
Distinguishing Features of Quenched Nanoprecipitates in Allotriomorphic Ferrite and Reverted γ during Aging for Dual-Phase PHSS
 , ,
, ,
Abstract
:1. Introduction
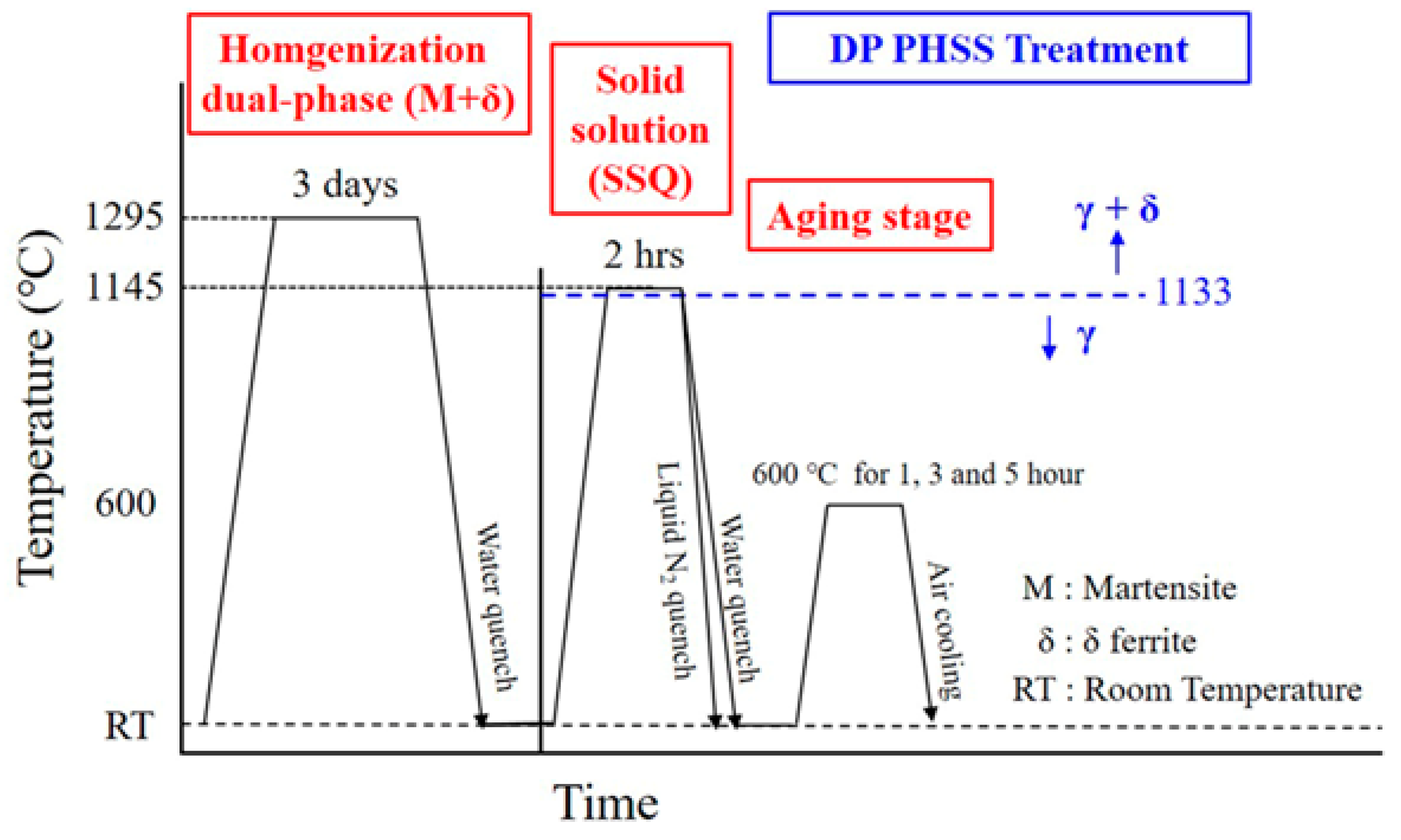
2. Materials and Methods
3. Results
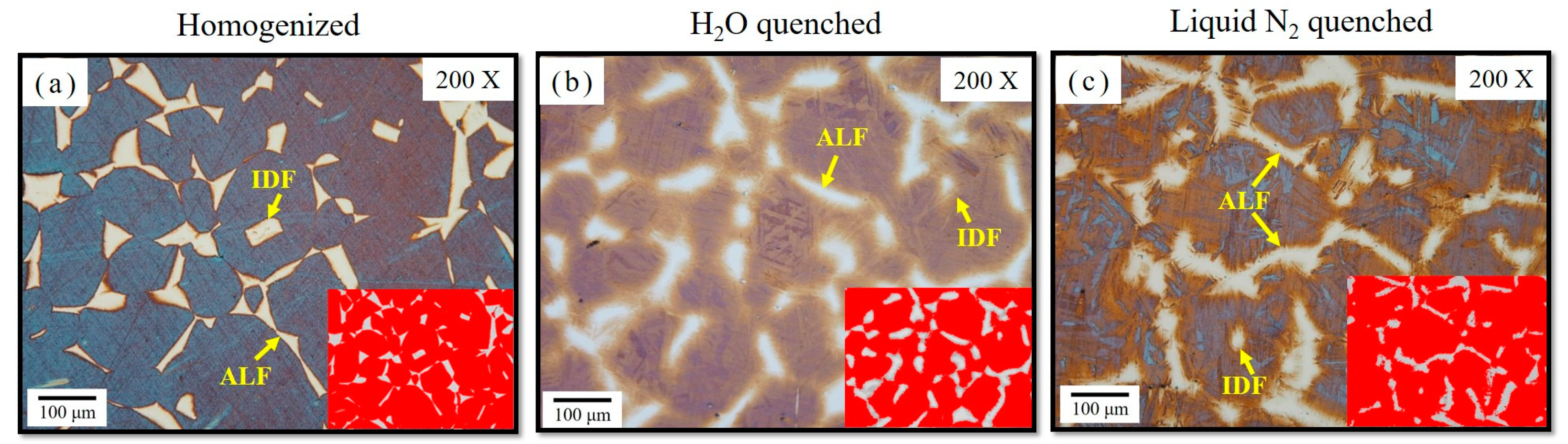
3.1. Dual-Phase Microstructure of Color Metallograph
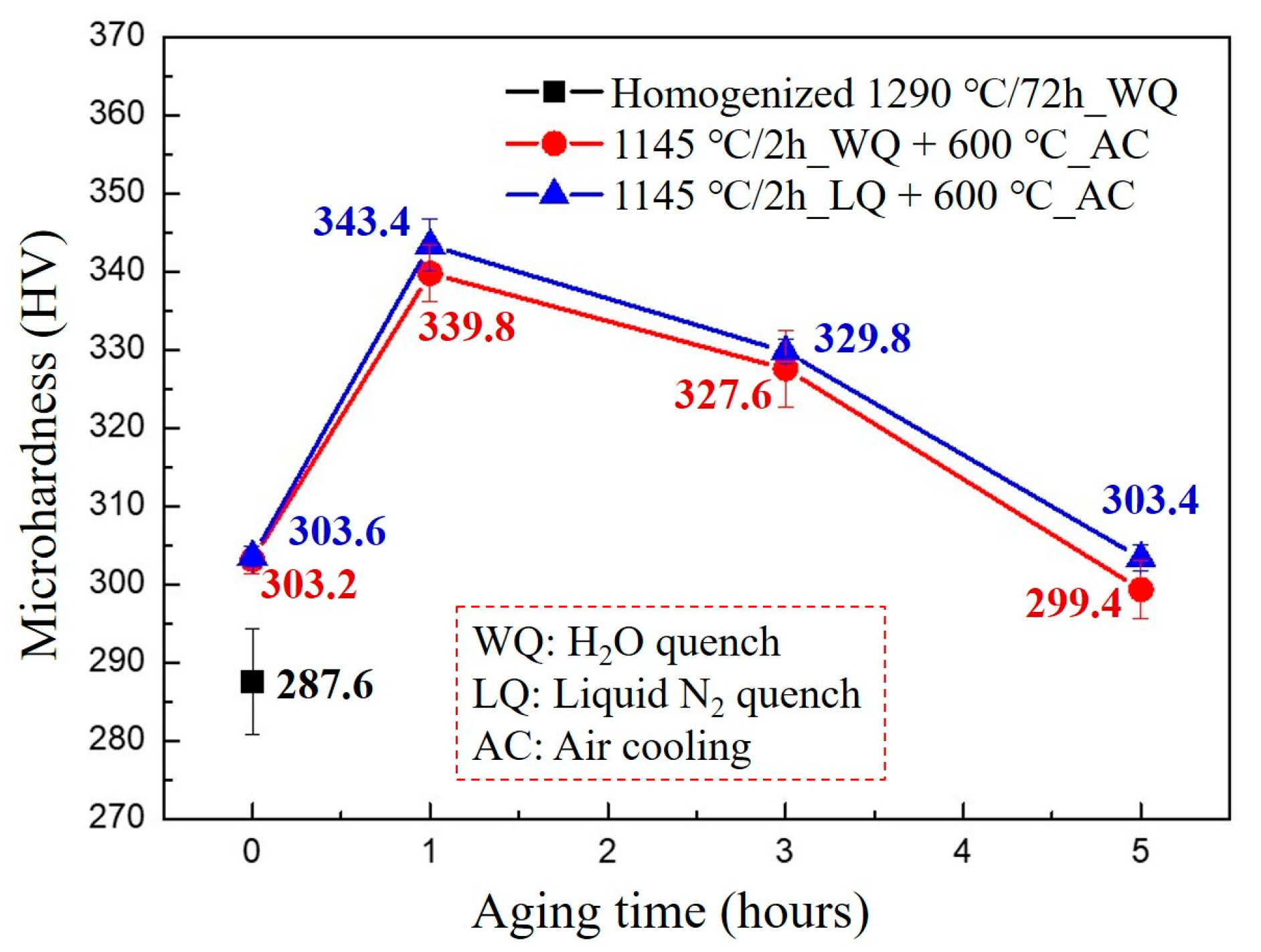
3.2. Hardness Distributions
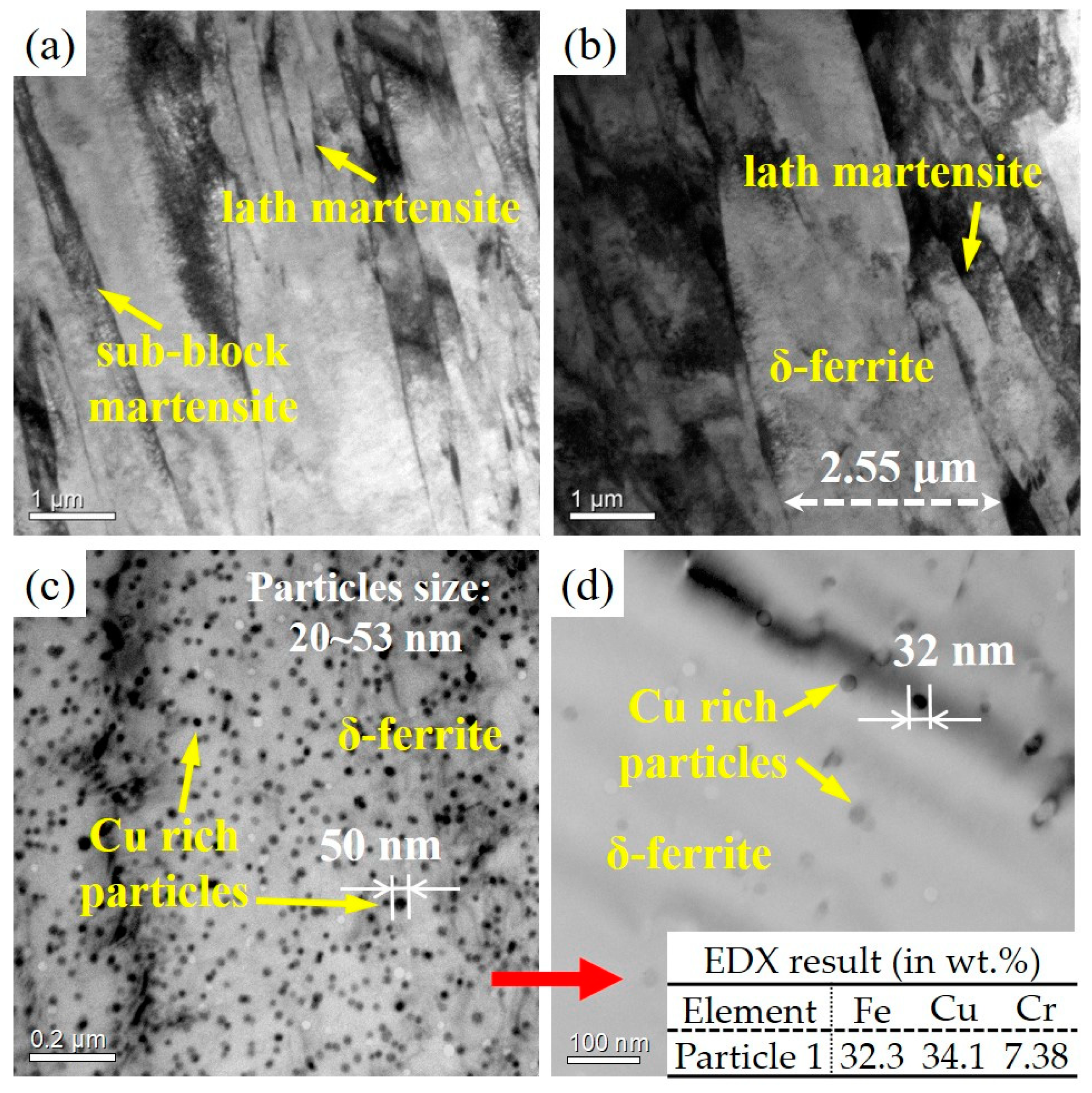
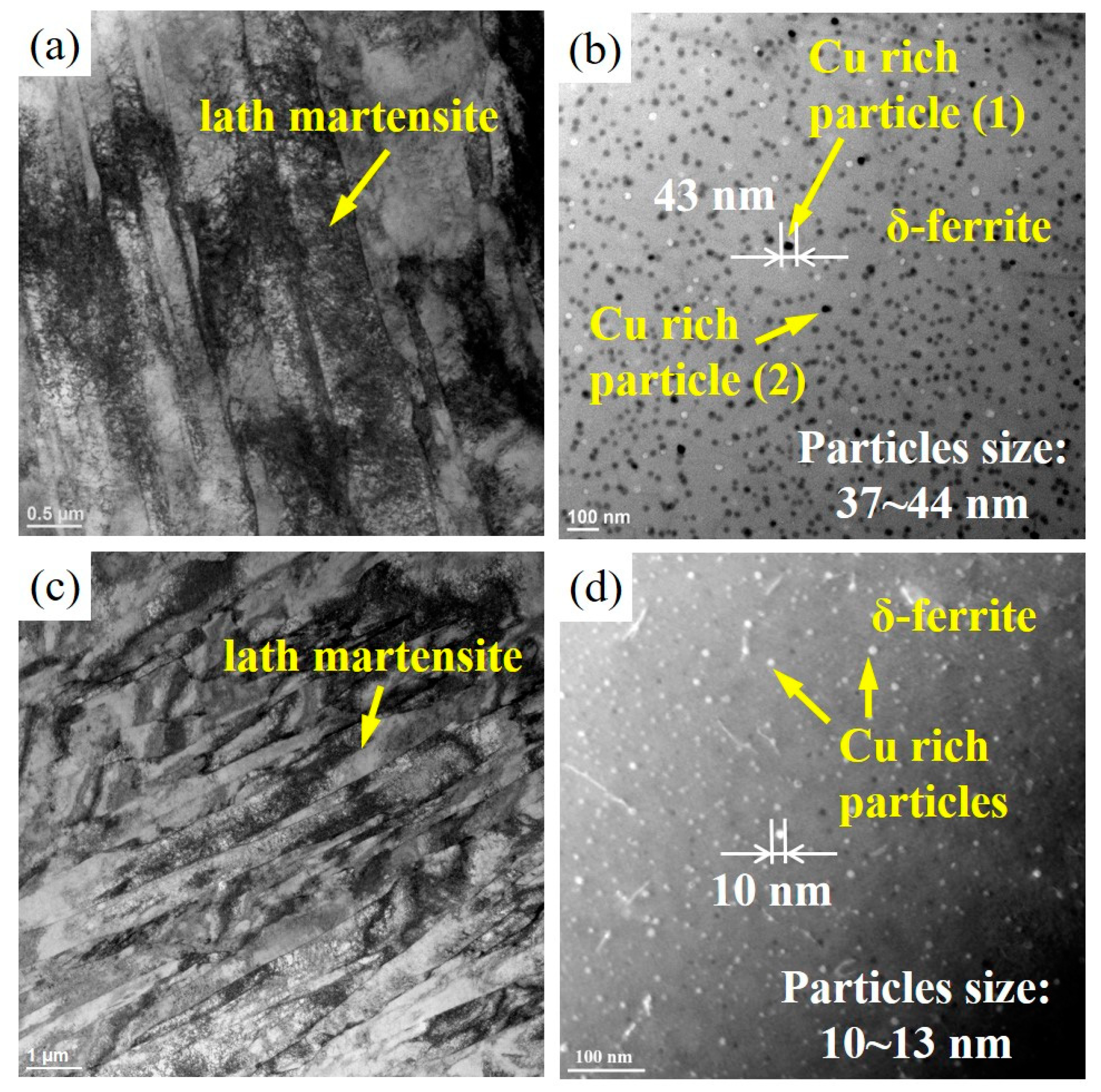
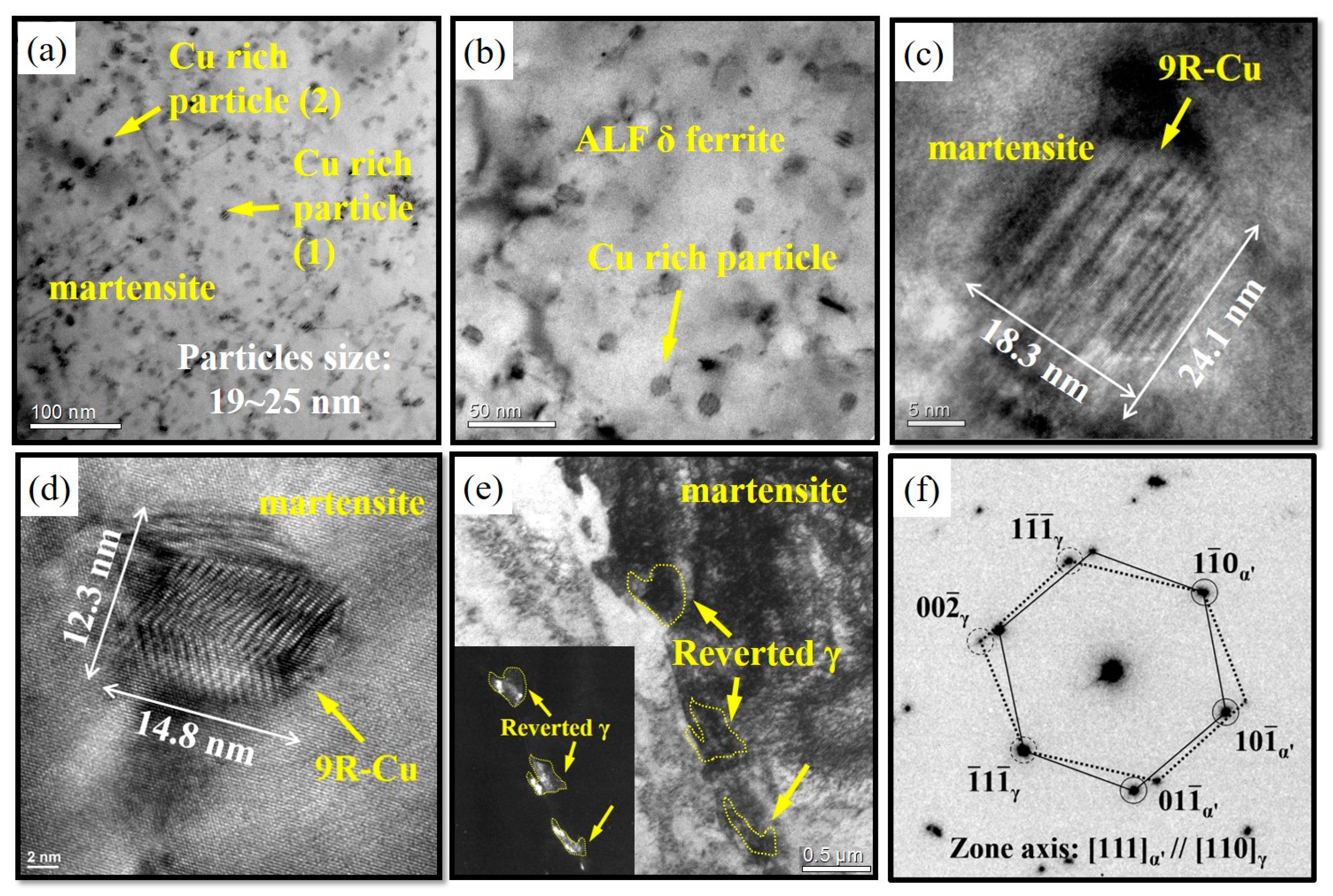
3.3. Quenched Nanoprecipitate Formation in ALF δ Matrix
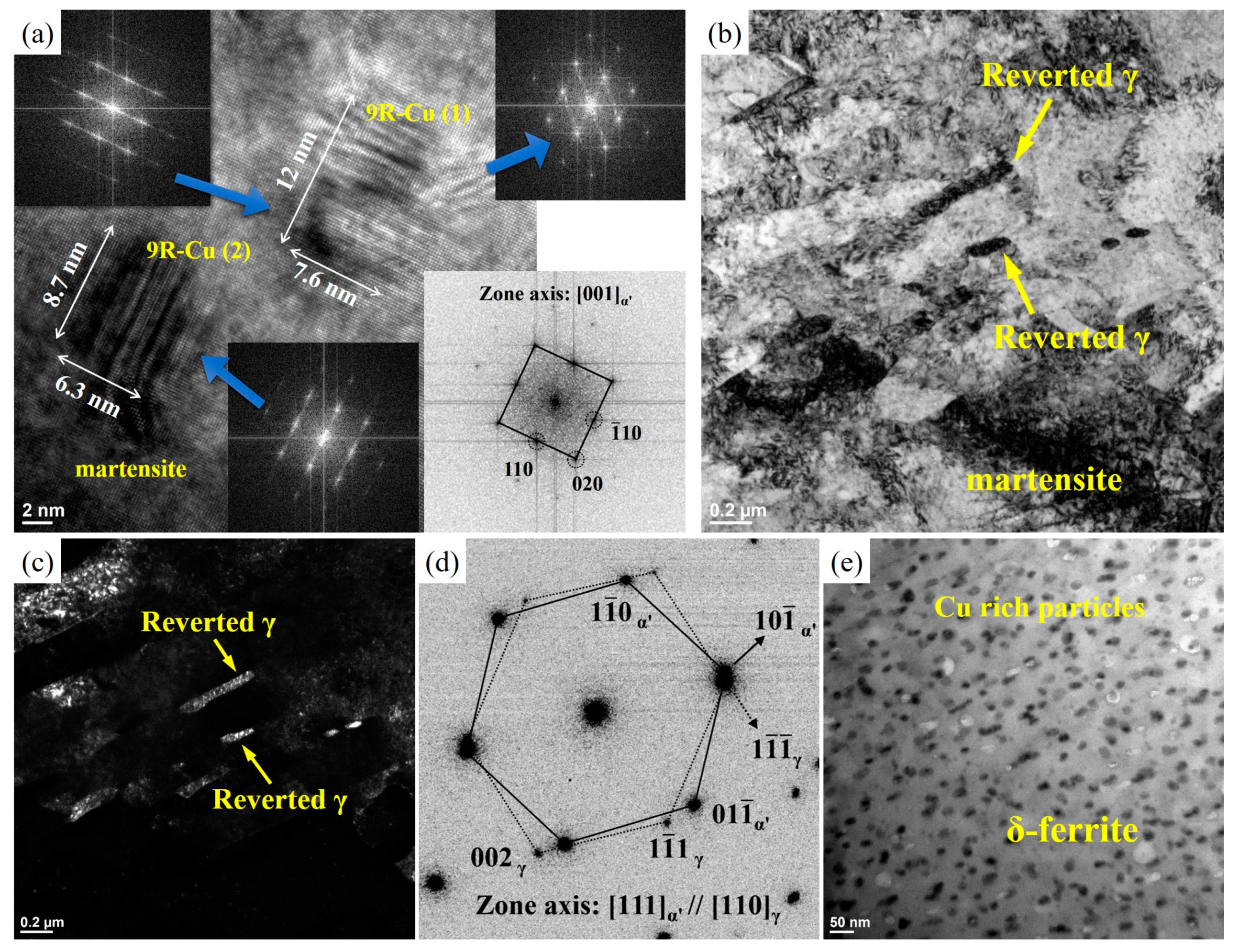
3.4. Aging Feature of Nanoprecipitates and Reverted γ
4. Discussion
4.1. Unique Characteristics of Quenched Nano Cu-Rich Precipitation in ALF δ Matrix
4.2. The Reversed Austenite Formation during Aging
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Riazi, H.; Ashrafizadeh, F.; Hosseini, S.R.; Ghomashchi, R. Influence of simultaneous aging and plasma nitriding on fatigue performance of 17-4 PH stainless steel. Mater. Sci. Eng. A 2017, 703, 262–269. [Google Scholar] [CrossRef]
- Hsiao, C.N.; Chiou, C.S.; Yang, J.R. Aging reactions in a 17-4 PH stainless steel. Mater. Chem. Phys. 2002, 74, 134–142. [Google Scholar] [CrossRef]
- Wang, J.; Zou, H.; Li, C.; Zuo, R.; Qiu, S.; Shen, B. Relationship of microstructure transformation and hardening behavior of type 17-4 PH stainless steel. J. Univ. Sci. Technol. Beijing Miner. Metall. Mater. 2006, 13, 235–239. [Google Scholar] [CrossRef]
- Viswanathan, U.K.; Banerjee, S.; Krishnan, R. Effects of aging on the microstructure of 17-4 PH stainless steel. Mater. Sci. Eng. A 1988, 104, 181–189. [Google Scholar] [CrossRef]
- Stornelli, G.; Gaggia, D.; Rallini, M.; Di Schino, A. Heat treatment effect on maraging steel manufactured by laser powder bed fusion technology: Microstructure and mechanical properties. Acta Metall. Slovaca 2021, 27, 122–126. [Google Scholar] [CrossRef]
- Chien, W.-T.; Tsai, C.-S. The investigation on the prediction of tool wear and the determination of optimum cutting conditions in machining 17-4PH stainless steel. J. Mater. Process. Technol. 2003, 140, 340–345. [Google Scholar] [CrossRef]
- Yao, J.; Wang, L.; Zhang, Q.; Kong, F.; Lou, C.; Chen, Z. Surface laser alloying of 17-4PH stainless steel steam turbine blades. Opt. Laser Technol. 2008, 40, 838–843. [Google Scholar] [CrossRef]
- Tavakoli Shoushtari, M.R.; Moayed, M.H.; Davoodi, A. Post-weld heat treatment influence on galvanic corrosion of GTAW of 17-4PH stainless steel in 3·5%NaCl. Corros. Eng. Sci. Technol. 2011, 46, 415–424. [Google Scholar] [CrossRef]
- Wu, J.-H.; Lin, C.-K. Influence of high temperature exposure on the mechanical behavior and microstructure of 17-4 PH stainless steel. J. Mater. Sci. 2003, 38, 965–971. [Google Scholar] [CrossRef]
- Gan, N.-H.; Sun, Y.-H.; Tsao, T.-C.; Li, C.-L.; Liu, J.-H.; Yen, H.-W.; Hsueh, C.-H.; Yang, J.-R.; Wang, S.-H.; Yeh, J.-W.; et al. Verification of the ability of Cu to dissolve in BCC δ in a δ-γ Solid Solution above 1200 °C and boosting δ nano-hardness in Cu-containing PHSS. Scr. Mater. 2022, 211, 114505. [Google Scholar] [CrossRef]
- Yu, P.-J.; Huang, C.-Y.; Lin, Y.-T.; Su, Y.-C.; Yen, H.-W.; Hsu, C.-A.; Wang, S.-H.; Yeh, J.-W.; Hou, W.-H.; Lin, T.-R.; et al. Crystalline characteristics of a dual-phase precipitation hardening stainless steel in quenched solid solution and aging treatments. Mater. Chem. Phys. 2022, 280, 125804. [Google Scholar] [CrossRef]
- Schroeder, R.; Hammes, G.; Binder, C.; Klein, A.N. Plasma debinding and sintering of metal injection moulded 17-4PH stainless steel. Mater. Res. 2011, 14, 564–568. [Google Scholar] [CrossRef] [Green Version]
- Chi, Y.T.; Tsai, Y.T.; Huang, B.M.; Yang, J.R. Investigation of idiomorphic ferrite and allotriomorphic ferrite using electron backscatter diffraction technique. Mater. Sci. Technol. 2017, 33, 537–545. [Google Scholar] [CrossRef]
- Yang, Y.; Zhan, D.; Lei, H.; Li, Y.; Qiu, G.; Wang, R.; Jiang, Z.; Zhang, H. Coupling Effect of Prior Austenite Grain Size and Inclusion Characteristics on Acicular Ferrite Formation in Ti-Zr Deoxidized Low Carbon Steel. Metall. Mater. Trans. B 2020, 51, 480–491. [Google Scholar] [CrossRef]
- Kvackaj, T.; Bidulská, J.; Bidulský, R. Overview of HSS Steel Grades Development and Study of Reheating Condition Effects on Austenite Grain Size Changes. Materials 2021, 14, 1988. [Google Scholar] [CrossRef]
- Capdevila, C.; Caballero Francisca, G.; García-Mateo, C.; de Andrés, C.G. The Role of Inclusions and Austenite Grain Size on Intragranular Nucleation of Ferrite in Medium Carbon Microalloyed Steels. Mater. Trans. 2004, 45, 2678–2685. [Google Scholar] [CrossRef] [Green Version]
- Järvenpää, A.; Jaskari, M.; Kisko, A.; Karjalainen, P. Processing and Properties of Reversion-Treated Austenitic Stainless Steels. Metals. 2020, 10, 281. [Google Scholar] [CrossRef] [Green Version]
- Bhambroo, R.; Roychowdhury, S.; Kain, V.; Raja, V.S. Effect of reverted austenite on mechanical properties of precipitation hardenable 17-4 stainlesssteel. Mater. Sci. Eng. A 2013, 568, 127–133. [Google Scholar] [CrossRef]
- Vander Voort, G.F. Volume 9: Metallography and Microstructures. In ASM Handbook; National Institute of Standards and Technology: Gaithersburg, MD, USA, 2013; Volume 9, pp. 493–512. [Google Scholar]
- Tsai, Y.-T.; Lin, P.-C.; Chen, Y.-W.; Wang, S.-H.; Yang, J.-R. Fatigue behavior and microstructural characteristics of a duplex stainless steel weld metal under vibration-assisted welding. Mater. Sci. Eng. A 2018, 721, 319–327. [Google Scholar] [CrossRef]
- Furuhara, T.; Shinyoshi, T.; Miyamoto, G.; Yamaguchi, J.; Sugita, N.; Kimura, N.; Takemura, N.; Maki, T. Multiphase Crystallography in the Nucleation of Intragranular Ferrite on MnS+V(C, N) Complex Precipitate in Austenite. ISIJ Int. 2003, 43, 2028–2037. [Google Scholar] [CrossRef] [Green Version]
- Deng, D.; Chen, R.; Sun, Q.; Li, X. Microstructural Study of 17-4PH Stainless Steel after Plasma-Transferred Arc Welding. Materials 2015, 8, 424–434. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Banadkouki, S.S.G.; Yu, D.; Dunne, D.P. Age Hardening in a Cu-bearing High Strength Low Alloy Steel. ISIJ Int. 1996, 36, 61–67. [Google Scholar] [CrossRef] [Green Version]
- Ke, X.; Zhang, M.; Zhao, K.; Su, D. Moiré Fringe Method via Scanning Transmission Electron Microscopy. Small Methods 2022, 6, 2101040. [Google Scholar] [CrossRef]
- Yokozeki, S. Moiré fringes. Opt. Lasers Eng. 1982, 3, 15–27. [Google Scholar] [CrossRef]
- Heo, Y.U.; Kim, Y.K.; Kim, J.S.; Kim, J.K. Phase transformation of Cu precipitates from bcc to fcc in Fe–3Si–2Cu alloy. Acta Mater. 2013, 61, 519–528. [Google Scholar] [CrossRef]
- Othen, P.J.; Jenkins, M.L.; Smith, G.D.W. High-resolution electron microscopy studies of the structure of Cu precipitates in α-Fe. Philos. Mag. A 1994, 70, 1–24. [Google Scholar] [CrossRef]
- Buswell, J.; English, C.; Hetherington, M.; Phythian, W.; Smith, G.; Worrall, G. An analysis of small clusters formed in thermally aged and irradiated FeCu and FeCuNi model alloys. In Proceedings of the Effects of Radiation on Materials: 14th International Symposium, Andover, MA, USA, 27–30 June 1990; Volume II. [Google Scholar]
- Jesseman, R.J.; Murphy, G.J. Mechanical properties and precipitation-hardening response in ASTM A710 Grade A and A736 alloy steel plates. J. Heat Treat. 1984, 3, 228–236. [Google Scholar] [CrossRef]
- Lee, T.H.; Kim, Y.O.; Kim, S.J. Crystallographic model for bcc-to-9R martensitic transformation of Cu precipitates in ferritic steel. Philos. Mag. 2007, 87, 209–224. [Google Scholar] [CrossRef]
- Morito, S.; Adachi, Y.; Ohba, T. Morphology and Crystallography of Sub-Blocks in Ultra-Low Carbon Lath Martensite Steel. Mater. Trans. 2009, 50, 1919–1923. [Google Scholar] [CrossRef] [Green Version]
- Yardley, V.A.; Payton, E.J. Austenite–martensite/bainite orientation relationship: Characterisation parameters and their application. Mater. Sci. Technol. 2014, 30, 1125–1130. [Google Scholar] [CrossRef] [Green Version]
- Nakada, N.; Mizutani, K.; Tsuchiyama, T.; Takaki, S. Difference in transformation behavior between ferrite and austenite formations in medium manganese steel. Acta Mater. 2014, 65, 251–258. [Google Scholar] [CrossRef]
- Wang, Z.; Chen, Y.; Jiang, C. Thermal relaxation behavior of residual stress in laser hardened 17-4PH steel after shot peening treatment. Appl. Surf. Sci. 2011, 257, 9830–9835. [Google Scholar] [CrossRef]
- Tavakoli Shoushtari, M.R. Effect of ageing heat treatment on corrosion behavior of 17-4 PH stainless steel in 3.5% NaCl. Int. J. Iron. Steel. Soc. Iran. 2010, 7, 33–36. [Google Scholar]
- Talebi, S.H.; Jahazi, M.; Melkonyan, H. Retained Austenite Decomposition and Carbide Precipitation during Isothermal Tempering of a Medium-Carbon Low-Alloy Bainitic Steel. Materials 2018, 11, 1441. [Google Scholar] [CrossRef] [Green Version]
- Youle, A.; Ralph, B. A Study of the Precipitation of Copper from α-Iron in the Pre-Peak to Peak Hardness Range of Ageing. Met. Sci. J. 1972, 6, 149–152. [Google Scholar] [CrossRef]
- Zielińska-Lipiec, A.; Ziewiec, A.; Tasak, E. Microstructure of Welded Joints of X5CrNiCuNb16-4 (17-4 PH) Martensitic Stainlees Steel After Heat Treatment. Arch. Metall. Mater. 2014, 59, 965–970. [Google Scholar] [CrossRef]
- Schnitzer, R.; Radis, R.; Nöhrer, M.; Schober, M.; Hochfellner, R.; Zinner, S.; Povoden-Karadeniz, E.; Kozeschnik, E.; Leitner, H. Reverted austenite in PH 13-8 Mo maraging steels. Mater. Chem. Phys. 2010, 122, 138–145. [Google Scholar] [CrossRef]
- Shiang, L.T.; Wayman, C.M. Maraging behavior of an Fe-19.5Ni-5Mn alloy II: Evolution of reverse-transformed austenite during overaging. Metallography 1988, 21, 425–451. [Google Scholar] [CrossRef]
- Yu, P.-J.; Chen, S.-C.; Yen, H.-W.; Chang, H.-Y.; Yang, J.-R.; Wang, S.-H.; Chiu, P.-K.; Lin, T.-R. Large delta T thermal cycling induced stress accelerates equilibrium and transformation in super DSS. Crystals 2020, 10, 962. [Google Scholar] [CrossRef]
- Pardal, J.M.; Tavares, S.S.M.; Cindra Fonseca, M.P.; Abreu, H.F.G.; Silva, J.J.M. Study of the austenite quantification by X-ray diffraction in the 18Ni-Co-Mo-Ti maraging 300 steel. J. Mater. Sci. 2006, 41, 2301–2307. [Google Scholar] [CrossRef]
- Kim, S.-J.; Wayman, C.M. Precipitation behavior and microstructural changes in maraging Fe Ni Mn Ti alloys. Mater. Sci. Eng. A 1990, 128, 217–230. [Google Scholar] [CrossRef]
- Sinha, P.P.; Sivakumar, D.; Babu, N.S.; Tharian, K.T.; Natarajan, A. Austenite reversion in 18 Ni Co-free maraging steel. Steel Res. 1995, 66, 490–494. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | P | S | Ni | Cr | Mo | Cu | Al | N | Nb | Fe |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Wt.% | 0.03 | 0.37 | 0.65 | 0.03 | 0.03 | 4.77 | 15.4 | 0.13 | 3.52 | 0.01 | 0.018 | 0.22 | bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, P.-J.; Tsao, T.-C.; Hsu, C.-A.; Gan, N.-H.; Wang, S.-H.; Yang, J.-R.; Chang, H.-Y.; Chung, T.-F. Distinguishing Features of Quenched Nanoprecipitates in Allotriomorphic Ferrite and Reverted γ during Aging for Dual-Phase PHSS. Metals 2023, 13, 625. https://doi.org/10.3390/met13030625
Yu P-J, Tsao T-C, Hsu C-A, Gan N-H, Wang S-H, Yang J-R, Chang H-Y, Chung T-F. Distinguishing Features of Quenched Nanoprecipitates in Allotriomorphic Ferrite and Reverted γ during Aging for Dual-Phase PHSS. Metals. 2023; 13(3):625. https://doi.org/10.3390/met13030625
Chicago/Turabian StyleYu, Ping-Jui, Tzu-Ching Tsao, Cheng-An Hsu, Neng-Hao Gan, Shing-Hoa Wang, Jer-Ren Yang, Horng-Yi Chang, and Tsai-Fu Chung. 2023. "Distinguishing Features of Quenched Nanoprecipitates in Allotriomorphic Ferrite and Reverted γ during Aging for Dual-Phase PHSS" Metals 13, no. 3: 625. https://doi.org/10.3390/met13030625