
Mechanism and Control Scheme of Central Defects in Cross Wedge Rolling of Railway Vehicle Axles
Abstract
:1. Introduction
2. Research Method of Central Defects in CWR the Railway Axle
3. FEM Analysis of CWR of the Railway Axle
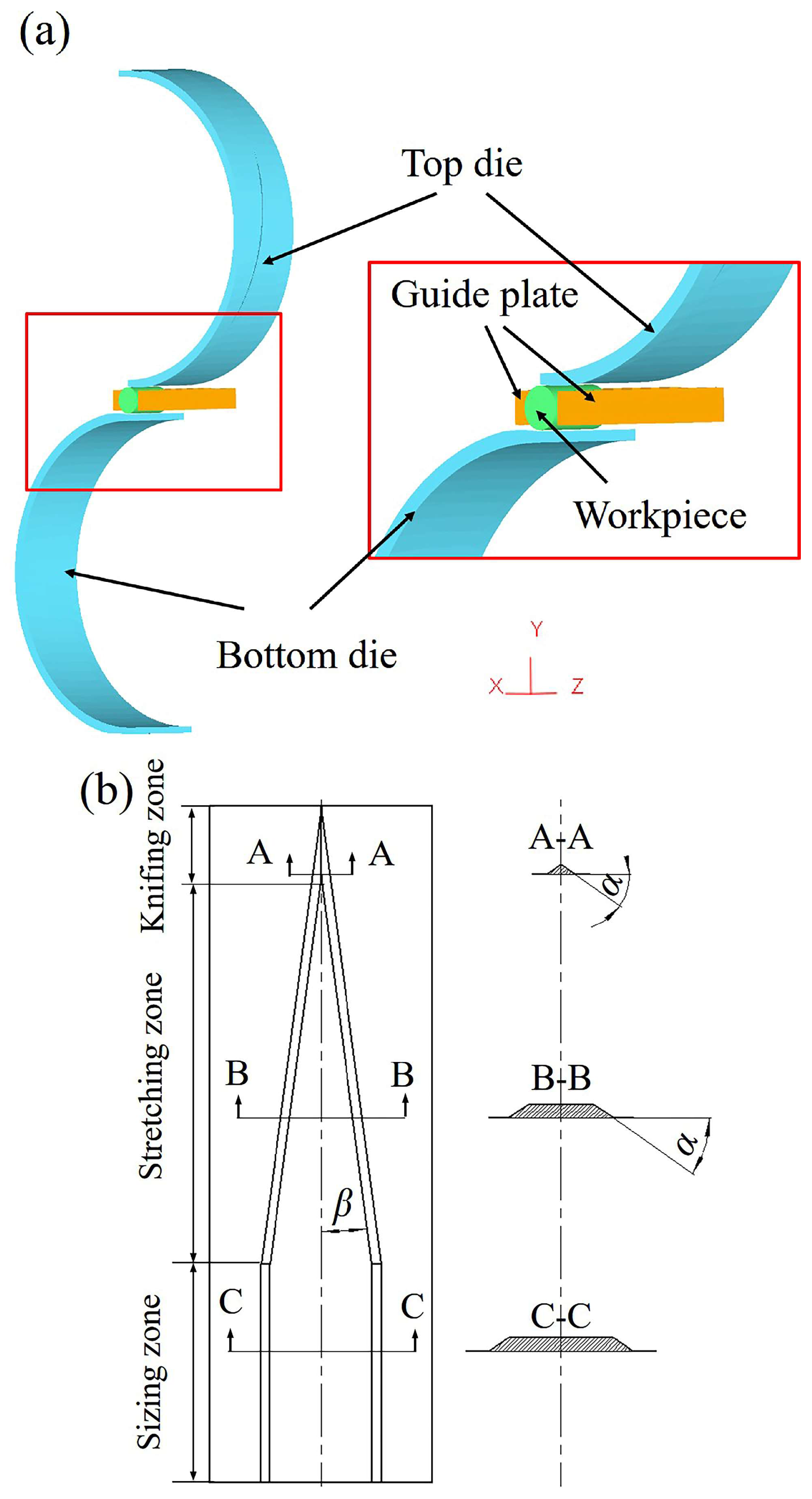
3.1. Finite Element Model
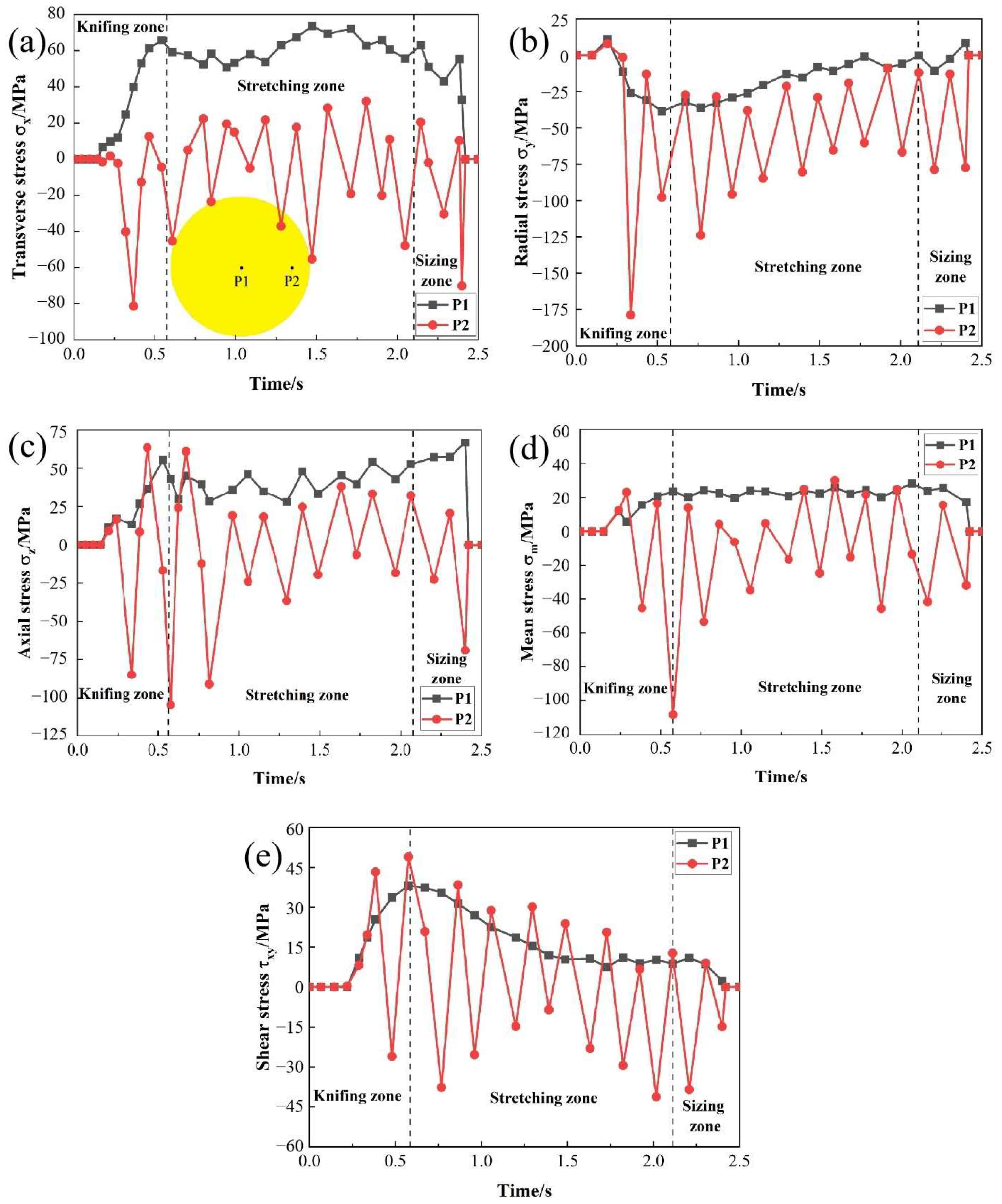
3.2. Analysis of Internal Stress of CWR Pieces
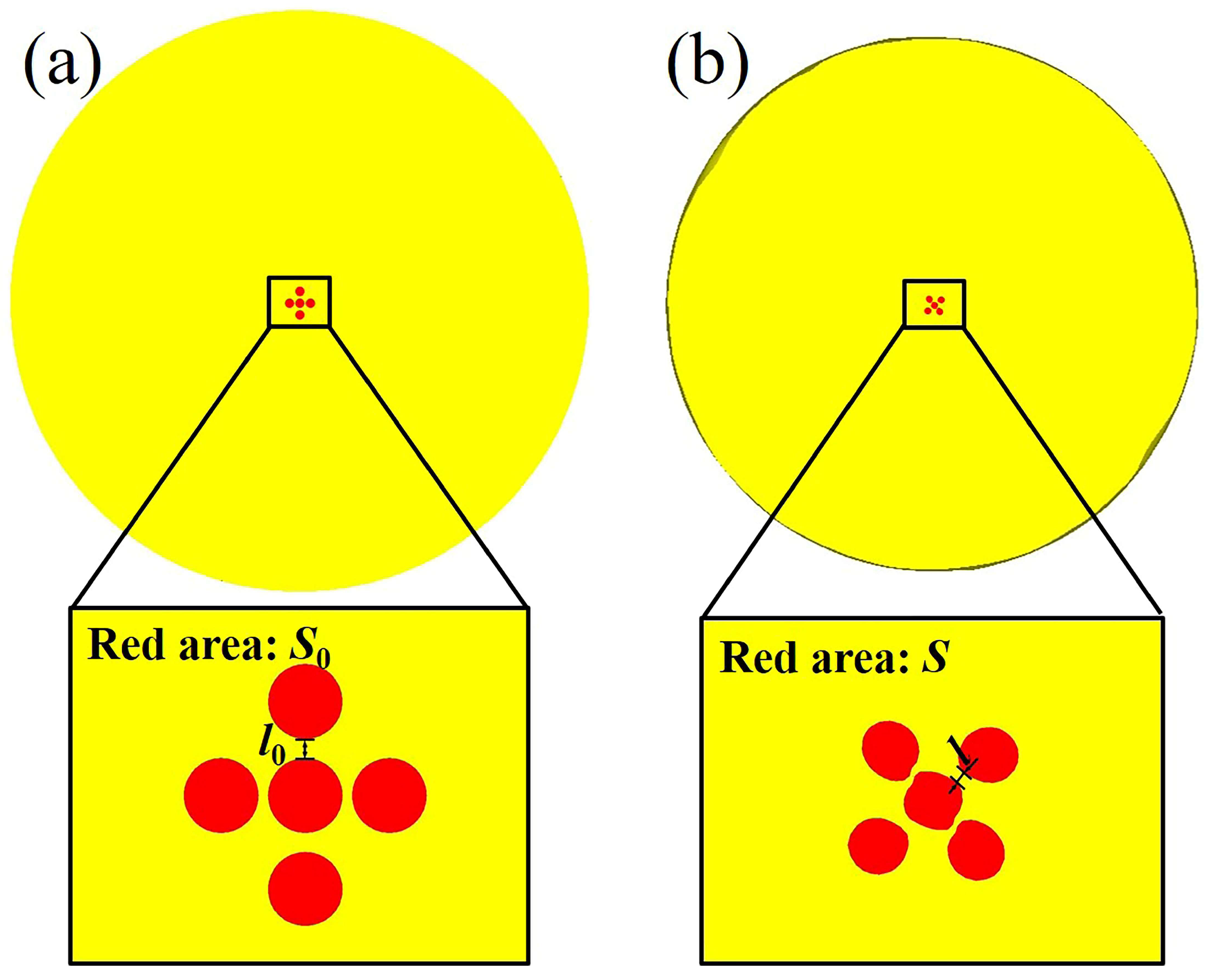
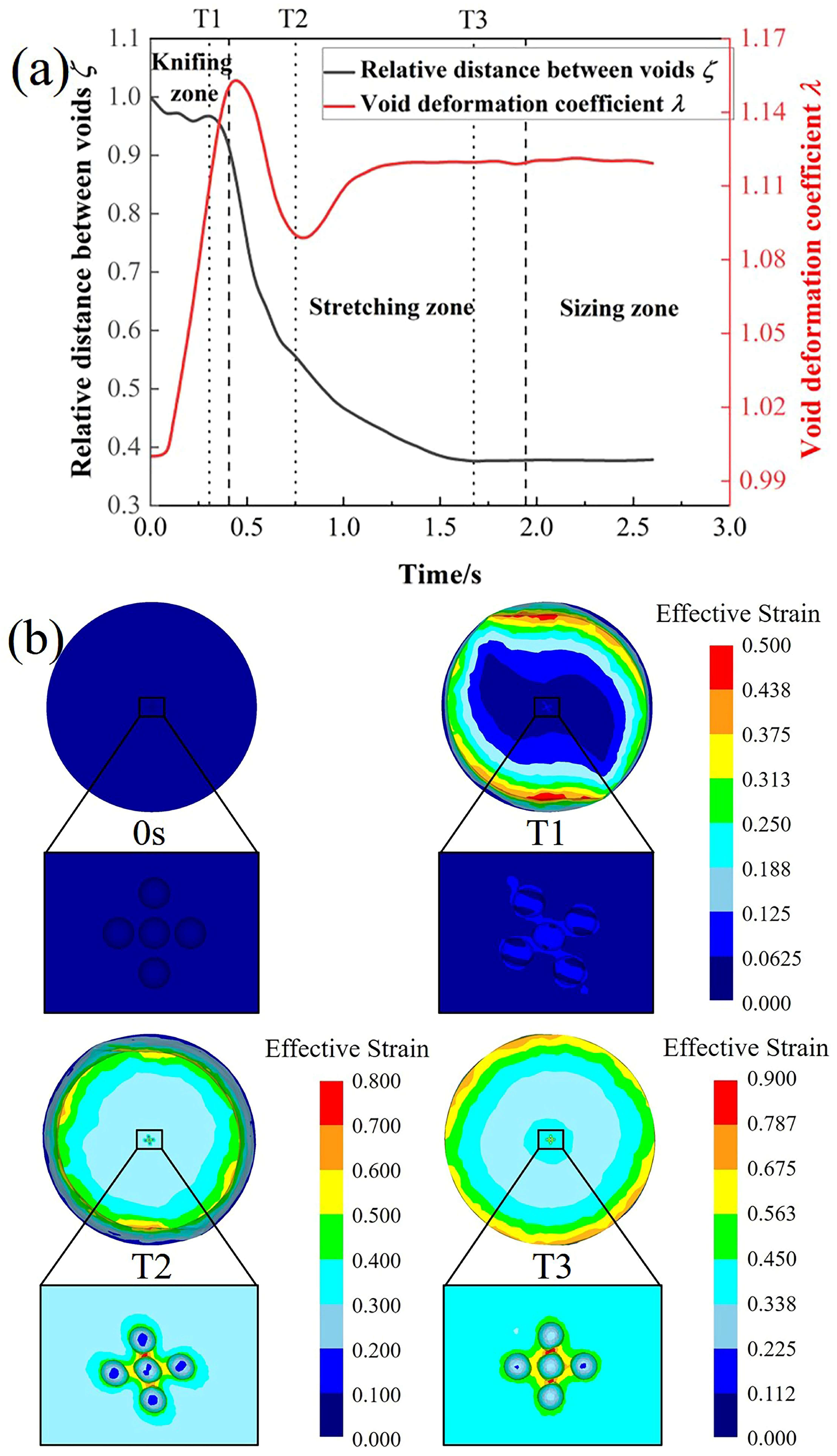
3.3. Analysis of Evolution of Void Defects in the Center of CWR Piece
3.3.1. Void Deformation Behavior
3.3.2. Influence of Process Parameters on Void Evolution
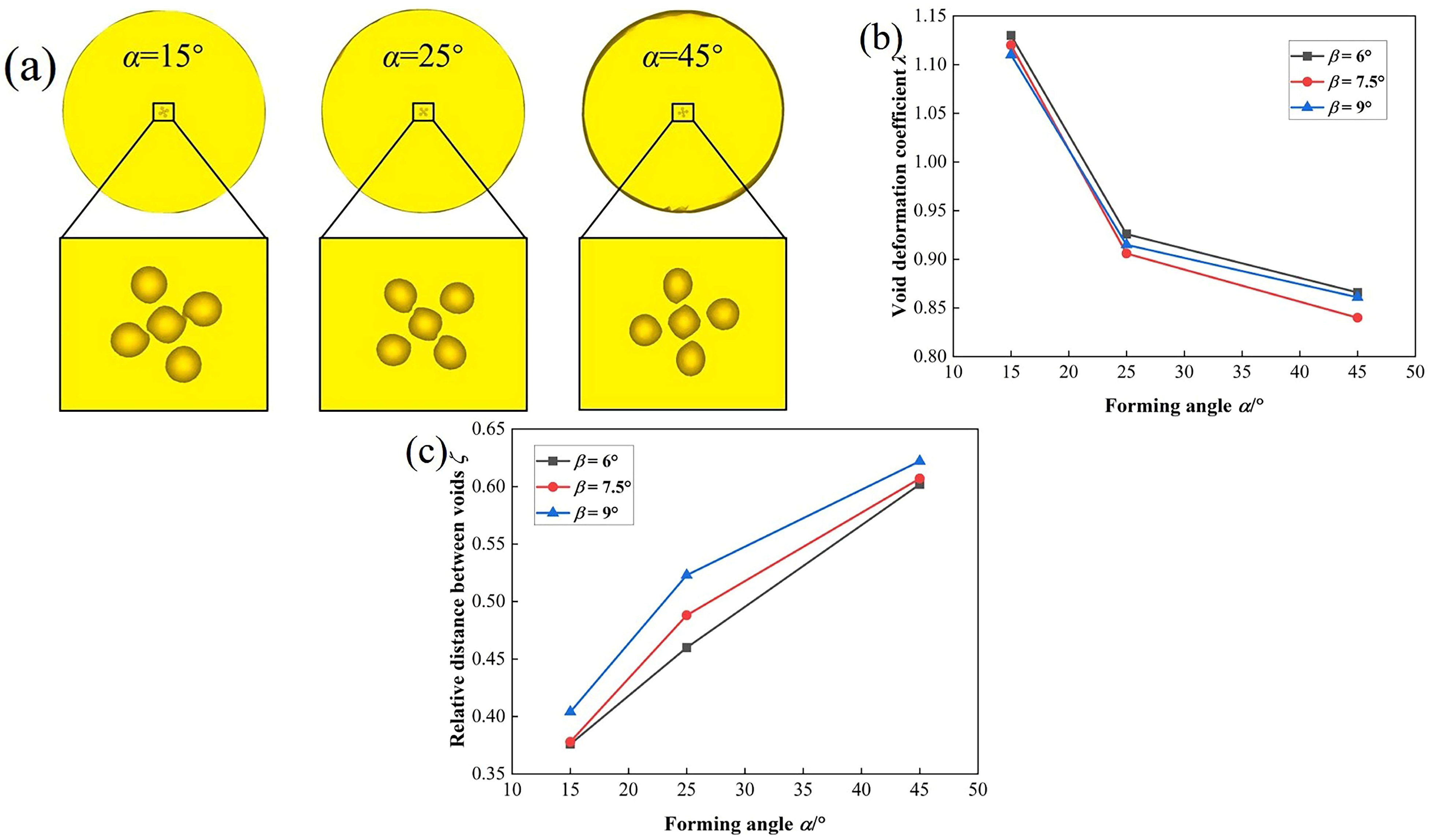
- (1)
- Influence of forming angle on void evolution
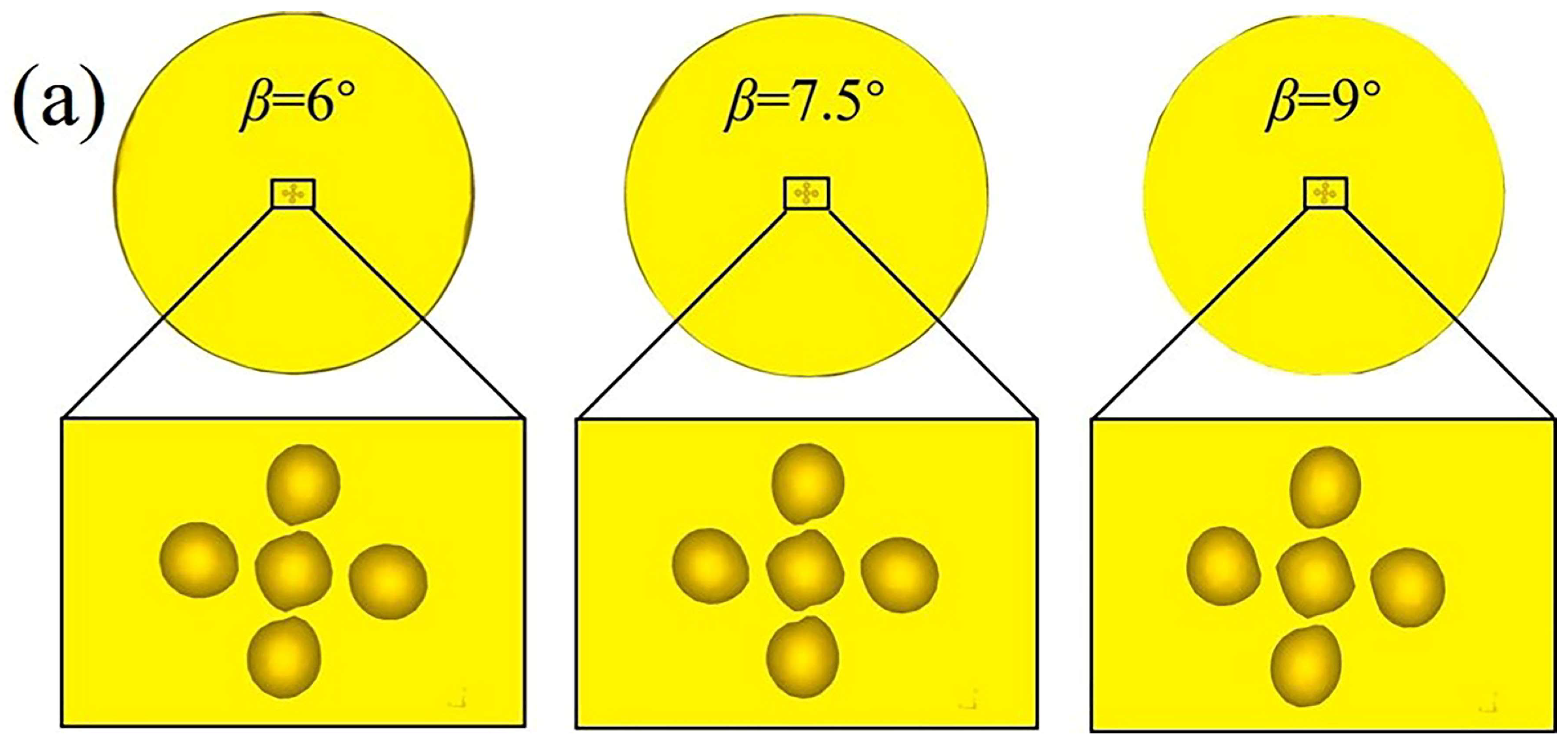
- (2)
- Influence of stretching angle on void evolution
4. Scheme and Process Optimization for Avoiding Central Defects of CWR
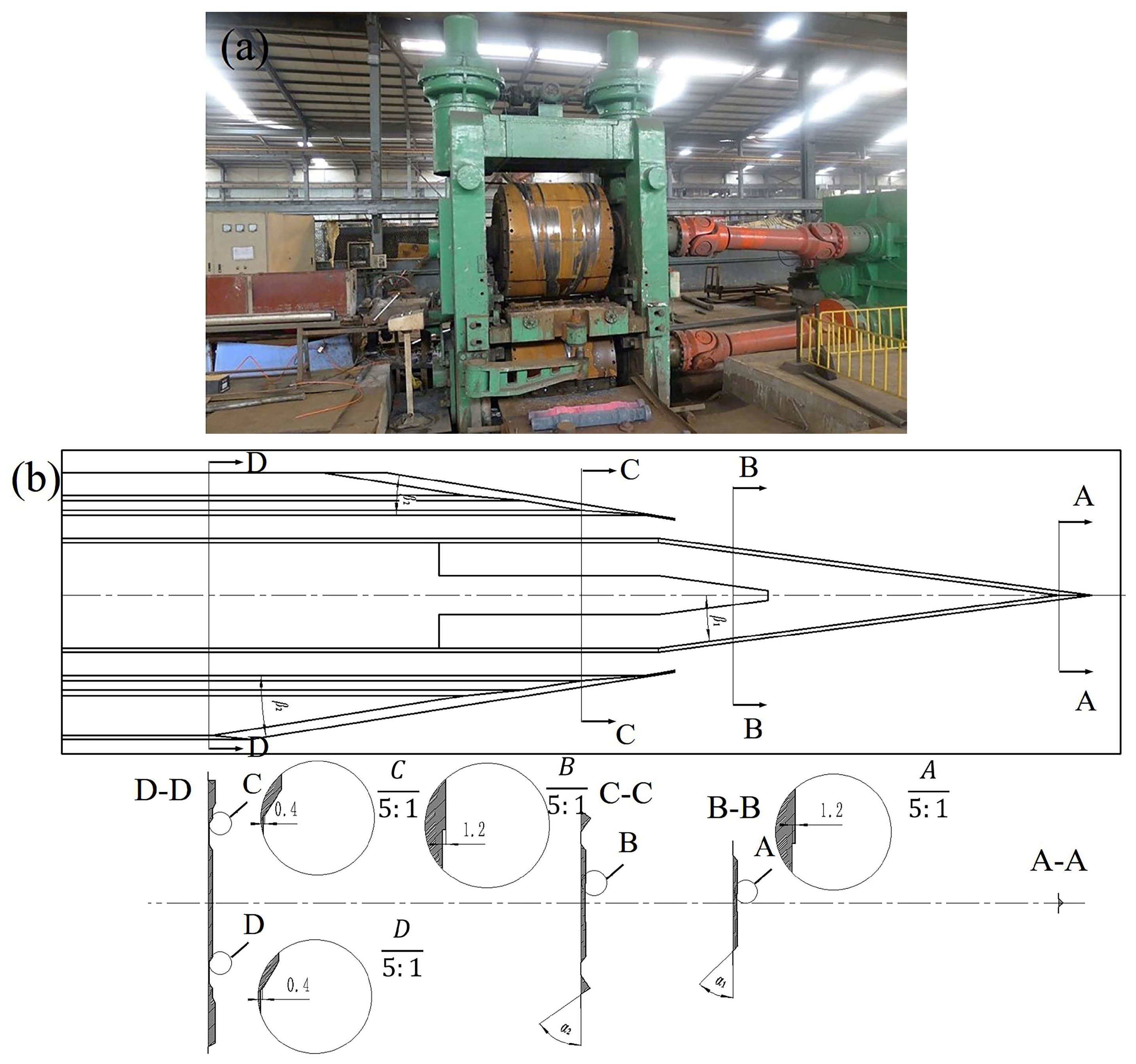
4.1. Process Scheme Design of the Detaching Die for Improving the Central Defects of CWR
4.2. Analysis of CWR Process with After-Rolling Detaching Die
4.3. Analysis of Stress and Strain of the CWR Piece Formed by the After-Rolling Detaching Die
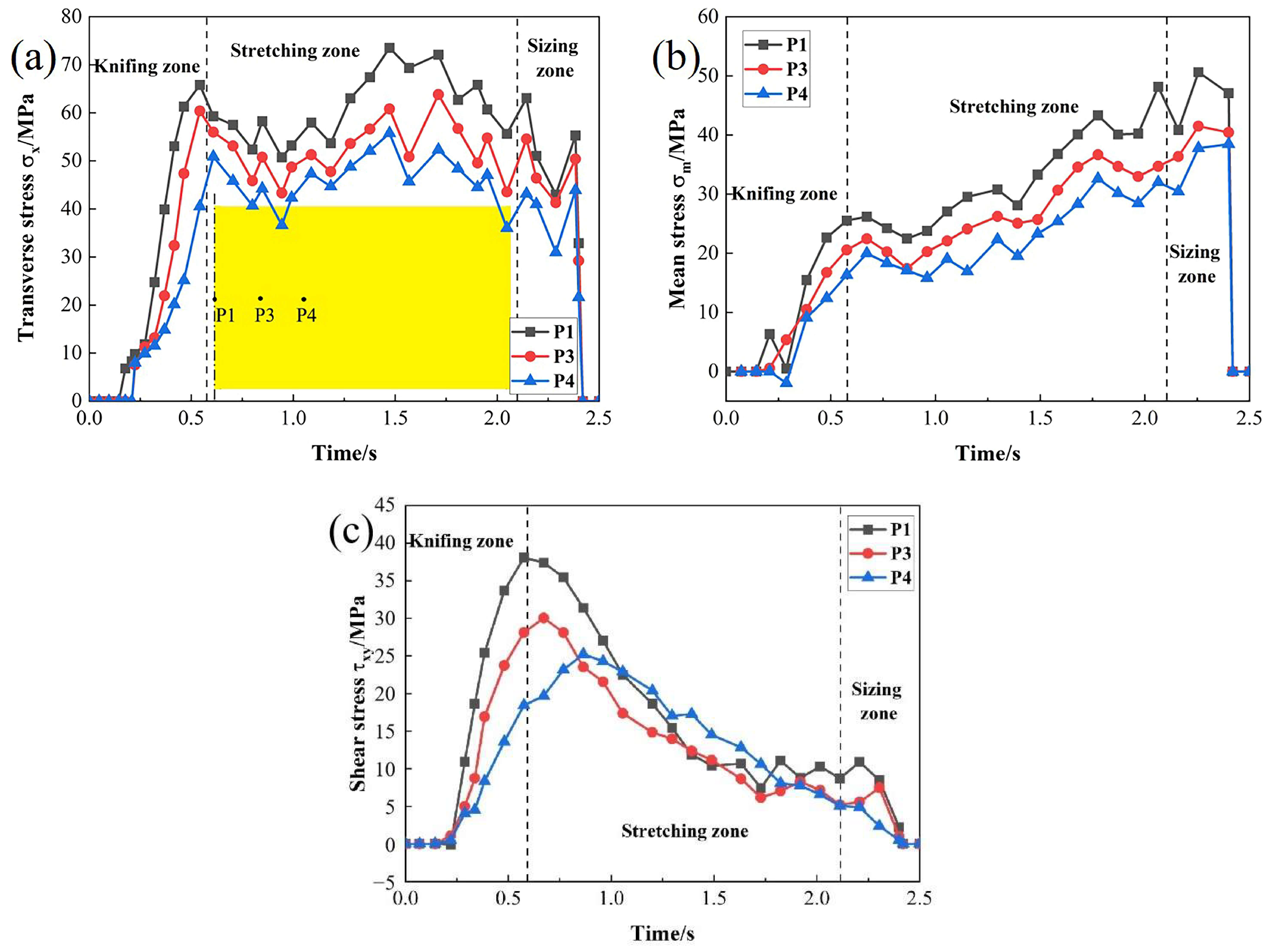
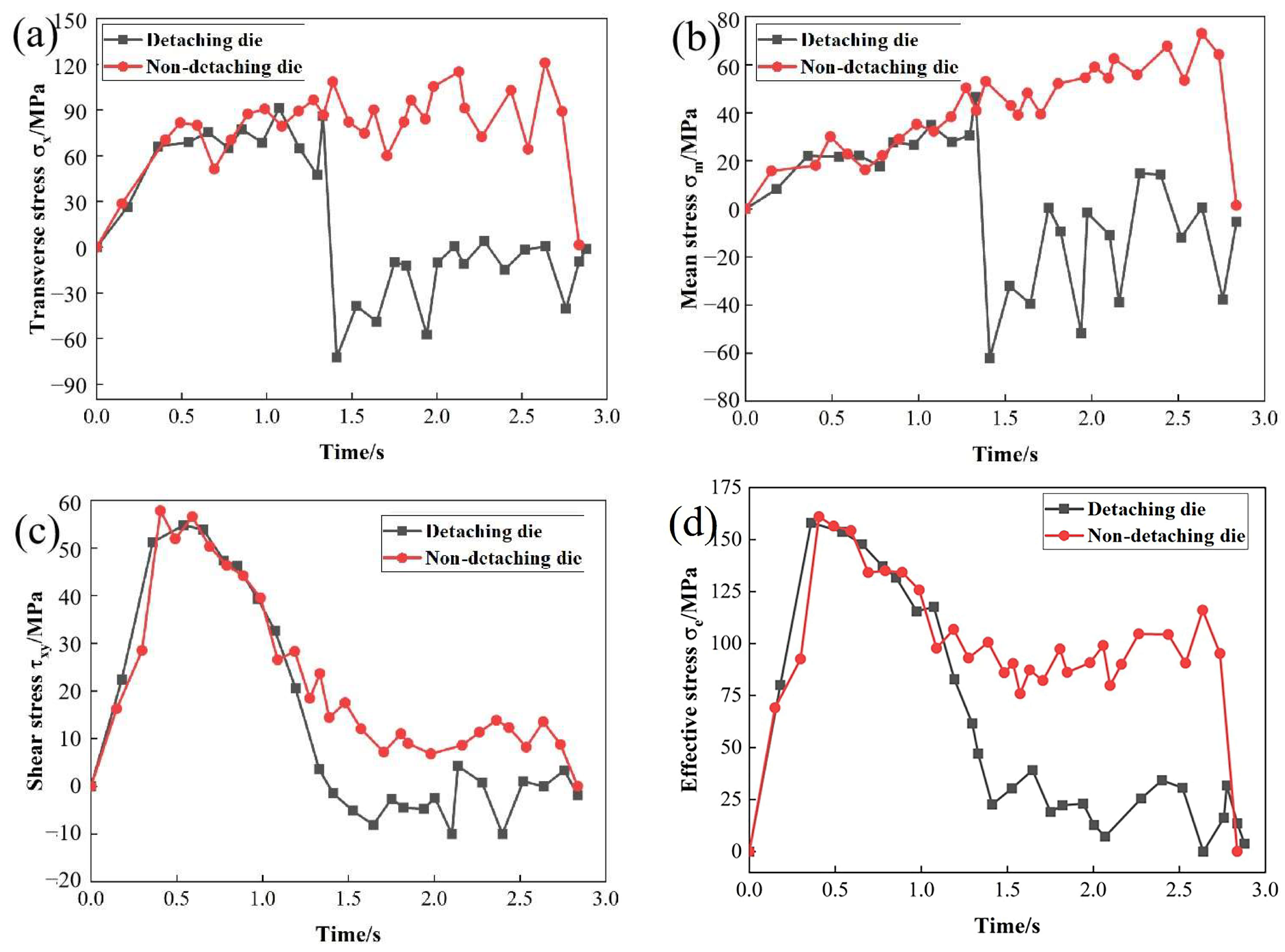
4.3.1. Analysis of Stress
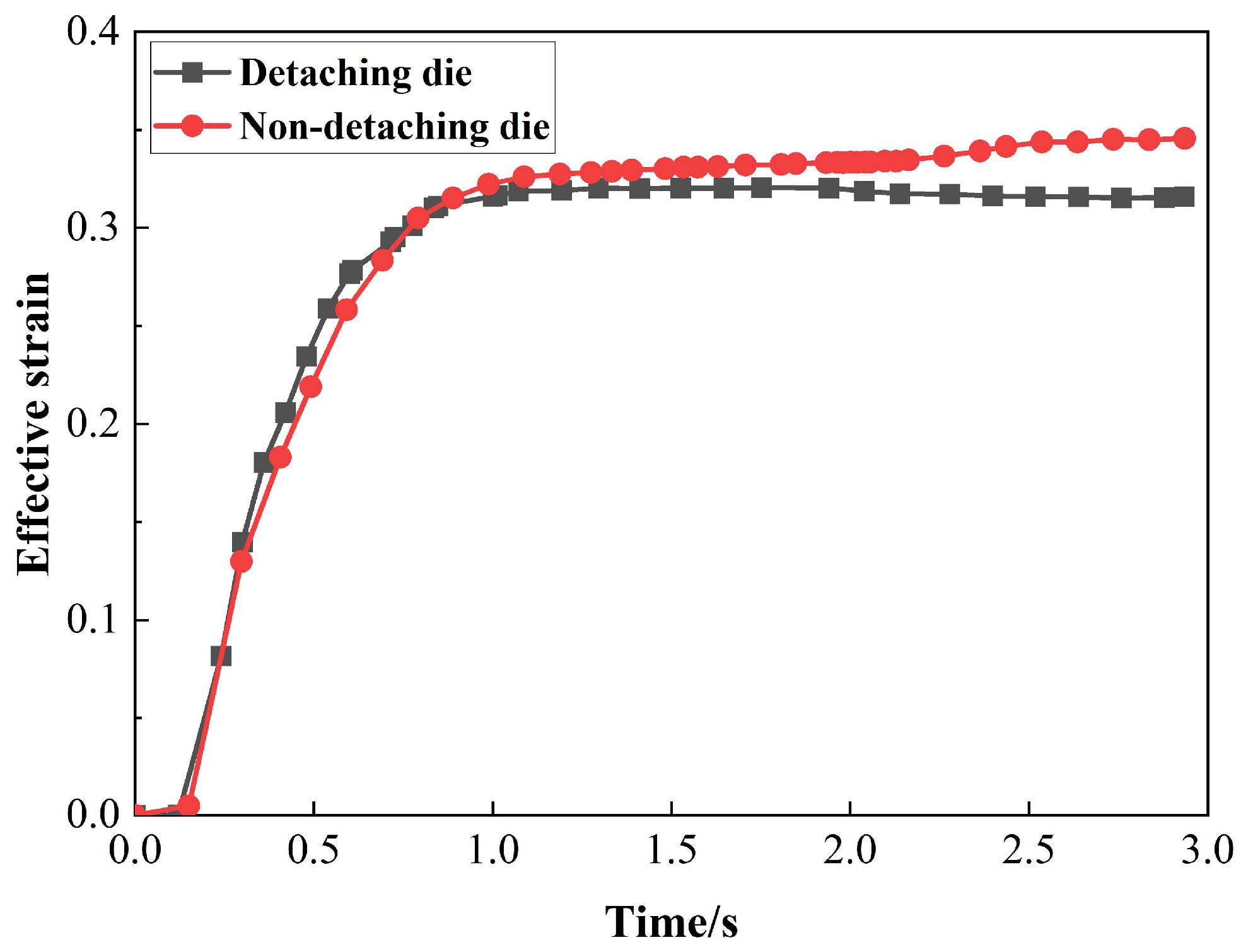
4.3.2. Analysis of Strain
4.4. Optimization of Process Parameters After-Rolling Detaching Die
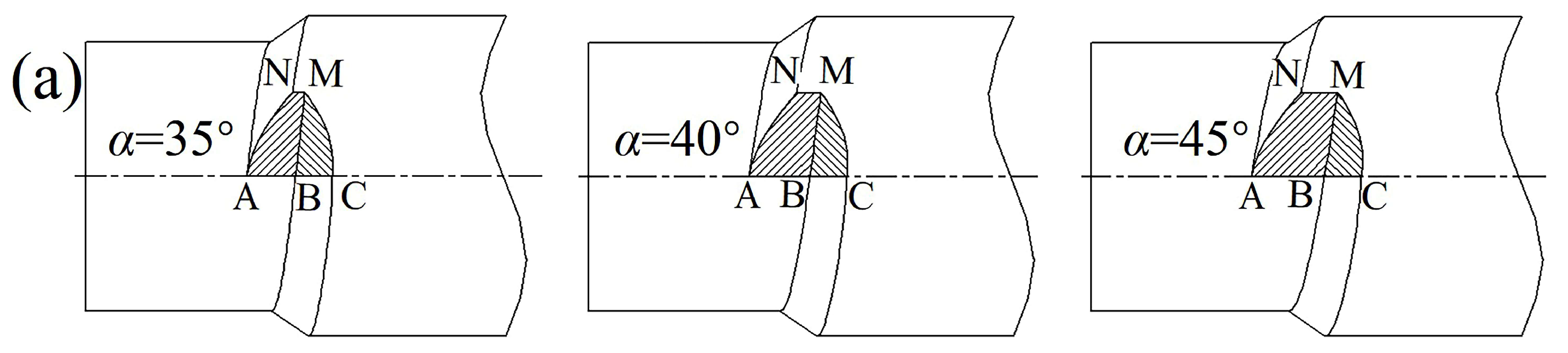
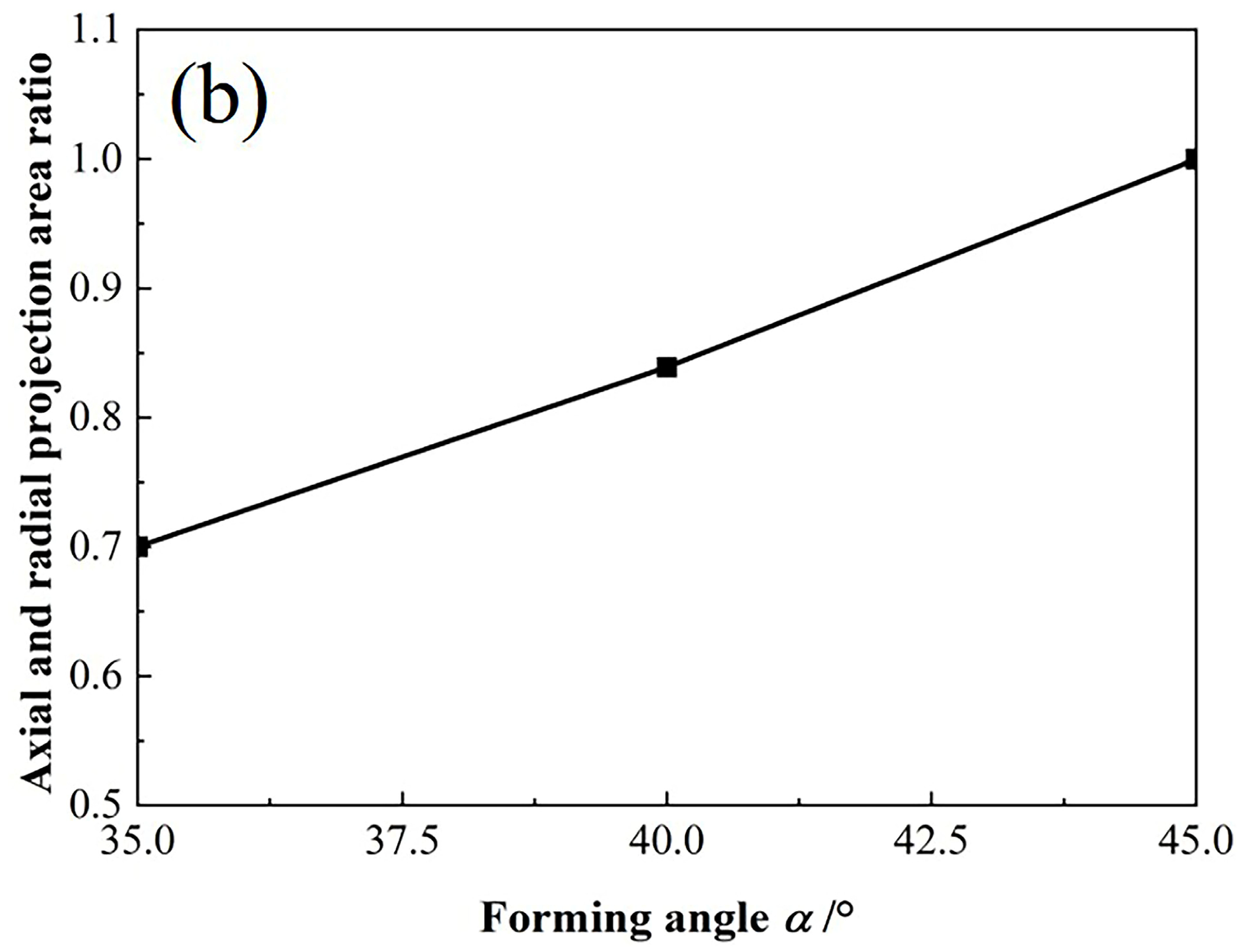
4.4.1. Influence of Forming Angle on the Formation of the Rolled Piece
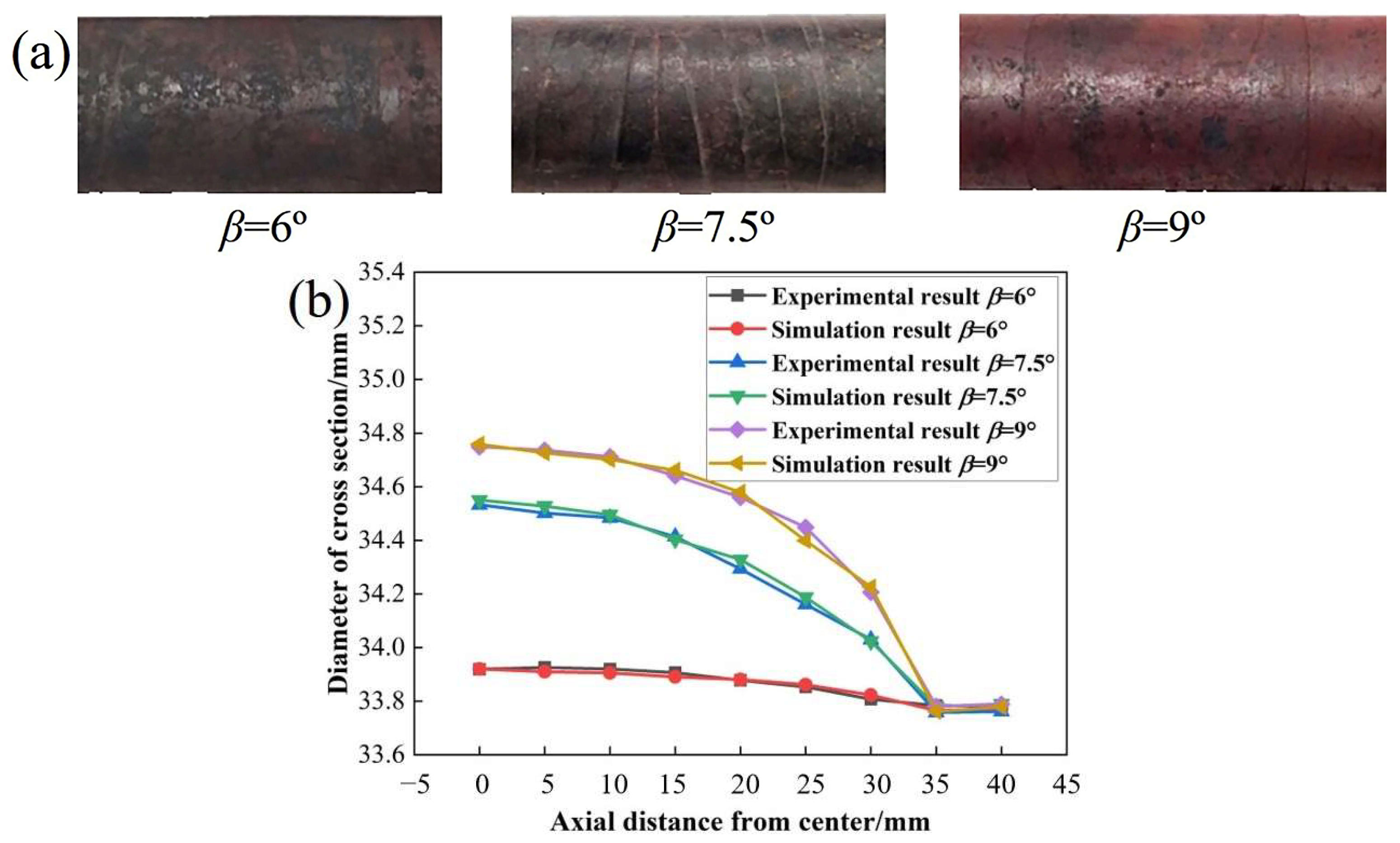
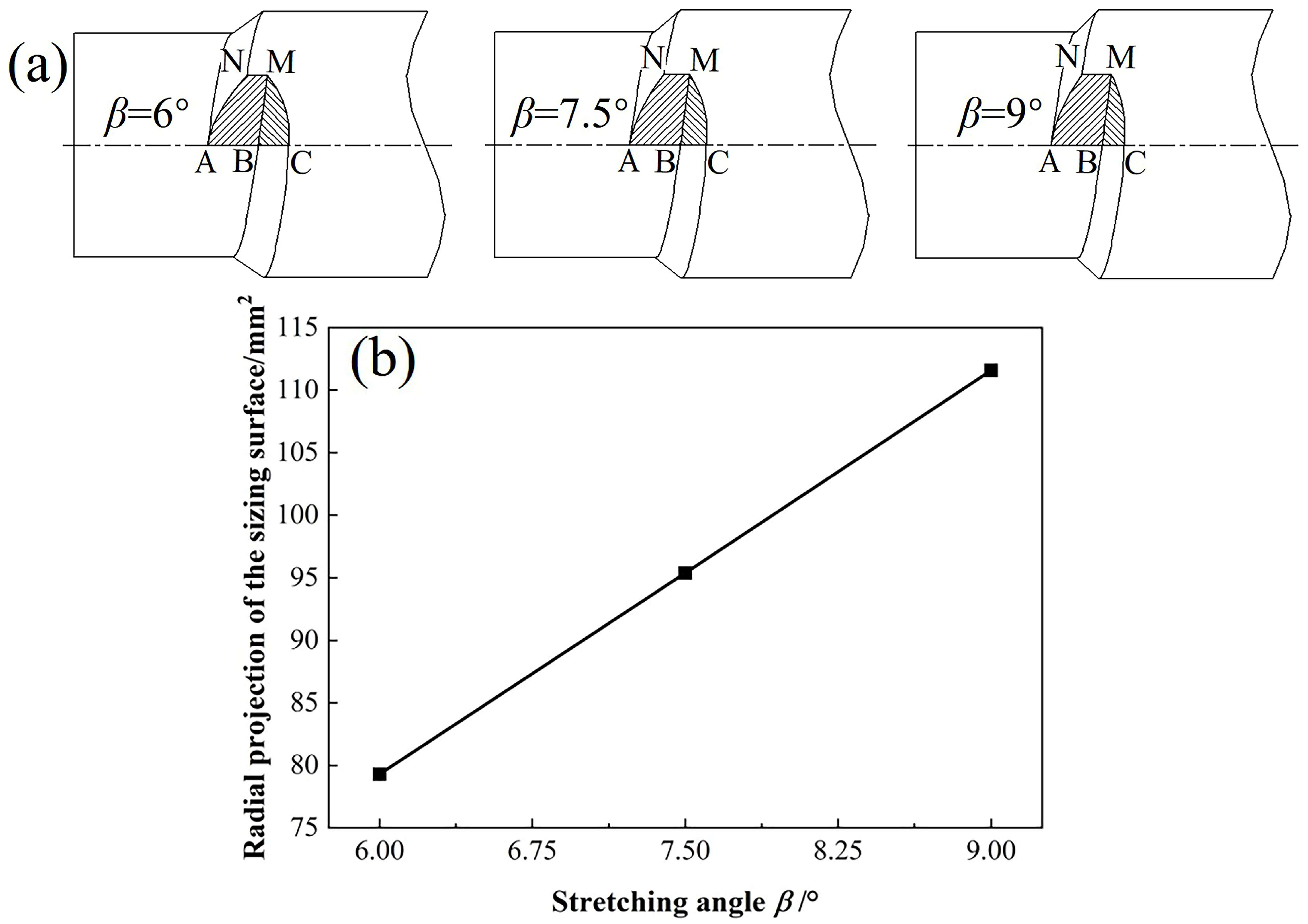
4.4.2. Influence of Stretching Angle on the Formation of the Rolled Piece
5. Experiment Validation
5.1. Experimental Arrangement
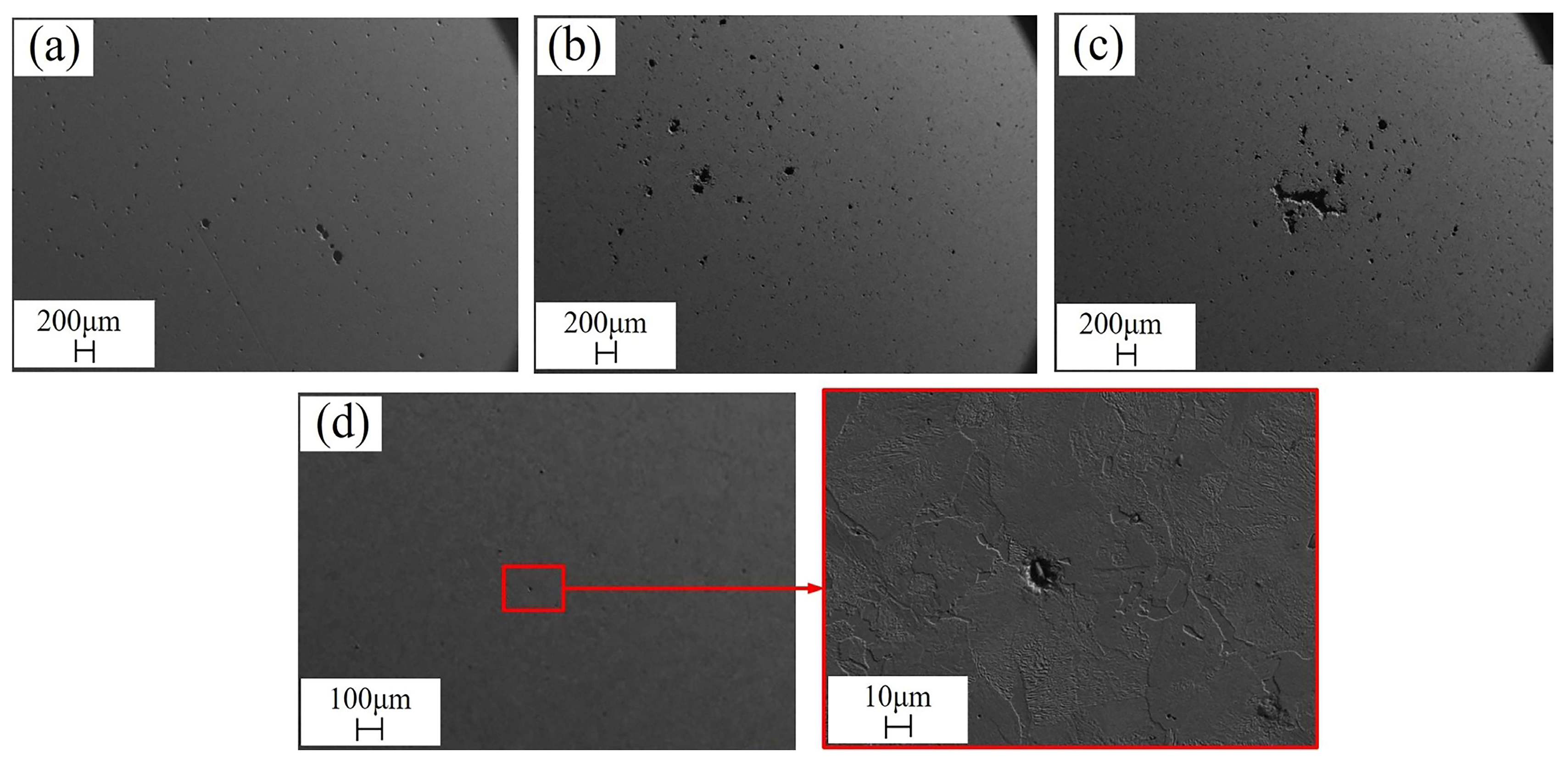
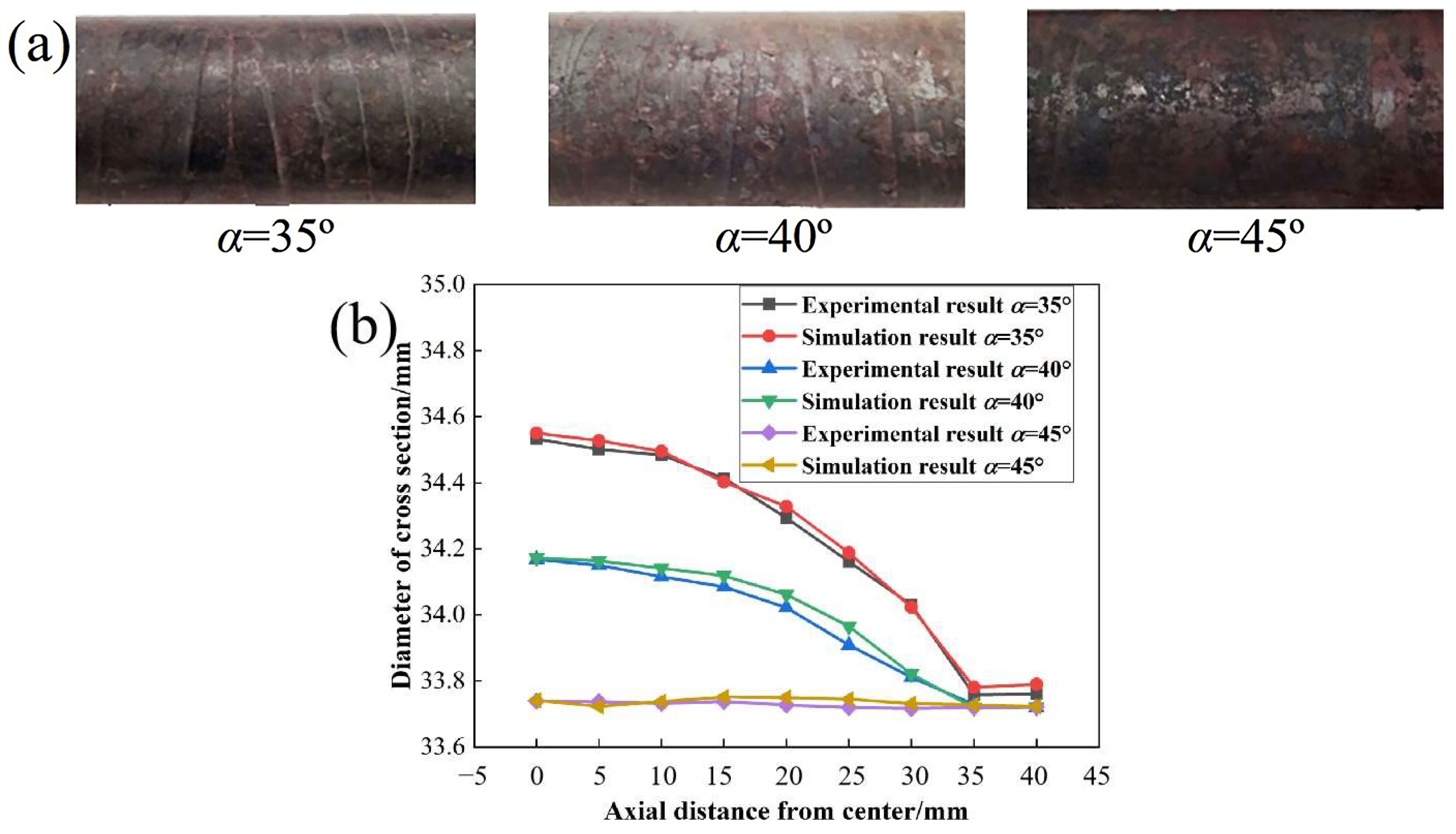
5.2. Analysis of Experimental Results
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Shu, X.D.; Wei, X.H.; Li, C.M.; Hu, Z.H. The Influence Rules of Stress about Technical Parameters on Synchronous Rolling Railway Axis with Multi-Wedge Cross-Wedge Rolling. Appl. Mech. Mater. 2010, 1044, 1482–1488. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Pater, Z.; Madej, L.; Gontarz, A.; Lisiecki, L.; Lukaszek-Solek, A.; Łuksza, J.; Mróz, S.; Muskalski, Z.; Muzykiewicz, W.; et al. Recent development trends in metal forming. Arch. Civ. Mech. Eng. 2019, 19, 898–941. [Google Scholar] [CrossRef]
- Li, C.M.; Shu, X.D.; Hu, Z.H. Feasibility study on multi-wedge cross wedge rolling of railway axles with finite element analysis. China Mech. Eng. 2006, 17, 2017–2019. [Google Scholar] [CrossRef]
- Jiang, Y.; Wang, B.Y.; Hu, Z.H.; Lin, J.G. Numerical simulation for thick-walled hollow axle during cross wedge rolling. Adv. Mater. Res. 2011, 1451, 270–273. [Google Scholar] [CrossRef]
- Huo, Y.M.; Bai, Q.; Wang, B.Y.; Lin, J.G.; Zhou, J. A new application of unified constitutive equations for cross wedge rolling of a high-speed railway axle steel. J. Mater. Process. Technol. 2015, 223, 274–283. [Google Scholar] [CrossRef]
- Huo, Y.M.; Lin, J.G.; Bai, Q.; Wang, B.Y.; Tang, X.F.; Ji, H.C. Prediction of microstructure and ductile damage of a high-speed railway axle steel during cross wedge rolling. J. Mater. Process. Technol. 2016, 239, 359–369. [Google Scholar] [CrossRef]
- Pater, Z.; Tomczak, J. A new cross wedge rolling process for producing rail axles. MATEC Web Conf. 2018, 190, 11006. [Google Scholar] [CrossRef] [Green Version]
- Pater, Z. Study of cross wedge rolling process of ba3002-type railway axle. Adv. Sci. Technol. Res. 2022, 16, 225–231. [Google Scholar] [CrossRef]
- Tomasz, B. Ductile fracture prediction in cross-wedge rolling of rail axles. Materials 2021, 14, 6638. [Google Scholar] [CrossRef]
- Jia, C.; Huo, Y.; He, T.; Hosseini SR, E.; Wu, W.; Huo, C.; Wang, B. Numerical prediction of ductile damage evolution of 40CrNiMo railway axle steel during hot cross wedge rolling. Mater. Today Commun. 2022, 33, 104942. [Google Scholar] [CrossRef]
- Xu, S.J.; Cui, L.Y.; Zhao, L.X.; Li, S.L.; Yang, C.P.; Xue, Z.F. Research on cross wedge rolling forming technology of railway axles. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1270, 012015. [Google Scholar] [CrossRef]
- Gao, H.W.; Fan, Q.H.; Chu, Z.B. Simulation research on the forming process of large axles rolled by cross-wedge rolling. Trans. FAMENA 2022, 46, 63–80. [Google Scholar] [CrossRef]
- Huo, Y.; Huo, C.; Ren, X.; He, T.; Hosseini, S.R.E.; Wang, B.; Cui, Y.; Jia, C.; Liu, K.; Du, X. Numerical prediction of microstructure evolution of high-speed railway axle formed using hot cross wedge rolling. Mater. Today Commun. 2023, 35, 105985. [Google Scholar] [CrossRef]
- Dong, Y.; Tagavi, K.A.; Lovell, M.R.; Deng, Z. Analysis of stress in cross wedge rolling with application to failure. Int. J. Mech. Sci. 2000, 42, 1233–1253. [Google Scholar] [CrossRef]
- Li, Q.; Lovell, M.R.; Slaughter, W.; Tagavi, K. Investigation of the morphology of internal defects in cross wedge rolling. J. Mater. Process. Technol. 2002, 125–126, 248–257. [Google Scholar] [CrossRef]
- Li, Q.; Lovell, M.R. The establishment of a failure criterion in cross wedge rolling. Int. J. Adv. Manuf. Technol. 2004, 24, 180–189. [Google Scholar] [CrossRef]
- Pater, Z.; Bartnicki, J.; Samołyk, G. Numerical modelling of cross-wedge rolling process of ball pin. J. Mater. Process. Technol. 2005, 164–165, 1235–1240. [Google Scholar] [CrossRef]
- Wang, X.F.; Zhang, K.S.; Liu, J.P. Effect of stretching angle on internal defects in valve roughcasts produced by single cross wedge rolling. Chin. J. Eng. 2011, 33, 1538–1543. [Google Scholar] [CrossRef]
- Kache, H.; Stonis, M.; Behrens, B. Development of a warm cross wedge rolling process using FEA and downsized experimental trials. Prod. Eng. Res. Dev. 2012, 6, 339–348. [Google Scholar] [CrossRef]
- Zhou, J.; Xiao, C.; Yu, Y.Y.; Jia, Z. Influence of tool parameters on central deformation in two-wedge two-roll cross-wedge rolling. Adv. Mater. Res. 2012, 486, 478–483. [Google Scholar] [CrossRef]
- Wang, M.H.; Xiang, D.; Xiao, C.; Zhou, J. Influence of cooling condition of tools on central deformation of workpiece and tool wear in cross wedge rolling. Int. J. Adv. Manuf. Technol. 2012, 59, 473–482. [Google Scholar] [CrossRef]
- Huang, J.H.; Liu, J.P.; Wang, B.Y.; Hu, Z.H. Influence analysis of wedging tip fillet for forming in the process of cross wedge rolling 4cr9si2 valve. J. Mech. Eng. 2014, 50, 93–99. [Google Scholar] [CrossRef]
- Shu, X.D.; Liu, W.P.; Cheng, C.; Li, Z.; Peng, W.F.; Sun, B.S. Study on the regularity of the center quality of cross wedge rolling asymmetric shaft parts based on parity wedge. Appl. Mech. Mater. 2014, 488–489, 1125–1129. [Google Scholar] [CrossRef]
- Yang, C.P.; Dong, H.B.; Hu, Z.H. Micro-mechanism of central damage formation during cross wedge rolling. J. Mater. Process. Technol. 2017, 252, 322–332. [Google Scholar] [CrossRef]
- Zhou, X.; Shao, Z.; Pruncu, C.I.; Hua, L.; Balint, D.; Lin, J.; Jiang, J. A study on central crack formation in cross wedge rolling. J. Mater. Process. Technol. 2020, 279, 116549. [Google Scholar] [CrossRef]
- Zhou, X.Y.; Shao, Z.T.; Tian, F.M.; Hopper, C.; Jiang, J. Microstructural effects on central crack formation in hot cross-wedge-rolled high-strength steel parts. J. Mater. Sci. 2020, 55, 9608–9622. [Google Scholar] [CrossRef] [Green Version]
- Zhou, X.Y.; Shao, Z.T.; Zhang, C.; Sun, F.Z.; Zhou, W.B.; Hua, L.; Jiang, J.; Wang, L. The study of central cracking mechanism and criterion in cross wedge rolling. Int. J. Mach. Tools Manuf. 2020, 159, 103647. [Google Scholar] [CrossRef]
- Zhou, X.Y.; Sun, C.Y.; Wang, B.Y.; Jiang, J. Investigation and prediction of central cracking in cross wedge rolling. Int. J. Adv. Manuf. Technol. 2022, 123, 145–159. [Google Scholar] [CrossRef]
- Shi, M.J.; Cheng, M.; Zhang, S.H.; Tan, H.; Chen, M.; Petrenko, V.; Kozhevnikova, G.V. Central defects control of Ti-6Al-4V alloy with heavy section reduction during flat cross wedge rolling. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1270, 012078. [Google Scholar] [CrossRef]
- Sun, W.H.; Zheng, Z.H.; Feng, P.N.; Yang, C.P. Effect of inclusions on fracture behavior of LZ50 railway axle steel during high-temperature tension. J. Mater. Eng. Perform. 2023, 32, 1–13. [Google Scholar] [CrossRef]























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| FE Parameter (Unit) | Value |
|---|---|
| Speed of roller (rpm) | 10 |
| Initial temperature of workpiece (°C) | 1100 |
| Initial temperature of tool (°C) | 20 |
| Environment reference temperature (°C) | 20 |
| Heat convection coefficient with air (N/s/mm/°C) | 0.02 |
| Contact heat transfer coefficient (N/s/mm/°C) | 11 |
| Emissivity | 0.8 |
| Friction factor (workpiece and die) | 1 |
| Friction factor (workpiece and guide plate) | 0.2 |
| Case Number | α (°) | β (°) | ψ (%) |
|---|---|---|---|
| 1 | 15 | 6 | 30 |
| 2 | 7.5 | ||
| 3 | 9 | ||
| 4 | 25 | 6 | |
| 5 | 7.5 | ||
| 6 | 9 | ||
| 7 | 45 | 6 | |
| 8 | 7.5 | ||
| 9 | 9 |
| Case Number | α (°) | β (°) | ψ (%) |
|---|---|---|---|
| 1 | 35 | 7.5 | 30 |
| 2 | 40 | ||
| 3 | 45 | ||
| 4 | 35 | 6 | |
| 5 | 9 | ||
| 6 | 7.5 |
| Sample Position | Axle Body | Wheel Seat | Axle Neck |
|---|---|---|---|
| Macrostructure |  |  |  |
| General porosity | 0.5 | 0.5 | 0.5 |
| Central porosity | 0.5 | 0.5 | 0.5 |
| Sample Position | Axle Body | Wheel Seat | Axle Neck |
|---|---|---|---|
| Macrostructure |  |  |  |
| General porosity | 1.0 | 1.0 | 1.5 |
| Central porosity | 0.5 | 0.5 | 1.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, W.; Wu, X.; Yang, C. Mechanism and Control Scheme of Central Defects in Cross Wedge Rolling of Railway Vehicle Axles. Metals 2023, 13, 1309. https://doi.org/10.3390/met13071309
Sun W, Wu X, Yang C. Mechanism and Control Scheme of Central Defects in Cross Wedge Rolling of Railway Vehicle Axles. Metals. 2023; 13(7):1309. https://doi.org/10.3390/met13071309
Chicago/Turabian StyleSun, Wenhui, Xuan Wu, and Cuiping Yang. 2023. "Mechanism and Control Scheme of Central Defects in Cross Wedge Rolling of Railway Vehicle Axles" Metals 13, no. 7: 1309. https://doi.org/10.3390/met13071309