
Notch-Stress S–N Curves for Welded Aluminum-Alloy Components Subjected to Bending

Abstract
:1. Introduction
- 1.6, for R ≤ −1 or when the applied load is entirely compressive,
- 1.2 – 0.4 · R, for −1 ≤ R ≤ 0.5.
- 1.3, for R ≤ −1 or when the applied load is entirely compressive,
- 0.9 – 0.4 · R, for −1 ≤ R ≤ 0.5.
2. Materials and Methods
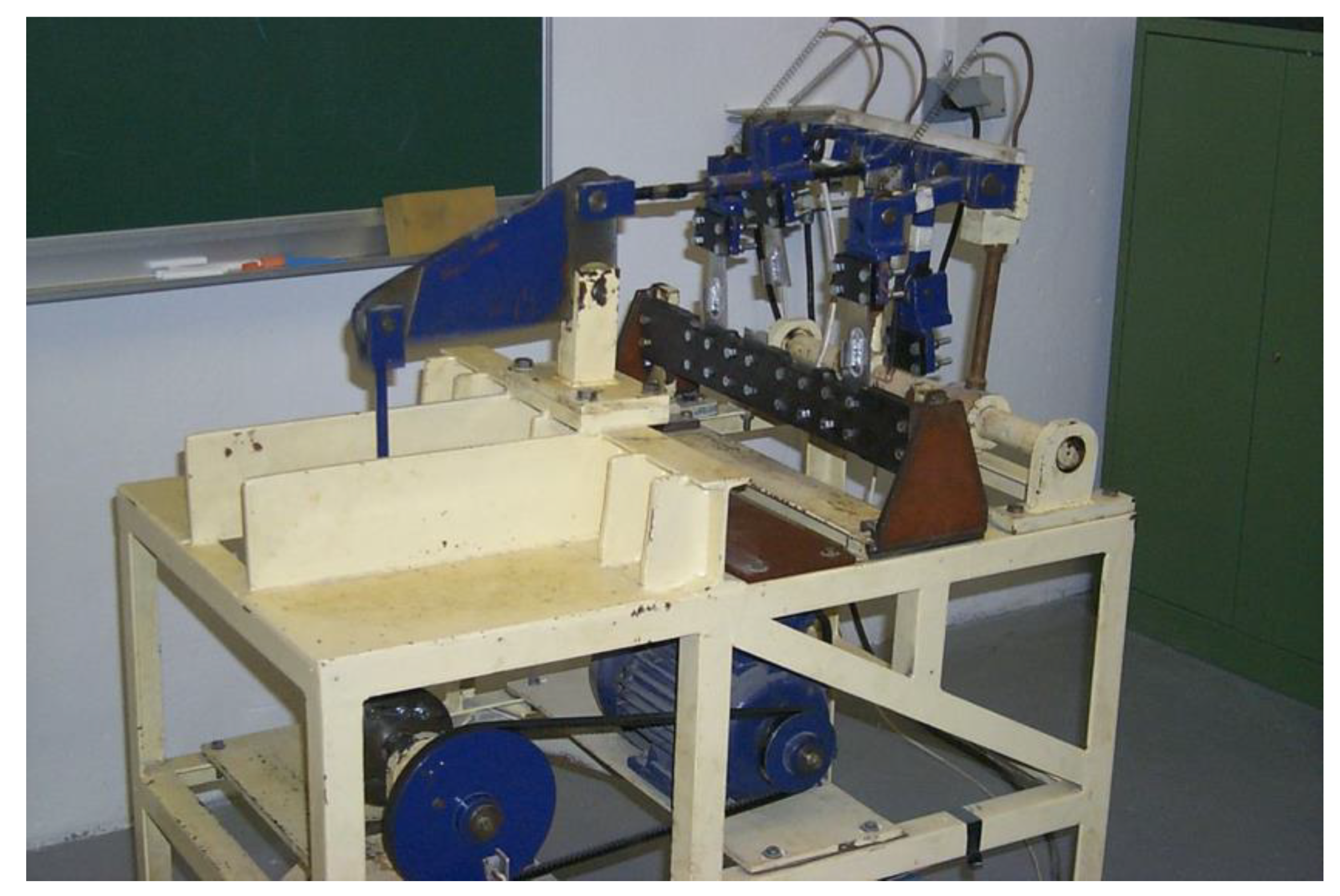
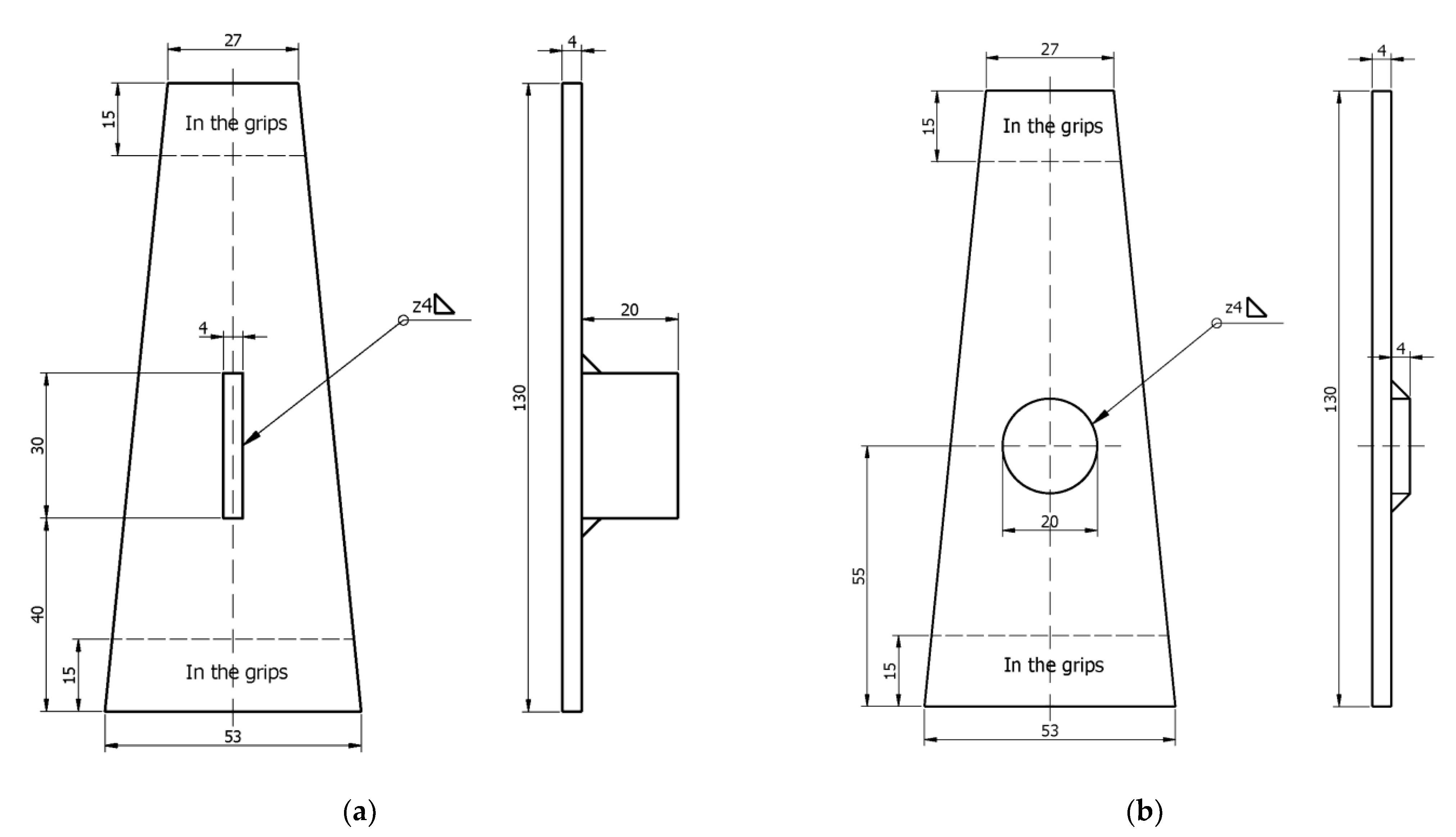
2.1. Experimental Procedure
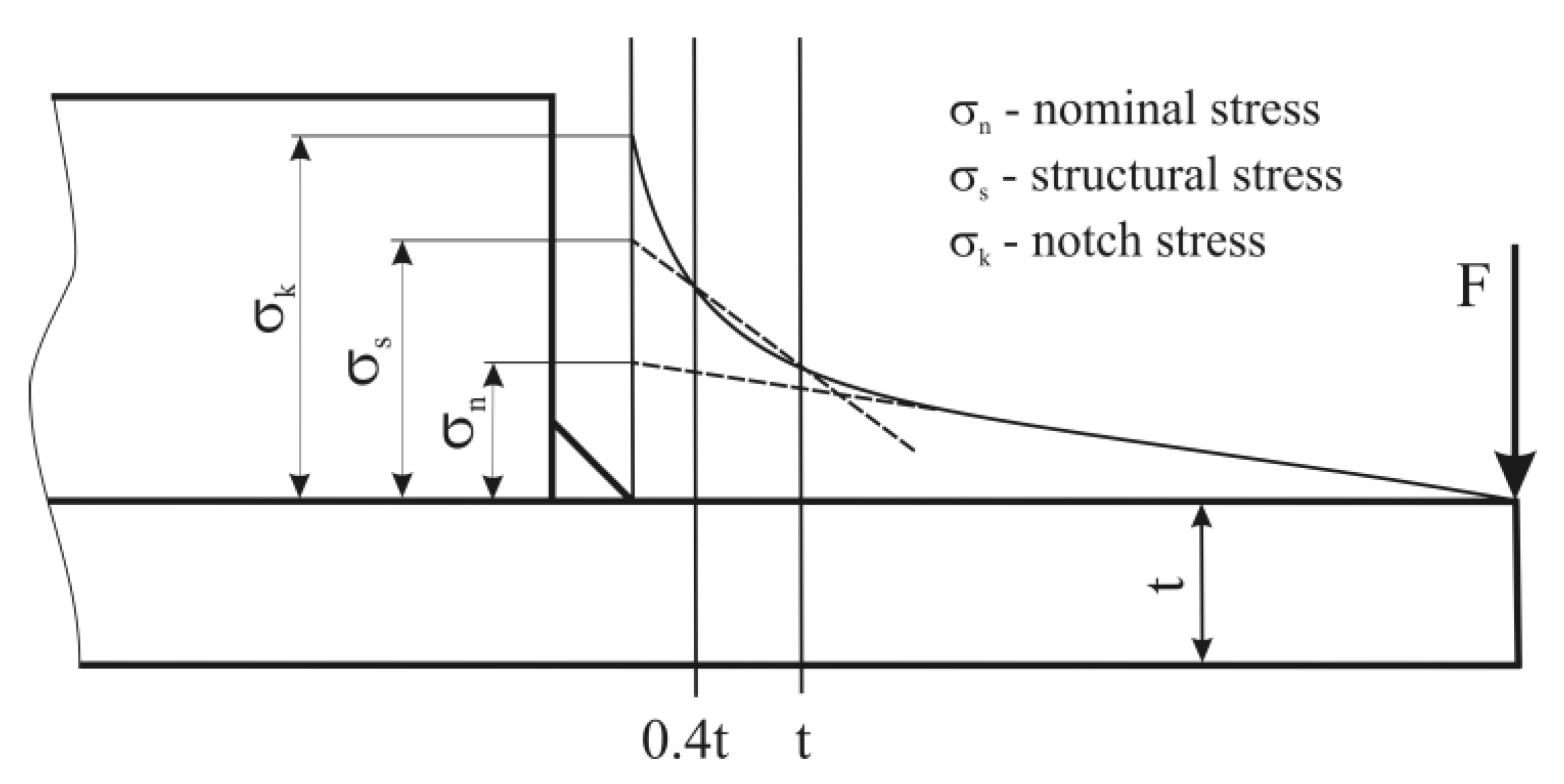
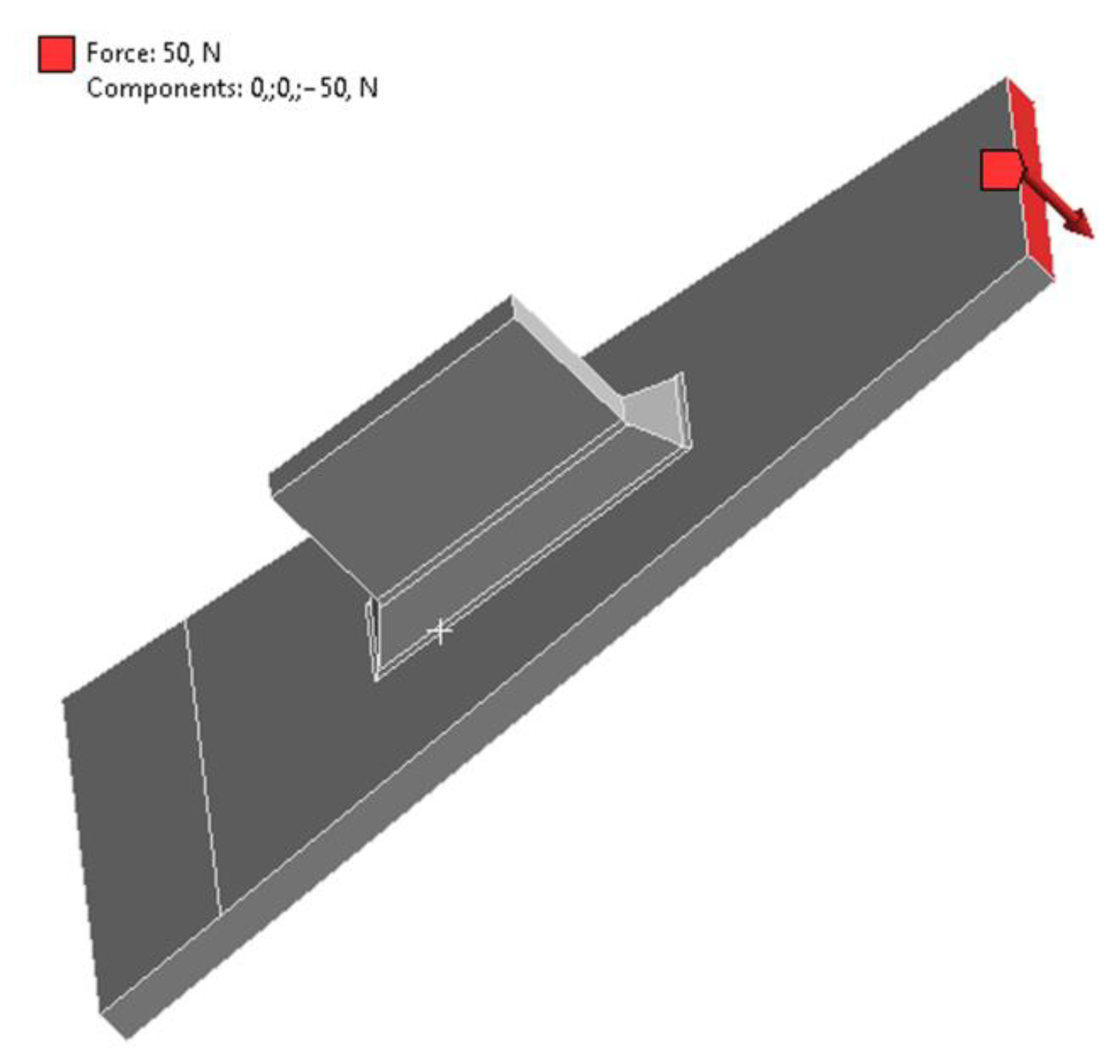
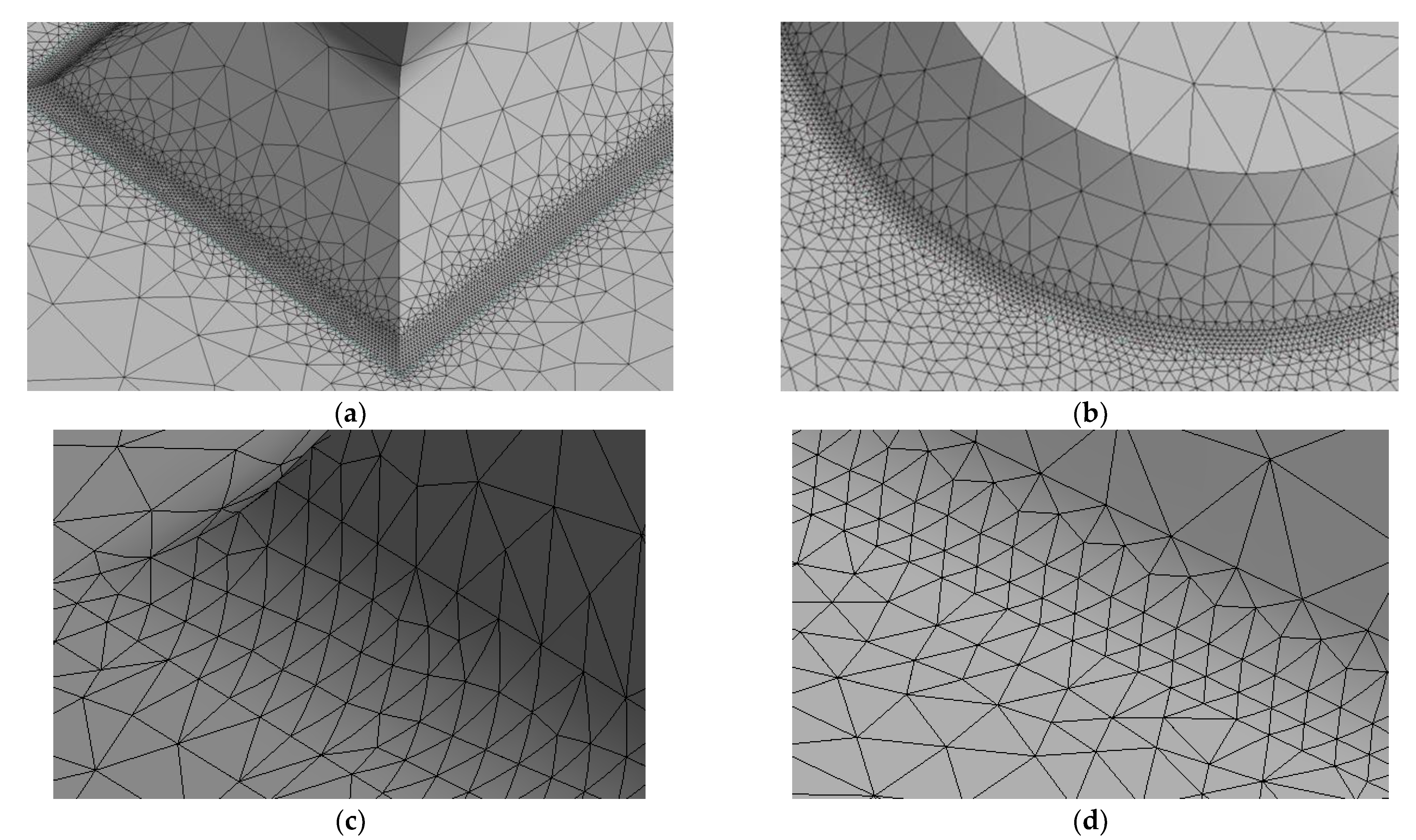
2.2. Stress Calculation
3. Results
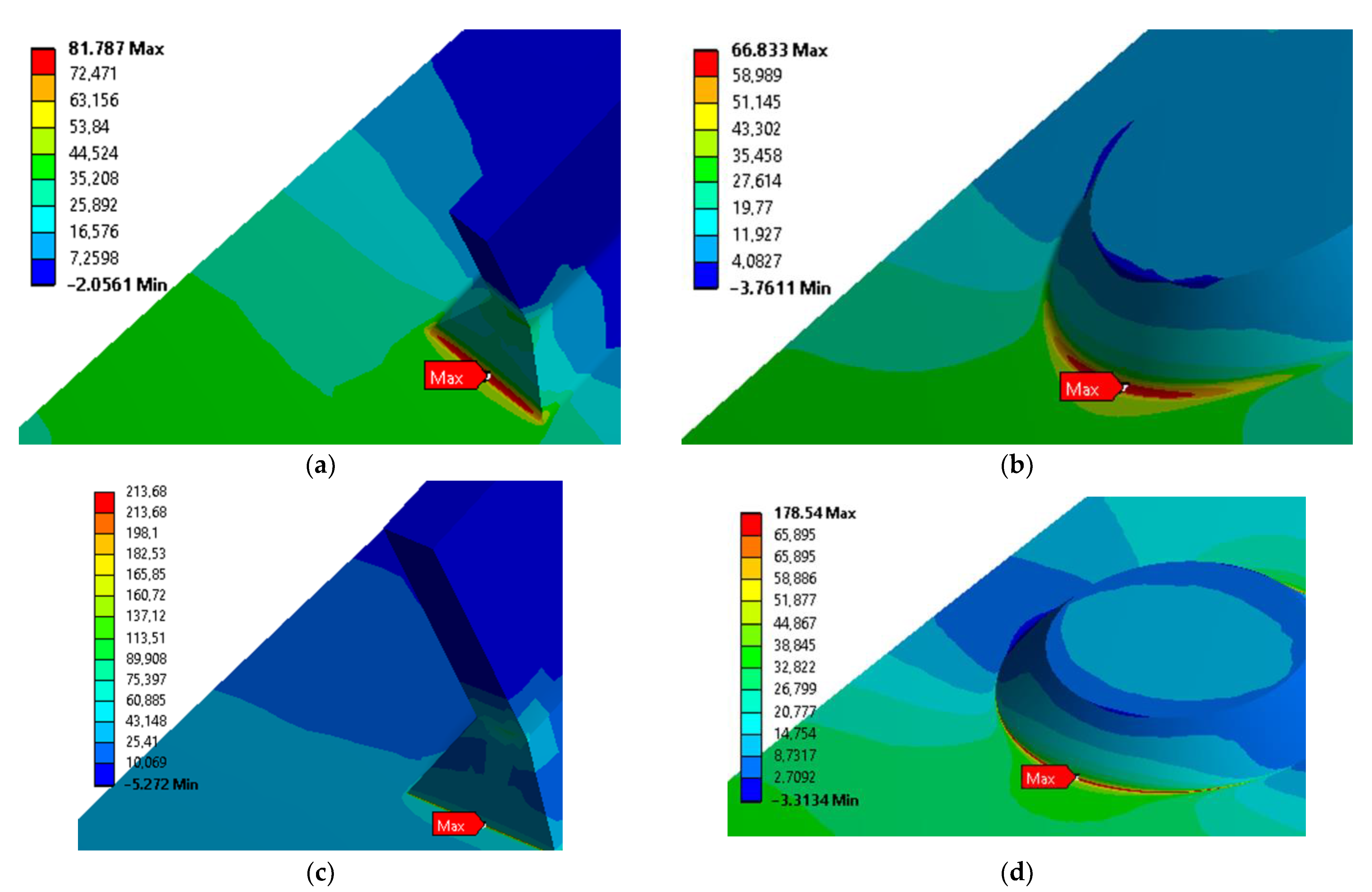
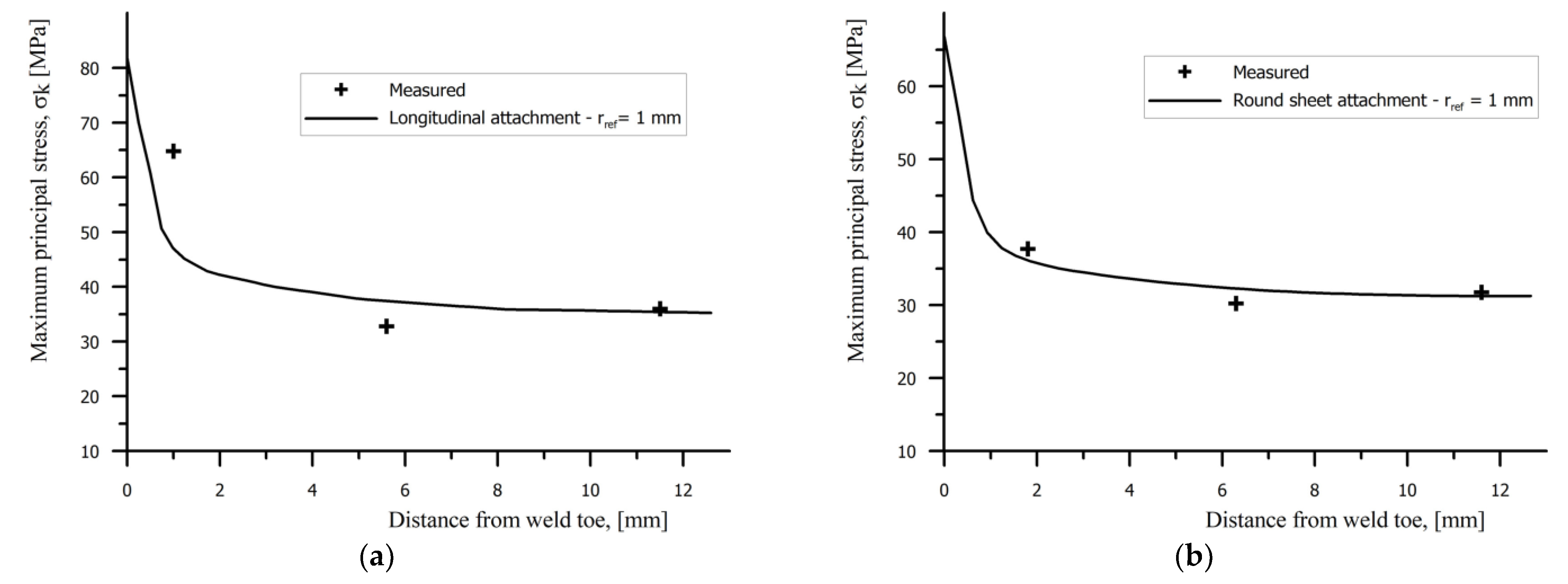
3.1. Stress Calculation Results
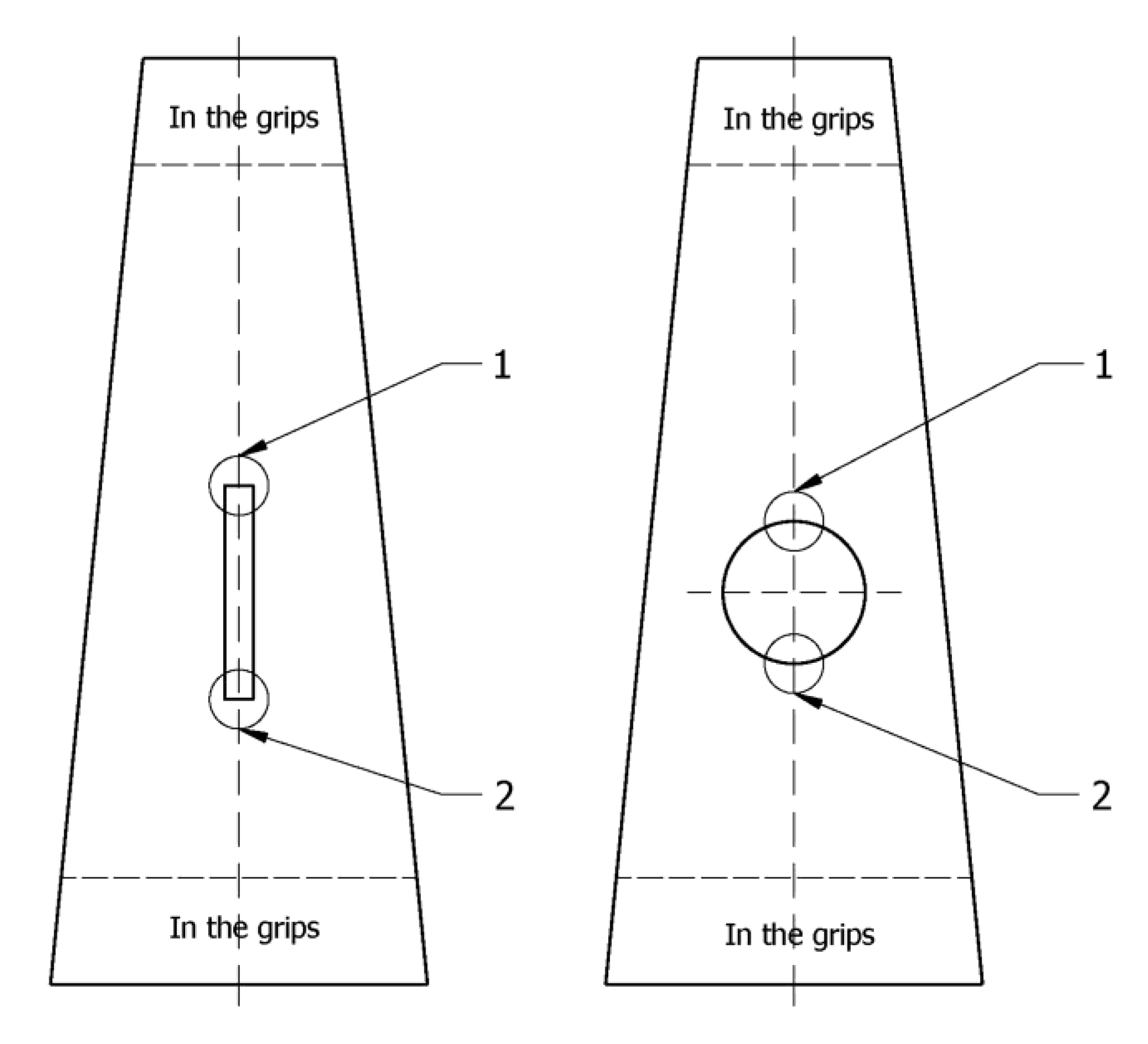
3.2. Fatigue Testing Results
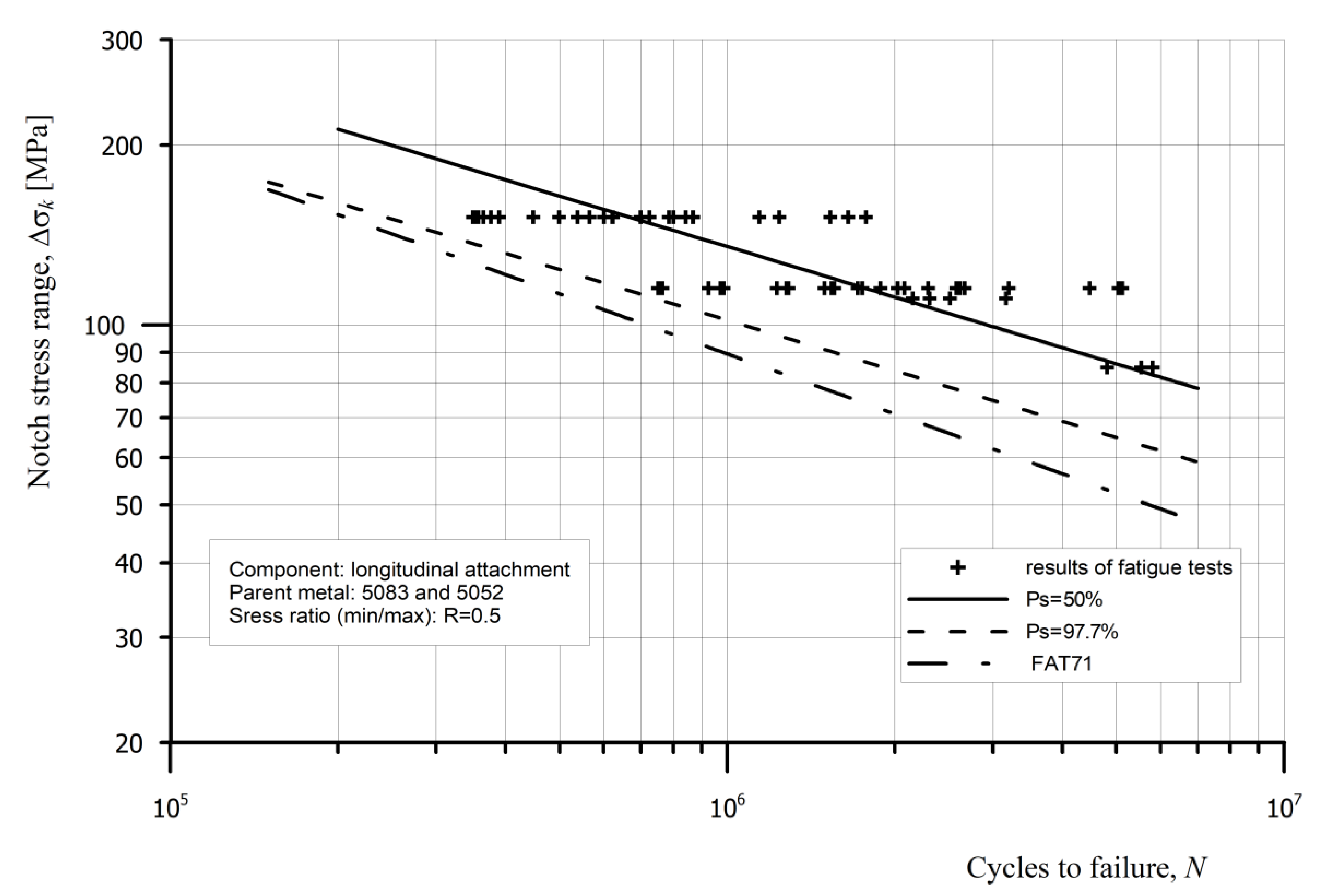
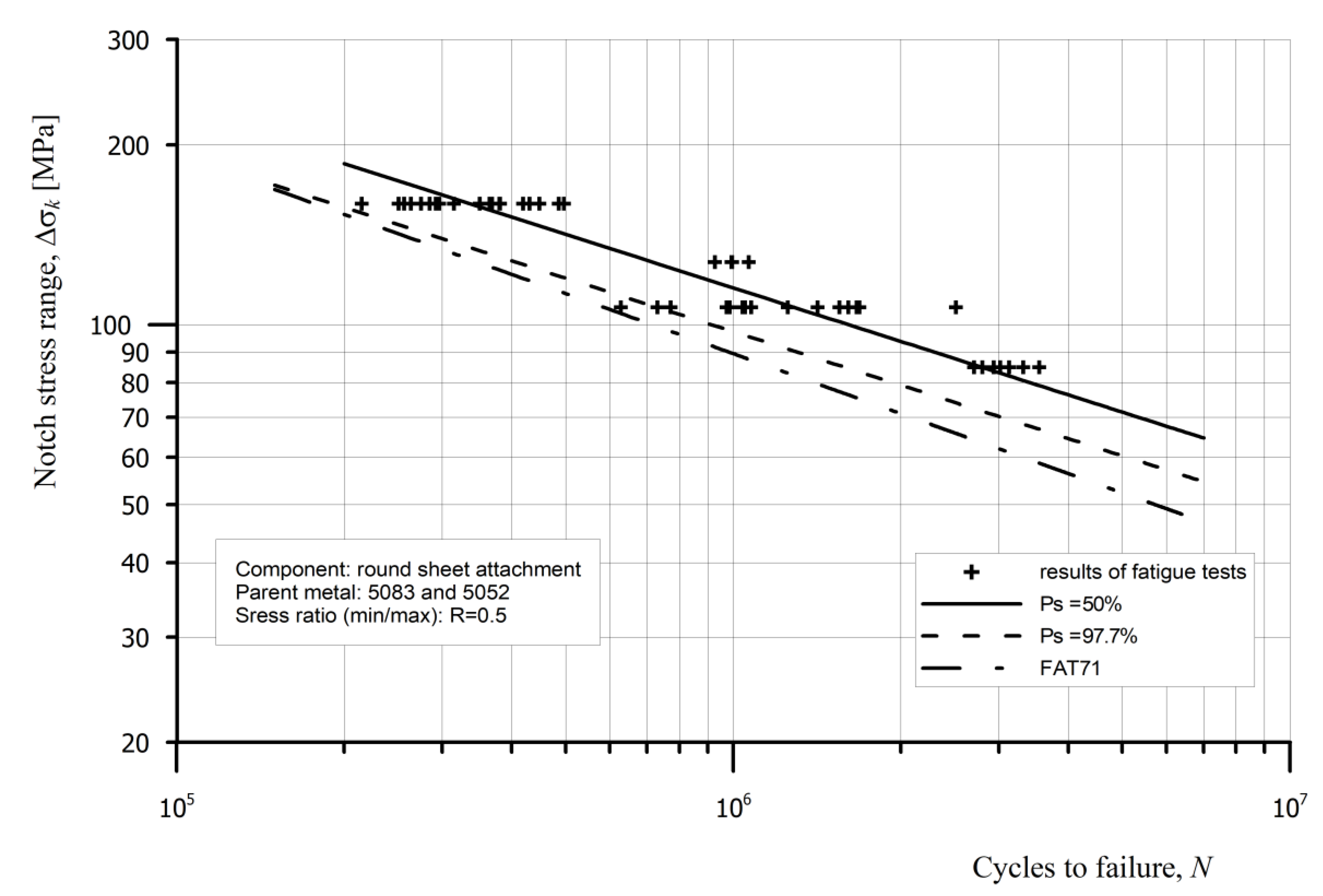
- Reference radius rref = 1 mm: logN = 13.150 – 3.561 · log∆σk for components with longitudinal fillet-welded attachment and logN = 12.689 – 3.364 · log∆σk for component with round sheet fillet welded attachment. The scatter range of stress Tσ = 1:(∆σ(Ps = 10%) ⁄ ∆σ(Ps = 90%)) was Tσ = 1:1.439 and Tσ = 1:1.241, respectively.
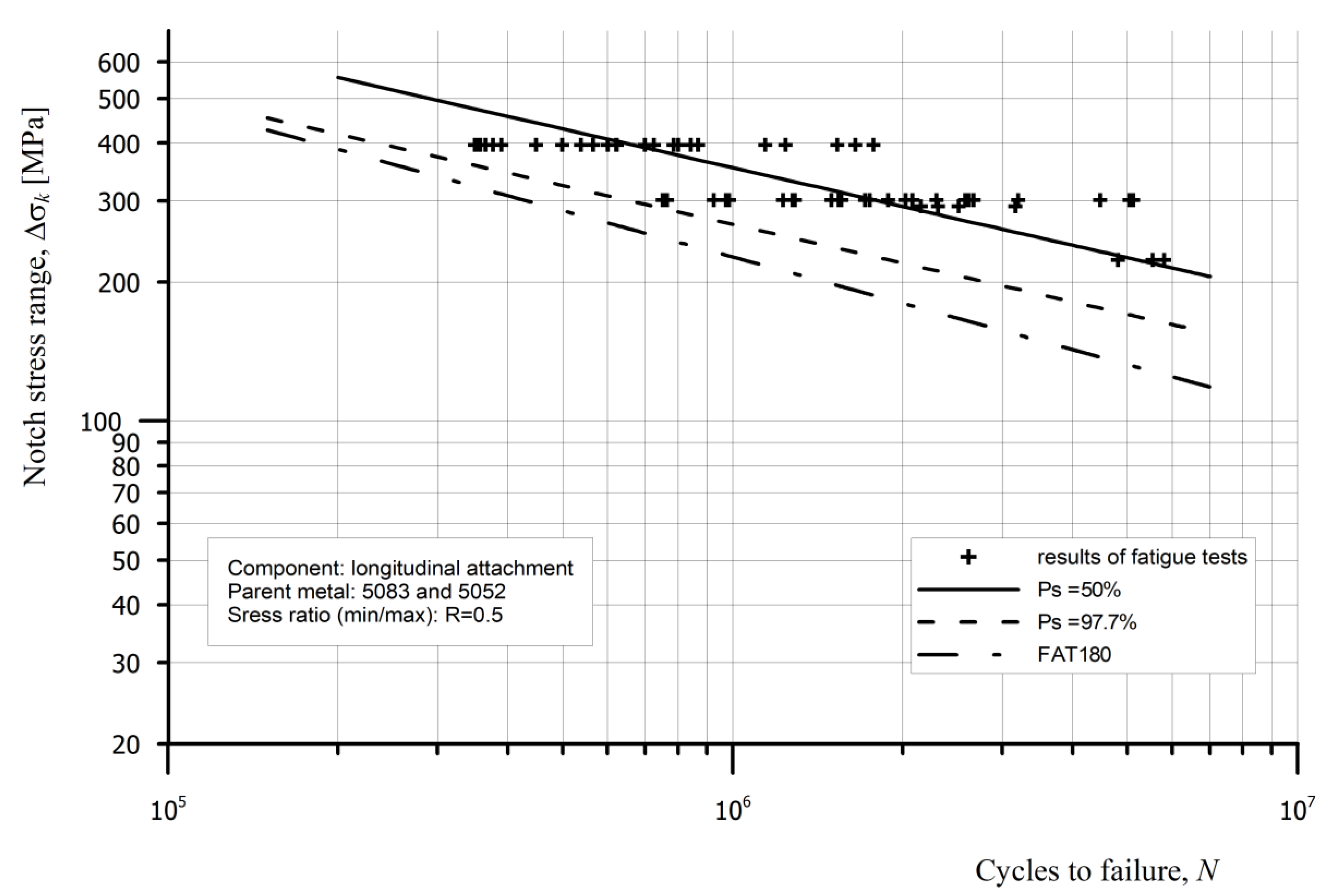
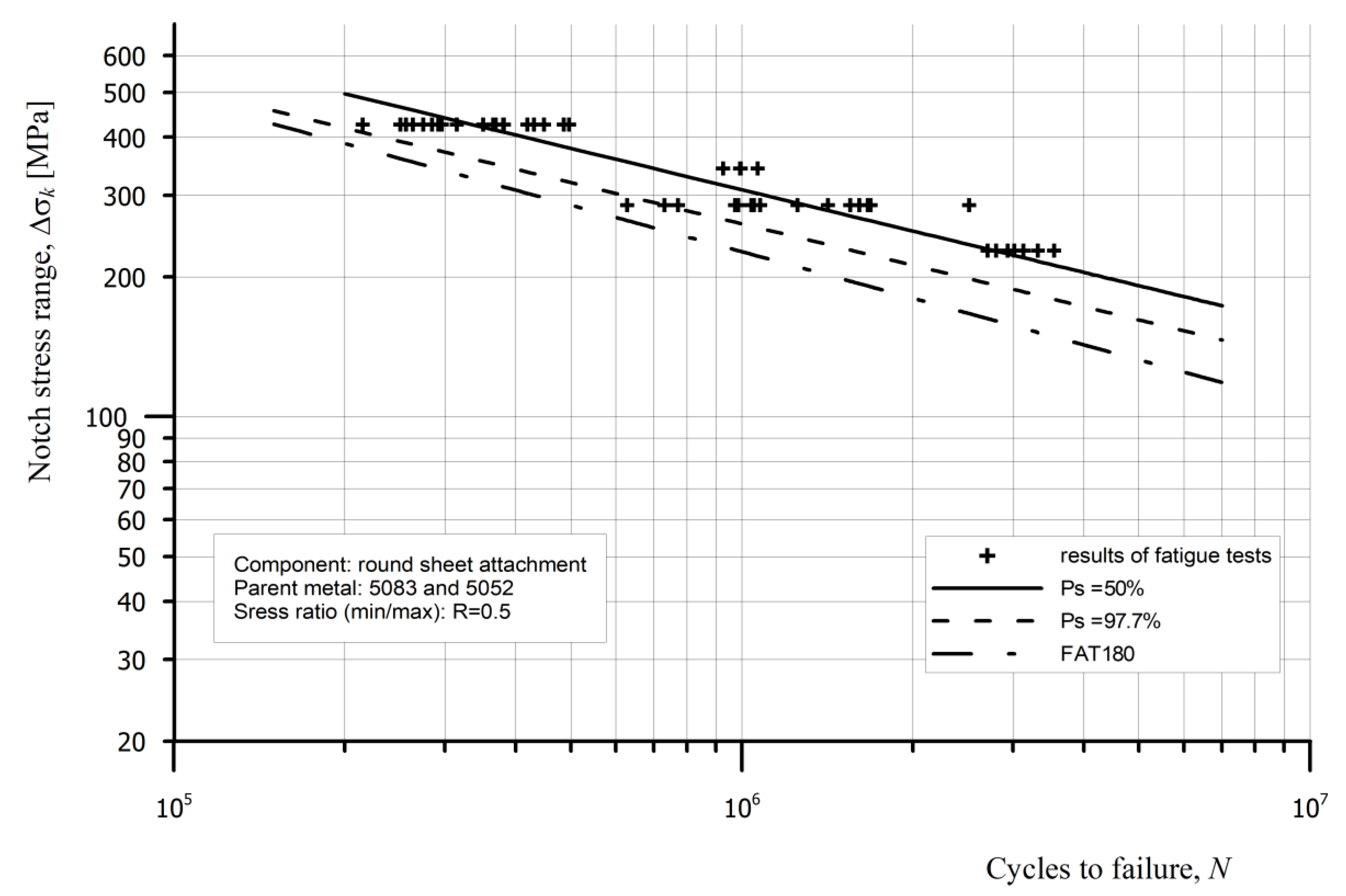
- Reference radius rref = 0.05 mm: logN = 14.696 – 3.584 · log∆σk for components with longitudinal fillet-welded attachment and logN = 14.165 – 3.380 · log∆σk for components with round sheet fillet welded attachment. The scatter range of stress was Tσ = 1:1.436 and Tσ = 1:1.243, respectively.
4. Discussion
5. Conclusions
- The S–N notch-stress curve FAT71 underestimates fatigue strength: 18% for joints with longitudinal fillet-welded attachments (1.8 times shorter estimated fatigue life) and 12% for joints with round sheet fillet-welded attachments (1.4 times shorter estimated fatigue life),
- The S–N notch-stress design S–N curve FAT180 underestimates fatigue strength: 22% for joints with longitudinal fillet-welded attachments (2 times shorter estimated fatigue life) and 18% for joints with round sheet fillet-welded attachments (1.74 times shorter estimated fatigue life).
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| F | bending force |
| Kt | notch-stress concentration factor |
| N | cycles to failure |
| Nref | reference fatigue life |
| Ps | probability of survival |
| R | stress ratio |
| rref | reference radius |
| S | stress range |
| t | plate thickness |
| Tσ | scatter range of stress |
| W(x) | elastic section modulus |
| x | distance between the fatigue fracture location and the loading point |
| Δσ | stress range |
| Δσk | notch-stress range |
| σk | notch stress (maximum principal stress) |
| σn | nominal stress |
| σs | structural stress |
References
- EN 1999-1-3; Eurocode 9: Design of Aluminium Structures—Part 1–3: Structures Susceptible to Fatigue. CEN: Brussels, Belgium, 2011.
- Hobbacher, A.F. Recommendations for Fatigue Design of Welded Joints and Components, 2nd ed.; Springer: Cham, Switzerland, 2016. [Google Scholar]
- Rennert, R.; Kullig, E.; Vormwald, M.; Esderts, A.; Siegele, D. FKM Guideline: Analytical Strength Assessment of Components Made of Steel, Cast Iron and Aluminum Materials in Mechanical Engineering; VDMA: Frankfurt, Germany, 2012. [Google Scholar]
- DNVGL Class Guidelines. DNVGL-CG-0129: Fatigue Assessment of Ship Structures; DNV: Oslo, Norway, 2018. [Google Scholar]
- ABS. Guide for Fatigue Assessment of Offshore Structures; American Bureau of Shipping: Houston, TX, USA, 2020. [Google Scholar]
- Indian Register of Shipping. IRS-G-DES-07: Guidelines on Fatigue Design Assessment of Ship Structures; Indian Register of Shipping: Mumbai, India, 2021. [Google Scholar]
- Radaj, D.; Sonsino, C.M.; Fricke, W.A.F. Fatigue Assessment of Welded Joints by Local Approaches, 2nd ed.; Woodhead Publishing Limited: Cambridge, England, 2006. [Google Scholar]
- IACS. Recommendation No. 56: Fatigue Assessment of Ship Structures; International Association of Classification Societies: London, UK, 1999. [Google Scholar]
- Tveiten, B.W.; Moan, T. Determination of Structural Stress for Fatigue Assessment of Welded Aluminum Ship Details. Mar. Struct. 2000, 13, 189–212. [Google Scholar] [CrossRef]
- Maddox, S.J. Review of Fatigue Assessment Procedures for Welded Aluminium Structures. Int. J. Fatigue 2003, 25, 1359–1378. [Google Scholar] [CrossRef]
- Al Zamzami, I.; Susmel, L. On the accuracy of nominal, structural, and local stress based approaches in designing aluminium welded joints against fatigue. Int. J. Fatigue 2016, 101, 137–158. [Google Scholar] [CrossRef] [Green Version]
- Corigliano, P.; Crupi, V. Review of Fatigue Assessment Approaches for Welded Marine Joints and Structures. Metals 2022, 12, 1010. [Google Scholar] [CrossRef]
- Brennan, F.P.; Peleties, P.; Hellier, A.K. Predicting weld toe stress concentration factors for T and skewed T-joint plate connections. Int. J. Fatigue 2000, 22, 573–584. [Google Scholar] [CrossRef]
- Iida, K.; Uemura, T. Stress concentration factor formulas widely used in Japan. Fatigue Fract. Eng. Mater. Struct. 1995, 19, 779–786. [Google Scholar] [CrossRef]
- Radaj, D.; Zhang, S. Multiparameter Design Optimisation in Respect of Stress Concentrations. In Engineering Optimization in Design Processes; Eschenauer, H.A., Mattheck, C., Olhoff, N., Eds.; Springer: Berlin, Germany, 1991; Volume 63, pp. 181–189. [Google Scholar]
- Anthes, R.J.; Köttgen, V.B.; Seeger, T. Kerbformzahlen von Stumpfstößen und Doppel-T-Stößen. Schweißen Schneid. 1993, 45, 685–688. [Google Scholar]
- Randić, M.; Pavletić, D.; Fabić, M. Evaluation of the Stress Concentration Factor in Butt Welded Joints: A Comparative Study. Metals 2021, 11, 411. [Google Scholar] [CrossRef]
- Fricke, W. IIW Recommendations for the Fatigue Assessment of Welded Structures by Notch Stress Analysis: IIW-2006-09; Woodhead Publishing Limited: Cambridge, UK, 2012. [Google Scholar]
- Zhang, G.; Richter, B. A new approach to the numerical fatigue-life prediction of spot-welded structures. Fatigue Fract. Eng. Mater. Struct. 2000, 23, 499–508. [Google Scholar] [CrossRef]
- Karakas, Ö.; Morgenstern, C.; Sonsino, C.M. Fatigue design of welded joints from the wrought magnesium alloy AZ31 by the local stress concept with the fictitious notch radii of rf=1.0 and 0.05 mm. Int. J. Fatigue 2008, 30, 2210–2219. [Google Scholar] [CrossRef]
- Zhang, G. Method of effective stress for fatigue: Part I – A general theory. Int. J. Fatigue 2012, 37, 17–23. [Google Scholar] [CrossRef]
- Baumgartner, J. Review and considerations on the fatigue assessment of welded joints using reference radii. Int. J. Fatigue 2017, 101, 459–468. [Google Scholar] [CrossRef]
- Baumgartner, J.; Hobbacher, A.F.; Rennert, R. Fatigue assessment of welded thin sheets with the notch stress approach—Proposal for recommendations. Int. J. Fatigue 2020, 140, 105844. [Google Scholar] [CrossRef]
- Sonsino, C.M. A Consideration of Allowable Equivalent Stresses for Fatigue Design of Welded Joints According to the Notch Stress Concept with the Reference Radii rref = 1.00 and 0.05 mm. Weld. World 2009, 53, R64–R75. [Google Scholar] [CrossRef]
- Pan, X.; Gu, Z.; Qiu, H.; Feng, A.; Li, J. Study of the Mechanical Properties and Microstructural Response with Laser Shock Peening on 40CrMo Steel. Metals 2022, 12, 1034. [Google Scholar] [CrossRef]
- Gakias, C.; Maliaris, G.; Savaidis, G. Investigation of the Shot Size Effect on Residual Stresses through a 2D FEM Model of the Shot Peening Process. Metals 2022, 12, 956. [Google Scholar] [CrossRef]
- Scharf-Wildenhain, R.; Haelsig, A.; Hensel, J.; Wandtke, K.; Schroepfer, D.; Kromm, A.; Kannengiesser, T. Influence of Heat Control on Properties and Residual Stresses of Additive-Welded High-Strength Steel Components. Metals 2022, 12, 951. [Google Scholar] [CrossRef]
- Sausto, F.; Tezzele, C.; Beretta, S. Analysis of Fatigue Strength of L-PBF AlSi10Mg with Different Surface Post-Processes: Effect of Residual Stresses. Metals 2022, 12, 898. [Google Scholar] [CrossRef]
- Bertil Jonsson, G.; Dobmann, A.F.; Hobbacher, M.; Kassner, G. IIW Guidelines on Weld Quality in Relationship to Fatigue Strength; Springer: Cham, Switzerland, 2016. [Google Scholar]
- IACS. Unified Requirement UR W25: Aluminium Alloys for Hull Construction and Marine Structure; Rev.6; International Association of Classification Societies: London, UK, 2021. [Google Scholar]
- Pedersen, M.M.; Mouritsen, O.Ø.; Hansen, M.R.; Andersen, J.G.; Wenderby, J. Re-analysis of fatigue data for welded joints using the notch stress approach. Int. J. Fatigue 2010, 32, 1620–1626. [Google Scholar] [CrossRef] [Green Version]
- EN 1011-1:2009; Welding—Recommendations for Welding of Metallic Materials—Part 1: General Guidance for Arc Welding. CEN: Brussels, Belgium, 2009.
- EN 1011-4:2000; Welding—Recommendations for Welding of Metallic Materials—Part 4: Arc Welding of Aluminium and Aluminium Alloys. CEN: Brussels, Belgium, 2000.
- ISO 10042:2018; Welding—Arc-Welded Joints in Aluminium and Its Alloys—Quality Levels for Imperfections. ISO: Geneva, Switzerland, 2018.
- Matic, T. Definition of Input Stress for the Fatigue Strength Assessment of Welded Aluminium Structures. Ph.D. Thesis, University of Split, Split, Croatia, 2003. [Google Scholar]
- Chmelko, V.; Harakaľ, M.; Žlábek, P.; Margetin, M.; Ďurka, R. Simulation of Stress Concentrations in Notches. Metals 2022, 12, 43. [Google Scholar] [CrossRef]
- Matic, T.; Domazet, Z. Determination of structural stress for fatigue analysis of welded aluminium components subjected to bending. Fatigue Fract. Eng. Mater. Struct. 2005, 28, 835–844. [Google Scholar] [CrossRef]
- Domazet, Z.; Matic, T. Material Strength Influence on Fatigue Properties of Welded Aluminium Alloys. In Proceedings of the 21st Danubia-Adria Symposium on Experimental Methods in Solid Mechanics, Brijuni, Croatia, 29 September 2004. [Google Scholar]
- ISO/TR 14345:2012; Fatigue—Fatigue Testing of Welded Components—Guidance. ISO: Geneva, Switzerland, 2012.













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component (Number of Components) | Parent Metal | Filler Metal | Welding Procedure | Welding Current, [A] | Welding Voltage, [V] |
|---|---|---|---|---|---|
| Longitudinal attachment (60) | AlMg4.5Mn-O (5083-O) | AlMg5 | TIG | 140 | 22 |
| AlMg2.5-H32 (5052-H32) | AlMg3 | TIG | 140 | 22 | |
| Round sheet attachment (50) | AlMg4.5Mn-O (5083-O) | AlMg5 | TIG | 140 | 22 |
| AlMg2.5-H32 (5052-H32) | AlMg3 | TIG | 140 | 22 |
| Component | Nominal Stress [MPa] | Notch Stress (rref = 1 mm) [MPa] | Notch Stress (rref = 0.05 mm) [MPa] | |||
|---|---|---|---|---|---|---|
| FL 1 | FL 2 | FL 1 | FL 2 | FL 1 | FL 2 | |
| Longitudinal attachment | 20.12 | 32.34 | 59.22 | 81.78 | 156.23 | 213.68 |
| Round sheet attachment | 20.24 | 28.49 | 53.67 | 66.83 | 144.37 | 178.54 |
| Component | Notch-Stress Concentration Factor (rref = 1 mm) | Notch-Stress Concentration Factor (rref = 0.05 mm) | ||
|---|---|---|---|---|
| FL 1 | FL 2 | FL 1 | FL 2 | |
| Longitudinal attachment | 2.94 | 2.53 | 7.76 | 6.61 |
| Round sheet attachment | 2.65 | 2.35 | 7.13 | 6.27 |
| Component | Notch-stress Range–Fatigue Test Results [MPa] | Design Conservatism Factor | ||
|---|---|---|---|---|
| rref = 1 mm | rref = 0.05 mm | rref = 1 mm | rref = 0.05 mm | |
| Longitudinal attachment | 83.84 | 219.98 | 1.18 | 1.22 |
| Round sheet attachment | 79.24 | 212.04 | 1.12 | 1.18 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matić, T.; Vulić, N.; Kustura, D.; Peko, I. Notch-Stress S–N Curves for Welded Aluminum-Alloy Components Subjected to Bending. Metals 2023, 13, 1133. https://doi.org/10.3390/met13061133
Matić T, Vulić N, Kustura D, Peko I. Notch-Stress S–N Curves for Welded Aluminum-Alloy Components Subjected to Bending. Metals. 2023; 13(6):1133. https://doi.org/10.3390/met13061133
Chicago/Turabian StyleMatić, Tomislav, Nenad Vulić, Dražen Kustura, and Ivan Peko. 2023. "Notch-Stress S–N Curves for Welded Aluminum-Alloy Components Subjected to Bending" Metals 13, no. 6: 1133. https://doi.org/10.3390/met13061133