
A New Porous Nozzle for Aluminum Melts Purification—Preparation and Mathematical–Physical Model
 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Raw Materials
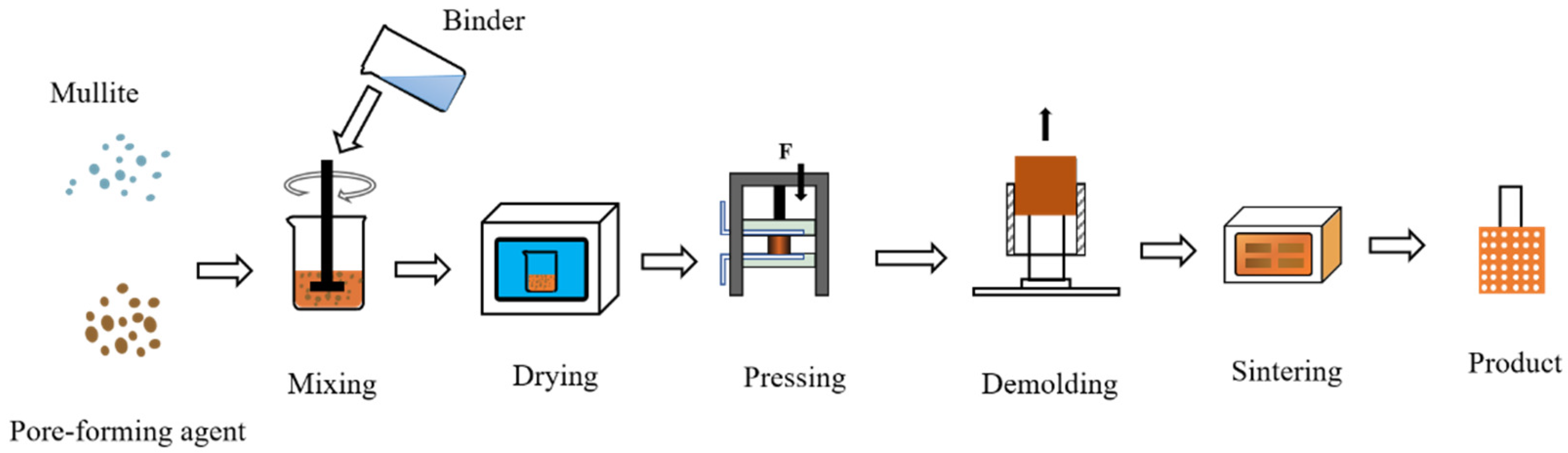
2.2. Adjustment of the Pore of the Porous Nozzle
2.3. Orthogonal Experimental Design
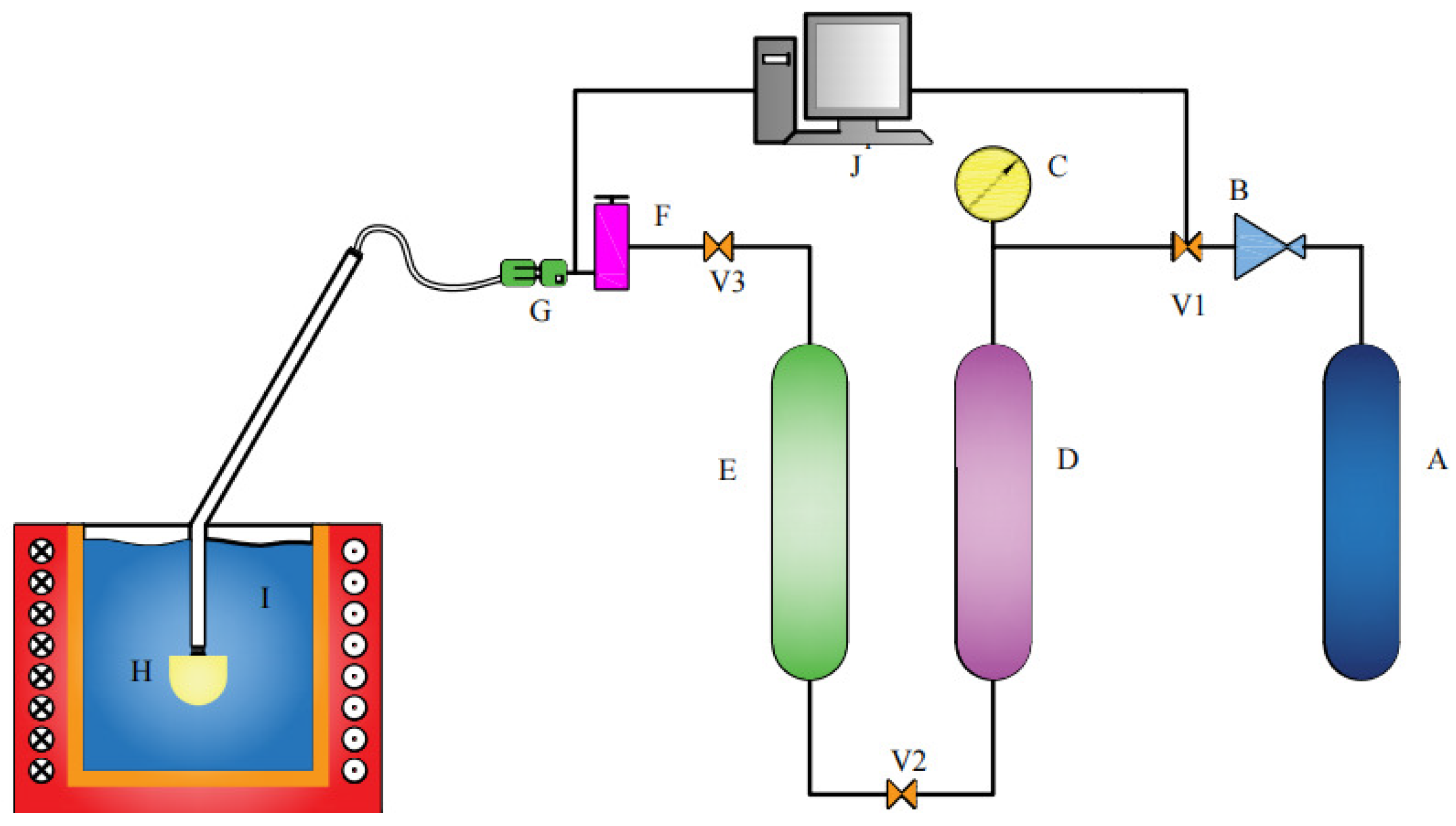
2.4. Hydraulic Simulation
3. Experimental Results
3.1. Analysis of Orthogonal Experimental Results
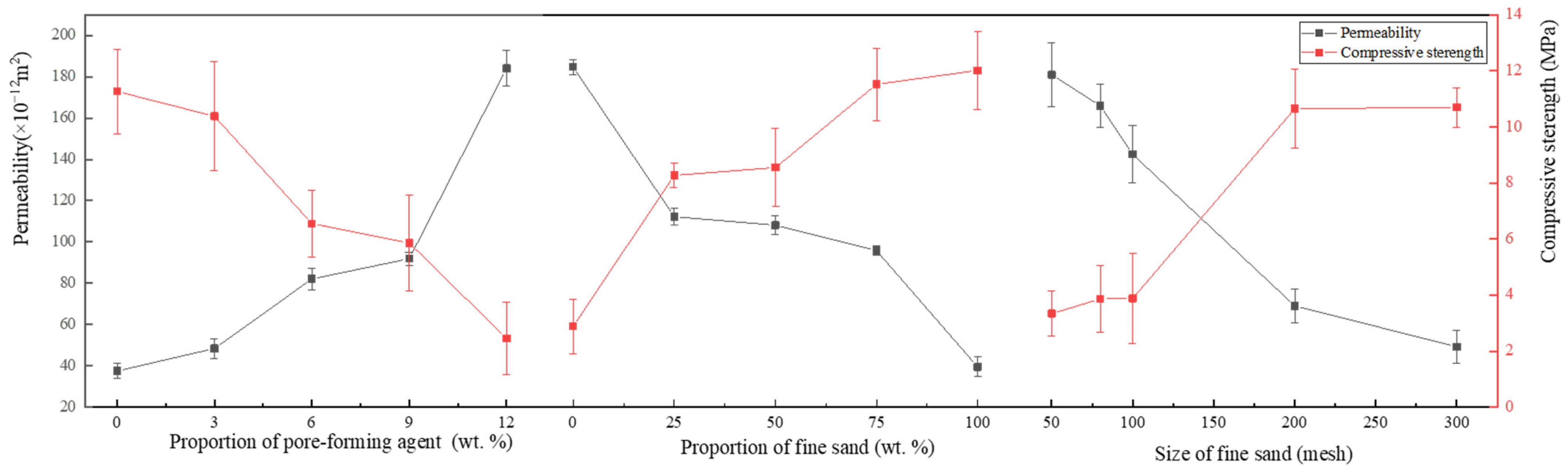
3.1.1. Effect of Pore-Forming Agent
3.1.2. The Effect of the Size of the Raw Material Particle
3.2. Analysis of Variance
3.3. Optimization of Nozzle Preparation Parameter
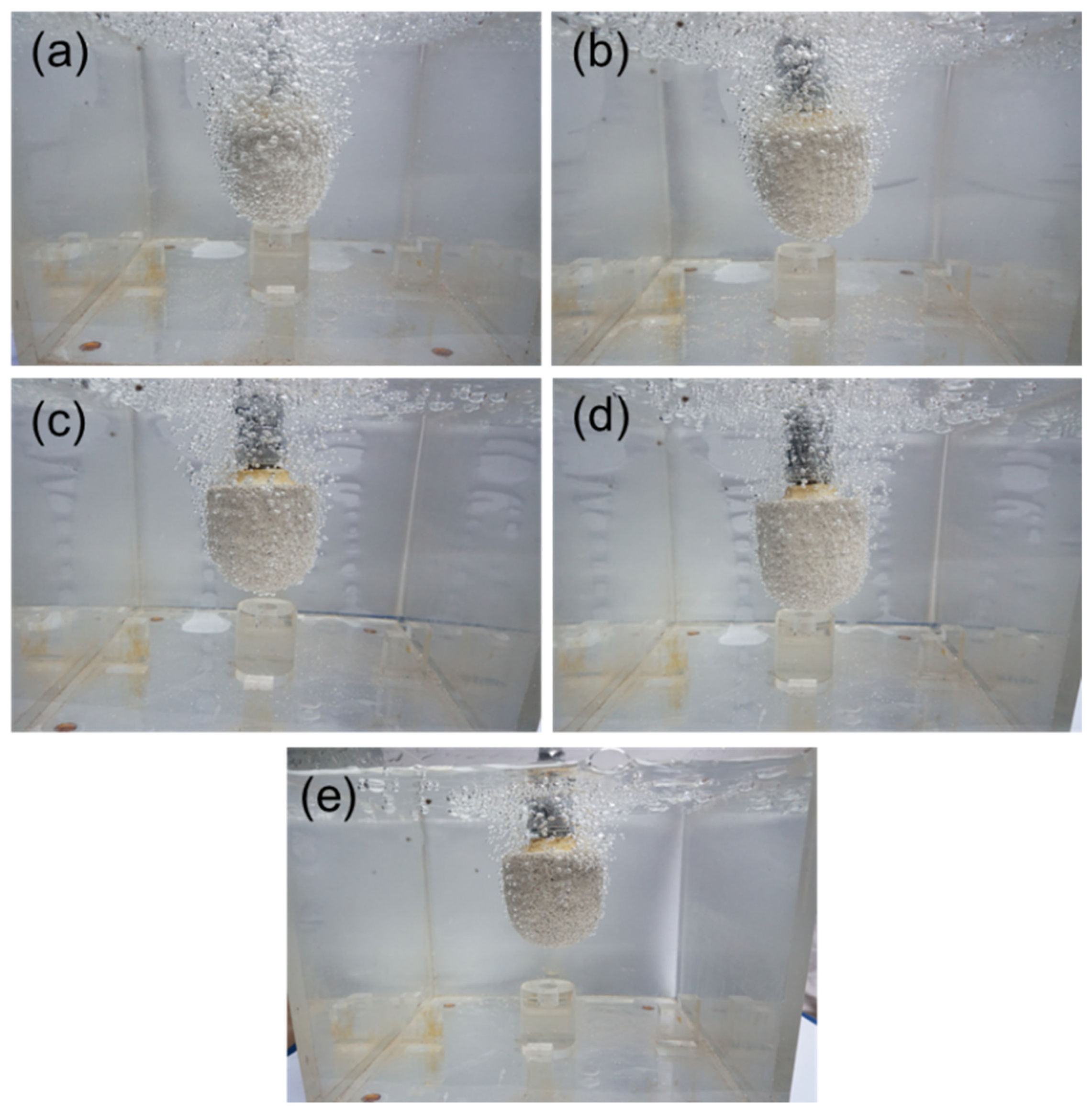
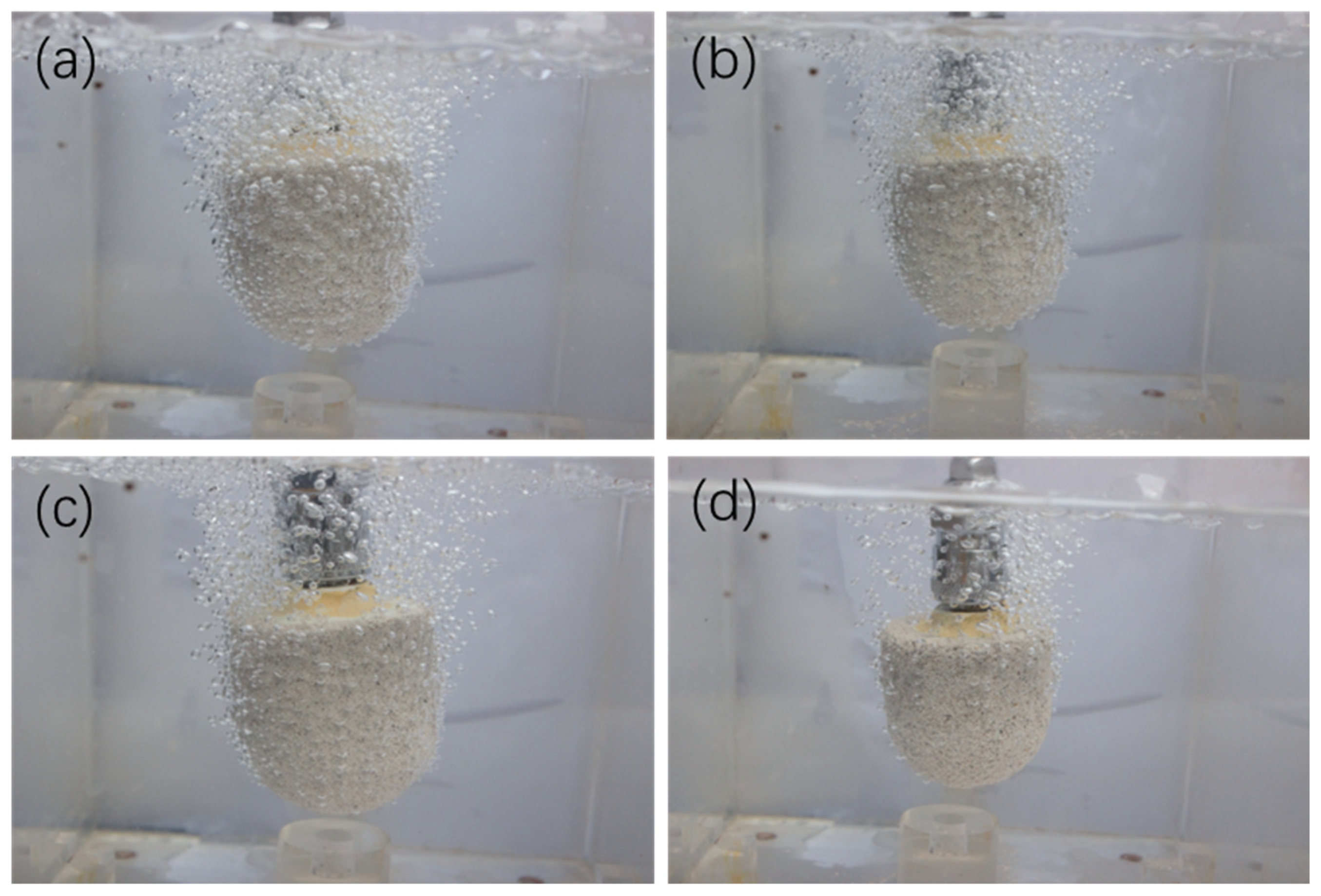
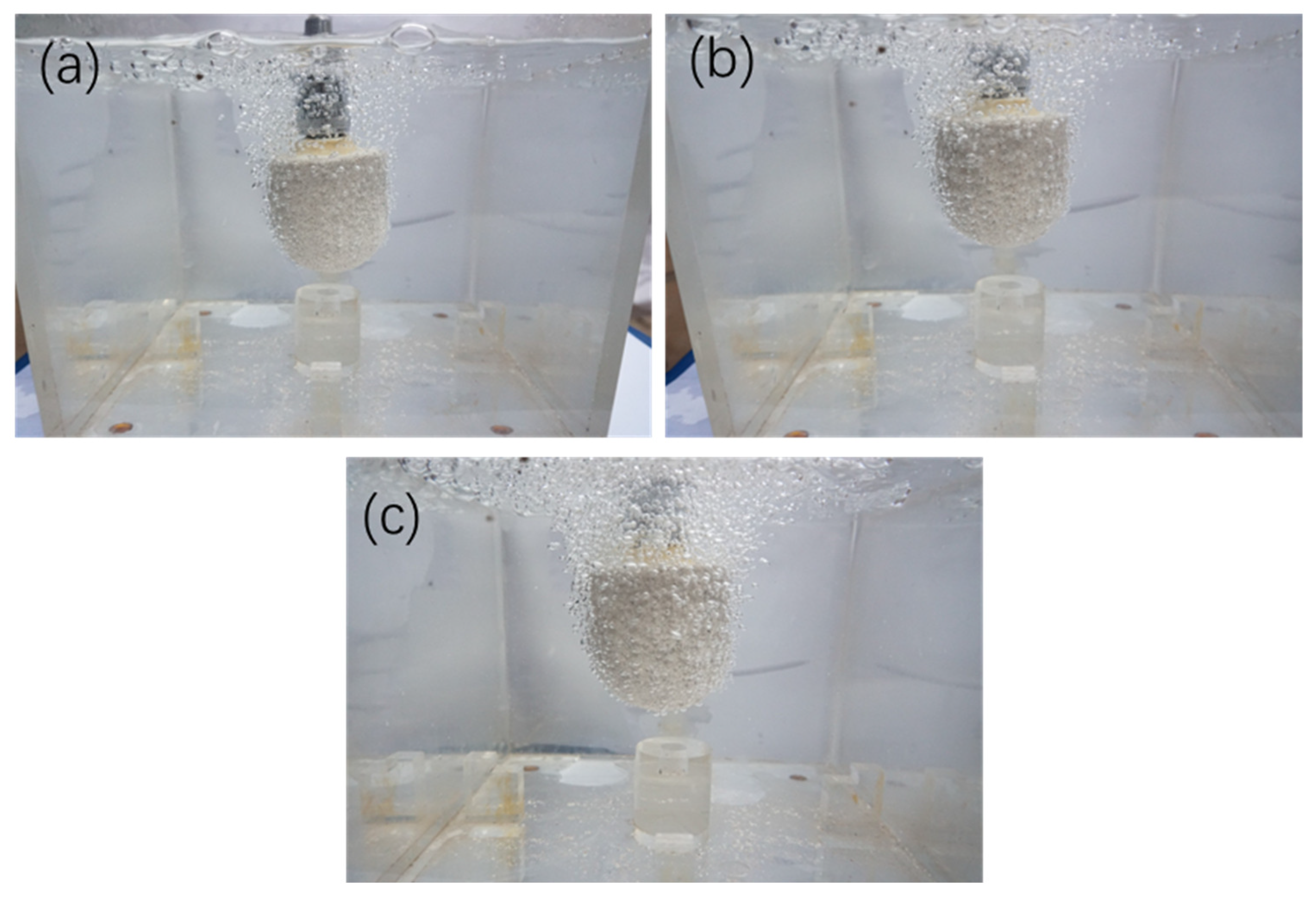
3.4. Results of Hydraulic Simulation
4. Discussion
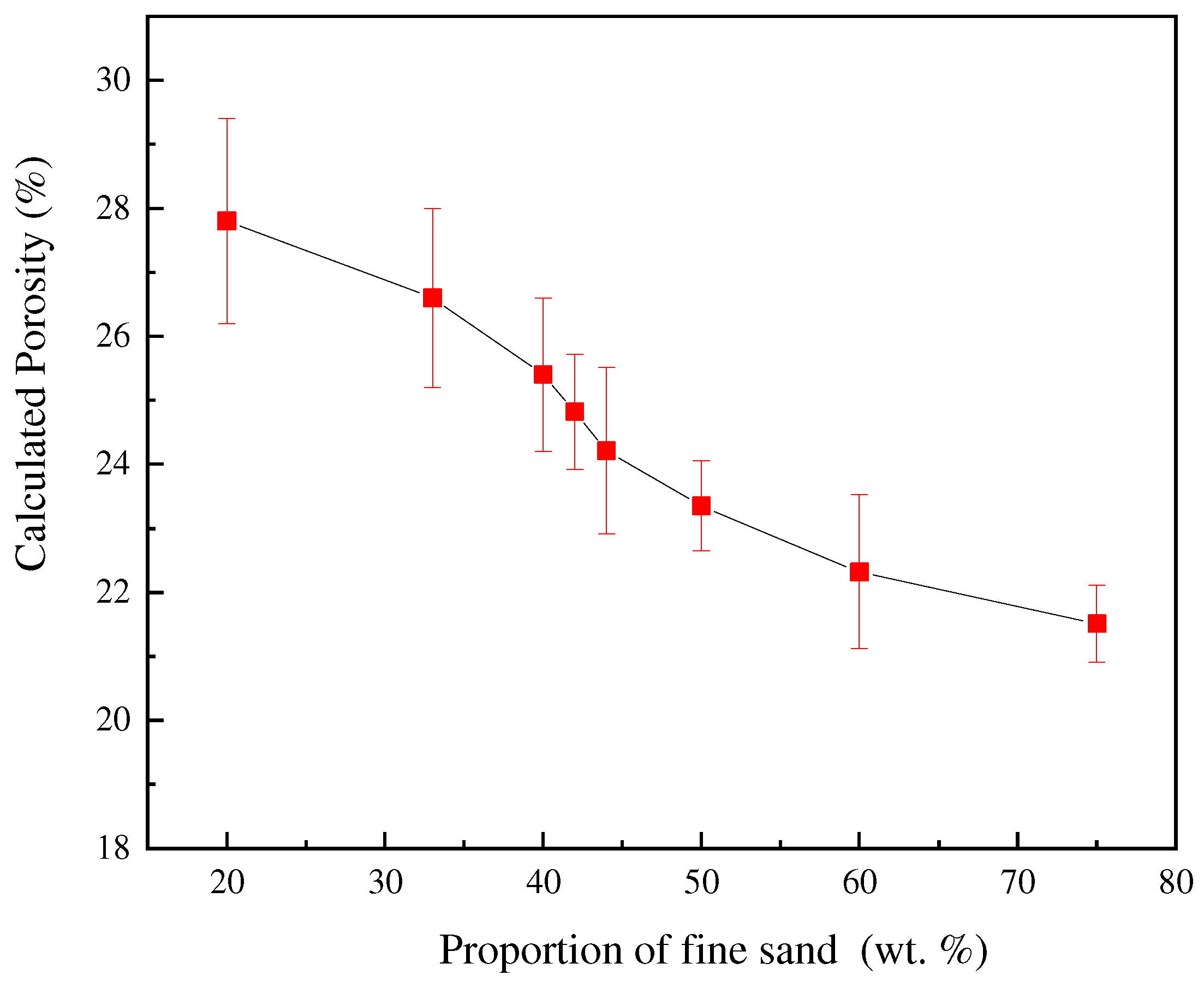
4.1. Spatial Porosity of Porous Nozzle
- (1)
- The particles are incompressible and undeformed, and all kinds of particles are rigid and inelastic regardless of the particle size;
- (2)
- Silica sol is distributed in a film shape and does not occupy the volume space of the porous nozzle.
4.2. Gas Transmission of the Porous Nozzle
- (1)
- The framework of the porous nozzle does not change during gas transmission;
- (2)
- Gas transport is assumed to be a continuous medium.
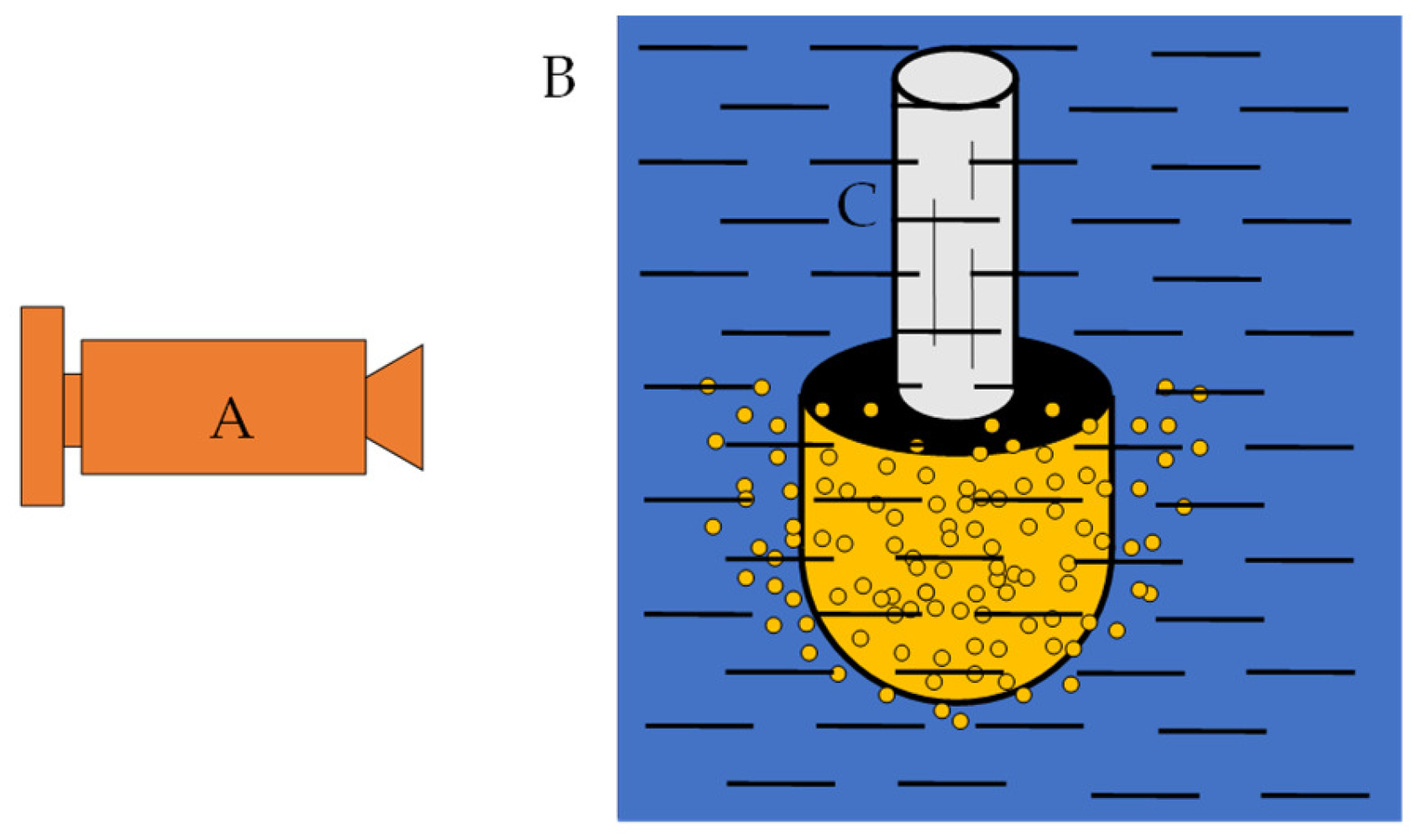
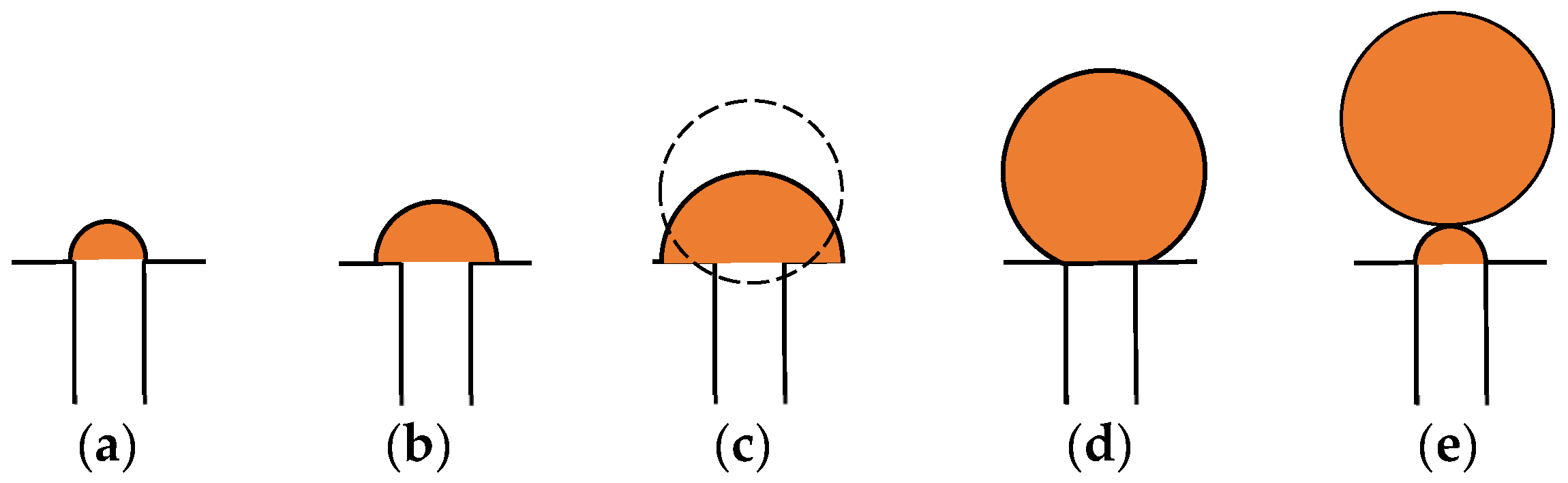
4.3. Model of the Bubble Formation Process
- (1)
- The liquid is a non-viscous fluid.
- (2)
- The gas flow is constant during the formation of the bubble.
- (3)
- The bubbles are spheres with the same volume.
5. Conclusions
- (1)
- With the increase in the proportion of fine sand, the size of the fine sand increase and the proportion of added pore-forming agent decrease, the permeability of the porous nozzle decreases, the compressive strength increases, and the calculated porosity increases.
- (2)
- The optimal parameters of the porous nozzle are fine sand of 100 mesh, a binder of 17.5 wt.%, fine sand of 50 wt.%, pore-forming agent of 6 wt.%, and pressure of making sample of 5 MPa.
- (3)
- The nozzle with optimal parameters of preparation was prepared and tested, and the permeability is 112.2 × 10−12 m2 and the compressive strength is 2.3 MPa.
- (4)
- Two methods can be used to achieve the purpose of controlling its porosity: One is controlling its permeability by directly controlling the proportion of pore-forming agent; the other is to adjust the proportion and size of fine sand, which can obtain a fine and uniformly and diffusely distributed bubble flow.
- (5)
- A physical model of gas transmission in the porous nozzle was proposed, and the calculation equation of gas permeability is given.
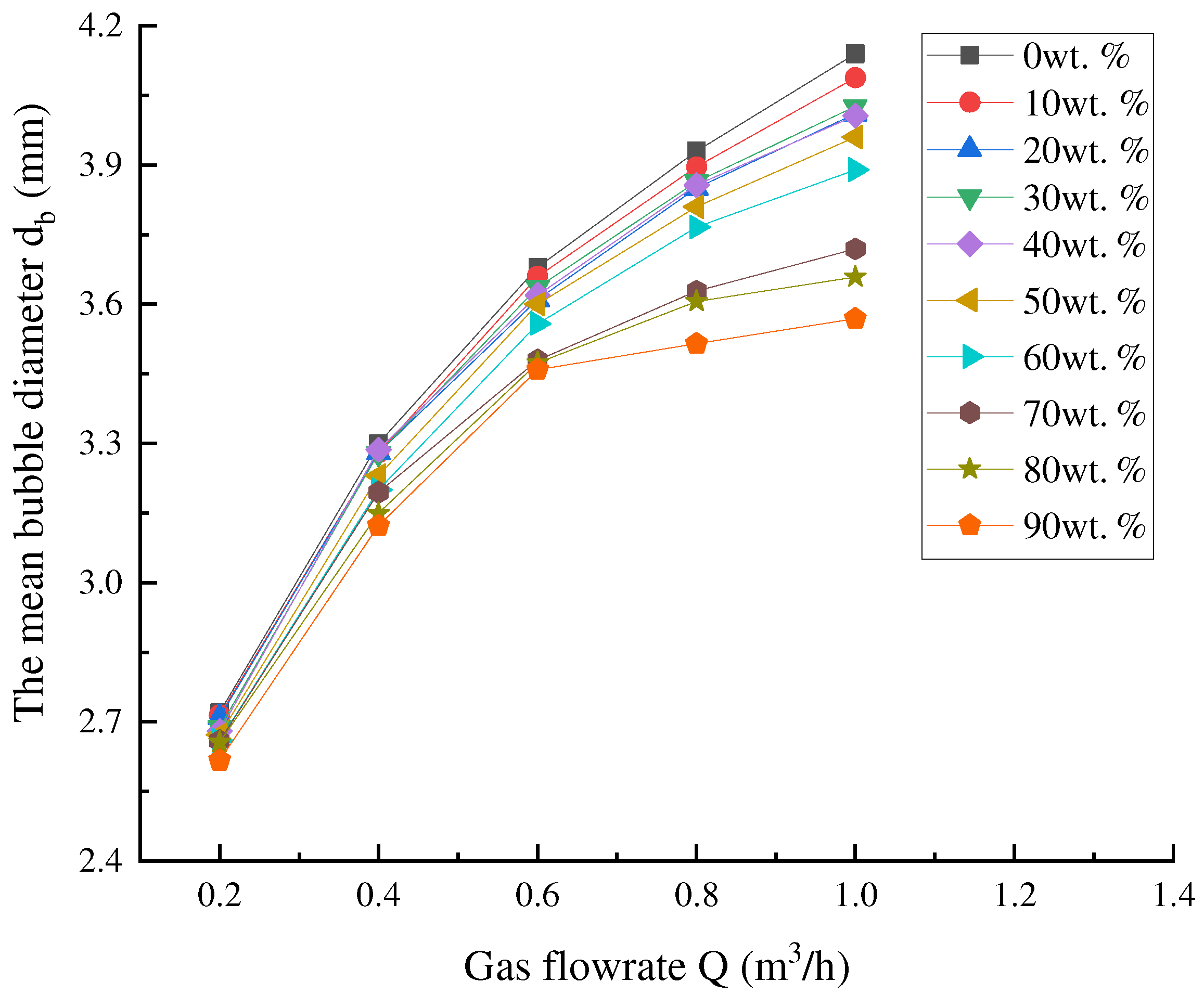
- (6)
- The mathematical model for calculating the bubble diameter of bubble floatation was formulated. The model shows that the bubble diameter of the nozzle increases with the increase in gas flow. For the nozzle with a low proportion of fine sand, the bubble diameter is obviously greatly affected.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sun, W.; Zhu, Y.; Marceau, R.; Wang, L.; Zhang, Q.; Gao, X.; Hutchinson, C. Precipitation strengthening of aluminum alloys by room-temperature cyclic plasticity. Science 2019, 363, 972–975. [Google Scholar] [CrossRef] [PubMed]
- Yu, M.; Cui, J.; Tang, Z.; Shen, Z.; Zeng, J. Effect of Er-Rich Precipitates on Microstructure and Electrochemical Behavior of the Al-5Zn-0.03In Alloy. Metals 2022, 12, 131. [Google Scholar] [CrossRef]
- Tang, Z.; Cui, J.; Yu, M.; Zhu, W.; Xu, Z.; Zeng, J.; Xu, T.; Yang, H.; Tan, Y.; Yang, B. A new insight on the diffusion growth mechanism of intermetallic compounds in Al-Er system. Mater. Des. 2022, 224, 111341. [Google Scholar] [CrossRef]
- Ren, Y.; Chen, H.; Ma, W.; Lei, Y.; Zeng, Y. Purification of aluminium-silicon alloy by electromagnetic directional solidification: Degassing and grain refinement. Sep. Purif. Technol. 2021, 277, 119459. [Google Scholar] [CrossRef]
- Xu, Z.B.; Zou, Y.Z.; Wang, W.C.; Pang, X.Z.; Zeng, J.M. An Investigation on the Impurities of Aluminum Alloy in Melt Furnace. Adv. Mater. Res. 2010, 97–101, 1045–1048. [Google Scholar] [CrossRef]
- Hao, C.G.; Li, D.Z.; Zeng, J.M. Research on Porous Sprayer for Refining of Aluminium Melt. Adv. Mater. Res. 2012, 418–420, 1856–1859. [Google Scholar] [CrossRef]
- Damoah, L.; Zhang, L. AlF3 reactive Al2O3 foam filter for the removal of dissolved impurities from molten aluminum: Preliminary results. Acta Mater. 2011, 59, 896–913. [Google Scholar] [CrossRef]
- Zeng, J.; Ping, G.; Wang, Y. Investigation of Inner Vacuum Sucking method for degassing of molten aluminum. Mater. Sci. Eng. B 2012, 177, 1717–1720. [Google Scholar] [CrossRef]
- Li, Q.; He, K.; Wu, N.; Zeng, J. Purification of Aluminum melt in Crucibles by Bubble Flotation. Procedia Manuf. 2019, 37, 438–442. [Google Scholar] [CrossRef]
- Shi, B.; Pan, F.; Chen, X.; Tang, A.; Peng, J. Research and Development of Purification Technologies of Aluminum Alloy Melt. Mater. Rev. 2009, 23, 45–48. [Google Scholar]
- Gao, F.U.; Chen, W.; Qian, K. Synthetical technique of high-efficient melt-treatment of aluminum and its effect. Chin. J. Nonferrous Met. 2002, 2, 269–274. [Google Scholar]
- Zhan, H.H.; Zeng, J.M.; Chen, P.; Lin, Z.Y. A New Porous Mullite Nozzle for Refining Molten Aluminum. Appl. Mech. Mater. 2012, 117–119, 1701–1704. [Google Scholar] [CrossRef]
- Otaki, M. Melting and melt treatment of aluminum. J. Jpn. Inst. Light Met. 1994, 44, 461–471. [Google Scholar]
- David, E.; Kopac, J. Use of Separation and Impurity Removal Methods to Improve Aluminium Waste Recycling Process. Mater. Today Proc. 2015, 2, 5071–5079. [Google Scholar] [CrossRef]
- Éskin, G.I. Prospects of ultrasonic (cavitational) treatment of the melt in the manufacture of aluminum alloy products. Metallurgist 1998, 42, 284–291. [Google Scholar] [CrossRef]
- Zeng, J.; Li, D.; Xu, Z.; Wang, Y. Hydrogen Diffusion in Molten Aluminum A206 Casting Alloy. Adv. Sci. Lett. 2011, 4, 1740–1744. [Google Scholar] [CrossRef]
- Wu, R.; Qu, Z.K.; Sun, B.; Shu, D. Effects of spray degassing parameters on hydrogen content and properties of commercial purity aluminum. Mater. Sci. Eng. A 2007, 456, 386–390. [Google Scholar] [CrossRef]
- Ge, H.R.; Gan, W.K.; Lu, J.B.; Hu, Z.L.; Cao, D.G.; Yan, J.L.; He, C.Y.; He, H.; Zeng, J.M. The Purification of ZL114A Alloy by Means of Bubble Floatation. Adv. Mater. Res. 2014, 881–883, 1361–1364. [Google Scholar] [CrossRef]
- Szekely, A.G. The removal of solid particles from molten aluminum in the spinning nozzle inert flotation process. Metall. Trans. B 1976, 7, 259–270. [Google Scholar] [CrossRef]
- Zheng, J.; Carlson, W.B.; Reed, J.S. The packing density of binary powder mixtures. J. Eur. Ceram. Soc. 1995, 15, 479–483. [Google Scholar] [CrossRef]
- Furnas, C.C. Grading Aggregates-I.-Mathematical Relations for Beds of Broken Solids of Maximum Density. Ind. Eng. Chem. 1931, 23, 1052–1058. [Google Scholar] [CrossRef]
- Wang, T.; Ma, S.; Wang, X.; Hong, T.; Luo, Y. A 100% high-aluminum fly ash-based high-density mullite ceramic with a triple microstructure: Preparation and mechanical characterization. Constr. Build. Mater. 2020, 239, 117761. [Google Scholar] [CrossRef]
- Stovall, T.; Delarrard, F.; Buil, M. Linear parking density model of grain mixtures. Powder Technol. 1988, 48, 313–315. [Google Scholar]
- Yu, A.B.; Bridgwater, J.; Burbidge, A. On the modelling of the packing of fine particles. Powder Technol. 1997, 92, 185–194. [Google Scholar] [CrossRef]
- Liu, Q.; Jia, D.; Miao, J. Study of the linear and nonlinear packing model based on mixing of quartz sand. Powder Technol. 2020, 366, 382–394. [Google Scholar] [CrossRef]
- Dang, J.; Wu, D.; Cheng, J. Study on the dynamic degassing of aluminium alloy melt with rotary impeller in small melting-pot. J. North China Inst. Technol. 1998, 19, 132–137. [Google Scholar]
- Dsa, B.; Zd, A.; Ao, W.A.; Gga, B.; Ming, W.A. Motion and mass transfer models for single bubble in an aluminum melt under a compound field of ultrasonic and rotating flow. Results Phys. 2020, 19, 103386. [Google Scholar]
- Tzanakis, I.; Lebon, G.; Eskin, D.G.; Pericleous, K.A. Characterizing the cavitation development and acoustic spectrum in various liquids. Ultrason. Sonochemistry 2016, 34, 651–662. [Google Scholar] [CrossRef] [Green Version]
- Yen, K.; Chaki, T.K. A dynamic simulation of particle rearrangement in powder packings with realistic interactions. J. Appl. Phys. 1992, 71, 3164–3173. [Google Scholar] [CrossRef]
- Bear, J. Dynamics of Fluids in Porous Media; Dover Publications: New York, NY, USA, 1988; pp. 25–56. [Google Scholar]
- Pavan, V.; Oxarango, L. A New Momentum Equation for Gas Flow in Porous Media: The Klinkenberg Effect Seen Through the Kinetic Theory. J. Stat. Phys. 2007, 126, 355–389. [Google Scholar] [CrossRef]
- Wu, Y.S.; Pruess, K.; Persoff, P. Gas Flow in Porous Media With Klinkenberg Effects. Transp. Porous Media 1998, 32, 117–137. [Google Scholar] [CrossRef]
- Arabjamaloei, R.; Ruth, D.W. Lattice Boltzmann based simulation of gas flow regimes in low permeability porous media: Klinkenberg’s region and beyond. J. Nat. Gas Sci. Eng. 2016, 31, 405–416. [Google Scholar] [CrossRef]
- Fowler, J.L.; Hertel, K.L. Flow of a Gas Through Porous Media. J. Appl. Phys. 1940, 11, 496–502. [Google Scholar] [CrossRef]
- Neuman, S.P. Theoretical derivation of Darcy’s law. Acta Mech. 1977, 25, 153–170. [Google Scholar] [CrossRef]
- Wraith, A.E. Two stage bubble growth at a submerged plate orifice. Chem. Eng. Sci. 1971, 26, 1659–1671. [Google Scholar] [CrossRef]
- Zhu, K.; Xu, Z.; Zhao, S.; Zeng, J. Bubble Flotation for Purification of High Manganese Steel with Porous Blower. Procedia Manuf. 2019, 37, 375–379. [Google Scholar] [CrossRef]
- Mirgaux, O.; Ablitzer, D.; Waz, E.; Bellot, J.P. Mathematical Modeling and Computer Simulation of Molten Aluminum Purification by Flotation in Stirred Reactor. Metall. Mater. Trans. B 2009, 40, 363–375. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Level | The Proportion of Binder/wt.% | Size of Fine Sand/Mesh | The Proportion of Fine Sand/wt.% | The Pressure of Making Sample/MPa | The Proportion of Pore-Forming agent/wt.% |
|---|---|---|---|---|---|
| 1 | 10 | 50 | 0 | 3 | 0 |
| 2 | 12.5 | 80 | 25 | 4 | 3 |
| 3 | 15 | 100 | 50 | 5 | 6 |
| 4 | 17.5 | 200 | 75 | 6 | 9 |
| 5 | 20 | 300 | 100 | 7 | 12 |
| Sample No. | Amount of Binder | Size of Fine Sand | The Proportion of Fine Sand | The Pressure of Making Sample | The Proportion of Pore-Forming agent | Error | Permeability /×10−12 m2 | Compressive Strength/MPa |
|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 70.9 | 5 |
| 2 | 1 | 2 | 2 | 2 | 2 | 2 | 46.5 | 6 |
| 3 | 1 | 3 | 3 | 3 | 3 | 3 | 97.5 | 4.2 |
| 4 | 1 | 4 | 4 | 4 | 4 | 4 | 2.798 | 16 |
| 5 | 1 | 5 | 5 | 5 | 5 | 5 | 7.1 | 9.5 |
| 6 | 2 | 1 | 2 | 3 | 4 | 5 | 224.5 | 0.3 |
| 7 | 2 | 2 | 3 | 4 | 5 | 1 | 267.5 | 0.2 |
| 8 | 2 | 3 | 4 | 5 | 1 | 2 | 59.7 | 9 |
| 9 | 2 | 4 | 5 | 1 | 2 | 3 | 6.01 | 16 |
| 10 | 2 | 5 | 1 | 2 | 3 | 4 | 160.8 | 0.7 |
| 11 | 3 | 1 | 3 | 5 | 2 | 4 | 48.59 | 4.4 |
| 12 | 3 | 2 | 4 | 1 | 3 | 5 | 98.6 | 3 |
| 13 | 3 | 3 | 5 | 2 | 4 | 1 | 61.2 | 3.2 |
| 14 | 3 | 4 | 1 | 3 | 5 | 2 | 272.7 | 0.1 |
| 15 | 3 | 5 | 2 | 4 | 1 | 3 | 37.45 | 10 |
| 16 | 4 | 1 | 4 | 2 | 5 | 3 | 225.2 | 0.5 |
| 17 | 4 | 2 | 5 | 3 | 1 | 4 | 15.66 | 9.3 |
| 18 | 4 | 3 | 1 | 4 | 2 | 5 | 138.32 | 0.9 |
| 19 | 4 | 4 | 2 | 5 | 3 | 1 | 6.6 | 16 |
| 20 | 4 | 5 | 3 | 1 | 4 | 2 | 26.7 | 6.9 |
| 21 | 5 | 1 | 5 | 4 | 3 | 2 | 46.9 | 6.5 |
| 22 | 5 | 2 | 1 | 5 | 4 | 3 | 144.2 | 0.8 |
| 23 | 5 | 3 | 2 | 1 | 5 | 4 | 147.9 | 0.9 |
| 24 | 5 | 4 | 3 | 2 | 1 | 5 | 3.94 | 19 |
| 25 | 5 | 5 | 4 | 3 | 2 | 1 | 2.75 | 20 |
| Variance Source | Degree of Freedom | Deviations Sum of Square | F Value | p Value | Significance |
|---|---|---|---|---|---|
| Regression | 6 | 373.082 | 6.21 | 0.001 | Significant |
| Binder | 1 | 0.565 | 0.06 | 0.815 | Insignificant |
| Size of fine sand | 1 | 102.977 | 10.29 | 0.005 | Significant |
| The proportion of fine sand | 1 | 134.272 | 13.41 | 0.002 | Significant |
| The pressure of making sample | 1 | 3.886 | 0.39 | 0.541 | Insignificant |
| The proportion of pore-forming agent | 1 | 131.156 | 13.10 | 0.002 | Significant |
| Experimental error | 1 | 0.226 | 0.02 | 0.882 | Insignificant |
| Systematic error | 18 | 180.213 | |||
| Total | 24 | 553.295 |
| Variance Source | Degree of Freedom | Deviations Sum of Square | F Value | p Value | Significance |
|---|---|---|---|---|---|
| Regression | 6 | 30.9844 | 7.94 | 0.000 | Significant |
| Binder | 1 | 0.0003 | 0.00 | 0.983 | Insignificant |
| Size of fine sand | 1 | 9.6553 | 14.85 | 0.001 | Significant |
| The proportion of fine sand | 1 | 9.8379 | 15.13 | 0.001 | Significant |
| The pressure of making sample | 1 | 0.7215 | 1.11 | 0.306 | Insignificant |
| The proportion of pore-forming agent | 1 | 10.6983 | 16.46 | 0.001 | Significant |
| Experimental error | 1 | 0.0712 | 0.11 | 0.744 | Insignificant |
| Systematic error | 18 | 11.7021 | |||
| Total | 24 | 42.6866 |
| The proportion of fine sand (wt.%) | 0 | 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 |
| Porosity (%) | 26.60 | 26.19 | 25.40 | 24.82 | 24.21 | 23.35 | 22.32 | 21.00 | 19.81 | 18.41 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tan, Y.; Zhang, G.; Lu, W.; Yang, B.; Tang, Z.; Xu, Z.; Zheng, Q.; Zeng, J.; Tang, H.; Wang, J.; et al. A New Porous Nozzle for Aluminum Melts Purification—Preparation and Mathematical–Physical Model. Metals 2023, 13, 586. https://doi.org/10.3390/met13030586
Tan Y, Zhang G, Lu W, Yang B, Tang Z, Xu Z, Zheng Q, Zeng J, Tang H, Wang J, et al. A New Porous Nozzle for Aluminum Melts Purification—Preparation and Mathematical–Physical Model. Metals. 2023; 13(3):586. https://doi.org/10.3390/met13030586
Chicago/Turabian StyleTan, Yapeng, Guoqing Zhang, Weihong Lu, Bo Yang, Zhichao Tang, Zhengbing Xu, Qinjia Zheng, Jianmin Zeng, Hongqun Tang, Junsheng Wang, and et al. 2023. "A New Porous Nozzle for Aluminum Melts Purification—Preparation and Mathematical–Physical Model" Metals 13, no. 3: 586. https://doi.org/10.3390/met13030586