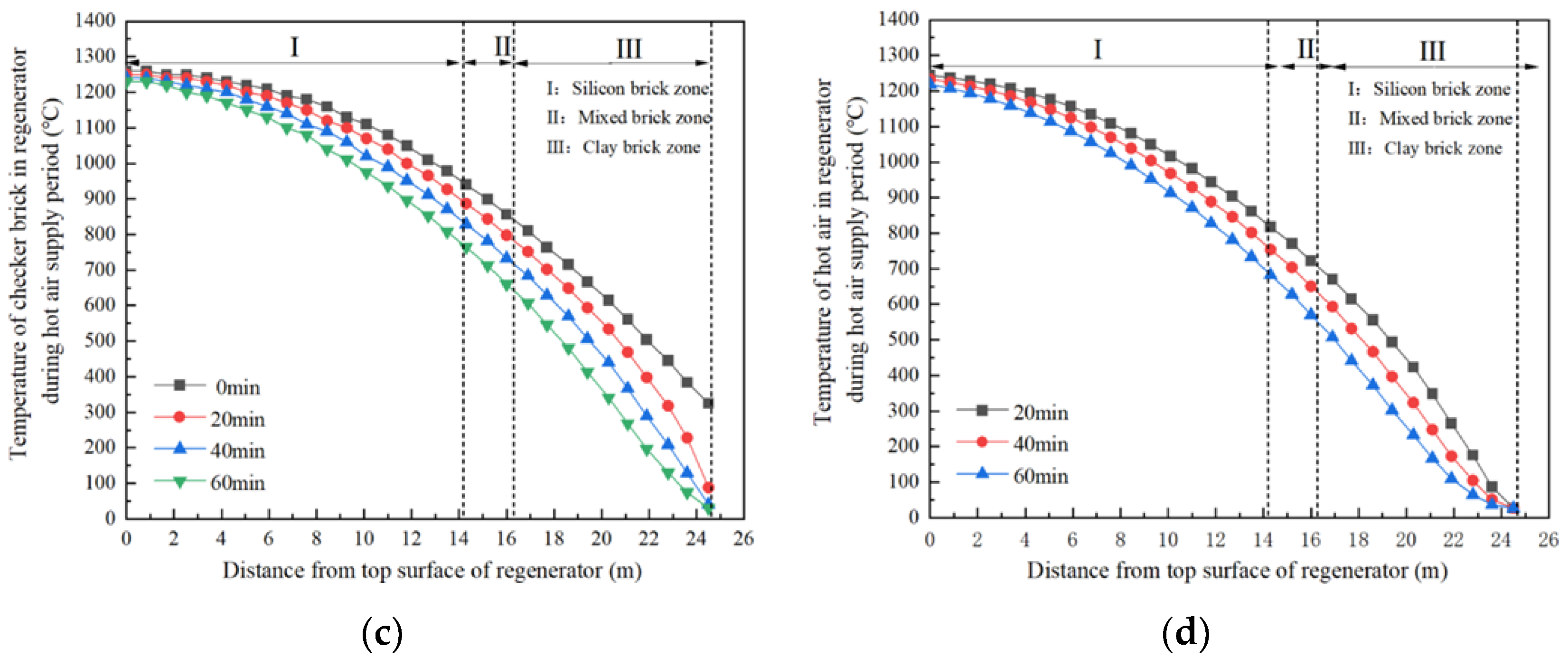
- Example of Model Predictions on Heat Transfer Characteristics in Regenerator
- 2.
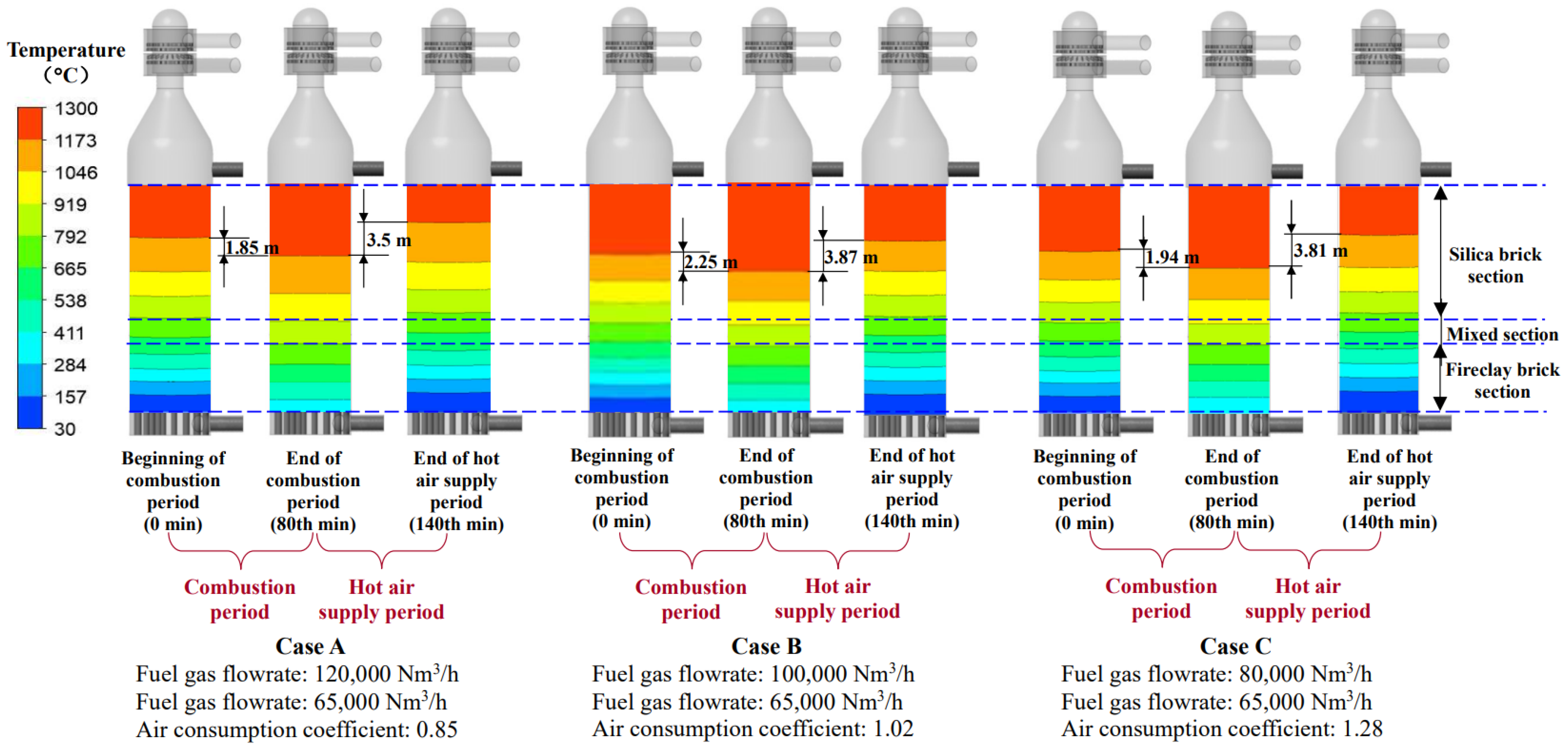
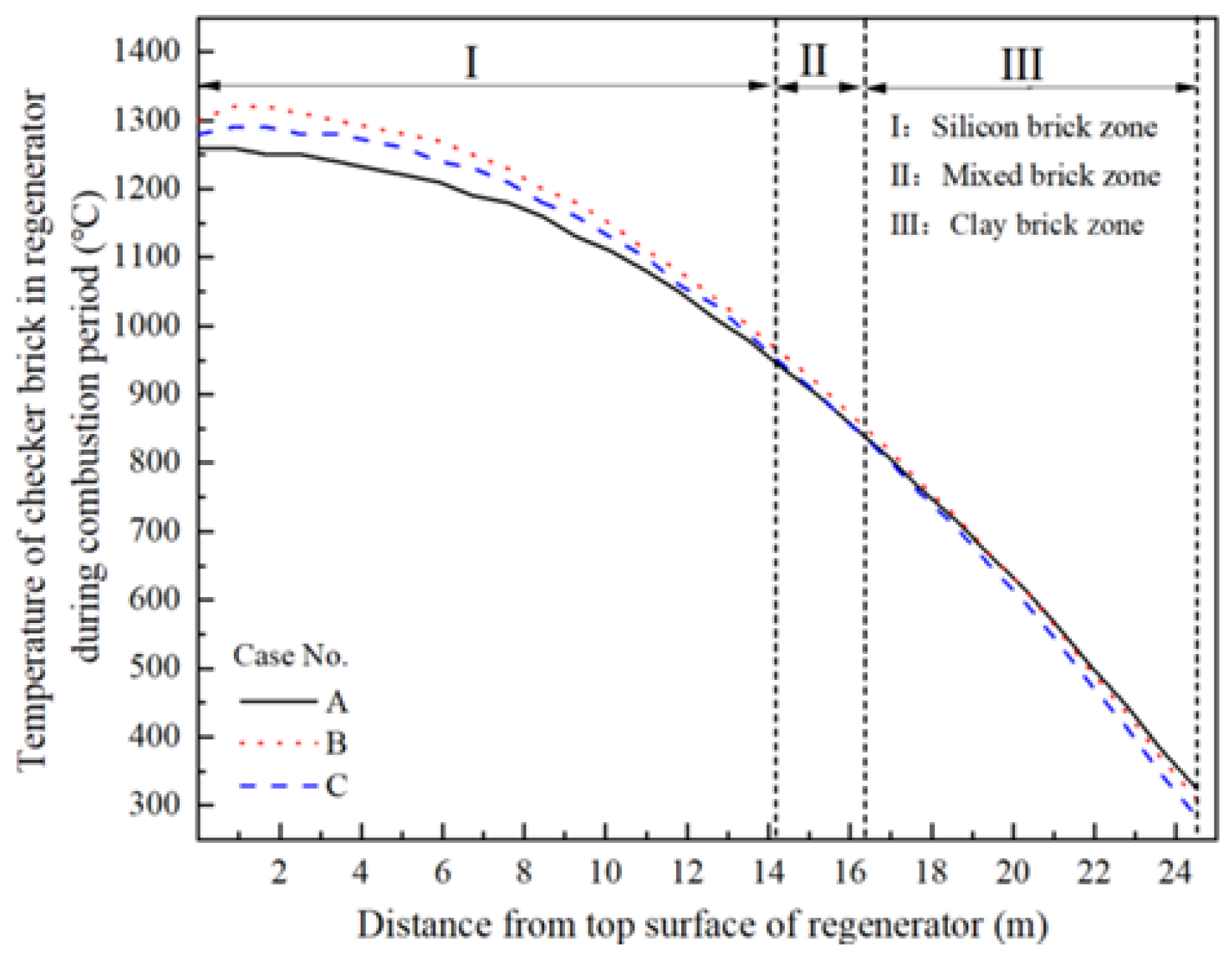
- Comparison of Heat Transfer Characteristics for Different Operating Conditions
3.2. Verification of Numerical Simulation and Operation Optimization
3.3. Analysis of Model Simulation Efficiency
4. Conclusions
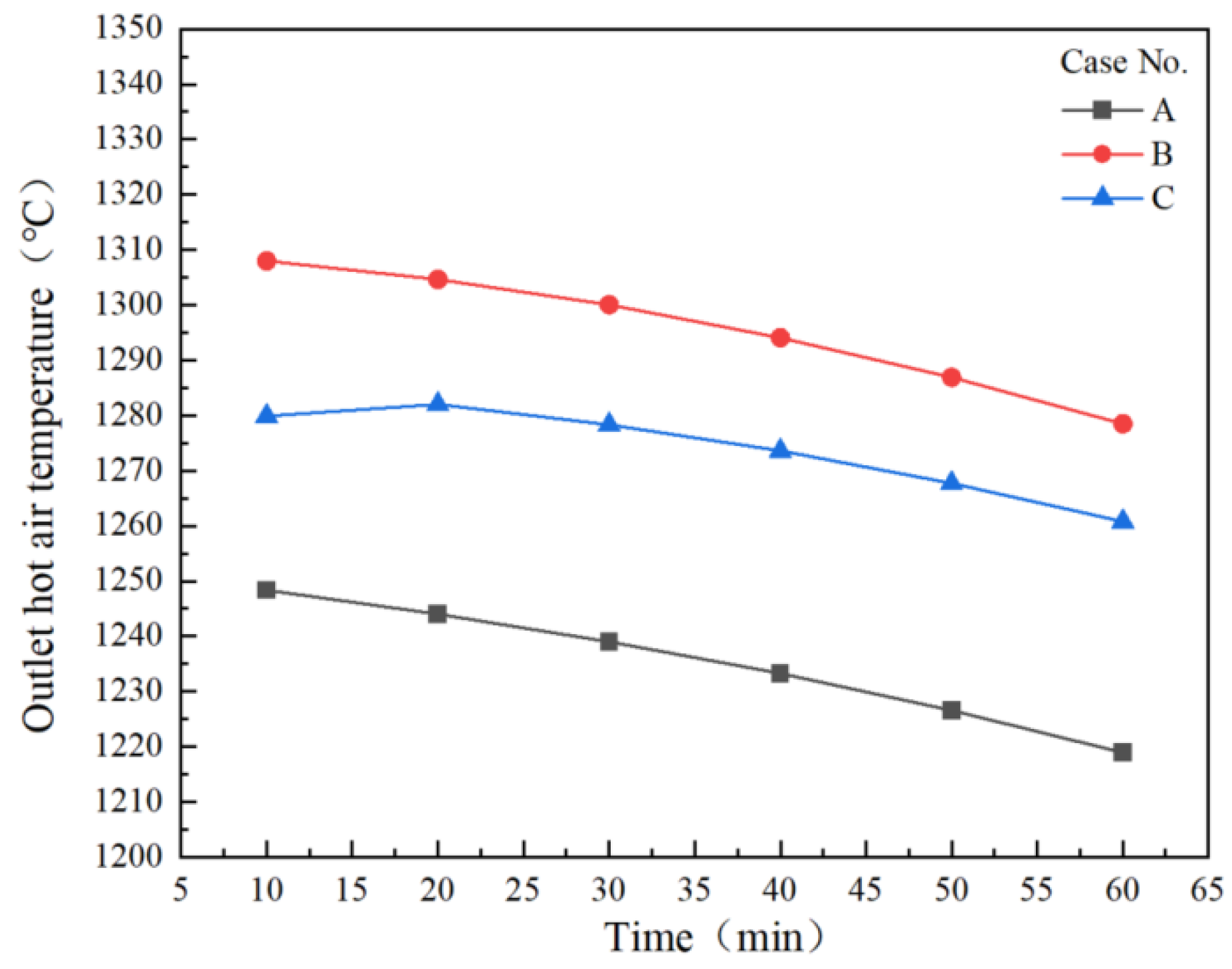
- When fuel gas and combustion air flowrates of the hot blast stove during the main combustion phase are set at 120,000 Nm3/h and 65,000 Nm3/h, respectively, (corresponding to an air consumption coefficient of 0.85) the average temperature of checker bricks in the silica-brick section of the regenerator at the end of the combustion period is rather low (only 1160 °C), so the average hot-air temperature during the hot-air-supply period is also relatively low (1235 °C);
- On the basis of the above-mentioned operating conditions, when the fuel gas flowrate is reduced to 100,000 Nm3/h (corresponding to an increase in the air consumption coefficient to 1.02), the average temperature of the checker bricks in the silica-brick section of the regenerator at the end of the combustion period is the highest (reaching 1209 °C). As a result, the average hot-air temperature during the hot-air-supply period is also the highest (up to 1295 °C). Therefore, this operation significantly improves the hot-air temperature level while reducing fuel gas consumption.
- When further decreasing the fuel gas flowrate to 80,000 Nm3/h (corresponding to an air consumption coefficient of 1.28), the average temperature of the checker bricks in the silica-brick section of the regenerator at the end of the combustion period is still high enough (1187 °C), leading to a relatively high average hot-air temperature during the hot-air-supply period (1273 °C). Therefore, this operating condition can further save fuel gas while ensuring the required level of hot-air temperature;
- During the entire operation cycle of the hot blast stove, the extent of the checker brick temperature fluctuation in the lower section of the regenerator is greater than that in the upper section of the regenerator; however, the changes in operating conditions only significantly influence the temperature of the silica-brick section of the regenerator at the end of the combustion period but have a relatively small effect on the checker-brick temperature in middle and lower sections of the regenerator;
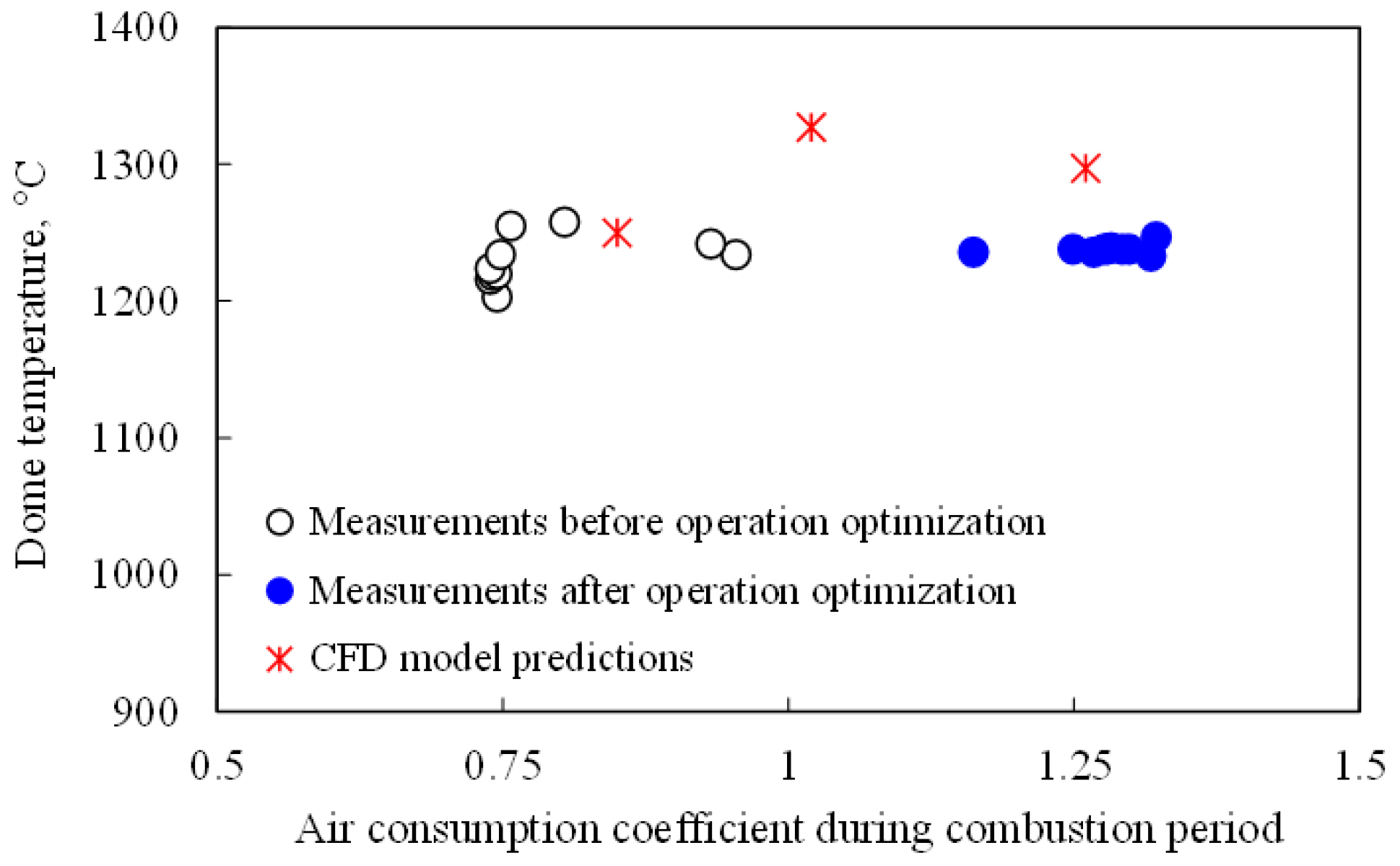
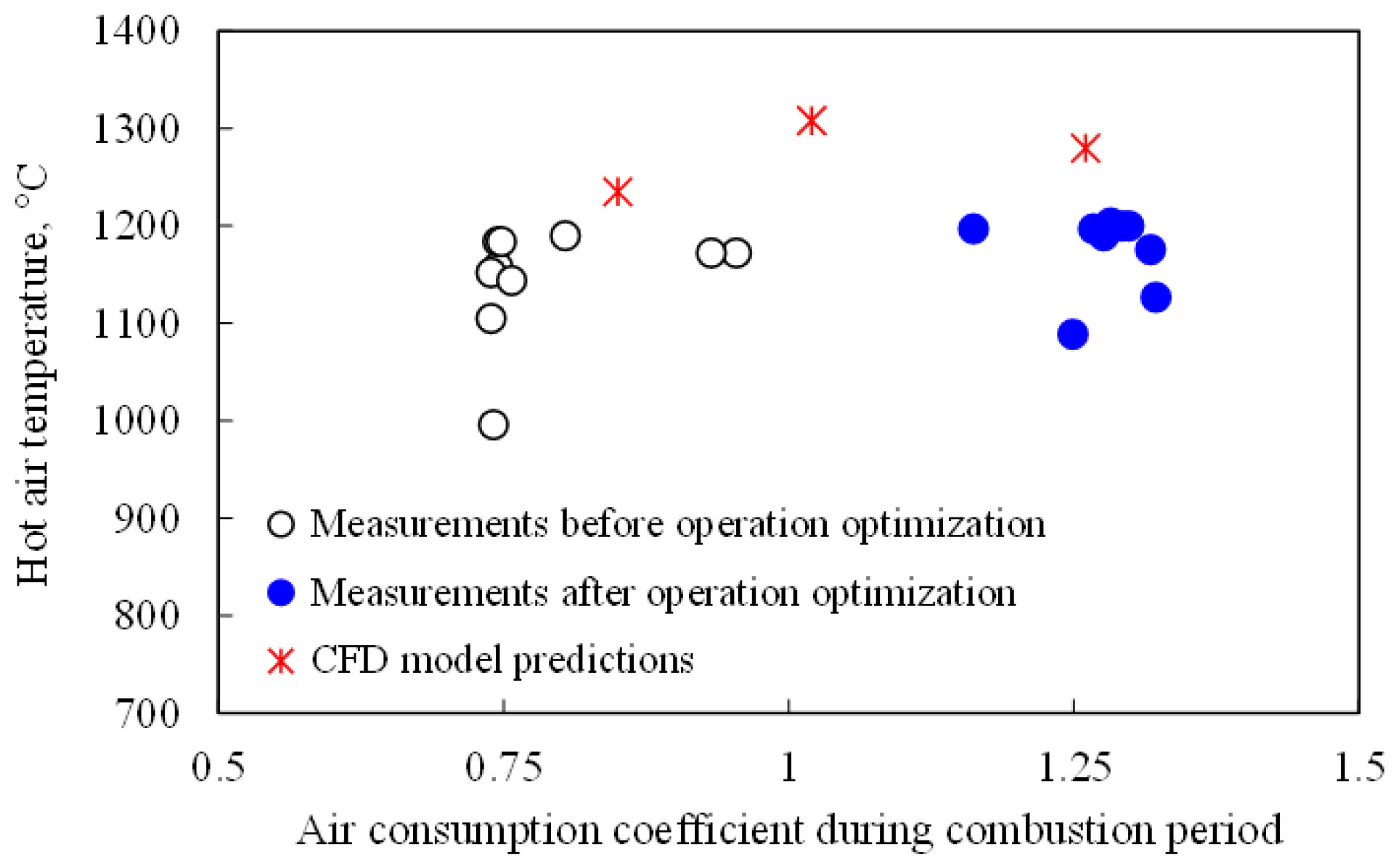
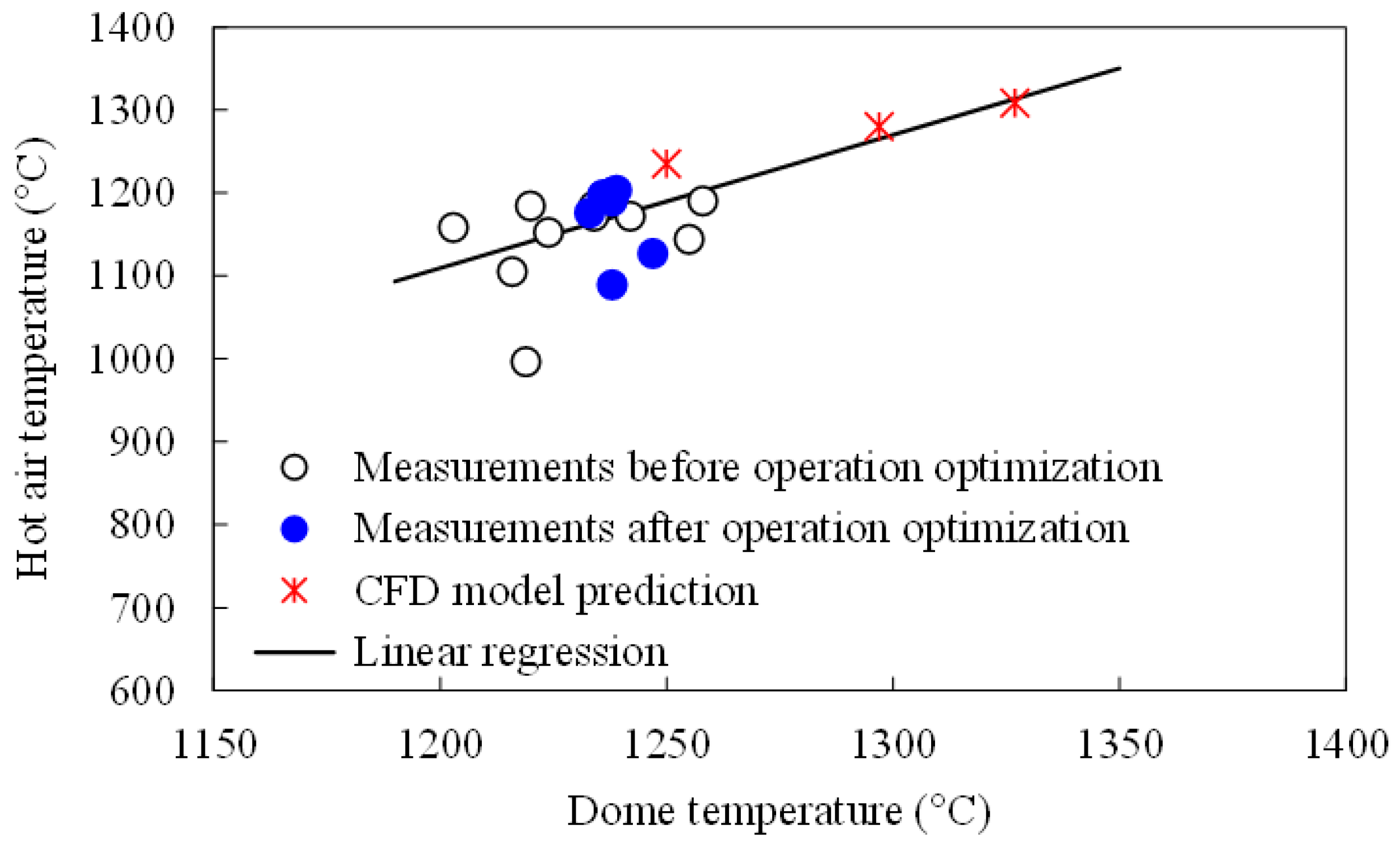
- Controlling the air consumption coefficient within the range of 1.02–1.28 during the main combustion phase of the hot blast stove can achieve the best effects on combustion and heat transfer, which has been demonstrated by the measured dome temperature and hot-air temperature from the industrial hot blast stove. In addition, there is a roughly linear relationship between the dome temperature during the combustion period and the hot-air temperature during the hot-air-supply period, exhibiting that if the dome temperature is increased by 10 °C, for instance, it is possible to increase the hot-air temperature by about 16 °C. Such a linear relationship between the dome temperature and the hot-air temperature would play an important role in guiding the operation of Kalugin top combustion hot blast stoves in steel plants;
- The data of the fuel gas flowrate and the hot-air temperature collected from the industrial hot blast stove before and after operation optimization indicate a reduction in fuel gas flowrate by 8.6% and an increase in the hot-air temperature by 32 °C, proving that the numerical simulation strategy proposed in the present work can achieve the goal of energy conservation and fuel consumption reduction while maintaining the hot-air temperature level required for blast furnace ironmaking.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kalugin, Y. Development and research of a new type of top combustion hot blast Stove. Energy Metall. Ind. 1988, 7, 60–61. (In Chinese) [Google Scholar]
- Kalugin, Y. High-temperature stoves for blast furnaces: New designs. Metallurgist 1997, 41, 414–416. [Google Scholar] [CrossRef]
- Xiang, P.; Peng, C. Innovation and application of hot stove technology. Metall. Equip. 2020, 257, 71–74. (In Chinese) [Google Scholar]
- Wang, Z.; Cui, X.; Lin, Y.; Wang, Y. Design of burner of Kalugin hot-blast stove. Metall. Equip. 2021, 270, 31–33. (In Chinese) [Google Scholar]
- Wei, Q.; Ge, L.; Liu, S.; Fu, Z.; Cheng, S.; Wang, L.; Liu, L. High air temperature and low nitrogen combustion technology of top burning catenary hot blast stove. Hebei Metall. 2021, 302, 64–68. (In Chinese) [Google Scholar]
- Wei, Q.; Ge, L.; Liu, S.; Fu, Z.; Liu, L. Key technical points for achieving high air temperature and low nitrogen oxide emissions in hot blast stove. Ironmaking 2021, 40, 46–49. (In Chinese) [Google Scholar]
- Zhu, G. Practice of top burning transformation of 6# hot blast furnace of No.2 blast furnace in Jiusteel. Gansu Metall. 2023, 45, 17–19. (In Chinese) [Google Scholar]
- Li, H. Practice of increasing air temperature and reducing consumption in hot blast stove. Metall. Mater. 2022, 42, 13–15. (In Chinese) [Google Scholar]
- Xu, Y. Ways to improve air temperature of blast furnace hot blast stove. Metall. Manag. 2022, 7, 60–62. (In Chinese) [Google Scholar]
- Chen, Y.; Zhang, J.; Na, S.; He, Y.; Dong, W.; Xing, M.; Bao, Y. Computer simulation of cooling gas distributions in the hot-blast stove (II). J. Baotou Univ. Iron Steel Technol. 1999, 2, 108–110. (In Chinese) [Google Scholar]
- Zhong, L.; Liu, Q.; Wang, W. Computer simulation of heat transfer in regenerative chambers of self-preheating hot blast stoves. ISIJ Int. 2004, 44, 795–800. [Google Scholar] [CrossRef]
- Zhao, C.; Chen, L. Numerical simulation of periodic operation of top combustion hot blast stove. China Metall. 2021, 31, 132–137. (In Chinese) [Google Scholar]
- Chen, W.; Luo, H. Numerical simulation of flow and heat transfer in regenerative reheating furnace. J. Huazhong Univ. Sci. Technol. (Nat. Sci. Ed.) 2005, 33, 17–19. (In Chinese) [Google Scholar]
- Hwang, Y.M.; Lee, Y.M. Thermal stress analysis of refractory linings in a hot blast stove. J. Phys. Conf. Ser. 2020, 1633, 012075. [Google Scholar] [CrossRef]
- Zheng, Z.; Huang, Z. Study on operating regulation of hot air stove and numerical simulation of heat transfer in regenerator based on FLUENT. Ind. Heat. 2008, 37, 37–41. (In Chinese) [Google Scholar]
- Gan, Y.F.; Jang, J.Y.; Wu, T.Y. 3D dynamic thermal and thermomechanical stress analysis of a hot blast stove. Ironmak. Steelmak. 2020, 47, 959–972. [Google Scholar] [CrossRef]
- Yu, H. The Simulation of Thermal Processes and Analysis of Characteristics about Hot Blast Stove. Master’s Thesis, Northeastern University, Shenyang, China, 2011. (In Chinese). [Google Scholar]
- Chen, H.; Cheng, X.; Cheng, S.; Wang, L.; Liu, S. Simulation and analysis of combustion process of a new type annular internal combustion chamber top combustion hot blast stove. Ind. Furn. 2022, 44, 1–7. (In Chinese) [Google Scholar]
- Wen, W.; Huang, S.; Jin, S.; Chen, W.; Yan, R.; Zhang, X.; Fang, S.; Zhang, Y. Numerical simulation of flow and heat transfer process in hot blast stoves regenerator. Ind. Heat. 2012, 41, 23–27. (In Chinese) [Google Scholar]
- Hou, S.; Luo, Z. Numerical simulation of airflow distribution in top combustion hot stove checker chamber. China Metall. 2017, 27, 11–13, 67. (In Chinese) [Google Scholar]
- Zhu, H.; Su, F.; Kang, Z.; Fang, L.; Wen, Z. Structural optimization internal combustion hot stove burner. China Metall. 2022, 32, 128–134. (In Chinese) [Google Scholar]
- Zhang, J.; Zhang, J.; Yu, H.; Zhu, H.; Su, F. Numerical simulation of heating wall structure optimization of internal combustion hot stove. Ironmaking 2022, 41, 59–62. (In Chinese) [Google Scholar]
- Zhou, L. Study on combustion method of hot air stove based on CFX simulation. Ind. Control. Comput. 2018, 31, 27–29. (In Chinese) [Google Scholar]
- Chang, Q.; Chen, Y.; Li, Y. Numerical simulation of combustion process in top burning hot blast stove. Ind. Heat. 2014, 43, 57–60. (In Chinese) [Google Scholar]
- Huang, B.; Lv, X. Study on numerical simulation of top combustion hot blast stove. Mech. Eng. 2020, 3, 118–120. (In Chinese) [Google Scholar]
- Zhang, Q.; Chen, L.; Ma, X.; Zhao, C. Numerical study of combustion and air supply characteristics and structural optimization of top combustion hot blast stoves. ISIJ Int. 2020, 61, 62–70. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, L.; Zhao, C. Numerical simulation of combustion and air supply process and optimal design of traditional top combustion hot blast stoves. Steel Res. Int. 2021, 92, 311–320. [Google Scholar] [CrossRef]
- Zetterholm, J.; Ji, X.; Sundelin, B.; Martin, P.; Wang, C. Dynamic modelling for the hot blast stove. Appl. Energy 2016, 185, 2142–2150. [Google Scholar] [CrossRef]
- Park, D.; Guo, F.; Choi, J.; Park, J.; Kim, N. Temperature and thermal stress analysis of a hot blast stove with an internal combustion chamber. Processes 2023, 11, 707–726. [Google Scholar] [CrossRef]
- Wang, Z.; Qi, F.; Liu, Z.; Li, B.; Liu, H. Simulation of the combustion process of top combustion hot blast stove with top injection. J. Mater. Metall. 2023, 22, 110–118. (In Chinese) [Google Scholar]
- Zhao, M.; Pan, Y.; Meng, F.; Ma, P.; Jia, L.; Ma, G.; Meng, F.; Li, D. CFD numerical simulation of operation optimization for energy saving during combustion period of Kalugin top combustion hot blast stove. Trans. Indian Inst. Met. 2023, 76, 1967–1976. [Google Scholar] [CrossRef]
- ANSYS Inc. ANSYS CFD User’s Manual; ANSYS Inc.: Canonsburg, PA, USA, 2013. [Google Scholar]











| Region | Region Name | Region Type | Material |
|---|---|---|---|
| ABCHGF | Gas flow channel in checker brick | Fluid | Flue gas (a) or air (b) |
| FGJE | Upper section of regenerator | Solid | Silica checker brick |
| GHIJ | Middle section of regenerator | Solid | Mixed region of silica and fireclay checker bricks |
| CDIH | Lower section of regenerator | Solid | Fireclay checker brick |
| Main Combustion Phase | Thermal Retention Phase | |||||
|---|---|---|---|---|---|---|
| Operation Case | Fuel Gas Flowrate | Combustion Air Flowrate | Time | Fuel Gas Flowrate | Combustion Air Flowrate | Time |
| (Nm3/h) | (Nm3/h) | (min) | (Nm3/h) | (Nm3/h) | (min) | |
| A | 120,000 | 65,000 | 50 | 30,000 | 24,000 | 30 |
| B | 100,000 | 65,000 | 50 | 30,000 | 24,000 | 30 |
| C | 80,000 | 65,000 | 50 | 30,000 | 24,000 | 30 |
| Cold Air Flowrate (Nm3/h) | Temperature (K) | Time (min) |
|---|---|---|
| 300,000 | 300 | 60 |
| Operation Phase in Combustion Period | Main Combustion Phase | Thermal Retention Phase | ||
|---|---|---|---|---|
| Simulation Case | A | B | C | A, B, C |
| Fuel gas flowrate (Nm3/h) | 120,000 | 100,000 | 80,000 | 30,000 |
| Combustion air flowrate (Nm3/h) | 65,000 | 65,000 | 65,000 | 24,000 |
| Air consumption coefficient | 0.85 | 1.02 | 1.28 | 1.24 |
| Average temperature of flue gas (°C) | 1258 | 1327 | 1297 | 1270 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, M.; Pan, Y.; Meng, F.; Ma, P. Rapid Prediction of Hot-Air Temperature of Kalugin Top Combustion Hot Blast Stove by Means of Computational Fluid Dynamics Numerical Simulation. Metals 2023, 13, 1623. https://doi.org/10.3390/met13091623
Zhao M, Pan Y, Meng F, Ma P. Rapid Prediction of Hot-Air Temperature of Kalugin Top Combustion Hot Blast Stove by Means of Computational Fluid Dynamics Numerical Simulation. Metals. 2023; 13(9):1623. https://doi.org/10.3390/met13091623
Chicago/Turabian StyleZhao, Ming, Yuhua Pan, Fanxu Meng, and Ping Ma. 2023. "Rapid Prediction of Hot-Air Temperature of Kalugin Top Combustion Hot Blast Stove by Means of Computational Fluid Dynamics Numerical Simulation" Metals 13, no. 9: 1623. https://doi.org/10.3390/met13091623