
The Influence of Foaming Agents on Aluminium Foam Cell Morphology


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
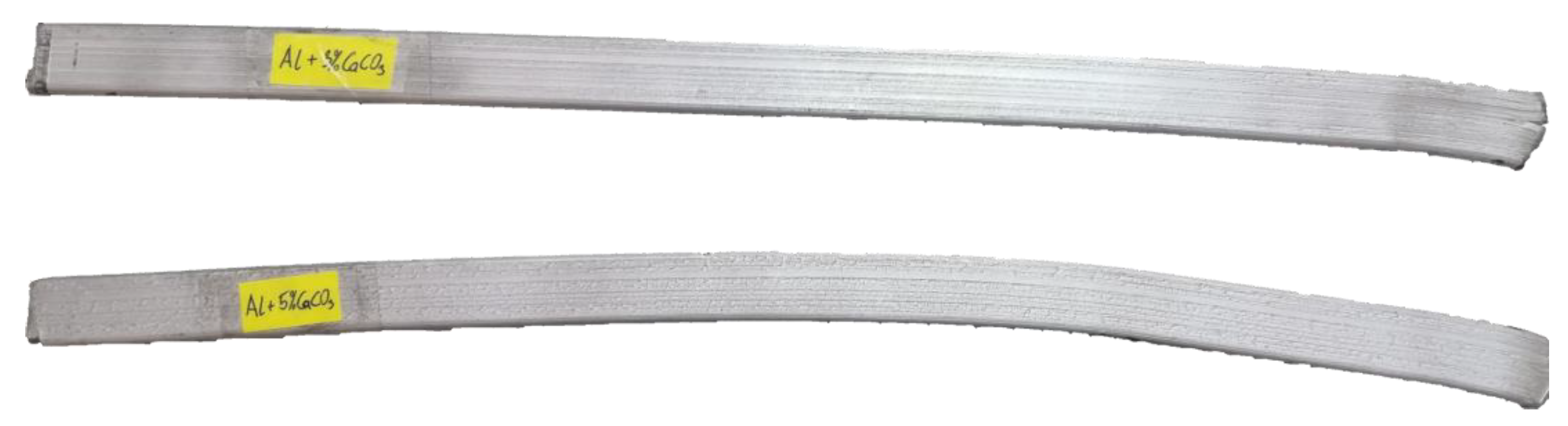
3.1. Precursor Density
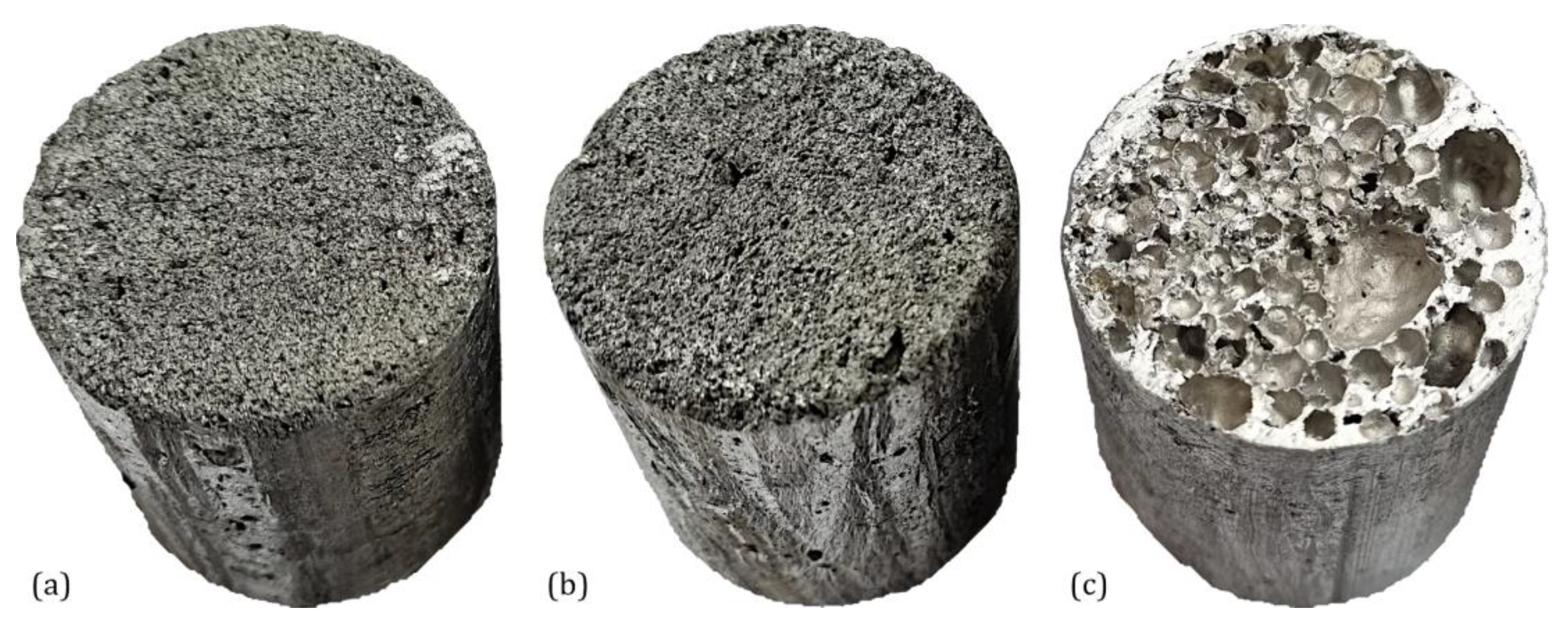
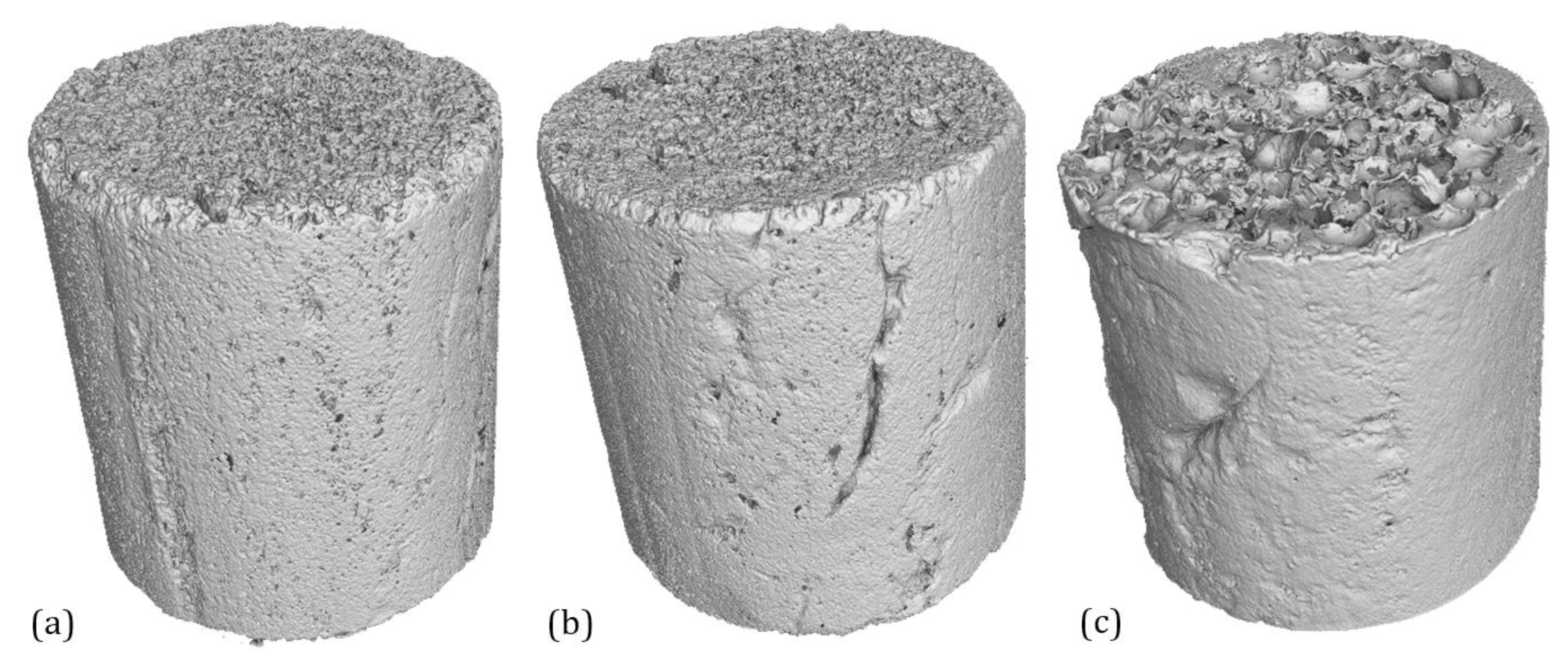
3.2. Foam Properties
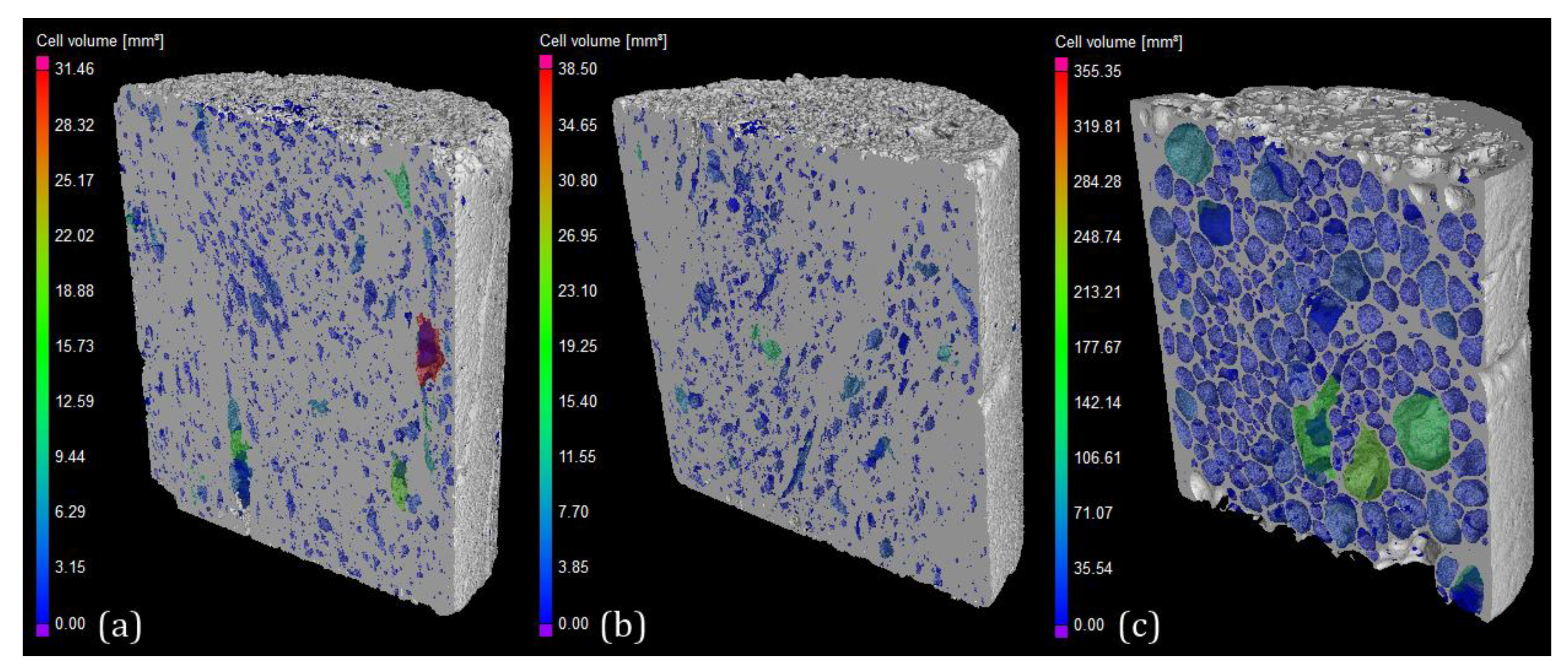
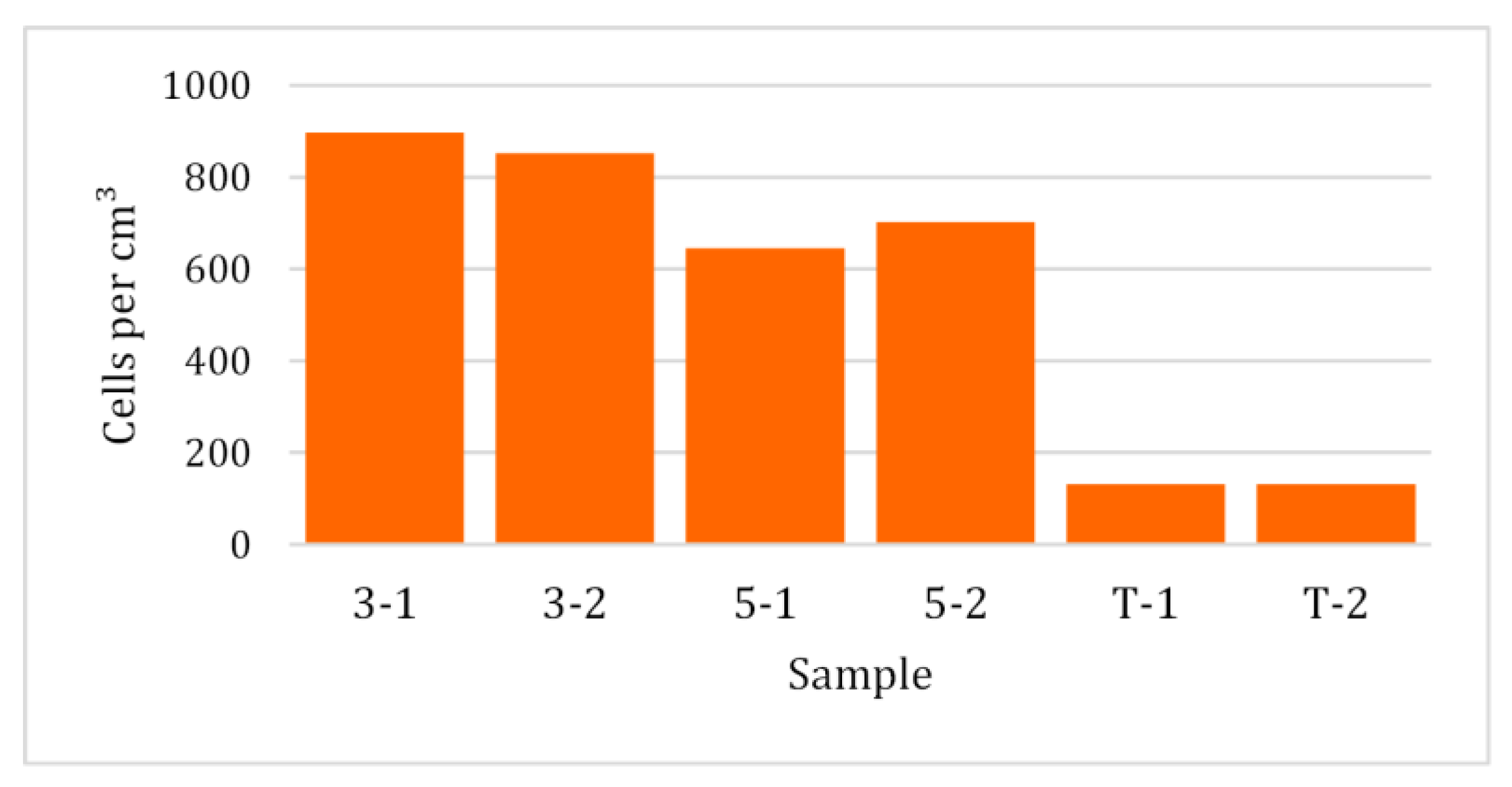
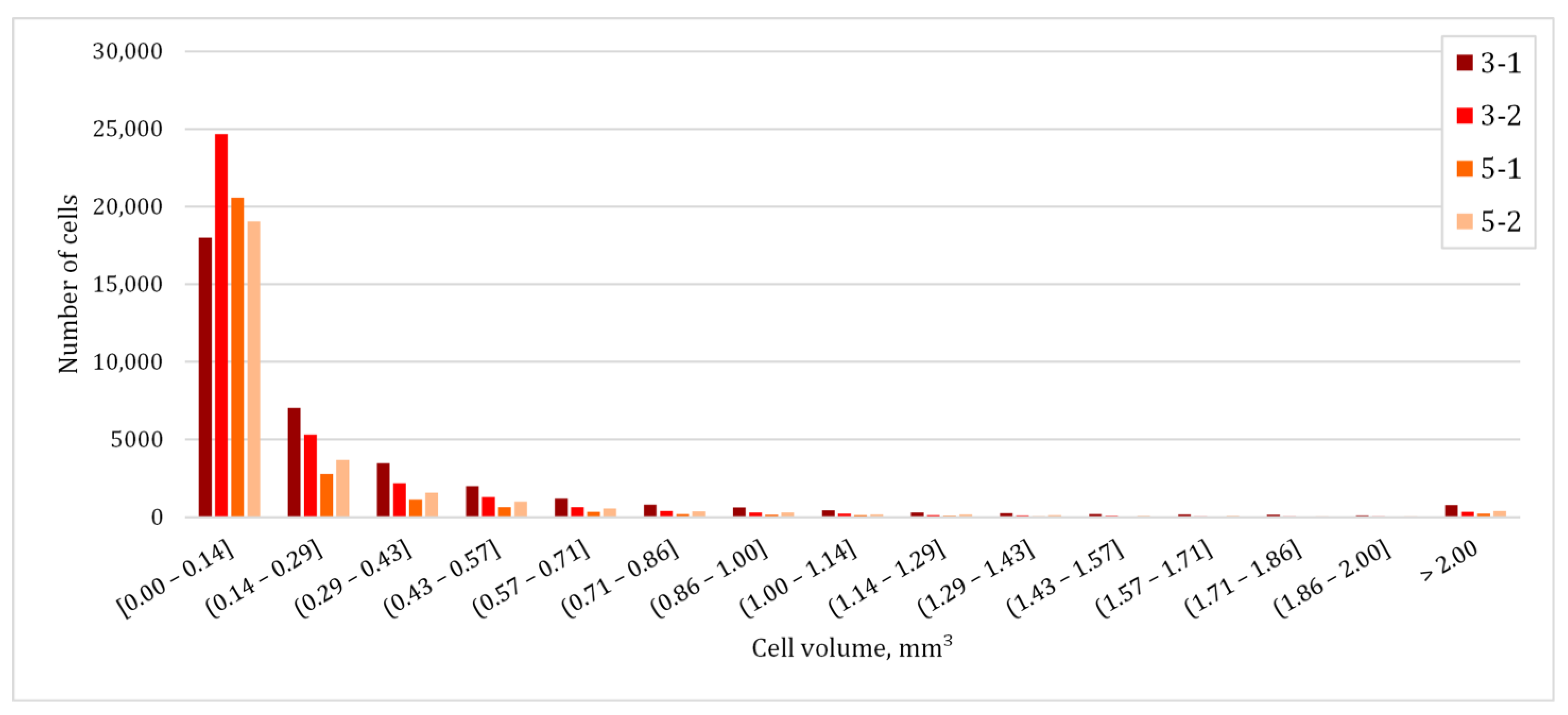
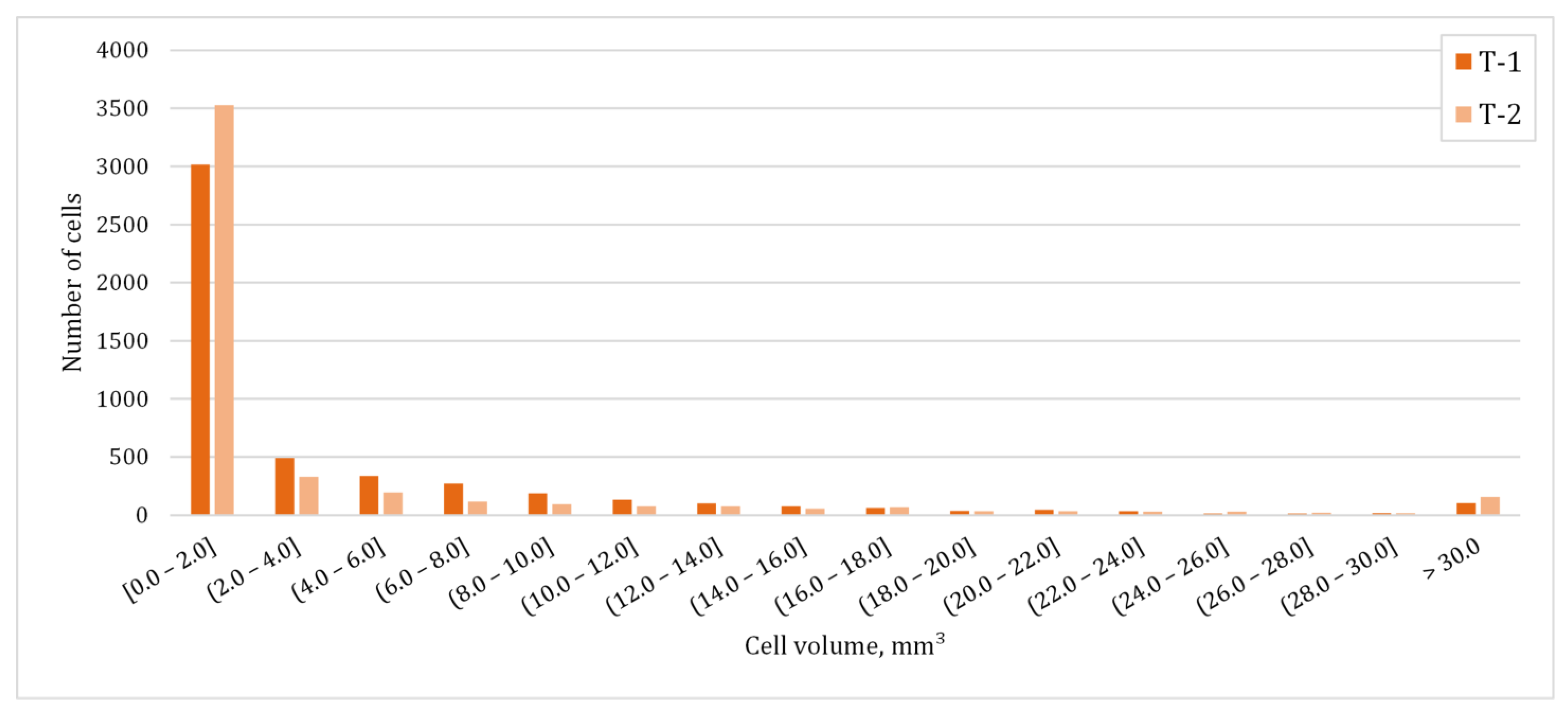
3.3. Number and Volume of Cells
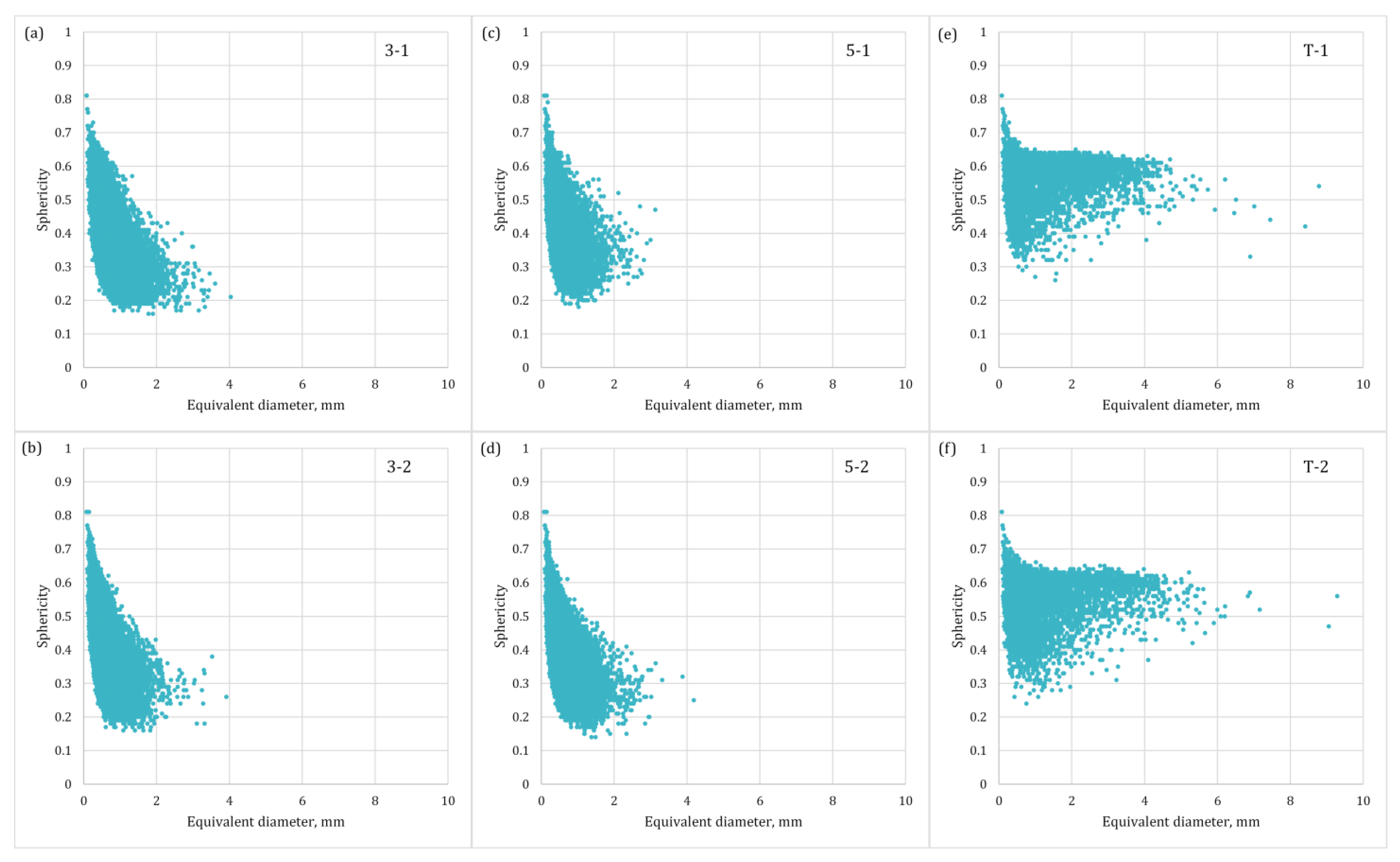
3.4. Cell Sphericity and Equivalent Diameter
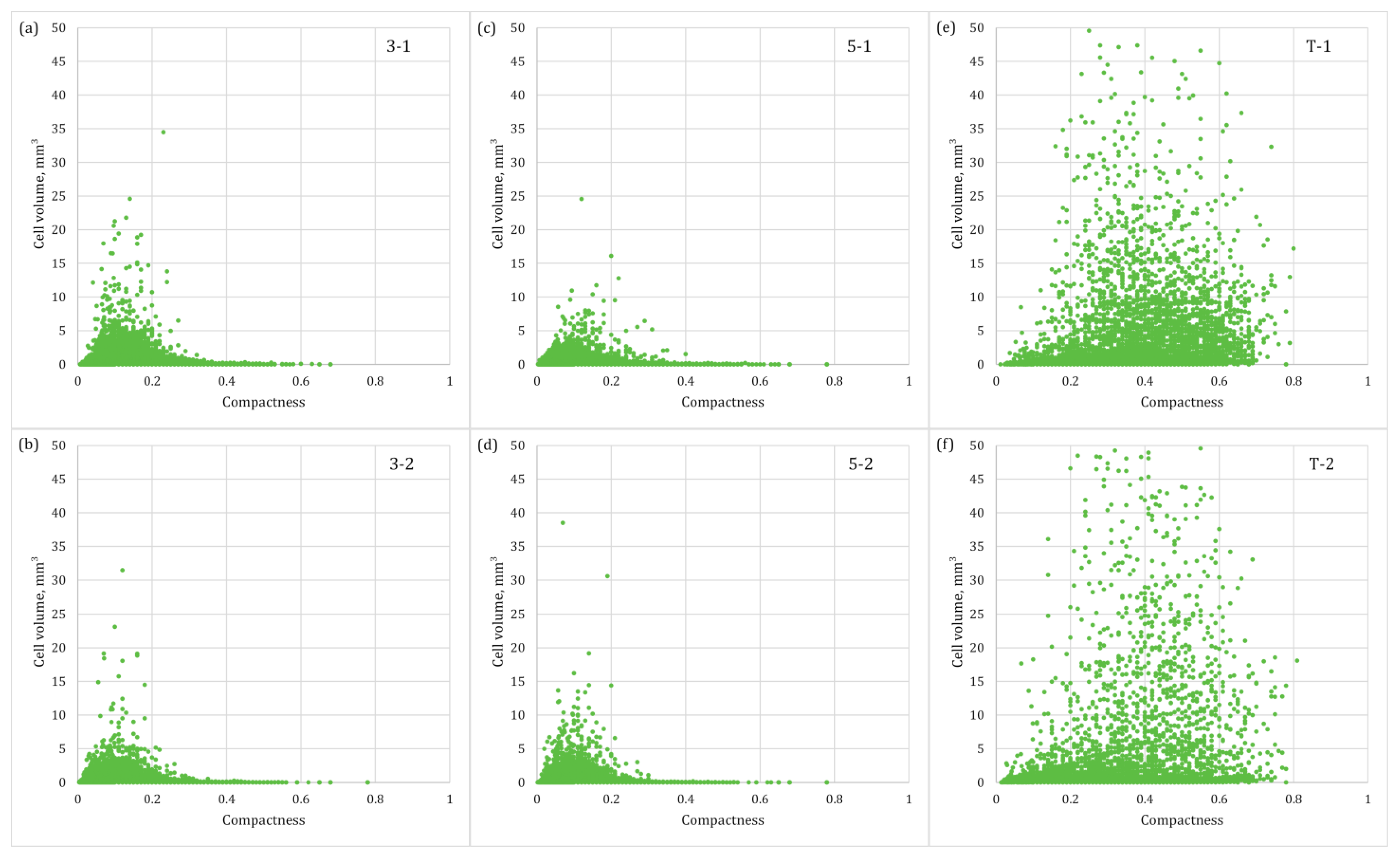
3.5. Cell Volume and Compactness
4. Conclusions
- CaCO3 foaming agent causes the formation of a larger number of smaller cells compared to TiH2 agent. This can be attributed to the higher temperatures needed for its decomposition into gas and formation of an oxide layer on the inner cell walls, which prevents cell growth and their fusion during foaming. Thus, CaCO3 agent enables the formation of structures with a larger total length of cell walls.
- An increase in the wt.% of CaCO3 results in somewhat larger cells for the same degree of porosity.
- The cell sphericity in foams made with CaCO3 increases by reducing the equivalent cell diameter, which is not the case for samples foamed with TiH2.
- Materials foamed with TiH2 have 7% higher porosity because the decomposition started at lower temperatures, thus enabling more gas to be released, and contains cells of more regular circular shape, as indicated by the values of sphericity and compactness closer to one.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Banhart, J. Manufacture, Characterisation and Application of Cellular Metals and Metal Foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- Wang, L.; Jiang, K.; Yang, D. Compression Behavior of Metal Foams with Real Pore Structures Through CT Scan Images. J. Iron Steel Res. Int. 2022, 29, 1886–1897. [Google Scholar] [CrossRef]
- Hanssen, A.G.; Stöbener, K.; Rausch, G.; Langseth, M.; Keller, H. Optimisation of Energy Absorption of an A-Pillar by Metal Foam Insert. Int. J. Crashworthiness 2006, 11, 231–242. [Google Scholar] [CrossRef]
- Lefebvre, L.-P.; Banhart, J.; Dunand, D.C. Porous Metals and Metallic Foams: Current Status and Recent Developments. Adv. Eng. Mater. 2008, 10, 775–787. [Google Scholar] [CrossRef] [Green Version]
- García-Moreno, F. Commercial Applications of Metal Foams: Their Properties and Production. Materials 2016, 9, 85. [Google Scholar] [CrossRef]
- Parveez, B.; Jamal, N.A.; Maleque, A.; Yusof, F.; Jamadon, N.H.; Adzila, S. Review on Advances in Porous Al Composites and the Possible Way Forward. J. Mater. Res. Technol. 2021, 14, 2017–2038. [Google Scholar] [CrossRef]
- Cherniaev, A. Modeling of Hypervelocity Impact on Open Cell Foam Core Sandwich Panels. Int. J. Impact. Eng. 2021, 155, 103901. [Google Scholar] [CrossRef]
- Singh, R.; Lee, P.D.; Jones, J.R.; Poologasundarampillai, G.; Post, T.; Lindley, T.C.; Dashwood, R.J. Hierarchically Structured Titanium Foams for Tissue Scaffold Applications. Acta Biomater. 2010, 6, 4596–4604. [Google Scholar] [CrossRef]
- Demir, G.; Akyurek, D.; Hassoun, A.; Mutlu, I. Production of Biodegradable Metal Foams by Powder Metallurgy Method. Phys. Mesomech. 2023, 26, 196–208. [Google Scholar] [CrossRef]
- Andreozzi, A.; Bianco, N.; Iasiello, M.; Naso, V. Natural Convection in a Vertical Channel with Open-Cell Foams. J. Phys. Conf. Ser. 2020, 1599, 012013. [Google Scholar] [CrossRef]
- Mauro, G.M.; Iasiello, M.; Bianco, N.; Chiu, W.K.S.; Naso, V. Mono- and Multi-Objective CFD Optimization of Graded Foam-Filled Channels. Materials 2022, 15, 968. [Google Scholar] [CrossRef]
- Chen, J.; Yang, D.; Jiang, J.; Ma, A.; Song, D. Research Progress of Phase Change Materials (PCMs) Embedded with Metal Foam (A Review). Procedia Mater. Sci. 2014, 4, 389–394. [Google Scholar] [CrossRef] [Green Version]
- Jerz, J.; Simančík, F.; Španielka, J.; Šebek, J.; Kováčik, J.; Tobolka, P.; Dvorák, T.; Orovčík, Ľ. Energy Demand Reduction in Nearly Zero-Energy Buildings by Highly Efficient Aluminium Foam Heat Exchangers. Mater. Sci. Forum 2018, 919, 236–245. [Google Scholar] [CrossRef]
- Gopinathan, A.; Jerz, J.; Kováčik, J.; Dvorák, T. Investigation of the Relationship Between Morphology and Thermal Conductivity of Powder Metallurgically Prepared Aluminium Foams. Materials 2021, 14, 3623. [Google Scholar] [CrossRef] [PubMed]
- Tian, E.; Mo, J.; Li, X. Electrostatically Assisted Metal Foam Coarse Filter with Small Pressure Drop for Efficient Removal of Fine Particles: Effect of Filter Medium. Build Env. 2018, 144, 419–426. [Google Scholar] [CrossRef]
- Lee, J.M.; Sung, N.W.; Cho, G.B.; Oh, K.O. Performance of Radial-Type Metal Foam Diesel Particulate Filters. Int. J. Automot. Technol. 2010, 11, 307–316. [Google Scholar] [CrossRef]
- Gergely, V.; Curran, D.C.; Clyne, T.W. The FOAMCARP Process: Foaming of Aluminium MMCs by the Chalk-Aluminium Reaction in Precursors. Compos. Sci. Technol. 2003, 63, 2301–2310. [Google Scholar] [CrossRef]
- Haesche, M.; Lehmhus, D.; Weise, J.; Wichmann, M.; Magnabosco Mocellin, I.C. Carbonates as Foaming Agent in Chip-Based Aluminium Foam Precursor. J. Mater. Sci. Technol. 2010, 26, 845–850. [Google Scholar] [CrossRef]
- Bunjan, I.; Grilec, K.; Ćorić, D. Investigation and Statistical Evaluation of Reinforced Aluminum Foams. Processes 2021, 9, 315. [Google Scholar] [CrossRef]
- Paulin, I. Synthesis and Characterization of Al Foams Produced by Powder Metallurgy Route Using Dolomite and Titanium Hydride as a Foaming Agents. Mater. Tehnol. 2014, 48, 943–947. [Google Scholar]
- Cambronero, L.E.G.; Ruiz-Roman, J.M.; Corpas, F.A.; Ruiz Prieto, J.M. Manufacturing of Al–Mg–Si Alloy Foam Using Calcium Carbonate as Foaming Agent. J. Mater. Process. Technol. 2009, 209, 1803–1809. [Google Scholar] [CrossRef]
- Koizumi, T.; Kido, K.; Kita, K.; Mikado, K.; Gnyloskurenko, S.; Nakamura, T. Method of Preventing Shrinkage of Aluminum Foam Using Carbonates. Metals 2012, 2, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Soloki, A.; Esmailian, M. Carbonate-Foaming Agents in Aluminum Foams: Advantages and Perspectives. Metall. Mater. Trans. B 2015, 46, 1052–1057. [Google Scholar] [CrossRef]
- Wang, X.; Meng, Q.; Wang, T.; Chu, X.; Fan, A.; Wang, H. New Insights into Fabrication of Al-Based Foam with Homogeneous Small Pore-Structure Using MgCO3/Zn Composite Powder as a Foaming Agent. Metals 2022, 12, 786. [Google Scholar] [CrossRef]
- Jaafar, A.H.; Al-Ethari, H.; Farhan, K. Modelling and Optimization of Manufacturing Calcium Carbonate-Based Aluminum Foam. Mater. Res. Express 2019, 6, 0865g1. [Google Scholar] [CrossRef]
- Kevorkijan, V. Low Cost Aluminium Foams Made by CaCO3 Particulates. Metal. J. Metall. 2010, 16, 205–219. [Google Scholar]
- Byakova, A.; Gnyloskurenko, S.; Vlasov, A.; Yevych, Y.; Semenov, N. The Mechanical Performance of Aluminum Foam Fabricated by Melt Processing with Different Foaming Agents: A Comparative Analysis. Metals 2022, 12, 1384. [Google Scholar] [CrossRef]
- Singh, R.; Arora, R.; Sharma, J.D. Effect of Viscosity Enhancing Agents on Quasi-Static Compression Behavior of Aluminum Foams. Mater. Today Proc. 2021, 39, 1661–1666. [Google Scholar] [CrossRef]
- Yang, D.; Chen, J.; Wang, H.; Jiang, J.; Ma, A.; Lu, Z.P. Effect of Decomposition Kinetics of Titanium Hydride on the Al Alloy Melt Foaming Process. J. Mater. Sci. Technol. 2015, 31, 361–368. [Google Scholar] [CrossRef]
- Matijasevic-Lux, B.; Banhart, J.; Fiechter, S.; Görke, O.; Wanderka, N. Modification of Titanium Hydride for Improved Aluminium Foam Manufacture. Acta Mater. 2006, 54, 1887–1900. [Google Scholar] [CrossRef] [Green Version]
- Cheng, Y.; Li, Y.; Chen, X.; Shi, T.; Liu, Z.; Wang, N. Fabrication of Aluminum Foams with Small Pore Size by Melt Foaming Method. Metall. Mater. Trans. B 2017, 48, 754–762. [Google Scholar] [CrossRef] [Green Version]
- Paulin, I. Stability of Close-Cell Al Foams Depending on the Usage of Different Foaming Agents. Mater. Tehnol. 2015, 49, 983–988. [Google Scholar] [CrossRef]
- Mirzaei-Solhi, A.; Khalil-Allafi, J.; Yusefi, M.; Yazdani, M.; Mohammadzadeh, A. Fabrication of Aluminum Foams by Using CaCO3 Foaming Agent. Mater. Res. Express 2018, 5, 096526. [Google Scholar] [CrossRef]
- Bisht, A.; Gangil, B.; Patel, V.K. Selection of Blowing Agent for Metal Foam Production: A Review. J. Met. Mater. Miner. 2020, 30, 1–10. [Google Scholar] [CrossRef]
- Heidari Ghaleh, M.; Ehsani, N.; Baharvandi, H.R. Compressive Properties of A356 Closed-Cell Aluminum Foamed with a CaCO3 Foaming Agent Without Stabilizer Particles. Met. Mater. Int. 2021, 27, 3856–3861. [Google Scholar] [CrossRef]
- Koizumi, T.; Kido, K.; Kita, K.; Mikado, K.; Gnyloskurenko, S.; Nakamura, T. Foaming Agents for Powder Metallurgy Production of Aluminum Foam. Mater. Trans. 2011, 52, 728–733. [Google Scholar] [CrossRef] [Green Version]
- Geramipour, T.; Oveisi, H. Effects of Foaming Parameters on Microstructure and Compressive Properties of Aluminum Foams Produced by Powder Metallurgy Method. Trans. Nonferrous Met. Soc. China 2017, 27, 1569–1579. [Google Scholar] [CrossRef]
- Sharma, V.; Živić, F.; Grujović, N.; Babcsan, N.; Babcsan, J. Numerical Modeling and Experimental Behavior of Closed-Cell Aluminum Foam Fabricated by the Gas Blowing Method Under Compressive Loading. Materials 2019, 12, 1582. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chaturvedi, A.; Bhatkar, S.; Sarkar, P.S.; Chaturvedi, S.; Kumar Gupta, M. 3D Geometric Modeling of Aluminum Based Foam Using Micro Computed Tomography Technique. Mater. Today Proc. 2019, 18, 4151–4156. [Google Scholar] [CrossRef]
- Hangai, Y.; Yamaguchi, R.; Takahashi, S.; Utsunomiya, T.; Kuwazuru, O.; Yoshikawa, N. Deformation Behavior Estimation of Aluminum Foam by X-ray CT Image-Based Finite Element Analysis. Metall. Mater. Trans. A 2013, 44, 1880–1886. [Google Scholar] [CrossRef]
- Ghazi, A.; Berke, P.; Tiago, C.; Massart, T.J. Computed Tomography Based Modelling of the Behaviour of Closed Cell Metallic Foams Using a Shell Approximation. Mater. Des. 2020, 194, 108866. [Google Scholar] [CrossRef]
- Kozma, I.; Zsoldos, I. CT-Based Tests and Finite Element Simulation for Failure Analysis of Syntactic Foams. Eng. Fail. Anal. 2019, 104, 371–378. [Google Scholar] [CrossRef]
- Duarte, I.; Fiedler, T.; Krstulović-Opara, L.; Vesenjak, M. Brief Review on Experimental and Computational Techniques for Characterization of Cellular Metals. Metals 2020, 10, 726. [Google Scholar] [CrossRef]
- Wang, N.; Maire, E.; Cheng, Y.; Amani, Y.; Li, Y.; Adrien, J.; Chen, X. Comparison of Aluminium Foams Prepared by Different Methods Using X-ray Tomography. Mater. Charact. 2018, 138, 296–307. [Google Scholar] [CrossRef]
- Varga, T.A.; Mankovits, T. Metal Foam Analysis Based on CT Layers. Acta Mater. Transilv. 2018, 1, 57–60. [Google Scholar] [CrossRef] [Green Version]
- Buljac, A.; Jailin, C.; Mendoza, A.; Neggers, J.; Taillandier-Thomas, T.; Bouterf, A.; Smaniotto, B.; Hild, F.; Roux, S. Digital Volume Correlation: Review of Progress and Challenges. Exp. Mech. 2018, 58, 661–708. [Google Scholar] [CrossRef] [Green Version]
- Vrgoč, A.; Tomičević, Z.; Smaniotto, B.; Hild, F. Characterization of Glass Fiber Reinforced Polymer via Digital Volume Correlation: Quantification of Strain Activity and Damage Growth. Compos. Sci. Technol. 2023, 234, 109932. [Google Scholar] [CrossRef]
- Borovinšek, M.; Koudelka, P.; Sleichrt, J.; Vopalensky, M.; Kumpova, I.; Vesenjak, M.; Kytyr, D. Analysis of Advanced Pore Morphology (APM) Foam Elements Using Compressive Testing and Time-Lapse Computed Microtomography. Materials 2021, 14, 5897. [Google Scholar] [CrossRef]
- Luksch, J.; Bleistein, T.; Koenig, K.; Adrien, J.; Maire, É.; Jung, A. Microstructural Damage Behaviour of Al Foams. Acta Mater. 2021, 208, 116739. [Google Scholar] [CrossRef]
- Vopalensky, M.; Koudelka, P.; Sleichrt, J.; Kumpova, I.; Borovinšek, M.; Vesenjak, M.; Kytyr, D. Fast 4D On-the-Fly Tomography for Observation of Advanced Pore Morphology (APM) Foam Elements Subjected to Compressive Loading. Materials 2021, 14, 7256. [Google Scholar] [CrossRef]
- Costanza, G.; Giudice, F.; Sili, A.; Tata, M.E. Correlation Modeling Between Morphology and Compression Behavior of Closed-Cell Al Foams Based on X-ray Computed Tomography Observations. Metals 2021, 11, 1370. [Google Scholar] [CrossRef]
- Volume Graphics GmbH. VGSTUDIO MAX 2022.4 Reference Manual; Volume Graphics GmbH: Heidelberg, Germany, 2022. [Google Scholar]
- Paulin, I.; Šuštaršič, B.; Kevorkijan, V.; Škapin, S.D.; Jenko, M. Synthesis of Aluminium Foams by the Powder-Metallurgy Process: Compacting of Precursors. Mater. Tehnol. 2011, 45, 13–19. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | ρmeasured, g/cm3 | ρtheo, g/cm3 | ρrel,prec, % |
|---|---|---|---|
| Al + 3 wt.% CaCO3 | 2.678 | 2.7003 | 99.17 |
| Al + 5 wt.% CaCO3 | 2.675 | 2.7005 | 99.06 |
| Sample | Chemical Composition | mf, g | Vf, cm3 | ρf, g/cm3 | ρrel | Porosity, % |
|---|---|---|---|---|---|---|
| 3-1 | Al + 3 wt.% CaCO3 | 21.37 | 39.58 | 0.53992 | 0.20 | 80.00 |
| 3-2 | Al + 3 wt.% CaCO3 | 23.46 | 42.10 | 0.55724 | 0.2064 | 79.36 |
| 5-1 | Al + 5 wt.% CaCO3 | 25.34 | 41.05 | 0.61730 | 0.2286 | 77.14 |
| 5-2 | Al + 5 wt.% CaCO3 | 19.58 | 39.42 | 0.49670 | 0.1840 | 81.60 |
| T-1 | AlMgSi0.6 + 0.4 wt.% TiH2 | 16.16 | 37.61 | 0.42967 | 0.1591 | 84.09 |
| T-2 | AlMgSi0.6 + 0.4 wt.% TiH2 | 14.94 | 37.05 | 0.40324 | 0.1493 | 85.07 |
| Sample | Number of Cells | Average Cell Volume, mm3 | St. Deviation, mm3 |
|---|---|---|---|
| 3-1 | 35,508 | 0.34 | 0.80 |
| 3-2 | 35,867 | 0.20 | 0.55 |
| 5-1 | 26,472 | 0.15 | 0.46 |
| 5-2 | 27,667 | 0.23 | 0.68 |
| T-1 | 4942 | 4.55 | 11.93 |
| T-2 | 4861 | 4.36 | 13.85 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodinger, T.; Ćorić, D.; Alar, Ž. The Influence of Foaming Agents on Aluminium Foam Cell Morphology. Metals 2023, 13, 1146. https://doi.org/10.3390/met13061146
Rodinger T, Ćorić D, Alar Ž. The Influence of Foaming Agents on Aluminium Foam Cell Morphology. Metals. 2023; 13(6):1146. https://doi.org/10.3390/met13061146
Chicago/Turabian StyleRodinger, Tomislav, Danko Ćorić, and Željko Alar. 2023. "The Influence of Foaming Agents on Aluminium Foam Cell Morphology" Metals 13, no. 6: 1146. https://doi.org/10.3390/met13061146