
The Effects of Post-Welding Heat Treatment on the Cryogenic Absorbed Energy of High Manganese Steel Weld Metal

Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
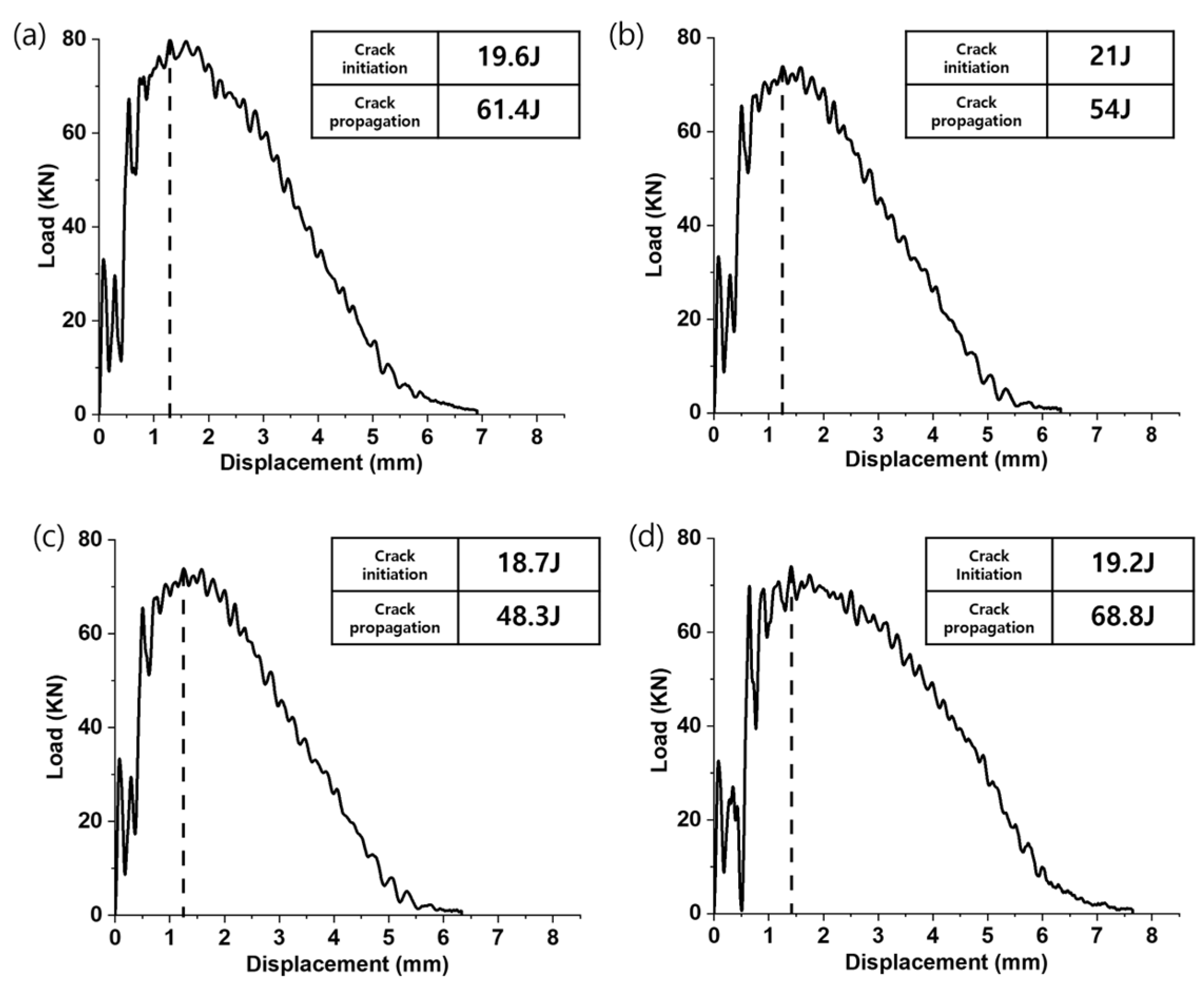
3.1. Cryogenic Mechanical Properties
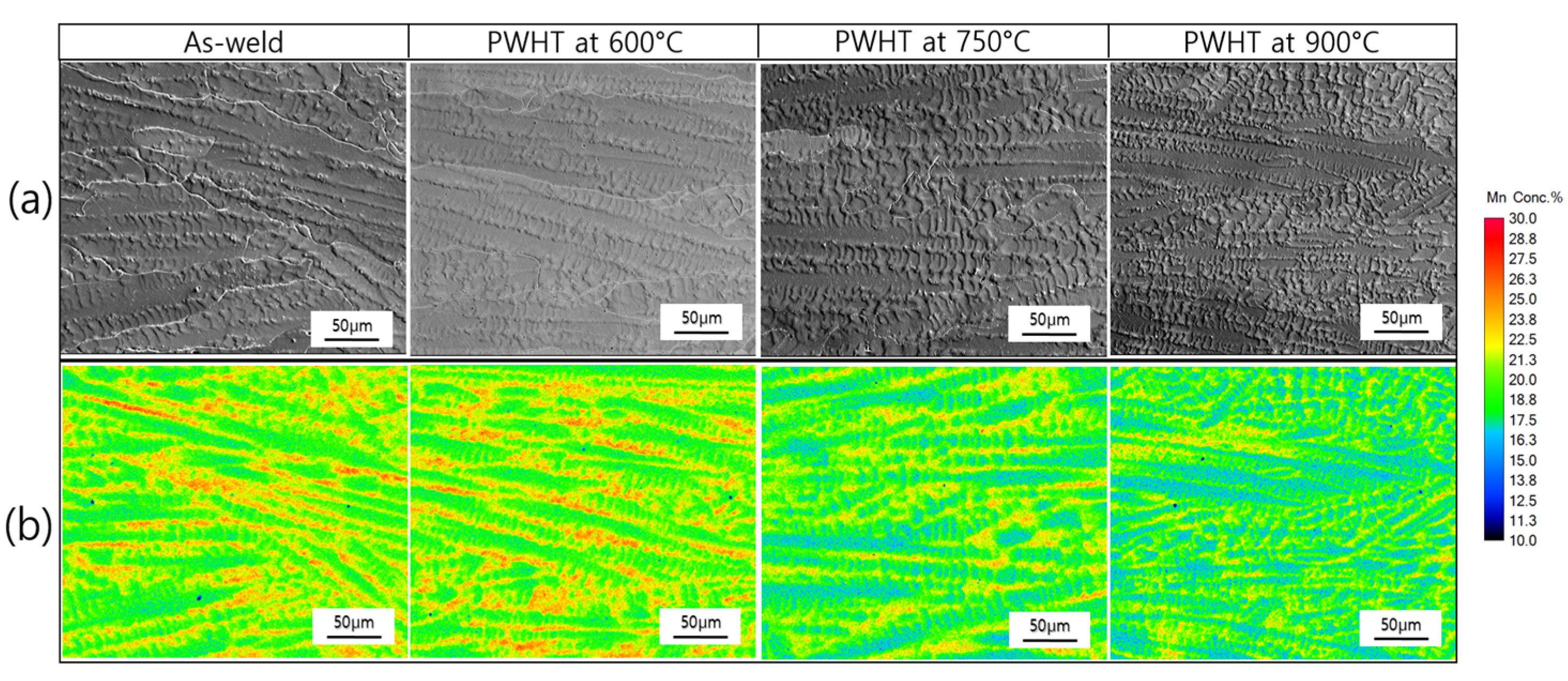
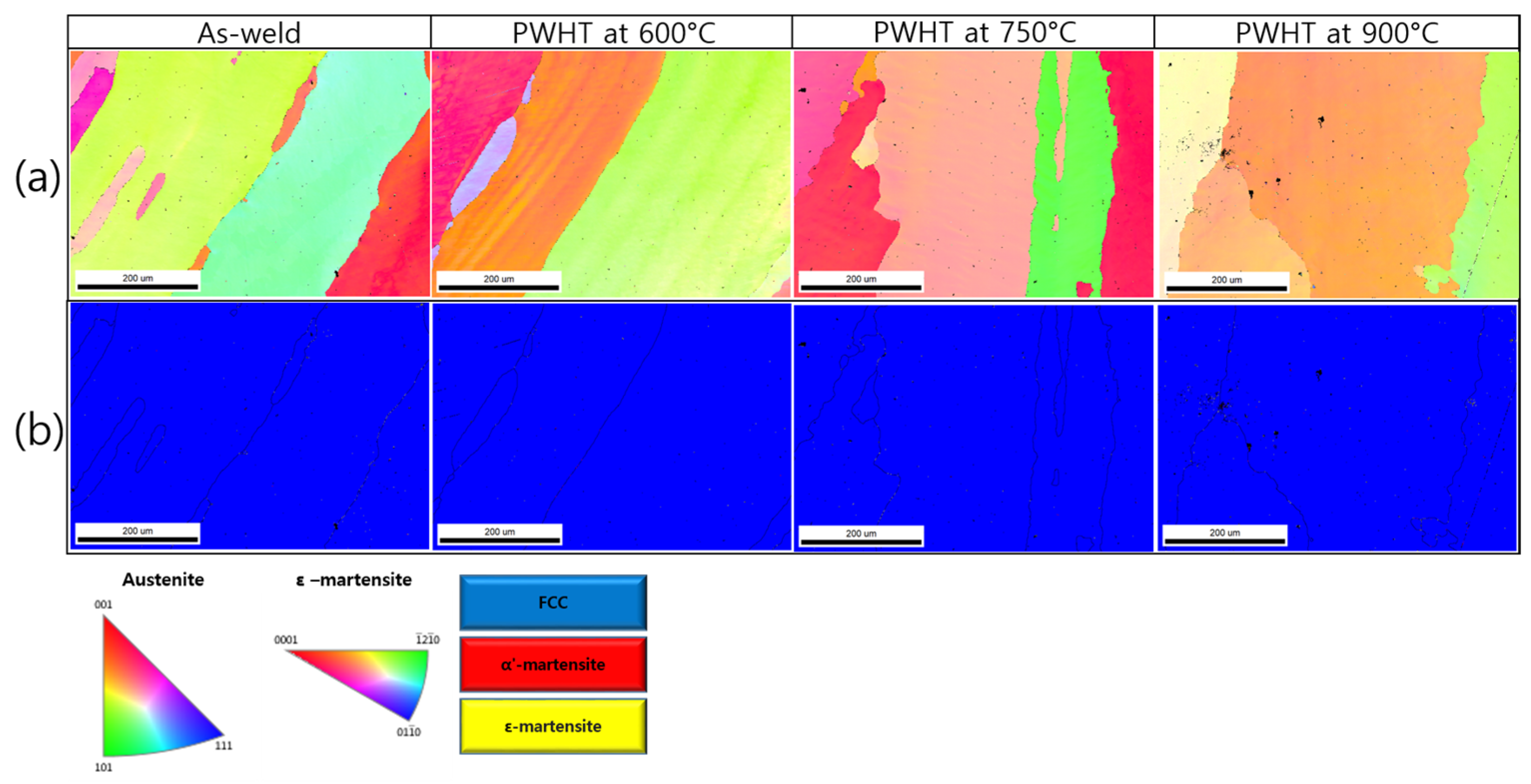
3.2. Microstructure
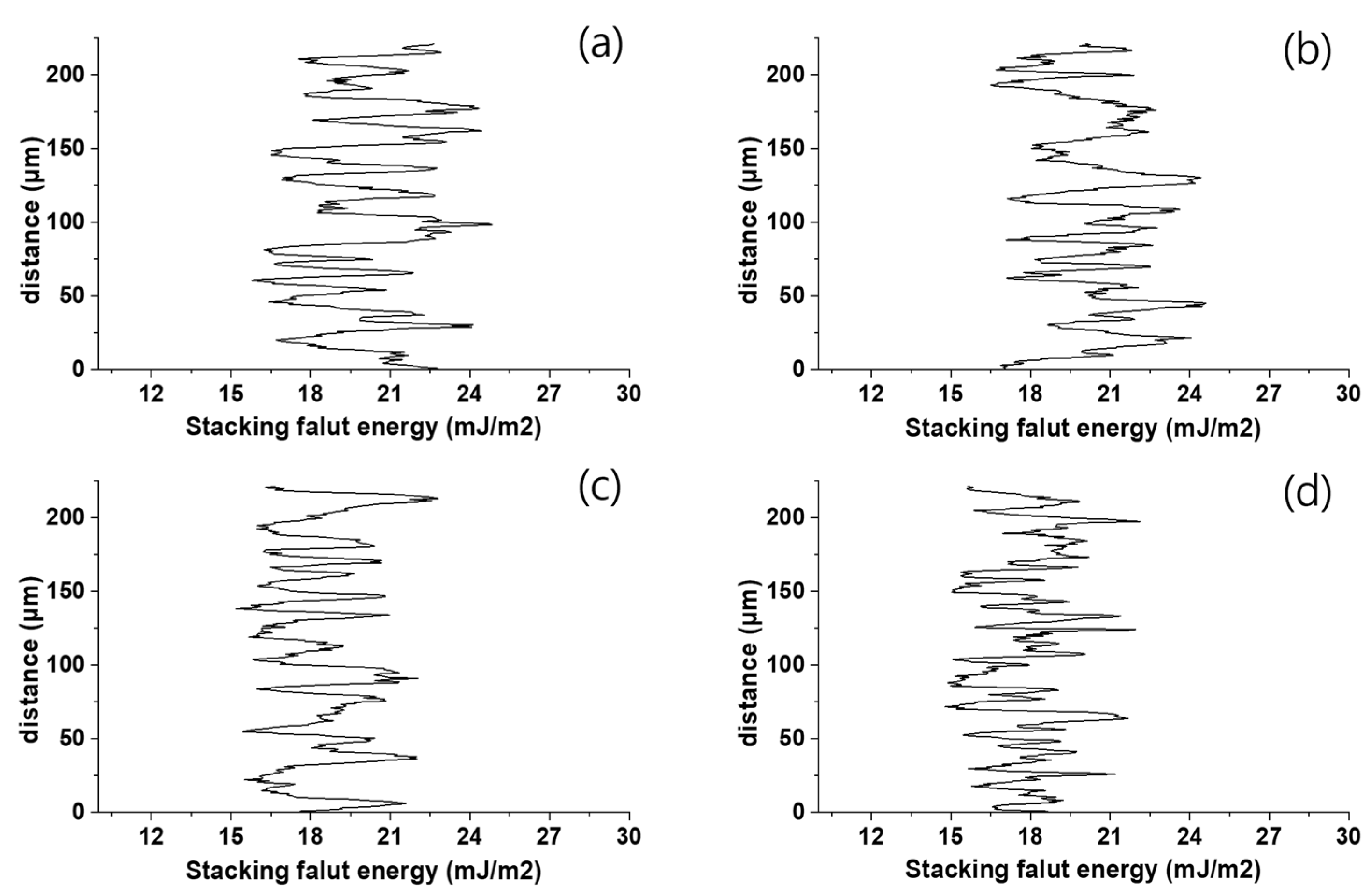
3.3. Stacking Fault Energy
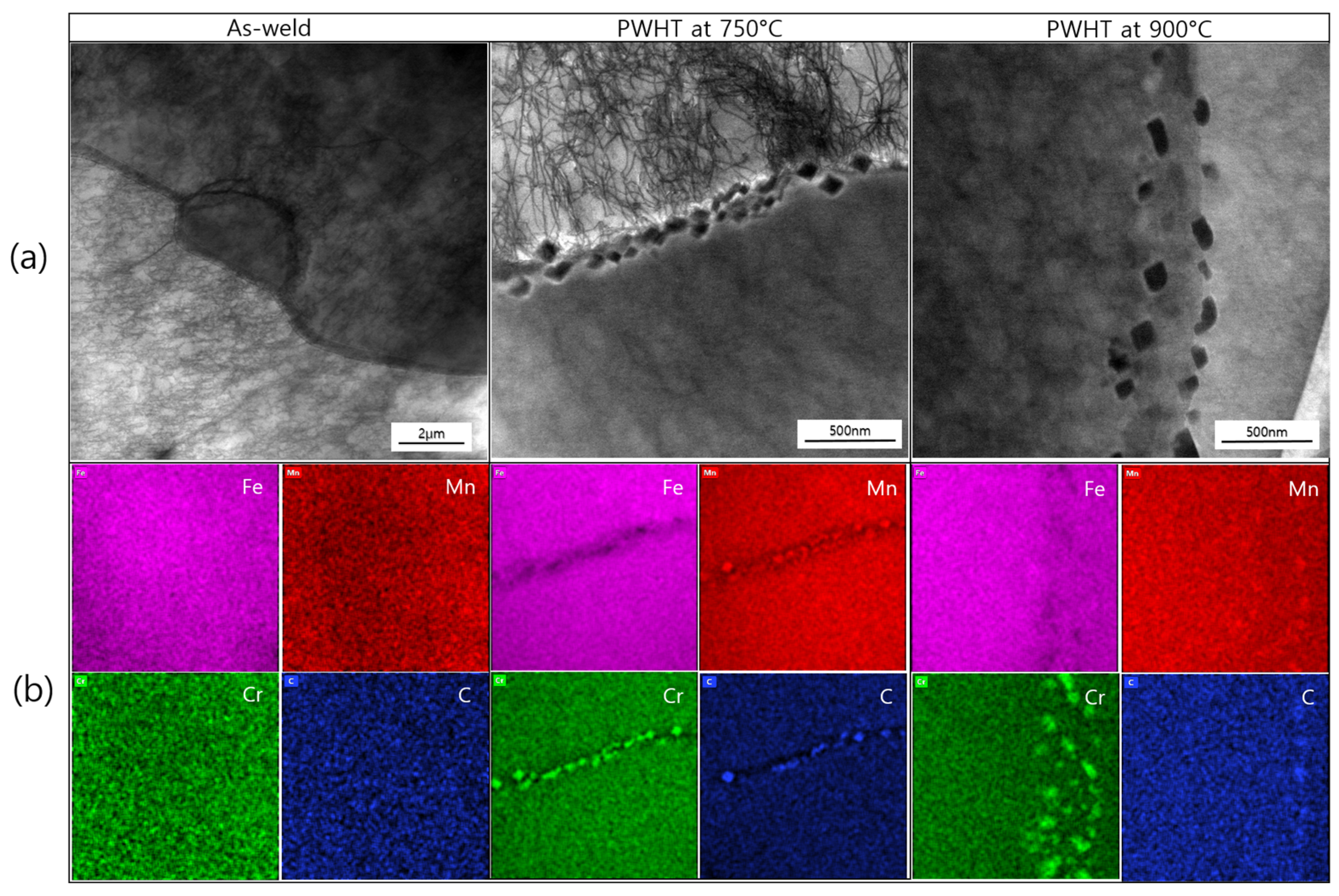
3.4. Precipitates
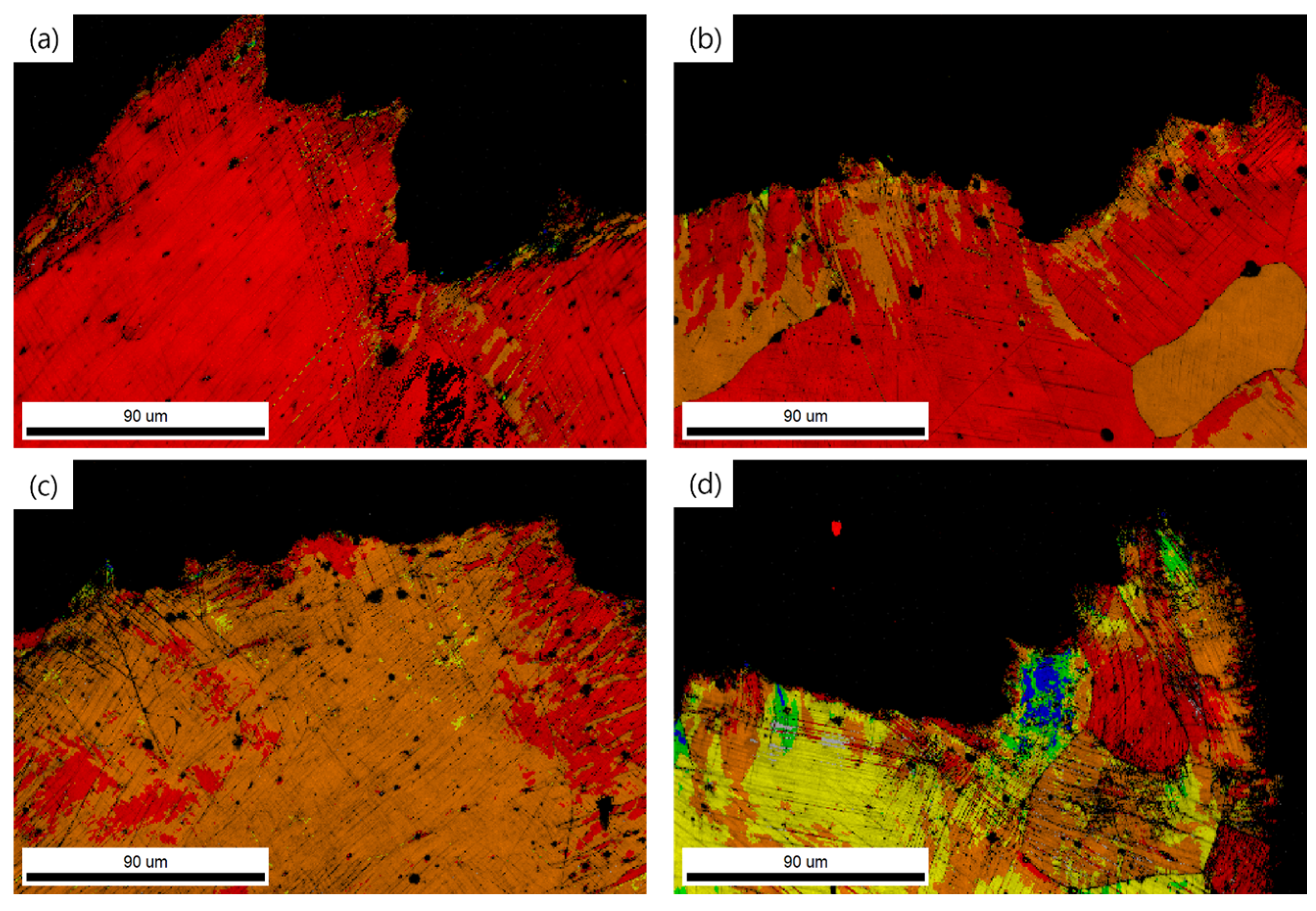
3.5. Analysis of Cryogenic Transformation Behavior
4. Conclusions
- As the PWHT temperature increased, the average width of the dendritic region decreased from 20.5 μm to 8.6 μm. Manganese did not fully diffuse even at high PWHT temperatures due to the slow diffusion rate.
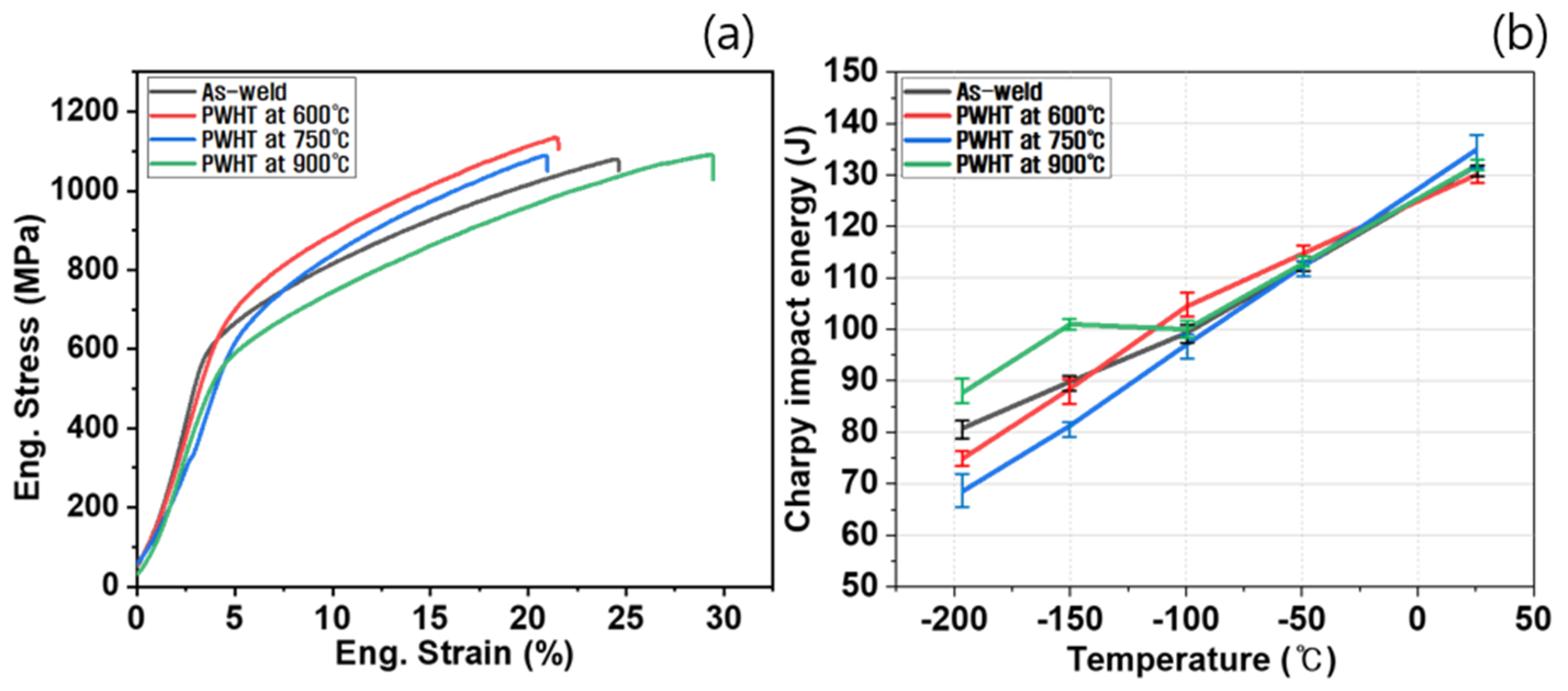
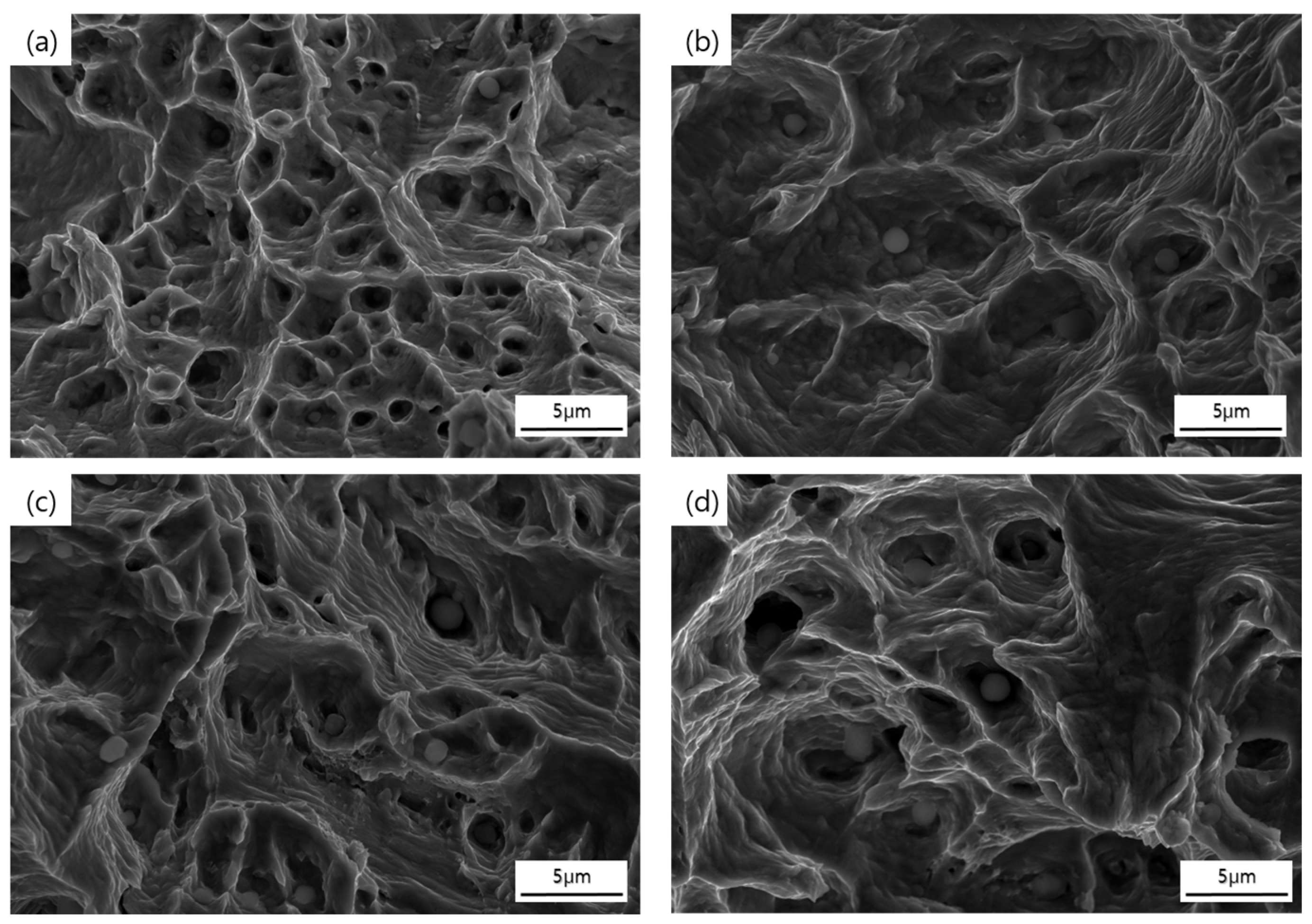
- The mechanical properties showed cryogenic elongation and impact absorbed energy increased by 8 J after PWHT at 900 °C, and that the strength was maintained. However, cryogenic elongation and impact absorbed energy decreased 5 J and 11 J after PWHT at 600 °C and 750 °C. All fracture surfaces were dimple fracture surfaces after the cryogenic impact test.
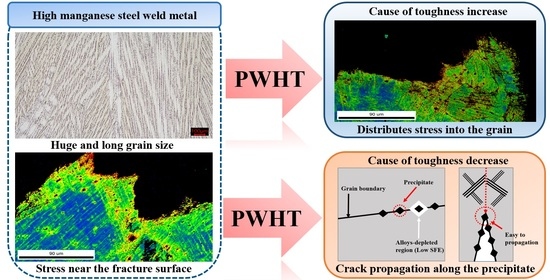
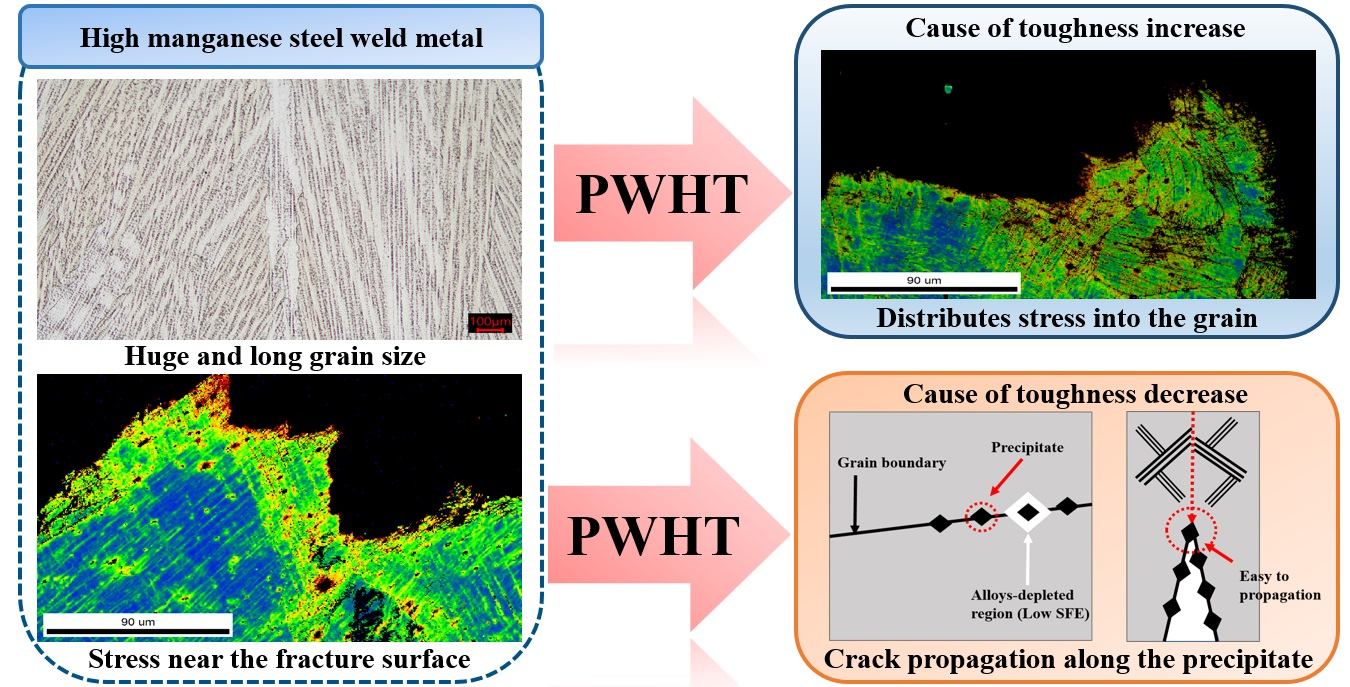
- The reason for the reduction of the cryogenic impact absorbed energy was identified through the HAADF-STEM analysis, which showed the precipitation with a size of 100 nm after PWHT. The (Cr, Mn)23C6 type carbides occurred from the interior to the grain boundaries, reducing the SFE of local areas in the depletion zone of manganese and chromium. Precipitates can easily nucleate cracks, causing cracks to propagate along the carbide particles during a fracture.
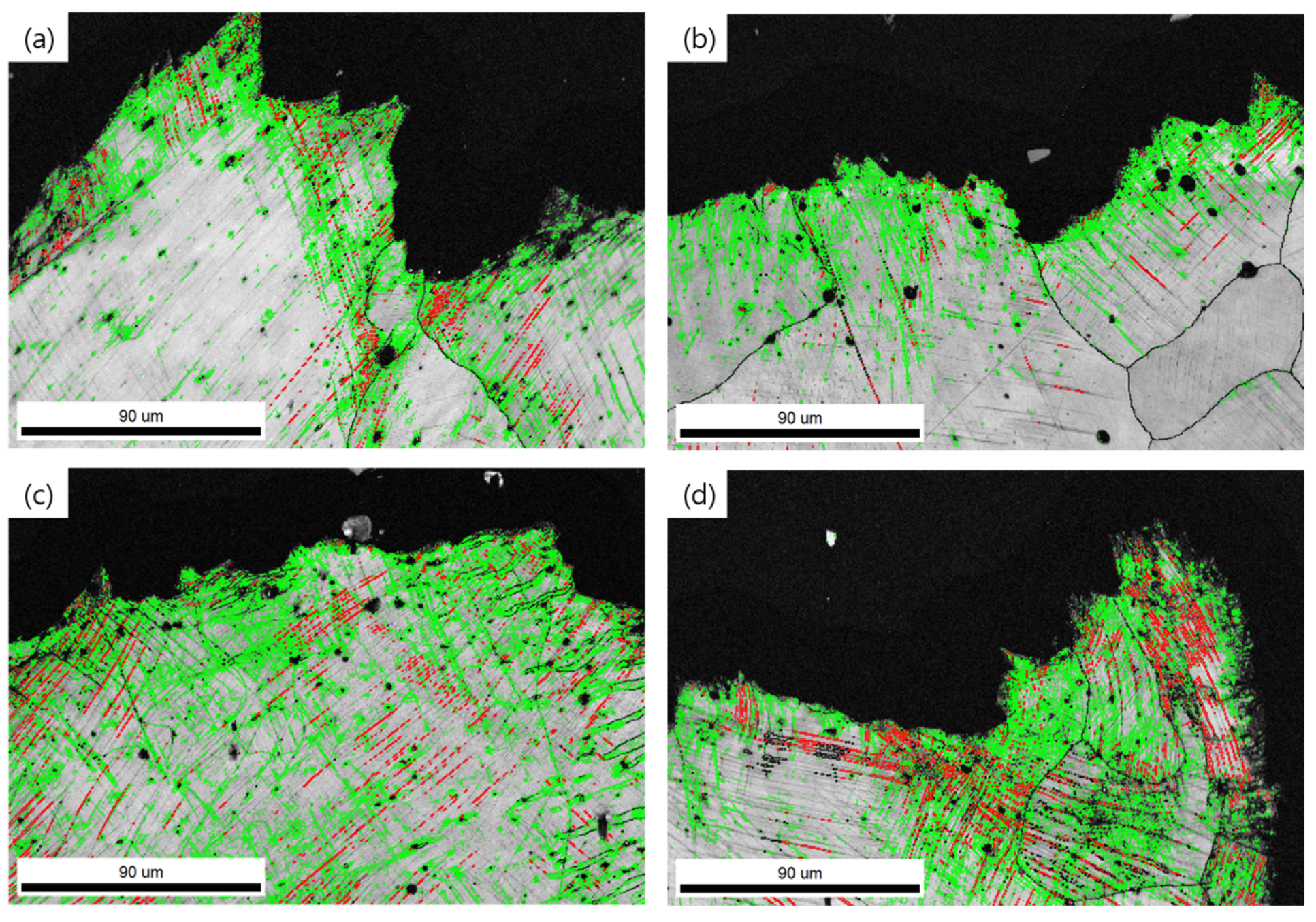
- The reason for the increase in the cryogenic impact absorbed energy was identified through the deformation behavior of the as-welded metal, even though twinning was easily formed by a high Schmid factor, stress propagation inside the grain was not efficient, but as the PWHT temperature increased, stress propagation inside the grain became more effective. This is because the PWHT narrows the width of the dendritic region, which is the crack propagation path, and thus efficiently prevents crack propagation.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Bleck, W.; Haase, C. Physical metallurgy of high manganese steels. Metals 2019, 9, 1053. [Google Scholar] [CrossRef] [Green Version]
- Haupt, M.; Müller, M.; Haase, C.; Sevsek, S.; Brasche, F.; Schwedt, A.; Hirt, G. The influence of warm rolling on microstructure and deformation behavior of high manganese steels. Metals 2019, 9, 797. [Google Scholar] [CrossRef] [Green Version]
- Christian, J.W.; Mahajan, S. Deformation twinning. Prog. Mater. Sci. 1995, 39, 1–157. [Google Scholar] [CrossRef]
- Kim, J.-S.; Jeon, J.B.; Jung, J.E.; Um, K.-K.; Chang, Y.W. Effect of deformation induced transformation of ɛ-martensite on ductility enhancement in a Fe-12 Mn steel at cryogenic temperatures. Met. Mater. Int. 2014, 20, 41–47. [Google Scholar] [CrossRef]
- Jang, J.-M.; Kim, S.-J.; Kang, N.H.; Cho, K.-M.; Suh, D.-W. Effects of annealing conditions on microstructure and mechanical properties of low carbon, manganese transformation-induced plasticity steel. Met. Mater. Int. 2009, 15, 909–916. [Google Scholar] [CrossRef]
- Taylor, G.I. The mechanism of plastic deformation of crystals. Part I.—Theoretical. Proc. R. Soc. Lond. A 1934, 145, 362–387. [Google Scholar]
- Kang, J.-H.; Ingendahl, T.; von Appen, J.; Dronskowski, R.; Bleck, W. Impact of short-range ordering on yield strength of high manganese austenitic steels. Mater. Sci. Eng. A 2014, 614, 122–128. [Google Scholar] [CrossRef]
- De Cooman, B.C.; Estrin, Y.; Kim, S.K. Twinning-induced plasticity (TWIP) steels. Acta Mater. 2018, 142, 283–362. [Google Scholar] [CrossRef]
- Hickel, T.; Sandlöbes, S.; Marceau, R.K.; Dick, A.; Bleskov, I.; Neugebauer, J.; Raabe, D. Impact of nanodiffusion on the stacking fault energy in high-strength steels. Acta Mater. 2014, 75, 147–155. [Google Scholar] [CrossRef]
- Hu, B.; Shen, G.; Wang, Z.; Li, S.; Wang, Y.; Luo, H. Ultrahigh tensile strength achieved in a lightweight medium Mn steel via prominent work hardening. J. Mater. Sci. Technol. 2023, 145, 156–164. [Google Scholar] [CrossRef]
- Zheng, Z.-B.; Yang, H.-K.; Shatrava, A.; Long, J.; Wang, Y.-H.; Li, J.-X.; Zheng, K.-H. Work hardening behavior and fracture mechanisms of Fe-18Mn-1.3 C-2Cr low-density steel castings with varying proportions of aluminum alloying. Mater. Sci. Eng. A 2023, 862, 144467. [Google Scholar] [CrossRef]
- Lindner, T.; Liborius, H.; Preuß, B.; Hanisch, N.; Schubert, A.; Lampke, T. Enhanced Abrasion Resistance of Spark Plasma Sintered and HVOF Sprayed Hadfield High Manganese Steel by Turning and Diamond Smoothing. J. Manuf. Mater. Process. 2022, 6, 48. [Google Scholar] [CrossRef]
- Chaouadi, R.; Gerard, R. Development of a method for extracting fracture toughness from instrumented Charpy impact tests in the ductile and transition regimes. Theor. Appl. Fract. Mech. 2021, 115, 103080. [Google Scholar] [CrossRef]
- Fu, Z.; Yang, B.; Shan, M.; Li, T.; Zhu, Z.; Ma, C.; Zhang, X.; Gou, G.; Wang, Z.; Gao, W. Hydrogen embrittlement behavior of SUS301L-MT stainless steel laser-arc hybrid welded joint localized zones. Corros. Sci. 2020, 164, 108337. [Google Scholar] [CrossRef]
- Zhu, Z.; Liu, Y.; Gou, G.; Gao, W.; Chen, J. Effect of heat input on interfacial characterization of the butter joint of hot-rolling CP-Ti/Q235 bimetallic sheets by Laser+ CMT. Sci. Rep. 2021, 11, 10020. [Google Scholar] [CrossRef]
- Daamen, M.; Haase, C.; Dierdorf, J.; Molodov, D.A.; Hirt, G. Twin-roll strip casting: A competitive alternative for the production of high-manganese steels with advanced mechanical properties. Mater. Sci. Eng. A 2015, 627, 72–81. [Google Scholar] [CrossRef]
- Lan, P.; Zhang, J. Thermophysical properties and solidification defects of Fe–22Mn–0.7 C TWIP steel. Steel Res. Int. 2016, 87, 250–261. [Google Scholar] [CrossRef]
- Park, M.; Kang, M.; Park, G.-W.; Jang, G.; Kim, B.; Kim, H.C.; Jeon, J.B.; Kim, H.; Kwon, S.-H.; Kim, B.J. The effects of post weld heat treatment for welded high-Mn austenitic steels using the submerged arc welding method. J. Mater. Res. Technol. 2022, 18, 4497–4512. [Google Scholar] [CrossRef]
- Hamada, A.; Ali, M.; Ghosh, S.; Jaskari, M.; Keskitalo, M.; Järvenpää, A. Mechanical performance and formability of laser-welded dissimilar butt joints between medium-Mn stainless steel and high-strength carbon steel. Mater. Sci. Eng. A 2022, 831, 142200. [Google Scholar] [CrossRef]
- Hamada, A.; Ghosh, S.; Ali, M.; Jaskari, M.; Järvenpää, A. Studying the strengthening mechanisms and mechanical properties of dissimilar laser-welded butt joints of medium-Mn stainless steel and automotive high-strength carbon steel. Mater. Sci. Eng. A 2022, 856, 143936. [Google Scholar] [CrossRef]
- Chen, Y.; Sun, S.; Zhang, T.; Zhou, X.; Li, S. Effects of post-weld heat treatment on the microstructure and mechanical properties of laser-welded NiTi/304SS joint with Ni filler. Mater. Sci. Eng. A 2020, 771, 138545. [Google Scholar] [CrossRef]
- Tewary, N.; Ghosh, S.; Mandal, A.; Chakrabarti, D.; Chatterjee, S. Effect of annealing on the microstructure, texture and mechanical properties of a dual-phase ultrahigh-strength TWIP steel. Metall. Mater. Trans. A 2020, 51, 4483–4498. [Google Scholar] [CrossRef]
- Chen, J.; Ren, J.-k.; Liu, Z.-y.; Wang, G.-d. Interpretation of significant decrease in cryogenic-temperature Charpy impact toughness in a high manganese steel. Mater. Sci. Eng. A 2018, 737, 158–165. [Google Scholar] [CrossRef]
- Maslak, M.; Pazdanowski, M.; Stankiewicz, M.; Wassilkowska, A.; Zajdel, P.; Zielina, M. Impact fracture surfaces as the indicators of structural steel post-fire susceptibility to brittle cracking. Materials 2023, 16, 3281. [Google Scholar] [CrossRef]
- Heo, N.-H. Theory of nonequilibrium segregation in an FeMnNi ternary alloy and a ductile-brittle-ductile transition. Acta Mater. 1996, 44, 3015–3023. [Google Scholar] [CrossRef]
- Liu, Z.; Gao, X.; Xiong, M.; Li, P.; Rao, D.; Misra, R. Recrystallization Behavior and Microstructure Evolution in High-Manganese Austenitic Steel. Steel Res. Int. 2021, 92, 2100029. [Google Scholar] [CrossRef]
- Pahlavani, M.; Marzbanrad, J.; Rahmatabadi, D.; Hashemi, R.; Bayati, A. A comprehensive study on the effect of heat treatment on the fracture behaviors and structural properties of Mg-Li alloys using RSM. Mater. Res. Express 2019, 6, 076554. [Google Scholar] [CrossRef]
- Olson, G.; Cohen, M. Stress-assisted isothermal martensitic transformation: Application to TRIP steels. Metall. Trans. A 1982, 13, 1907–1914. [Google Scholar] [CrossRef]
- Lee, Y.-K.; Choi, C. Driving force for γ→ ε martensitic transformation and stacking fault energy of γ in Fe-Mn binary system. Metall. Mater. Trans. A 2000, 31, 355–360. [Google Scholar] [CrossRef]
- Li, L.; Hsu, T. Gibbs free energy evaluation of the fcc (γ) and hcp (ε) phases in Fe-Mn-Si alloys. Calphad 1997, 21, 443–448. [Google Scholar] [CrossRef]
- Curtze, S.; Kuokkala, V.-T.; Oikari, A.; Talonen, J.; Hänninen, H. Thermodynamic modeling of the stacking fault energy of austenitic steels. Acta Mater. 2011, 59, 1068–1076. [Google Scholar] [CrossRef]
- Allain, S.; Chateau, J.-P.; Bouaziz, O.; Migot, S.; Guelton, N. Correlations between the calculated stacking fault energy and the plasticity mechanisms in Fe–Mn–C alloys. Mater. Sci. Eng. A 2004, 387, 158–162. [Google Scholar] [CrossRef]
- Ferreira, P.; Müllner, P. A thermodynamic model for the stacking-fault energy. Acta Mater. 1998, 46, 4479–4484. [Google Scholar] [CrossRef] [Green Version]
- Dinsdale, A.T. SGTE data for pure elements. Calphad 1991, 15, 317–425. [Google Scholar] [CrossRef]
- Dumay, A.; Chateau, J.-P.; Allain, S.; Migot, S.; Bouaziz, O. Influence of addition elements on the stacking-fault energy and mechanical properties of an austenitic Fe–Mn–C steel. Mater. Sci. Eng. A 2008, 483, 184–187. [Google Scholar] [CrossRef]
- Ishida, K.; Nishizawa, T. Effect of alloying elements on stability of epsilon iron. Trans. Jpn. Inst. Met. 1974, 15, 225–231. [Google Scholar] [CrossRef] [Green Version]
- Rahman, K.; Vorontsov, V.; Dye, D. The effect of grain size on the twin initiation stress in a TWIP steel. Acta Mater. 2015, 89, 247–257. [Google Scholar] [CrossRef] [Green Version]
- Hamada, A.; Karjalainen, L.; Puustinen, J. Fatigue behavior of high-Mn TWIP steels. Mater. Sci. Eng. A 2009, 517, 68–77. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Tayyebi, M.; Najafizadeh, N.; Hashemi, R.; Rajabi, M. The influence of post-annealing and ultrasonic vibration on the formability of multilayered Al5052/MgAZ31B composite. Mater. Sci. Technol. 2021, 37, 78–85. [Google Scholar] [CrossRef]
- Kaneko, K.; Fukunaga, T.; Yamada, K.; Nakada, N.; Kikuchi, M.; Saghi, Z.; Barnard, J.S.; Midgley, P.A. Formation of M23C6-type precipitates and chromium-depleted zones in austenite stainless steel. Scr. Mater. 2011, 65, 509–512. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Mulimani, S.S.; Ankit, K.; Kothari, A.; Ganguly, S. Effect of grain boundary precipitation on the mechanical integrity of EBW joints of Inconel 625. Mater. Sci. Eng. A 2021, 808, 140926. [Google Scholar] [CrossRef]
- Gigacher, G.; Krieger, W.; Scheller, P.R.; Thomser, C. Non-Metallic Inclusions in High-Manganese-Alloy Steels. Steel Res. Int. 2005, 76, 644–649. [Google Scholar] [CrossRef]
- Zhang, W.; Gao, Y.; Xia, Y.; Bei, H. Indentation Schmid factor and incipient plasticity by nanoindentation pop-in tests in hexagonal close-packed single crystals. Acta Mater. 2017, 134, 53–65. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| wt.% | C | Mn | P | S | Si | Cr | Mo | Ni | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Base | 0.47 | 24.9 | 0.01 | 0.0008 | 0.28 | 3.15 | 0.008 | 0.024 | Bal. |
| Filler | 0.4 | 22 | 0.009 | 0.001 | 0.15 | 2.41 | 1.33 | 1.92 | Bal. |
| Welding Process | Heat Input (KJ/cm) | Welding Current (A) | Welding Voltage (V) | Welding Speed (cm/min) |
|---|---|---|---|---|
| SAW | 21–24 | 640–750 | 28 | 40 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Baek, S.; Park, M.; Lee, J.I.; Kim, S.-H. The Effects of Post-Welding Heat Treatment on the Cryogenic Absorbed Energy of High Manganese Steel Weld Metal. Metals 2023, 13, 1126. https://doi.org/10.3390/met13061126
Baek S, Park M, Lee JI, Kim S-H. The Effects of Post-Welding Heat Treatment on the Cryogenic Absorbed Energy of High Manganese Steel Weld Metal. Metals. 2023; 13(6):1126. https://doi.org/10.3390/met13061126
Chicago/Turabian StyleBaek, Seungho, Minha Park, Je In Lee, and Sung-Hwan Kim. 2023. "The Effects of Post-Welding Heat Treatment on the Cryogenic Absorbed Energy of High Manganese Steel Weld Metal" Metals 13, no. 6: 1126. https://doi.org/10.3390/met13061126