
Effect of Preheating on the Mechanical Workability Improvement of High-Strength Electrical Steels during Tandem Cold Rolling

 and
and
Abstract
:1. Introduction
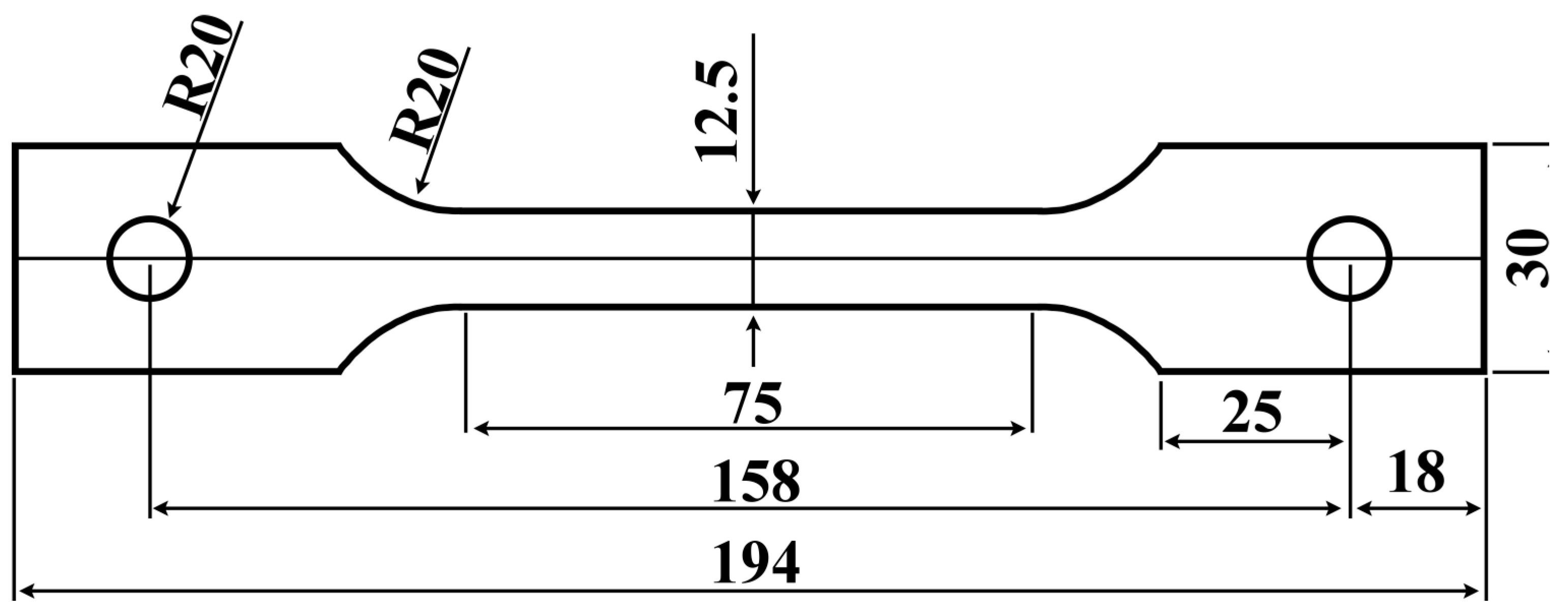
2. Materials and Methods
3. Results and Discussion
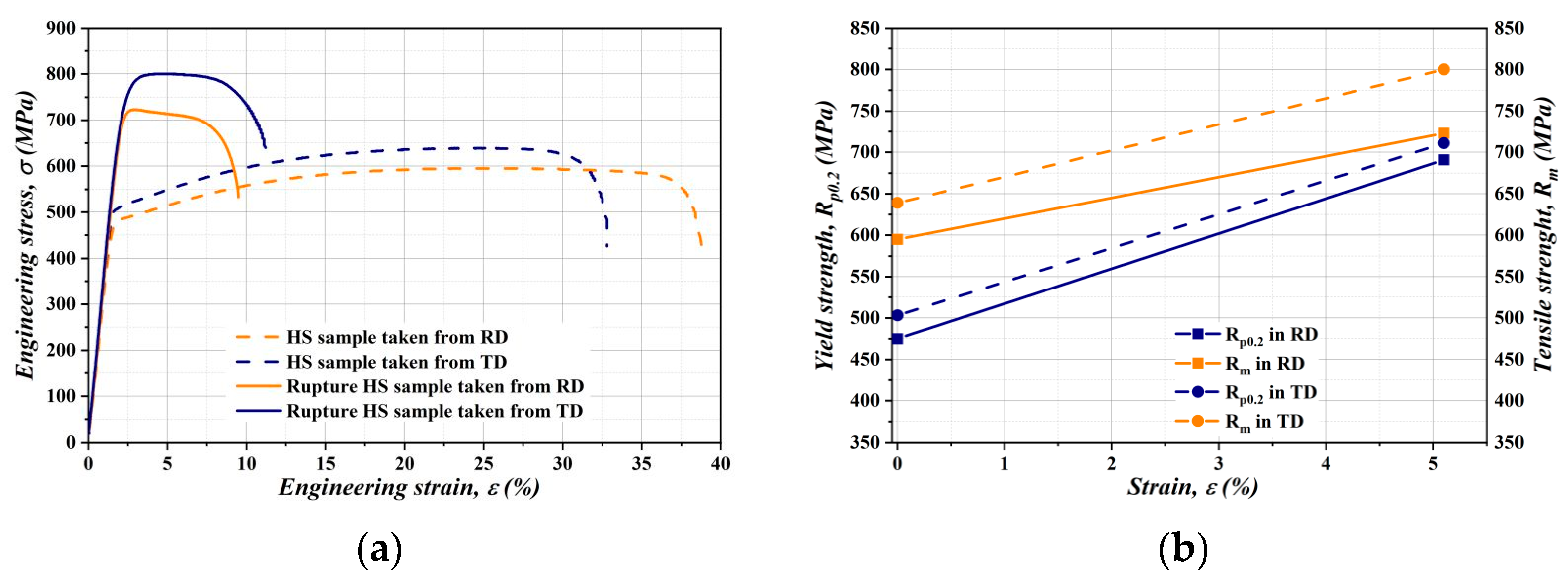
3.1. Investigation of Mechanical Properties of the Ruptured Strip
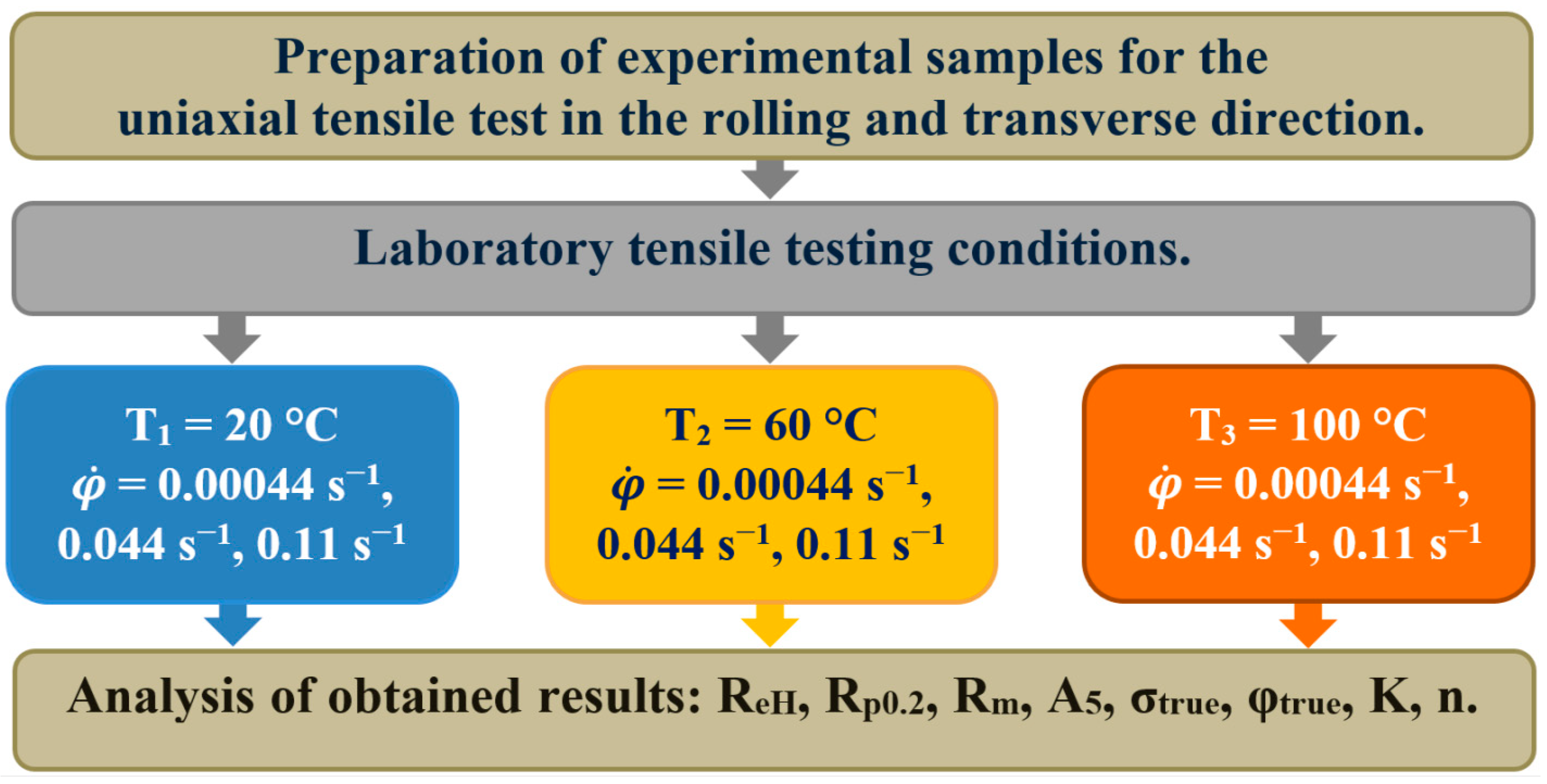
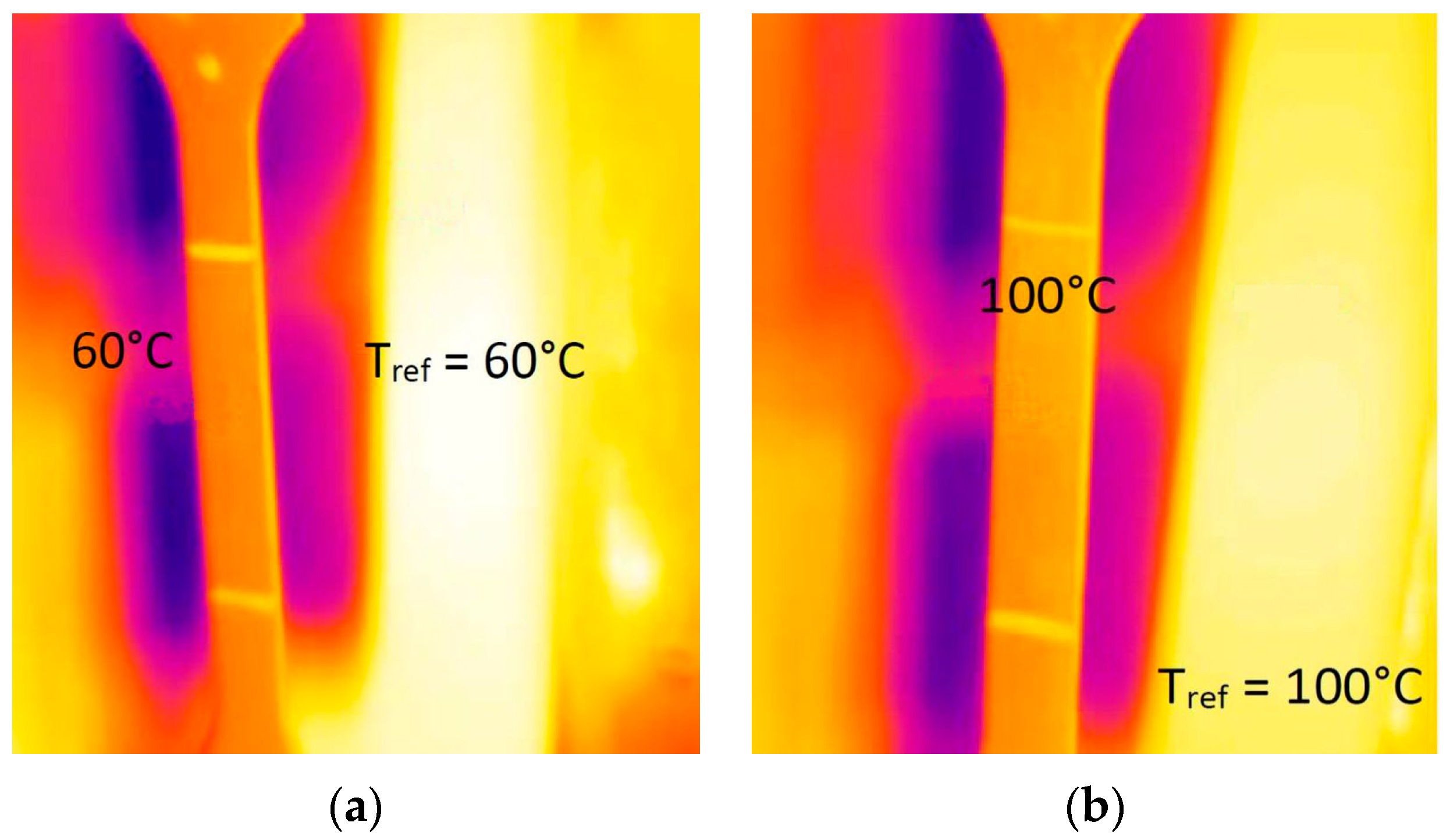
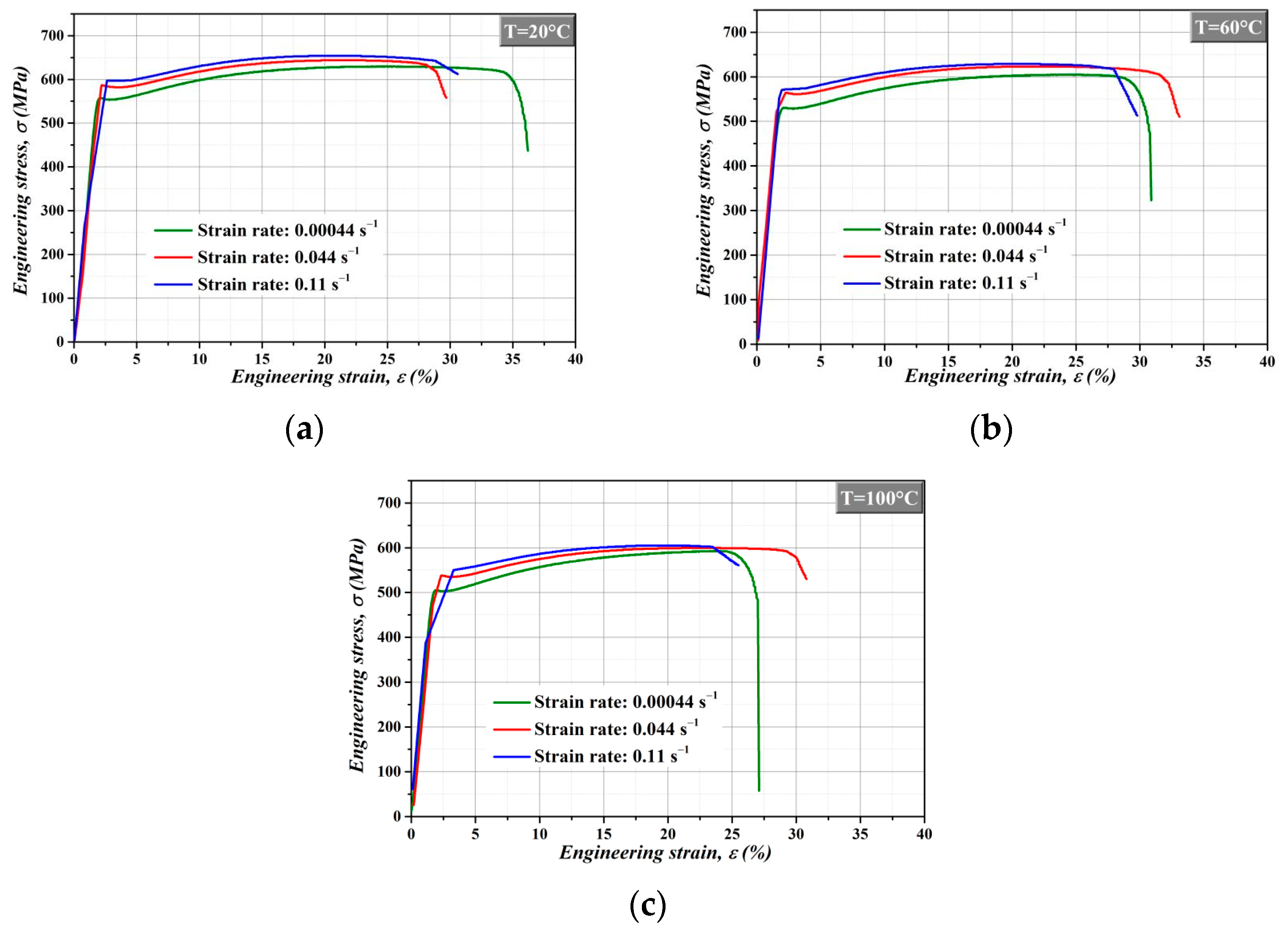
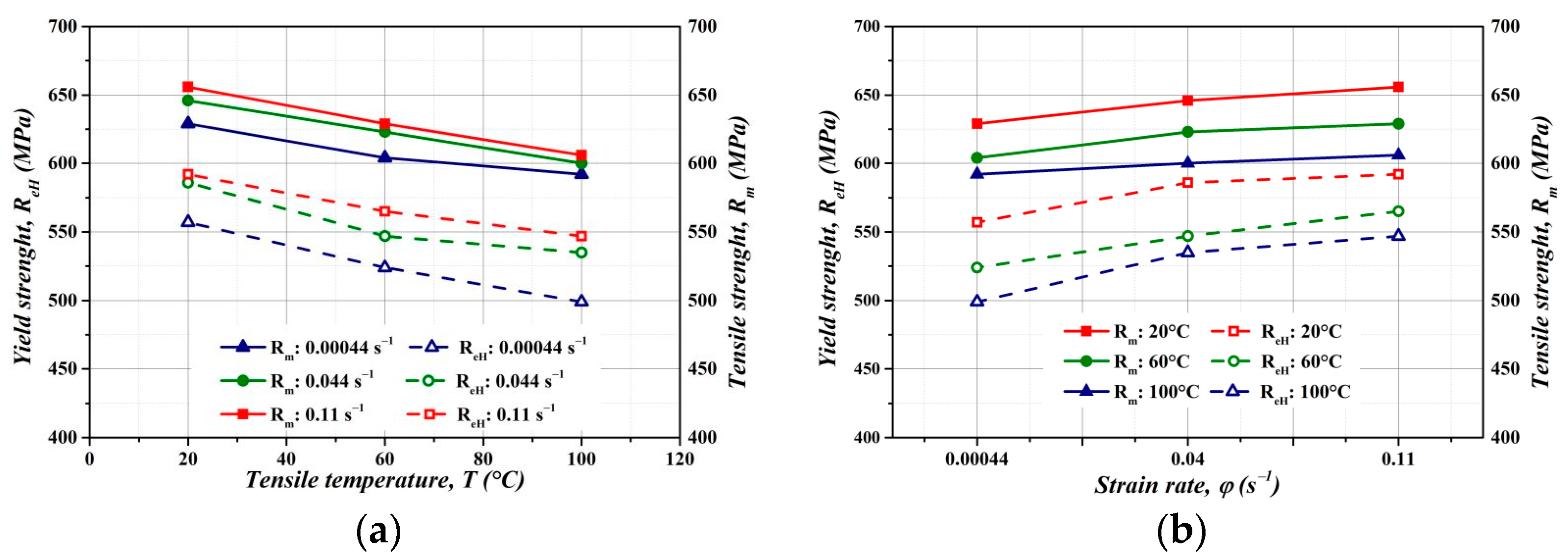
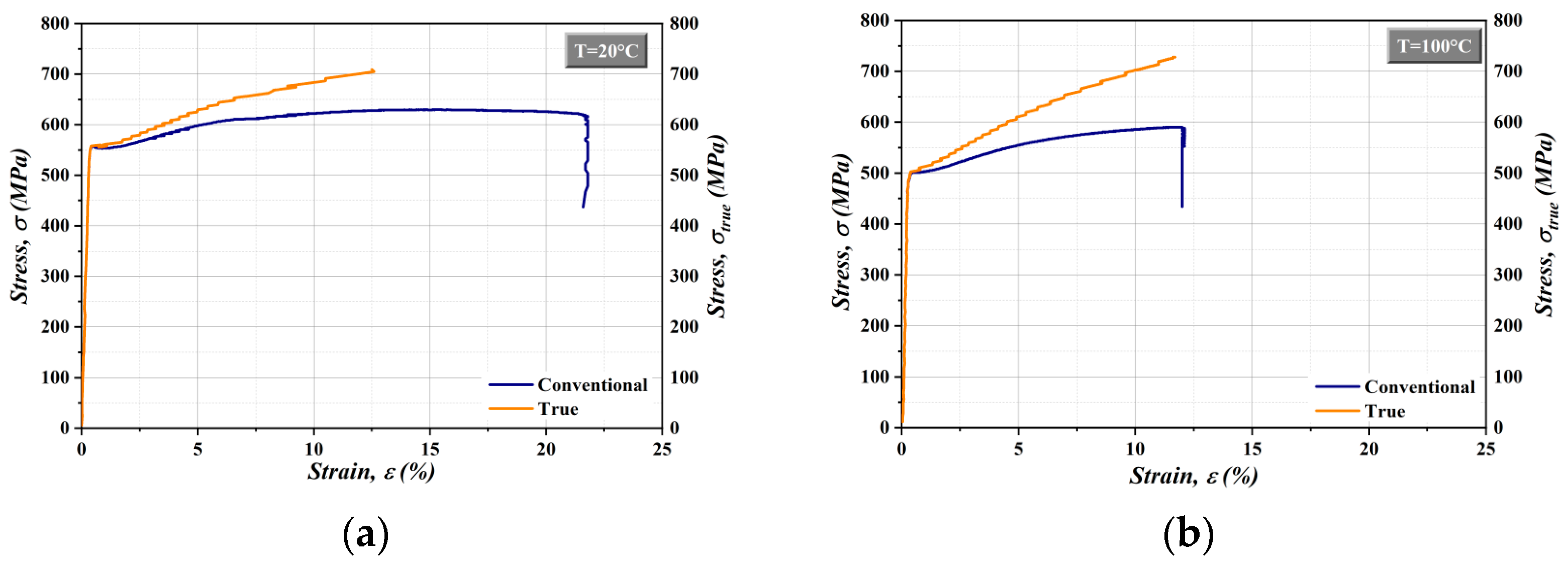
3.2. The Influence of Conditions of Uniaxial Tensile Tests on the Mechanical Properties of Hot Band
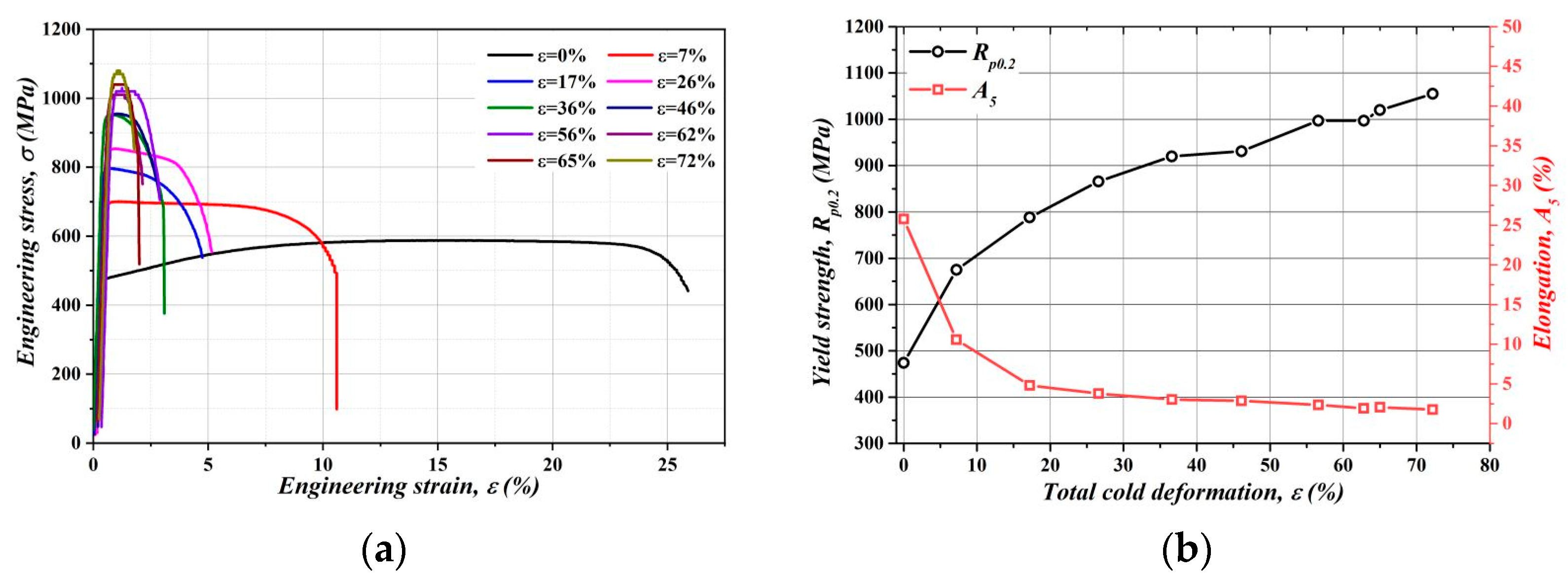
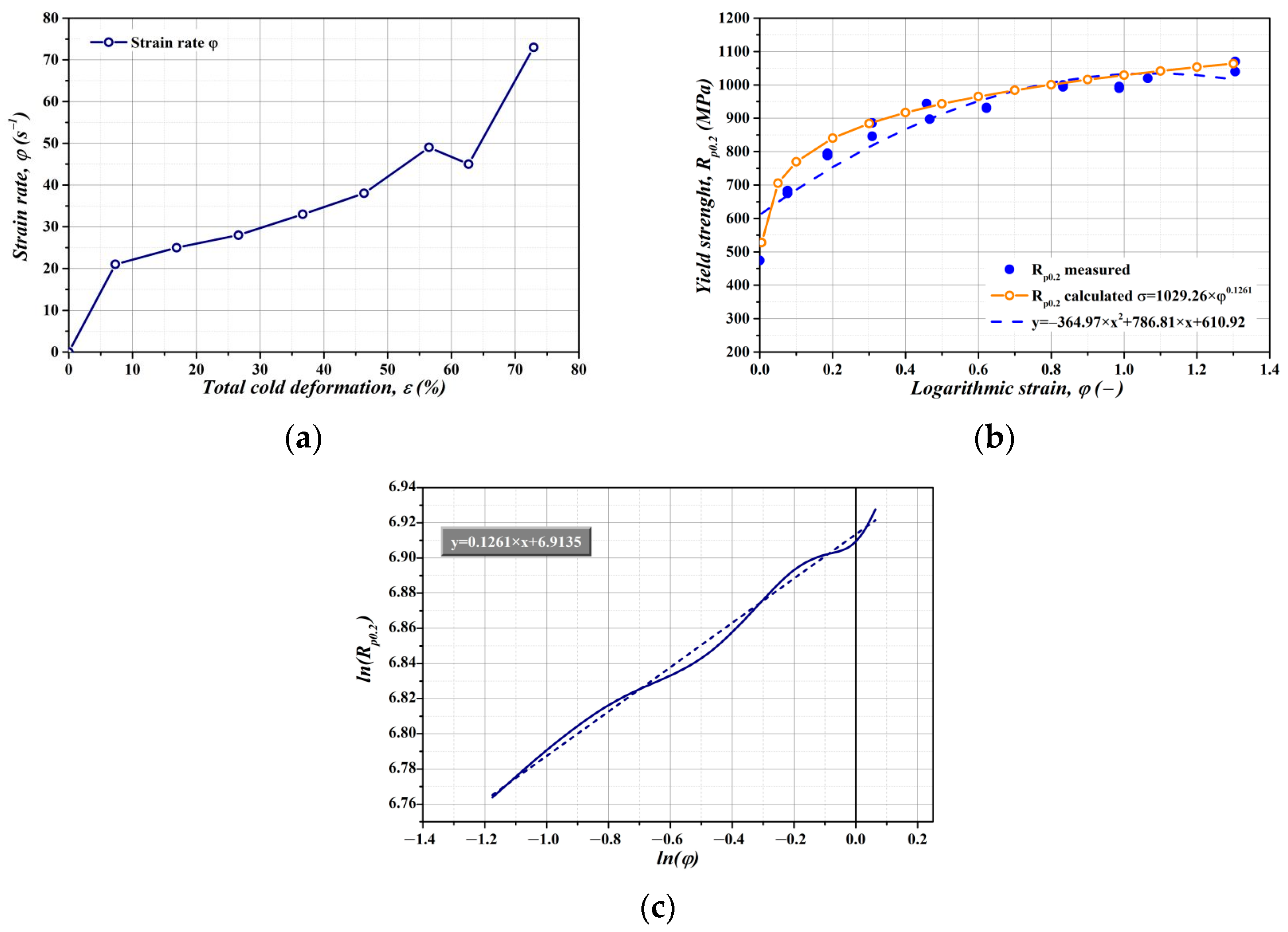
3.3. The Effect of Laboratory Cold Rolling Deformations on the Mechanical Properties of Hot Bands
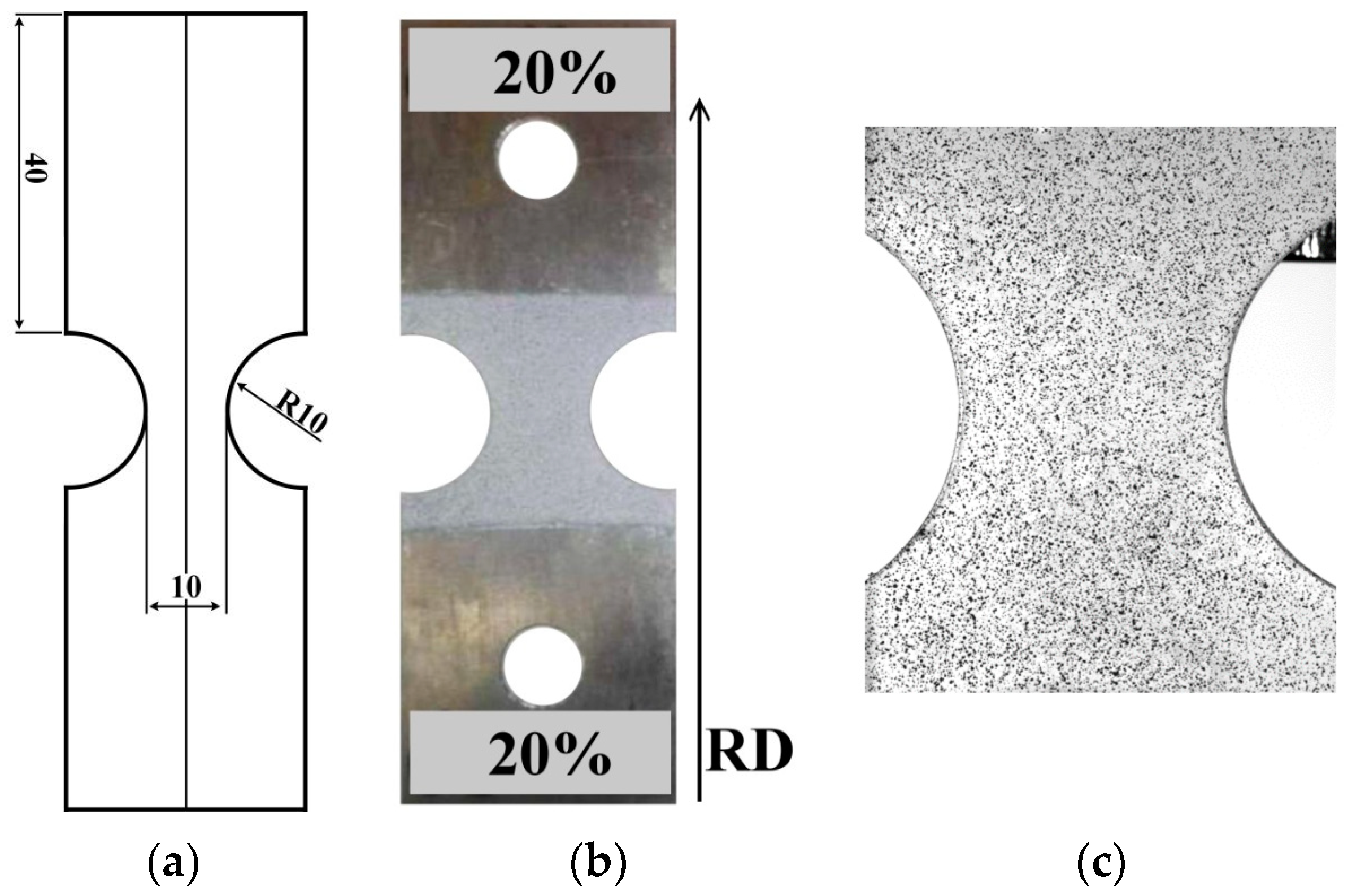
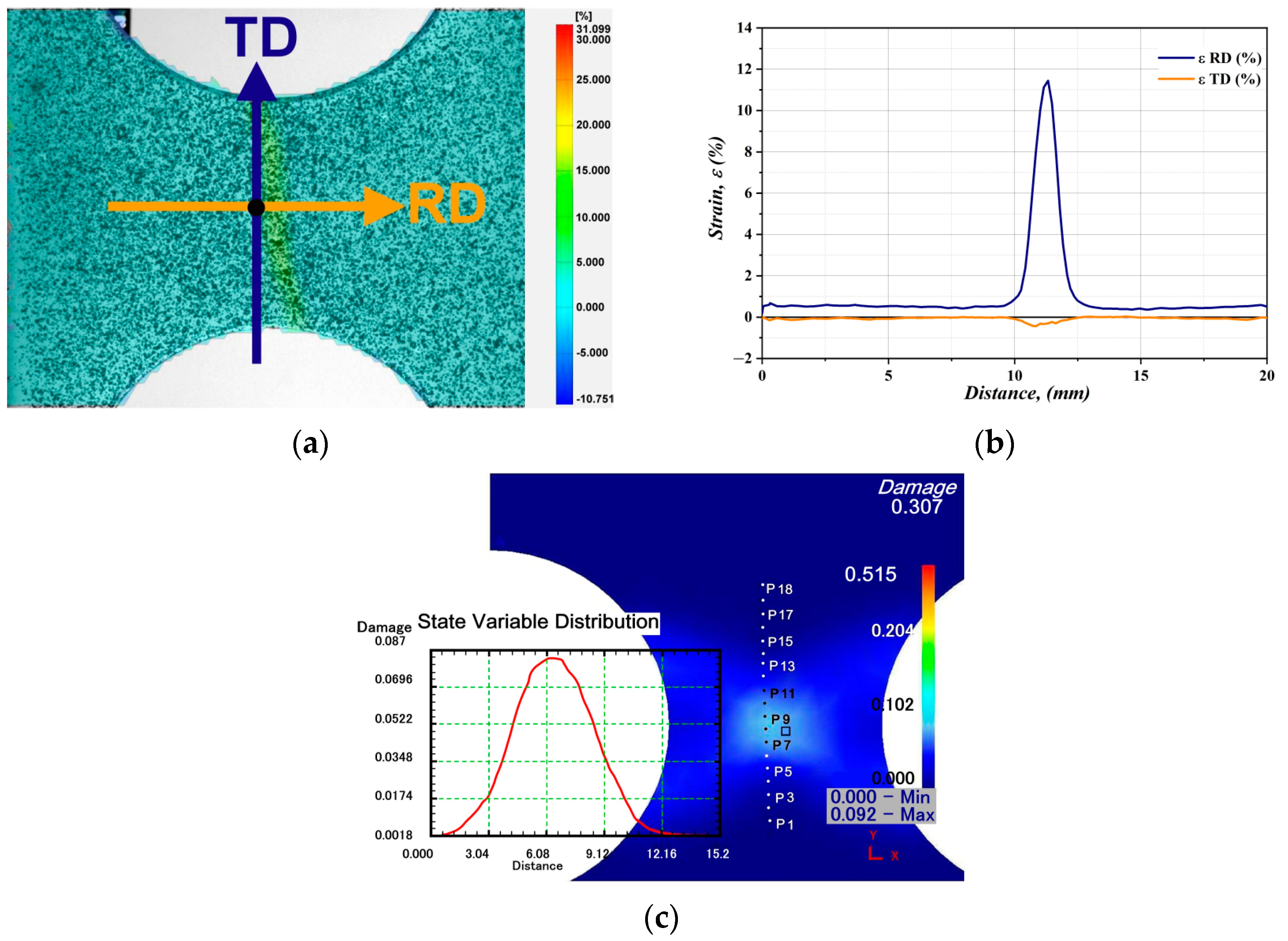
3.4. Measuring the Limit Strains Up to Failure on Specimens with Various Strain Degrees
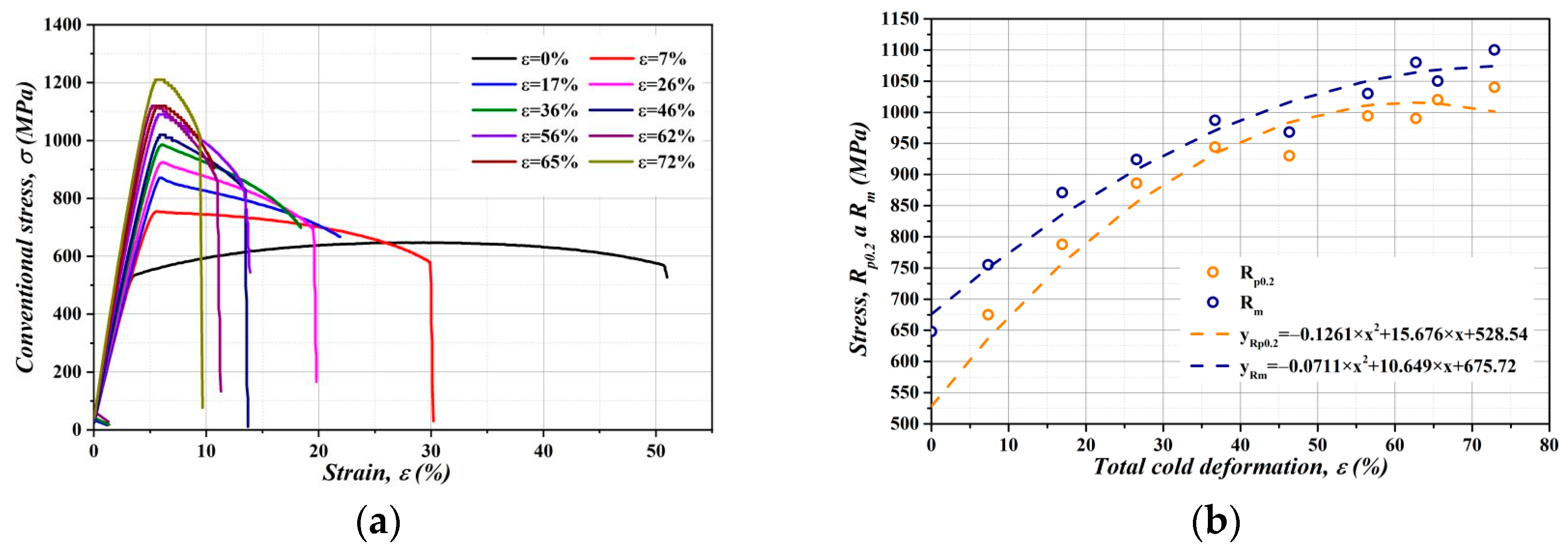
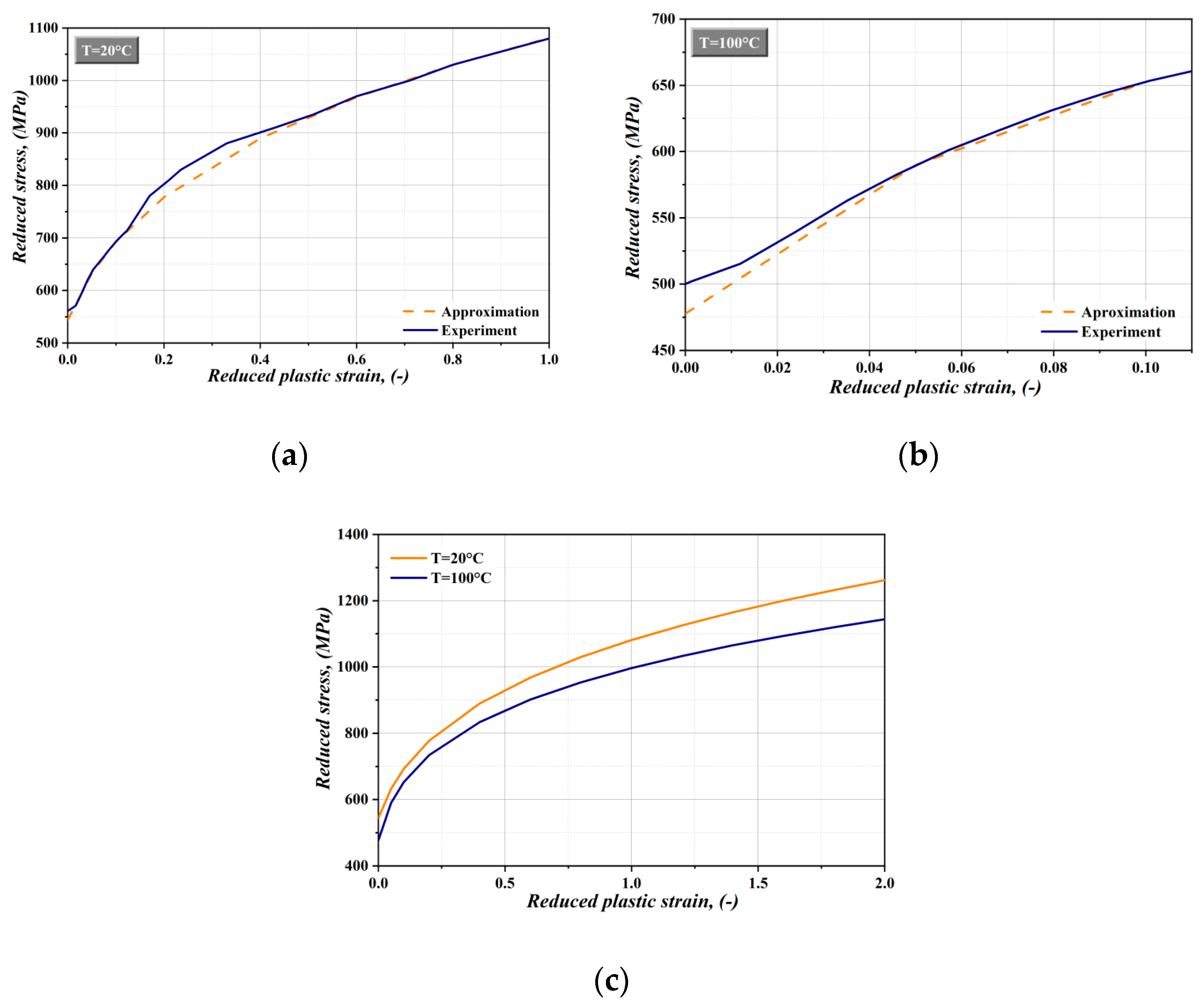
3.5. Analysis of the Stress–Strain Characteristics of Hot Strip Depending on the Strain Degree under Cold Rolling
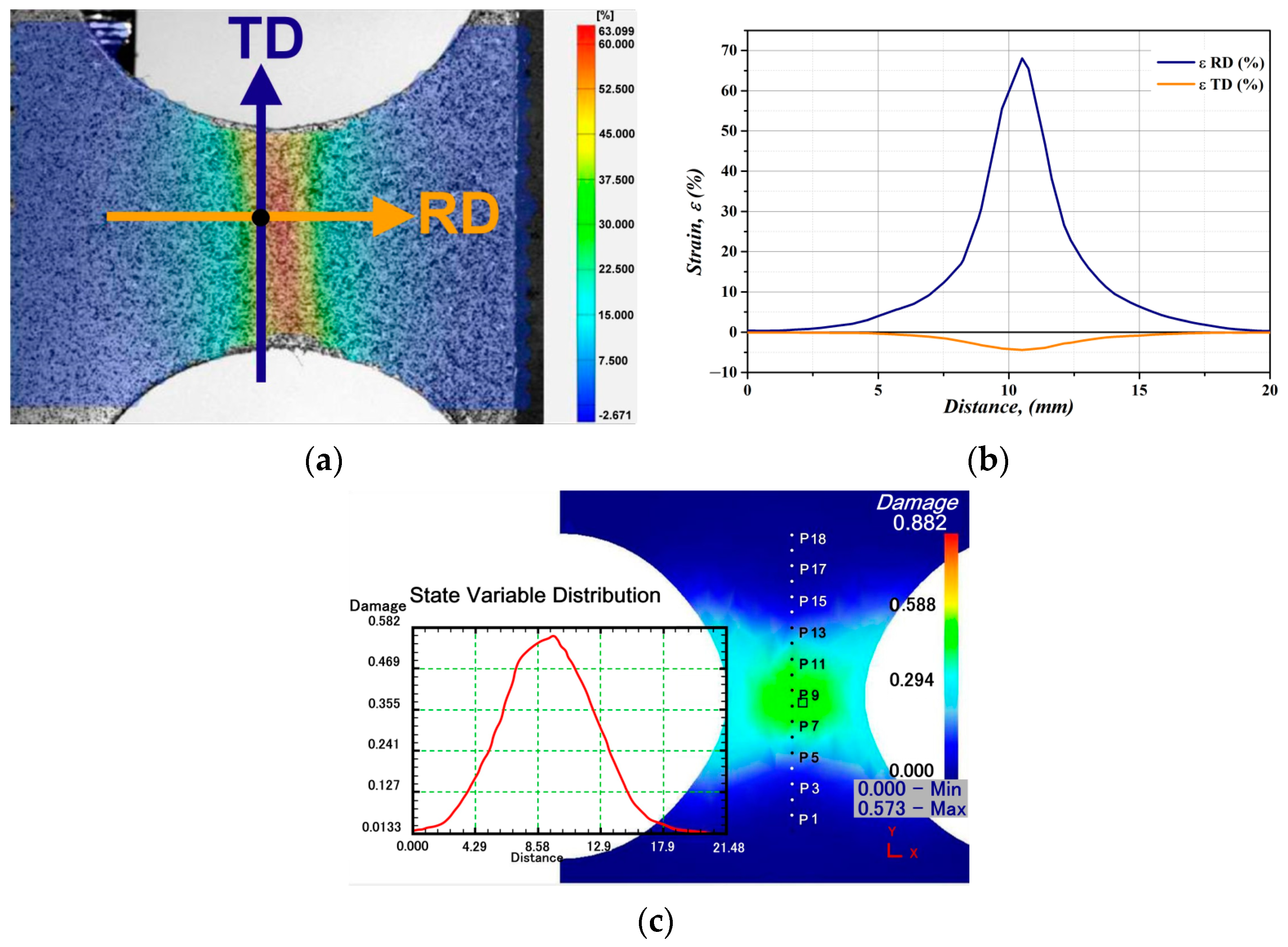
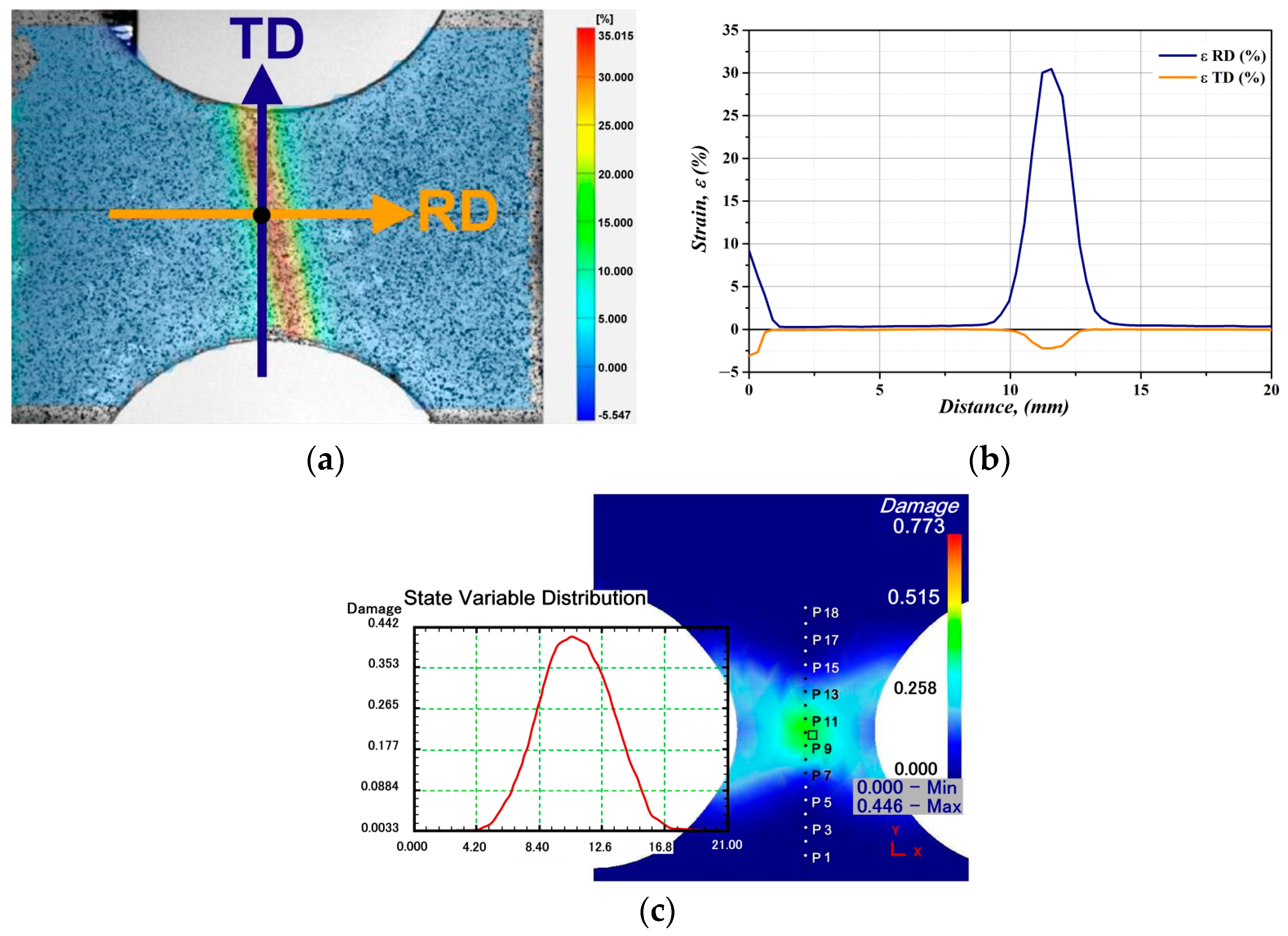
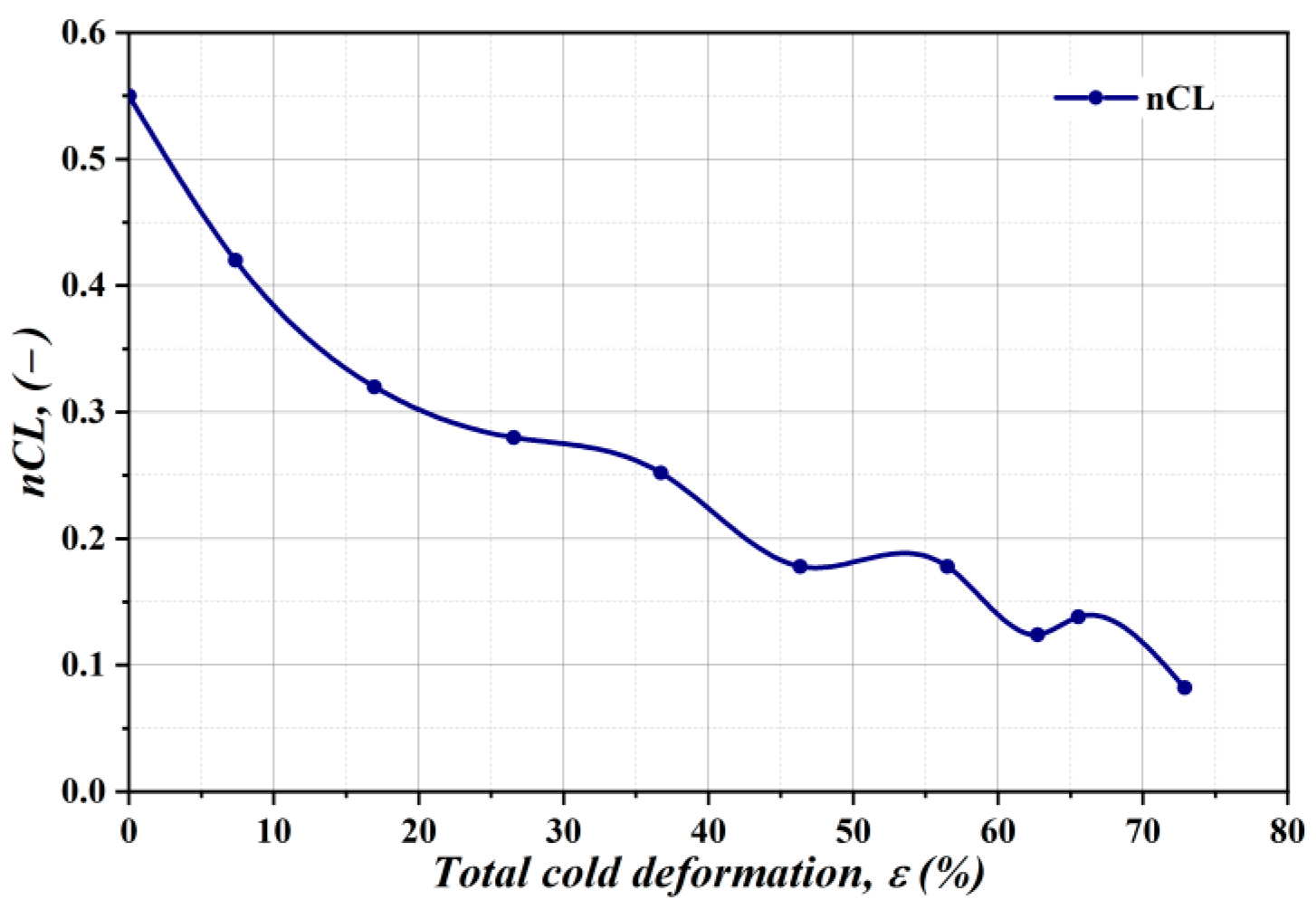
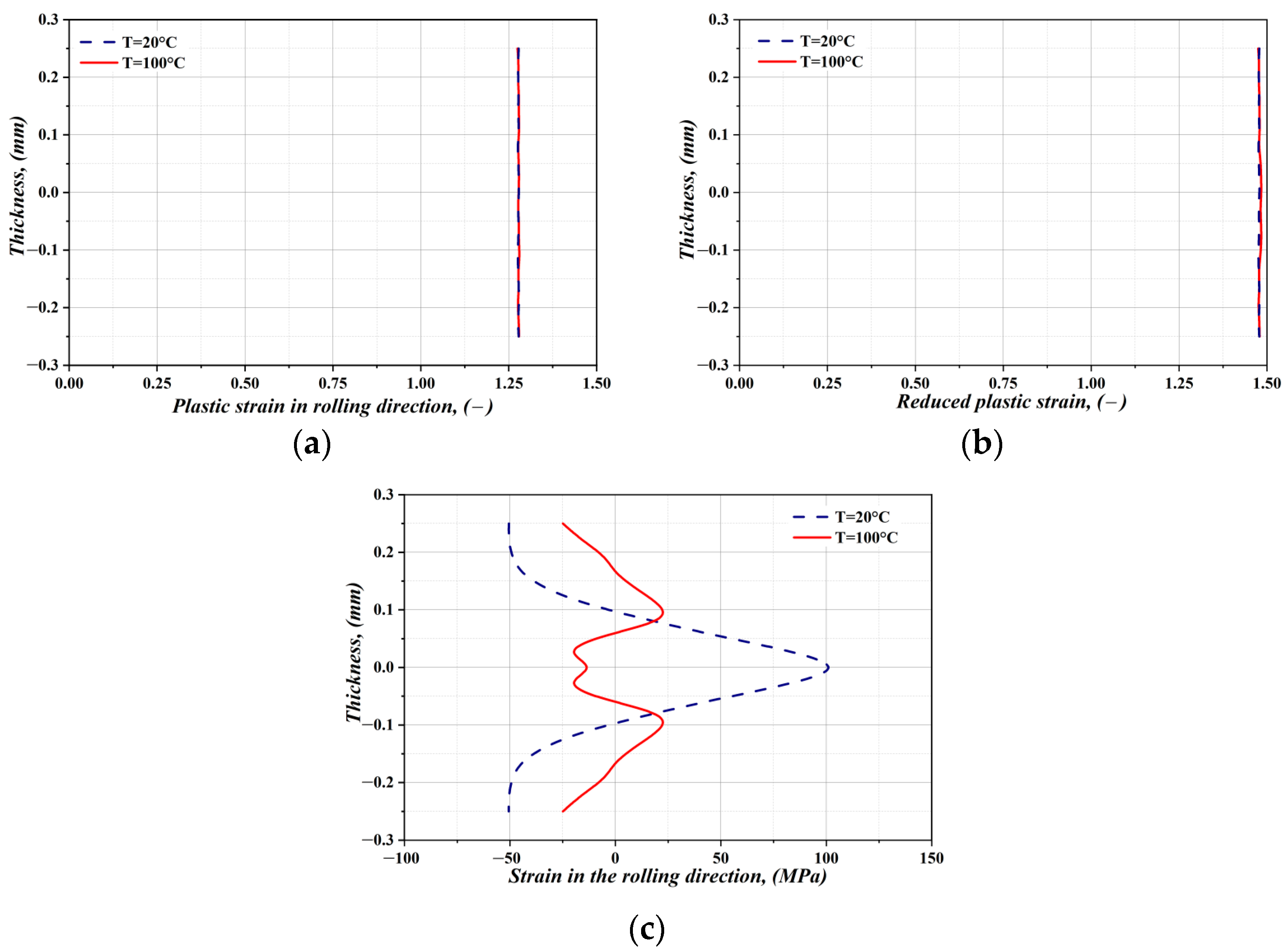
3.6. Mathematical Modelling of Plastic Deformations in the Hot Band Induced by Cold Rolling at Investigated Temperatures
4. Conclusions
- This scientific work has found that the strength properties of the investigated HSET steels’ hot bands are declining with rising testing temperature, and the dependence on the testing strain rate shows the opposite character.
- Total cold rolling deformations have a strong effect on the rising of strength properties, but on the other hand, reduce the plastic properties of the tested material. The maximal level of the yield strength was achieved at the value Rp0.2 = 1066 MPa, at which the elongation declined to the minimal value A5 = 2%.
- The analysis of change in the stress–strain characteristics of the hot strip depending on the strain degree by cold rolling clearly shows that an increase in the value of cold rolling deformation leads to the generation of cracks inside the hot band.
- The results of mathematical simulation indicate that at the process temperature of 20 °C, the compressive stress is characterised by an inhomogeneous distribution with a maximum value in the central area of the hot band. At the process temperature of 100 °C, there is a significant difference in the distribution of residual stress. Residual stress is distributed relatively homogeneously across the thickness, with only moderate local maxima. By comparing the two patterns, the positive effect of the temperature increase on the elimination of residual stress is obvious.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ivo, R.F.; Rodrigues, D.A.; Bezerra, G.M.; Freitas, F.N.C.; Abreu, H.F.; Filho, P.R. Non-grain oriented electrical steel photomicrograph classification using transfer learning. J. Mater. Res. Technol. 2020, 9, 8580–8591. [Google Scholar] [CrossRef]
- Zhang, Z.; Hamzehbahmani, H.; Gaskell, P.H. A new hysteresis simulation method for interpreting the magnetic properties of non-oriented electrical steels. J. Magn. Magn. Mater. 2023, 576, 170763. [Google Scholar] [CrossRef]
- Du, Y.; O’Malley, R.; Buchely, M.F. Review of Magnetic Properties and Texture Evolution in Non-Oriented Electrical Steels. Appl. Sci. 2023, 13, 6097. [Google Scholar] [CrossRef]
- World Energy Outlook 2022. Available online: https://www.iea.org/reports/world-energy-outlook-2022 (accessed on 1 November 2022).
- Hawezy, D. The influence of silicon content on physical properties of non-oriented silicon steel. Mater. Sci. Technol. 2017, 32, 1560–1569. [Google Scholar] [CrossRef]
- Xia, C.; Wang, H.; Wu, Y.; Wang, H. Joining of the laminated electrical steels in motor manufacturing: A review. Materials 2020, 13, 4583. [Google Scholar] [CrossRef] [PubMed]
- Senda, K.; Uesaka, M.; Yoshizaki, S.; Oda, Y. Electrical steels and their evaluation for automobile motors. World Electr. Veh. J. 2019, 10, 31. [Google Scholar] [CrossRef] [Green Version]
- Oda, Y.; Okubo, T.; Takata, M. Recent Development of Non-Oriented Electrical Steel in JFE Steel. JFE Tech. Rep. 2016, 21, 7–13. [Google Scholar]
- Zhong, B.; Cheng, Z.; Wendler, M.; Volkova, O.; Liu, J. Optimized rolling processes to balance magnetic and mechanical properties of high-strength non-oriented silicon steels. Mater. Des. 2023, 232, 112096. [Google Scholar] [CrossRef]
- Almeida, A.A.; Paolinelli, S.C.; Landgraf, F.J.G. Effect of the silicon content on the hysteresis loss of non-oriented steels. IEEE Trans. Magn. 2019, 55, 2002404. [Google Scholar] [CrossRef]
- Lee, S.; Park, J.T.; Kim, S.J. Examination of magnetic properties of nonoriented electrical steels using ring-type specimens. J. Magn. Magn. Mater. 2022, 557, 169471. [Google Scholar] [CrossRef]
- Pedrossa, J.S.M.; Paolinelli, S.C.; Cota, A.B. Influence of initial annealing on structure evolution and magnetic properties of 3.4% Si non-oriented steel during final annealing. J. Magn. Magn. Mater. 2015, 393, 146–150. [Google Scholar]
- Zu, G.; Xu, Y.; Luo, L.; Han, Y.; Sun, S.; Miao, R.; Zhu, W.; Gao, L.; Ran, X. Effect of rolling temperature on the recrystallization behavior of 4.5 wt.% Si non-oriented electrical steel. J. Mater. Res. Technol. 2022, 17, 365–373. [Google Scholar]
- Lee, H.H.; Jung, J.; Yoon, J.I.; Kim, J.K.; Kim, H.S. Modeling the evolution of recrystallization texture for a non-grain oriented electrical steel. Comput. Mater. Sci 2018, 149, 57–64. [Google Scholar] [CrossRef]
- Rusnák, J.; Malega, P.; Svetlík, J.; Rudy, V.; Šmajda, N. The research of the rolling speed influence on the mechanism of strip breaks in the steel rolling process. Materials 2020, 13, 3509. [Google Scholar] [CrossRef]
- Sandova Robles, J.A.; Salas Zamarripa, A.; Guerrero Mata, M.P.; Cabrera, J. Texture evolution of experimental silicon steel grades. Part I: Hot rolling. J. Magn. Magn. Mater. 2017, 429, 367–371. [Google Scholar]
- Pittner, J.; Samaras, N.S.; Simaan, M.A. New Strategy for Optimal Control of Continuous Tandem Cold Metal Rolling. IEEE Trans. Ind. Appl. 2010, 46, 703–711. [Google Scholar] [CrossRef]
- Feng, X.; Wang, X.; Sun, J.; Yang, Q. Analysis of tapered work roll shifting technique in 5-stand UCMW tandem cold rolling process. Aust. J. Mech. Eng. 2019, 19, 291–299. [Google Scholar] [CrossRef]
- Yanez-Ros, T.; Calvillo, P.R.; Colas, R.; Houbaert, Y. Workability and straining behavior of high silicon steels (3.0–6.3%Si) by hot torsion and RT compression test. Mater. Sci. Forum 2007, 429, 4422–4427. [Google Scholar]
- Petryshynets, I.; Kovac, F.; Falat, L. Analysis of the Reasons for the Tearing of Strips of High-Strength Electrical Steels in Tandem Cold Rolling. Materials 2021, 14, 7124. [Google Scholar] [CrossRef]
- He, Y.; Hilinski, E.J. Texture and magnetic properties of non-oriented electrical steels processed by an unconventional cold rolling scheme. J. Magn. Magn. Mater. 2016, 405, 337–352. [Google Scholar] [CrossRef]
- Hayakawa, Y.; Kurosawa, M. Orientation relationship between primary and secondary recrystallized texture in electrical steel. Acta Mater. 2002, 50, 4527–4534. [Google Scholar] [CrossRef]
- Jiaoa, H.T.; Xub, Y.B.; Zhaoa, L.Z.; Misrac, R.D.K.; Tanga, Y.C.; Zhaoa, M.J.; Liua, D.J.; Hua, Y.; Shena, M.X. Microstructural evolution and magnetic properties in strip cast non-oriented silicon steel produced by warm rolling. Mater. Charact. 2019, 156, 109876. [Google Scholar] [CrossRef]
- ISO 6892-1:2019; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. ISO: Geneva, Switzerland, 2019. Available online: https://www.iso.org/standard/78322.html (accessed on 17 September 2021).
- Stebunov, S.; Vlasov, A.; Biba, N. Prediction of fracture in cold forging with modified Cockcroft-Latham criterion. Procedia Manuf. 2018, 15, 519–526. [Google Scholar] [CrossRef]
- Poláková, I.; Zemko, M.; Rund, M.; Džugan, J. Použitie softvéru DEFORM na stanovenie parametrov pre dve lomové kritériá podľa DIN 34CrNiMo6. Kovy 2020, 10, 445. [Google Scholar]
- González-Velázquez, J.L. Mechanical Behavior and Fracture of Engineering Materials; Springer Nature: Basel, Switzerland, 2020; pp. 86–95. [Google Scholar]
- Nemat-Nasser, S.; Guo, W.G. Thermomechanical response of DH-36 structural steel over a wide range of strain rates and temperatures. Mech. Mater. 2003, 35, 1023–1047. [Google Scholar] [CrossRef]
- Nemat-Nasser, S.; Guo, W.G.; David, P.K. Thermomechanical response of AL-6XN stainless steel over a wide range of strain rates. J. Mech. Phys. Solids 2001, 49, 1823–1846. [Google Scholar] [CrossRef]
- Kvačkaj, T.; Tiža, J.; Bacsó, J.; Kováčová, A.; Kočiško, R.; Pernis, R.; Fedorčáková, M.; Purcz, P. Cockcroft-Latham Ductile Fracture Criteria for Non Ferrous Materials. Mater. Sci. Forum 2014, 782, 373–378. [Google Scholar]
- Takuda, H.; Hama, T.; Nishida, K.; Yoshida, T.; Nitta, J. Prediction of Forming Limit in Stretch Flanging by Finite Element Simulation Combined with Ductile Fracture Criterion. Comput. Methods Mater. Sci. 2009, 9, 137–142. [Google Scholar]
- Lehto, P. Adaptive domain misorientation approach for the EBSD measurement of deformation induced dislocation sub-structures. Ultramicroscopy 2021, 222, 113203. [Google Scholar] [CrossRef]
- Armstromg, R.W. Dislocation pile-ups, strength properties and fracture. Rev. Adv. Mater. Sci. 2017, 48, 1–12. [Google Scholar]
- Katiyar, T.; Giessen, E.V. Effective mobility of BCC dislocations in two-dimensional discrete dislocation plasticity. Comput. Mater. Sci. 2021, 187, 110129. [Google Scholar] [CrossRef]
- Swift, H.W. Plastic instability under plane stress. J. Mech. Phys. Solids 1952, 1, 1–18. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | C | Mn | Al | P | Fe | Other Elements |
|---|---|---|---|---|---|---|
| 3.21 | 0.006 | 0.25 | 0.18 | 0.040 | 97.95 | <0.094 |
| Thickness (mm) | ε (%) | Rp0.2 (MPa) | Rm (MPa) | |
|---|---|---|---|---|
| Rolling direction (RD) | ||||
| Hot strip | 1.8 | 0.0 | 475 | 595 |
| Ruptured strip | 1.38 | 5.1 | 691 | 723 |
| Transverse direction (TD) | ||||
| Hot strip | 1.8 | 0.0 | 503 | 639 |
| Ruptured strip | 1.38 | 5.1 | 713 | 800 |
| Temperature (°C) | 20 | 60 | 100 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| (s−1) | 0.00044 | 0.044 | 0.11 | 0.00044 | 0.044 | 0.11 | 0.00044 | 0.044 | 0.11 |
| ReH (MPa) | 557 | 586 | 592 | 524 | 547 | 565 | 499 | 535 | 547 |
| Rm (MPa) | 629 | 646 | 656 | 604 | 623 | 629 | 592 | 600 | 606 |
| Stand Number | Circumferential Speed (m/min) | Angular Speed (rad/s) | Rolling Gap (µm) |
|---|---|---|---|
| 1 | 139 | 9.3 | 1373 |
| 2 | 191 | 12.7 | 996 |
| 3 | 250 | 16.7 | 788 |
| 4 | 320 | 21.3 | 620 |
| 5 | 395 | 26.3 | 500 |
| Tensile Test Conditions | Hardening Coefficient K (MPa) | Reference Strain (-) | Hardening Exponent n (-) |
|---|---|---|---|
| 20 °C | 1068 | 0.05442 | 0.2317 |
| 100 °C | 991 | 0.02734 | 0.2027 |
| Stand Number | Experiment (MN) | Calculation for 100 °C (MN) | Calculation for 20 °C (MN) |
|---|---|---|---|
| 1 | 12.2 | 10.5 | 11.0 |
| 2 | 12.3 | 10.5 | 11.3 |
| 3 | 11.8 | 7.25 | 7.75 |
| 4 | 11.0 | 8.50 | 9.25 |
| 5 | 12.7 | 9.00 | 9.75 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kováč, F.; Petryshynets, I.; Kočiško, R.; Petroušek, P.; Falat, L. Effect of Preheating on the Mechanical Workability Improvement of High-Strength Electrical Steels during Tandem Cold Rolling. Metals 2023, 13, 1415. https://doi.org/10.3390/met13081415
Kováč F, Petryshynets I, Kočiško R, Petroušek P, Falat L. Effect of Preheating on the Mechanical Workability Improvement of High-Strength Electrical Steels during Tandem Cold Rolling. Metals. 2023; 13(8):1415. https://doi.org/10.3390/met13081415
Chicago/Turabian StyleKováč, František, Ivan Petryshynets, Róbert Kočiško, Patrik Petroušek, and Ladislav Falat. 2023. "Effect of Preheating on the Mechanical Workability Improvement of High-Strength Electrical Steels during Tandem Cold Rolling" Metals 13, no. 8: 1415. https://doi.org/10.3390/met13081415