
Microstructure and Performance Research on Ceramic-Enhanced Inconel 718 Matrix Composite Using Laser Additive Manufacturing

Abstract
:1. Introduction
2. Material and Experimental Procedure
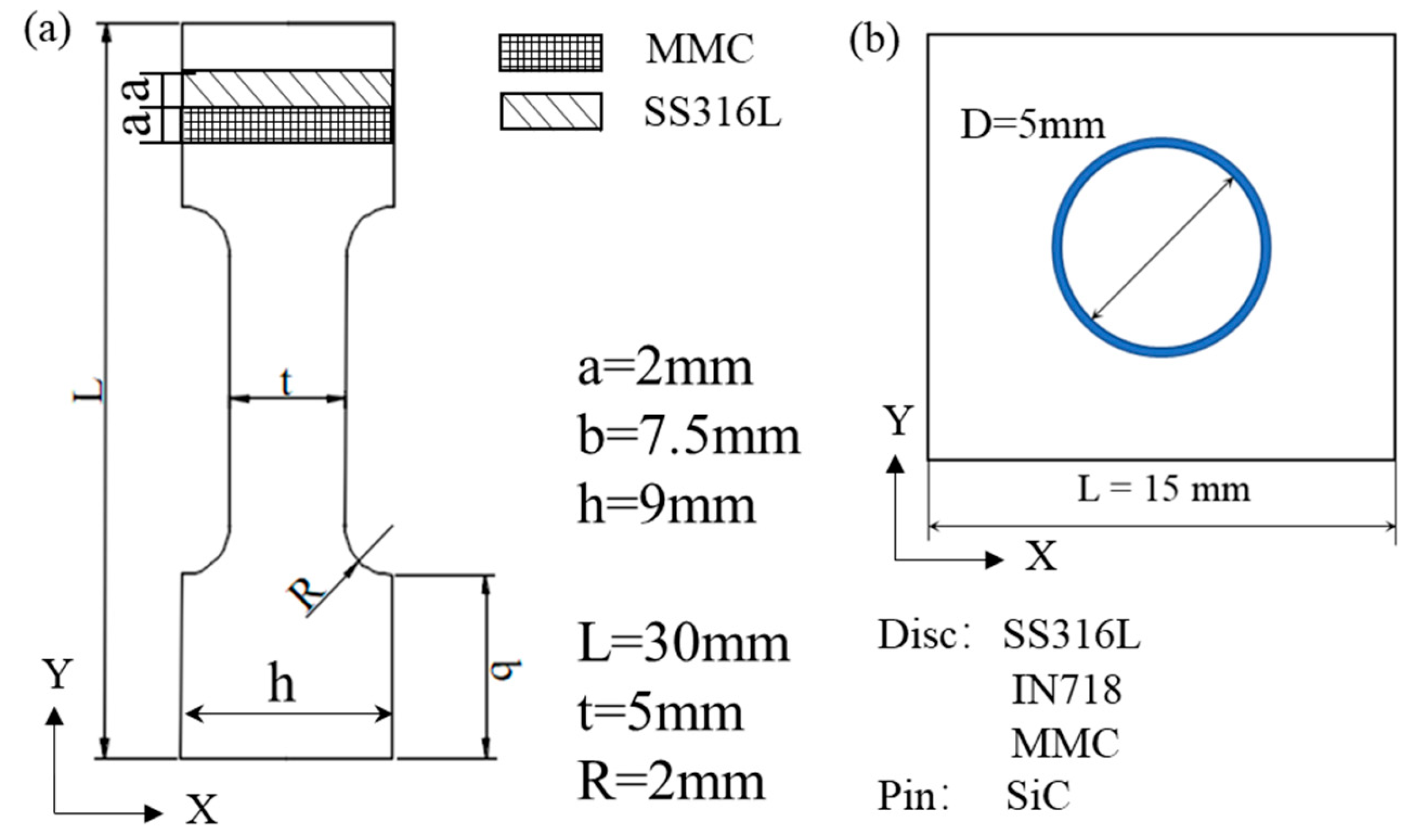
2.1. Preparation of Samples
2.2. Experimental Procedure
3. Results and Discussion
3.1. Microstructures
3.2. Microhardness
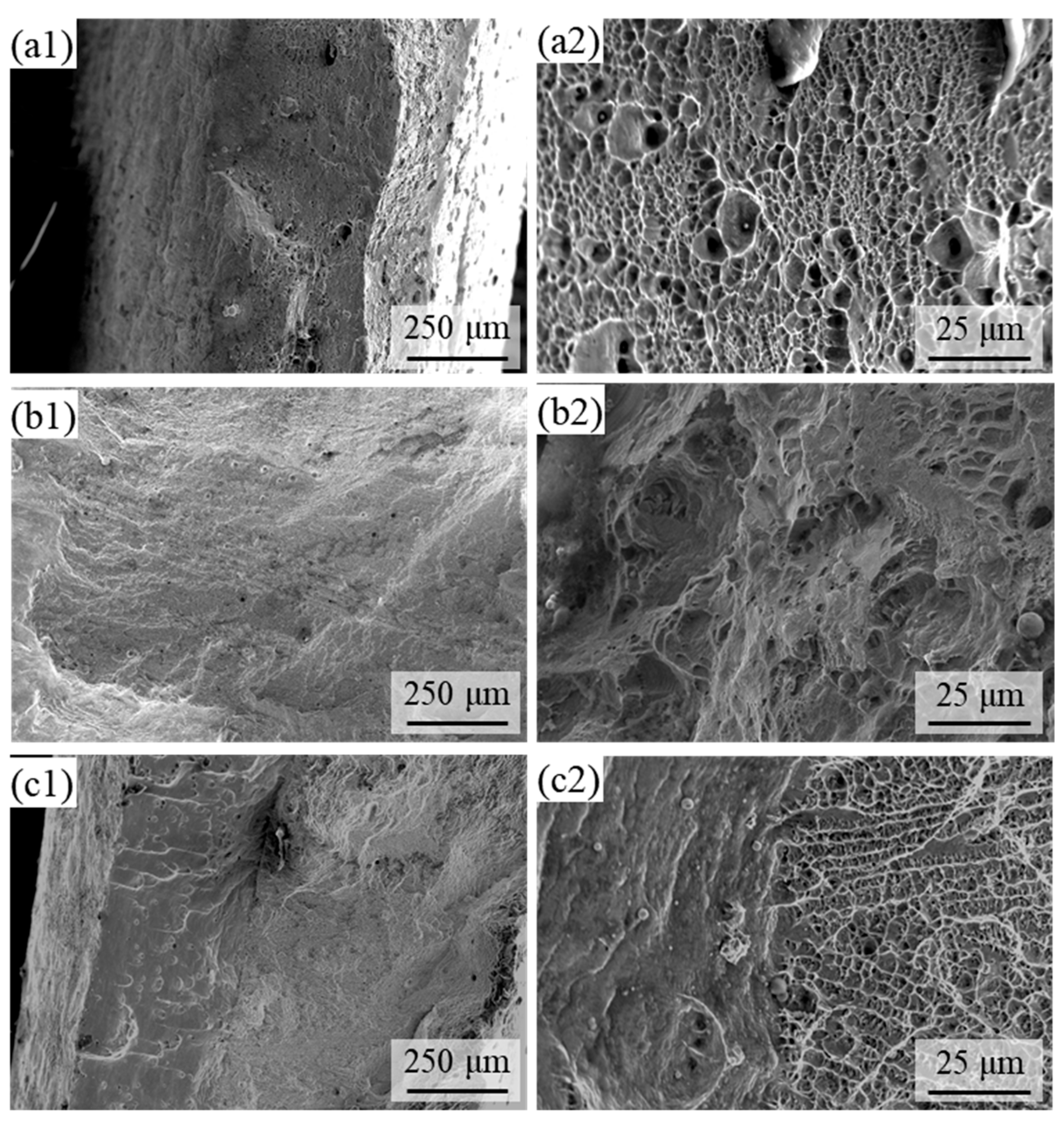
3.3. Tensile Performance
3.4. Friction and Wear Performance
3.5. Discussion
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Xue, A.; Lin, X.; Wang, L.; Lu, X.; Ding, H.; Huang, W. Heat-affected coarsening of β grain in titanium alloy during laser directed energy deposition. Scr. Mater. 2021, 205, 114180. [Google Scholar] [CrossRef]
- Qi, K.; Yang, Y.; Liang, W.; Jin, K.; Xiong, L. Effect of magnetic field on the microstructure and wear properties of TiB2/metal composite layers synthesized in situ by laser cladding on Ti–6Al–4V alloy. Ceram. Int. 2021, 47, 29463–29474. [Google Scholar] [CrossRef]
- Zhang, M.; Li, M.; Wang, S.; Chi, J.; Ren, L.; Fang, M.; Zhou, C. Enhanced wear resistance and new insight into microstructure evolution of in-situ (Ti, Nb)C reinforced 316 L stainless steel matrix prepared via laser cladding. Opt. Lasers Eng. 2020, 128, 106043. [Google Scholar] [CrossRef]
- Li, P.; Zhou, J.; Li, L.; Gong, Y.; Lu, J.; Meng, X. Influence of depositing sequence and materials on interfacial characteristics and mechanical properties of laminated composites. Mater. Sci. Eng. A 2021, 827, 142092. [Google Scholar] [CrossRef]
- Pfeiffer, S.; Florio, K.; Puccio, D.; Grasso, M.; Colosimo, B.M.; Aneziris, C.G.; Wegener, K.; Graule, T. Direct laser additive manufacturing of high performance oxide ceramics: A state-of-the-art review. J. Eur. Ceram. Soc. 2021, 41, 6087–6114. [Google Scholar] [CrossRef]
- Dilberoglu, U.M.; Gharehpapagh, B.; Yaman, U.; Dolen, M. The role of additive manufacturing in the era of industry 4.0. Procedia Manuf. 2017, 11, 545–554. [Google Scholar] [CrossRef]
- Stojanovic, B.; Glisovic, J. Application of Ceramic Matrix Composite in Automotive Industry; Elsevier Ltd.: Amsterdam, The Netherlands, 2021; Volume 2, ISBN 9780128197318. [Google Scholar]
- Wang, Z.; Lin, T.; He, X.; Shao, H.; Tang, B.; Qu, X. Fabrication and properties of the TiC reinforced high-strength steel matrix composite. Int. J. Refract. Met. Hard Mater. 2016, 58, 14–21. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, D.; Cong, W. Feasibility study of adding buffer layers for the laser deposition of high-ceramic content (TiB + TiC)–Ti coatings using B4C/Ti powders. Ceram. Int. 2022, 48, 23387–23396. [Google Scholar] [CrossRef]
- Gu, D.; Zhang, H.; Dai, D.; Xia, M.; Hong, C.; Poprawe, R. Laser additive manufacturing of nano-TiC reinforced Ni-based nanocomposites with tailored microstructure and performance. Compos. Part B Eng. 2019, 163, 585–597. [Google Scholar] [CrossRef]
- Cai, Y.; Luo, Z.; Feng, M.; Liu, Z.; Huang, Z.; Zeng, Y. The effect of TiC/Al2O3 composite ceramic reinforcement on tribological behavior of laser cladding Ni60 alloys coatings. Surf. Coat. Technol. 2016, 291, 222–229. [Google Scholar] [CrossRef]
- Li, P.; Yang, Q.; Li, L.; Gong, Y.; Zhou, J.; Lu, J. Microstructure evolution and mechanical properties of in situ synthesized ceramic reinforced 316L / IN718 matrix composites. J. Manuf. Process. 2023, 93, 214–224. [Google Scholar] [CrossRef]
- Li, P.; Liu, J.; Liu, B.; Li, L.; Zhou, J.; Meng, X.; Lu, J. Microstructure and mechanical properties of in-situ synthesized Ti (N, C) strengthen IN718/1040 steel laminate by directed energy deposition. Mater. Sci. Eng. A 2022, 846, 143247. [Google Scholar] [CrossRef]
- Xia, P.; Wu, Y.; Yin, T.; Xie, K.; Tan, Y. Formation mechanism of TiC–Al2O3 ceramic reinforcements and the influence on the property of ZL101 composites. Ceram. Int. 2022, 48, 2577–2584. [Google Scholar] [CrossRef]
- Zhao, Y.; Yu, T.; Guan, C.; Sun, J.; Tan, X. Microstructure and friction coefficient of ceramic (TiC, TiN and B4C) reinforced Ni-based coating by laser cladding. Ceram. Int. 2019, 45, 20824–20836. [Google Scholar] [CrossRef]
- Zhao, Y.; Chen, L.; Sun, J.; Wu, W.; Yu, T. Microstructure evolution and wear resistance of in-situ synthesized (Ti, Nb) C ceramic reinforced Ni204 composite coatings. Ceram. Int. 2022, 48, 17518–17528. [Google Scholar] [CrossRef]
- Sam, M.; Radhika, N. Influence of carbide ceramic reinforcements in improving tribological properties of A333 graded hybrid composites. Def. Technol. 2022, 18, 1107–1123. [Google Scholar] [CrossRef]
- Włodarczyk-Fligier, A.; Dobrzański, L.A.; Adamiak, M. Wear resistance of PM composite materials reinforced with the Ti (C, N) ceramic particles. J. Achiev. Mater. Manuf. Eng. 2008, 30, 147–150. [Google Scholar]
- Solodkyi, I.; Bogomol, I.; Bolbut, V.; Loboda, P.; Kuncser, A.; Vasylkiv, O.; Badica, P. Hierarchical composites of B4C–TiB2 eutectic particles reinforced with Ti. Ceram. Int. 2020, 46, 28132–28144. [Google Scholar] [CrossRef]
- Yang, L.; Yu, T.; Li, M.; Zhao, Y.; Sun, J. Microstructure and wear resistance of in-situ synthesized Ti (C, N) ceramic reinforced Fe-based coating by laser cladding. Ceram. Int. 2018, 44, 22538–22548. [Google Scholar] [CrossRef]
- Yan, G.; Zheng, M.; Ye, Z.; Gu, J.; Li, C.; Wu, C.; Wang, B. In-situ Ti (C, N) reinforced AlCoCrFeNiSi-based high entropy alloy coating with functional gradient double-layer structure fabricated by laser cladding. J. Alloys Compd. 2021, 886, 161252. [Google Scholar] [CrossRef]
- Xi, L.; Ding, K.; Gu, D.; Guo, S.; Cao, M.; Zhuang, J.; Lin, K.; Okulov, I.; Sarac, B.; Eckert, J. Interfacial structure and wear properties of selective laser melted Ti/(TiC + TiN) composites with high content of reinforcements. J. Alloys Compd. 2021, 870, 159436. [Google Scholar] [CrossRef]
- Pazhouhanfar, Y.; Namini, A.S.; Delbari, S.A.; Nguyen, T.P.; Van Le, Q.; Shaddel, S.; Pazhouhanfar, M.; Shokouhimehr, M.; Asl, M.S. Microstructural and mechanical characterization of spark plasma sintered TiC ceramics with TiN additive. Ceram. Int. 2020, 46, 18924–18932. [Google Scholar] [CrossRef]
- Yang, H.-Y.; Wang, Z.; Chen, L.-Y.; Shu, S.-L.; Qiu, F.; Zhang, L.-C. Interface formation and bonding control in high-volume-fraction (TiC + TiB2)/Al composites and their roles in enhancing properties. Compos. Part B Eng. 2021, 209, 108605. [Google Scholar] [CrossRef]
- Wang, M.; Cui, H.; Wei, N.; Ding, L.; Zhang, X.; Zhao, Y.; Wang, C.; Song, Q. A new design of in situ Ti (C, N) reinforced composite coatings and their microstructures, interfaces, and wear resistances. ACS Appl. Mater. Interfaces 2018, 10, 4250–4265. [Google Scholar] [CrossRef]
- Liu, L.; Li, Y.; Zhang, H.; Cheng, X.; Fan, Q.; Mu, X.; Guo, S. Good strength-plasticity compatibility in graphene nanoplatelets/Ti composites by strengthening the interface bonding via in-situ formed TiB whisker. Ceram. Int. 2021, 47, 4338–4343. [Google Scholar] [CrossRef]
- Tan, H.; Luo, Z.; Li, Y.; Yan, F.; Duan, R. Microstructure and wear resistance of Al2O3–M7C3/Fe composite coatings produced by laser controlled reactive synthesis. Opt. Laser Technol. 2015, 68, 11–17. [Google Scholar] [CrossRef]
- AlMangour, B.; Kim, Y.K.; Grzesiak, D.; Lee, K.A. Novel TiB2-reinforced 316L stainless steel nanocomposites with excellent room- and high-temperature yield strength developed by additive manufacturing. Compos. Part B Eng. 2019, 156, 51–63. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Yang, J.M. Selective laser melting of TiB2/316L stainless steel composites: The roles of powder preparation and hot isostatic pressing post-treatment. Powder Technol. 2017, 309, 37–48. [Google Scholar] [CrossRef]
- Das, A.; Yadav, V.; AlMangour, B.; Prasad, H.C.; Sathish, N.; Ashiq, M.; Srivastava, A.K. Additive manufacturing of graphene reinforced 316L stainless steel composites with tailored microstructure and mechanical properties. Mater. Chem. Phys. 2023, 303, 127826. [Google Scholar] [CrossRef]
- Li, B.; Wang, T.; Li, P.; Wang, S.; Wang, L. Selective laser melting of 316L stainless steel: Influence of Co-cr-mo-w addition on corrosion resistance. Metals 2021, 11, 597. [Google Scholar] [CrossRef]
- AlMangour, B.; Baek, M.S.; Grzesiak, D.; Lee, K.A. Strengthening of stainless steel by titanium carbide addition and grain refinement during selective laser melting. Mater. Sci. Eng. A 2018, 712, 812–818. [Google Scholar] [CrossRef]
- Zhao, Z.; Li, J.; Bai, P.; Qu, H.; Liang, M.; Liao, H.; Wu, L.; Huo, P.; Liu, H.; Zhang, J. Microstructure and mechanical properties of tic-reinforced 316l stainless steel composites fabricated using selective laser melting. Metals 2019, 9, 267. [Google Scholar] [CrossRef]
- Salman, O.; Funk, A.; Waske, A.; Eckert, J.; Scudino, S. Additive Manufacturing of a 316L Steel Matrix Composite Reinforced with CeO2 Particles: Process Optimization by Adjusting the Laser Scanning Speed. Technologies 2018, 6, 25. [Google Scholar] [CrossRef]
- AlMangour, B.; Grzesiak, D.; Borkar, T.; Yang, J.M. Densification behavior, microstructural evolution, and mechanical properties of TiC/316L stainless steel nanocomposites fabricated by selective laser melting. Mater. Des. 2018, 138, 119–128. [Google Scholar] [CrossRef]
- Riquelme, A.; Sánchez de Rojas Candela, C.; Rodrigo, P.; Rams, J. Influence of process parameters in additive manufacturing of highly reinforced 316L/SiCp composites. J. Mater. Process. Technol. 2022, 299, 117325. [Google Scholar] [CrossRef]
- Almangour, B.; Grzesiak, D.; Yang, J.M. Rapid fabrication of bulk-form TiB2/316L stainless steel nanocomposites with novel reinforcement architecture and improved performance by selective laser melting. J. Alloys Compd. 2016, 680, 480–493. [Google Scholar] [CrossRef]
- Ning, J.; Lan, Q.; Zhu, L.; Xu, L.; Yang, Z.; Xu, P.; Xue, P.; Xin, B. Microstructure and mechanical properties of SiC-reinforced Inconel 718 composites fabricated by laser cladding. Surf. Coat. Technol. 2023, 463, 129514. [Google Scholar] [CrossRef]
- Meng, G.; Zhu, L.; Zhang, J.; Yang, Z.; Xue, P. Statistical analysis and multi-objective process optimization of laser cladding TiC-Inconel718 composite coating. Optik 2021, 240, 166828. [Google Scholar] [CrossRef]
- Zhang, J.; Meng, G.; Zhu, L.; Yang, Z.; Xue, P.; Xu, P. Formation mechanism and mechanical properties of TiC reinforced Inconel 718 composite coatings by laser cladding on H13 steel. Int. J. Adv. Manuf. Technol. 2022, 121, 3597–3611. [Google Scholar] [CrossRef]
- Hong, C.; Gu, D.; Dai, D.; Gasser, A.; Weisheit, A.; Kelbassa, I.; Zhong, M.; Poprawe, R. Laser metal deposition of TiC/Inconel 718 composites with tailored interfacial microstructures. Opt. Laser Technol. 2013, 54, 98–109. [Google Scholar] [CrossRef]
- He, S.; Park, S.; Shim, D.S.; Yao, C.; Zhang, W.J. Study on microstructure and abrasive behaviors of inconel 718-WC composite coating fabricated by laser directed energy deposition. J. Mater. Res. Technol. 2022, 21, 2926–2946. [Google Scholar] [CrossRef]
- Wang, Y.; Shi, J. Effect of post heat treatment on the microstructure and tensile properties of nano TiC particulate reinforced inconel 718 by selective laser melting. J. Manuf. Sci. Eng. Trans. 2020, 142, 051004. [Google Scholar] [CrossRef]
- Tang, B.; Tan, Y.; Zhang, Z.; Xu, T.; Sun, Z.; Li, X. Effects of process parameters on geometrical characteristics, microstructure and tribological properties of TiB2 reinforced inconel 718 alloy composite coatings by laser cladding. Coatings 2020, 10, 76. [Google Scholar] [CrossRef]
- Sun, X.; Ren, X.; Qiang, W.; Feng, Y.; Zhao, X.; Huang, B. Microstructure and properties of Inconel 718 matrix composite coatings reinforced with submicron TiC particles prepared by laser cladding. Appl. Surf. Sci. 2023, 637, 157920. [Google Scholar] [CrossRef]
- Zhang, T.; Zhou, J.; Wang, J.; Meng, X.; Li, P.; Huang, S.; Zhu, H. Effect of hybrid ultrasonic-electromagnetic field on cracks and microstructure of Inconel 718/60% WC composites coating fabricated by laser cladding. Ceram. Int. 2022, 48, 33901–33913. [Google Scholar] [CrossRef]
- Vasudev, H.; Thakur, L.; Singh, H.; Bansal, A. Effect of addition of Al2O3 on the high-temperature solid particle erosion behaviour of HVOF sprayed Inconel-718 coatings. Mater. Today Commun. 2022, 30, 103017. [Google Scholar] [CrossRef]
- Singh, R.; Kumar, D.; Mishra, S.K.; Tiwari, S.K. Laser cladding of Stellite 6 on stainless steel to enhance solid particle erosion and cavitation resistance. Surf. Coat. Technol. 2014, 251, 87–97. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Ceramics and Content | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Microhardness (HV) | Friction Coefficient | Ref. |
|---|---|---|---|---|---|---|
| SS316L | (Ti, Nb)C-5 wt% | / | / | 370 | 0.46 | [3] |
| SS316L | TiB2-5 vol% | 827.5 ± 17.0 | / | / | / | [28] |
| TiB2-10 vol% | 980.9 ± 10.9 | / | / | / | ||
| SS316L | TiB2-15 vol% | / | / | 310 | 0.992 | [29] |
| SS316L | Graphene | 473 | 555 | 242 | / | [30] |
| Graphene | 278 | 592 | 235 | / | ||
| Graphene | 601 | 1165 | 223 | / | ||
| SS316L | CoCrMoW-10 wt% | 784.09 | / | / | / | [31] |
| SS316L | Micro TiC | 703.2 | / | / | / | [32] |
| Nano TiC | 811.5 | / | / | / | ||
| SS316L | TiC-2 wt% | / | / | 335.2 | 0.123 | [33] |
| TiC-4 wt% | / | / | 321.5 | 0.401 | ||
| SS316L | CeO2-5 vol% | 412 ± 7 | / | / | / | [34] |
| SS316L | TiC | 925 | / | / | / | [35] |
| SS316L | SiC-40 wt% | / | / | 1085 ± 64 | / | [36] |
| SS316L | Ti-5 vol% | / | 695.2 ± 33 | 242.0 | 0.721 | [12] |
| Ti-10 vol% | / | 717.9 ± 74 | 629.6 | 0.688 | ||
| SS316L | TiB2-5 vol% | / | / | 320 | 0.705 | [37] |
| TiB2-10 vol% | / | / | 600 | 0.595 | ||
| TiB2-15 vol% | / | / | 611 | 0.441 | ||
| IN718 | WC-25 wt% | / | / | 393.2 | 0.56~0.47 | [38] |
| IN718 | TiC-5 wt% | / | / | / | 0.5~0.6 | [39] |
| IN718 | TiC-5 wt% | / | / | 310 | 0.7~0.8 | [40] |
| IN718 | TiC | / | / | 380~453 | 0.6~0.8 | [41] |
| IN718 | WC | / | / | 350 | 0.532~0.593 | [42] |
| IN718 | TiC | / | 1370 | / | / | [43] |
| IN718 | TiB2 | / | / | 325~461 | 0.37~0.49 | [44] |
| IN718 | TiC-0~50 wt% | / | / | 295~737 | 0.17~0.42 | [45] |
| IN718 | WC-60 wt% | / | / | 635.1 | / | [46] |
| IN718 | Al2O3-10~30 wt% | / | / | 600~801 | / | [47] |
| IN718 | 5% (75% Cr2O3 + TiO2) | 440 | 783 | 244 | 0.511 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Q.; Xu, Z.; Li, L.; Li, P. Microstructure and Performance Research on Ceramic-Enhanced Inconel 718 Matrix Composite Using Laser Additive Manufacturing. Metals 2023, 13, 1525. https://doi.org/10.3390/met13091525
Yang Q, Xu Z, Li L, Li P. Microstructure and Performance Research on Ceramic-Enhanced Inconel 718 Matrix Composite Using Laser Additive Manufacturing. Metals. 2023; 13(9):1525. https://doi.org/10.3390/met13091525
Chicago/Turabian StyleYang, Qingtao, Zewei Xu, Liangliang Li, and Pengfei Li. 2023. "Microstructure and Performance Research on Ceramic-Enhanced Inconel 718 Matrix Composite Using Laser Additive Manufacturing" Metals 13, no. 9: 1525. https://doi.org/10.3390/met13091525