
Microstructure, Mechanical Properties, and Thermal Stability of Al-Al2O3 Nanocomposites Consolidated by ECAP or SPS from Milled Powders

Abstract
:1. Introduction
2. Materials and Methods
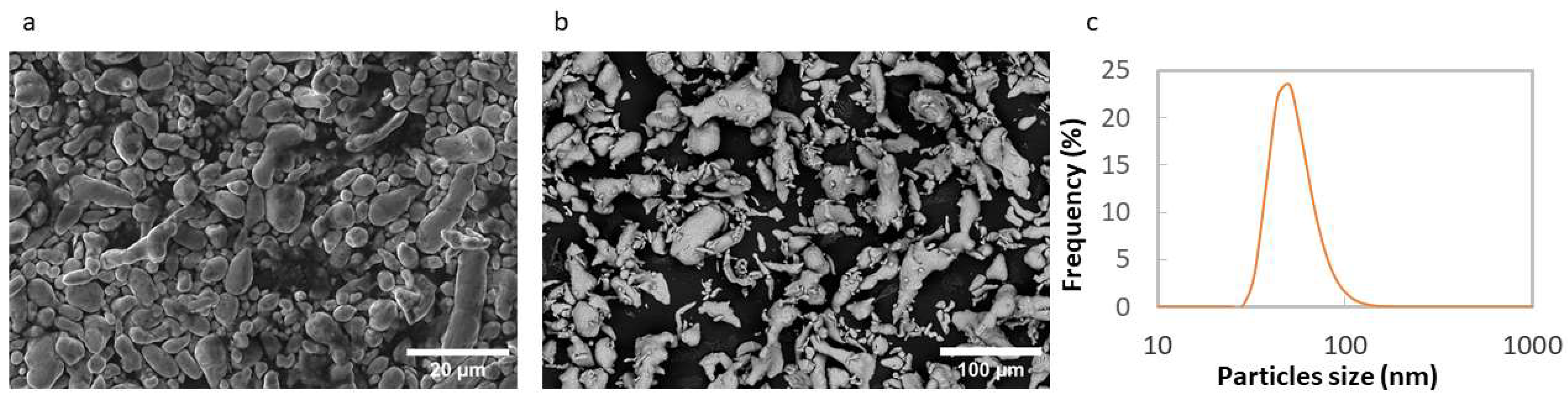
2.1. The Al Powders and Alumina Nanoparticles
2.2. Powder Mixing and Ball-Milling
2.3. Powder Encapsulation for ECAP
2.4. Consolidation by ECAP
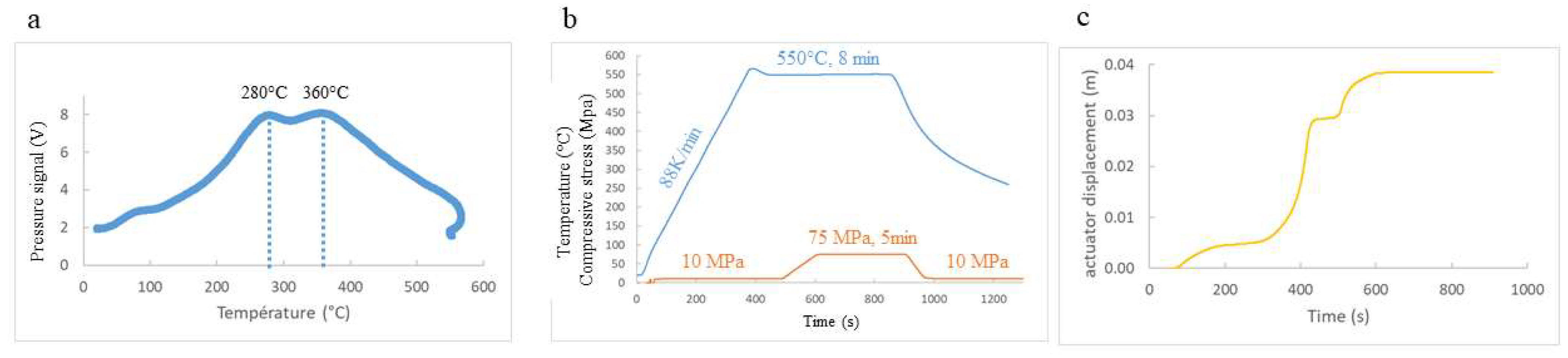
2.5. Consolidation by SPS (at ICMPE, in Thiais)
2.6. Microstructural Characterization Techniques
2.7. Mechanical Characterization Techniques
2.8. Characterization of the Thermal Stability
2.9. Comparison with Bulk Al 1050 Alloy
3. Results and Discussion
3.1. Compared Microstructures of the Nanocomposites, Depending on Their Consolidation Process
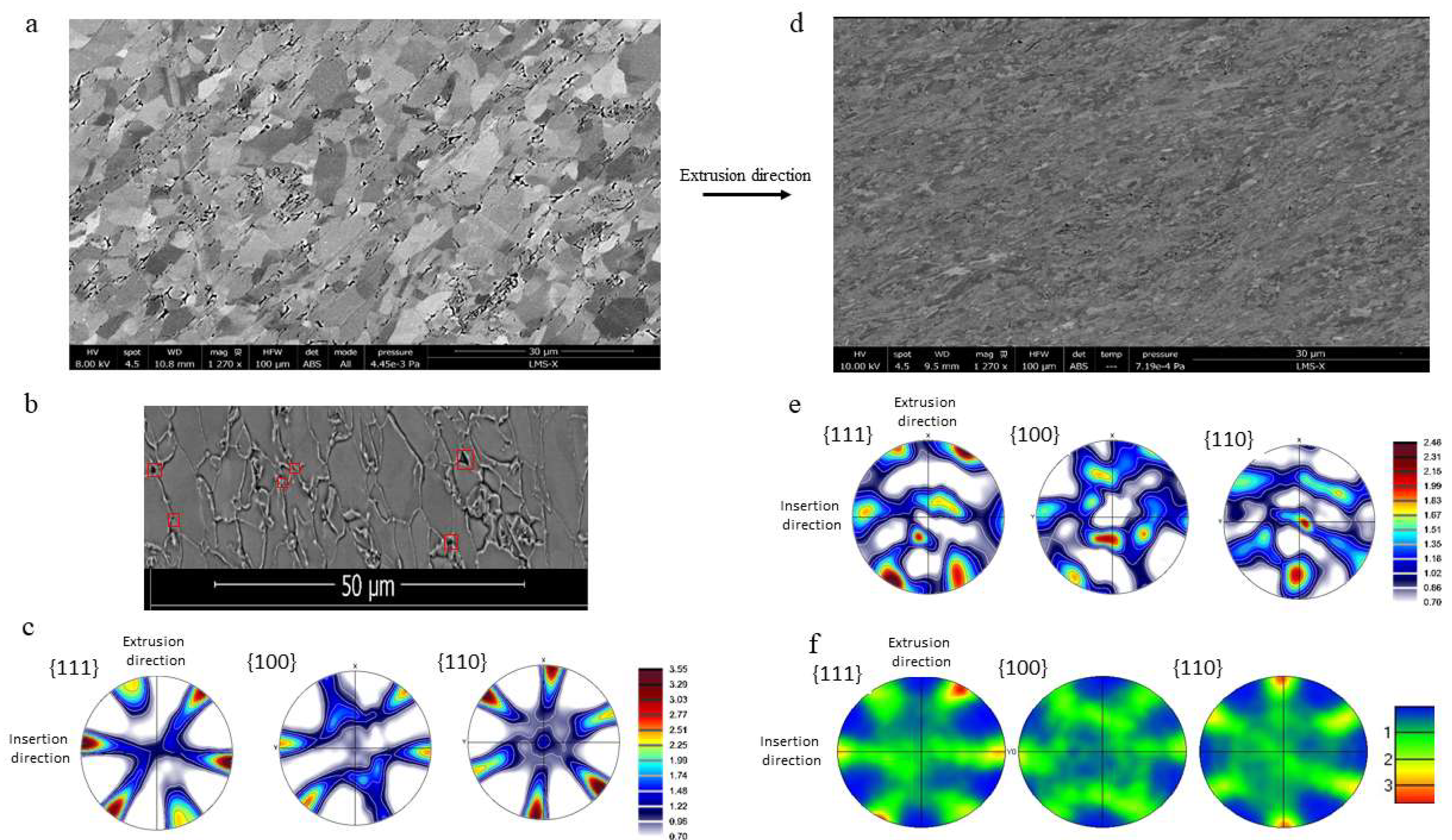
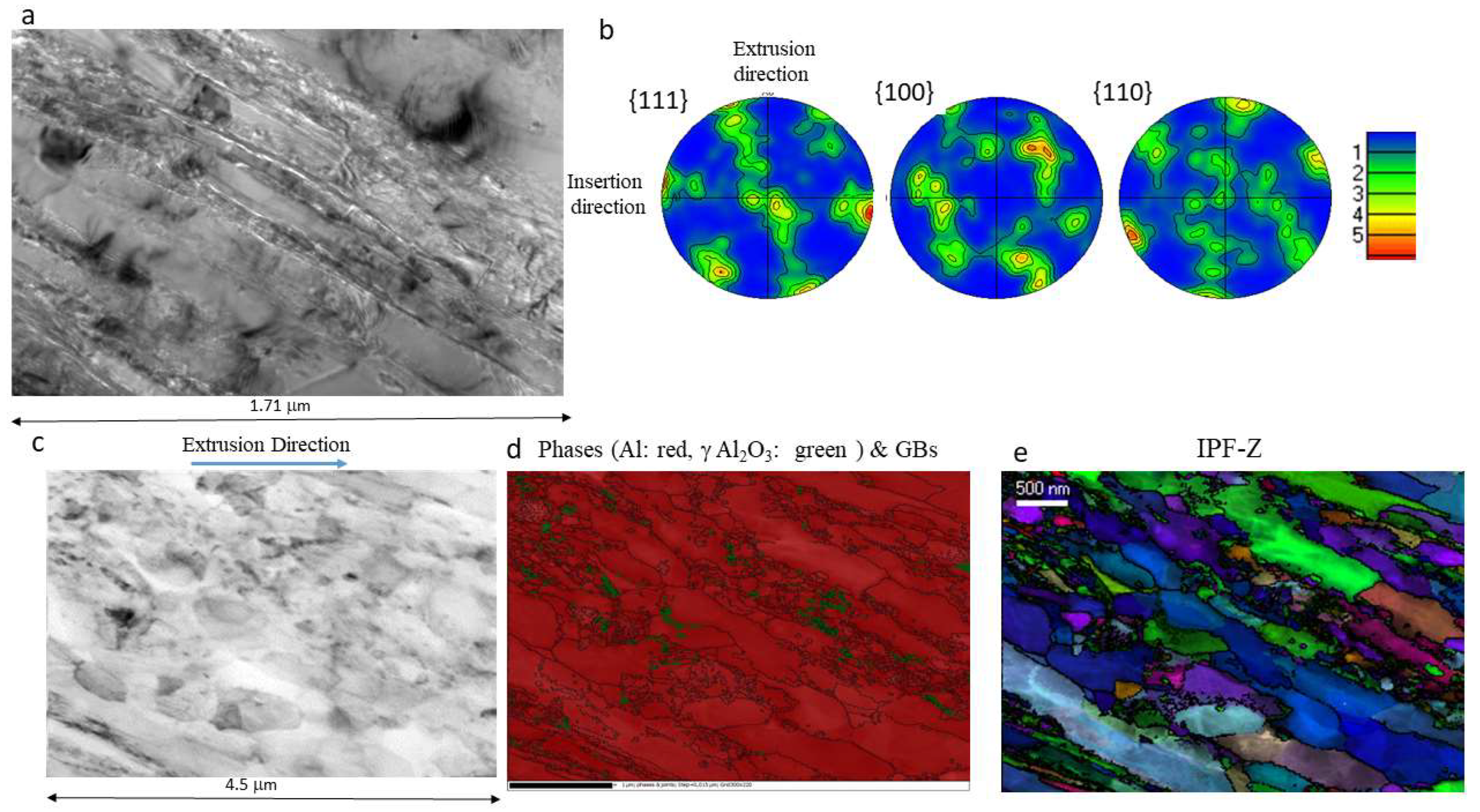
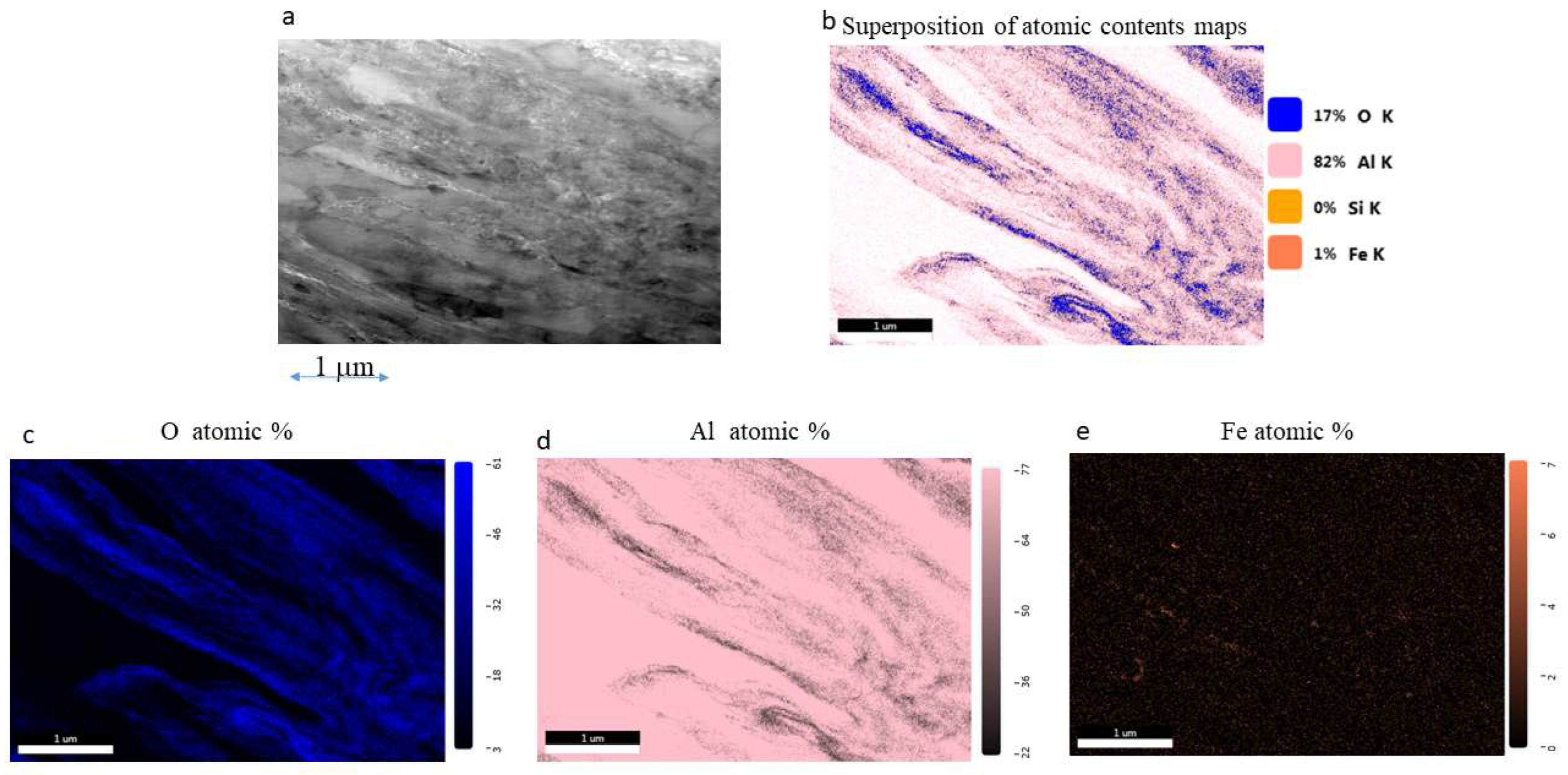
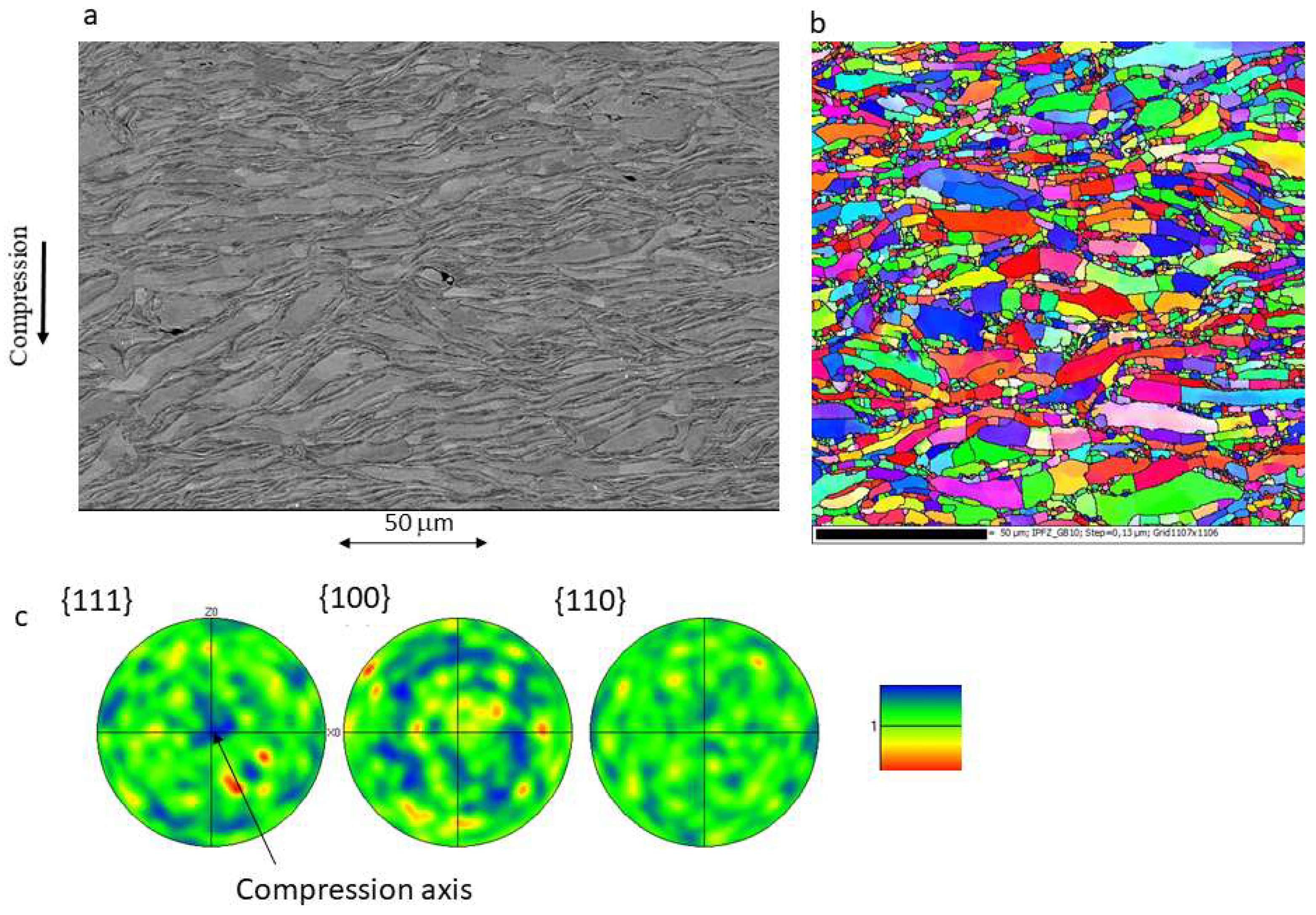
3.1.1. Specimens Consolidated by ECAP
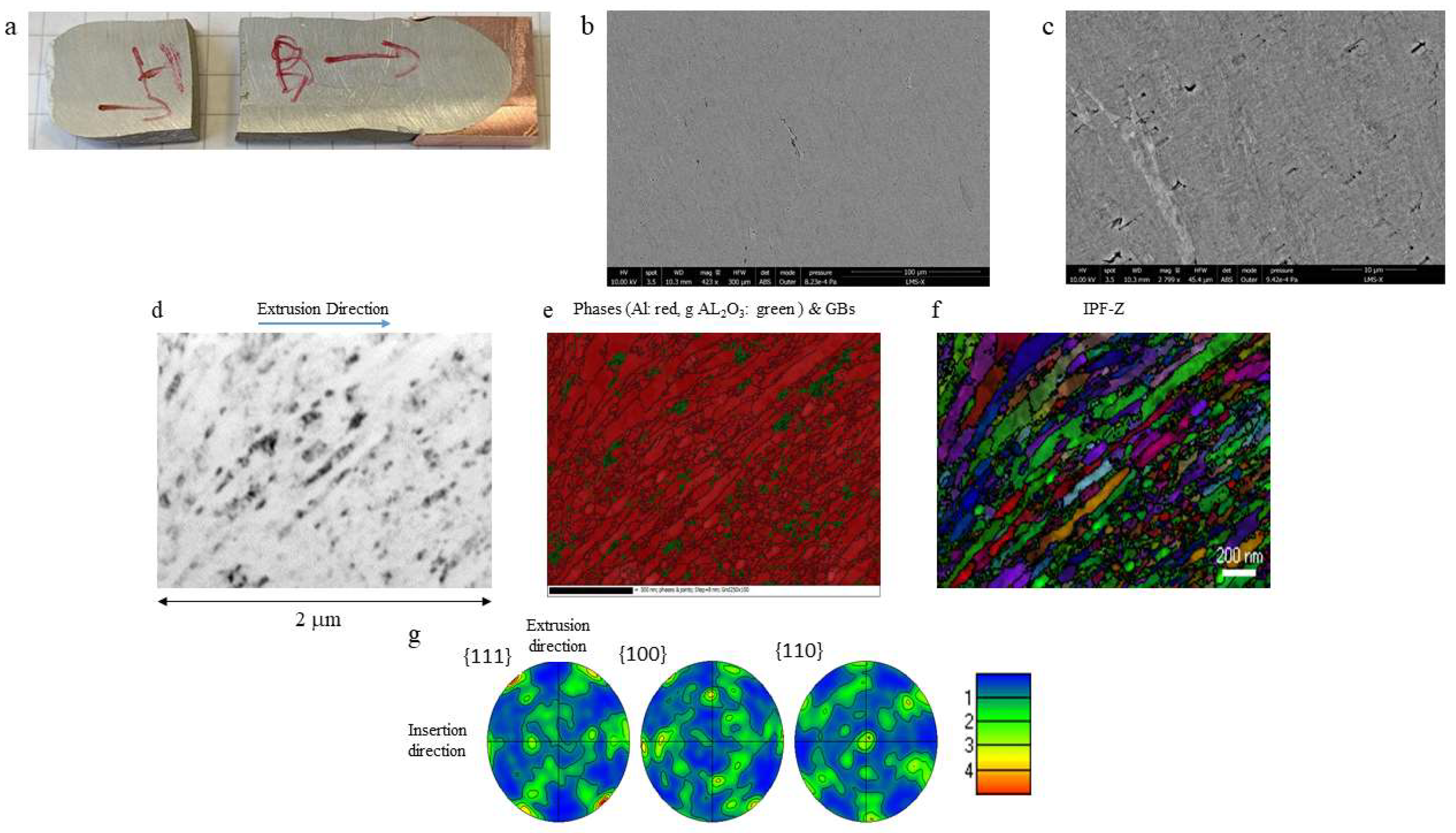
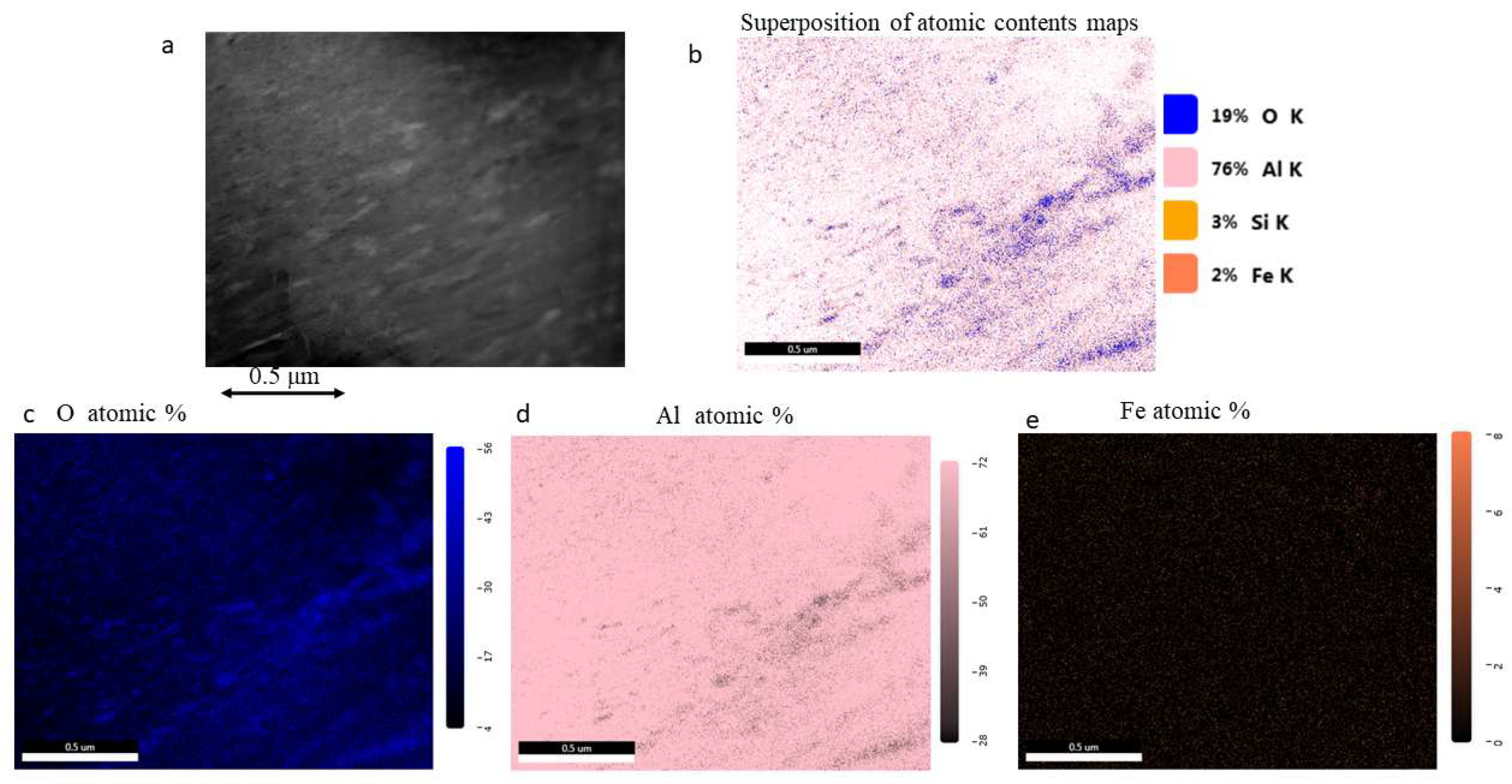
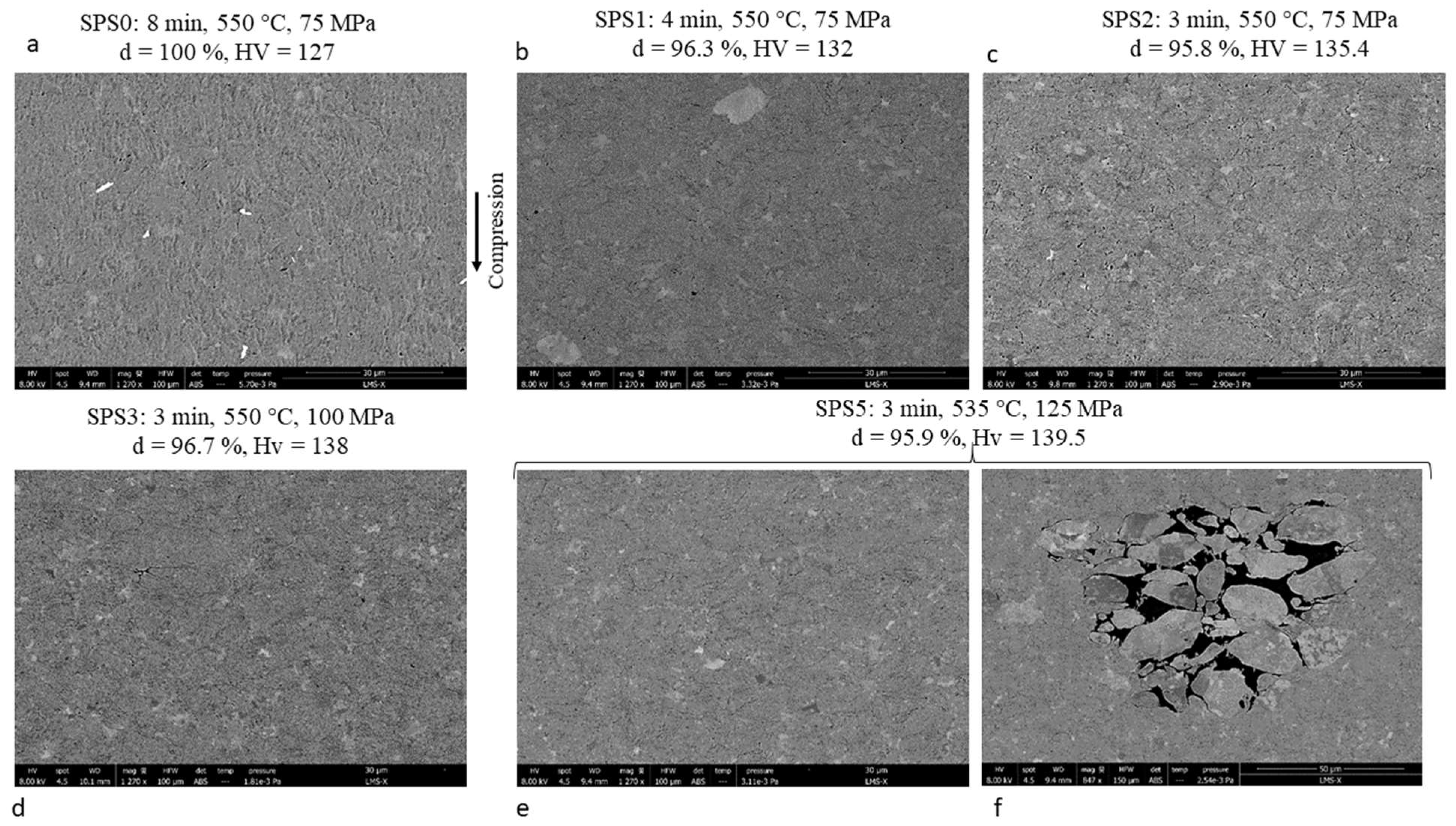
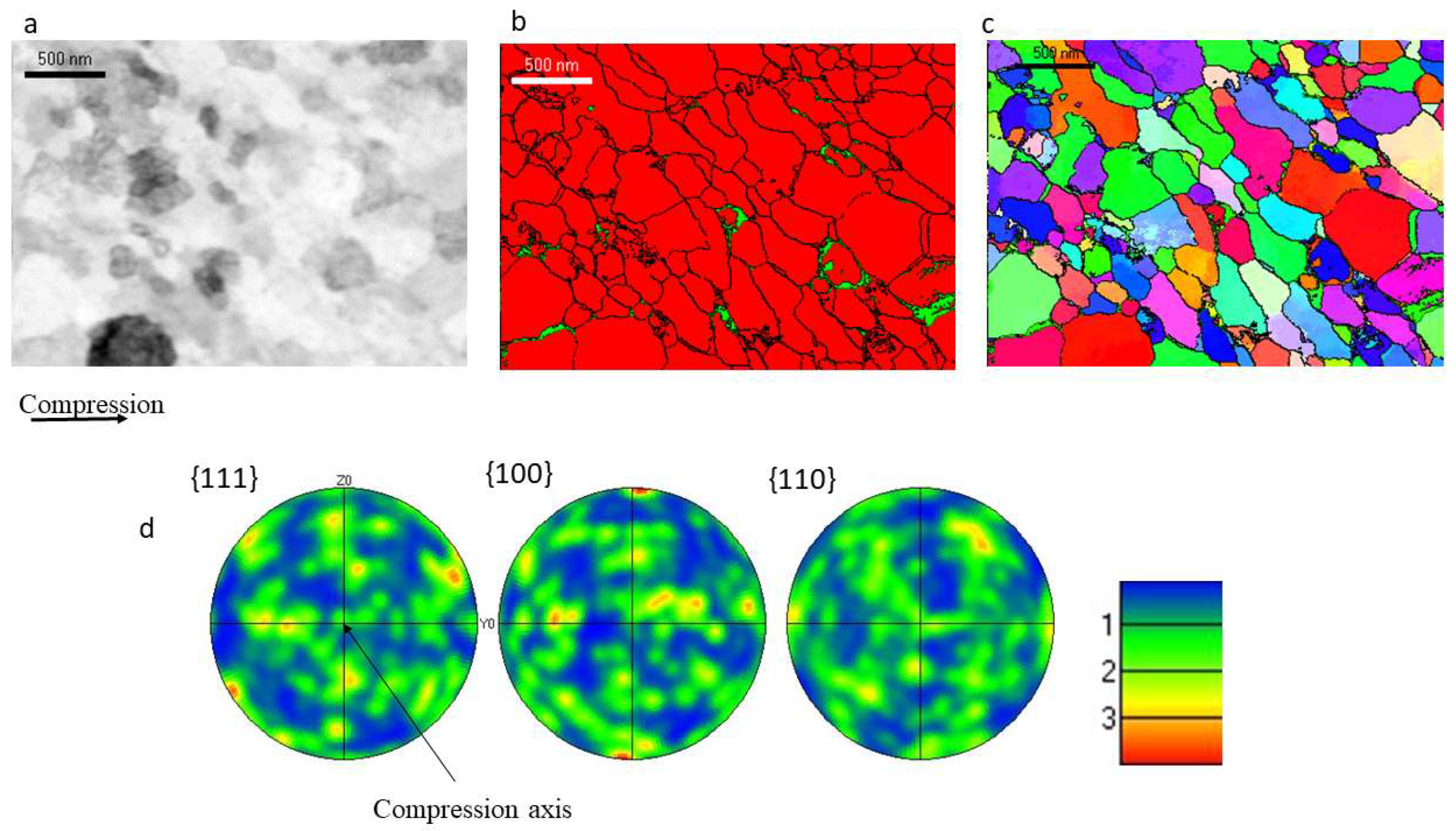
3.1.2. Specimens Consolidated by SPS
3.1.3. Intermetallic Particles
3.2. Compared Mechanical Properties of the Materials, Depending on Their Consolidation Process
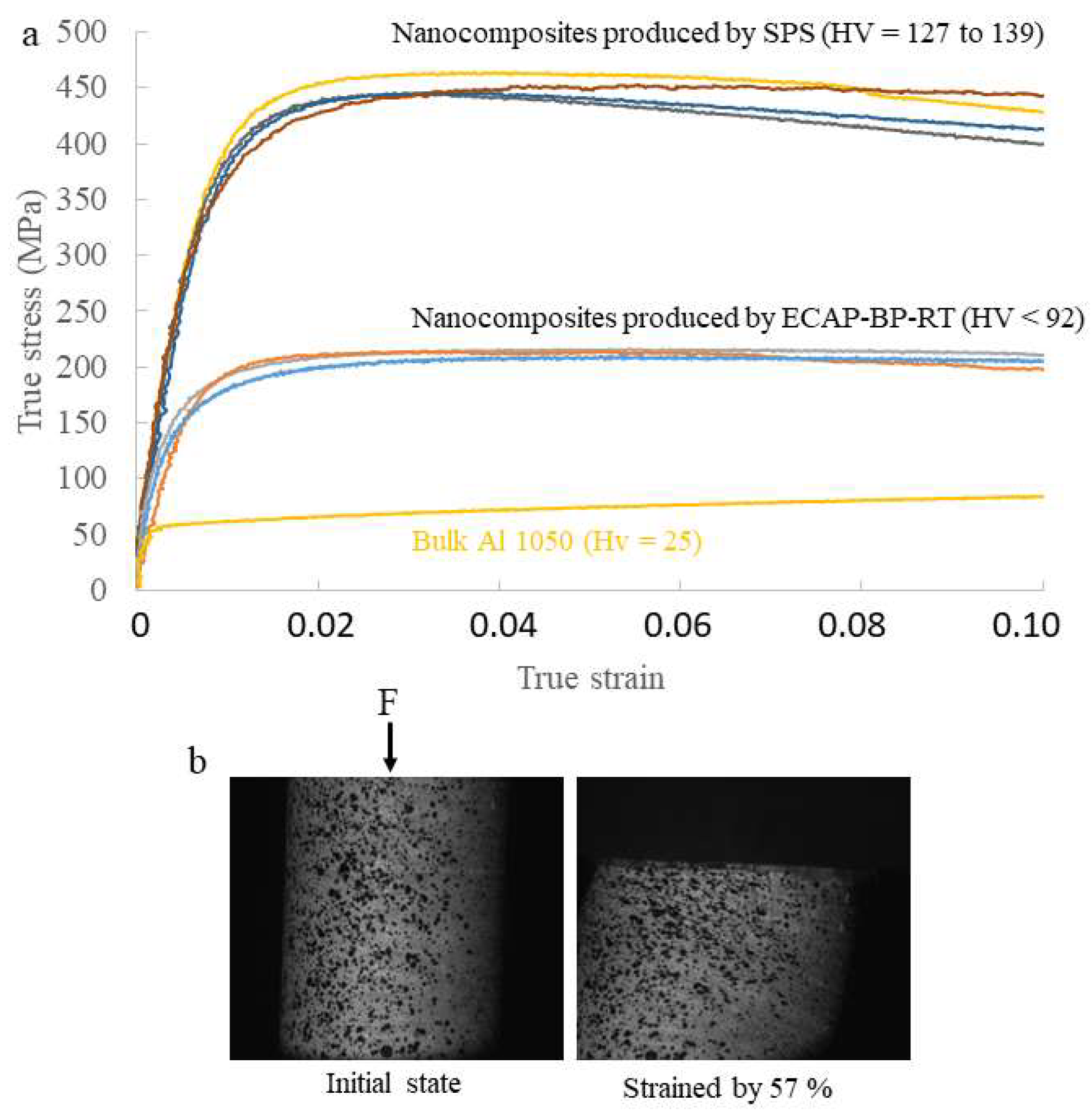
3.2.1. Compression Behavior
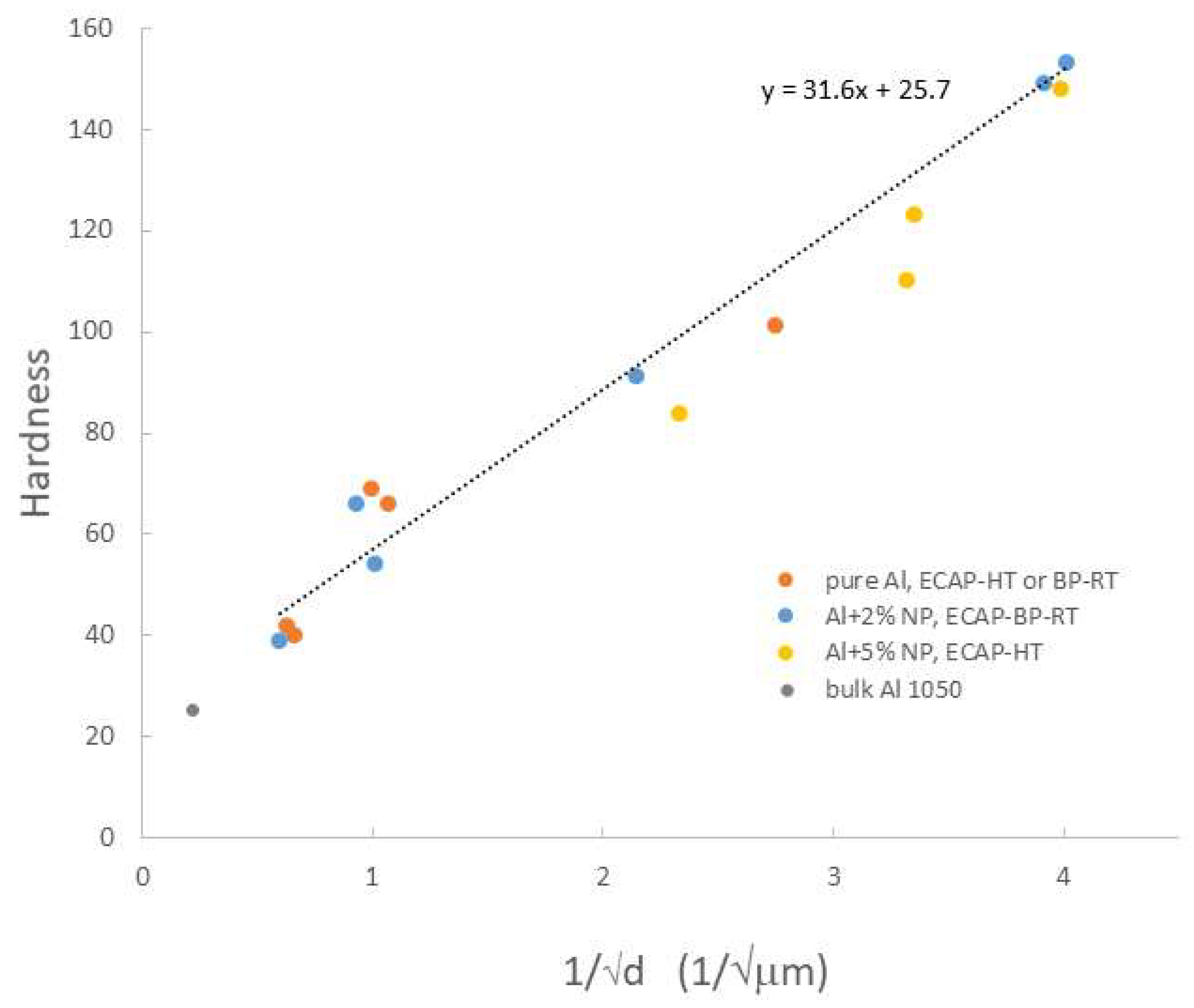
3.2.2. Microhardness
3.2.3. Sliding Wear
3.3. Compared Conditions and Hardness of the Materials, after Static Annealing, Depending on the Milling and Consolidation Process
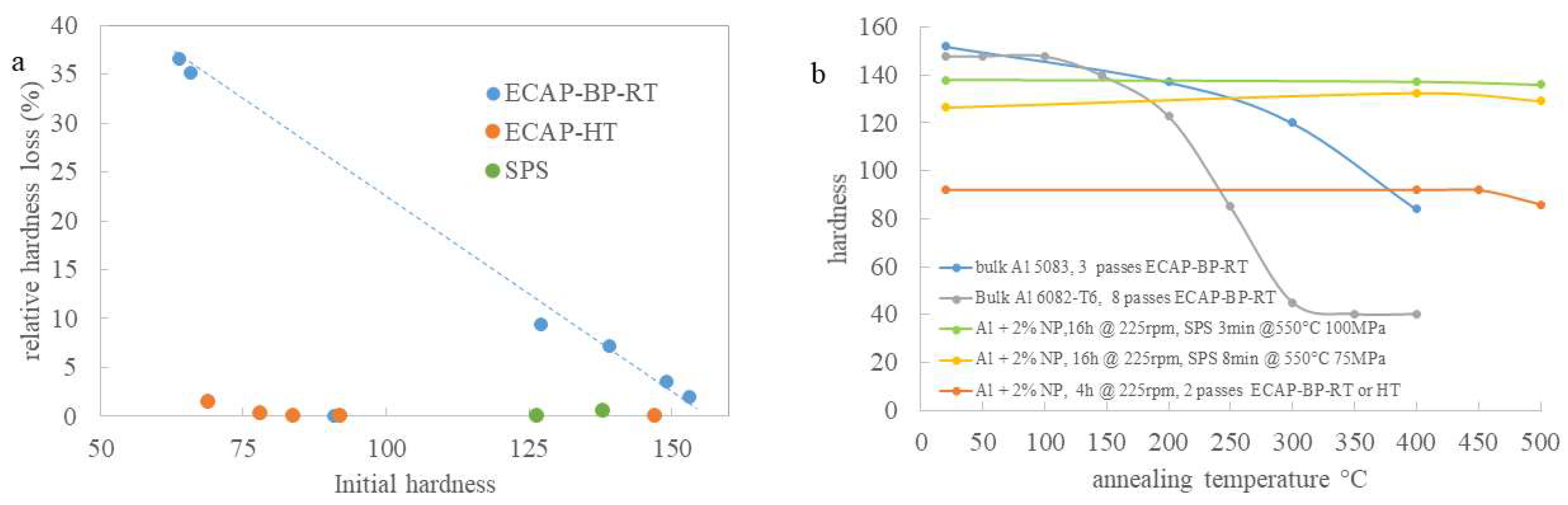
3.3.1. Thermally Induced Softening
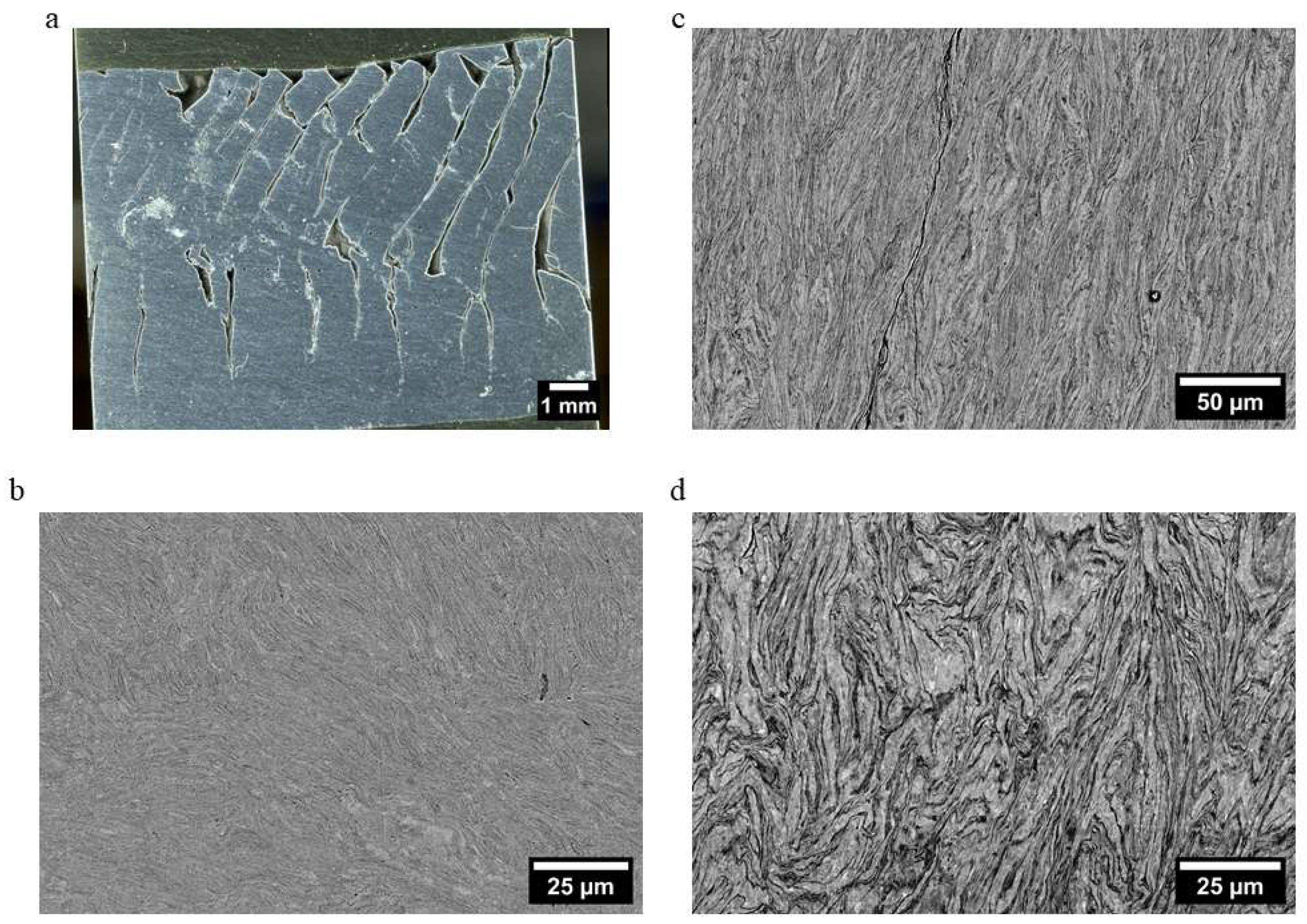
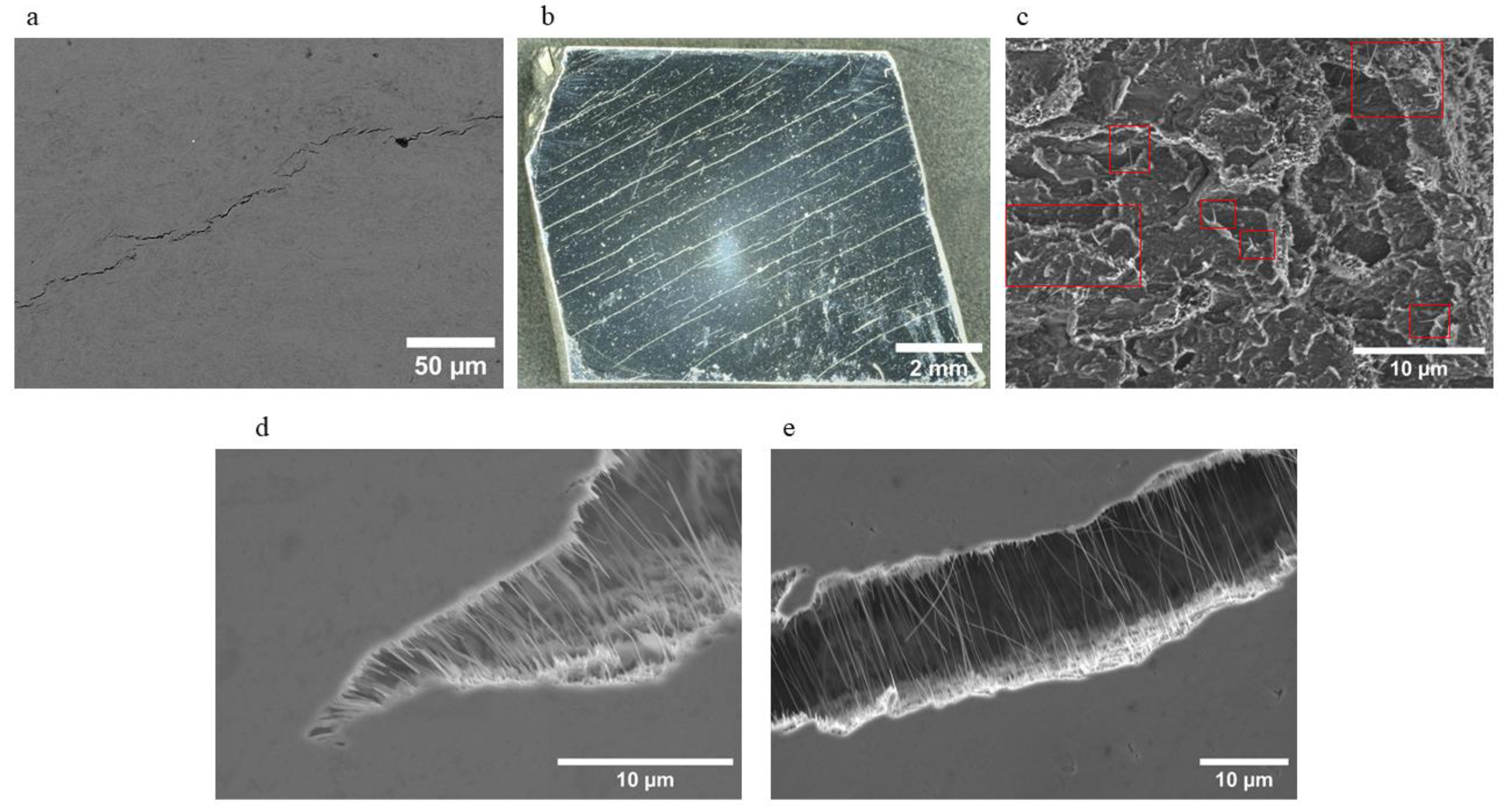
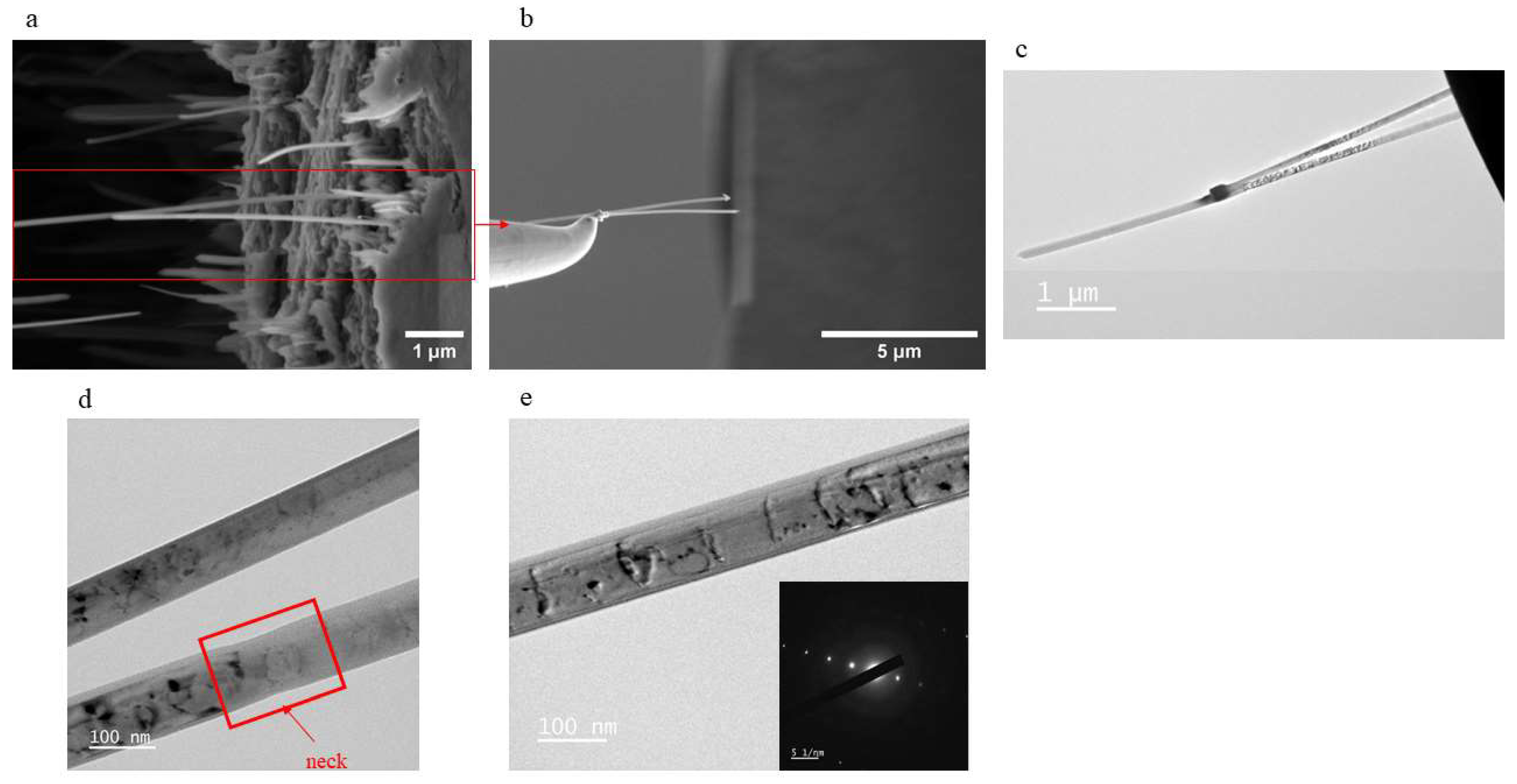
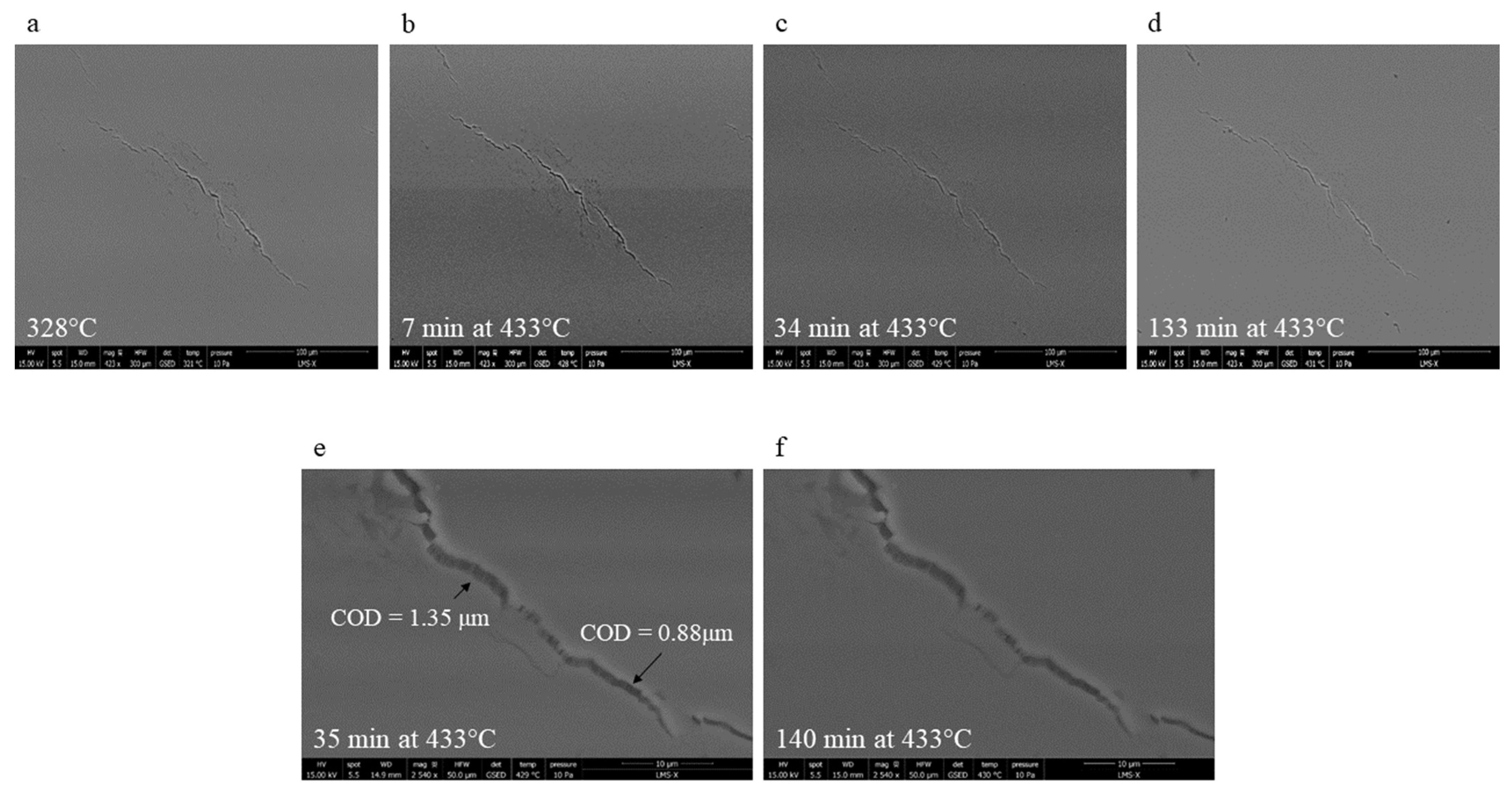
3.3.2. Thermally Induced Damage
3.4. Comparison of the Consolidation Processes on Practical Aspects
4. Conclusions
- ECAP-HT without any back pressure could not yield macro-crack-free samples from hard powders (composite hardness higher than 55).
- The application of a back pressure allowed harder powders to be consolidated without macroscale damage. However, ECAP-induced cracking was still observed for composites with a hardness above 91 (Al mean grain size below 218 nm).
- Macrocrack-free samples with a hardness as high as 139 were obtained by SPS (Al mean grain size slightly above 65 nm).
- The samples hardnesses correlate very well with their mean Al grain size without a clear and direct impact of the nanoparticles weight fraction. However, due to Zener pinning, these particles, if properly dispersed, prevent grain growth during ECAP-HT, SPS, or static annealing, allowing the hardness to remain stable up to 500 °C.
- The flow stress in compression of the best nanocomposites issued from ECAP-BP-RT (Al-99.5%, 2% Al2O3 milled 4 h at 225 rpm, 2 ECAP passes) was approximately four times higher than that of bulk Al 1050, while that of those issued from SPS (Al-99.9%, 2% Al2O3 milled 16 h at 225 rpm, SPS at 535 °C, under 125 MPa) was nine times higher than that of Al 1050, and comparable to that of Al 2024-T6.
- Some of the nanocomposites issued from ECAP-BP-RT were nearly as resistant to sliding wear as Al 5083 and more resistant than Al 7075-T6.
- While the samples consolidated at high temperatures (by ECAP-HT or SPS) showed a good stability during 1 h static annealing at 400 °C, those consolidated by ECAP at room temperature were prone to thermally induced softening and cracking, which was clearly related to trapped and pressurized gases.
- Even though in the literature about the synthesis of Al matrix nanocomposites by ECAP from powder mixtures, preliminary degassing and vacuum encapsulation of the powder are not considered as necessary, the present study suggests that it is indeed preferable in order to avoid thermally induced cracking upon subsequent high temperature exposure, and also to make ECAP-HT more successful. Powder consolidation should preferentially be performed at high temperature, to avoid thermally induced cracking, likely to occur only above this processing temperature.
- The fact that the SPS process starts with the hot vacuum degassing of the powder is clearly an advantage for the thermal stability of the consolidated materials. This powder consolidation process is also much more time- and cost-efficient than ECAP, and more promising for industrial implementation. Nonetheless, it requires a careful optimization of its parameters, in order to avoid the presence of non-bonded powder grain clusters while minimizing the growth of the Al grains, as well as that of the iron-rich intermetallic particles, detrimental to ductility and fatigue resistance of Al alloys.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Goyal, A. Comportement Mécanique d’un Alliage d’aluminium à Grains Ultrafins. Analyse et Modélisation du Rôle Exacerbé des Joints de Grains. Ph.D. Thesis, École Polytechnique, Palaiseau, France, 29 November 2018. [Google Scholar]
- Illgen, C.; Bohne, B.; Wagner, M.F.X.; Frint, P. Thermal stability of SPD-processed aluminum alloys—Internal friction as an indication for recovery, recrystallization and abnormal grain growth. J. Mater. Res. Technol. 2022, 17, 1752–1759. [Google Scholar] [CrossRef]
- Hamilton, N.E.; Ferry, M. Grain growth in a nanocrystalline Al-Sc alloy. Mater. Trans. 2004, 45, 2264–2271. [Google Scholar] [CrossRef]
- Chuvil’deev, V.N.; Shadrina, I.S.; Nokhrin, A.V.; Kopylov, V.I.; Bobrov, A.A.; Yu Gryaznov, M.; Shotin, S.V.; Yu Tabachkova, N.; Chegurov, M.K.; Melekhin, N.V. An investigation of thermal stability of structure and mechanical properties of Al-0.5MgeSc ultrafine-grained aluminum alloys. J. Alloys Compd. 2020, 831, 154805. [Google Scholar] [CrossRef]
- Bate, P. The effect of deformation on grain growth in Zener pinner systems. Acta Mater. 2001, 49, 1453–1461. [Google Scholar] [CrossRef]
- Kubota, M.; Wu, X.; Xu, W.; Xia, K. Mechanical properties of bulk aluminum consolidated from mechanically milled particles by back pressure equal channel angular pressing. Mater. Sci. Eng. A 2010, 527, 6533–6536. [Google Scholar] [CrossRef]
- Paryar, A.; Toth, L.; Kailas, S.V.; Peltier, L. Imparting high-temperature grain stability to an Al-Mg alloy. Scr. Mater. 2021, 190, 141–146. [Google Scholar] [CrossRef]
- Balog, M.; Frantisek, S.; Otto, B.; Requena, G. ECAP versus direct extrusion -Techniques for consolidation of ultra-fine Al particles. Mater. Sci. Eng. A 2009, 504, 1–7. [Google Scholar] [CrossRef]
- Haghighi, R.D.; Jenabali Jahromi, S.A.; Moresedgh, A.; Khorshid, M.T. A Comparison Between ECAP and Conventional Extrusion for Consolidation of Aluminum Metal Matrix Composite. J. Mater. Eng. Perform. 2012, 21, 1885–1892. [Google Scholar] [CrossRef]
- Casati, R.; Vedani, M. Metal Matrix Composites Reinforced by Nano-Particles—A review. Metals 2014, 4, 65–83. [Google Scholar] [CrossRef]
- Chak, V.; Chattopadhyay, H.; Dora, T.L. A review on fabrication methods, reinforcements and mechanical properties of aluminum matrix composites. J. Manuf. Proc. 2020, 56, 1059–1074. [Google Scholar] [CrossRef]
- Casati, R.; Fabrizi, A.; Timelli, G.; Tuissi, A.; Vedani, M. Microstructural and Mechanical Properties of Al-Based Composites Reinforced with In-Situ and Ex-Situ Al2O3 Nanoparticles. Adv. Eng. Mater. 2016, 18, 550–558. [Google Scholar] [CrossRef]
- Bera, S.G.; Chowdhury, S.G.; Estrin, Y.; Manna, I. Mechanical properties of Al7075 alloy with nano-ceramic oxide dispersion synthesized by mechanical milling and consolidated by equal channel angular pressing. J. Alloys Compd. 2013, 548, 257–265. [Google Scholar] [CrossRef]
- Musa, M.Š.; Schauperl, Z. ECAP—New consolidation method for production of aluminum matrix composites with ceramic reinforcement. Process. Appl. Ceram. 2013, 7, 63–68. [Google Scholar] [CrossRef]
- Zare, H.; Jahedi, M.; Reza Toroghinejad, M.; Meratian, M.; Knezevic, M. Microstructure an dmechanical properties of carbon nanotubes reinforced aluminum matrix composites synthesized via equal-channel angular pressing. Mater. Sci. Eng. A 2016, 670, 205–216. [Google Scholar] [CrossRef]
- Bongale, A.M.; Kumar, S. Equal channel angular pressing of powder processed Al6061/SiC nano metal matrix composites and study of its wear properties. Mater. Res. Express 2018, 5, 035002. [Google Scholar] [CrossRef]
- Nagasekhar, A.V.; Tick-Hon, Y.; Ramakanth, K.S. Mechanics of single pass equal channel angular extrusion of powder in tubes. Appl. Phys. A 2006, 85, 185–194. [Google Scholar] [CrossRef]
- Xia, K. Consolidation of Particles by Severe Plastic Deformation: Mechanism and Applications in Processing Bulk Ultrafine and Nanostructured Alloys and Composites. Adv. Eng. Mater 2010, 8, 724–729. [Google Scholar] [CrossRef]
- Goussous, S.; Xu, W.; Wu, X.; Xia, K. Al–C nanocomposites consolidated by back pressure equal channel angular pressing. Compos. Sci. Technol. 2009, 69, 1997–2001. [Google Scholar] [CrossRef]
- Hanna, J.A.; Baker, I. Effects of confining pressure on flaw formation during the consolidation of ductile powders by angular extrusion. Mater. Sci. Eng. A 2012, 536, 24–32. [Google Scholar] [CrossRef]
- Hagighi, R.D.; Jarohmi, A.J.; Jarohmi, B.E. Simulation of powder in tube compaction using equal channel angular extrusion. J. Mater. Eng. Perform. 2012, 21, 143–152. [Google Scholar] [CrossRef]
- Elkhodary, K.I.; Salem, H.G.; Zikry, M.A. Equal Channel Angular Pressing of Canned 2124-Al Compacts: Processing, Experiments, and Modeling. Met. Mater. Trans. A 2008, 39, 2184–2192. [Google Scholar] [CrossRef]
- Tuncay, M.; Nguyen, L.; Hendrickx, P.; Brochu, M. Evaluation of the particle bonding for Aluminum sample produced by spark plasma sintering. J. Mater. Eng. Perform. 2016, 25, 4529. [Google Scholar] [CrossRef]
- Le, G.M.; Godfrey, A.; Hansen, N. Structure and strength of aluminum with sub-micrometer /micrometer grain size prepared by spark plasma sintering. Mater. Design 2013, 49, 360–367. [Google Scholar] [CrossRef]
- Kushwaha, A.K.; Maccione, R.; John, M.; Lanka, S.; Misra, M.; Menezes, P.L. Influence of Cryomilling on Crystallite Size of Aluminum Powder and Spark Plasma Sintered Component. Nanomaterials 2022, 12, 551. [Google Scholar] [CrossRef]
- Kushwaha, A.K.; Misra, M.; Menezes, P.L. Manufacturing Bulk Nanocrystalline Al-3Mg Components Using Cryomilling and Spark Plasma Sintering. Nanomaterials 2022, 12, 3618. [Google Scholar] [CrossRef]
- Soares, E.; Bouchonneau, N.; Alves, E.; Alves, K.; Araújo Filho, O.; Mesguich, D.; Chevallier, G.; Laurent, C.; Estournès, C. Microstructure and Mechanical Properties of AA7075 Aluminum Alloy Fabricated by Spark Plasma Sintering (SPS). Materials 2021, 14, 430. [Google Scholar] [CrossRef]
- Kwon, H.; Park, D.H.; Park, Y.; Silvain, J.F.; Kawasaki, A.; Park, Y. Spark Plasma Sintering Behavior of Pure Aluminum Depending on Various Sintering Temperatures. Met. Mater. Int. 2010, 16, 71–75. [Google Scholar] [CrossRef]
- Sweet, G.A.; Brochu, M.; HexemerJr, R.L.; Donaldson, I.W.; Bishop, D.P. Microstructure and mechanical properties of air atomized aluminum powder consolidated via spark plasma sintering. Mater. Sci. Eng. A 2014, 608, 273–282. [Google Scholar] [CrossRef]
- Kubota, M. Properties of nano-structured pure Al produced by mechanical grinding and spark plasma sintering. J. Alloys Compd. 2007, 434–435, 294–297. [Google Scholar] [CrossRef]
- Molodova, X.; Gottstein, G.; Hellmig, R.J. On the Thermal Stability of ECAP Deformed FCC Metals. Mater. Sci. Forum 2008, 584–586, 259–264. [Google Scholar]
- Molodova, X.; Gottstein, G. Annealing Behavior of ECAP deformed Aluminum Alloy 3103. Mater. Sci. Forum 2008, 584–586, 944–949. [Google Scholar] [CrossRef]
- Bommareddya, A.; Quadira, M.Z.; Ferry, M. Time and temperature regime of continuous grain coarsening in an ECAP-processed Al(0.1 wt.% Sc) alloy. J. Alloys Compd. 2012, 527, 145–151. [Google Scholar] [CrossRef]
- Cabibbo, M.; Evangelista, E.; Latini, V. Thermal stability study on two aluminum alloys processed with equal channel angular pressing. J. Mater. Sci. 2004, 39, 5659–5667. [Google Scholar] [CrossRef]
- Nylund, A.; Olefjord, I. Degassing of USGA-atomized Al5Mn6Cr powder after exposure to a humid atmosphere. Mater. Sci. Eng. A 1991, 134, 1225–1228. [Google Scholar] [CrossRef]
- Beausir, B.; Fundenberger, J.J. Analysis Tools for Electron and X-ray Diffraction, ATEX-Software, Université de Lorraine-Metz. 2017. Available online: www.atex-software.eu (accessed on 4 January 2023).
- Lutterotti, L. Maud: A Rietveld Analysis Program Designed for the Internet and Experiment Integration. Acta Crystallogr. A 2020, 56, s54. [Google Scholar] [CrossRef]
- De Keijser, T.H.; Langford, J.I.; Mittemeijer, E.J.; Vogels, A.B.P. Use of the Voigt function in a single-line method for the analysis of X-ray diffraction line broadening. J. Appl. Crystallogr. 1982, 15, 308–314. [Google Scholar] [CrossRef]
- Delhez, R.; De Keijser, T.H.; Langford, J.I.; Louër, D.; Mittemeijer, E.J.; Sonneveld, E.J. Crystal imperfection broadening and peak shape in the Rietveld method. In The Rietveld Method; Young, R.A., Ed.; Oxford University Press: Oxford, UK, 1993; pp. 132–166. [Google Scholar]
- Rauch, E.F.; Véron, M. Automated Crystal Orientation and Phase Mapping in TEM. Mater. Charact. 2014, 98, 1–9. [Google Scholar] [CrossRef]
- Arzaghi, M.; Beausir, B.; Toth, L. Contribution of non-octahedral slip to texture evolution of fcc polycrystals in simple shear. Acta Mater. 2009, 57, 2440–2453. [Google Scholar] [CrossRef]
- Casati, R. Aluminum Matrix Composites Reinforced with Alumina Nanoparticles. In Springer Briefs in Applied Sciences and Technology; Springer: Berlin/Heidelberg, Germany, 2016; ISSN 2191-530X. [Google Scholar]
- Kam, K.M.; Zeng, L.; Zhou, Q.; Tran, R.; Yang, J. On assessing spatial uniformity of particle distributions in quality control of manufacturing processes. J. Manuf. Syst. 2012, 32, 154–166. [Google Scholar] [CrossRef]
- Hannard, F.; Castin, S.; Maire, E.; Mokso, R.; Pardoen, T.; Simar, A. Ductilization of aluminum alloy 6056 by friction stir processing. Acta Mater. 2017, 130, 121–136. [Google Scholar] [CrossRef]
- Li, M.; Goyal, A.; Doquet, V.; Couzinié, J.P. Ultrafine versus coarse grained Al 5083 alloys: From low-cycle to very-high-cycle fatigue. Int. J. Fatigue 2019, 121, 84–97. [Google Scholar]
- Brach, S.; Collet, S. Criterion for critical junctions in elastic-plastic adhesive wear. Phys. Rev. Lett. 2021, 127, 185501. [Google Scholar] [CrossRef]
- Sneddon, I.N. The distribution of stress in the neighborhood of a crack in an elastic solid. Proc. R. Soc. A 1946, 187, 229–260. [Google Scholar]
- Gerlich, D.; Fisher, E.S. The high temperature elastic moduli of aluminum. J. Phys. Chem. Solids 1969, 30, 1197–1205. [Google Scholar] [CrossRef]
- Hu, X.G.; Zhu, Q.; Midson, S.P.; Atkinson, H.V.; Dong, H.B.; Zhang, F.; Kang, Y.L. Blistering in semi-solid die casting of aluminum alloys and its avoidance. Acta Mater. 2017, 124, 446–455. [Google Scholar] [CrossRef]
- Diehl, D.; Schneider, E.L.; Rosauro Clarke, T.G. Formation of hydrogen blisters during the solution treatment for aluminum alloys. Tecnol. Metal. Mater. Min. 2021, 18, e2374. [Google Scholar] [CrossRef]
- Toda, H.; Hidakaa, T.; Kobayashi, M.; Uesugi, K.; Takeuchi, A.; Horikawa, K. Growth behavior of hydrogen micropores in aluminum alloys during high-temperature exposure. Acta Mater. 2009, 57, 2277–2290. [Google Scholar] [CrossRef]
- Wu, X.; Xu, W.; Xia, K. Pure aluminum with different grain size distributions by consolidation of particles using equal-channel angular pressing with back pressure. Mater. Sci. Eng. A 2008, 493, 241–245. [Google Scholar] [CrossRef]
- Srinivasan, R.; Cherukuri, B.; Chaudhury, P. Scaling up of Equal Channel Angular Pressing (ECAP) for the Production of Forging Stock. Mater. Sci. Forum 2006, 503, 371–378. [Google Scholar] [CrossRef]
- Monchoux, J.P.; Couret, A.; Durand, L.; Voisin, T.; Trzaska, Z.; Thomas, M. Elaboration of Metallic Materials by SPS: Processing, Microstructures, Properties, and Shaping. Metals 2021, 11, 322. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powder | Milling | ECAP T °C | Pressing Load (kN) | Back Pressure (MPa) | Number of Passes | HV | Density (%) | Mean Grains Size (µm) |
|---|---|---|---|---|---|---|---|---|
| Al-99.5% | No | 375 | 50 | ≈0 | 1 | 41.7 ± 0.6 | 98.5 ± 0.5 | 2.5 |
| 20 | 350 | 88 | 64.6 ± 1.1 | 98.5 ± 0.5 | 1.16 | |||
| Al-99.5% + 2%NP | 4 h | 385 | 60 | ≈0 | 2 | 92 ± 3.7 | 0.220 | |
| 225 rpm | 20 | 562 | 250 | 91 ± 3.2 | 94.2 ± 0.5 | 0.218 |
| Sample Ref & Milling | Temperature Evolution | Compressive Stress Evolution | Density | Hardness |
|---|---|---|---|---|
| SPS4h | Ramp to 550 °C in 6 min | 10 MPa until 550 °C | 96.5% | 54.1 ± 1.4 |
| 4 h, 225 rpm | 5 min dwell period | Then 75 MPa within 2 min | ||
| Φ = 20 mm | 1 min power ramp down | 3 min dwell at 75 MPa | ||
| SPS16h-0 | Ramp to 550 °C in 6 min | 10 MPa until 550 °C | 100% | 126.5 ± 2.2 |
| 16 h, 225 rpm | 8 min dwell period | Then 75 MPa within 2 min | ||
| Φ = 20 mm | 1 min power ramp down | 6 min dwell at 75 MPa | ||
| SPS16h-1 | Ramp to 540 °C in 5 min, | 15 MPa until 540 °C, | 96.3% | 132.2 ± 2.3 |
| 16 h, 225 rpm | Then to 550 °C in 1 min | Then 75 MPa within 2 min | ||
| Φ = 15 mm | 3 min dwell at 550 °C | 3 min dwell at 75 MPa | ||
| <10 s power ramp down | ||||
| SPS16h-2 | Ramp to 540 °C in 5 min, | 15 MPa until 540 °C, | 95.8% | 135.4 ± 2.5 |
| 16 h, 225 rpm | Then to 550 °C in 1 min | Then 75 MPa within 1 min | ||
| Φ = 15 mm | 2 min dwell at 550 °C | 2 min dwell at 75 MPa | ||
| <10 s power ramp down | ||||
| SPS16h-3 | Ramp to 540 °C in 5 min, | 15 MPa until 540 °C, | 96.7% | 137.9 ± 2.5 |
| 16 h, 225 rpm | Then to 550 °C in 1 min | Then 100 MPa within 1 min | ||
| Φ = 15 mm | 2 min dwell at 550 °C | 2 min dwell at 100 MPa | ||
| <10 s power ramp down | ||||
| SPS16h-5 | Ramp to 525 °C in 5 min, | 15 MPa until 535 °C, | 95.9% | 139.5 ± 2.6 |
| 16 h, 225 rpm | Then to 535 °C in 1 min | Then 125 MPa within 1 min | ||
| Φ = 15 mm | 2 min dwell at 535 °C | 2 min dwell at 125 MPa | ||
| <10 s power ramp down |
| Sample | Mean Size (µm) | Max Size (µm) |
|---|---|---|
| Bulk Al 1050 | 1.18 | 7.08 |
| Al 99.5%, unmilled 1 pass ECAP-BP-RT | - | - |
| Al-99.5% + 2% NP, milled 16 h @ 225 rpm | 0.25 | 1.08 |
| 2 passes ECAP-HT | ||
| Al-99.9% + 2% NP, milled 16 h @ 225 rpm | 0.35 | 2.05 |
| SPS4h, 5 min @550 °C + overheating | ||
| Al-99.9% + 2% NP, milled 4 h @ 225 rpm | 1.60 | 5.71 |
| SPS16h-0, 8 min @550 °C + overheating | ||
| Al-99.9% + 2% NP, milled 16 h @ 225 rpm SPS16h-1, 4 min @550 °C | 0.32 | 1.15 |
| Al-99.5% | Al-99.5% + 2% Al2O3 | |
|---|---|---|
| 4 h milling, 225 rpm 2 ECAP passes at 380 °C | 1 µm | 218 nm |
| HV = 69 ± 1.4 | HV = 92 ± 3.7 | |
| Al-99.5% | Al-99.5% + 5% Al2O3 | |
| 16 h milling, 225 rpm 2 ECAP passes at 380 °C | 132 nm | 63 nm |
| HV = 101 ± 3.5 | HV = 148 ± 3.3 |
| Al-99.9% + 2% Al2O3 | Al-99.9% + 4% Al2O3 | Al-99.9% + 6% Al2O3 | |
|---|---|---|---|
| 4 h milling, 160 rpm 4 ECAP passes at 20 °C | 1.16 µm | 1.16 µm | 1.08 µm |
| HV = 63.9 ± 2.2 | HV = 66 ± 2.6 | HV = 65 ± 2.4 |
| Samples | Hardness | Friction Coefficient | Wear Rate (g/m) |
|---|---|---|---|
| Bulk Al 5083, strain hardened | 92 ± 1.2 | 0.49 | 0.8 × 10−3 |
| Bulk Al 7075-T6 | 141 ± 1.5 | 0.43 | 1.7 × 10−3 |
| Al-99.9% + 4% NP, milled 4 h @195 rpm 4 passes ECAP-BP-RT | 64 ± 2.1 | 0.44 | 1.2 × 10−3 |
| Al-99.9% + 2% NP, milled 4 h @160 rpm 4 passes ECAP-BP-RT | 63.9 ± 2.2 | 0.80 | 4.8 × 10−3 |
| Al-99.9% + 4% NP, milled 4 h @ 160 rpm 4 passes ECAP-BP-RT | 66 ± 2.6 | 0.78 | 2.0 × 10−3 |
| Al-99.9% + 6% NP, milled 4 h @ 160 rpm 4 passes ECAP-BP-RT | 65 ± 2.4 | 0.46 | 1.0 × 10−3 |
| Al-99.9% + 2% NP, milled 16 h @ 225 rpm SPS 550 °C, 8 min, 75 MPa | 126.5 ± 2.2 | 0.46 | 1.8 × 10−3 |
| Samples Number Composition Milling Conditions ECAP Process | Initial Hardness | Post Annealing Hardness | % Drop in Hardness | Annealing-Induced Damage |
|---|---|---|---|---|
| 1: Al-99.5%, no milling 2 passes, BP-RT | 66 ± 1.1 | 47 ± 1.1 | 28.7 | None |
| 2: Al-99.9% + 2% NP 4 h @ 160 rpm 4 passes, BP-RT | 63.9 ± 2.2 | 41 ± 2.0 | 36.6 | None |
| 3: Al-99.9% + 4% NP 4 h @ 160 rpm 4 passes, BP-RT | 66 ± 2.6 | 43 ± 2.2 | 35.2 | None |
| 4: Al-99.5%, 4 h @ 225 rpm 2 passes, 386 °C | 69 ± 2.5 | 68 ± 2.4 | 0.01 | None |
| 5: Al-99.5% + 2% NP 4 h @ 225 rpm 2 passes, BP-RT | 91 ± 3.2 | 92 ± 3.1 | 0 | None |
| 6: Al-99.5% + 2% NP 4 h @ 225 rpm 2 passes, 386 °C | 92 ± 3.7 | 92 ± 3.4 | 0 | None |
| 7: Al-99.9% + 2% NP 8 h @ 225 rpm 4 passes, BP-RT | 127 ± 3.3 | 115 ± 3.4 | 9.4 | Microcracks |
| 8: Al-99.9% + 2% NP 8 h @ 225 rpm 2 passes, BP-RT | 139 ± 3.6 | 129 ± 3.3 | 7.2 | Microcraks |
| 9: Al-99.5% + 2% NP 16 h @ 225 rpm 1 pass, BP-RT | 149 ± 3.7 | 144 ± 3.4 | 3.6 | Severe craking |
| 10: Al-99.9% + 2% NP 16 h @ 225 rpm 1 pass, BP-RT | 153 ± 1.9 | 150 ± 2.0 | 2 | Severe cracking |
| 11: Al-99.9% + 2% NP 16 h @ 225 rpm SPS 550 °C, 8 min, 75 MPa | 126.5 ± 2.2 | 133 ± 2.7 | 0 | None |
| 12: Al-99.9% + 2% NP 16 h @ 225 rpm SPS 550 °C, 3 min, 100 MPa | 137.9 ± 2.5 | 137 ± 2.3 | 0 | None |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lacour-Gogny-Goubert, A.; Doquet, V.; Novelli, M.; Tanguy, A.; Hallais, S.; Bourgon, J.; Villeroy, B.; Massion, R. Microstructure, Mechanical Properties, and Thermal Stability of Al-Al2O3 Nanocomposites Consolidated by ECAP or SPS from Milled Powders. Metals 2023, 13, 825. https://doi.org/10.3390/met13050825
Lacour-Gogny-Goubert A, Doquet V, Novelli M, Tanguy A, Hallais S, Bourgon J, Villeroy B, Massion R. Microstructure, Mechanical Properties, and Thermal Stability of Al-Al2O3 Nanocomposites Consolidated by ECAP or SPS from Milled Powders. Metals. 2023; 13(5):825. https://doi.org/10.3390/met13050825
Chicago/Turabian StyleLacour-Gogny-Goubert, Antoine, Véronique Doquet, Marc Novelli, Alexandre Tanguy, Simon Hallais, Julie Bourgon, Benjamin Villeroy, and Roxane Massion. 2023. "Microstructure, Mechanical Properties, and Thermal Stability of Al-Al2O3 Nanocomposites Consolidated by ECAP or SPS from Milled Powders" Metals 13, no. 5: 825. https://doi.org/10.3390/met13050825