
A New Bending Force Formula for the V-Die Bending Process
Abstract
:1. Introduction

2. FEM Simulation Procedures
3. Experimental Procedures and Workpiece Characterization
4. Results and Discussion
4.1. Validation of the FEM Simulation
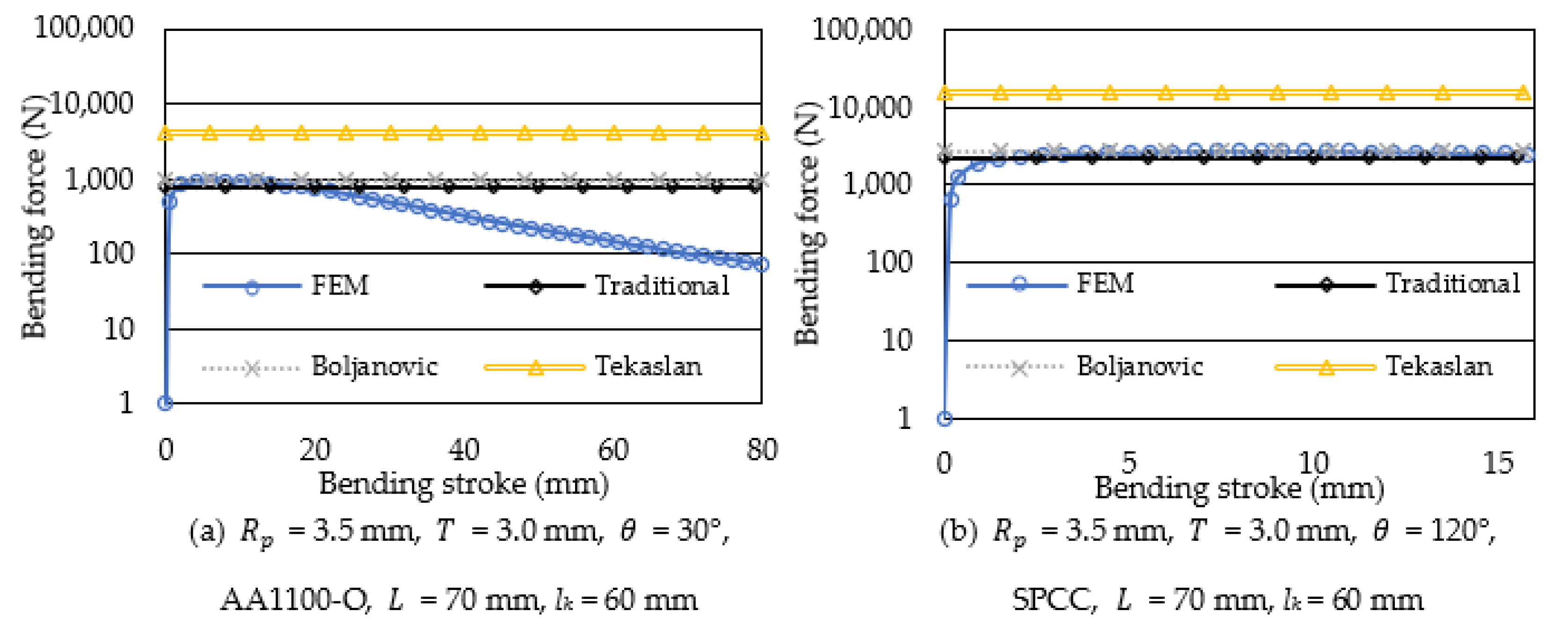
4.2. Comparison of Bending Force Obtained Using Bending Force Formula and FEM Simulation
4.3. Proposed Concept for V-Die Bending Force Formula Improvement
4.4. Effects of V-Die Bending Parameters on Reversed Bending Allowance Zone
4.4.1. Effects of Punch Radius on Reversed Bending Allowance Zone
4.4.2. Effects of V-Punch Angle on Reversed Bending Allowance Zone
4.4.3. Effects of Workpiece Thickness on Reversed Bending Allowance Zone
4.4.4. Effects of Workpiece Length on Reversed Bending Allowance Zone
4.4.5. Effects of Material Type on Reversed Bending Allowance Zone
4.5. Modified V-Die Bending Force Formula
4.6. Confirmation of Uses of New V-Die Bending Force Formula
5. Conclusions
- ➢
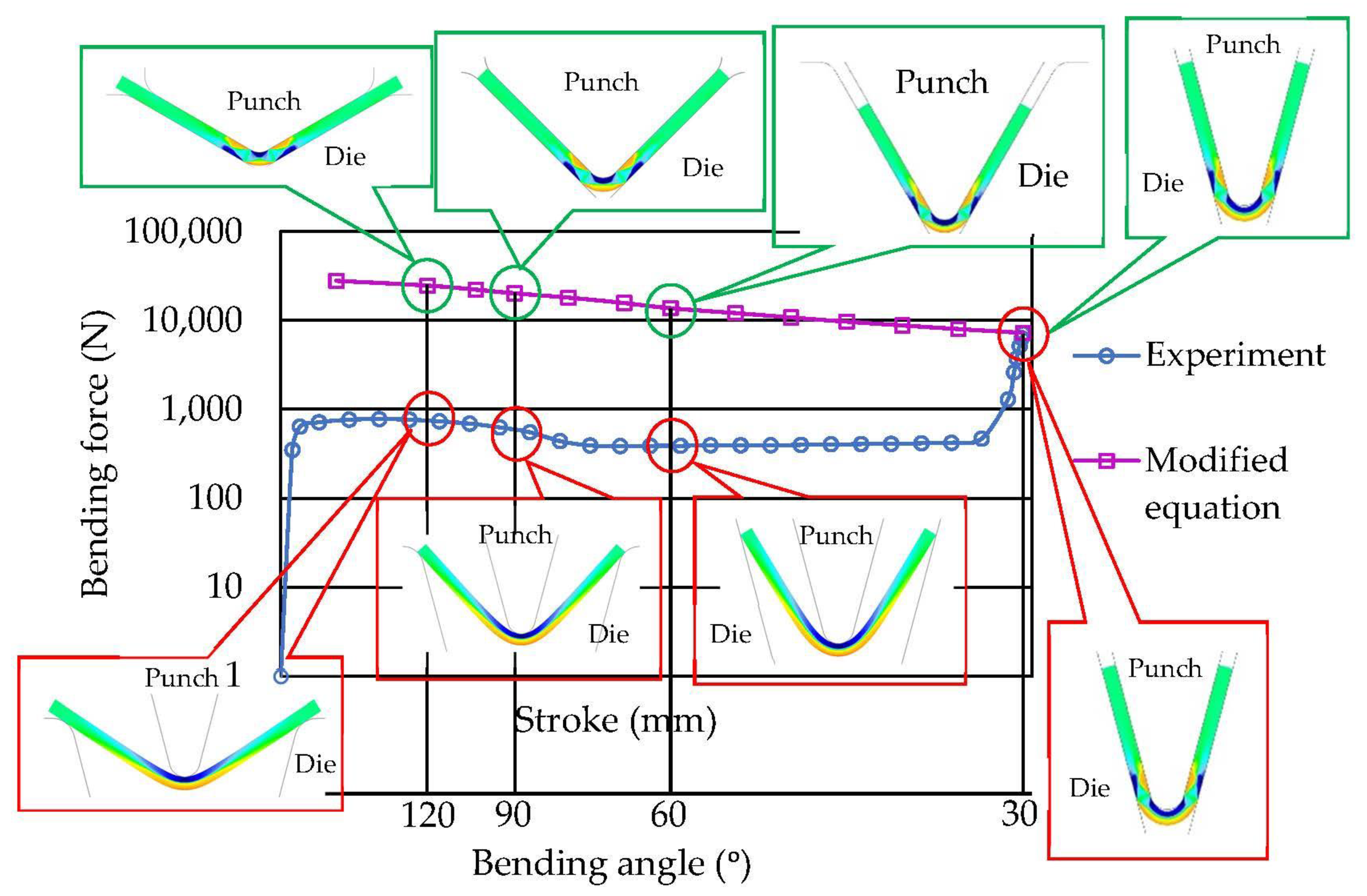
- The V-die bending forces calculated in the past using the traditional and modified V-die bending force formulas have large errors compared with those of experimental works. This evidence shows that those V-die bending force formulas cannot be effective for calculating the bending force in the V-die bending process.
- ➢
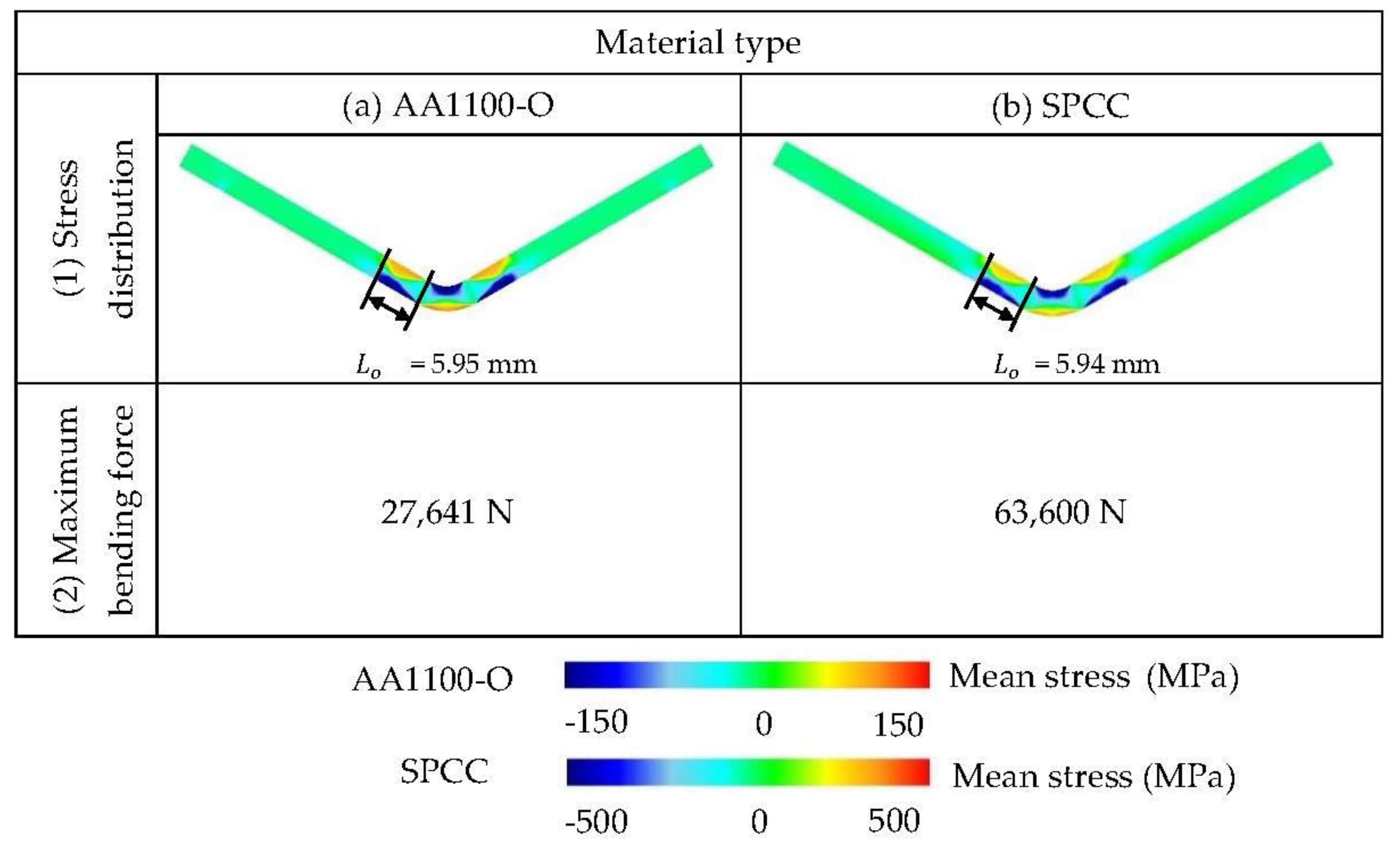
- There was a difference in bending mechanisms between the V-air and V-die bending processes. Specifically, the bending allowance zone on the bend radius was formed in the case of the V-air bending process; in contrast, a reversed bending allowance zone on the legs was also formed in the case of the V-die bending process.
- ➢
- Based on this finding, a new V-die bending force formula must be calculated by combining two terms: the bending force on the bending allowance zone on the bend radius and the bending force on the reversed bending allowance zone on the legs.
- ➢
- Only the length of the workpiece and the type of material did not have any effect on the length of the reversed bending allowance zone. Therefore, the recommended lengths of the reversed bending allowance zone related to the other V-die bending process parameters were listed. Using this length, the new V-die bending force formula could be fully used to calculate the V-die bending force.
- ➢
- The errors of bending forces calculated using the traditional formula and Boljanovic formula were approximately more than 600% when compared to the bending force obtained by experiments. In contrast, by using the new formula derived in this present research, the error of bending force was approximately less than 5% when compared to experimental results.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lange, K. Handbook of Metal Forming; McGraw-Hill Inc.: New York, NY, USA, 1985. [Google Scholar]
- Wang, L.; Huang, G.; Zhang, H.; Wang, Y.; Yin, L. Evolution of springback and neutral layer of AZ31B magnesium alloy V-bending under warm forming conditions. J. Mater. Process. Technol. 2013, 213, 844–850. [Google Scholar] [CrossRef]
- Sumikawa, S.; Ishiwatari, A.; Hiramoto, J.; Urabe, T. Improvement of springback prediction accuracy using material model considering elastoplastic anisotropy and Bauschinger effect. J. Mater. Process. Technol. 2016, 230, 1–7. [Google Scholar] [CrossRef]
- Li, H.; Sun, G.; Li, G.; Gong, Z.; Liu, D.; Li, Q. On Twist springback in advanced high-strength steels. Mater. Des. 2011, 32, 3272–3279. [Google Scholar] [CrossRef]
- Thipprakmas, S.; Komolruji, P. Analysis of bending mechanism and spring-back characteristics in the offset Z-bending process. Int. J. Adv. Manuf. Technol. 2016, 85, 2589–2596. [Google Scholar] [CrossRef]
- Panthi, S.K.; Ramakrishnan, N.; Ahmed, M.; Singh, S.S.; Goel, M.D. Finite element analysis of sheet metal bending process to predict the springback. Mater. Des. 2010, 31, 657–662. [Google Scholar] [CrossRef]
- Lee, J.; Bong, H.; Lee, Y.; Kim, D.; Lee, M. Pulsed electric current V-Bending springback of AZ31B magnesium alloy sheets. Metall. Mater. Trans. A. 2019, 50A, 2720–2731. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, L.; Hu, P.; Liu, X. Springback characteristics in U-channel forming of tailor rolled blank. Acta Metall. Sin. 2012, 25, 207–213. [Google Scholar]
- Wasif, M.; Iqbal, S.A.; Tufail, M.; Karim, H. Experiment analysis and prediction of springback in V-bending process of high-tensile strength steels. Trans. Indian Inst. Met. 2020, 73, 285–300. [Google Scholar] [CrossRef]
- Vorkov, V.; Aerens, R.; Vandepitte, D.; Duflou, J.R. Experimental investigation of large radius air bending. Int. J. Adv. Manuf. Technol. 2017, 92, 3553–3569. [Google Scholar] [CrossRef]
- Leu, D.K.; Zhuang, Z.W. Springback prediction of the vee bending process for high-strength steel sheets. J. Mech. Sci. Technol. 2016, 30, 1077–1084. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, X. Predicting springback radii and angles in air bending of high-strength sheet steel through gaussian process regressions. Int. J. Interact. Des. Manuf. 2022, 16, 863–870. [Google Scholar] [CrossRef]
- Lee, J.; Lee, K.; Kim, D.; Choi, H.; Kim, B. Spring-back and spring-go behaviors in bending of thick plates of high-strength steel at elevated temperature. Comput. Mater. Sci. 2015, 100, 76–79. [Google Scholar] [CrossRef]
- Karabulut, S.; Esen, I. Finite element analysis of springback of high-Strength Metal SCGA1180DUB while U-channeling according to wall angle and die radius. Res. Rev. J. Mater. Sci. 2022, 10, 1–25. [Google Scholar]
- Thipprakmas, S. Finite element analysis of sided coined-bead technique in precision V-bending process. J. Adv. Manuf. Technol. 2013, 65, 679–688. [Google Scholar] [CrossRef]
- Thipprakmas, S.; Sontamino, A. Influence of coined-bead die on spring-back characteristics in V-die bending process using the finite element method. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2021, 235, 1351–1362. [Google Scholar] [CrossRef]
- Nikhare, C. Springback reduction by using tool rollers. Int. J. Precis. Eng. Manuf. 2020, 21, 67–74. [Google Scholar] [CrossRef]
- Cheng, J.J.; Cao, J.G.; Zhao, Q.F.; Liu, J.; Yu, N.; Zhao, R. A novel approach to springback control of high-strength steel in cold roll forming. Int. J. Adv. Manuf. Technol. 2020, 107, 1793–1804. [Google Scholar]
- Lawanwong, K.; Hamasaki, H.; Hino, R.; Yoshida, F. Double-action bending for eliminating springback in hat-shaped bending of advanced high-strength steel sheet. Int. J. Adv. Manuf. Technol. 2020, 106, 1855–1867. [Google Scholar] [CrossRef]
- Ouakdi, E.H.; Louahdi, R.; Khirani, D.; Tabourot, L. Evaluation of springback under the effect of holding force and die radius in a stretch bending test. Mater. Des. 2012, 35, 106–112. [Google Scholar] [CrossRef]
- Tekaslan, Ö.; Gerger, N.; Şeker, U. Determination of spring-back of stainless steel sheet metal in “V” bending dies. Mater. Des. 2008, 29, 1043–1050. [Google Scholar] [CrossRef]
- Boljanovic, V. Sheet Metal Forming Processes and Die Design; Industrial Press Inc.: South Norwalk, CT, USA, 2014; pp. 61–70. [Google Scholar]
- Wick, C.; Benedict, T.; Veilleux, F. Tool and Manufacturing Engineers Handbook Volume II, Forming, 4th ed.; SME: Dearborn, MI, USA, 1984. [Google Scholar]
- Shaikh, A.; Churyumov, A.; Pozdniakov, A.; Churyumova, T. Simulation of the hot deformation and fracture behavior of reduced activation Ferritic/Martensitic 13CrMoNbV steel. Appl. Sci. 2020, 10, 530. [Google Scholar] [CrossRef] [Green Version]
- Renault, C.; Churyumov, A.; Pozdniakov, A.; Churyumova, T. Microstructure and hot deformation behavior of FeMnAlCMo steel. J. Mater. Res. Technol. 2020, 9, 4440–4449. [Google Scholar] [CrossRef]
- Prosviryakov, A.; Mondoloni, B.; Churyumov, A.; Pozdniakov, A. Microstructure and hot deformation behaviour of a novel Zr-Alloyed High-Boron steel. Metals 2019, 9, 218. [Google Scholar] [CrossRef] [Green Version]
- Lin, J.; Hou, Y.; Min, J.; Tang, H.; Carsley, J.E.; Stoughton, T.B. Effect of constitutive model on springback prediction of MP980 and AA6022-T4. Int. J. Mater. Form. 2020, 13, 1–13. [Google Scholar] [CrossRef]
- Choi, J.; Lee, J.; Bong, H.; Lee, M.; Barlat, F. Advanced constitutive modeling of advanced high strength steel sheets for springback prediction after double stage U-draw bending. Int. J. Solids. Struct. 2018, 151, 152–164. [Google Scholar] [CrossRef]
- Trzepiecinski, T.; Lemu, H.G. Effect of computational parameters on springback prediction by numerical simulation. Metals 2017, 7, 380. [Google Scholar] [CrossRef] [Green Version]
- Thipprakmas, S. Finite element analysis on the coined-bead mechanism during the V-bending process. Mater. Des. 2011, 32, 4909–4917. [Google Scholar] [CrossRef]
- Phanitwong, W.; Boochakul, U.; Thipprakmas, S. Design of U-geometry parameters using statistical analysis techniques in the U-bending process. Metals 2017, 7, 235. [Google Scholar] [CrossRef]
- Sontamino, A.; Thipprakmas, S. Development of a shaving die design for reducing rollover. Int. J. Adv. Manuf. Technol. 2019, 103, 1831–1845. [Google Scholar] [CrossRef]
- Thipprakmas, S.; Sontamino, A. Fabrication of clean cut surface on high strength steel using a new shaving die design. J. Mech. Sci. Technol. 2020, 34, 301–317. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Simulation model | Plane strain model |
| Object type | Workpiece: elasto-plastic Punch, die: rigid |
| Workpiece material | Ultimate tensile strength (): 92.5 MPa |
| AA1100-O | Yield strength (): 88 MPa |
| Elongation (δ): 43.5% | |
| Young’s modulus (E): 68,900 MPa | |
| Poisson’s ratio (ν): 0.33 | |
| Ultimate tensile strength (): 346.0 MPa | |
| SPCC | Yield strength (): 208 MPa |
| Elongation (δ): 47.0% | |
| Young’s modulus (E): 208,000 MPa | |
| Poisson’s ratio (ν): 0.33 | |
| Flow curve equation | |
| AA1100-O | σ = 153.50ε0.20 + 88 |
| SPCC | σ = 554.43ε0.23 + 208 |
| Friction coefficient (μ) | 0.10 |
| Workpiece geometries | Thickness () = 2–6 mm Width () = 30 mm Length () = 70 mm |
| Die geometries | Tool radius () = 3–30 mm |
| V-punch angle () = 30°–150° | |
| Die radius () = 5 mm | |
| Punch velocity | 5 mm/min |
| Thickness | (°) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 3 | 6 | 9 | 12 | 15 | 18 | 21 | 24 | 27 | 30 | ||
| 2 mm | 30 | 3.54 | 3.31 | 3.07 | 2.86 | 2.69 | 2.49 | 2.31 | 2.05 | 1.87 | 1.69 |
| 60 | 3.65 | 3.47 | 3.26 | 3.10 | 2.89 | 2.64 | 2.44 | 2.33 | 2.09 | 1.88 | |
| 90 | 3.90 | 3.70 | 3.53 | 3.29 | 3.13 | 3.04 | 2.71 | 2.53 | 2.30 | 2.03 | |
| 120 | 4.29 | 4.02 | 3.70 | 3.51 | 3.35 | 3.15 | 2.94 | 2.74 | 2.54 | 2.30 | |
| 150 | 4.40 | 4.17 | 3.92 | 3.72 | 3.59 | 3.36 | 3.16 | 2.99 | 2.75 | 2.55 | |
| 3 mm | 30 | 5.24 | 5.10 | 4.83 | 4.64 | 4.45 | 4.25 | 4.09 | 3.86 | 3.63 | 3.47 |
| 60 | 5.41 | 5.25 | 5.08 | 4.86 | 4.65 | 4.51 | 4.24 | 4.03 | 3.86 | 3.61 | |
| 90 | 5.74 | 5.43 | 5.26 | 5.06 | 4.86 | 4.70 | 4.39 | 4.25 | 4.14 | 3.89 | |
| 120 | 5.95 | 5.61 | 5.51 | 5.31 | 5.08 | 4.89 | 4.68 | 4.44 | 4.32 | 4.17 | |
| 150 | 6.03 | 6.00 | 5.80 | 5.59 | 5.39 | 5.25 | 4.97 | 4.76 | 4.55 | 4.35 | |
| 4 mm | 30 | 6.65 | 6.49 | 6.24 | 6.02 | 5.79 | 5.59 | 5.41 | 5.22 | 5.08 | |
| 60 | 6.82 | 6.59 | 6.42 | 6.23 | 6.06 | 5.86 | 5.65 | 5.42 | 5.24 | ||
| 90 | 7.08 | 6.85 | 6.71 | 6.42 | 6.26 | 6.09 | 5.88 | 5.70 | 5.43 | ||
| 120 | 7.22 | 7.09 | 6.92 | 6.63 | 6.51 | 6.19 | 5.99 | 5.87 | 5.67 | ||
| 150 | 7.53 | 7.34 | 7.13 | 6.88 | 6.67 | 6.50 | 6.32 | 6.11 | 6.00 | ||
| 5 mm | 30 | 8.50 | 8.31 | 8.12 | 7.93 | 7.74 | 7.49 | 7.32 | 7.09 | ||
| 60 | 8.73 | 8.52 | 8.29 | 8.08 | 7.87 | 7.69 | 7.47 | 7.23 | |||
| 90 | 9.03 | 8.72 | 8.60 | 8.31 | 8.19 | 7.97 | 7.75 | 7.52 | |||
| 120 | 9.20 | 8.96 | 8.84 | 8.53 | 8.40 | 8.21 | 7.94 | 7.77 | |||
| 150 | 9.41 | 9.23 | 8.98 | 8.78 | 8.62 | 8.35 | 8.19 | 7.93 | |||
| 6 mm | 30 | 10.35 | 10.12 | 9.88 | 9.70 | 9.47 | 9.28 | 9.09 | |||
| 60 | 10.41 | 10.29 | 10.07 | 9.87 | 9.70 | 9.50 | 9.25 | ||||
| 90 | 10.77 | 10.56 | 10.42 | 10.06 | 9.93 | 9.72 | 9.52 | ||||
| 120 | 10.96 | 10.75 | 10.52 | 10.29 | 10.18 | 9.88 | 9.73 | ||||
| 150 | 11.17 | 10.99 | 10.78 | 10.59 | 10.37 | 10.2 | 9.95 | ||||
| Bending Condition | Experiment | Traditional | Boljanovic | New Formula | |||||
|---|---|---|---|---|---|---|---|---|---|
| Bending Force (N) | Bending Force (N) | %Error | Bending Force (N) | %Error | Bending Force (N) | %Error | |||
| = 3.5 mm, = 3 mm | = 30° | AA1100-O | 7150 | 773 | 925% | 951 | 751% | 7296 | 2% |
| SPCC | 16,952 | 2259 | 750% | 2738 | 619% | 17,463 | 3% | ||
| = 60° | AA1100-O | 14,211 | 791 | 1796% | 983 | 1445% | 14,734 | 3% | |
| SPCC | 33,961 | 2259 | 1503% | 2738 | 1240% | 35,556 | 5% | ||
| = 120° | AA1100-O | 27,153 | 791 | 3432% | 983 | 2762% | 28,189 | 4% | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Doungmarda, K.; Thipprakmas, S. A New Bending Force Formula for the V-Die Bending Process. Metals 2023, 13, 587. https://doi.org/10.3390/met13030587
Doungmarda K, Thipprakmas S. A New Bending Force Formula for the V-Die Bending Process. Metals. 2023; 13(3):587. https://doi.org/10.3390/met13030587
Chicago/Turabian StyleDoungmarda, Kongkiet, and Sutasn Thipprakmas. 2023. "A New Bending Force Formula for the V-Die Bending Process" Metals 13, no. 3: 587. https://doi.org/10.3390/met13030587