
Experimental and Analytical Investigation of the Re-Melting Effect in the Manufacturing of 316L by Direct Energy Deposition (DED) Method


Abstract
:1. Introduction
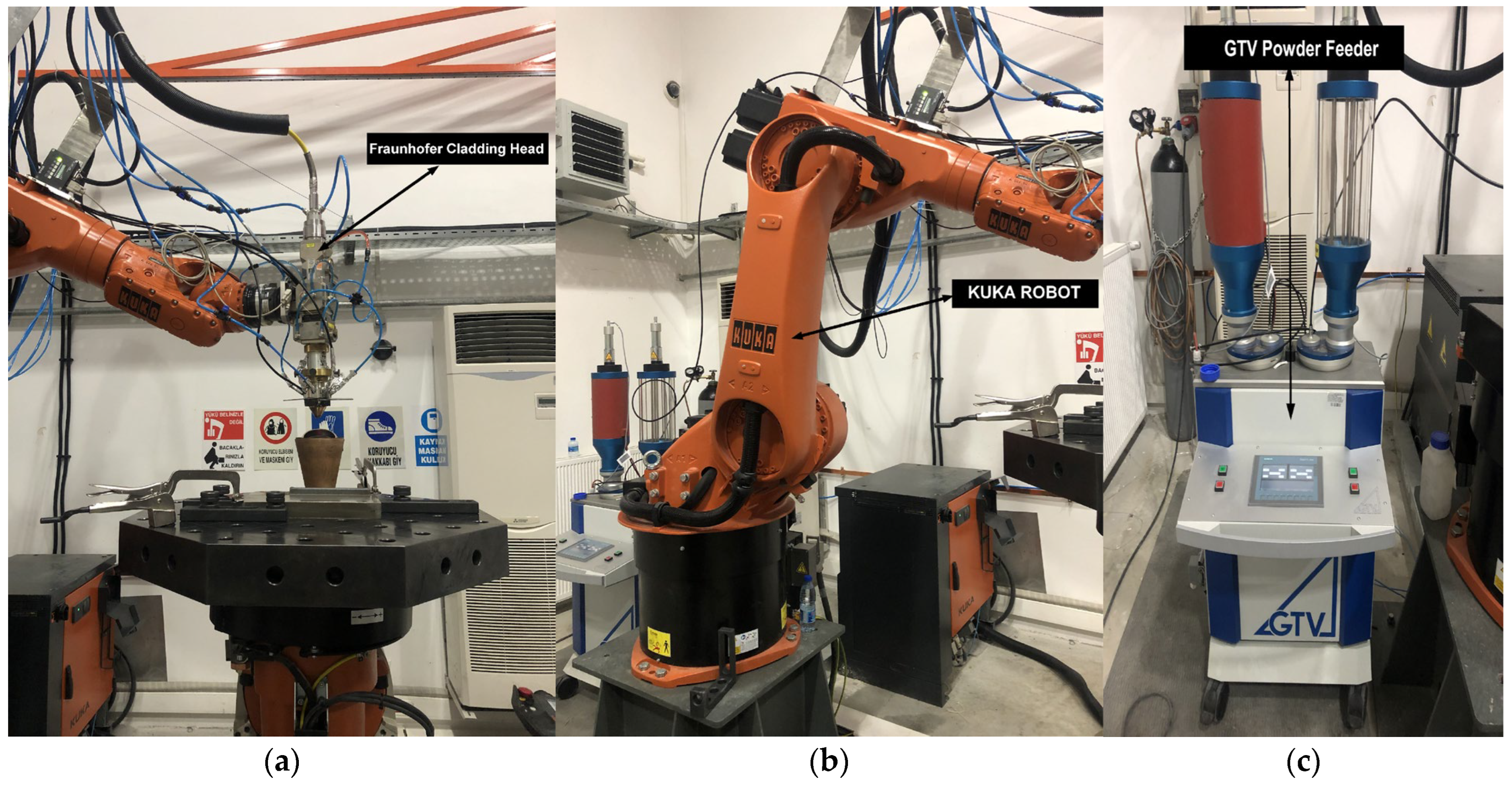
2. Materials and Methods
3. Results and Discussions
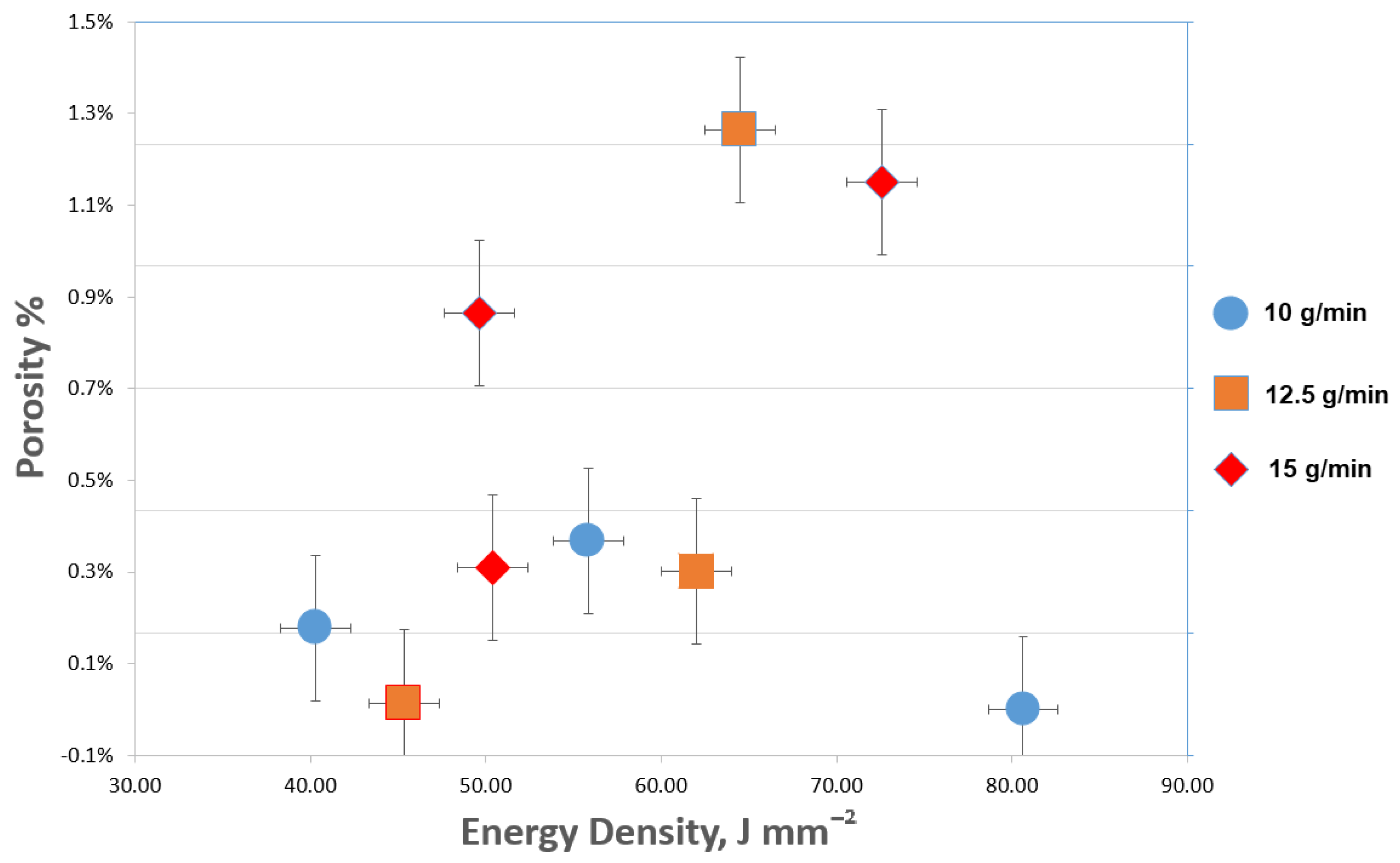
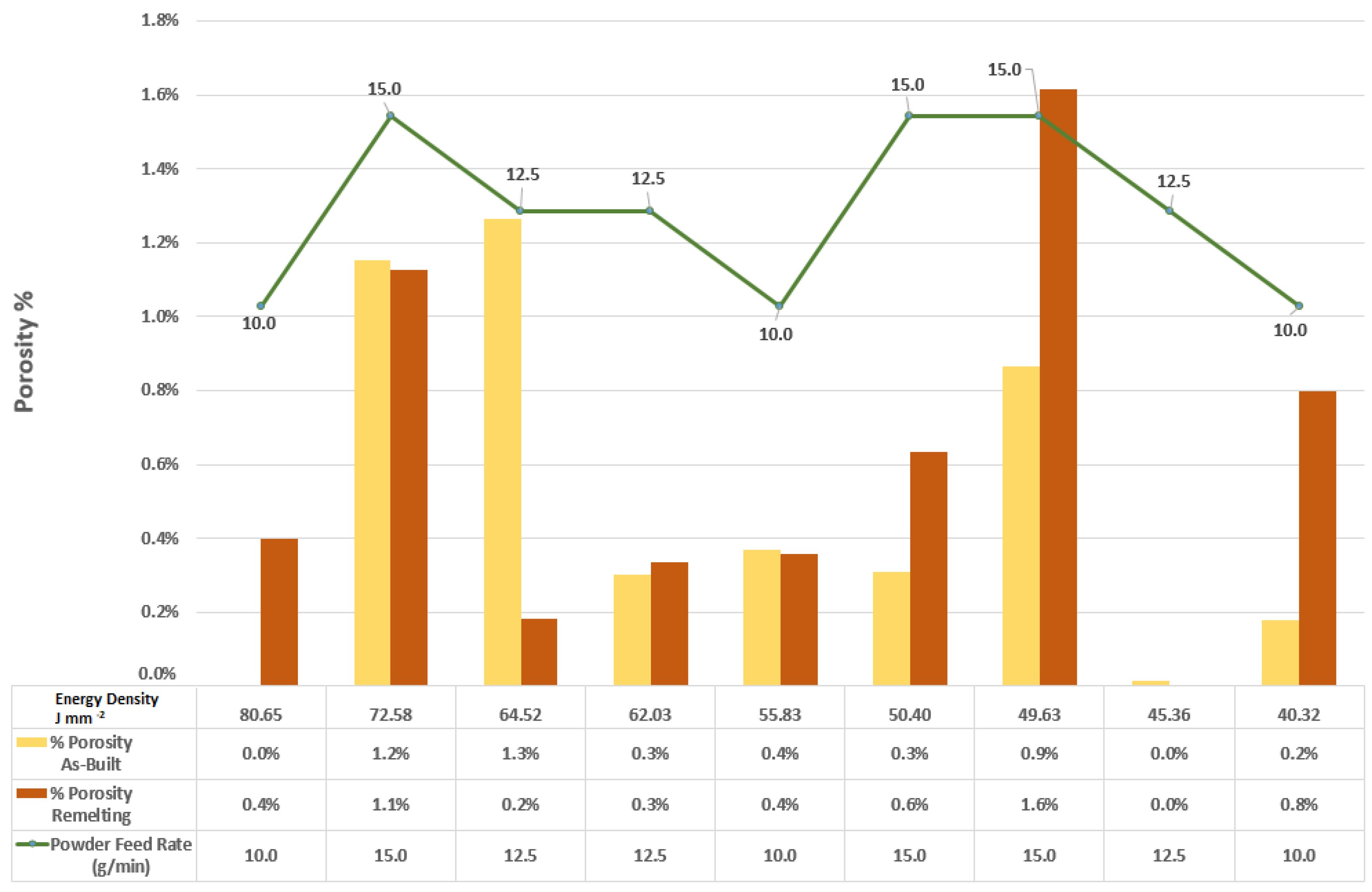
- It decreased slightly at high powder feed (15 g/min) values and high energy density, and it tended to increase the re-melting porosity in these samples as the energy density decreased. It is seen that the formation of porosity doubles at low energy levels and high powder feed values (15 g/min) as it is difficult to dissolve the powder and keep it in the pool effectively.
- The energy density at the powder feed (12.5 g/min) value was 64.52 J mm−2 and showed good improvement after re-melting the porosity, reaching 0.2%. By applying re-melting at these energy and powder-feeding values, the parts to be produced will be produced almost without porosity. Furthermore, it is seen that the amount of porosity does not change in both cases as the energy density decreases at the same powder feed rates.
- In terms of powder feeding (10 g/min), it is observed that the high energy at 80 J mm−2 values increases the amount of interlayer porosity, while the energy density remains neutral at 55.83 J mm−2 levels. At 40.32 J mm−2 levels, the powders cannot be effectively melted and the amount of porosity for the process increases.
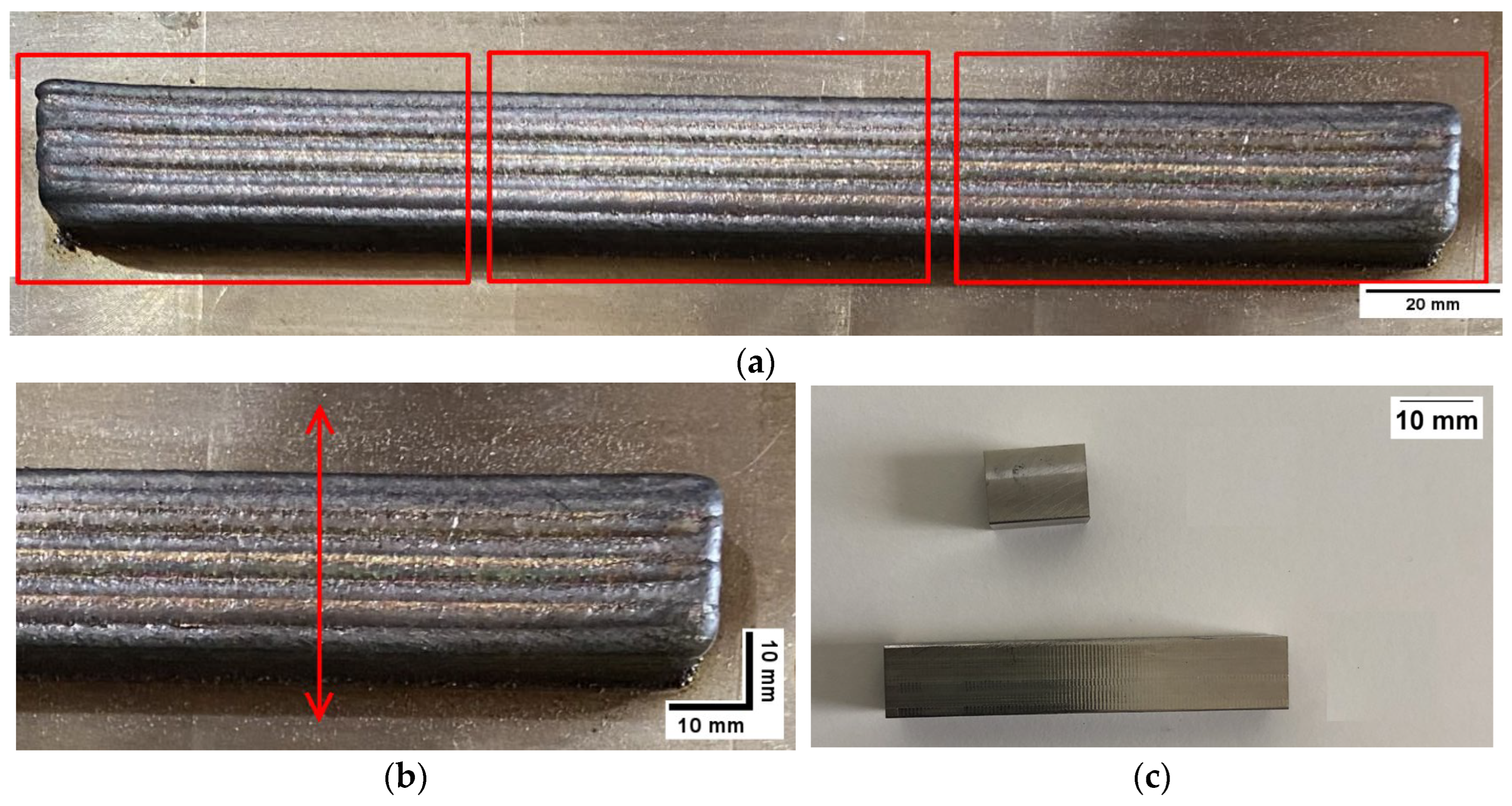
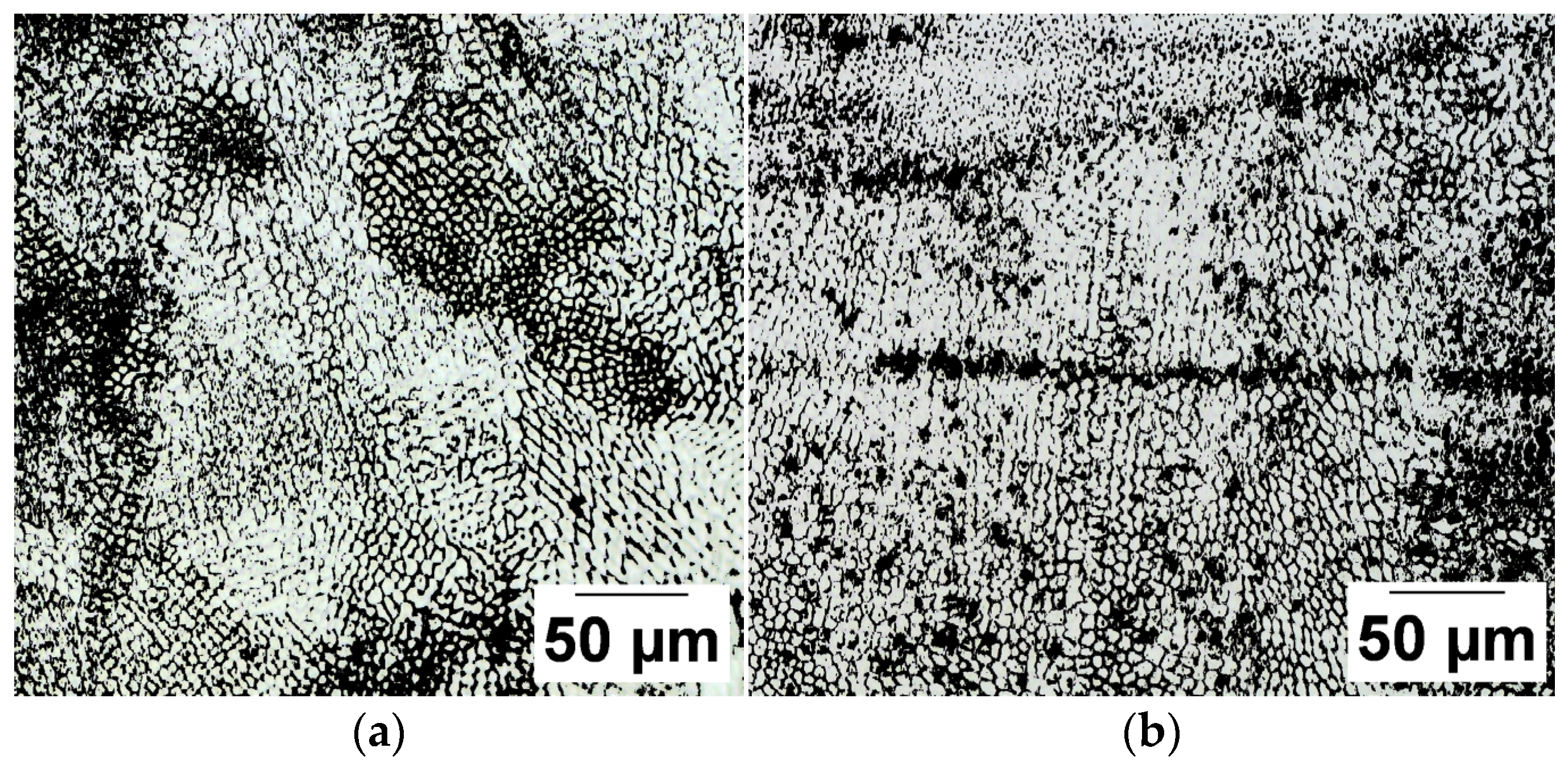
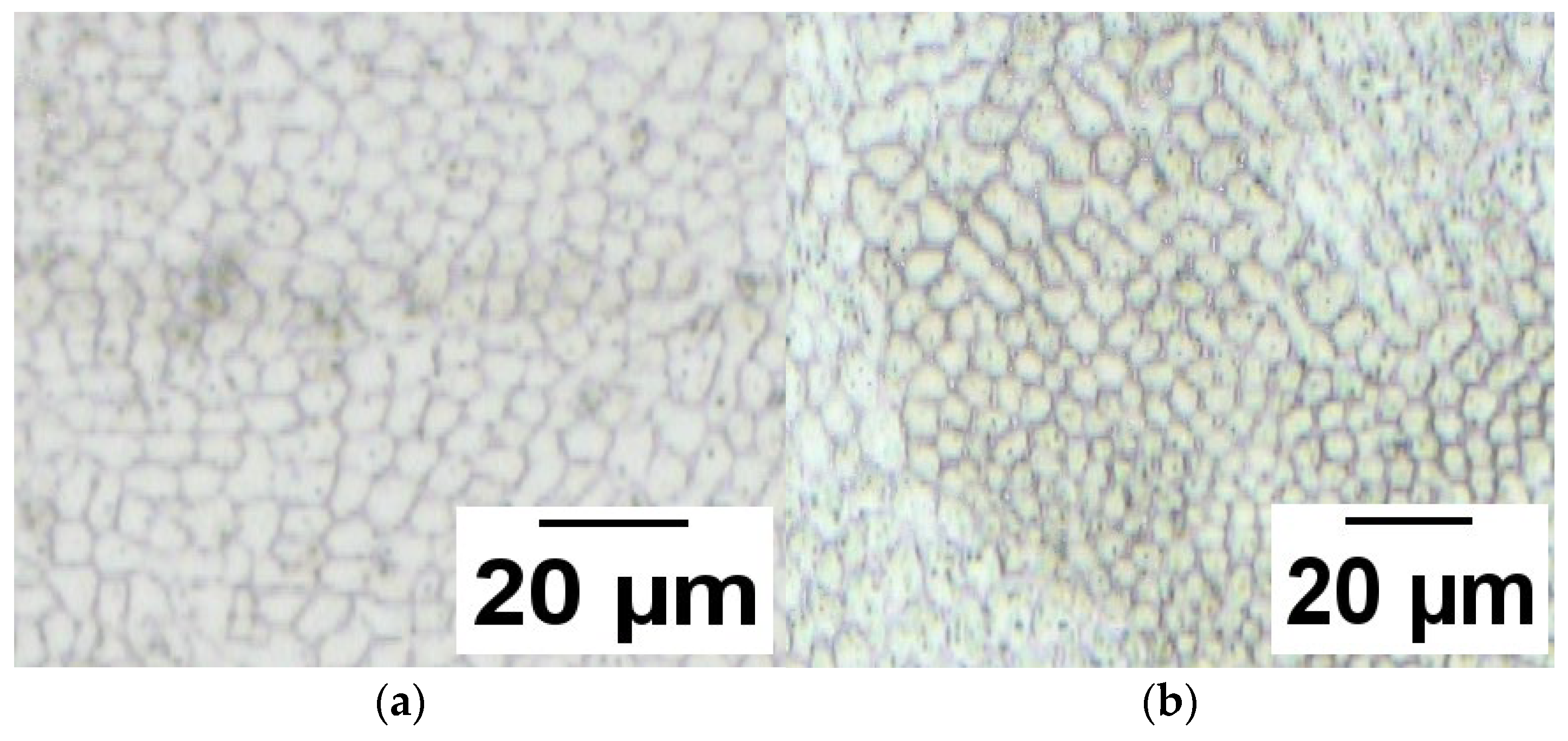
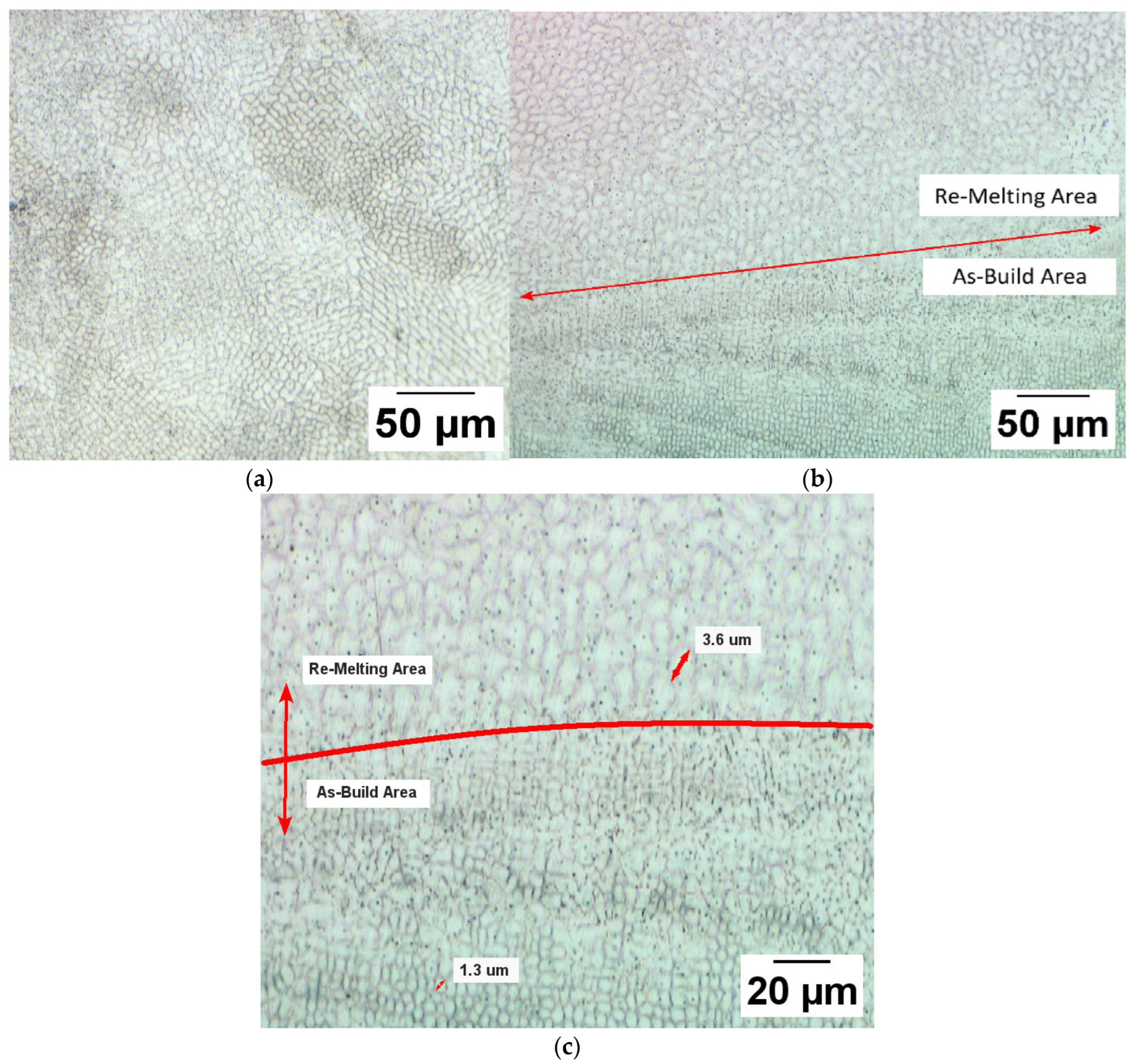
- Microstructure analysis of 316L SS material: Optical Microscopy (OM) images on the samples produced using the DED method were obtained by cutting the samples perpendicular to the deposition axis. The grain sizes of the parts produced as built-in are between 5 and 10 um and are seen in equiaxed form. The equiaxed shapes depend on the process parameters and rapid cooling to produce 316L material. In addition, the merger between the layers is visible on the line. It is seen that the energy density in the fluid pool during the production process affects the development of the microstructure (Figure 13).
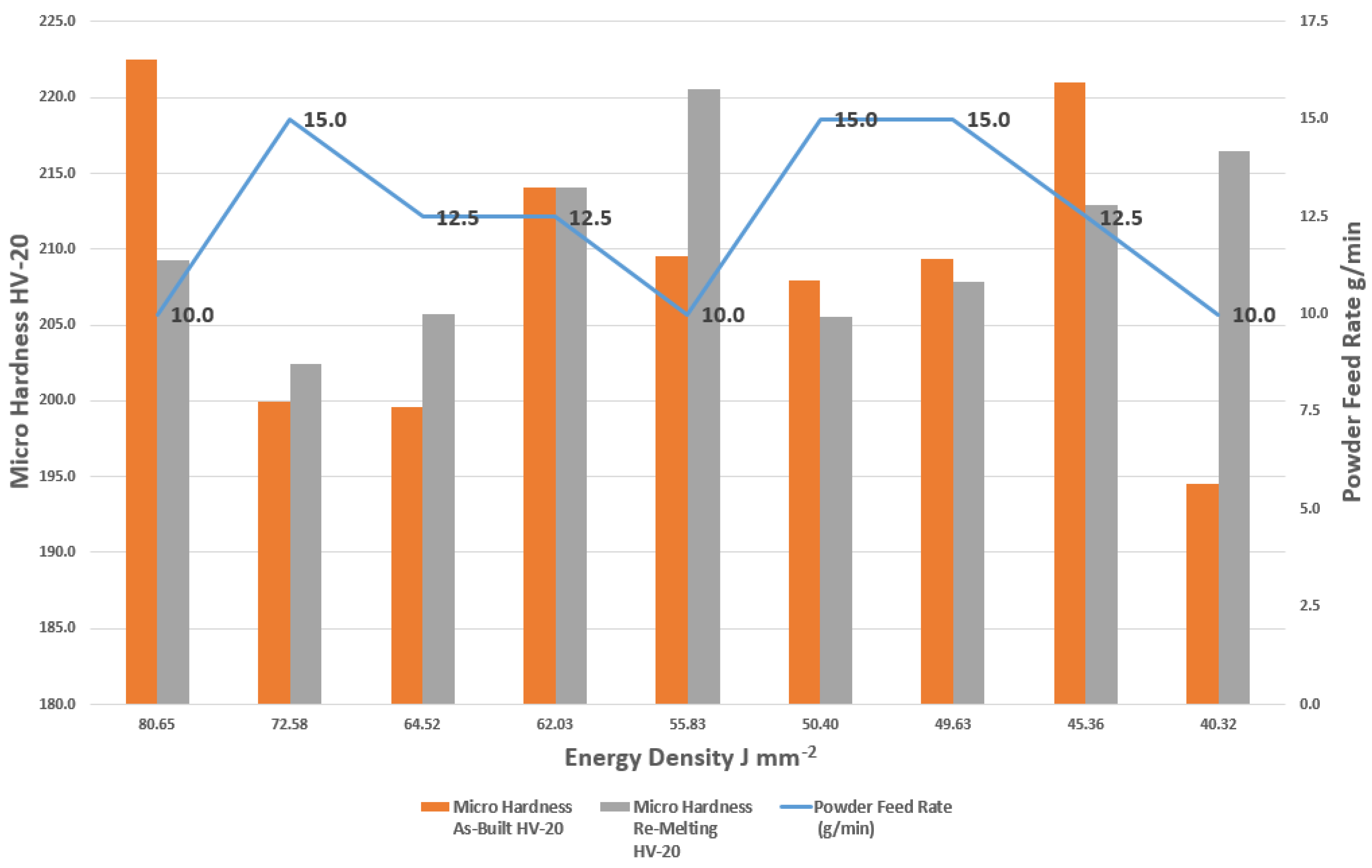
- Micro-hardness: Although continuity was observed in the grain structures of all the samples, different micro-hardness values were measured depending on some of the powder feeding rates and energy densities. The decrease in the energy density and the increase in the powder feed cause the micro-hardness values of the samples to decrease, even if only slightly. On the other hand, although the energy density decreases in the re-melted samples, it is seen that the additional laser applied between the layers slightly enlarges the grain structure, which causes a slight increase in the micro-hardness (Figure 15). When compared with the literature, it was observed that the micro-hardness values of the produced samples were as low as about 15%.
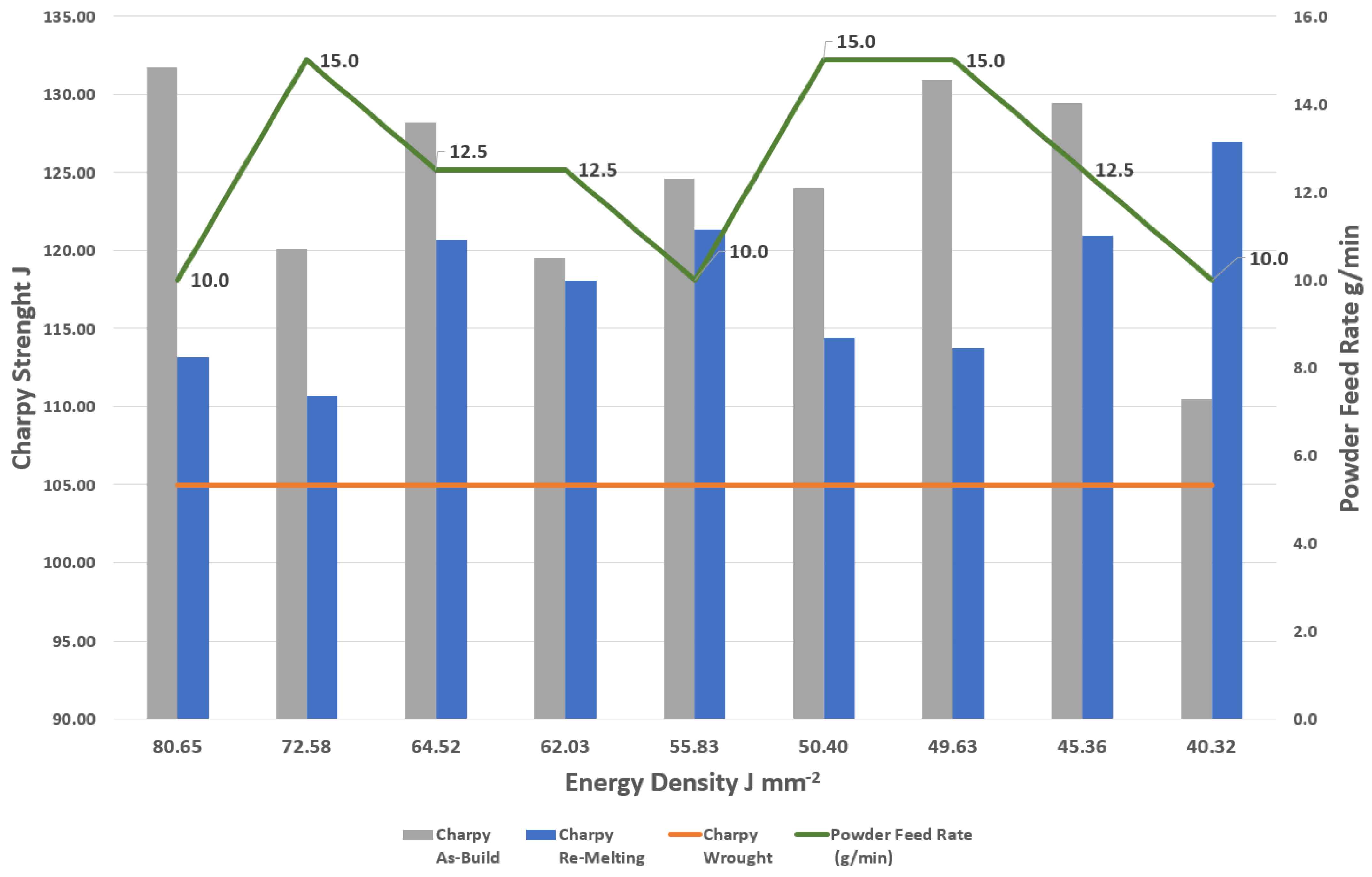
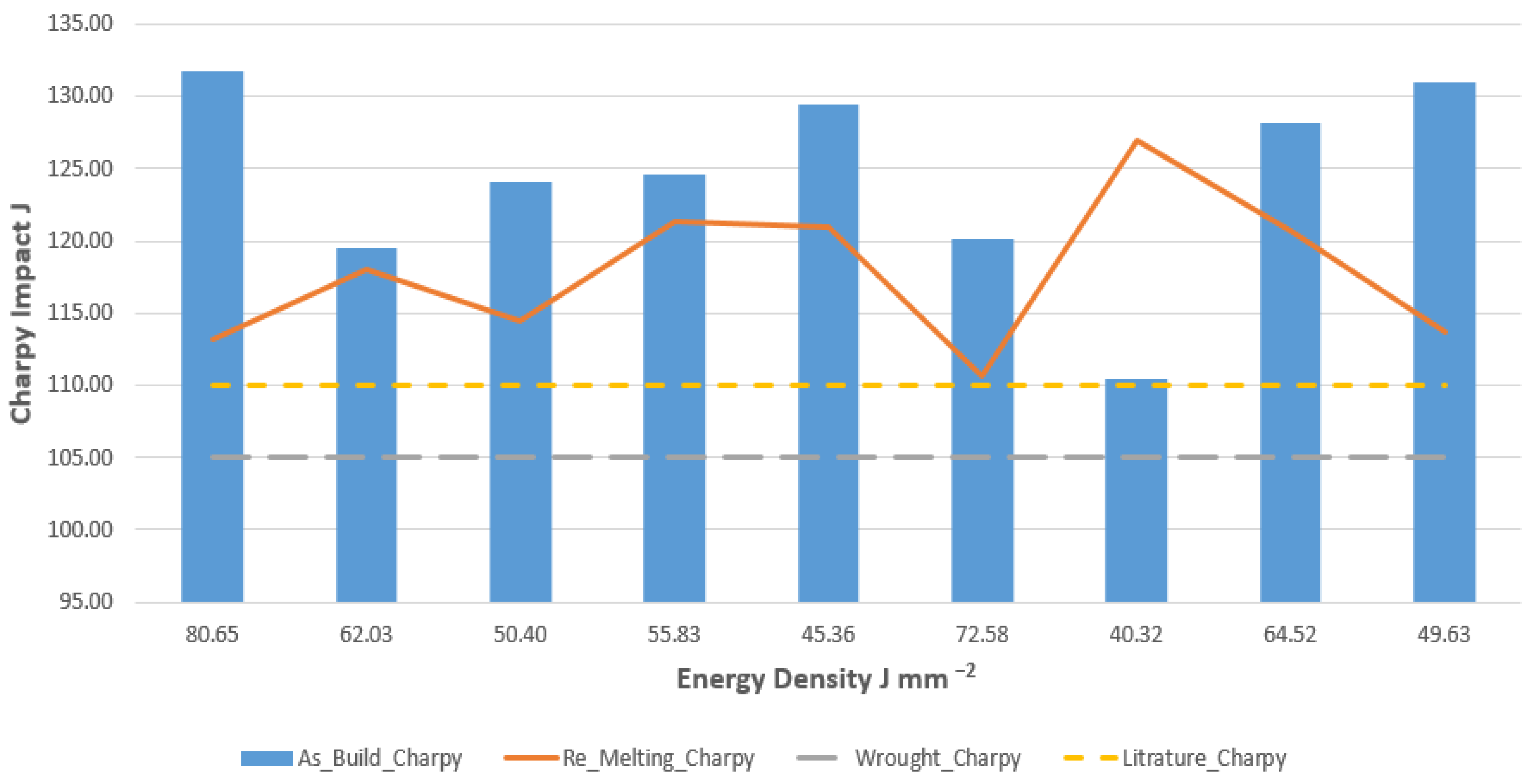
- Charpy impact: It expresses the resistance of the material against the propagation of the crack that may occur through impact and measures the impact resistance of the material against the stress concentration. The energy densities of the samples with the highest Charpy impact in the as-build samples are 80.65, 49.63, and 45.36 J mm−2, respectively (Figure 16). The Charpy impact ranges are between 110 J and 131.70 J. The Charpy impact varies depending on parameters such as the energy density, porosity, and differences in the microstructure. When evaluated in terms of dynamic loads, it is seen that the obtained impact strengths are higher than those of the wrought materials produced by traditional methods.
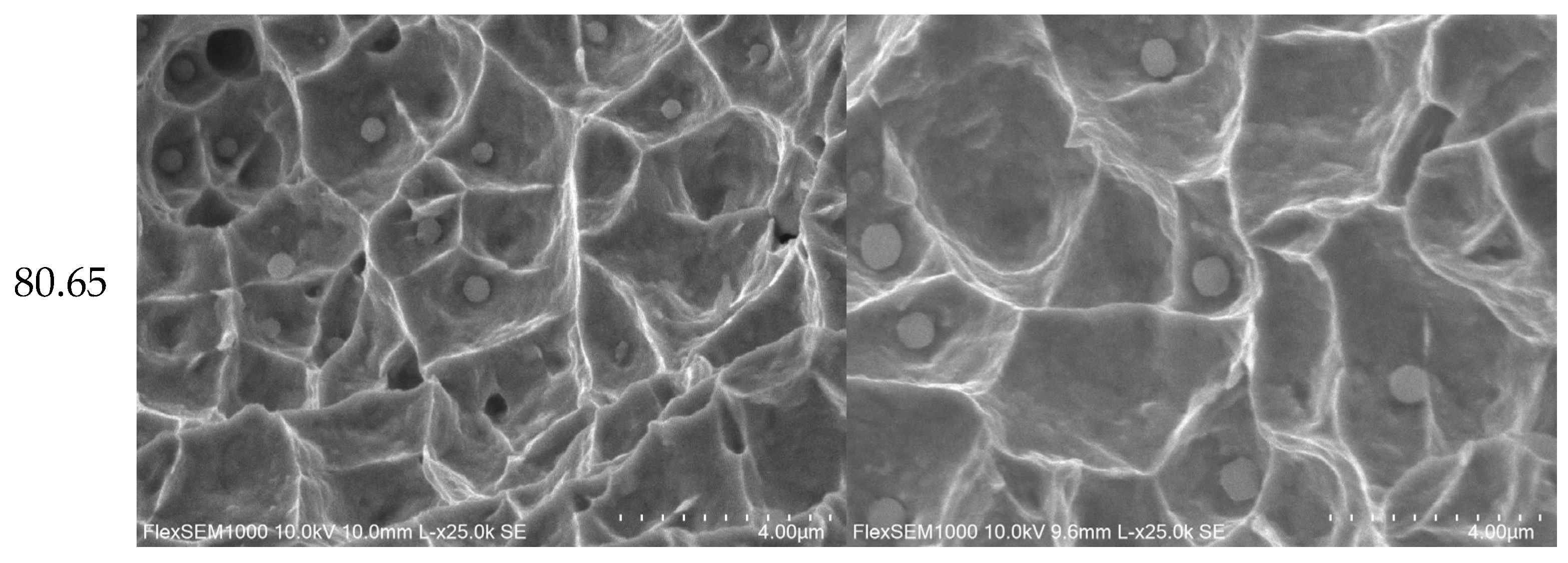
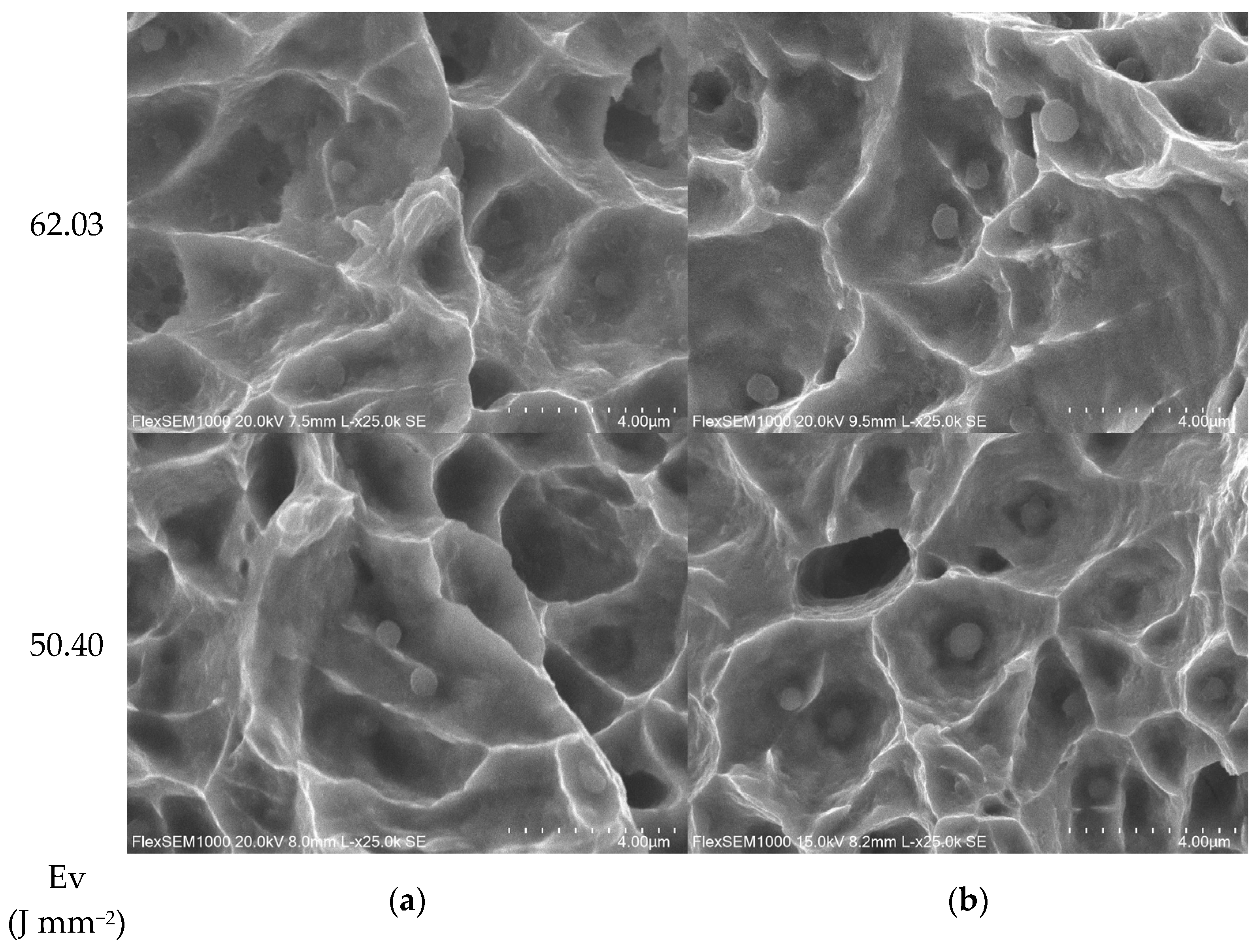
- Fracture surface analysis: The fracture surfaces of the Charpy samples were investigated under SEM to understand the changes in their mechanical properties after the as-build and re-melting processes. As seen in Figure 18, complex shapes such as dimples and divisions are shown on the fracture surfaces of the samples.
4. Conclusions
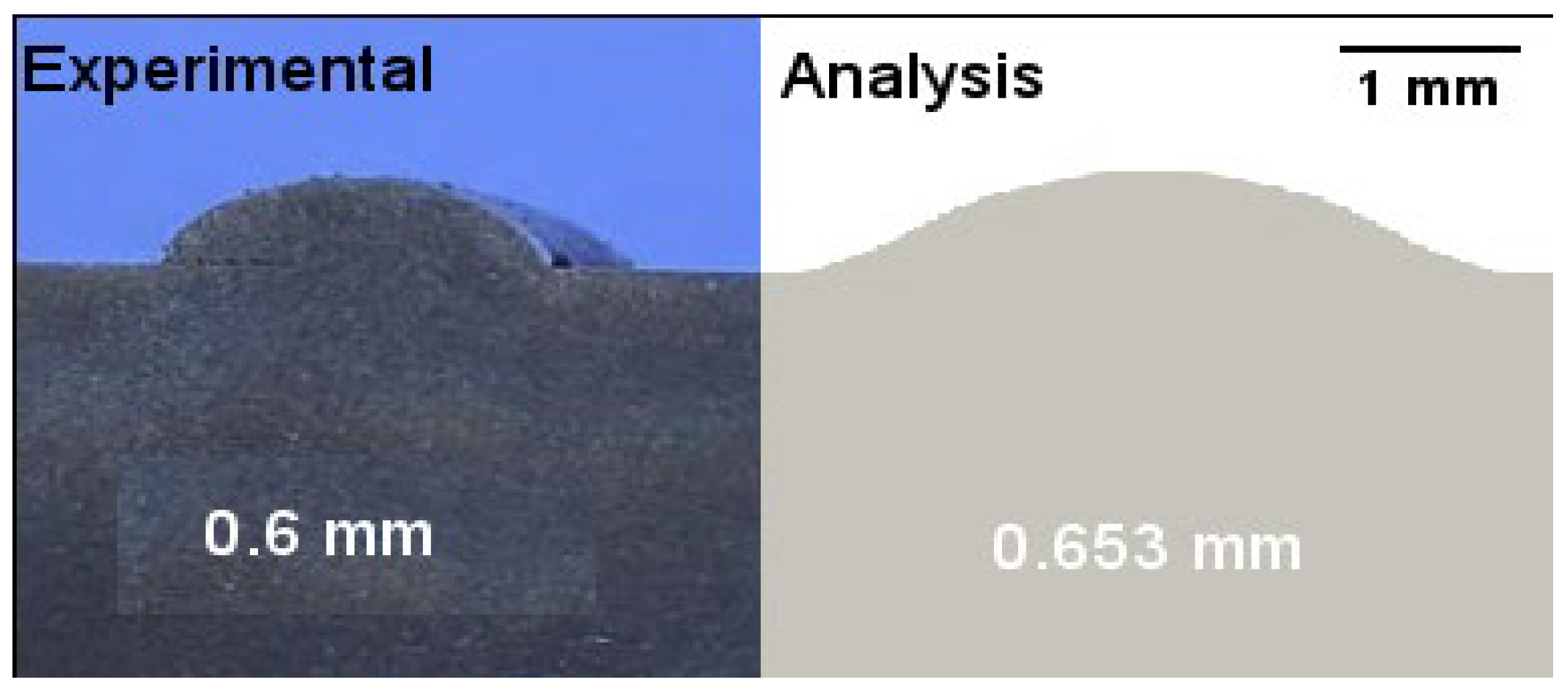
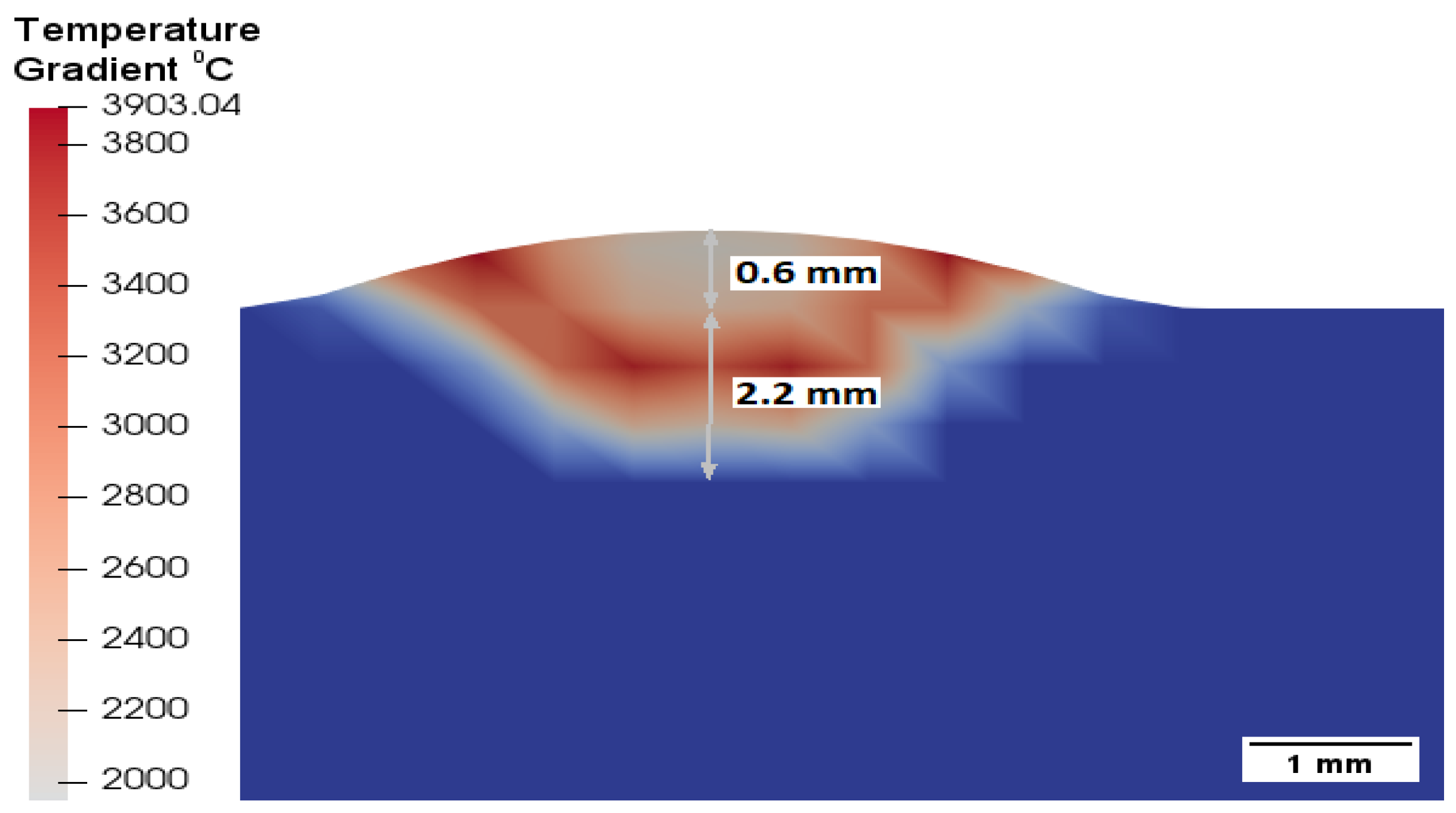
- The outputs of the analysis studies and the experimental studies confirmed each other at a rate of 80%. Therefore, real-time deposition analyses modelled for DED, which will be performed before implementation, will prevent financial and time losses that may occur in experiments.
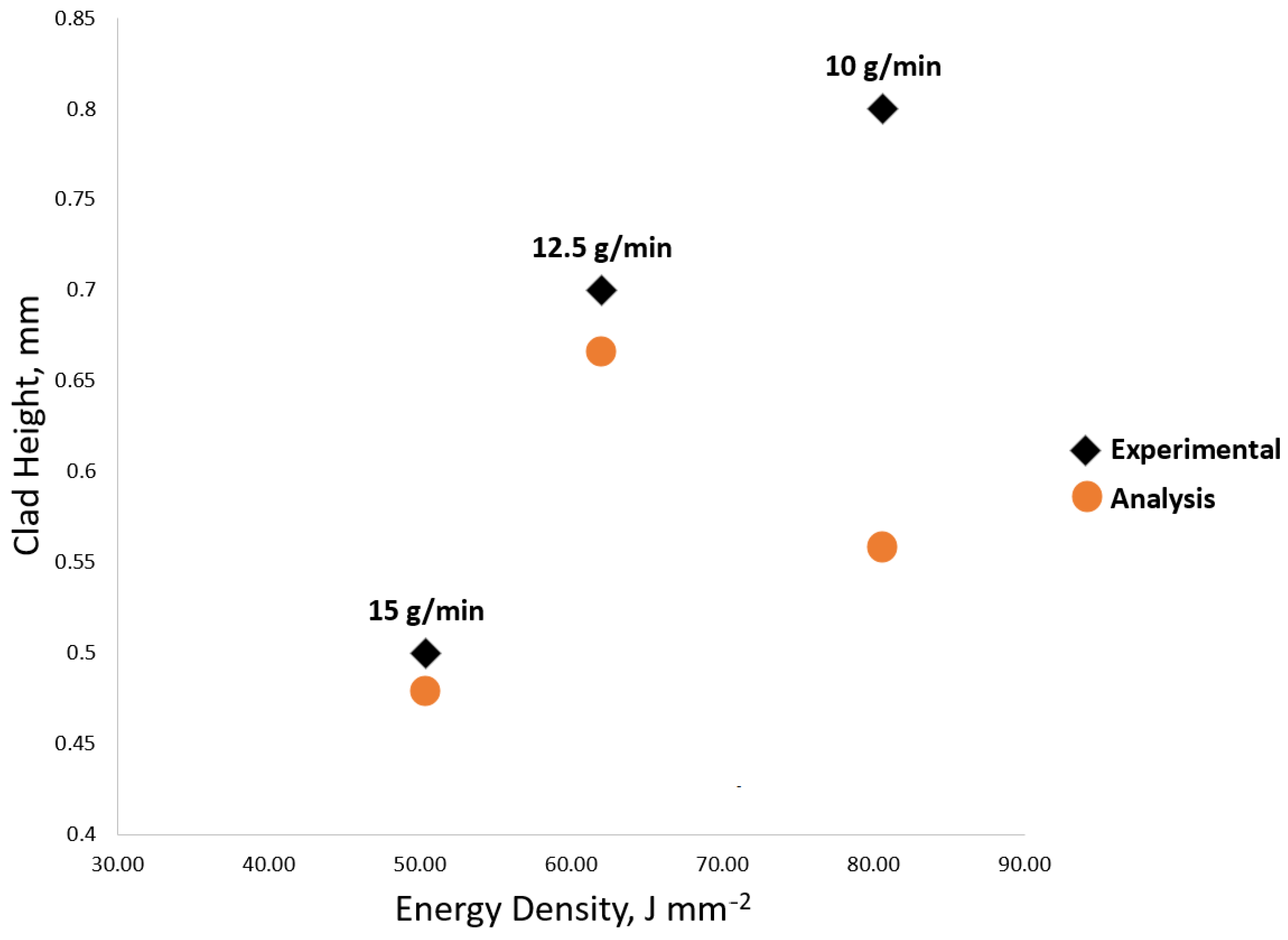
- When evaluated in terms of the single line heights in the analysis studies, it was seen that the energy density directly affects the clad height (deposition ratio) and the powder feed rate inversely. Higher clad heights were achieved when the energy density rates were increased and the powder feed rates decreased.
- In terms of the energy density, it can be seen that single-line clad heights can be achieved at 0.7 mm and above when Ev > 62.03 J mm−2. When Ev > 62.03 J mm−2, it is seen that single-line clad heights can be achieved at 0.7 mm and above. The single-line cladding heights were between 0.5–0.9 mm, and these height values were produced between 45.36–80.65 J mm−2 with energy densities.
- It has been observed that the most critical process parameters affecting the formation of porosity are the energy density and powder feed rate. Its porosity increases indirectly with the energy density and is inversely proportional to the powder feed rate. It has been observed that the change in the amount of porosity in the re-melting-applied samples, compared to the samples produced as built, changes with the correlation between the powder feeding and energy density.
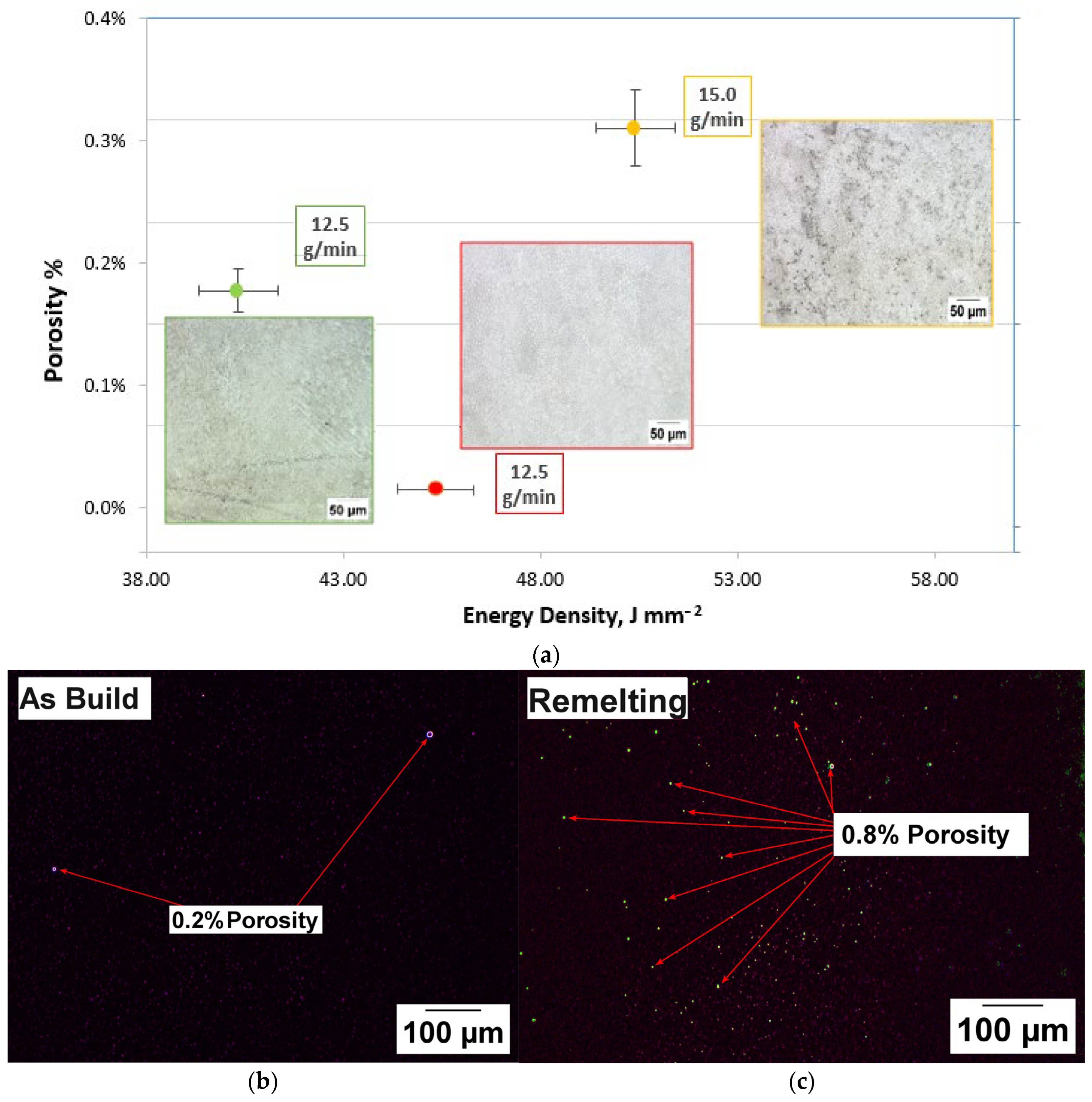
- The gas pores in the as-build samples are quite small. The fact that the porosity pores formed in the microstructure after the re-melting process are larger or more than those formed in the as-build samples can be explained by the formation of (welded) gas pores during the process (see Figure 11).
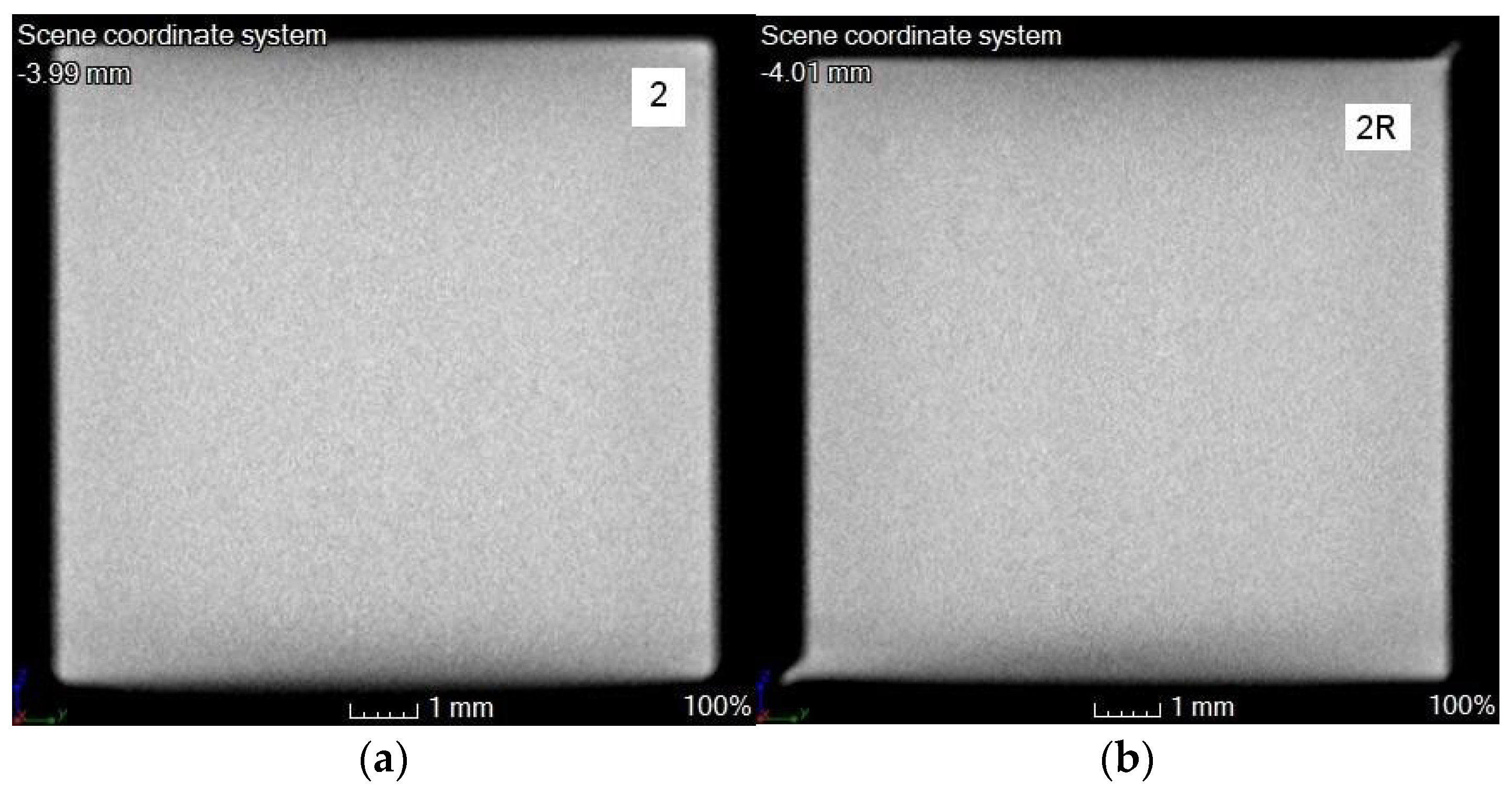
- In the CT, it is seen that an almost error-free stacking process is obtained in both the as-build and re-melting samples in the experimental studies.
- Re-melting slightly affects the microstructure of the material, but it causes grain growth, even if only a little [32,40]. Grain growth is observed to be three times greater in the re-melting regions compared to the normal regions. Due to grain growth, small increases in the porosity and some decreases in the impact strength are observed in the re-melting samples.
- The change in the micro-hardness due to the process, the decrease in energy density, and the increase in powder feeding ensure a slight decrease in the micro-hardness values. On the other hand, although the energy density decreased in the re-melted samples, it was observed that the additional laser applied between the layers slightly enlarged the grain structure, which caused a slight increase in the micro-hardness.
- Charpy strengths vary depending on parameters such as the energy density, porosity, and differences in the microstructure. When evaluated in terms of dynamic loads, it is seen that the obtained impact strengths are higher than those of the wrought materials produced using traditional methods. The results of the Charpy samples produced through re-melting show slightly lower values than those produced as is. Although there is no change in terms of the energy densities, this decrease in value can be explained by considering the changes in the amount of porosity and the microstructure of a secondary laser application. As seen in Figure 17, after the re-melting process of this sample produced with an energy density of 40.32 J mm−2, an increase in the Charpy strength was observed. It can be explained that the re-melting process reduces the grain sizes in the microstructure and improves the Charpy strength in this sample compared to the as-built sample. The re-melting process did not show an effective improvement over the mechanical properties in the studies.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Manjaiah, M.; Hascoët, J.; Rauch, M. Effect of process parameters on track geometry, microstructural evolution on 316L stainless steel multi-layer clads. Mater. Sci. Eng. B-Adv. Funct. Solid-State Mater. 2020, 259, 114583. [Google Scholar] [CrossRef]
- Ligabo, I.A.; Braga, V.; Ferreira, C.C.A.; Siqueira, R.H.M.; Lourenço, J.C.; Abdalla, A.J.; Lima, M.S.F. Microstructure and Corrosion Behavior of AISI 316 Steel Layers Deposited on AISI 347 Steel Substrate by Laser Metal Deposition. Metals 2022, 12, 2161. [Google Scholar] [CrossRef]
- Antony, K.; Arivazhagan, N.; Senthilkumaran, K. Numerical and experimental investigations on laser melting of stainless steel 316L metal powders. J. Manuf. Process. 2014, 16, 345–355. [Google Scholar] [CrossRef]
- Ding, H.; Zou, B.; Wang, X.; Liu, J.; Li, L. Microstructure, mechanical properties and machinability of 316L stainless steel fabricated by direct energy deposition. Int. J. Mech. Sci. 2023, 243, 108046. [Google Scholar] [CrossRef]
- Bruzzo, F.; Catalano, G.; Demir, A.G.; Previtali, B. In-Process Laser Re-Melting of Thin Walled Parts to Improve Surface Quality after Laser Metal Deposition. Key Eng. Mater. 2019, 813, 191–196. [Google Scholar] [CrossRef]
- Caiazzo, F. Laser-aided Directed Metal Deposition of Ni-based superalloy powder. Opt. Laser Technol. 2018, 103, 193–198. [Google Scholar] [CrossRef]
- Pacheco, J.T.; Meura, V.H.; Bloemer, P.R.A.; Veiga, M.T.; Filho, O.C.d.M.; Cunha, A.; Teixeira, M.F. Laser directed energy deposition of AISI 316L stainless steel: The effect of build direction on mechanical properties in as-built and heat-treated conditions. Adv. Ind. Manuf. Eng. 2022, 4, 100079. [Google Scholar] [CrossRef]
- dos Santos Paes, L.E.; Pereira, M.; Xavier, F.A.; Weingaertner, W.L.; D’Oliveira, A.S.C.M.; Costa, E.C.; Vilarinho, L.O.; Scotti, A. Understanding the behavior of laser surface remelting after directed energy deposition additive manufacturing through comparing the use of iron and Inconel powders. J. Manuf. Process. 2021, 70, 494–507. [Google Scholar] [CrossRef]
- Zhuang, D.-D.; Du, B.; Zhang, S.-H.; Tao, W.-W.; Wang, Q.; Shen, H.-B. Effect and action mechanism of ultrasonic assistance on microstructure and mechanical performance of laser cladding 316L stainless steel coating. Surf. Coatings Technol. 2022, 433, 128122. [Google Scholar] [CrossRef]
- Fang, J.; Dong, S.; Li, S.; Wang, Y.; Xu, B.; Li, J.; Liu, B.; Jiang, Y. Direct laser deposition as repair technology for a low transformation temperature alloy: Microstructure, residual stress, and properties. Mater. Sci. Eng. A 2019, 748, 119–127. [Google Scholar] [CrossRef]
- Guo, P.; Zou, B.; Huang, C.; Gao, H. Study on microstructure, mechanical properties and machinability of efficiently additive manufactured AISI 316L stainless steel by high-power direct laser deposition. J. Mater. Process. Technol. 2016, 240, 12–22. [Google Scholar] [CrossRef]
- Helbert, V.; Rioual, S.; Le Bozec, N.; Thierry, D. Corrosion behavior of additively manufactured AISI 316L stainless steel under atmospheric conditions. Mater. Corros. 2022, 73, 1833–1843. [Google Scholar] [CrossRef]
- Hrabe, N.; White, R.; Lucon, E. Effects of internal porosity and crystallographic texture on Charpy absorbed energy of electron beam melting titanium alloy (Ti-6Al-4V). Mater. Sci. Eng. A 2018, 742, 269–277. [Google Scholar] [CrossRef]
- Huang, Y.; Ansari, M.; Asgari, H.; Farshidianfar, M.H.; Sarker, D.; Khamesee, M.B.; Toyserkani, E. Rapid prediction of real-time thermal characteristics, solidification parameters and microstructure in laser directed energy deposition (powder-fed additive manufacturing). J. Mater. Process. Technol. 2019, 274, 116286. [Google Scholar] [CrossRef]
- Koike, R.; Misawa, T.; Kakinuma, Y.; Oda, Y. Basic Study on Remelting Process to Enhance Density of Inconel 625 in Direct Energy Deposition. Int. J. Autom. Technol. 2018, 12, 424–433. [Google Scholar] [CrossRef]
- Kovalev, O.; Bedenko, D.; Zaitsev, A. Development and application of laser cladding modeling technique: From coaxial powder feeding to surface deposition and bead formation. Appl. Math. Model. 2018, 57, 339–359. [Google Scholar] [CrossRef]
- Liu, Q.C.; Elambasseril, J.; Sun, S.J.; Leary, M.; Brandt, M.; Sharp, P.K. The Effect of Manufacturing Defects on the Fatigue Behaviour of Ti-6Al-4V Specimens Fabricated Using Selective Laser Melting. Adv. Mater. Res. 2014, 891–892, 1519–1524. [Google Scholar] [CrossRef]
- Mandal, S. Impact Properties of AISI 316L Stainless Steel Repaired by Directed Energy Deposition (DED) Additive Manufacturing. Carbohydr. Polym. 2019, 6, 5–10. [Google Scholar]
- Parekh, R.; Buddu, R.K.; Patel, R. Multiphysics Simulation of Laser Cladding Process to Study the Effect of Process Parameters on Clad Geometry. Procedia Technol. 2016, 23, 529–536. [Google Scholar] [CrossRef] [Green Version]
- Qin, M.; Gao, S.; Wang, C.C.; Liao, W.-H. Multi-axis direct metal deposition process with effective regrouping strategy. J. Manuf. Process. 2022, 81, 707–716. [Google Scholar] [CrossRef]
- Qiu, C.; Panwisawas, C.; Ward, M.; Basoalto, H.C.; Brooks, J.W.; Attallah, M.M. On the role of melt flow into the surface structure and porosity development during selective laser melting. Acta Mater. 2015, 96, 72–79. [Google Scholar] [CrossRef] [Green Version]
- Saboori, A.; Aversa, A.; Bosio, F.; Bassini, E.; Librera, E.; De Chirico, M.; Biamino, S.; Ugues, D.; Fino, P.; Lombardi, M. An investigation on the effect of powder recycling on the microstructure and mechanical properties of AISI 316L produced by Directed Energy Deposition. Mater. Sci. Eng. A 2019, 766, 138360. [Google Scholar] [CrossRef]
- Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Microstructure and Mechanical Properties of AISI 316L Produced by Directed Energy Deposition-Based Additive Manufacturing: A Review. Appl. Sci. 2020, 10, 3310. [Google Scholar] [CrossRef]
- Sames, W.; Medina, F.; Peter, W.; Babu, S.; Dehoff, R. Effect of Process Control and Powder Quality on Inconel 718 Produced Using Electron Beam Melting. In 8th International Symposium on Superalloy 718 and Derivatives; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; Volume 2014, pp. 409–423. [Google Scholar] [CrossRef]
- Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An overview of Direct Laser Deposition for additive manufacturing; Part II: Mechanical behavior, process parameter optimization and control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Song, B.; Yu, T.; Jiang, X.; Xi, W.; Lin, X.; Ma, Z.; Wang, Z. Development of the molten pool and solidification characterization in single bead multilayer direct energy deposition. Addit. Manuf. 2021, 49, 102479. [Google Scholar] [CrossRef]
- Kruth, J.P.; Vandenbroucke, B.; Van Vaerenbergh, J.; Naert, I. Rapid Manufacturing of Dental Prostheses by Means of Selective Laser Sintering/Melting. In Proceedings of the Les 11emes Assises Eur. Du Prototypage Rapide (AFPR), Paris, France, 4–5 October 2005. [Google Scholar]
- Sun, G.; Shen, X.; Wang, Z.; Zhan, M.; Yao, S.; Zhou, R.; Ni, Z. Laser metal deposition as repair technology for 316L stainless steel: Influence of feeding powder compositions on microstructure and mechanical properties. Opt. Laser Technol. 2018, 109, 71–83. [Google Scholar] [CrossRef]
- Tan, Z.E.; Pang, J.H.L.; Kaminski, J.; Pepin, H. Characterisation of porosity, density, and microstructure of directed energy deposited stainless steel AISI 316L. Addit. Manuf. 2018, 25, 286–296. [Google Scholar] [CrossRef]
- Vaithilingam, J.; Goodridge, R.D.; Hague, R.J.; Christie, S.D.; Edmondson, S. The effect of laser remelting on the surface chemistry of Ti6al4V components fabricated by selective laser melting. J. Mater. Process. Technol. 2016, 232, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Wang, Q.; Zhang, S.; Zhang, C.; Wang, J.; Shahzad, M.B.; Chen, H.; Chen, J. A high strength low alloy steel fabricated by direct laser deposition. Vacuum 2019, 161, 225–231. [Google Scholar] [CrossRef]
- Wang, S.; Zhu, L.; Fuh, J.Y.H.; Zhang, H.; Yan, W. Multi-physics modeling and Gaussian process regression analysis of cladding track geometry for direct energy deposition. Opt. Lasers Eng. 2019, 127, 105950. [Google Scholar] [CrossRef]
- Wang, S.; Zhu, L.; Dun, Y.; Yang, Z.; Fuh, J.Y.H.; Yan, W. Multi-physics modeling of direct energy deposition process of thin-walled structures: Defect analysis. Comput. Mech. 2021, 67, 1229–1242. [Google Scholar] [CrossRef]
- Zhang, Q.; Chen, J.; Lin, X.; Tan, H.; Huang, W. Grain morphology control and texture characterization of laser solid formed Ti6Al2Sn2Zr3Mo1.5Cr2Nb titanium alloy. J. Mater. Process. Technol. 2016, 238, 202–211. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, J. Modeling of solidification microstructure evolution in laser powder bed fusion fabricated 316L stainless steel using combined computational fluid dynamics and cellular automata. Addit. Manuf. 2019, 28, 750–765. [Google Scholar] [CrossRef]
- Zhou, J.; Tsai, H.L.; Lehnhoff, T.F. Investigation of transport phenomena and defect formation in pulsed laser keyhole welding of zinc-coated steels. J. Phys. D Appl. Phys. 2006, 39, 5338–5355. [Google Scholar] [CrossRef]
- Zhou, Q.; Wang, Y.; Choi, S.-K.; Cao, L.; Gao, Z. Robust optimization for reducing welding-induced angular distortion in fiber laser keyhole welding under process parameter uncertainty. Appl. Therm. Eng. 2018, 129, 893–906. [Google Scholar] [CrossRef]
- Zinovieva, O.; Romanova, V.; Zinoviev, A.; Nekhorosheva, O.; Balokhonov, R. Elastic properties of additively manufactured steel produced with different scan strategies. Int. J. Mech. Sci. 2023, 244, 108089. [Google Scholar] [CrossRef]
- Wang, C.; Zhu, P.; Lu, Y.; Shoji, T. Effect of heat treatment temperature on microstructure and tensile properties of austenitic stainless 316L using wire and arc additive manufacturing. Mater. Sci. Eng. A 2021, 832, 142446. [Google Scholar] [CrossRef]
- Zinovieva, O.; Zinoviev, A.; Romanova, V.; Balokhonov, R. Three-dimensional analysis of grain structure and texture of additively manufactured 316L austenitic stainless steel. Addit. Manuf. 2020, 36, 101521. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | Cr | Mo | Ni | Fe |
|---|---|---|---|---|---|---|---|
| Data Sheet (GVT) | 0.02 | 0.7 | 1.5 | 17 | 2.5 | 12.5 | rest |
| EDS Analysis | 0.02 | 0.64 | 1.61 | 17.2 | 2.61 | 11.2 | rest |
| Standard (EN 10088-1) | 0.02 | <1.0 | <2.0 | 18.0 | 2.0–3.0 | 11.3 | rest |
| Properties | Value | Unit | Ref. |
|---|---|---|---|
| Density | 8000 | Kg/m3 | |
| Viscosity | 5 | Pa s | [24] |
| Thermal conductivity | 15.91 | W/m K | [25] |
| Specific heat | 450 | J/kg−0K | [25] |
| Liquidus line | 1723 | K | [26] |
| Solidus line | 1658 | K | [26] |
| Parameter Set No | P (W) | Vr (mm/sec) | Ds (mm) | Ev (J mm−2) via Equation (1) [27] |
|---|---|---|---|---|
| 1. | 2500 | 10 | 3.1 | 80.65 |
| 2. | 2500 | 13 | 3.1 | 62.03 |
| 3. | 2500 | 16 | 3.1 | 50.40 |
| 4. | 2250 | 13 | 3.1 | 55.83 |
| 5. | 2250 | 16 | 3.1 | 45.36 |
| 6. | 2250 | 10 | 3.1 | 72.58 |
| 7. | 2000 | 16 | 3.1 | 40.32 |
| 8. | 2000 | 10 | 3.1 | 64.52 |
| 9. | 2000 | 13 | 3.1 | 49.63 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kahya, H.; Gurun, H.; Kucukturk, G. Experimental and Analytical Investigation of the Re-Melting Effect in the Manufacturing of 316L by Direct Energy Deposition (DED) Method. Metals 2023, 13, 1144. https://doi.org/10.3390/met13061144
Kahya H, Gurun H, Kucukturk G. Experimental and Analytical Investigation of the Re-Melting Effect in the Manufacturing of 316L by Direct Energy Deposition (DED) Method. Metals. 2023; 13(6):1144. https://doi.org/10.3390/met13061144
Chicago/Turabian StyleKahya, Harun, Hakan Gurun, and Gokhan Kucukturk. 2023. "Experimental and Analytical Investigation of the Re-Melting Effect in the Manufacturing of 316L by Direct Energy Deposition (DED) Method" Metals 13, no. 6: 1144. https://doi.org/10.3390/met13061144