
Study on Microstructure and Properties of Ultra-thin Cu/Al Composite Sheets Using the Cold-Rolled Composite Method at the Microscale

Abstract
:1. Introduction
2. Materials and Experimental Procedures
2.1. Starting Materials
2.2. Experimental Method
2.3. Experimental Detection
3. Results and Discussion
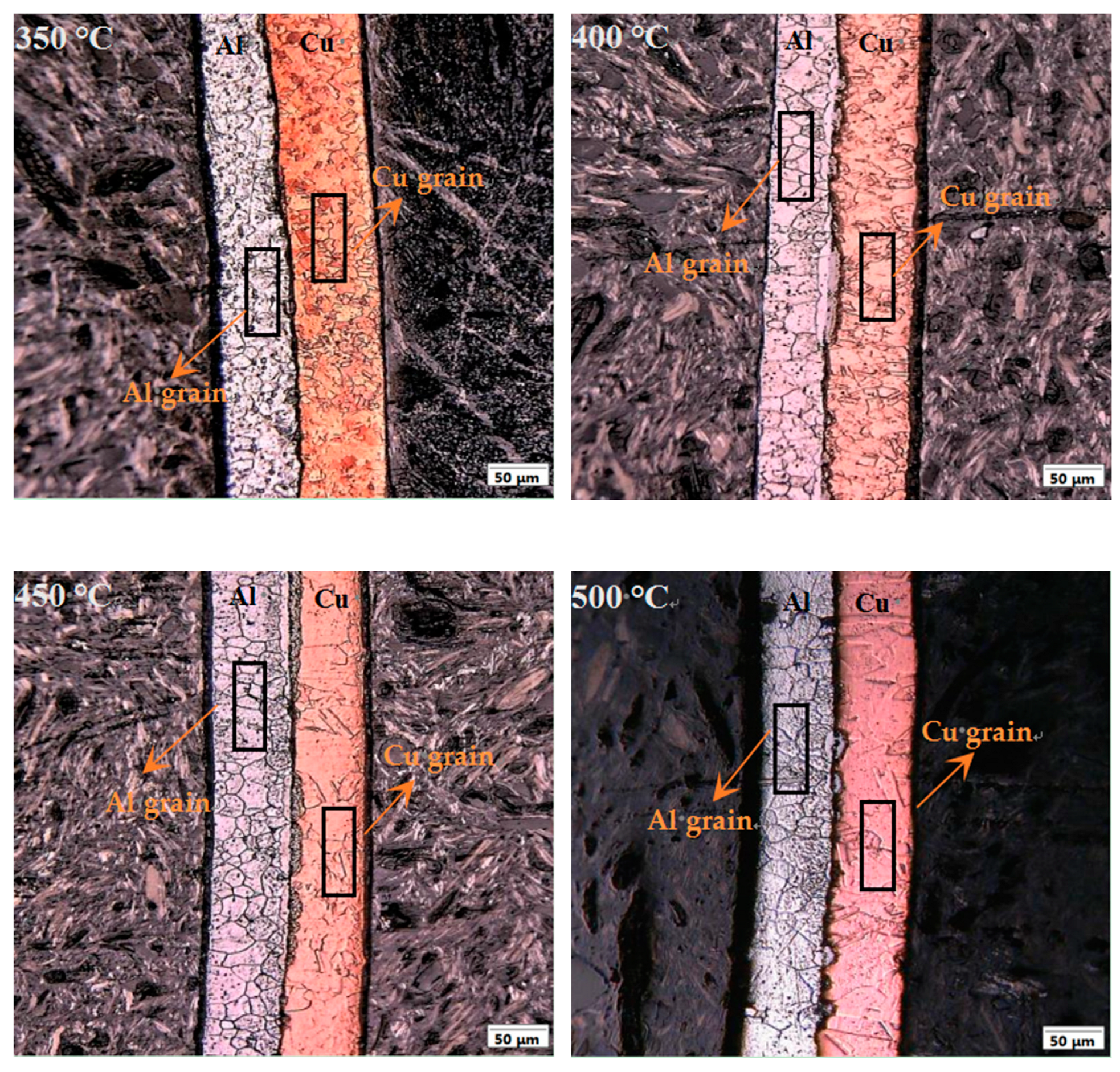
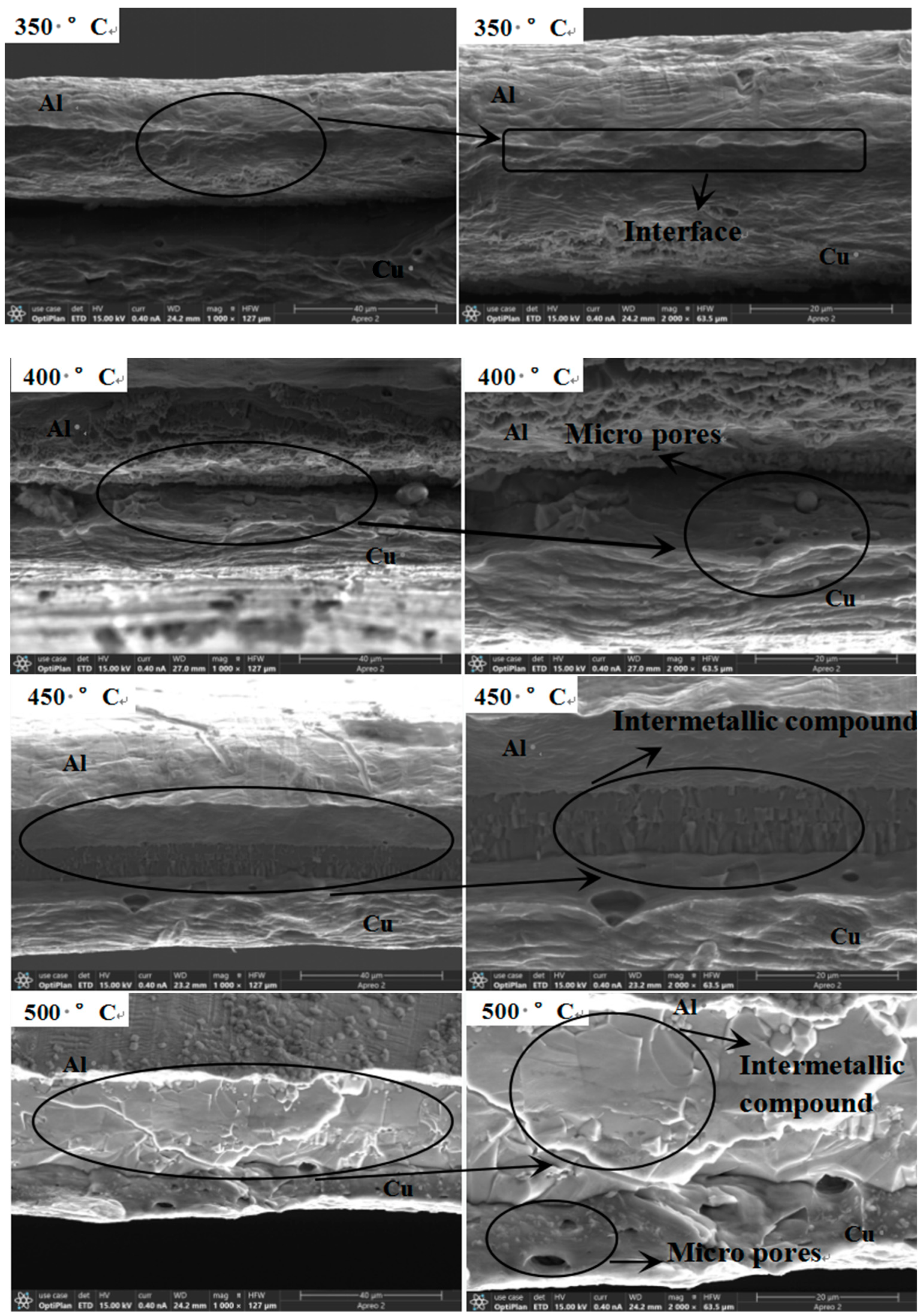
3.1. Interface Microstructure and Diffusion Behavior of Ultra-Thin Cu/Al Composite Sheet
3.2. Microhardness Analysis of Ultra-Thin Cu/Al Composite Sheet
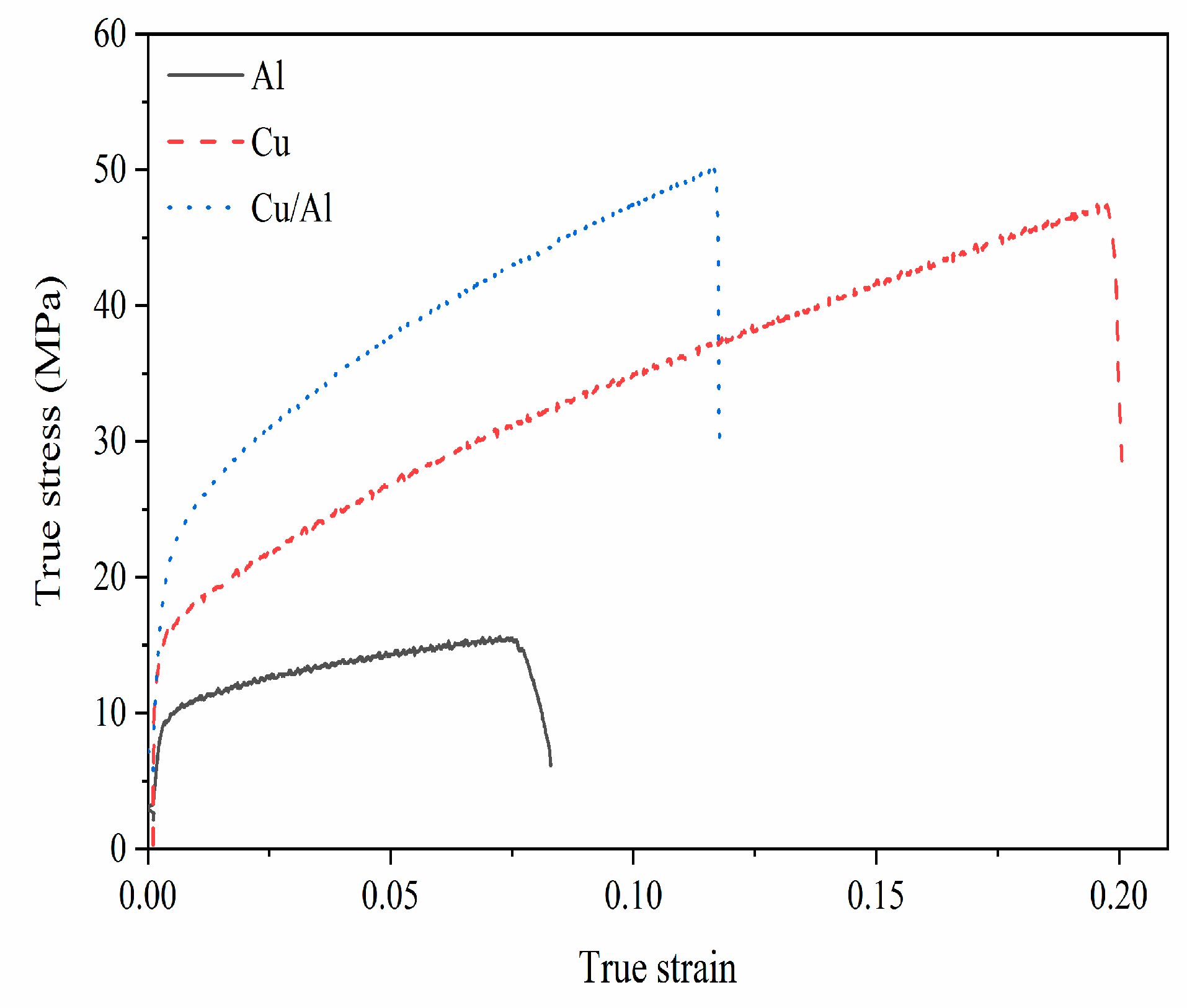
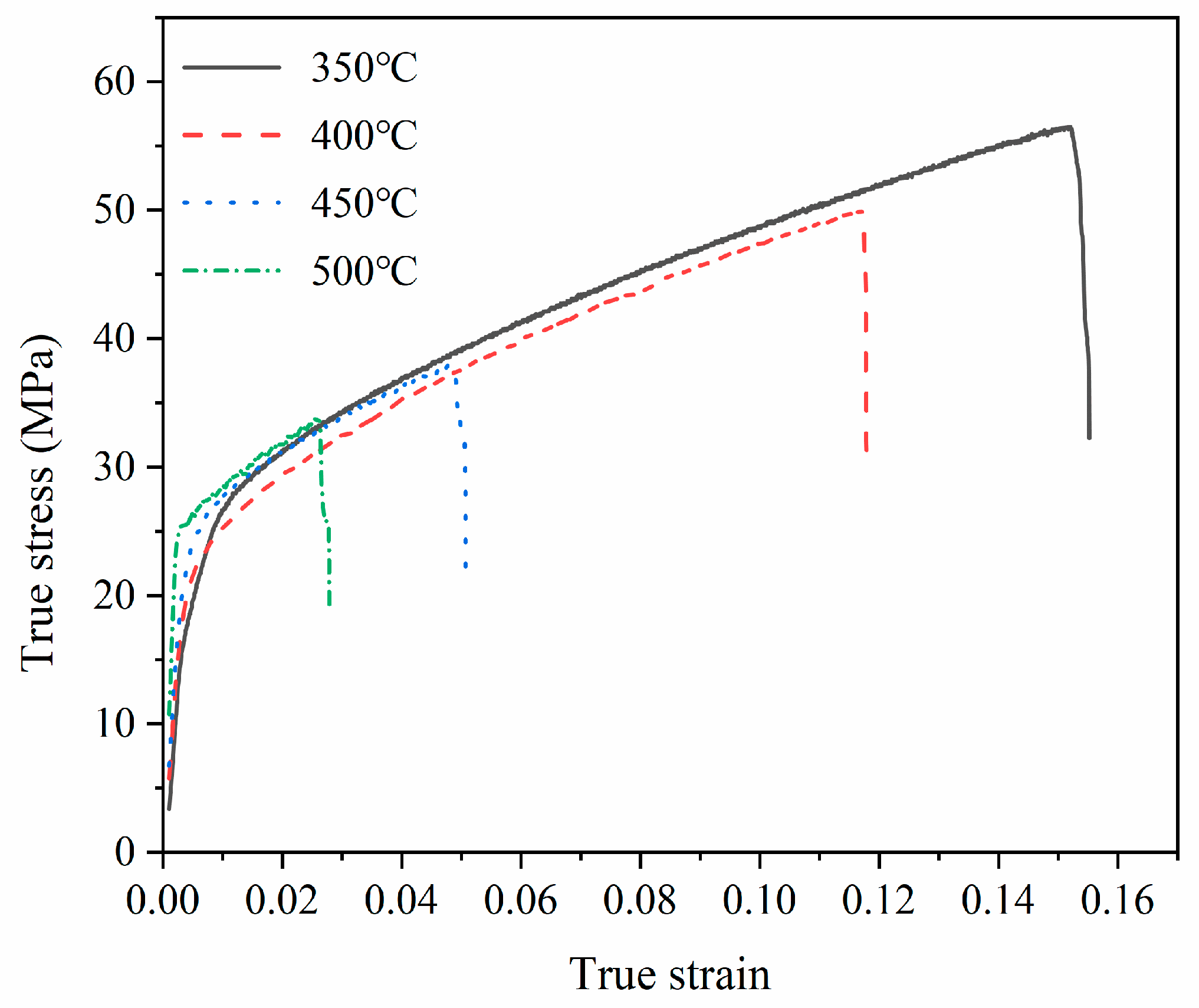
3.3. Tensile Behavior of Ultra-Thin Cu/Al Composite Sheet
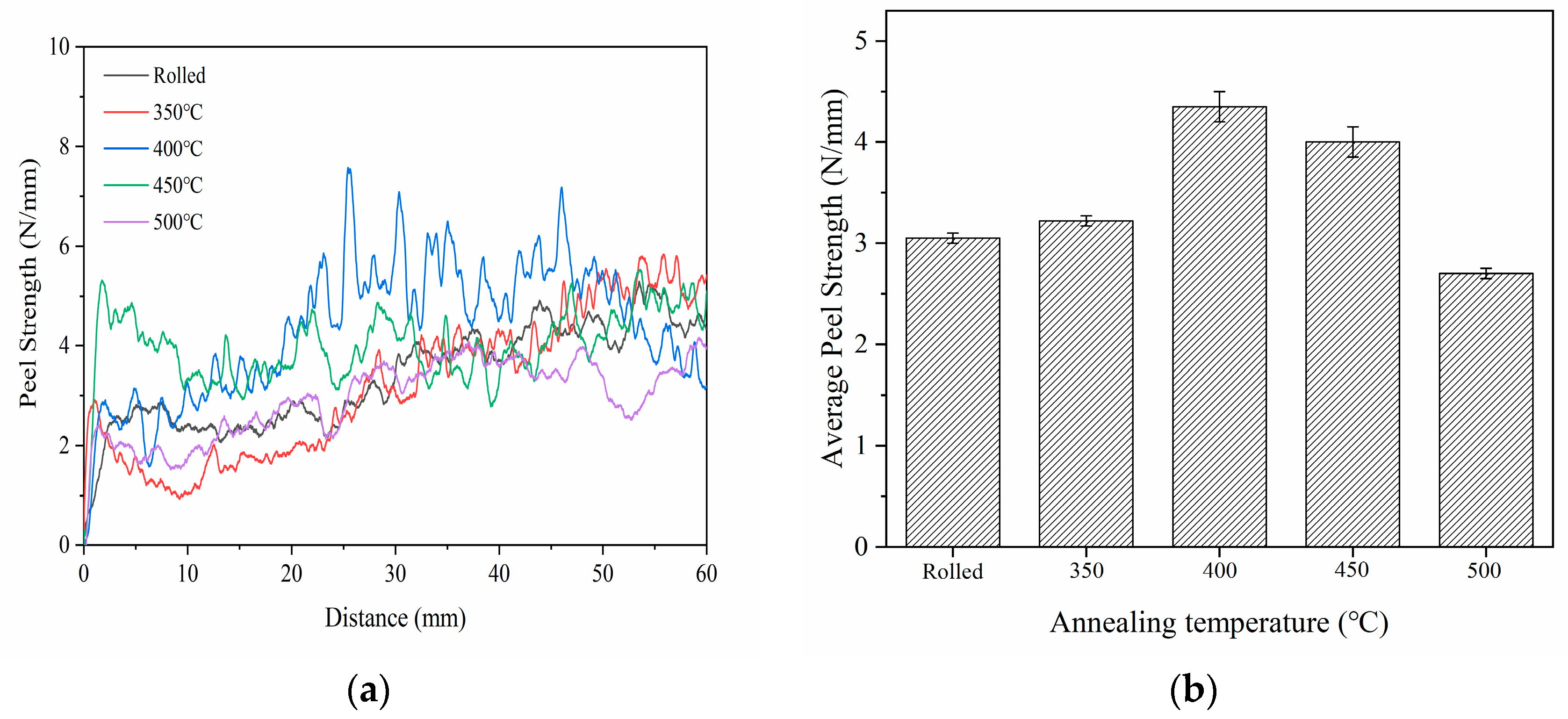
3.4. Stripping of Ultra-Thin Cu/Al Composite Sheet
3.5. Composition of Diffusion Layer of Ultra-Thin Cu/Al Composite Sheet
4. Conclusions
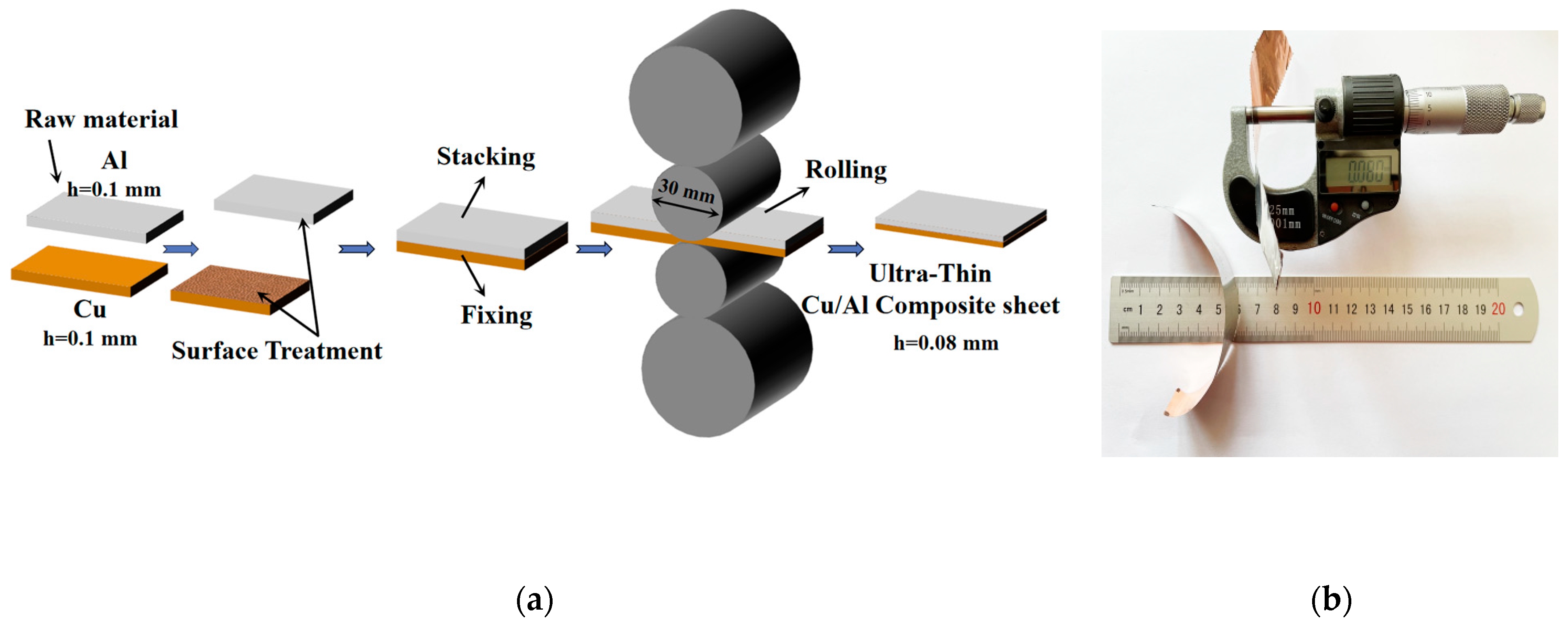
- The four-high micro-rolling mill designed in the laboratory can produce 0.06~0.09 mm ultra-thin and well-shaped Cu/Al composite sheets using single-pass rolling with a large rolling reduction rate of 55%~70%.
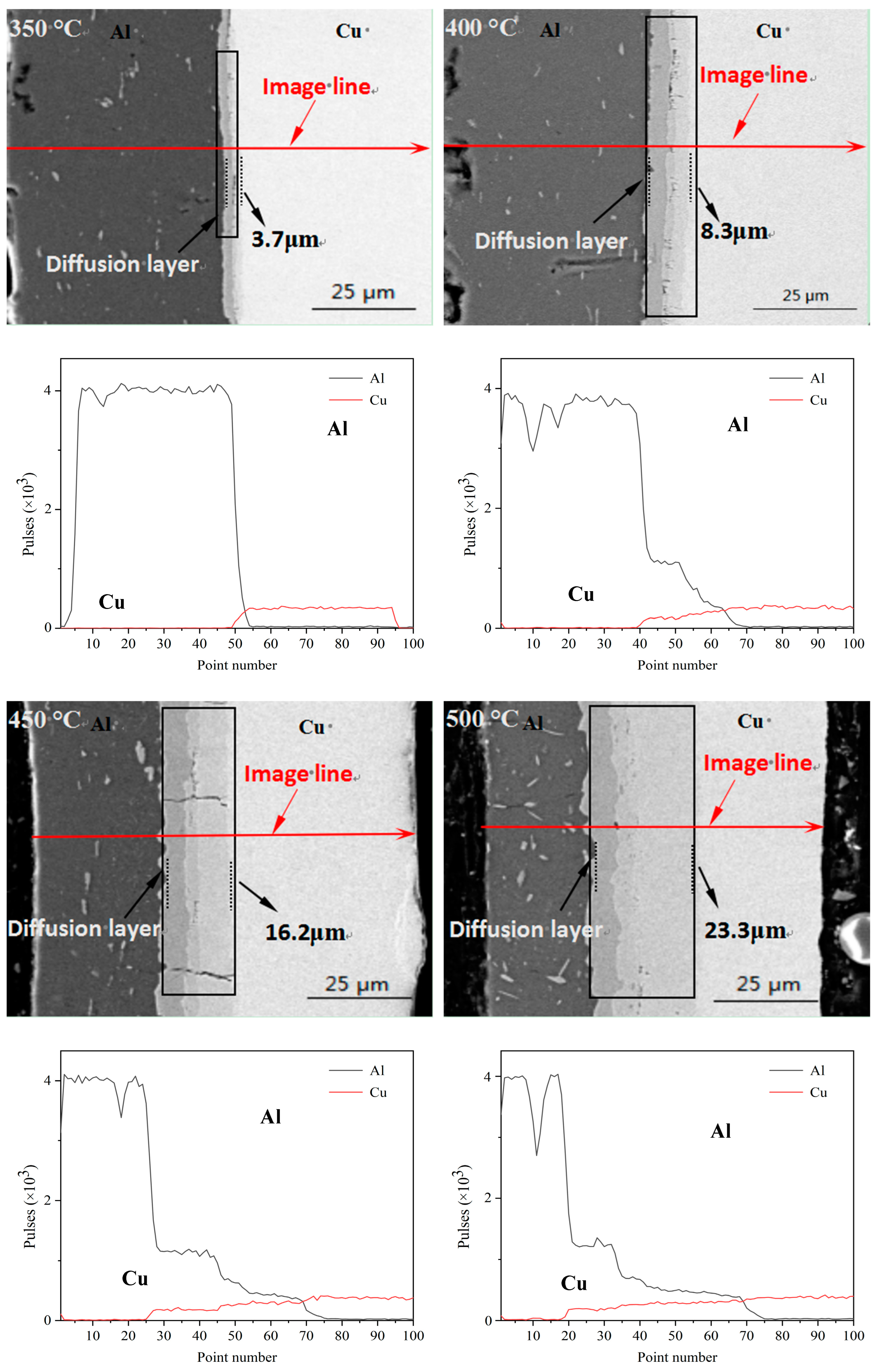
- The thickness of the interface diffusion layer of the ultra-thin Cu/Al composite sheet after annealing treatment is higher; it is 3.7 μm at 350 °C and increases to 23.3 μm at 500 °C μm. The microhardness value at the bonding interface of the composite sheet gradually increases with the increase in annealing temperature. The formation of intermetallic compounds at the interface greatly improves the hardness value at the bonding interface of ultra-thin Cu/Al composite sheets.
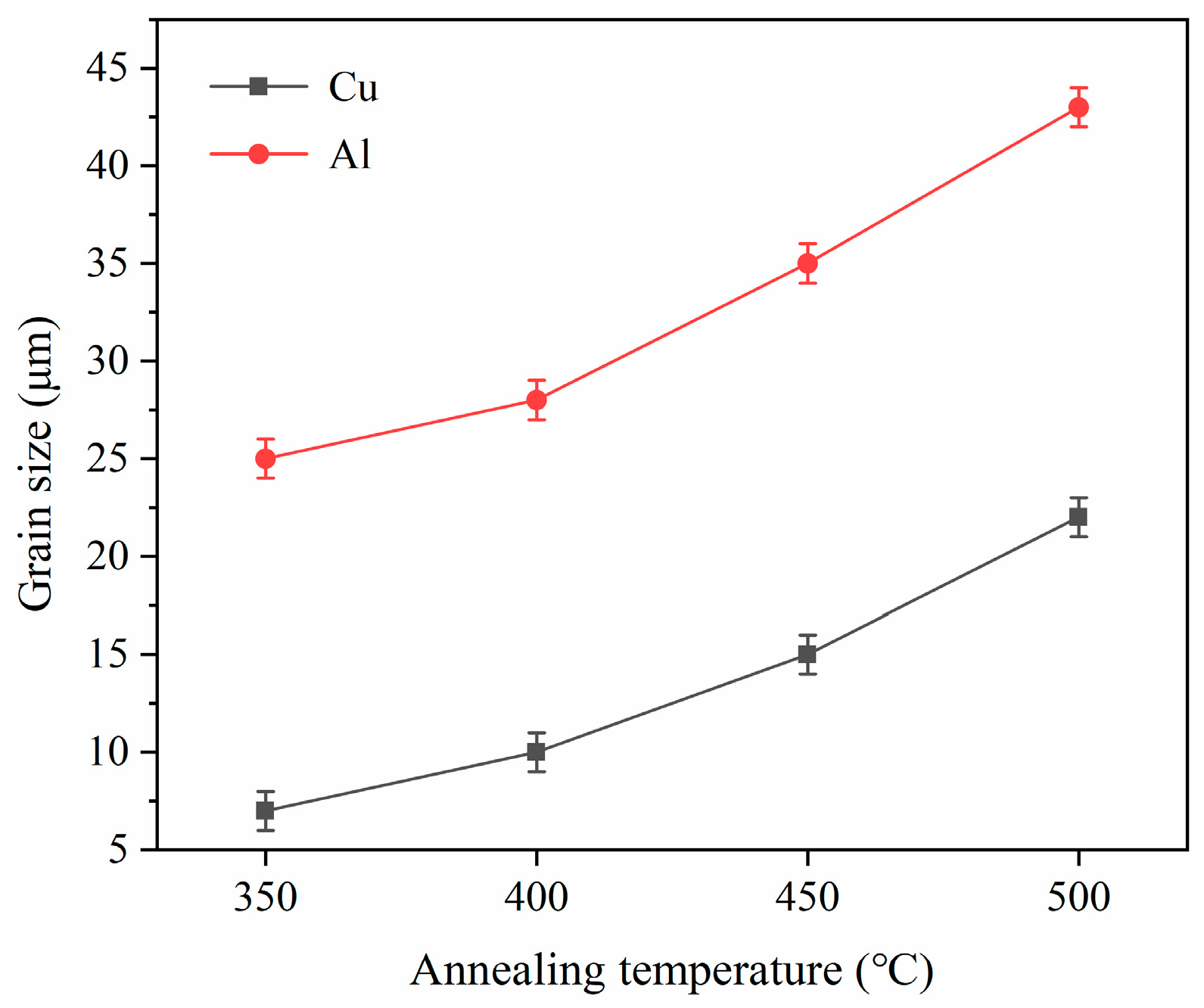
- As the annealing temperature increases, the tensile strength and elongation of the ultra-thin Cu/Al composite sheets decrease due to the combined effects of increasing the grain size of copper and aluminum and the thickening of the diffusion layer. The peel strength of the composite sheet first increases and then decreases as the annealing temperature increases. When the annealing temperature reaches 400 °C, the peel strength reaches a peak, indicating that intermetallic compounds Al2Cu, AlCu and Al4Cu9 seriously weaken the bonding strength of the composite sheet. When the annealing temperature is 400 °C, the ultra-thin Cu/Al composite sheet reaches the optimal bonding state.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Li, X.B.; Yang, Y.; Xu, Y.S. Deformation behavior and crack propagation on interface of Al/Cu laminated composites in uniaxial tensile test. Rare Met. 2020, 39, 296–303. [Google Scholar] [CrossRef]
- Danilenko, V.N.; Sergeev, S.N.; Baimova, J.A. An approach for fabrication of Al-Cu composite by high pressure torsion. Mater. Lett. 2018, 236, 51–55. [Google Scholar] [CrossRef]
- Seifollahzadeh, P.; Alizadeh, M.; Abbasi, M.R. Strength prediction of multi-layered copper-based composites fabricated by accumulative roll bonding. Trans. Nonferrous Met. Soc. China 2021, 31, 1729–1739. [Google Scholar] [CrossRef]
- Aghajani, D.H.; García, E.; Eyvazian, A.; Aberoumand, M. Effects of rapid cooling on properties of aluminum-steel friction stir welded joint. Materials 2021, 14, 908. [Google Scholar] [CrossRef]
- Yang, S.J.; Luo, H.J.; Wang, L.; Guo, Z.X.; Zhang, P.D.; Liu, Y. Interface structure and bonding strength of metallurgical bonded aluminum foam sandwich (AFS) fabricated by hot-pressing. Vacuum 2023, 211, 111987. [Google Scholar] [CrossRef]
- Vajdi, M.; Moghanlou, F.S.; Ahmadi, Z.; Motallebzadeh, A.; Asl, S.M. Thermal diffusivity and microstructure of spark plasma sintered TiB2SiCTi composite. Ceram. Int. 2019, 45, 8333–8344. [Google Scholar] [CrossRef]
- Keller, C.; Moisy, F.; Nguyen, N.; Eve, S.; Dashti, A.; Vieille, B.; Guillet, A.; Sauyage, X.; Hug, E. Microstructure and mechanical properties characterization of architectured copper aluminum composites manufactured by cold-drawing. Mater. Charact. 2021, 172, 110824. [Google Scholar] [CrossRef]
- Yu, H.; Lu, C.; Tieu, A.K.; Li, H.J.; Godbole, A.; Kong, C. Nanoporous Al sandwich foils using size effect of Al layer thickness during Cu/Al/Cu laminate rolling. Philos. Mag. 2018, 98, 1537–1549. [Google Scholar] [CrossRef]
- Gao, H.T.; Liu, X.H.; Qi, J.L.; Ai, Z.R.; Liu, L.Z. Microstructure and mechanical properties of Cu/Al/Cu clad strip processed by the powder-in-tube method. J. Mater. Process. Technol. 2018, 251, 1–11. [Google Scholar] [CrossRef]
- Wang, L.; Liu, J.; Kong, C.; Pesin, A.; Zhilyaev, A.P.; Yu, H.L. Sandwich-Like Cu/Al/Cu Composites Fabricated by Cryorolling. Adv. Eng. Mater. 2020, 22, 2000122. [Google Scholar] [CrossRef]
- Zhang, X.B.; Yu, Y.B.; Liu, B.; Ren, J.Q. Mechanical properties and tensile fracture mechanism investigation of Al/Cu/Ti/Cu/Al laminated composites fabricated by rolling. J. Alloys Compd. 2019, 805, 338–345. [Google Scholar] [CrossRef]
- Peng, L.F.; Tian, X.Z.; Gao, Z.Y. A constitutive model for metal plastic deformation at micro/ meso scale with consideration of grain orientation and its evolution. Int. J. Mech. Sci. 2018, 138, 74–85. [Google Scholar] [CrossRef]
- Huo, M.S.; Zhao, J.W.; Xie, H.B.; Jia, F.H.; Li, S.L.; Zhang, H.M.; Jiang, Z.Y. Effects of micro flexible rolling and annealing on microstructure, microhardness and texture of aluminium alloy. Mater. Charact. 2019, 148, 142–155. [Google Scholar] [CrossRef]
- Naseri, M.; Reihanian, M.; Borhani, E. Bonding behavior during cold rll-ladding of tri-layered Al/brass/Al composite. J. Manuf. Process. 2016, 24, 125–137. [Google Scholar] [CrossRef]
- Chu, D.; Zhang, J.Y.; Yao, J.J. Cu-Al Interfacial compounds and formation mechanism of copper cladding aluminum composites. Trans. Nonferrous Met. Soc. China 2017, 27, 2521–2528. [Google Scholar] [CrossRef]
- Liang, L.; Xu, M.; Chen, Y.; Zhang, T.; Tong, W.; Liu, H.; Wang, H.J.; Li, H.X. Effect of welding thermal treatment on the microstructure and mechanical properties of nickel-based superalloy fabricated by selective laser melting. Mater. Sci. Eng. A 2021, 819, 141507. [Google Scholar] [CrossRef]
- Li, X.B.; Zu, G.Y.; Wang, P. Microstructural development and its effects on mechanical properties of Al/Cu laminated composite. Trans. Nonferrous Met. Soc. China 2015, 25, 36–45. [Google Scholar] [CrossRef]
- Wang, J.; Zhao, F.; Xie, G.L.; Hou, Y.F.; Wang, R.; Liu, X.H. Rolling deformation behaviour and interface evaluation of Cu-Al bimetallic composite plates fabricated by horizontal continuous composite casting. J. Mater. Process. Technol. 2021, 298, 117296. [Google Scholar] [CrossRef]
- Manesh, H.D.; Taheri, A.K. The effect of annealing treatment on mechanical properties of aluminum clad steel sheet. Mater. Des. 2003, 24, 617–622. [Google Scholar] [CrossRef]
- Chen, Y.H.; Sun, S.W.; Zhang, T.; Zhou, X.W.; Li, S.H. Effects of post-weld heat treatment on the microstructure and mechanical properties of laser-welded NiTi/304SS joint with Ni filler. Mater. Sci. Eng. A 2020, 771, 138545. [Google Scholar] [CrossRef]
- Tayyebi, M.; Adhami, M.; Karimi, A.; Rahmatabadi, D.; Alizadeh, M.; Hashemi, R. Effects of strain accumulation and annealing on interfacial microstructure and grain structure (Mg and Al3Mg2 layers) of Al/Cu/Mg multilayered composite fabricated by ARB process. J. Mater. Res. Technol. 2021, 14, 392–406. [Google Scholar] [CrossRef]
- Mao, Z.; Xie, J.; Wang, A.; Wang, W.; Ma, D.; Liu, P. Effects of annealing temperature on the interfacial microstructure and bonding strength of Cu/Al clad sheets produced by twin-roll casting and rolling. J. Mater. Process. Technol. 2020, 285, 116804. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Tayyebi, M.; Najafizadeh, N.; Hashemi, R.; Rajabi, M. The influence of post-annealing and ultrasonic vibration on the formability of multilayered Al5052/MgAZ31B composite. Mater. Sci. Technol. 2021, 37, 78–85. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Bi | Sb | As | Fe | Ni | P | Pb | Sn | S | Zn |
|---|---|---|---|---|---|---|---|---|---|---|
| 99.90 | <0.0004 | <0.0010 | <0.0010 | 0.0074 | 0.0013 | 0.0017 | 0.0037 | 0.0023 | 0.0015 | 0.0099 |
| Al | V | Mn | Mg | Zn | Si | Ti | Fe | Cu |
|---|---|---|---|---|---|---|---|---|
| 99.60 | 0.05 | 0.03 | 0.03 | 0.05 | 0.25 | 0.03 | 0.35 | 0.05 |
| The Name of Equipment | Control Software | The Parameters of Equipment | Technical Indicators |
|---|---|---|---|
| Laboratory four-high micro-rolling mill | S7-300PLC | Rolling thickness range/mm | 0.02~0.05 mm |
| Maximum allowable rolling force/KN | P ≤ 500 KN | ||
| Rolling mill linear speed/(m/min) | V ≤ 2 m/min | ||
| Support roll diameter/mm | 120 mm | ||
| Working roll diameter/mm | 30 mm | ||
| Accuracy class/mm | 0.005 mm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, D.; Zhang, H.; Li, H.; Zhu, R.; Zhu, Y.; Jiang, Z. Study on Microstructure and Properties of Ultra-thin Cu/Al Composite Sheets Using the Cold-Rolled Composite Method at the Microscale. Metals 2023, 13, 780. https://doi.org/10.3390/met13040780
Chen D, Zhang H, Li H, Zhu R, Zhu Y, Jiang Z. Study on Microstructure and Properties of Ultra-thin Cu/Al Composite Sheets Using the Cold-Rolled Composite Method at the Microscale. Metals. 2023; 13(4):780. https://doi.org/10.3390/met13040780
Chicago/Turabian StyleChen, Dege, Hongmei Zhang, Hongnan Li, Rui Zhu, Yuchuan Zhu, and Zhengyi Jiang. 2023. "Study on Microstructure and Properties of Ultra-thin Cu/Al Composite Sheets Using the Cold-Rolled Composite Method at the Microscale" Metals 13, no. 4: 780. https://doi.org/10.3390/met13040780