
Flow Field Study of Large Bottom-Blown Lead Smelting Furnace with Numerical Simulation
Abstract
:1. Introduction
2. Model and Method
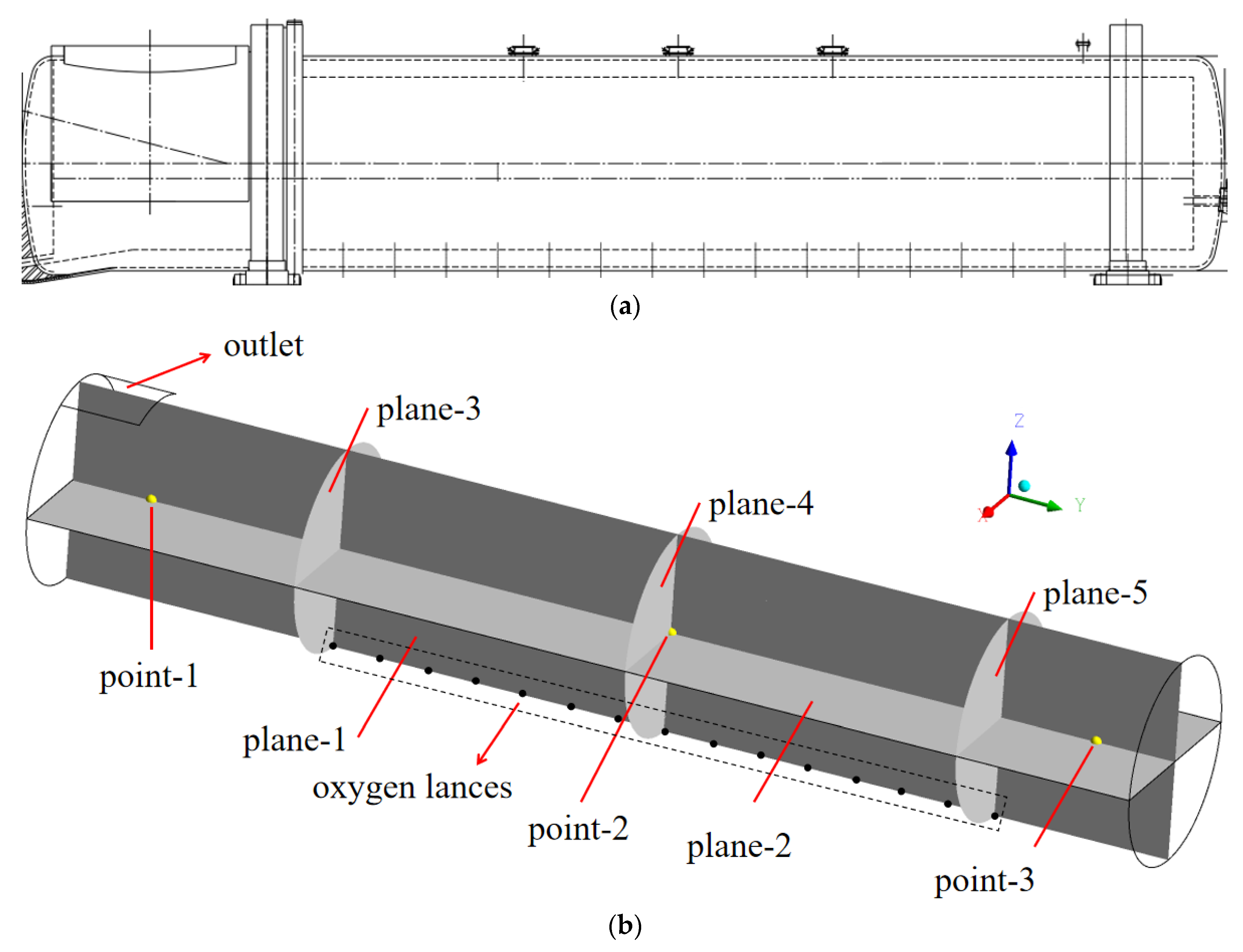
2.1. Geometric Model
2.2. Mathematical Model
- (1)
- VOF model [27]
- (2)
- Standard k−ε model [27]
- (1)
- Without considering the chemical reaction, the melt temperature in the initial molten pool is uniformly distributed, and the influence of temperature is ignored.
- (2)
- The initial height H of static melt in the prototype furnace is half of the furnace diameter D; there is only one phase, high-lead slag, in the molten pool; and the oxygen lance is simplified as a cylinder.
- (3)
- The gas–liquid interface is treated as a free liquid surface, and the solid wall is regarded as a slip-free boundary, and no wall adhesion.
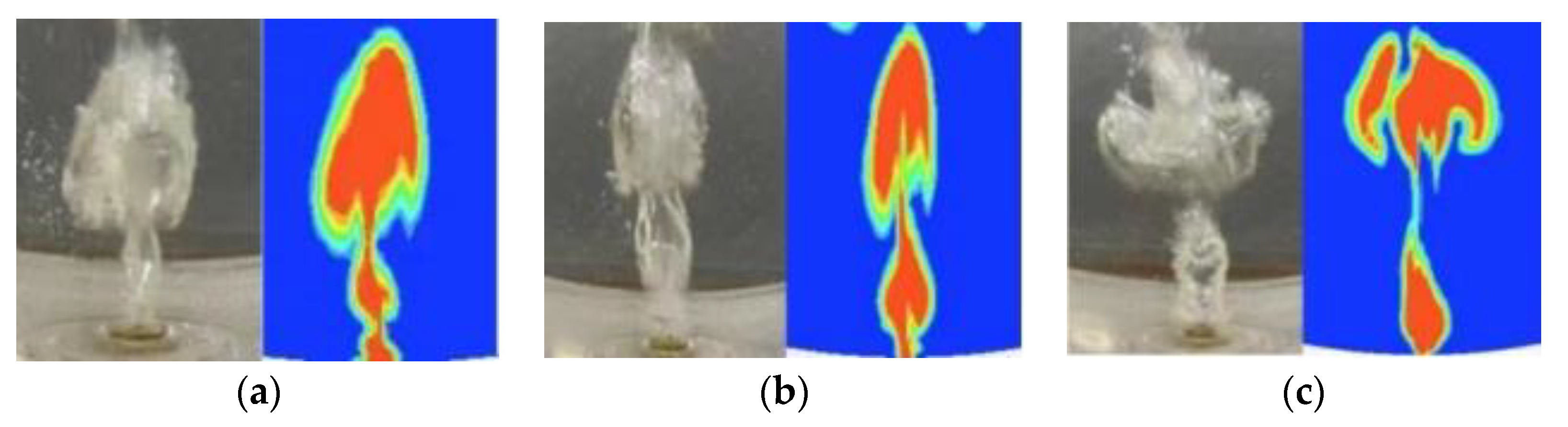
2.3. Validation of Mathematical Model
3. Results and Discussion
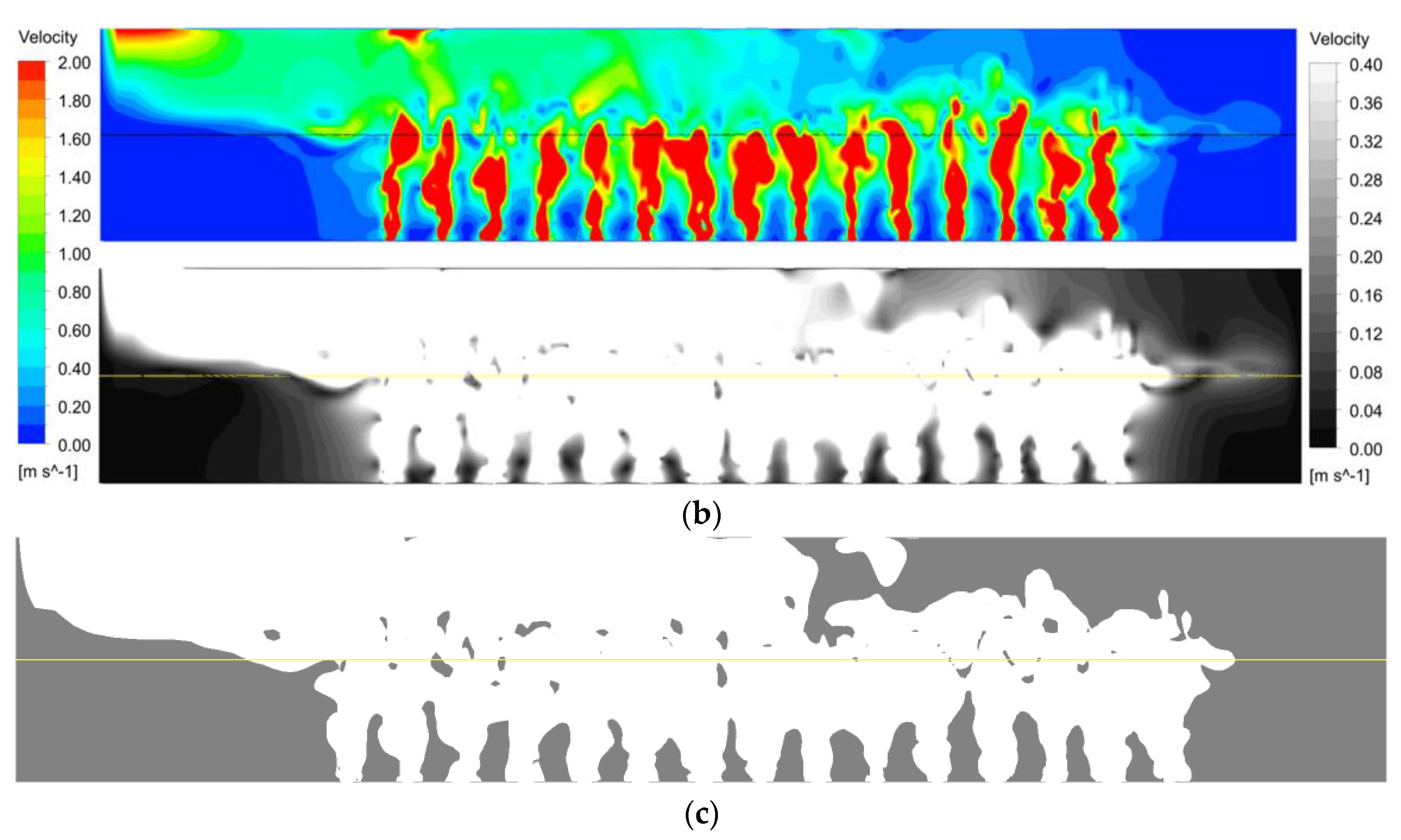
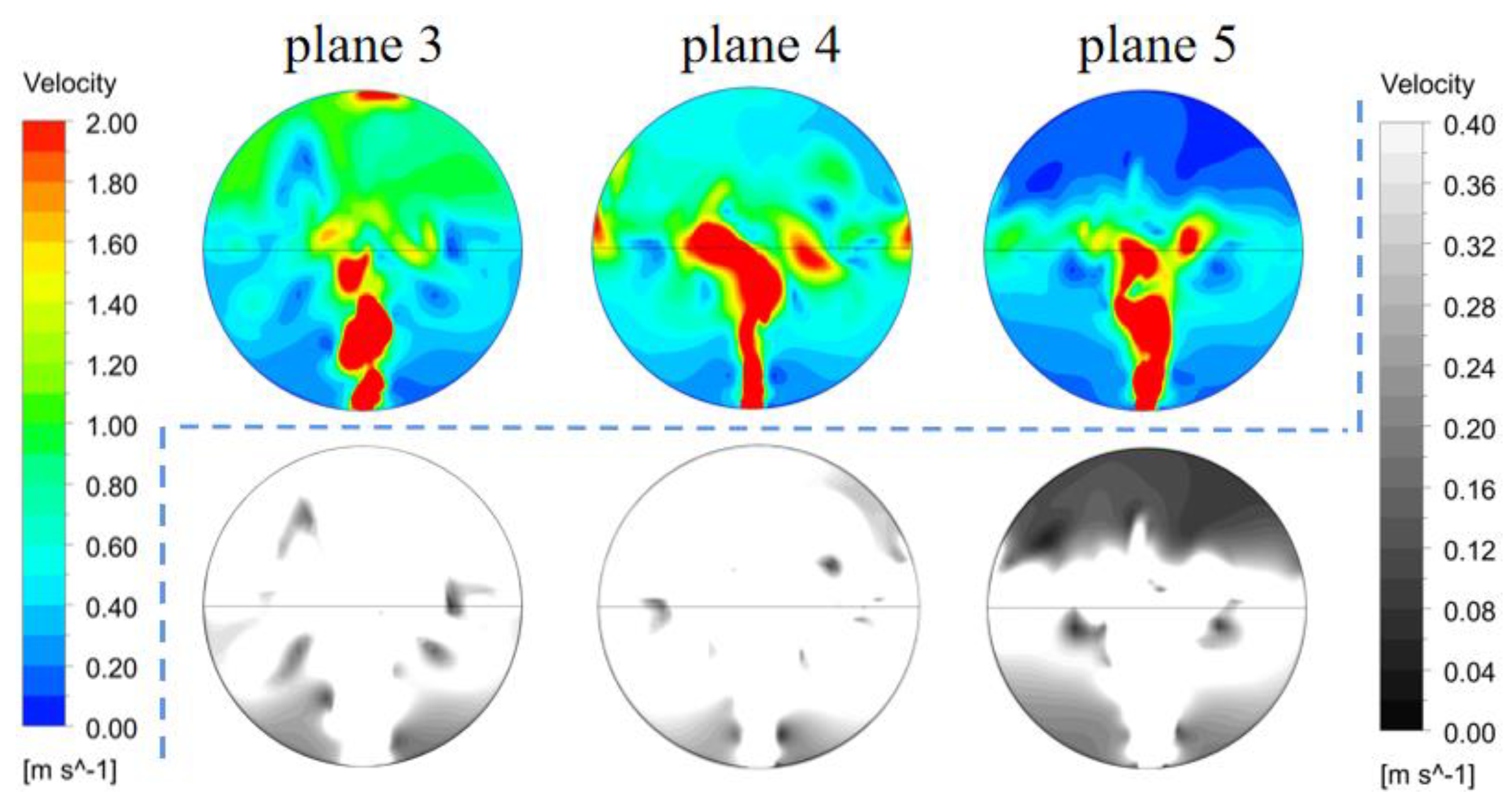
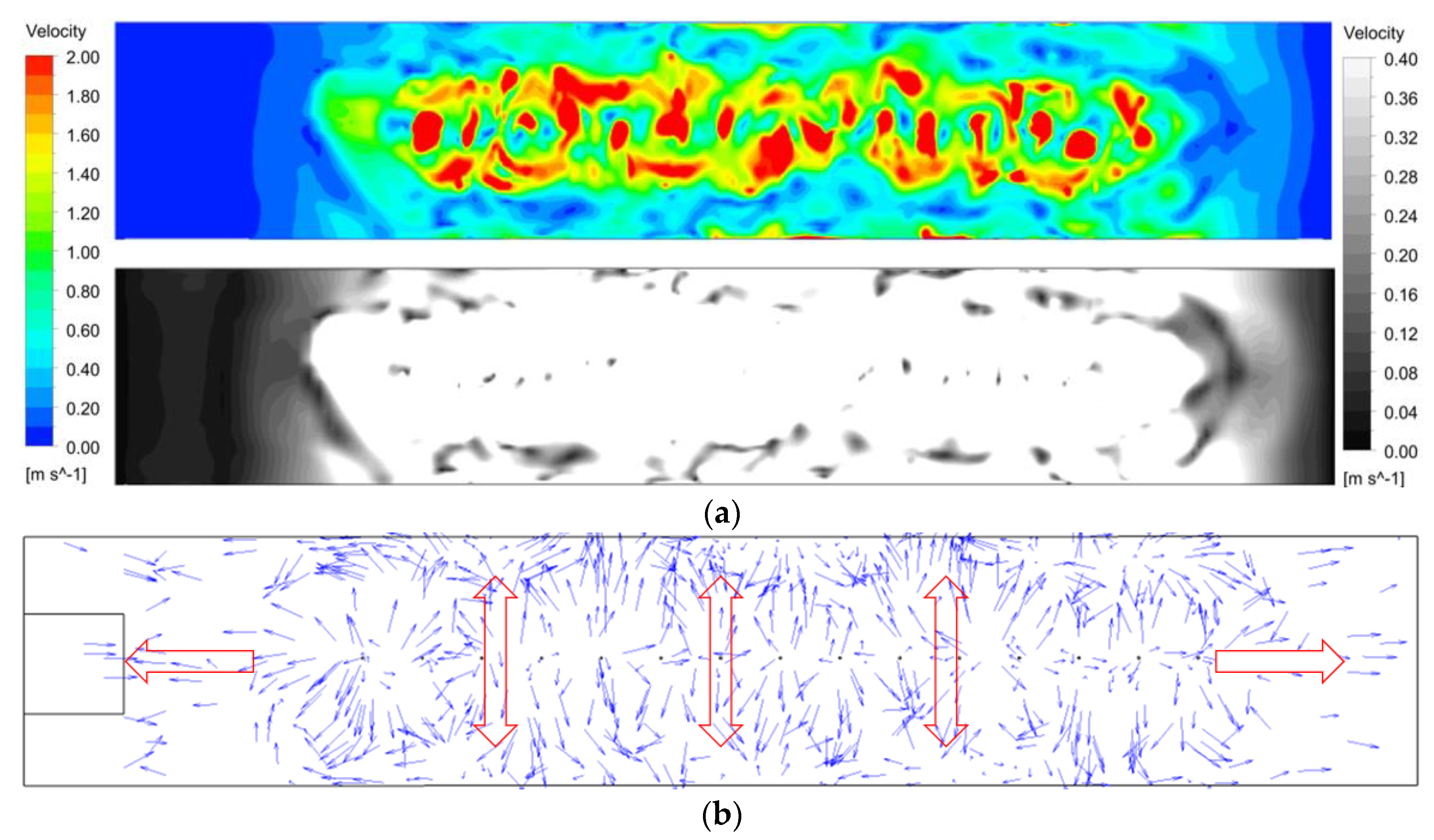
3.1. Plane Flow Field Analysis
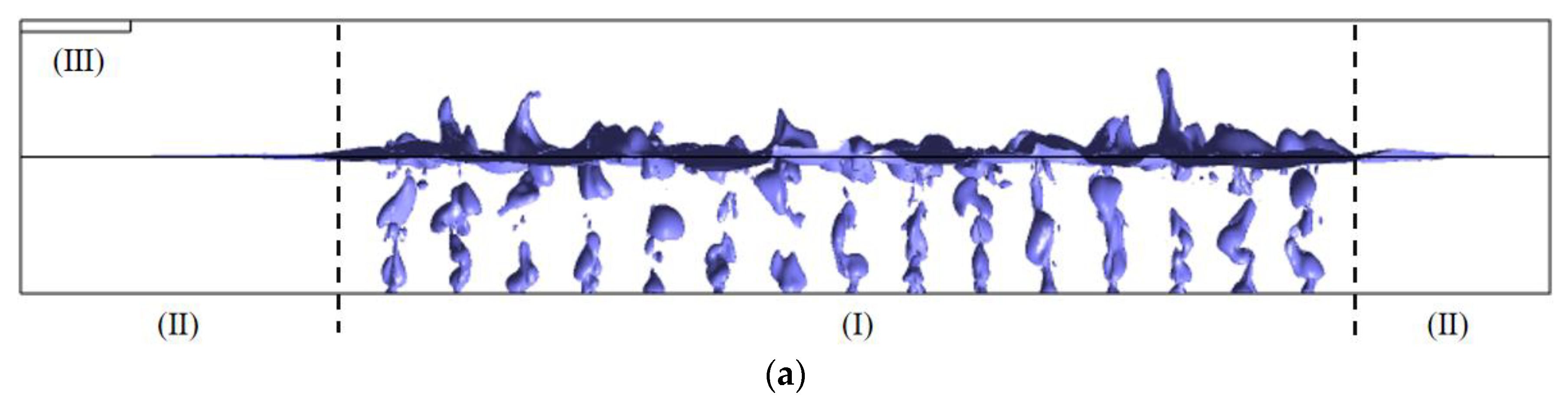
3.2. Analysis of Flow Region in Molten Pool
3.3. Bubble Plume in Molten Pool
4. Conclusions
- (1)
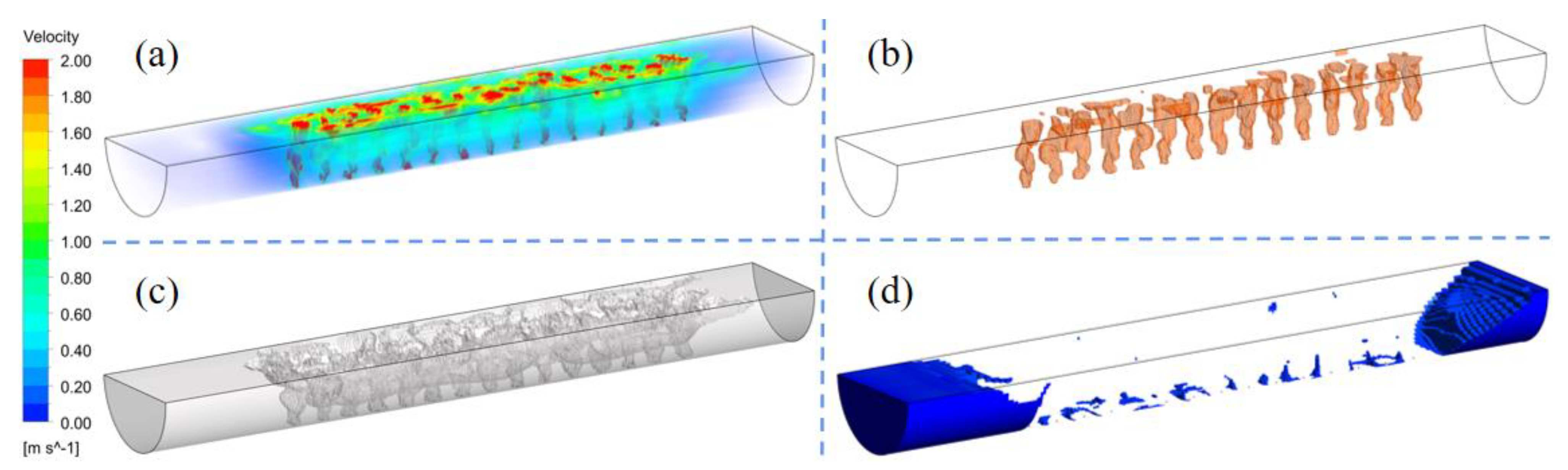
- The high-velocity region is mainly distributed in the bubble molten pool reaction region and flue gas outlet region, while the low-velocity region is mainly distributed in the sedimentation region. The flow between two adjacent oxygen lances will influence each other, which effectively reduces the scale of the low-velocity region.
- (2)
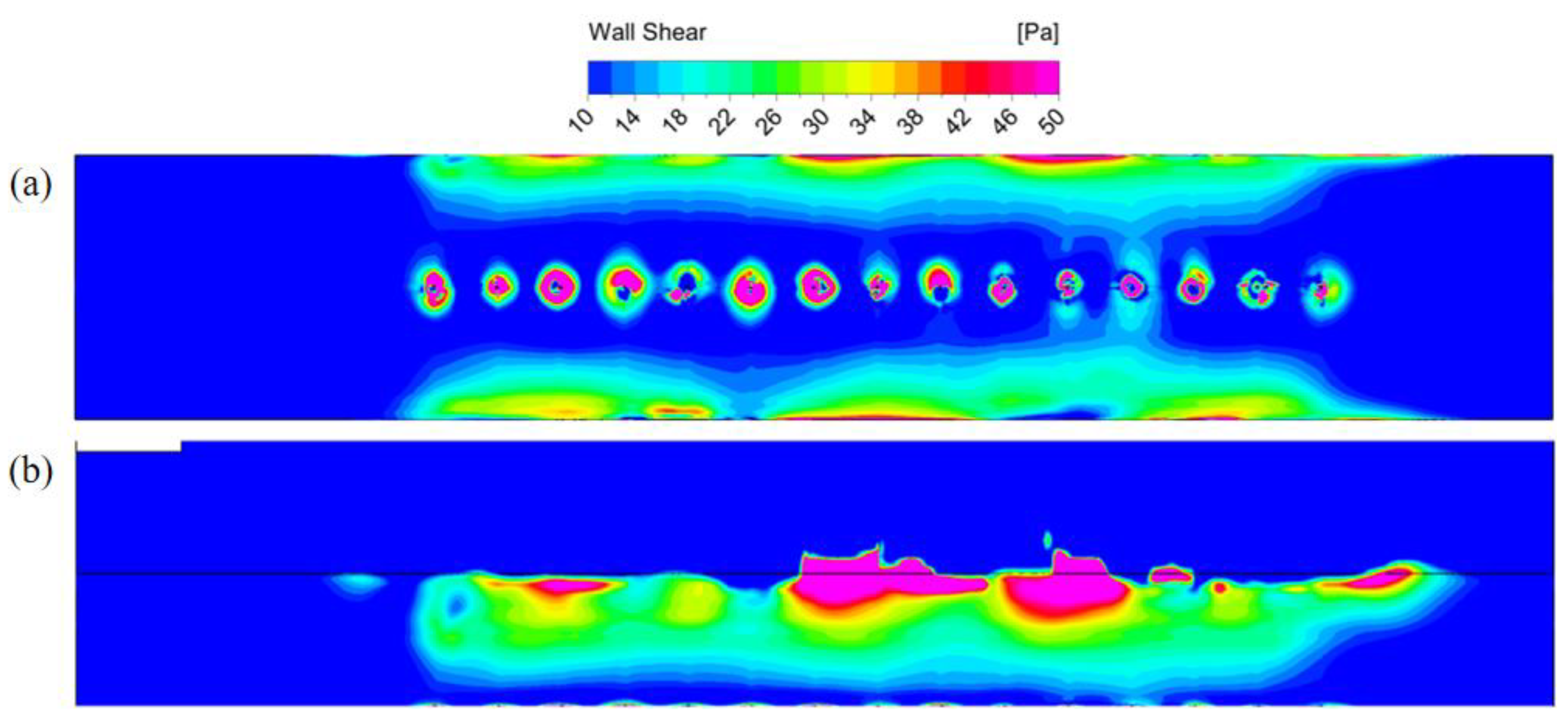
- The high-velocity region at the gas–liquid interface is mainly transmitted to the upper and lower sides. Wall shear stress is mainly distributed on the bottom and both sides of the bubble molten pool reaction region.
- (3)
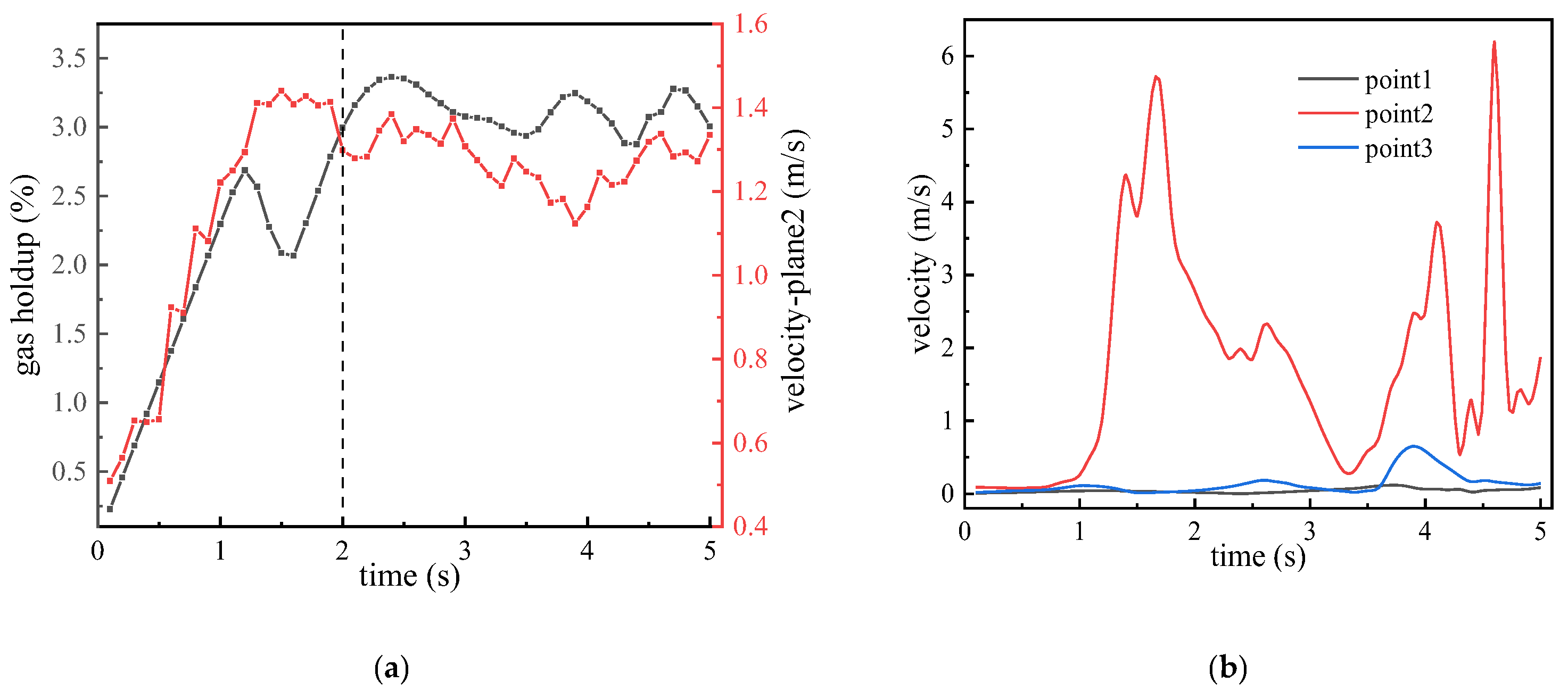
- The pre-stabilization time is 2 s. After that, the gas holdup is stable in the range of 3–3.5%, and the velocity in Plane 2 is stable in the range of 1.2–1.4 m/s. The unstable state in the local region will not have a great influence on the overall flow field in the furnace.
- (4)
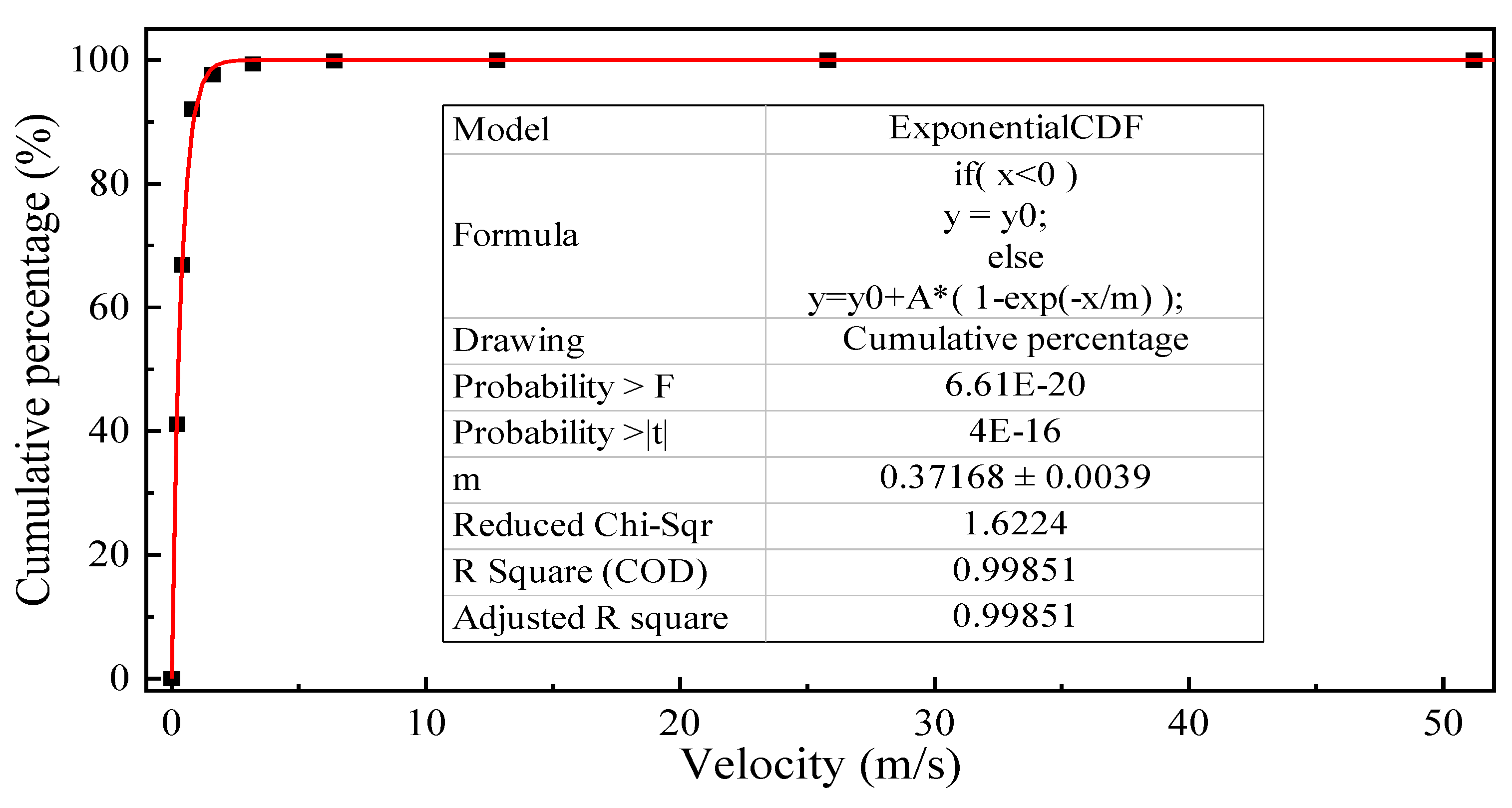
- The fitting effect of the velocity cumulative percentage curve and each point is very good and basically coincide with each other.
- (5)
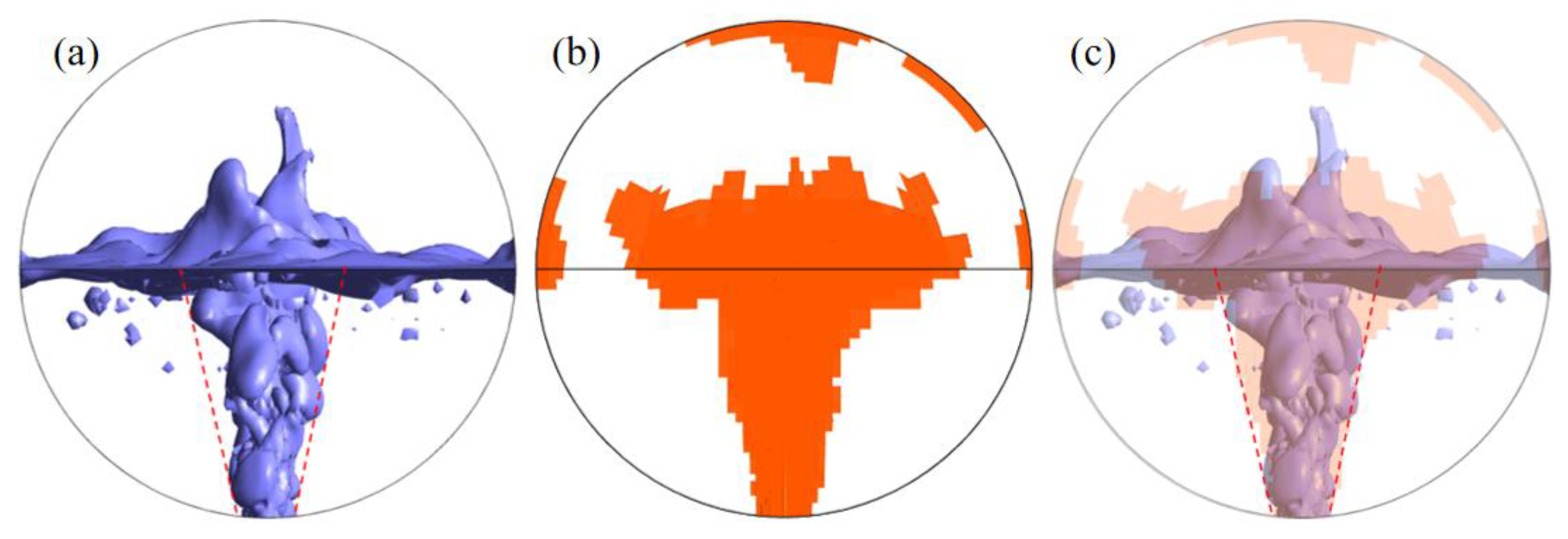
- The distribution of the bubble plume and the high-velocity region are highly overlapped under the free liquid surface, and the boundaries of the two regions are basically consistent.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhao, B.; Liao, J. Development of Bottom-Blowing Copper Smelting Technology: A Review. Metals 2022, 12, 190. [Google Scholar] [CrossRef]
- Bai, L.; Xie, M.; Zhang, Y.; Qiao, Q. Pollution prevention and control measures for the bottom blowing furnace of a lead-smelting process, based on a mathematical model and simulation. J. Clean Prod. 2017, 159, 432–445. [Google Scholar] [CrossRef]
- Shui, L.; Cui, Z.; Ma, X.; Rhamdhani, M.A.; Nguyen, A.; Zhao, B. Mixing Phenomena in a Bottom Blown Copper Smelter: A Water Model Study. Metall. Mater. Trans. B 2015, 46, 1218–1225. [Google Scholar] [CrossRef]
- Bumrungthaichaichan, E.; Wattananusorn, S. CFD modelling of pump-around jet mixing tanks: A reliable model for overall mixing time prediction. J. Chin. Inst. Eng. 2019, 42, 428–437. [Google Scholar] [CrossRef]
- Jiang, X.; Cui, Z.; Chen, M.; Zhao, B. Mixing Behaviors in the Horizontal Bath Smelting Furnaces. Metall. Mater. Trans. B 2019, 50, 173–180. [Google Scholar] [CrossRef]
- Shao, P.; Jiang, L. Flow and Mixing Behavior in a New Bottom Blown Copper Smelting Furnace. Int. J. Mol. Sci. 2019, 20, 5757. [Google Scholar] [CrossRef] [Green Version]
- Liu, F.; Zhu, R.; Dong, K.; Bao, X.; Fan, S. Simulation and Application of Bottom-Blowing in Electrical Arc Furnace Steelmaking Process. ISIJ Int. 2015, 55, 2365–2373. [Google Scholar] [CrossRef] [Green Version]
- Shui, L.; Cui, Z.; Ma, X.; Rhamdhani, M.A.; Nguyen, A.V.; Zhao, B. Understanding of Bath Surface Wave in Bottom Blown Copper Smelting Furnace. Metall. Mater. Trans. B 2016, 47, 135–144. [Google Scholar] [CrossRef]
- Wei, G.; Zhu, R.; Dong, K.; Ma, G.; Cheng, T. Research and Analysis on the Physical and Chemical Properties of Molten Bath with Bottom-Blowing in EAF Steelmaking Process. Metall. Mater. Trans. B 2016, 47, 3066–3079. [Google Scholar] [CrossRef]
- Liu, Y.; Yang, T.; Chen, Z.; Zhu, Z.; Zhang, L.; Huang, Q. Experiment and numerical simulation of two-phase flow in oxygen enriched side-blown furnace. Trans. Nonferrous Met. Soc. China 2020, 30, 249–258. [Google Scholar] [CrossRef]
- Shui, L.; Cui, Z.X.; Ma, X.D.; Jiang, X.; Chen, M.; Xiang, Y.; Zhao, B. A Water Model Study on Mixing Behavior of the Two-Layered Bath in Bottom Blown Copper Smelting Furnace. Jom-Us 2018, 70, 2065–2070. [Google Scholar] [CrossRef]
- Shui, L.; Ma, X.; Cui, Z.; Zhao, B. An Investigation of the Behavior of the Surficial Longitudinal Wave in a Bottom-Blown Copper Smelting Furnace. Jom-Us 2018, 70, 2119–2127. [Google Scholar] [CrossRef]
- Wei, G.; Zhu, R.; Wang, Y.; Dong, K.; Wu, X.; Liu, R.; Chen, F. Simulation and application of pulsating bottom-blowing in EAF steelmaking. Ironmak. Steelmak. 2018, 45, 847–856. [Google Scholar] [CrossRef]
- Song, J.; Xi, W.; Niu, L. Study on the Activity Model of PbO-ZnO-FeO-Fe2O3-SiO2-CaO Six-Component High-Lead Slag System. Metals 2023, 13, 734. [Google Scholar] [CrossRef]
- Wang, D.; Liu, Y.; Zhang, Z.; Shao, P.; Zhang, T.A. Dimensional Analysis of Average Diameter of Bubbles for Bottom Blown Oxygen Copper Furnace. Math Probl. Eng. 2016, 2016, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Wang, B.; Shen, S.; Ruan, Y.; Cheng, S.; Peng, W.; Zhang, J. Simulation of Gas-Liquid Two-Phase Flow in Metallurgical Process. Acta Met. Sin. 2020, 56, 619–632. [Google Scholar]
- Song, K.; Jokilaakso, A. CFD Modeling of Multiphase Flow in an SKS Furnace with New Tuyere Arrangements. Metall. Mater. Trans. B 2022, 53, 253–272. [Google Scholar] [CrossRef]
- Obiso, D.; Reuter, M.; Richter, A. CFD Investigation of Rotational Sloshing Waves in a Top-Submerged-Lance Metal Bath. Metall. Mater. Trans. B 2021, 52, 2386–2394. [Google Scholar] [CrossRef]
- Yan, C.; Li, Y.; Zhai, Y.Y.; Sha, Y.H. Numerical Simulation of the Flow of Gases in a Large-Scale Electroslag Furnace. Adv. Mater. Res. 2011, 287, 970–973. [Google Scholar] [CrossRef]
- Zhou, X.; Ersson, M.; Zhong, L.; Jonsson, P. Numerical Simulations of the Kinetic Energy Transfer in the Bath of a BOF Converter. Metall. Mater. Trans. B 2016, 47, 434–445. [Google Scholar] [CrossRef]
- Li, Q.; Guo, S.; Wang, S.; Zou, Z. CFD-DEM Investigation on Pressure Drops of Heterogeneous Alternative-Layer Particle Beds for Low-Carbon Operating Blast Furnaces. Metals 2022, 12, 1507. [Google Scholar] [CrossRef]
- Yao, C.; Jiang, Z.; Zhu, H.; Pan, T. Characteristics Analysis of Fluid Flow and Heating Rate of a Molten Bath Utilizing a Unified Model in a DC EAF. Metals 2022, 12, 390. [Google Scholar] [CrossRef]
- Ding, W.; Qi, B.; Chen, H.; Li, Y.; Xiong, Y.; Saxén, H.; Yu, Y. Numerical Simulation of Bubble and Velocity Distribution in a Furnace. Metals 2022, 12, 844. [Google Scholar] [CrossRef]
- Xiao, Y.; Tian, Y.; Wang, Q.; Li, G. Numerical Investigation of Lime Particle Motion in Steelmaking BOF Process. Jom-Us 2021, 73, 2733–2740. [Google Scholar] [CrossRef]
- Chuang, H.C.; Kuo, J.H.; Huang, C.C. Multi-phase flow simulations in direct iron ore smelting reduction process. ISIJ Int. 2006, 46, 1158–1164. [Google Scholar] [CrossRef] [Green Version]
- Hu, H.; Yang, L.; Guo, Y.; Chen, F.; Wang, S.; Zheng, F.; Li, B. Numerical Simulation of Bottom-Blowing Stirring in Different Smelting Stages of Electric Arc Furnace Steelmaking. Metals 2021, 11, 799. [Google Scholar] [CrossRef]
- Song, K.; Jokilaakso, A. CFD Modeling of Multiphase Flow in an SKS Furnace: The Effect of Tuyere Arrangements. Metall. Mater. Trans. B 2021, 52, 1772–1788. [Google Scholar] [CrossRef]
- Lou, W.; Zhu, M. Numerical Simulation of Slag-metal Reactions and Desulfurization Efficiency in Gas-stirred Ladles with Different Thermodynamics and Kinetics. ISIJ Int. 2015, 55, 961–969. [Google Scholar] [CrossRef] [Green Version]
- Xi, W.L.; Niu, L.P.; Song, J.B.; Liu, S.H. Numerical Simulation of Flow Field in Large Bottom-Blown Furnace under Different Scale-Up Criteria. Jom-Us 2023, 75, 437–447. [Google Scholar] [CrossRef]
- Einarsrud, K.E.; Brevik, I. Kinetic Energy Approach to Dissolving Axisymmetric Multiphase Plumes. J. Hydraul. Eng. Asce 2009, 135, 1041–1051. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Furnace body diameter D (m) | 5 |
| Oxygen lance spacing l (m) | 2 |
| Oxygen lance diameter d (mm) | 50 |
| Depth of molten pool H (m) | 2.5 |
| Length of furnace L (m) | 28 |
| Model | Method |
|---|---|
| Multiphase flow model | VOF model |
| Turbulence model | Standard k-ε model |
| Wall function | Standard wall function |
| Discrete scheme of governing equation | Second order upwind scheme |
| Surface tension | Continuum Surface Force |
| Pressure discretisation | PRESTO scheme |
| Velocity/m·s−1 | 0.2 | 0.4 | 0.8 | 1.6 | 3.2 | 6.4 | 12.8 | 25.8 | 51.2 |
|---|---|---|---|---|---|---|---|---|---|
| Percentage/% | 41.11 | 66.85 | 92.07 | 97.64 | 99.36 | 99.86 | 99.97 | 99.99 | 99.999 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xi, W.; Niu, L.; Song, J. Flow Field Study of Large Bottom-Blown Lead Smelting Furnace with Numerical Simulation. Metals 2023, 13, 1131. https://doi.org/10.3390/met13061131
Xi W, Niu L, Song J. Flow Field Study of Large Bottom-Blown Lead Smelting Furnace with Numerical Simulation. Metals. 2023; 13(6):1131. https://doi.org/10.3390/met13061131
Chicago/Turabian StyleXi, Wenlong, Liping Niu, and Jinbo Song. 2023. "Flow Field Study of Large Bottom-Blown Lead Smelting Furnace with Numerical Simulation" Metals 13, no. 6: 1131. https://doi.org/10.3390/met13061131