
The Influence of Creep Ageing on the Hardening Behavior and Microstructure of 7050 Aluminum Alloy

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Pure Ageing and Creep Ageing
2.3. Tensile Tests
2.4. Transmission Electron Microscopy (TEM)
3. Results
3.1. Creep and Tensile Properties
3.2. Microstructural Characterization
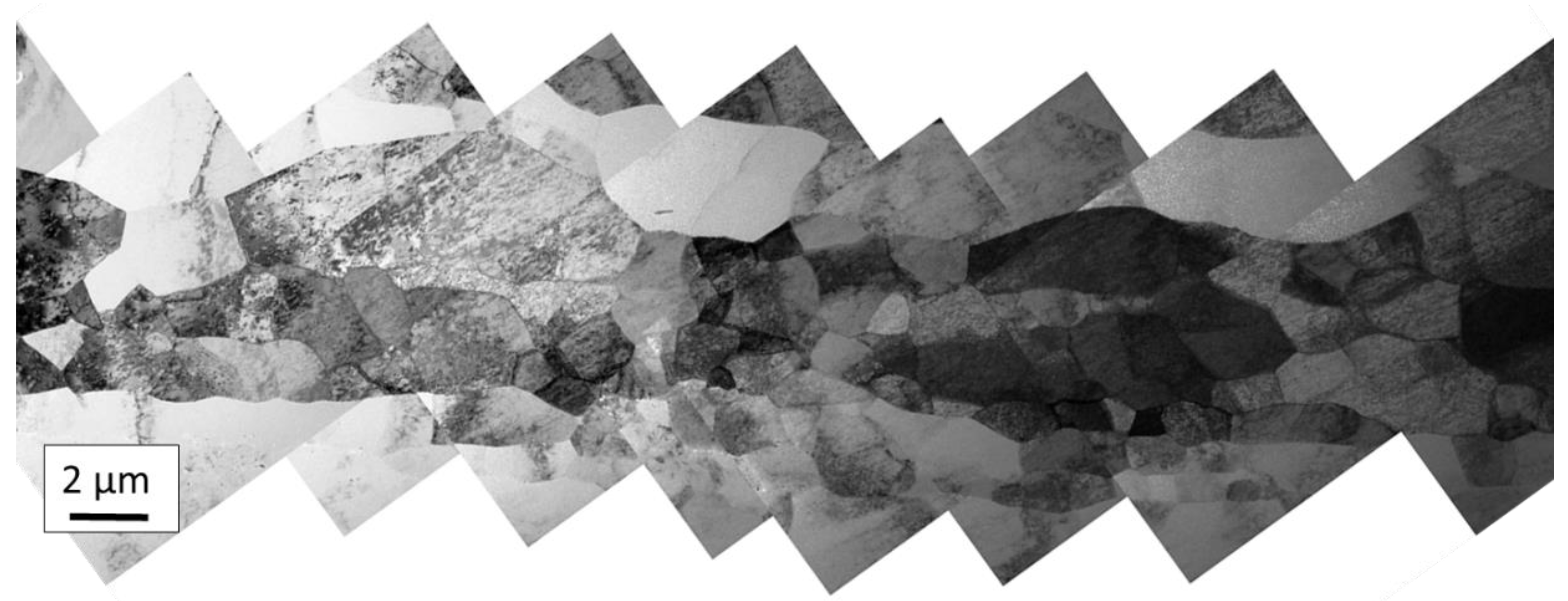
3.2.1. As-Received Condition
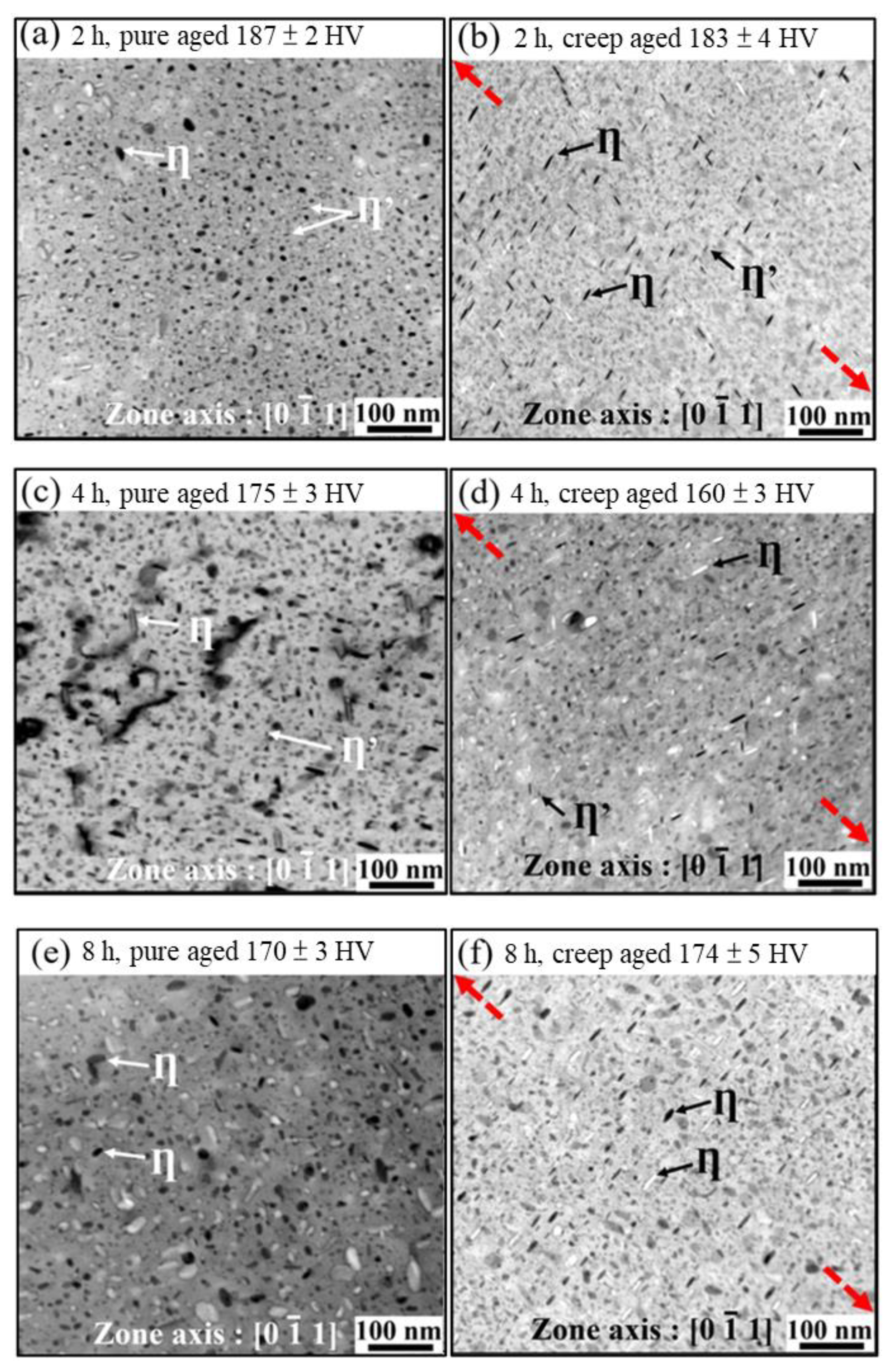
3.2.2. Precipitation Behavior of Stress Ageing
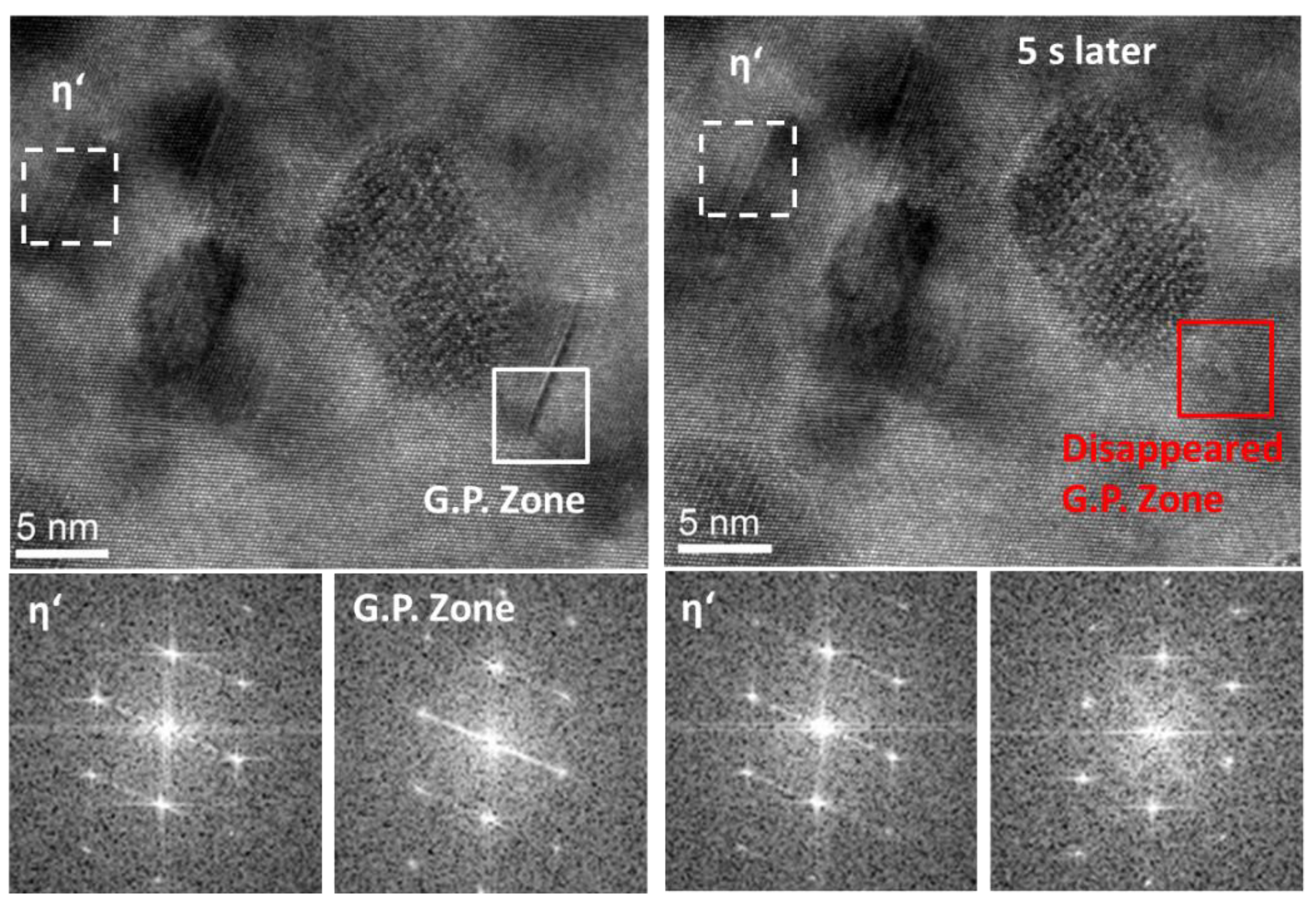
3.2.3. TEM Characterization
4. Conclusions
- Applying stress can speed up the growth rate of precipitates and GP zones, which also leads to faster coarsening of the η precipitates.
- The stress applied in creep has been found to reduce the overall strength of the AA7050-T6 alloy; the higher the applied stress, the lower the yield strength.
- TEM microscopy indicated that the drop in yield strength could be due to the faster coarsening rate of the η precipitates under higher applied stress in creep.
- GP zones are still observable when the alloy reaches the state of over ageing. It is therefore plausible to presume that the remaining solute atoms in the matrix are still enough to form GP zones.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Polmear, I. Aluminium Alloys—A Century of Age Hardening. Mater. Forum 2004, 28, 1–14. [Google Scholar]
- Krishnaiah, A.; Chakkingal, U.; Kim, H.S. Mechanical properties of commercially pure aluminium subjected to repetitive bending and straightening process. Trans. Indian Inst. Met. 2008, 61, 165–167. [Google Scholar] [CrossRef]
- Casati, R.; Coduri, M.; Riccio, M.; Rizzi, A.; Vedani, M. Development of a high strength Al-Zn-Si-Mg-Cu alloy for selective laser melting. J. Alloys Compd. 2019, 801, 243–253. [Google Scholar] [CrossRef]
- Milkereit, B.; Osterreich, M.; Schuster, P.; Kirov, G.; Mukeli, E.; Kessler, O. Dissolution and Precipitation Behavior for Hot Forming of 7021 and 7075 Aluminum Alloys. Metals 2018, 8, 531. [Google Scholar] [CrossRef] [Green Version]
- Thronsen, E.; Frafjord, J.; Friis, J.; Marioara, C.D.; Wenner, S.; Andersen, S.J.; Holmestad, R. Studying GPI zones in Al-Zn-Mg alloys by 4D-STEM. Mater. Charact. 2022, 185, 111675. [Google Scholar] [CrossRef]
- Sha, G.; Cerezo, A. Early-stage precipitation in Al-Zn-Mg-Cu alloy (7050). Acta Mater. 2004, 52, 4503–4516. [Google Scholar] [CrossRef]
- Liu, D.; Xiong, B.; Bian, F.; Li, Z.; Li, X.; Zhang, Y.; Wang, Q.; Xie, G.; Wang, F.; Liu, H. Quantitative study of nanoscale precipitates in Al-Zn-Mg-Cu alloys with different chemical compositions. Mater. Sci. Eng. A 2015, 639, 245–251. [Google Scholar] [CrossRef]
- Liu, J.Z.; Hu, R.; Zheng, J.L.; Zhang, Y.D.; Ding, Z.G.; Liu, W.; Zhu, Y.T.; Sha, G. Formation of solute nanostructures in an Al-Zn-Mg alloy during long-term natural aging. J. Alloys Compd. 2020, 821, 153572. [Google Scholar] [CrossRef]
- Chung, T.-F.; Yang, Y.-L.; Huang, B.-M.; Shi, Z.; Lin, J.; Ohmura, T.; Yang, J.-R. Transmission electron microscopy investigation of separated nucleation and in-situ nucleation in AA7050 aluminium alloy. Acta Mater. 2018, 149, 377–387. [Google Scholar] [CrossRef]
- Liu, S.; Zhang, M.; Li, Q.; Zhu, Q.; Song, H.; Wu, X.; Cao, L.; Couper, M.J. Effect of quenching rate on strengthening behavior of an Al-Zn-Mg-Cu alloy during natural ageing. Mater. Sci. Eng. A 2020, 793, 139900. [Google Scholar] [CrossRef]
- Fultz, B.; Howe, J.M. Transmission Electron Microscopy and Diffractometry of Materials; Springer Science & Business Media: Berlin/Heidelberg, Germany, 2012. [Google Scholar]
- Chatterjee, A.; Qi, L.; Misra, A. In situ transmission electron microscopy investigation of nucleation of GP zones under natural aging in Al-Zn-Mg alloy. Scr. Mater 2022, 207, 114319. [Google Scholar] [CrossRef]
- Khalfallah, A.; Raho, A.A.; Amzert, S.; Djemli, A. Precipitation kinetics of GP zones, metastable η′ phase and equilibrium eta phase in Al-5.46wt.%Zn-1.67wt.%Mg alloy. Trans. Nonferrous Met. Soc. China 2019, 29, 233–241. [Google Scholar] [CrossRef]
- Luo, J.; Luo, H.; Li, S.; Wang, R.; Ma, Y. Effect of pre-ageing treatment on second nucleating of GPII zones and precipitation kinetics in an ultrafine grained 7075 aluminum alloy. Mater. Des. 2020, 187, 108402. [Google Scholar] [CrossRef]
- Sha, G.; Cerezo, A. Kinetic Monte Carlo simulation of clustering in an Al-Zn-Mg-Cu alloy (7050). Acta Mater. 2005, 53, 907–917. [Google Scholar] [CrossRef]
- Chung, T.-F.; Yang, Y.-L.; Tai, C.-L.; Shiojiri, M.; Hsiao, C.-N.; Tsao, C.-S.; Li, W.-C.; Shi, Z.; Lin, J.; Chena, H.-R.; et al. HR-STEM investigation of atomic lattice defects in different types of η precipitates in creep-age forming Al-Zn-Mg-Cu aluminium alloy. Mater. Sci. Eng. A 2021, 815, 141213. [Google Scholar] [CrossRef]
- Ding, L.; Zhao, L.; Weng, Y.; Schryvers, D.; Liu, Q.; Idrissi, H. Atomic-scale investigation of the heterogeneous precipitation in the E (Al18Mg3Cr2) dispersoid of 7075 aluminum alloy. J. Alloys Compd. 2021, 851, 156890. [Google Scholar] [CrossRef]
- Liu, Q.; Chen, S.; Gu, R.; Wang, W.; Wei, X. Effect of Heat Treatment Conditions on Mechanical Properties and Precipitates in Sheet Metal Hot Stamping of 7075 Aluminum Alloy. J. Mater. Eng. Perform. 2018, 27, 4423–4436. [Google Scholar] [CrossRef]
- Bourgeois, L.; Dwyer, C.; Weyland, M.; Nie, J.-F.; Muddle, B.C. Structure and energetics of the coherent interface between the θ′ precipitate phase and aluminium in Al-Cu. Acta Mater. 2011, 59, 7043–7050. [Google Scholar] [CrossRef]
- Seth, P.P.; Parkash, O.; Kumar, D. Structure and mechanical behavior of in situ developed Mg 2 Si phase in magnesium and aluminum alloys – a review. RSC Adv. 2020, 10, 37327–37345. [Google Scholar] [CrossRef]
- Zhang, H.M.; Jia, H.B.; Dong, H.; Wang, H.B. Formation mechanism of precipitation free zone and its effect on mechanical properties of a fine-grain and high-strength IF steel. Cailiao Rechuli Xuebao/Trans. Mater. Heat Treat. 2015, 36, 144–148. [Google Scholar]
- Österreicher, J.A.; Grabner, F.; Tunes, M.A.; Coradini, D.S.; Pogatscher, S.; Schlögl, C.M. Two step-ageing of 7xxx series alloys with an intermediate warm-forming step. J. Mater. Res. Technol. 2021, 12, 1508–1515. [Google Scholar] [CrossRef]
- Yang, Z.; Cheng, J.; Liang, Z.; Banhart, J. Two-Step Preaging of an Al-Mg-Si Alloy. Adv. Eng. Mater. 2022, 24, 2200973. [Google Scholar] [CrossRef]
- Kim, I.; Song, M.; Kim, J.; Hong, S. Effect of added Mg on the clustering and two-step aging behavior of Al-Cu alloys. Mater. Sci. Eng. A 2020, 798, 140123. [Google Scholar] [CrossRef]
- Wang, D.; Ni, D.R.; Ma, Z.Y. Effect of pre-strain and two-step aging on microstructure and stress corrosion cracking of 7050 alloy. Mater. Sci. Eng. A 2008, 494, 360–366. [Google Scholar] [CrossRef]
- Chung, T.-F.; Yang, Y.-L.; Shiojiri, M.; Hsiao, C.-N.; Li, W.-C.; Yang, J.-R. Intrinsic twin boundary of η-MgZn2 precipitates in the AA7050 aluminium alloy. Procedia Manuf. 2019, 37, 201–206. [Google Scholar] [CrossRef]
- Inforzato, D.J.; Costa Junior, P.R.; Fernandez, F.F.; Travessa, D.N. Creep-age forming of AA7475 aluminum panels for aircraft lower wing skin application. Mater. Res. 2012, 15, 596–602. [Google Scholar] [CrossRef] [Green Version]
- Guo, W.; Guo, J.; Wang, J.; Yang, M.; Li, H.; Wen, X.; Zhang, J. Evolution of precipitate microstructure during stress aging of an Al-Zn-Mg-Cu alloy. Mater. Sci. Eng. A 2015, 634, 167–175. [Google Scholar] [CrossRef]
- Society of Automotive Engineers. AMS4050 Aluminum Alloy, Plate 6.2Zn-2.3Cu-2.2Mg-0.12Zr (7050-T7451) Solution Heat Treated, Stress Relieved, and Overaged. In Aerospace Material Specification; SAE: Warrendale, PA, USA, 2003. [Google Scholar]
- Society of Automotive Engineers. AMS2770 Heat Treatment of Wrought Aluminum Alloy Parts. In Aerospace Material Specification; SAE: Warrendale, PA, USA, 2011. [Google Scholar]
- Liu, J.Z.; Chen, J.H.; Yang, X.B.; Ren, S.; Wu, C.L.; Xu, H.Y.; Zou, J. Revisiting the precipitation sequence in Al-Zn-Mg-based alloys by high-resolution transmission electron microscopy. Scr. Mater. 2010, 63, 1061–1064. [Google Scholar] [CrossRef]
- Wloka, J.; Virtanen, S. Detection of nanoscale MgZn2 phase dissolution from an Al-Zn-Mg-Cu alloy by electrochemical microtransients. Surf. Interface Anal. 2008, 40, 1219–1225. [Google Scholar] [CrossRef]
- Li, Y.; Kovarik, L.; Phillips, P.J.; Hsu, Y.; Wang, W.; Mills, M.J. High-resolution characterization of the precipitation behavior of an Al-Zn-Mg-Cu alloy. Philos. Mag. Lett. 2012, 92, 166–178. [Google Scholar] [CrossRef]
- Arabi Jeshvaghani, R.; Zohdi, H.; Shahverdi, H.R.; Bozorg, M.; Hadavi, S.M.M. Influence of multi-step heat treatments in creep age forming of 7075 aluminum alloy: Optimization for springback, strength and exfoliation corrosion. Mater. Charact. 2012, 73, 8–15. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Other | Si | Fe | Cu | Mg | Zn | Al |
|---|---|---|---|---|---|---|
| 0.15 | 0.03 | 0.05 | 2.23 | 2.14 | 6.25 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.-L.; Chung, T.-F.; Ali, M.S.; Dilshad; Zhao, P. The Influence of Creep Ageing on the Hardening Behavior and Microstructure of 7050 Aluminum Alloy. Metals 2023, 13, 196. https://doi.org/10.3390/met13020196
Yang Y-L, Chung T-F, Ali MS, Dilshad, Zhao P. The Influence of Creep Ageing on the Hardening Behavior and Microstructure of 7050 Aluminum Alloy. Metals. 2023; 13(2):196. https://doi.org/10.3390/met13020196
Chicago/Turabian StyleYang, Yo-Lun, Tsai-Fu Chung, Md Sadique Ali, Dilshad, and Pengjing Zhao. 2023. "The Influence of Creep Ageing on the Hardening Behavior and Microstructure of 7050 Aluminum Alloy" Metals 13, no. 2: 196. https://doi.org/10.3390/met13020196