
Effect of Laser Power on the Recrystallization Temperature of an Additively Manufactured IN718
Abstract
:1. Introduction
2. Materials and Methods
IN718 Powder and Laser Powder Bed Fusion
3. Results
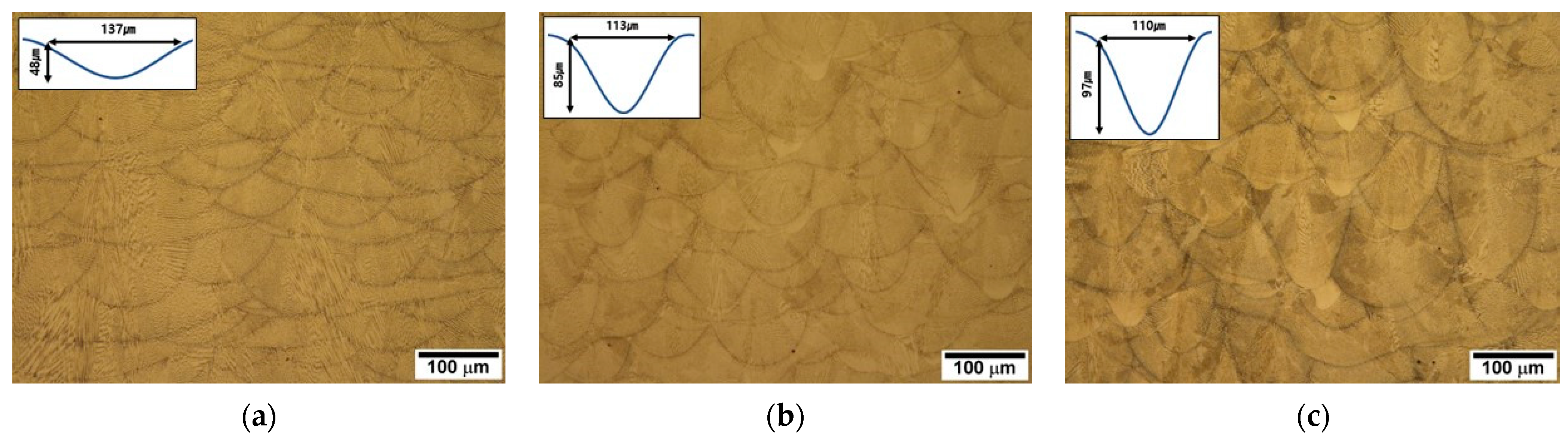
3.1. Microstructure of As-Built Specimens
3.2. Microstructure of Heat-Treated Specimens
4. Discussion
4.1. Driving Force for Recrystallization Accumulated during Laser Powder Bed Fusion
4.2. Driving Force for Recrystallization with Increasing Laser Power
5. Conclusions
- The observation plane of the as-built specimens exhibited a weak cube texture, with (001) planes aligned perpendicular or parallel to the laser scan path. The average KAM values, under the EBSD conditions used in this study, showed minimal differences based on laser power. However, the residual stresses increased by more than two times as the laser power increased from 370 W to 390 W.
- By defining the recrystallization temperature based on the area of the recrystallized region after stress-relief heat treatment, we found that the recrystallization temperature was above 1095 °C for 370 W, approximately 1095 °C for 380 W, and within the range of 1065–1080 °C for 390 W. This confirmed that the recrystallization temperature decreased with increasing laser power.
- Thermal stress resulting from rapid cooling during the L-PBF process is one of the major driving forces for recrystallization. On the basis of the recrystallization temperature, it can be inferred through microstructure analysis that the 390 W condition experienced the fastest cooling rate due to pronounced heat dissipation from the melt pool. TEM observations indeed revealed the smallest cell size under the 390 W condition, indicating a faster cooling rate. Additionally, the highest dislocation density, resulting from repetitive heating and cooling even after solidification, was observed at 390 W, suggesting the highest driving force for recrystallization.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.D.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; Du Plessis, A. Metal additive manufacturing in aerospace: A review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Dai, K.; Shaw, L. Thermal and stress modeling of multi-material laser processing. Acta Mater. 2001, 499, 4171. [Google Scholar] [CrossRef]
- Giuliani, F.; Paulitsch, N.; Cozzi, D.; Görtler, M.; Andracher, L. An assessment on the benefits of additive manufacturing regarding new swirler geometries for gas turbine burners. In Proceedings of the ASME Turbo Expo 2018, Oslo, Norway, 11–15 June 2018. [Google Scholar]
- Prabhakar, P.; Sames, W.J.; Dehoff, R.; Babu, S.S. Computational modeling of residual stress formation during the electron beam melting process for Inconel 718. Addit. Manuf. 2015, 7, 83–91. [Google Scholar] [CrossRef] [Green Version]
- Kok, Y.; Tan, X.P.; Wang, P.; Nai, M.L.S.; Loh, N.H.; Liu, E.; Tor, S.B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review. Mater. Des. 2018, 139, 565–586. [Google Scholar] [CrossRef]
- Park, J.M.; Asghari-Rad, P.; Zargaran, A.; Bae, J.W.; Moon, J.; Kwon, H.; Choe, J.; Yang, S.; Yu, J.H.; Kim, H.S. Nano-scale heterogeneity-driven metastability engineering in ferrous medium-entropy alloy induced by additive manufacturing. Acta Mater. 2021, 221, 117426. [Google Scholar] [CrossRef]
- Han, J.; Yang, J.; Yu, H.; Yin, J.; Gao, M.; Wang, Z.; Zeng, X. Microstructure and mechanical property of selective laser melted Ti6Al4V dependence on laser energy density. Rapid Prototyp. J. 2017, 23, 217–226. [Google Scholar] [CrossRef]
- Li, J.; Wei, Z. Process optimization and microstructure characterization of Ti6Al4V manufactured by selective laser melting. IOP Conf. Ser. Mater. Sci. Eng. 2017, 269, 012026. [Google Scholar]
- Pal, S.; Gubeljak, N.; Hudák, R.; Lojen, G.; Rajťúková, V.; Brajlih, T.; Drstvenšek, I. Evolution of the metallurgical properties of Ti-6Al-4V, produced with different laser processing parameters, at constant energy density in selective laser melting. Results Phys. 2020, 17, 103186. [Google Scholar] [CrossRef]
- Sonis, E.; Dépinoy, S.; Giroux, P.; Maskrot, H.; Lemarquis, L.; Hercher, O.; Villaret, F.; Gourgues-Lorenzon, A. Dependency of recrystallization kinetics of the solidification microstructure of 316L stainless steel processed by laser powder bed fusion (LPBF). Mater. Char. 2022, 194, 112370. [Google Scholar] [CrossRef]
- De Terris, T.; Castelnau, O.; Hadjem-Hamouche, Z.; Haddadi, H.; Michel, V.; Peyre, P. Analysis of As-built microstructures and recrystallization phenomena on Inconel 625 alloy obtained via laser powder bed fusion (L-PBF). Metals 2021, 11, 619. [Google Scholar] [CrossRef]
- Pinto, F.C.; Aota, L.S.; Souza Filho, I.R.; Raabe, D.; Sandim, H.R.Z. Recrystallization in non-conventional microstructures of 316L stainless steel produced via laser powder-bed fusion: Effect of particle coarsening kinetics. J. Mater. Sci. 2022, 57, 9576–9598. [Google Scholar] [CrossRef]
- Jiang, R.; Mostafaei, A.; Wu, Z.; Choi, A.; Guan, P.W.; Chmielus, M.; Rollett, A.D. Effect of heat treatment on microstructural evolution and hardness homogeneity in laser powder bed fusion of alloy 718. Addit. Manuf. 2020, 35, 101282. [Google Scholar] [CrossRef]
- Pröbstle, M.; Neumeier, S.; Hopfenmüller, J.; Freund, L.P.; Niendorf, T.; Schwarze, D.; Göken, M. Superior creep strength of a nickel-based superalloy produced by selective laser melting. Mater. Sci. Eng. A 2016, 674, 299–307. [Google Scholar] [CrossRef]
- Gallmeyer, T.G.; Moorthy, S.; Kappes, B.B.; Mills, M.J.; Amin-Ahmadi, B.; Stebner, A.P. Knowledge of process-structure-property relationships to engineer better heat treatments for laser powder bed fusion additive manufactured Inconel 718. Addit. Manuf. 2020, 31, 100977. [Google Scholar] [CrossRef]
- Zhao, Y.; Meng, F.; Liu, C.; Tan, S.; Xiong, W. Impact of homogenization on microstructure-property relationships of Inconel 718 alloy prepared by laser powder bed fusion. Mater. Sci. Eng. A 2021, 826, 141973. [Google Scholar] [CrossRef]
- Doğu, M.N.; Davut, K.; Obeidi, M.A.; Yalçın, M.A.; Gu, H.; Low, T.S.E.; Ginn, J.; Brabazon, D. Recrystallization and grain growth kinetics of IN718 manufactured by laser powder bed fusion. J. Mater. Res. Technol. 2022, 19, 4242–4257. [Google Scholar] [CrossRef]
- Praveen Kumar, V.; Vinoth Jebaraj, A. Microscale investigations on additively manufactured Inconel 718: Influence of volumetric energy density on microstructure, texture evolution, defects control and residual stress. App. Phys. A 2023, 129, 370. [Google Scholar] [CrossRef]
- Macherauch, E. X-ray stress analysis. Exptl. Mech. 1966, 6, 140–153. [Google Scholar] [CrossRef]
- Mirkoohi, E.; Tran, H.C.; Lo, Y.L.; Chang, Y.C.; Lin, H.Y.; Liang, S.Y. Mechanics modeling of residual stress considering effect of preheating in laser powder bed fusion. J. Manuf. Mater. Process. 2021, 5, 46. [Google Scholar] [CrossRef]
- ASTM F3055-14a; Standard Specification for Additive Manufacturing Nickel Alloy (UNS NO7718) with Powder Bed Fusion. ASTM International: West Conshohocken, PA, USA, 2014.
- AMS 5596E; Aerospace Material Specification for Inconel 718 (UNS NO7718) Sheets, Strips and Plates. Society for Automotive Engineers: Warrendale, PA, USA, 1984.
- Giorgetti, A.; Baldi, N.; Palladino, M.; Ceccanti, F.; Arcidiacono, G.; Citti, P. A method to optimize parameters development in L-PBF based on single and multitracks analysis: A case study on Inconel 718 alloy. Metals 2023, 13, 306. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Li, X. An overview of residual stresses in metal powder bed fusion. Addit. Manuf. 2019, 27, 131–149. [Google Scholar] [CrossRef]
- Levkulich, N.C.; Semiatin, S.L.; Gockel, J.E.; Middendorf, J.R.; DeWald, A.T.; Klingbeil, N.W. The effect of process parameters on residual stress evolution and distortion in the laser powder bed fusion of Ti-6Al-4V. Addit. Manuf. 2019, 28, 475–484. [Google Scholar] [CrossRef]
- Chen, C.; Xiao, Z.; Zhang, W.; Wang, Y.; Zhu, H. Effect of laser jump speed on temperature distribution and thermal stress in laser powder bed fusion. Opt. Laser Technol. 2021, 142, 107275. [Google Scholar] [CrossRef]
- Mirkoohi, E.; Tran, H.C.; Lo, Y.L.; Chang, Y.C.; Lin, H.Y.; Liang, S.Y. Analytical modeling of residual stress in laser powder bed fusion considering part’s boundary condition. Crystals 2020, 10, 337. [Google Scholar] [CrossRef] [Green Version]
- Gan, M.; Wu, Q.; Long, L. Prediction of residual deformation and stress of laser powder bed fusion manufactured Ti-6Al-4V lattice structures based on inherent strain method. Mater. Res. 2023, 26, e20220516. [Google Scholar] [CrossRef]
- Ulbricht, A.; Altenburg, S.J.; Sprengel, M.; Sommer, K.; Mohr, G.; Fritsch, T.; Mishurova, T.; Serrano-Munoz, I.; Evans, A.; Hofmann, M.; et al. Separation of the formation mechanisms of residual stresses in LPBF 316L. Metals 2020, 10, 1234. [Google Scholar] [CrossRef]
- Antikainen, A.; Reijonen, J.; Lagerbom, J.; Lindroos, M.; Pinomaa, T.; Lindroos, T. Experimental and Calphad methods for evaluating residual stresses and solid-state shrinkage after solidification. Metals 2022, 12, 1894. [Google Scholar] [CrossRef]
- Zhang, Z.; Ali, U.; Mahmoodkhani, Y.; Huang, Y.; Shahabad, S.I.; Kasinathan, A.R.; Toyserkani, E. Experimental and numerical investigation on the effect of layer thickness during laser powder-bed fusion of stainless steel 17-4 PH. Int. J. Rapid Manuf. 2020, 9, 212–230. [Google Scholar] [CrossRef]
- Farshidianfar, M.H.; Khajepour, A.; Gerlich, A.P. Effect of real-time cooling rate on microstructure in laser additive manufacturing. J. Mater. Proc. Technol. 2016, 231, 468–478. [Google Scholar] [CrossRef]
- Chai, R.; Zhang, Y.; Zhong, B.; Zhang, C. Effect of scan speed on grain and microstructural morphology for laser additive manufacturing of 304 stainless steel. Rev. Adv. Mater. Sci. 2021, 60, 744–760. [Google Scholar] [CrossRef]
- Hyer, H.C.; Petrie, C.M. Effect of powder layer thickness on the microstructural development of additively manufactured SS316. J. Manuf. Proc. 2022, 76, 666–674. [Google Scholar] [CrossRef]
- Chua, Z.Y.; Moon, S.K.; Jiao, L.; Ahn, I.H. Geometric influence of the laser-based powder bed fusion process in Ti6Al4V and AlSi10Mg. Int. Adv. Manuf. Technol. 2021, 114, 3165–3176. [Google Scholar] [CrossRef]
- Song, H.; McGaughy, T.; Sadek, A.; Zhang, W. Effect of structural support on microstructure of nickel base superalloy fabricated by laser powder bed fusion additive manufacturing. Addit. Manuf. 2019, 26, 30–40. [Google Scholar] [CrossRef]
- Ekubaru, Y.; Gokcekaya, O.; Nakano, T. Effects of scanning strategy on the microstructure and mechanical properties of Sc-Zr-modified Al-Mg alloy manufactured by laser powder bed fusion. Crystals 2022, 12, 1348. [Google Scholar] [CrossRef]
- Sun, Q.; Guo, K.; Wang, X.; Liu, J.; Sun, J. Effect of scanning strategies on the microstructure and mechanical behavior of 316L stainless steel fabricated by selective laser melting. Mater. Sci. Eng. A 2020, 793, 139879. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Wt. % | C | Cr | Co | Mo | Nb | Ti | Al | Ni | Si | Mn | P | S | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.05 | 18.5 | <0.1 | 2.95 | 5.11 | 0.97 | 0.51 | 52.45 | 0.07 | 0.06 | 0.004 | <0.001 | Bal. |
| Laser Power | Spot Size | Scan Speed | Hatch Distance | Layer Thickness | Atmosphere |
|---|---|---|---|---|---|
| 370 W 380 W 390 W | 180 μm | 600 mm/s | 100 μm | 25 μm | Ar purging |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Son, D.H.; Kim, I.S.; Choi, B.-G.; Do, J.; Choi, Y.S.; Jung, J.E. Effect of Laser Power on the Recrystallization Temperature of an Additively Manufactured IN718. Metals 2023, 13, 1355. https://doi.org/10.3390/met13081355
Son DH, Kim IS, Choi B-G, Do J, Choi YS, Jung JE. Effect of Laser Power on the Recrystallization Temperature of an Additively Manufactured IN718. Metals. 2023; 13(8):1355. https://doi.org/10.3390/met13081355
Chicago/Turabian StyleSon, Deuk Hyun, In Soo Kim, Baig-Gyu Choi, Jeonghyeon Do, Yoon Suk Choi, and Joong Eun Jung. 2023. "Effect of Laser Power on the Recrystallization Temperature of an Additively Manufactured IN718" Metals 13, no. 8: 1355. https://doi.org/10.3390/met13081355