
Structure and Properties Evolution of AZhK Superalloy Prepared by Laser Powder Bed Fusion Combined with Hot Isostatic Pressing and Heat Treatment
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
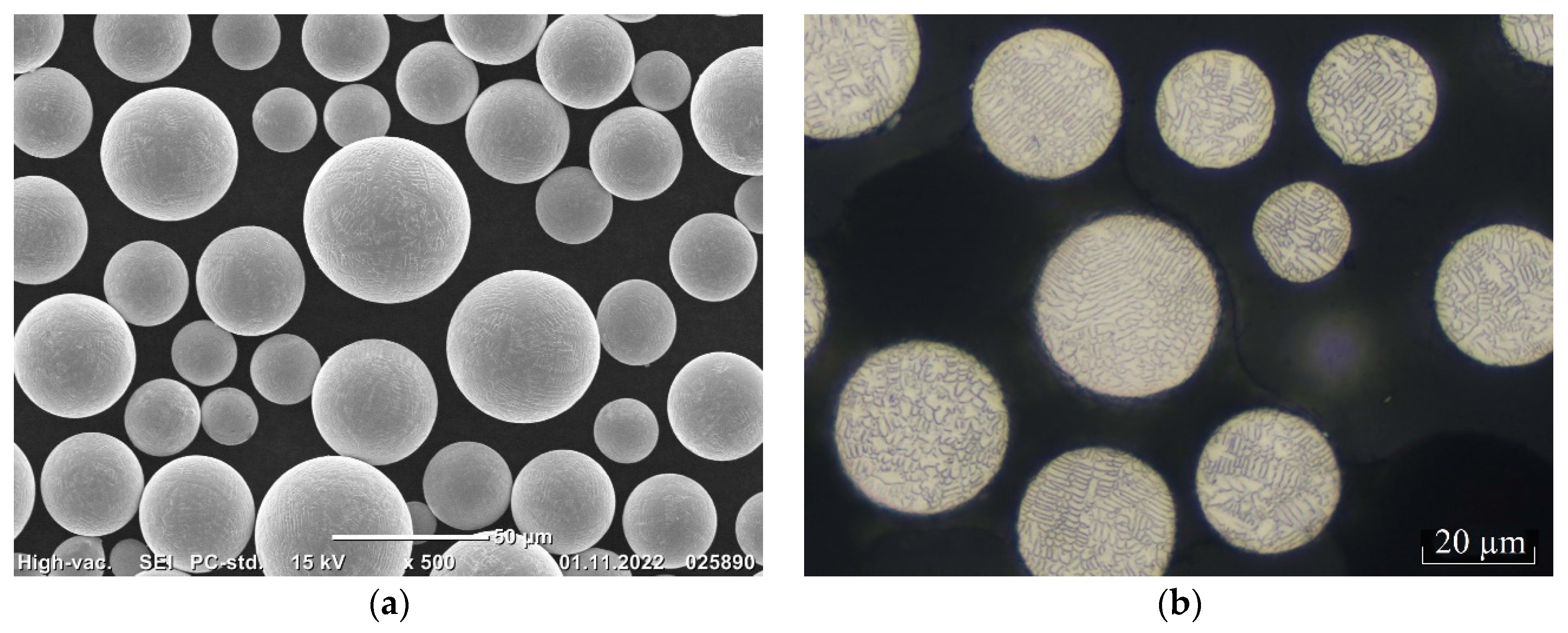
2.1. Starting Materials
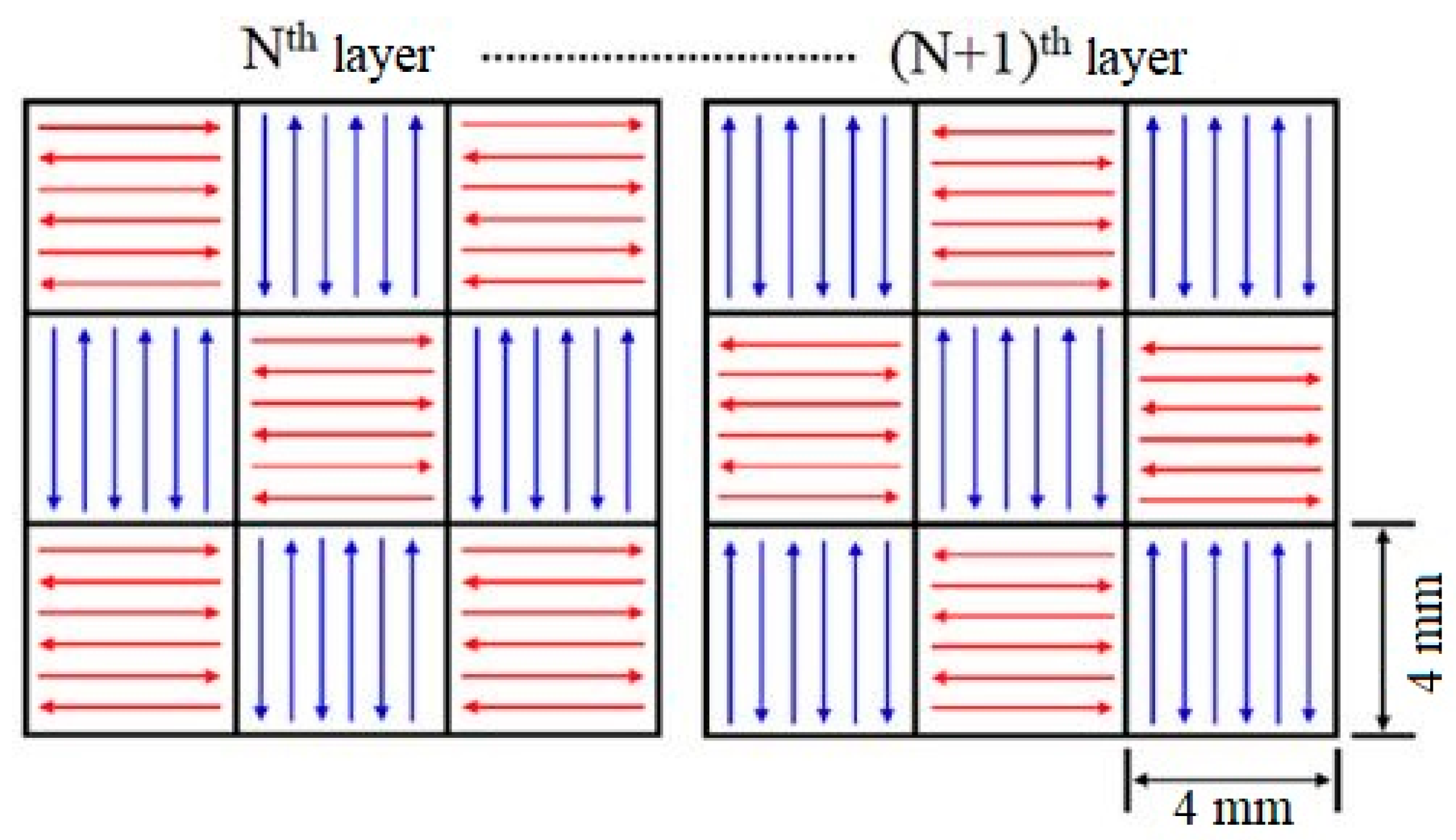
2.2. The LPBF Process
2.3. Post-Treatment
2.4. Characterization
3. Results and Discussion
3.1. The Structural Features of the LPBF Samples
3.2. The Structural Features of the LPBF Samples after HIP
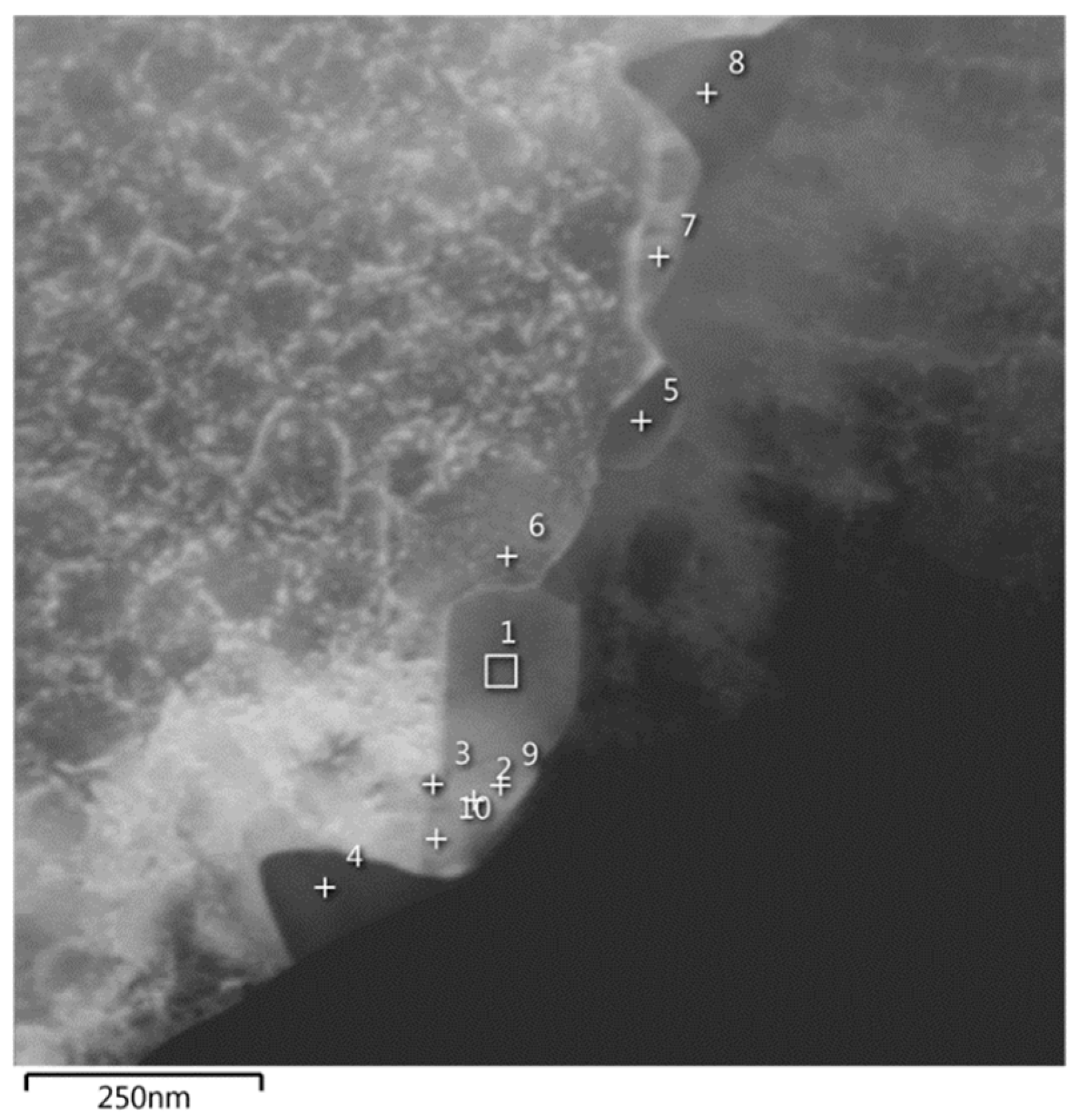
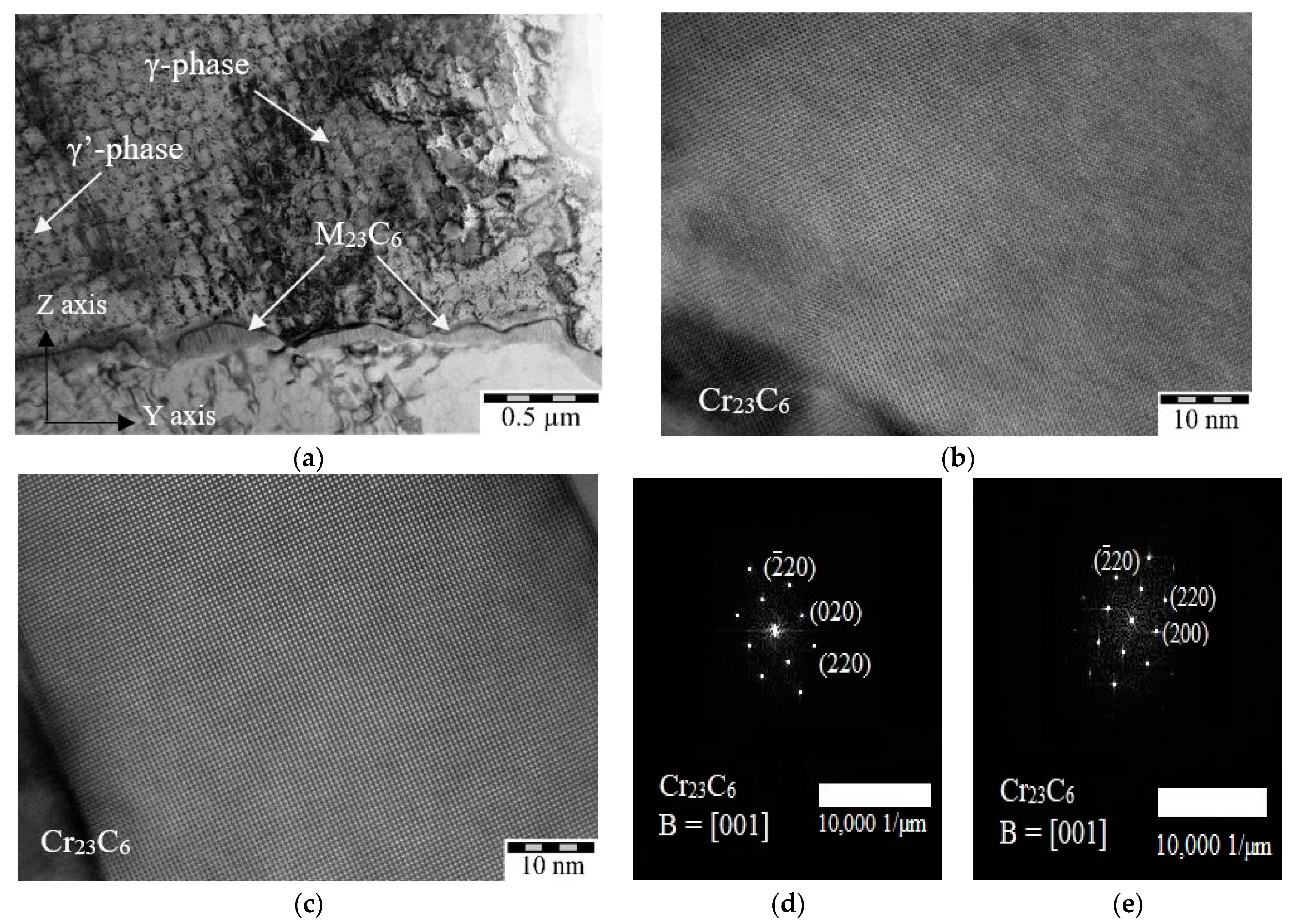
3.3. The Structural Features of the LPBF Samples after HIP and HT
3.4. Hardness of LPBF Samples after HIP and HT
3.5. Tensile Strength of the LPBF Samples after HIP and HT
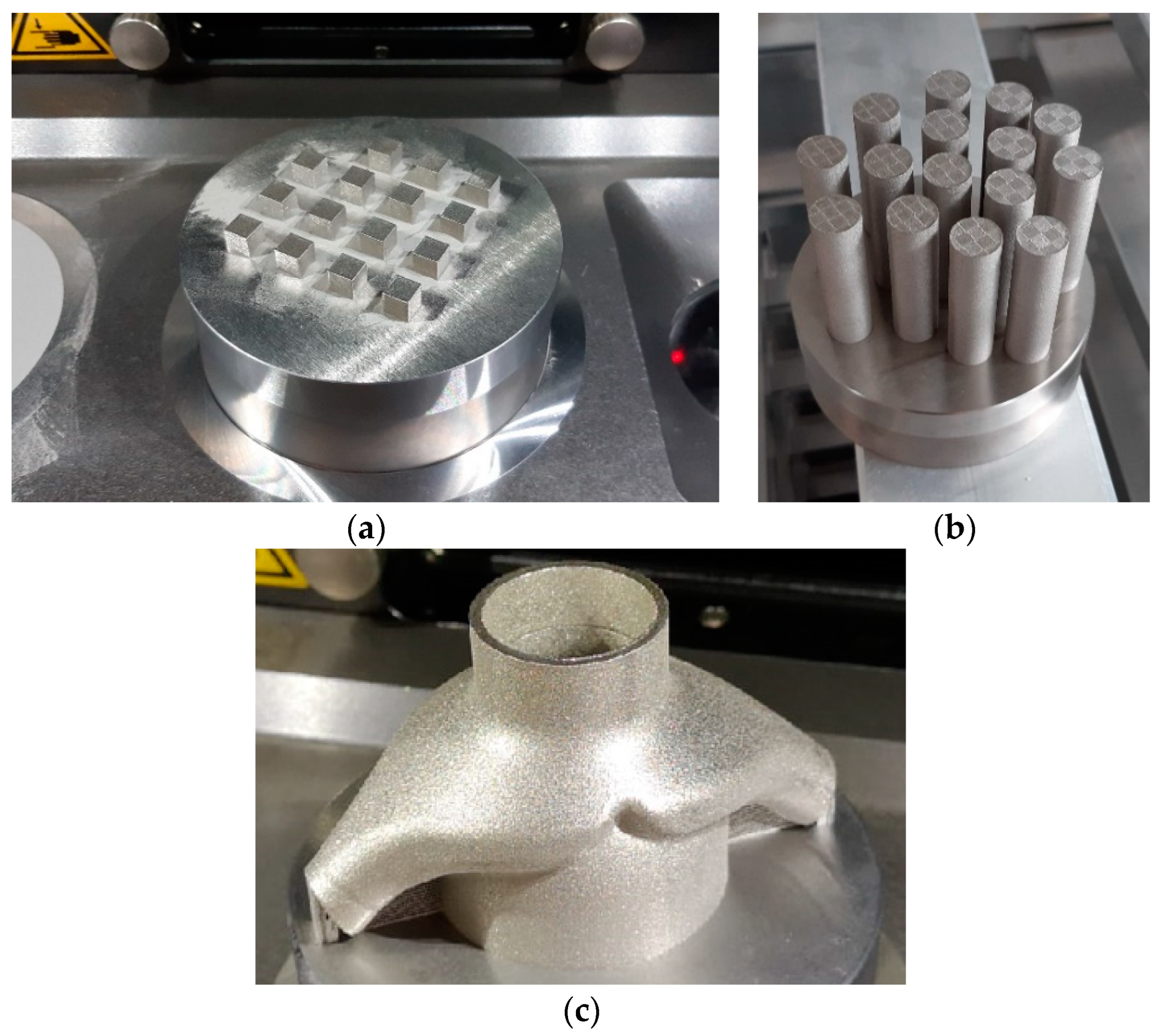
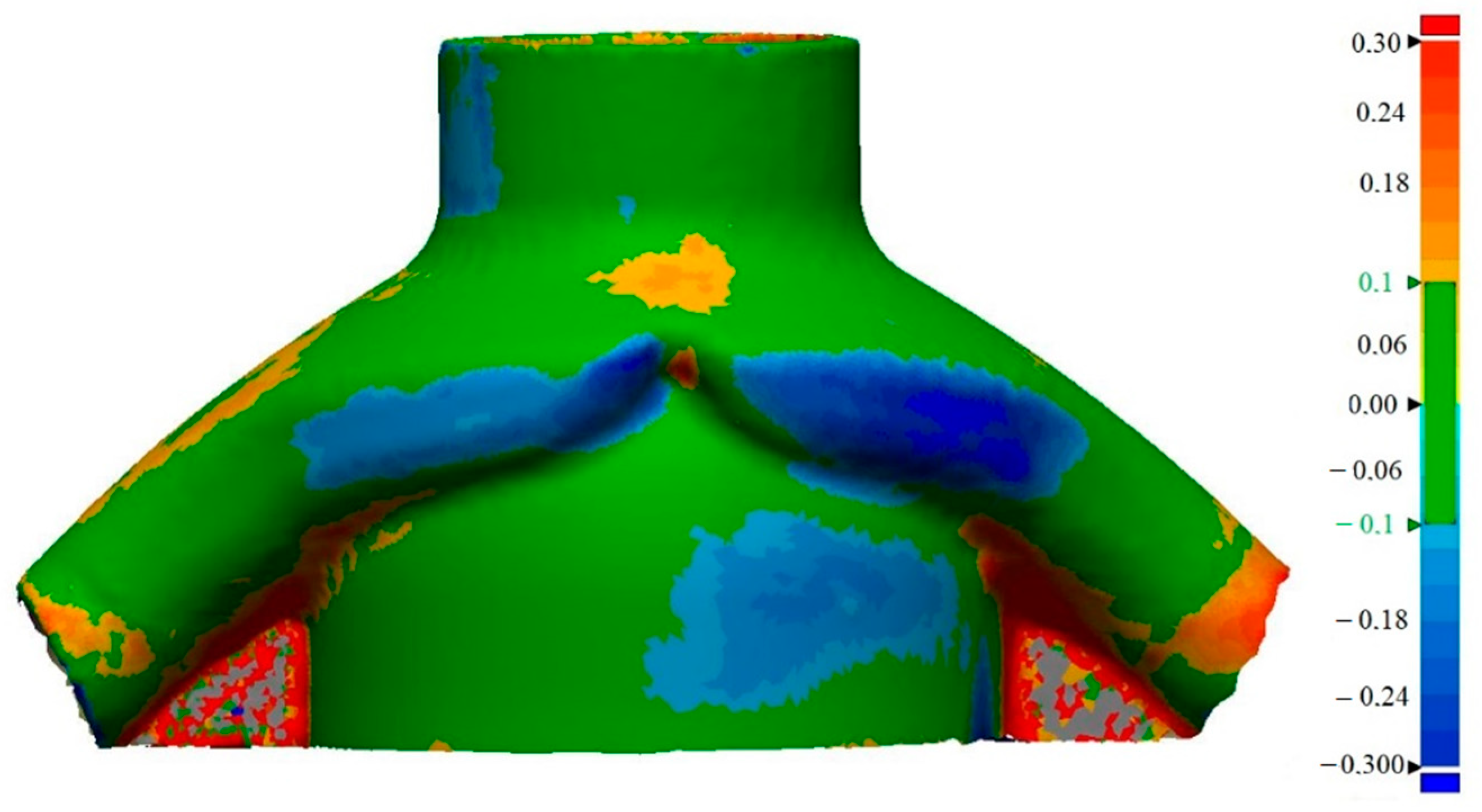
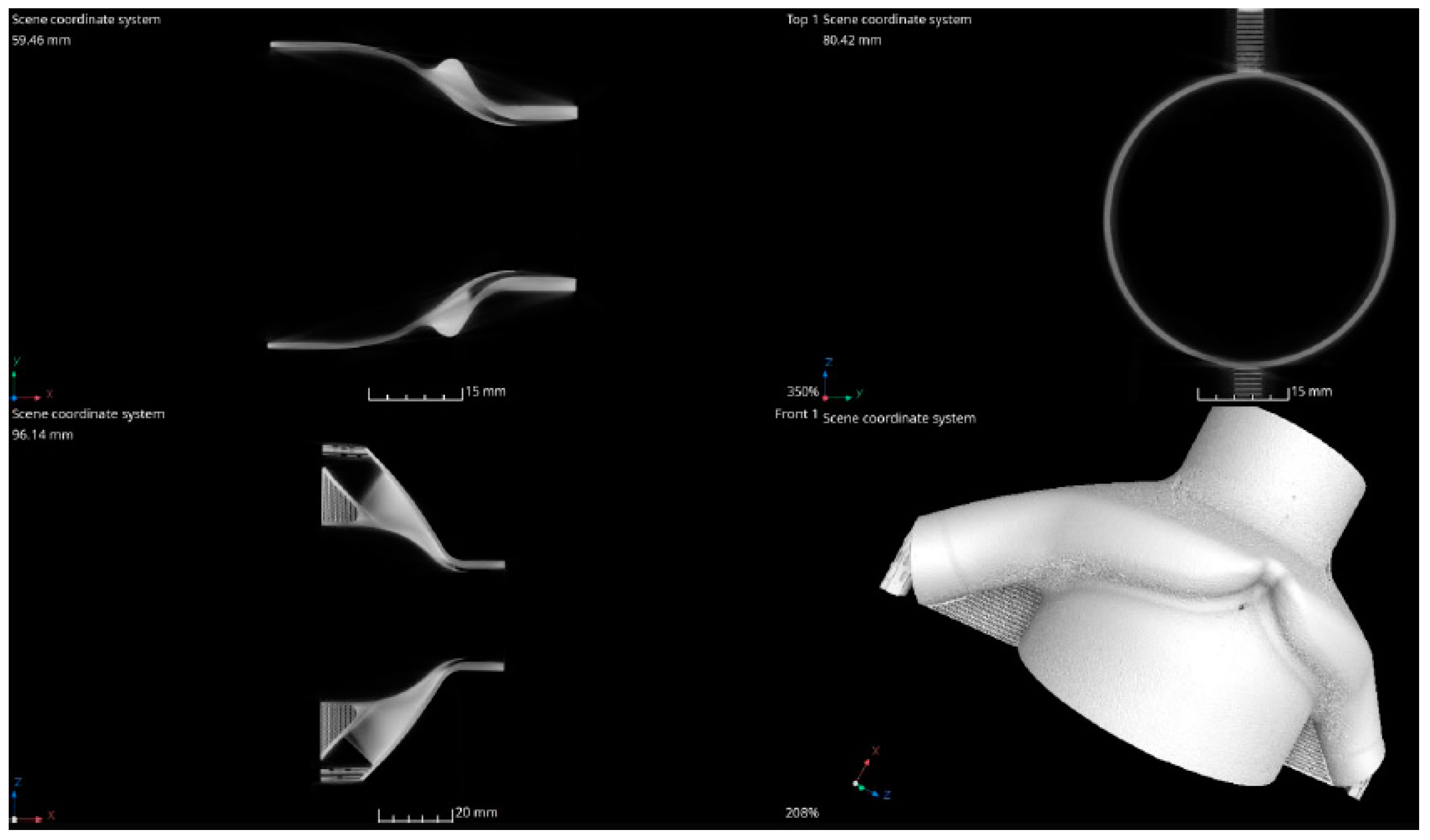
3.6. Fabrication of the Ejector-Type Detail from the AZhK Alloy
4. Conclusions
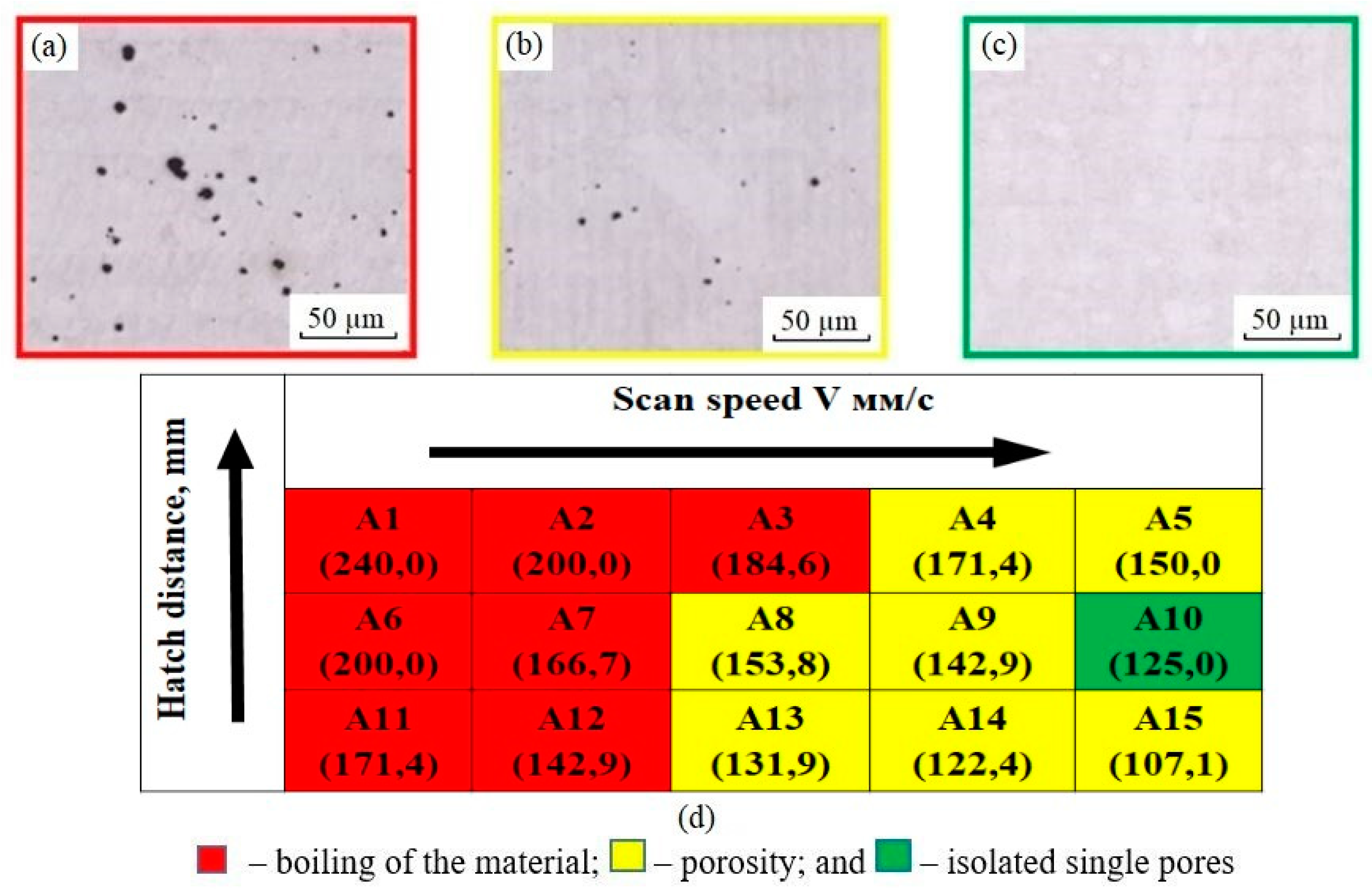
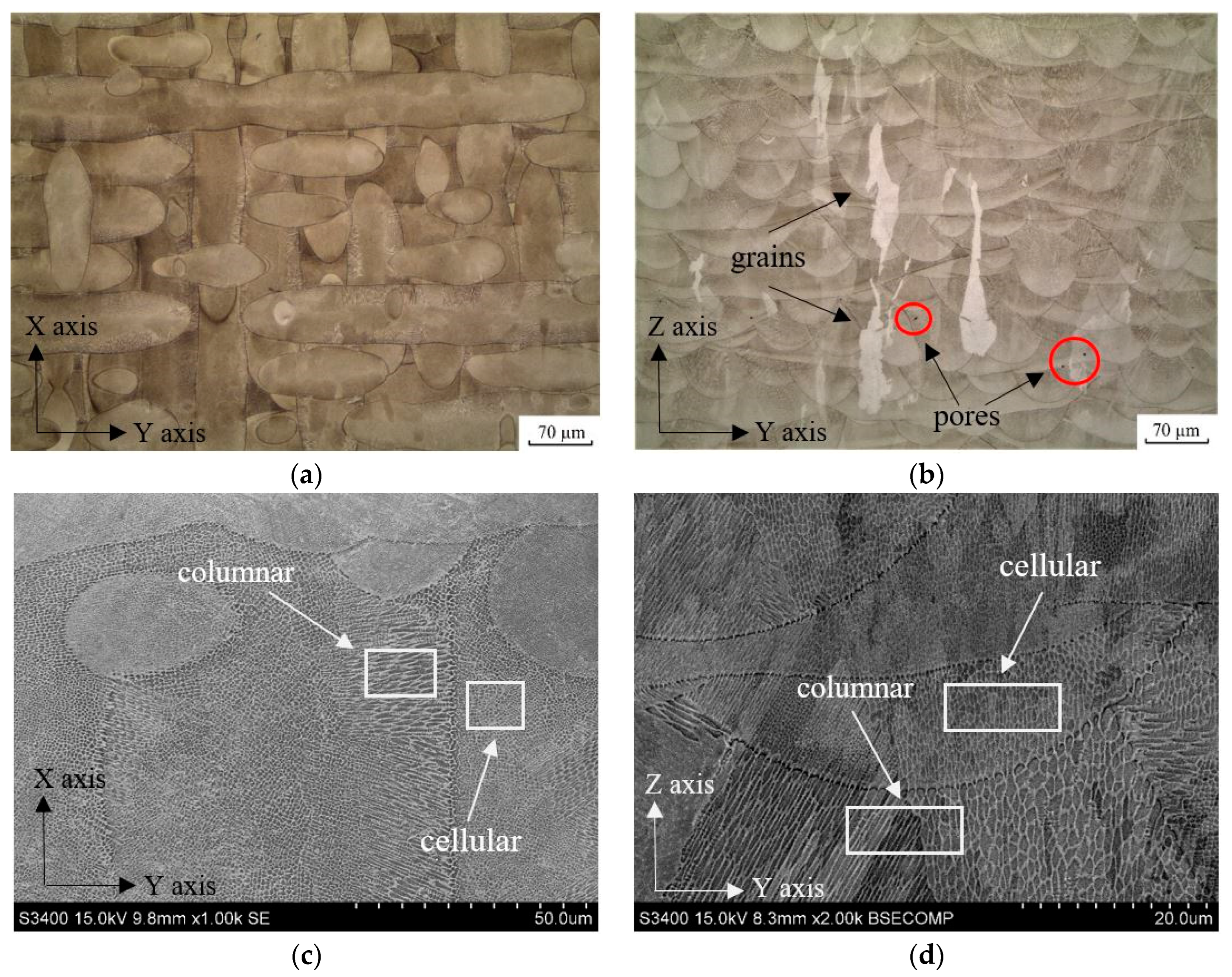
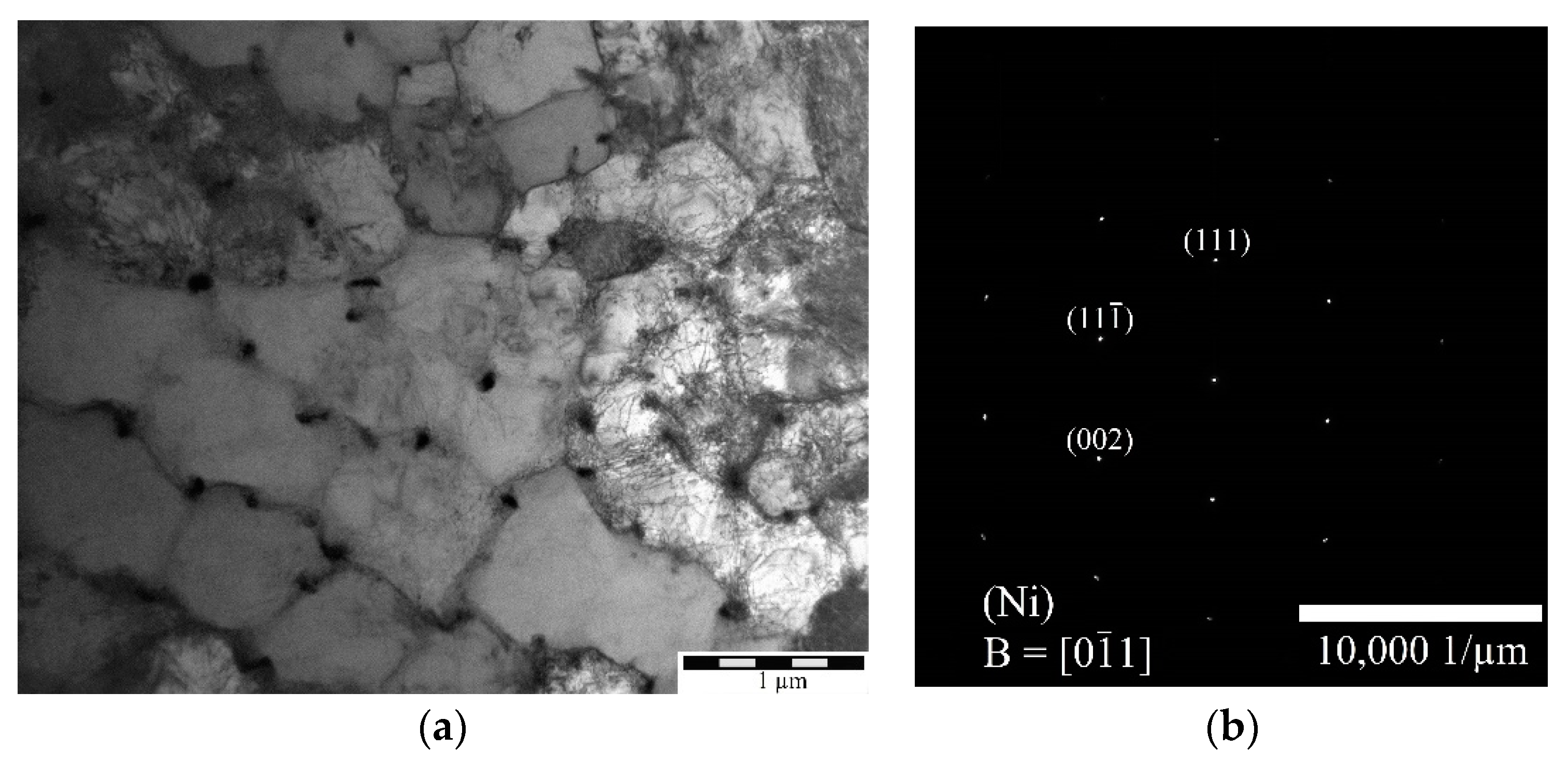
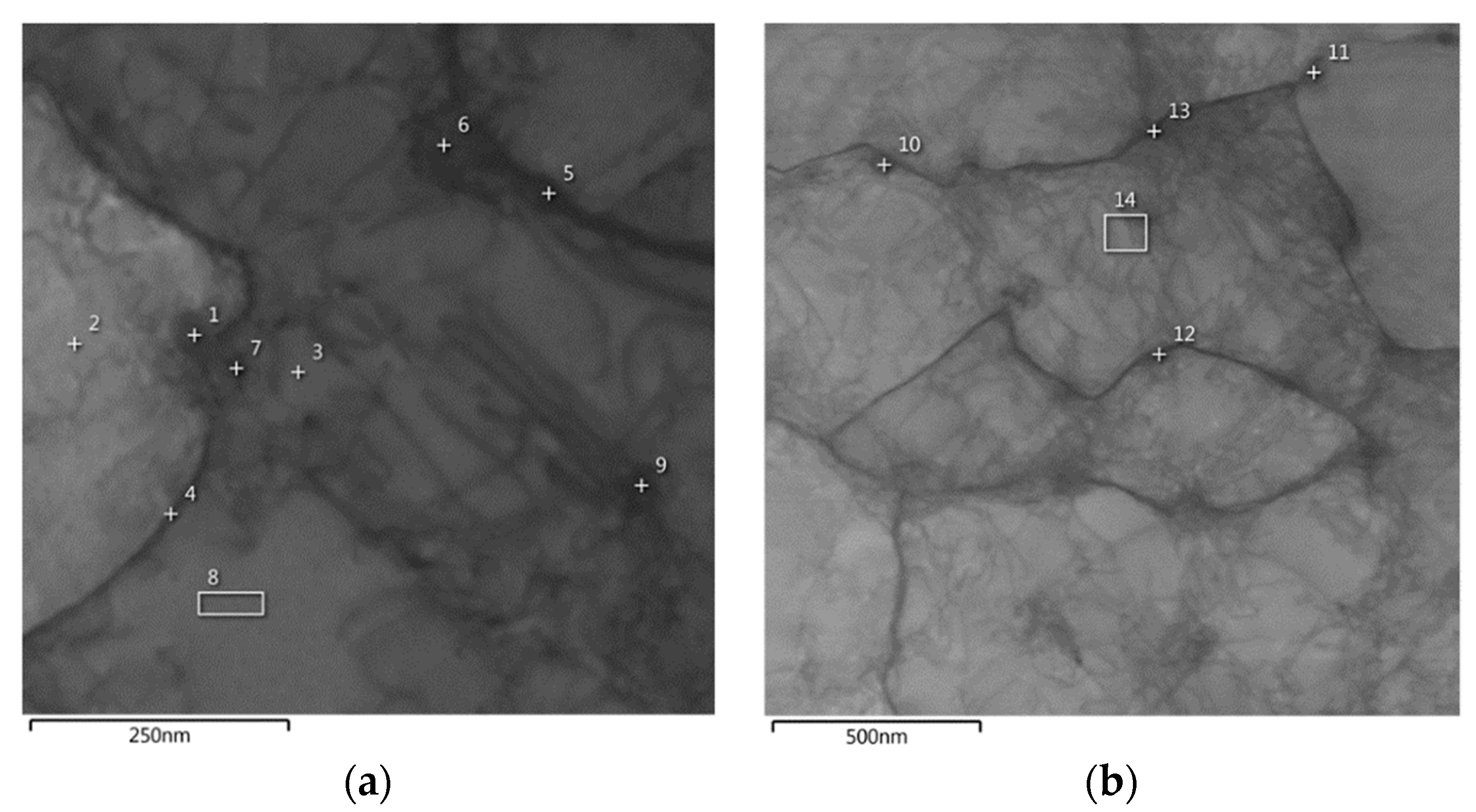
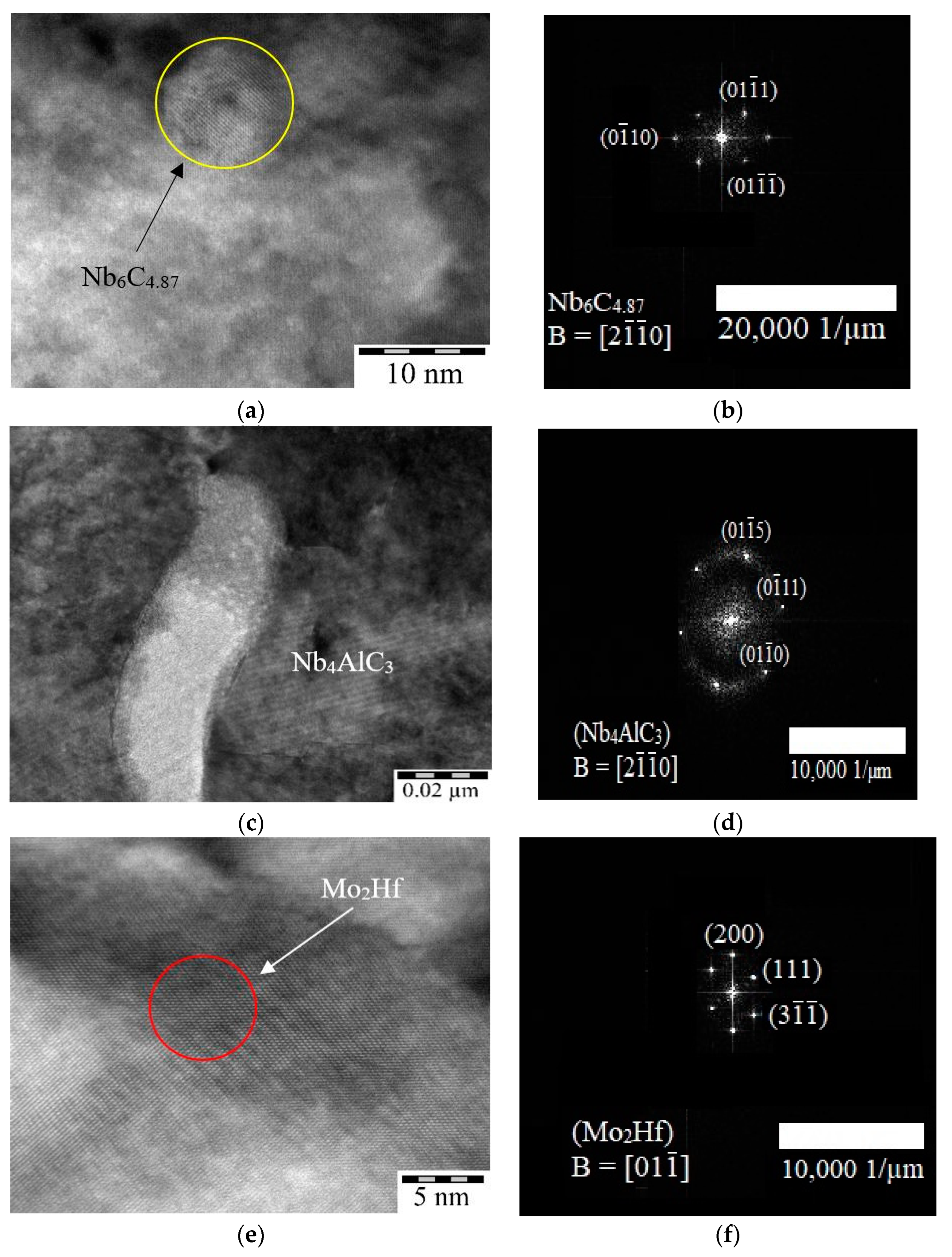
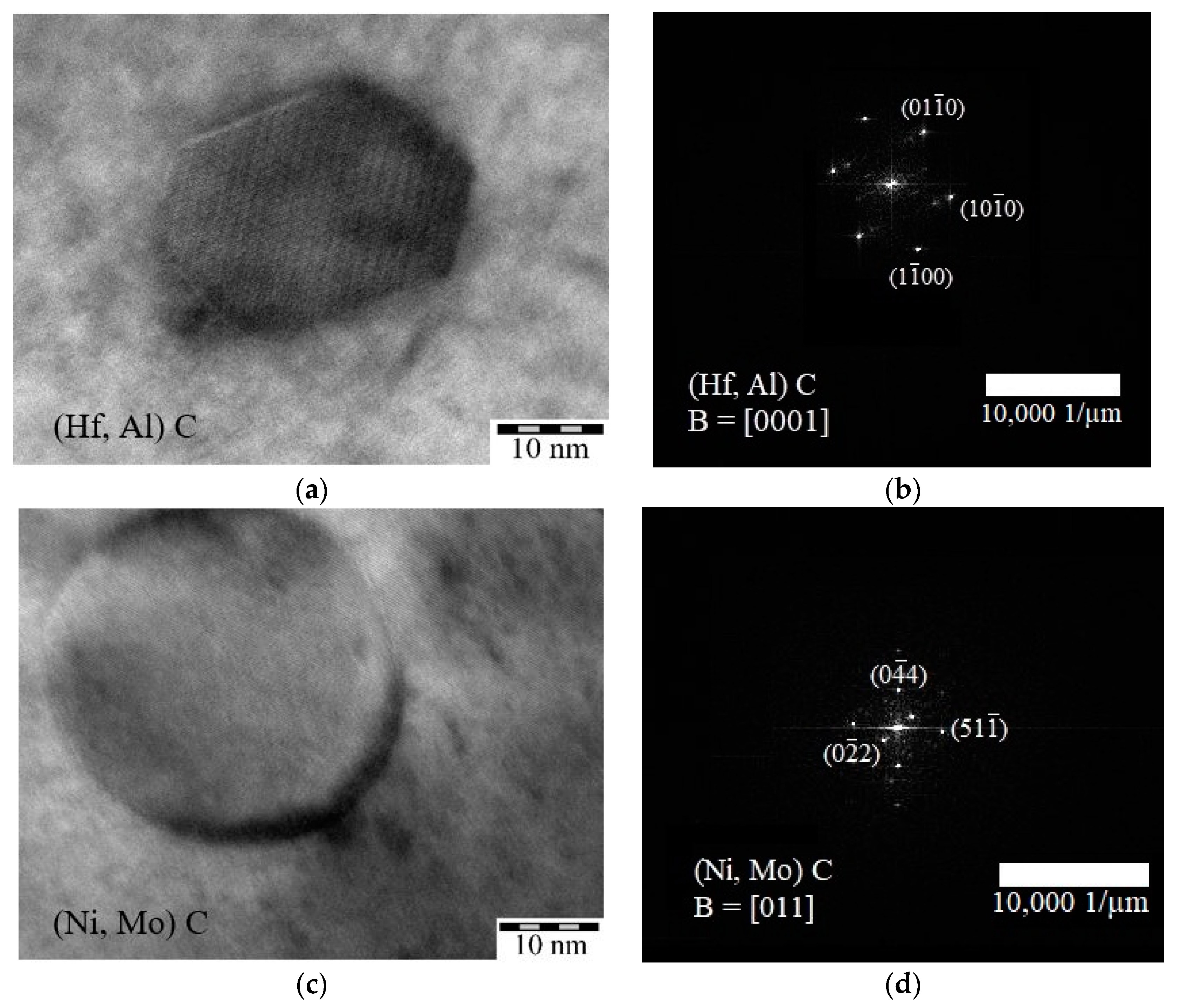
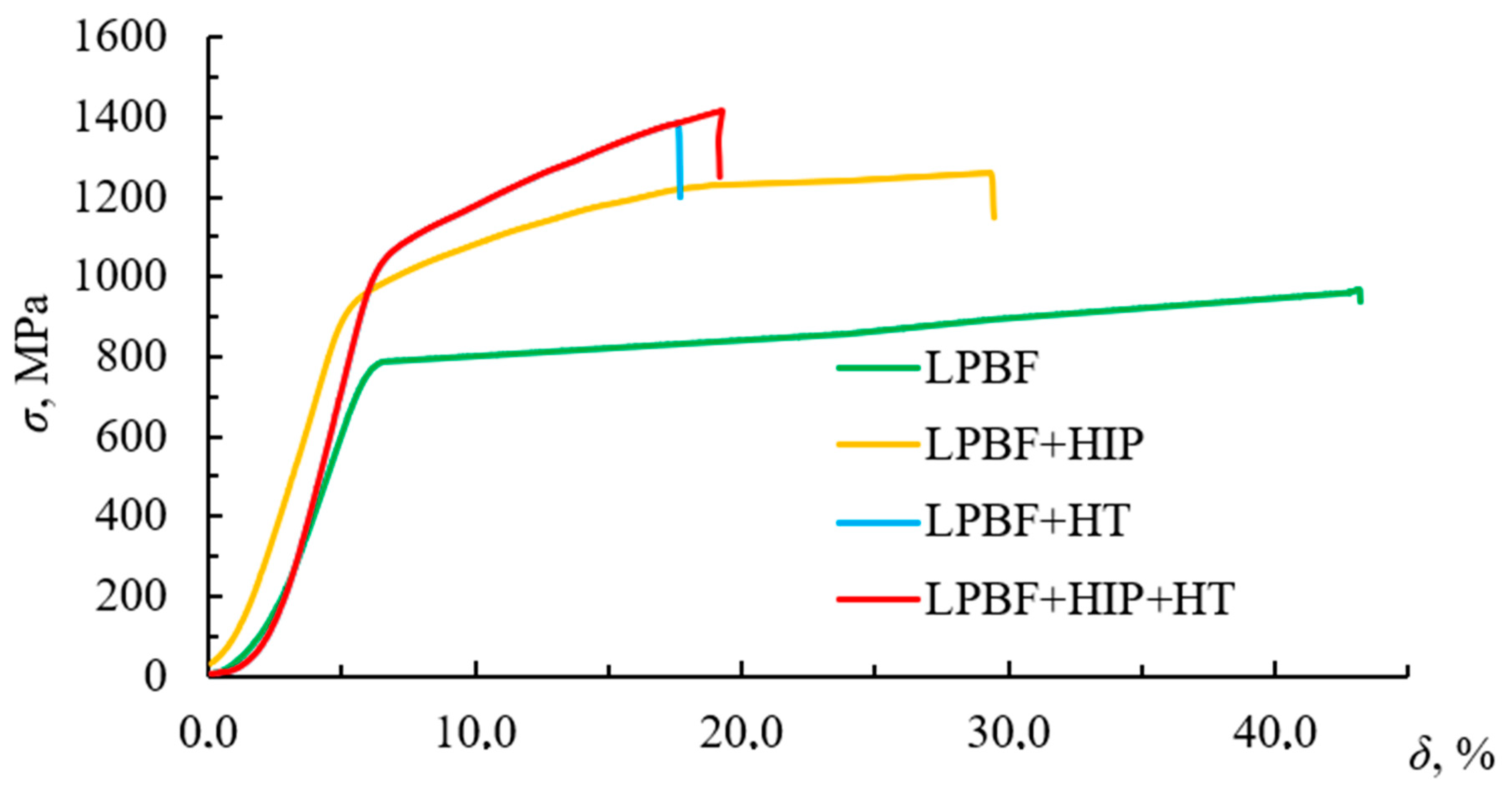
- The optimal E2 mode of LPBF for the AZhK alloy (E = 125.0 J/mm3) has been identified, ensuring attainment of a residual porosity of 0.02%. The macrostructure of the LPBF samples consisted of columnar grains oriented in the direction of predominant heat dissipation, perpendicular to the build plane. At the microlevel, the structure was represented by colonies of columnar dendrites. The Nb4AlC3 and Nb6C4 carbide phases as well as the Mo2Hf Laves phase were precipitated in the interdendritic region as a result of dopant segregation. The low strength of the LPBF samples manufactured from the AZhK alloy (σ = 967 ± 10 MPa) was related to the absence of strengthening γ′-phase particles and stable carbides.
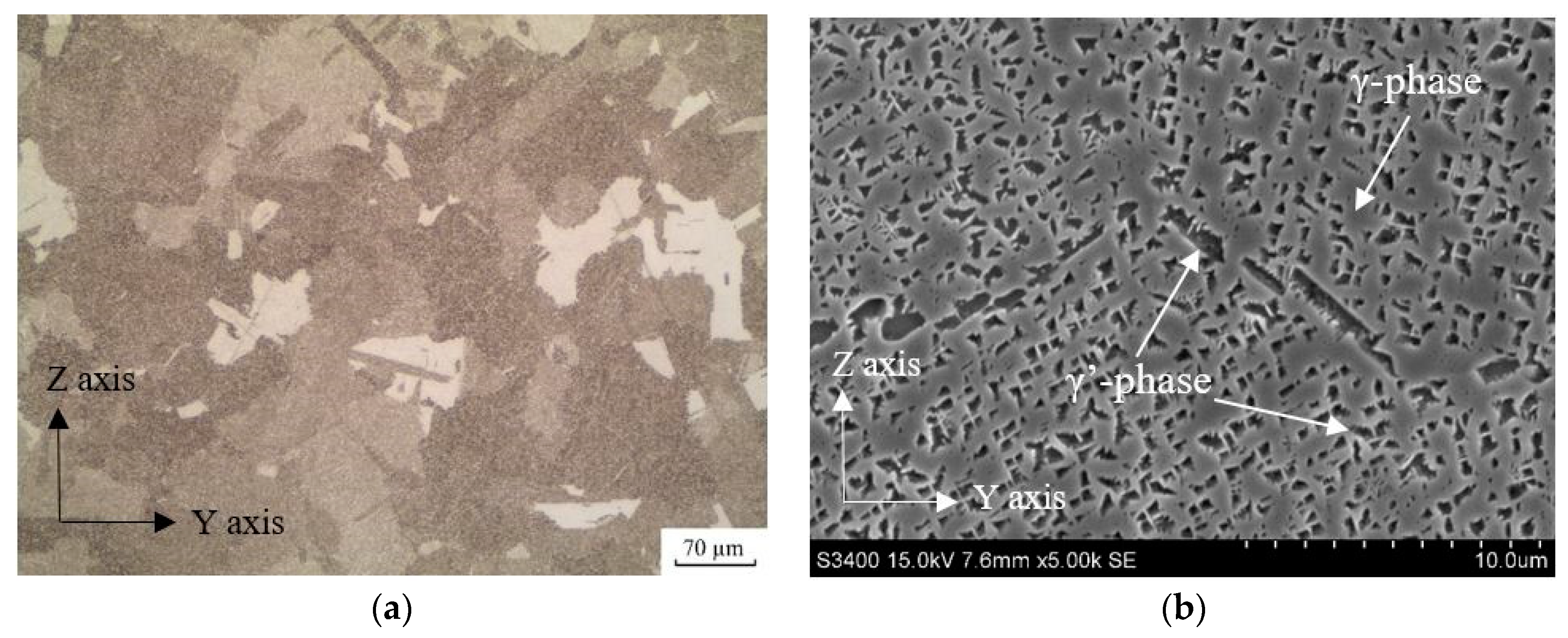
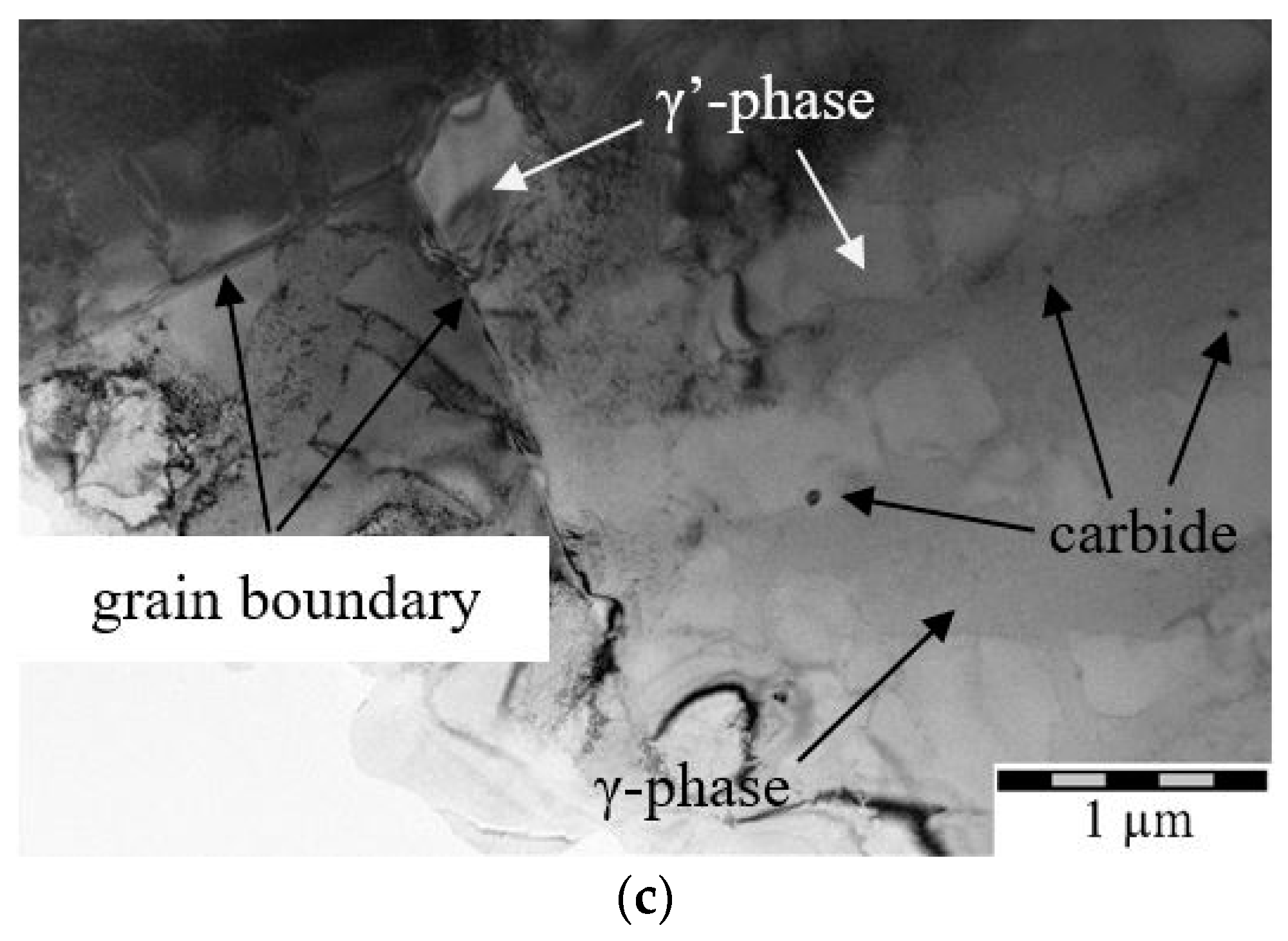
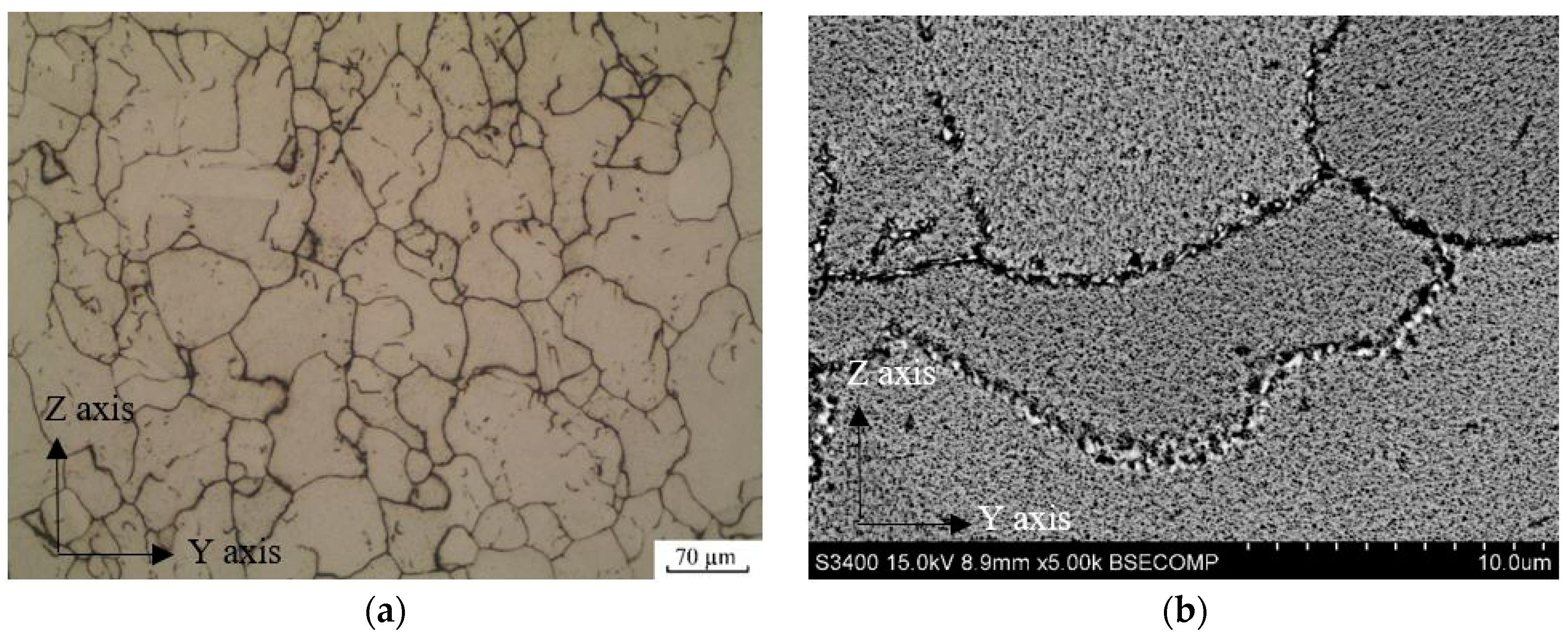
- The γ′-phase particles sized up to 2 µm and MC-type Mo- and Hf-based carbides were precipitated during HIP. No Laves phases were detected in the structure of LPBF samples after HIP, as they were dissolved as a result of diffusion. Heat treatment ensured the homogeneous segregation of the fine-grained γ′-phase with a cubic morphology (sized up to 250 nm) and additional precipitation of Cr23C6-type carbides at grain boundaries.
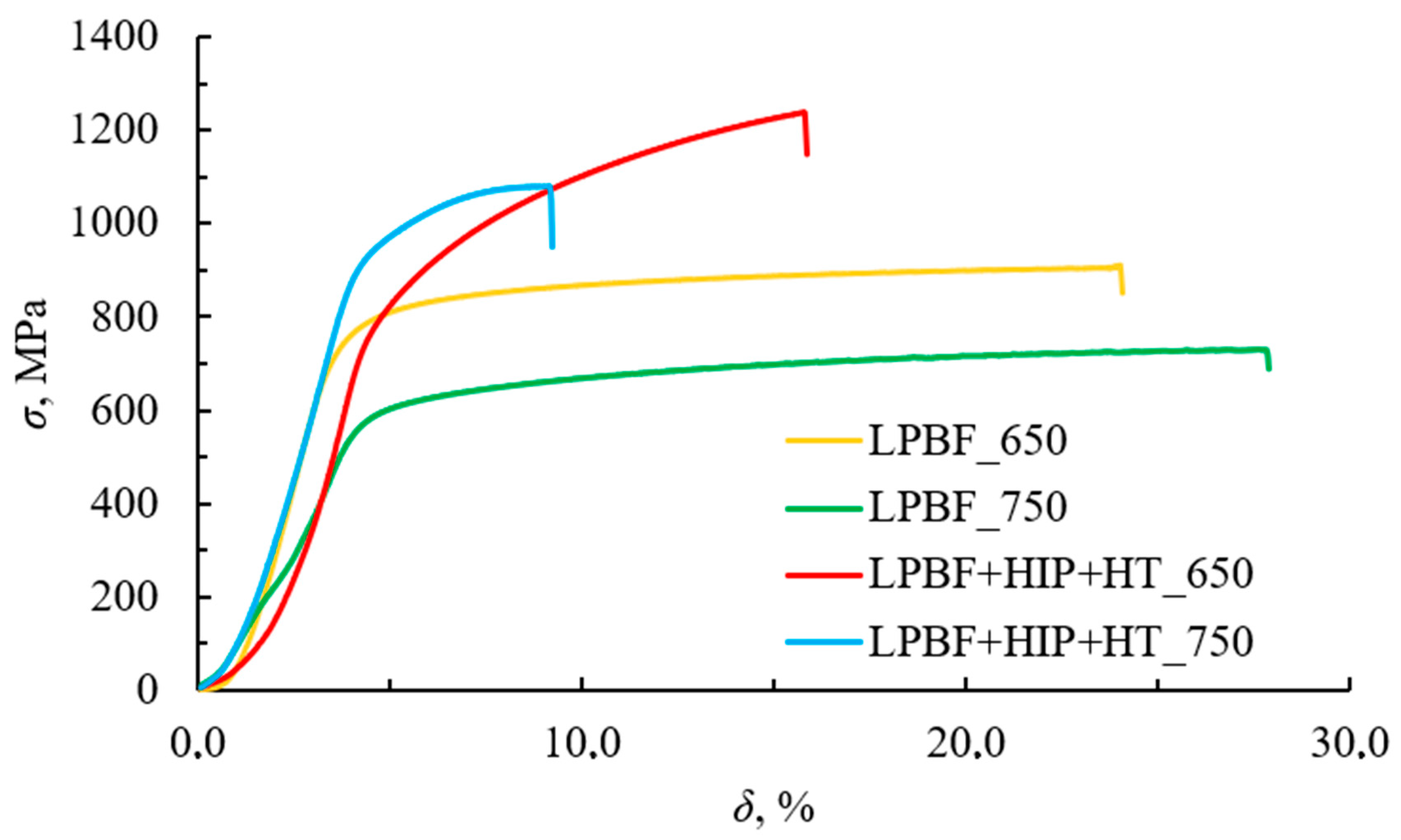
- The strength and ductility of the LPBF samples fabricated from the AZhK alloy were increased due to solid-solution precipitation of the fine-grained γ′-phase and MC-type carbide phases inside the matrix phase grains and M23C6 at grain boundaries. The following maximum values were obtained: at 20 °C, σ20 = 1396 ± 22 MPa and δ = 19.0 ± 3.0 %; at 650 °C, σ650 = 1240 ± 25 MPa and δ = 15.8 ± 1.5%; and at 750 °C, σ750 = 1085 ± 23 MPa and δ = 9.1 ± 2.3%.
- A geometrically complex ejector-type part was manufactured using the developed LPBF technology; its geometric parameters corresponded to those of the electronic models, while the base material was free of defects (microcracks or pores) sized more than 20 µm.
Author Contributions
Funding
Conflicts of Interest
References
- Armstrong, M.; Mehrabi, H.; Naveed, N. An overview of modern metal additive manufacturing technology. J. Manuf. Process. 2022, 84, 1001–1029. [Google Scholar] [CrossRef]
- Vafadar, A.; Guzzomi, F.; Rassau, A.; Hayward, K. Advances in Metal Additive Manufacturing: A Review of Common Processes, Industrial Applications, and Current Challenges. Appl. Sci. 2021, 11, 1213. [Google Scholar] [CrossRef]
- Cooke, S.; Ahmadi, K.; Willerth, S.; Herring, R. Metal additive manufacturing: Technology, metallurgy and modelling. J. Manuf. Process. 2020, 57, 978–1003. [Google Scholar] [CrossRef]
- Aboulkhair, N.T.; Bosio, F.; Gilani, N.; Phutela, C.; Hague, R.J.; Tuck, C.J. Additive manufacturing processes for metals. In Quality Analysis of Additively Manufactured Metals; Elsevier: Amsterdam, The Netherlands, 2023; pp. 201–258. [Google Scholar] [CrossRef]
- Katz-Demyanetz, A.; Popov, V.V.; Kovalevsky, A.; Safranchik, D.; Koptyug, A. Powder-bed additive manufacturing for aerospace application: Techniques, metallic and metal/ceramic composite materials and trends. Manuf. Rev. 2019, 6, 5. [Google Scholar] [CrossRef] [Green Version]
- Salunkhe, S.; Rajamani, D. Current trends of metal additive manufacturing in the defense, automobile, and aerospace industries. In Woodhead Publishing Reviews: Mechanical Engineering Series—Advances in Metal Additive Manufacturing; Woodhead Publishing: Sawston, UK, 2023; pp. 147–160. [Google Scholar] [CrossRef]
- Altıparmak, S.C.; Xiao, B. A market assessment of additive manufacturing potential for the aerospace industry. J. Manuf. Process. 2021, 68 Pt A, 728–738. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Boyer, R.; Cotton, J.; Mohaghegh, M.; Schafrik, R. Materials considerations for aerospace applications. MRS Bull. 2015, 40, 1055–1066. [Google Scholar] [CrossRef] [Green Version]
- Bhat, B.N. (Ed.) Aerospace Materials and Applications; American Institute of Aeronautics and Astronautics, Inc.: Reston, VA, USA, 2018. [Google Scholar] [CrossRef]
- Akhtar, W.; Sun, J.; Sun, P.; Chen, W.; Saleem, Z. Tool wear mechanisms in the machining of Nickel based super-alloys: A review. Front. Mech. Eng. 2014, 9, 106–119. [Google Scholar] [CrossRef]
- Ezugwu, E.; Bonney, J.; Yamane, Y. An overview of the machinability of aeroengine alloys. J. Mater. Process. Technol. 2003, 134, 233–253. [Google Scholar] [CrossRef]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Froes, F.; Boyer, R. Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; 482p. [Google Scholar]
- Hosseini, E.; Popovich, V. A review of mechanical properties of additively manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Sanchez, S.; Smith, P.; Xu, Z.; Gaspard, G.; Hyde, C.J.; Wits, W.W.; Ashcroft, I.A.; Chen, H.; Clare, A.T. Powder Bed Fusion of nickel-based superalloys: A review. Int. J. Mach. Tools Manuf. 2021, 165, 103729. [Google Scholar] [CrossRef]
- Volpato, G.M.; Tetzlaff, U.; Fredel, M.C. A comprehensive literature review on laser powder bed fusion of Inconel superalloys. Addit. Manuf. 2022, 55, 102871. [Google Scholar] [CrossRef]
- Han, Q.; Gu, Y.; Setchi, R.; Lacan, F.; Johnston, R.; Evans, S.L.; Yang, S. Additive manufacturing of high-strength crack-free Ni-based Hastelloy X superalloy. Addit. Manuf. 2019, 30, 100919. [Google Scholar] [CrossRef]
- Han, Q.; Mertens, R.; Montero-Sistiaga, M.L.; Yang, S.; Setchi, R.; Vanmeensel, K.; Van Hooreweder, B.; Evans, S.L.; Fan, H. Laser powder bed fusion of Hastelloy X: Effects of hot isostatic pressing and the hot cracking mechanism. Mater. Sci. Eng. A 2018, 732, 228–239. [Google Scholar] [CrossRef]
- Boswell, J.H.; Clark, D.; Li, W.; Attallah, M.M. Cracking during thermal post-processing of laser powder bed fabricated CM247LC Ni-superalloy. Mater. Des. 2019, 174, 107793. [Google Scholar] [CrossRef]
- Wang, X.; Carter, L.N.; Pang, B.; Attallah, M.M.; Loretto, M.H. Microstructure and yield strength of SLM-fabricated CM247LC Ni-Superalloy. Acta Mater. 2017, 128, 87–95. [Google Scholar] [CrossRef]
- Sentyurina, Z.; Baskov, F.; Loginov, P.; Kaplanskii, Y.; Mishukov, A.; Logachev, I.; Bychkova, M.; Levashov, E.; Logacheva, A. The effect of hot isostatic pressing and heat treatment on the microstructure and properties of EP741NP nickel alloy manufactured by laser powder bed fusion. Addit. Manuf. 2020, 37, 101629. [Google Scholar] [CrossRef]
- Baskov, F.; Sentyurina, Z.; Kaplanskii, Y.; Logachev, I.; Semerich, A.; Levashov, E. The influence of post heat treatments on the evolution of microstructure and mechanical properties of EP741NP nickel alloy produced by laser powder bed fusion. Mater. Sci. Eng. A 2021, 817, 141340. [Google Scholar] [CrossRef]
- Raisson, G.; Guédou, J.Y.; Guichard, D.; Rongvaux, J.M. Production of Net-Shape Static Parts by Direct HIPing of Nickel Base Superalloy Prealloyed Powders. Adv. Mater. Res. 2011, 278, 277–282. [Google Scholar] [CrossRef] [Green Version]
- Samarov, V.; Barre, C.; Khomyakov, E.; Haykin, R. Net Shape HIP for Complex Shape PM Parts as A Cost-Efficient Industrial Technology. In Proceedings of the 8th International Conference on Hot Isostatic Pressing, Paris, France; 2005; pp. 48–52. [Google Scholar]
- Baccino, R.; Moret, F.; Pellerin, F.; Guichard, D.; Raisson, G. High performance and high complexity net shape parts for gas turbines: The ISOPREC® powder metallurgy process. Mater. Des. 2000, 21, 345–350. [Google Scholar] [CrossRef]
- Bassini, E.; Vola, V.; Lorusso, M.; Ghisleni, R.; Lombardi, M.; Biamino, S.; Ugues, D.; Vallillo, G.; Picqué, B. Net shape HIPping of Ni-superalloy: Study of the interface between the capsule and the alloy. Mater. Sci. Eng. A 2017, 695, 55–65. [Google Scholar] [CrossRef]
- Lacroix, R.; Seifert, R.W.; Timonina-Farkas, A. Benefiting from additive manufacturing for mass customization across the product life cycle. Oper. Res. Perspect. 2021, 8, 100201. [Google Scholar] [CrossRef]
- Attaran, M. The rise of 3-D printing: The advantages of additive manufacturing over traditional manufacturing. Bus. Horiz. 2017, 60, 677–688. [Google Scholar] [CrossRef]
- Westerweel, B.; Basten, R.J.; van Houtum, G.-J. Traditional or Additive Manufacturing? Assessing Component Design Options through Lifecycle Cost Analysis. Eur. J. Oper. Res. 2018, 270, 570–585. [Google Scholar] [CrossRef] [Green Version]
- Kamal, M.; Rizza, G. Design for metal additive manufacturing for aerospace applications. In Additive Manufacturing for the Aerospace Industry; Elsevier: Amsterdam, The Netherlands, 2019; pp. 67–86. [Google Scholar] [CrossRef]
- Barz, A.; Buer, T.; Haasis, H.-D. A Study on the Effects of Additive Manufacturing on the Structure of Supply Networks. IFAC-PapersOnLine 2016, 49, 72–77. [Google Scholar] [CrossRef]
- Stegman, B.; Shang, A.; Hoppenrath, L.; Raj, A.; Abdel-Khalik, H.; Sutherland, J.; Schick, D.; Morgan, V.; Jackson, K.; Zhang, X. Volumetric energy density impact on mechanical properties of additively manufactured 718 Ni alloy. Mater. Sci. Eng. A 2022, 854, 143699. [Google Scholar] [CrossRef]
- Caiazzo, F.; Alfieri, V.; Casalino, G. On the Relevance of Volumetric Energy Density in the Investigation of Inconel 718 Laser Powder Bed Fusion. Materials 2020, 13, 538. [Google Scholar] [CrossRef] [Green Version]
- Watring, D.S.; Benzing, J.T.; Hrabe, N.; Spear, A.D. Effects of laser-energy density and build orientation on the structure–property relationships in as-built Inconel 718 manufactured by laser powder bed fusion. Addit. Manuf. 2020, 36, 101425. [Google Scholar] [CrossRef]
- Chlebus, E.; Gruber, K.; Kuźnicka, B.; Kurzac, J.; Kurzynowski, T. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater. Sci. Eng. A 2015, 639, 647–655. [Google Scholar] [CrossRef]
- Sui, S.; Li, Z.; Zhong, C.; Zhang, Q.; Gasser, A.; Chen, J.; Chew, Y.; Bi, G. Laves phase tuning for enhancing high temperature mechanical property improvement in laser directed energy deposited Inconel 718. Compos. Part B Eng. 2021, 215, 108819. [Google Scholar] [CrossRef]
- Tucho, W.M.; Cuvillier, P.; Sjolyst-Kverneland, A.; Hansen, V. Microstructure and hardness studies of Inconel 718 manufactured by selective laser melting before and after solution heat treatment. Mater. Sci. Eng. A 2017, 689, 220–232. [Google Scholar] [CrossRef]
- Parimi, L.L.; Ravi, G.; Clark, D.; Attallah, M.M. Microstructural and texture development in direct laser fabricated IN718. Mater. Charact. 2014, 89, 102–111. [Google Scholar] [CrossRef]
- Bhavsar, R.B.; Collins, A.; Silverman, S. Use of alloy 718 and 725 in oil and gas industry. In Superalloys 718, 625, 706 and various derivatives; Lorin, E.A., Ed.; TMS (The Alinernls. Metals: Materials Society): Pittsburgh, PA, USA, 2001; pp. 47–55. [Google Scholar]
- Janaki Ram, G.D.; Venugopal Reddy, A.; Prasad Rao, K.; Reddy, G.M. Microstructure and mechanical properties of Inconel 718 electron beam welds. Mater. Sci. Technol. 2005, 10, 1132–1138. [Google Scholar]
- Li, X.; Shi, J.; Wang, C.; Cao, G.; Russell, A.; Zhou, Z.; Li, C.; Chen, G. Effect of heat treatment on microstructure evolution of Inconel 718 alloy fabricated by selective laser melting. J. Alloys Compd. 2018, 764, 639–649. [Google Scholar] [CrossRef]
- Grosdidier, T.; Hazotte, A.; Simon, A. Precipitation and dissolution processes in γ/γ′ single crystal nickel-based superalloys. Mater. Sci. Eng. A 1998, 256, 183–196. [Google Scholar] [CrossRef]
- Popovich, V.; Borisov, E.; Sufiiarov, V.; Masaylo, D.; Alzina, L. Impact of heat treatment on mechanical behaviour of Inconel 718 processed with tailored microstructure by selective laser melting. Mater. Des. 2017, 131, 12–22. [Google Scholar] [CrossRef]
- Feng, K.-Y.; Liu, P.; Li, H.-X.; Sun, S.-Y.; Xu, S.-B.; Li, J.-N. Microstructure and phase transformation on the surface of Inconel 718 alloys fabricated by SLM under 1050°C solid solution + double ageing. Vacuum 2017, 145, 112–115. [Google Scholar] [CrossRef]
- Pleass, C.; Jothi, S. Influence of powder characteristics and additive manufacturing process parameters on the microstructure and mechanical behaviour of Inconel 625 fabricated by Selective Laser Melting. Addit. Manuf. 2018, 24, 419–431. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Major Elements (Mass Fraction, wt. %) | |||||||
|---|---|---|---|---|---|---|---|
| Ni | Cr | Mo | Co | Al | Nb | Hf | C |
| base | 15.0–16.0 | 7.0–9.0 | 5.0–7.0 | 4.0–5.0 | 2.5–3.5 | 0.1–0.4 | 0.02–0.05 |
| Impurities (mass fraction, wt. %) | |||||||
| Si | Mn | Fe | P | S | O | N | |
| 0.5 | 0.5 | 0.5 | up to 0.015 | up to 0.009 | <0.007 | <0.002 | |
| No. | Mode | ||||
|---|---|---|---|---|---|
| A | B | C | D | E | |
| VED, J/mm3 | |||||
| 1 | 240.0 | 200.0 | 184.6 | 171.4 | 150.0 |
| 2 | 200.0 | 166.7 | 153.8 | 142.9 | 125.0 |
| 3 | 171.4 | 142.9 | 131.9 | 122.4 | 107.1 |
| Spectrum | Content of Elements, wt. % | |||||||
|---|---|---|---|---|---|---|---|---|
| Ni | Co | Cr | Al | Mo | Nb | Hf | C | |
| 1 | 42.40 | 6.21 | 13.86 | 0.83 | 17.81 | 12.38 | 6.51 | - |
| 2 | 64.56 | 6.71 | 15.86 | 3.06 | 7.49 | 2.32 | - | - |
| 3 | 64.73 | 6.65 | 15.94 | 3.35 | 6.87 | 2.46 | - | - |
| 4 | 64.07 | 4.51 | 13.10 | 2.91 | 7.61 | 7.80 | - | - |
| 5 | 63.80 | 5.07 | 13.42 | 2.90 | 7.20 | 7.61 | - | - |
| 6 | 62.90 | 4.98 | 13.00 | 2.73 | 8.25 | 8.14 | - | - |
| 7 | 37.62 | 3.92 | 10.03 | 5.33 | 11.78 | 14.36 | 3.75 | 13.21 |
| 8 | 63.50 | 6.47 | 15.83 | 3.48 | 8.42 | 2.30 | - | - |
| 9 | 65.38 | 6.56 | 15.58 | 2.82 | 7.32 | 2.34 | - | - |
| 10 | 47.22 | 4.57 | 13.22 | 1.61 | 17.65 | 9.13 | 6.60 | - |
| 11 | 46.01 | 4.45 | 13.95 | 1.27 | 17.25 | 11.04 | 6.03 | - |
| 12 | 64.37 | 4.57 | 12.48 | 2.48 | 7.81 | 8.29 | - | - |
| 13 | 45.77 | 4.64 | 13.43 | 1.84 | 16.34 | 12.03 | 5.95 | - |
| 14 | 64.41 | 6.11 | 16.15 | 3.14 | 7.76 | 2.43 | - | - |
| Phase | Figure | Zone Axis * | Space Group | Lattice Type | Lattice Parameters | Tabular Values ** |
|---|---|---|---|---|---|---|
| Nb6C4.87 | 45 | [2-1-10] | P31 | hcp | a = 5.507 c = 14.946 | a = 5.464 c = 15.422 |
| Nb4AlC3 | 44 | [2-1-10] | P63/mmc | hcp | a = 3.1155 c = 23.1197 | a = 3.1296 c = 24.1208 |
| Mo2Hf | 42 | [01-1] | Fd-3m | cubic | a = 7.587 | a = 7.545 |
| Spectrum | Content of Elements, wt. % | ||||||
|---|---|---|---|---|---|---|---|
| Ni | Cr | Mo | Co | Al | Nb | Hf | |
| 1 | 41.0 | 20.7 | 24.3 | 10.7 | 3.3 | - | - |
| 2 | 35.8 | 3.9 | - | - | 5.8 | - | 54.5 |
| Spectrum | Content of Elements, wt. % | ||||||
|---|---|---|---|---|---|---|---|
| Ni | Cr | Mo | Co | Al | Nb | Hf | |
| 1 | 18.0 | 14.9 | 59.9 | 7.2 | - | - | - |
| 2 | 8.3 | 66.5 | 25.2 | - | - | - | - |
| 3 | 22.2 | 19.5 | 54.0 | 4.3 | - | - | - |
| 4 | 26.9 | 26.4 | 34.9 | 11.8 | - | - | - |
| 5 | 30.5 | 42.5 | 21.6 | 5.4 | - | - | - |
| 6 | 65.7 | 14.3 | 5.6 | 7.8 | 4.0 | 2.6 | - |
| 7 | 23.7 | 27.7 | 39.5 | 9.1 | - | - | - |
| 8 | 64.5 | 14.3 | 6.1 | 3.9 | 6.0 | 5.2 | - |
| 9 | 8.6 | 64.2 | 27.2 | - | - | - | - |
| 10 | 67.5 | 18.9 | 4.2 | 1.9 | 4.6 | 2.9 | - |
| Condition of the Alloys | Hardness in the XY Plane, HV | Hardness in the YZ Plane, HV |
|---|---|---|
| LPBF | 335 ± 30 | 330 ± 30 |
| LPBF + HIP | 370 ± 25 | 365 ± 20 |
| LPBF + HT | 440 ± 30 | 435 ± 20 |
| LPBF + HIP + HT | 445 ± 15 | 435 ± 15 |
| Condition of the Samples | σ, MPa | σ0.2, MPa | δ, % |
|---|---|---|---|
| LPBF | 970 ± 10 | 790 ± 15 | 43.3 ± 3.0 |
| LPBF + HIP | 1260 ± 5 | 860 ± 6 | 29.4 ± 3.1 |
| LPBF + HT | 1395 ± 24 | 1040 ± 52 | 17.6 ± 3.0 |
| LPBF + HIP + HT | 1410 ± 22 | 1065 ± 11 | 19.0 ± 3.0 |
| P/M by HIP | 1312 | 878 | 14 |
| Condition of the Samples | Ttest, °C | σ, MPa | σ0.2, MPa | δ, % |
|---|---|---|---|---|
| LPBF | 650 | 908 ± 19 | 695 ± 12 | 24.0 ± 3.1 |
| 750 | 718 ± 19 | 553 ± 29 | 27.8 ± 2.6 | |
| LPBF + HIP + HT | 650 | 1240 ± 25 | 915 ± 12 | 15.8 ± 1.5 |
| 750 | 1085 ± 23 | 910 ± 24 | 9.1 ± 2.3 | |
| P/M by HIP | 650 | 1202 | 809 | 9.5 |
| 750 | 954 | 742 | 17 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baskov, F.A.; Sentyurina, Z.A.; Loginov, P.A.; Bychkova, M.Y.; Logachev, I.A.; Levashov, E.A. Structure and Properties Evolution of AZhK Superalloy Prepared by Laser Powder Bed Fusion Combined with Hot Isostatic Pressing and Heat Treatment. Metals 2023, 13, 1397. https://doi.org/10.3390/met13081397
Baskov FA, Sentyurina ZA, Loginov PA, Bychkova MY, Logachev IA, Levashov EA. Structure and Properties Evolution of AZhK Superalloy Prepared by Laser Powder Bed Fusion Combined with Hot Isostatic Pressing and Heat Treatment. Metals. 2023; 13(8):1397. https://doi.org/10.3390/met13081397
Chicago/Turabian StyleBaskov, Fedor A., Zhanna A. Sentyurina, Pavel A. Loginov, Marina Ya. Bychkova, Ivan A. Logachev, and Evgeny A. Levashov. 2023. "Structure and Properties Evolution of AZhK Superalloy Prepared by Laser Powder Bed Fusion Combined with Hot Isostatic Pressing and Heat Treatment" Metals 13, no. 8: 1397. https://doi.org/10.3390/met13081397