
Preparation and Microstructure of Multi-Component High Entropy Alloy Powders Fabricated by Gas Atomization Method

Abstract
:1. Introduction
2. Experimental
3. Results and Discussion
4. Conclusions
- (1)
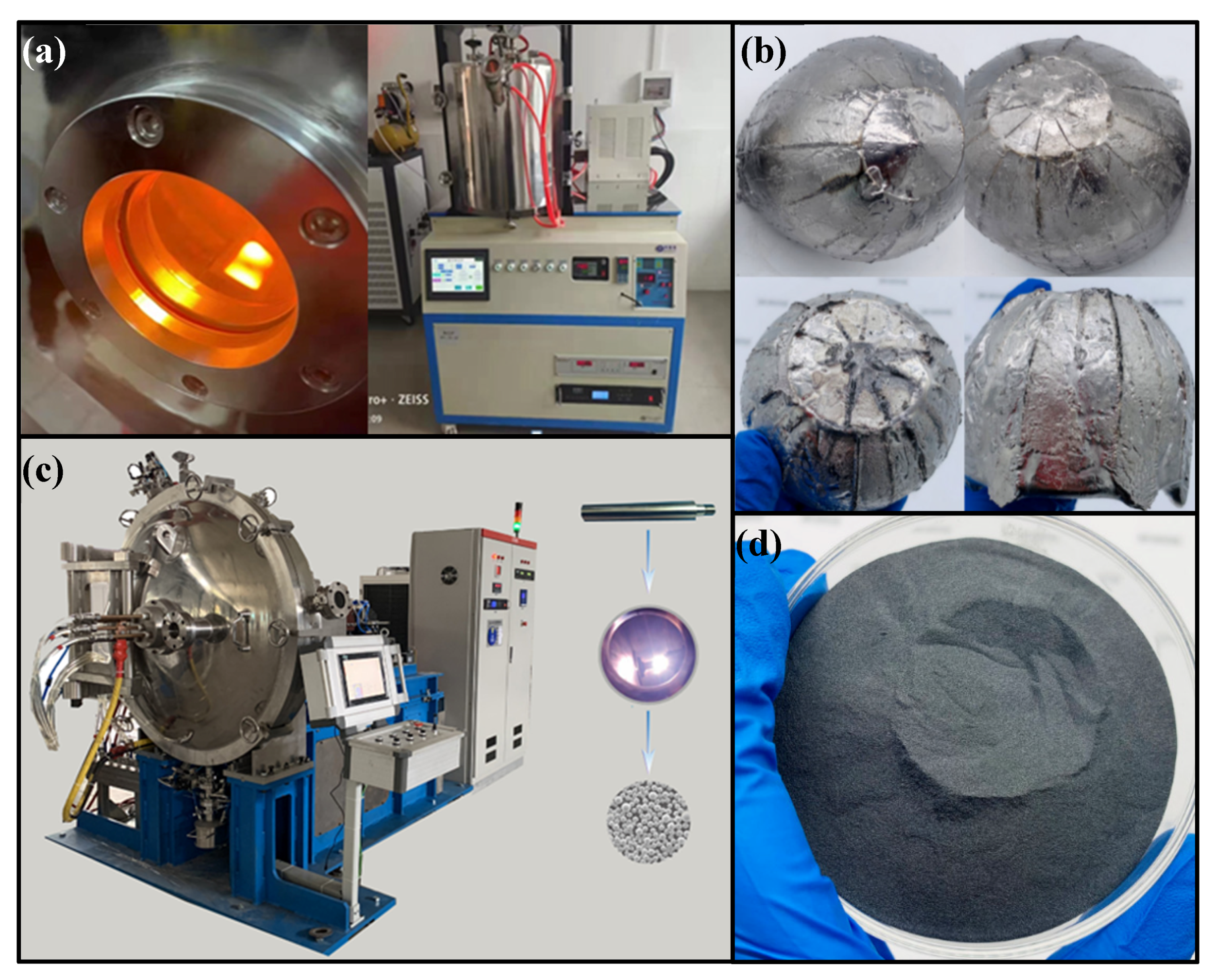
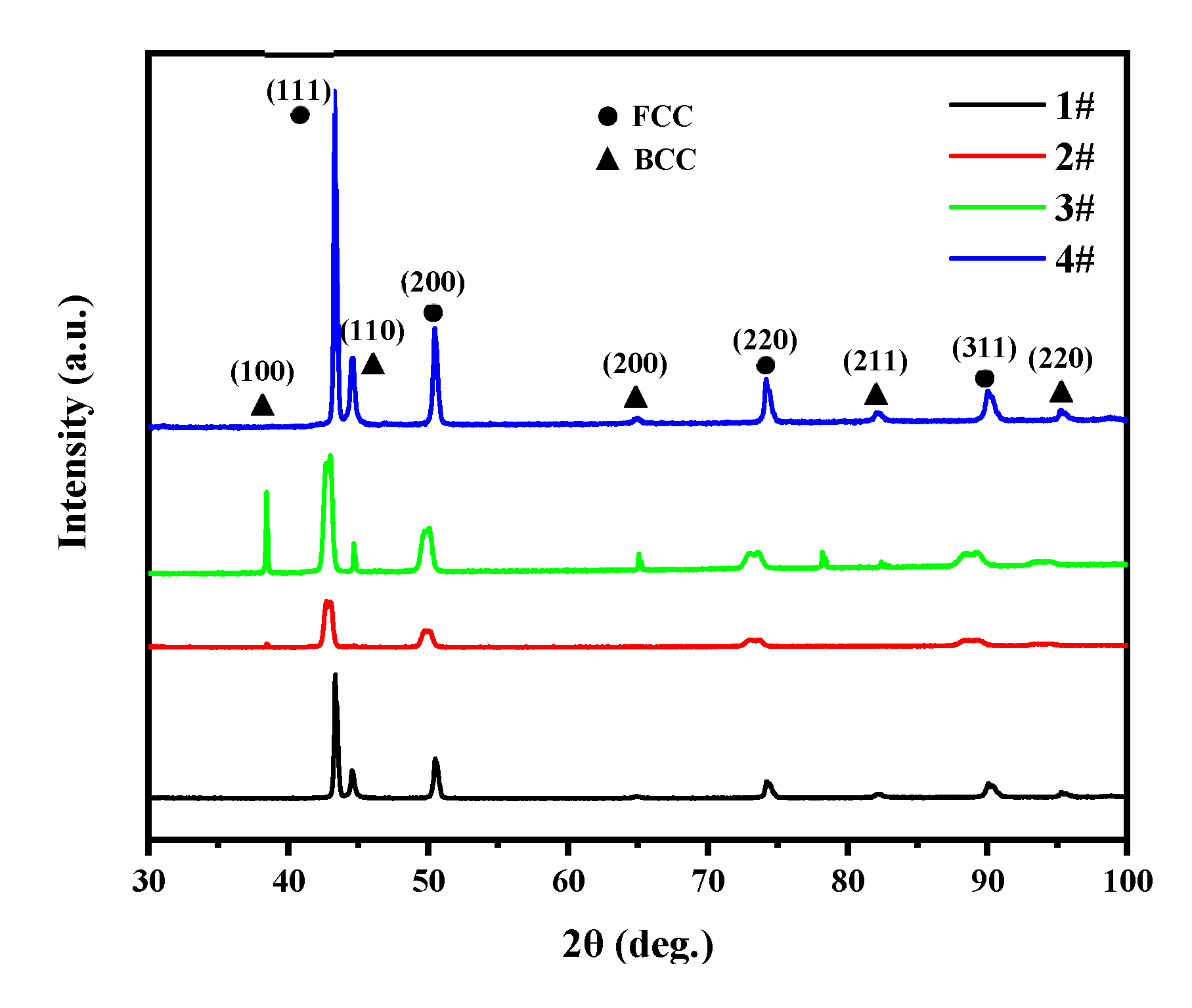
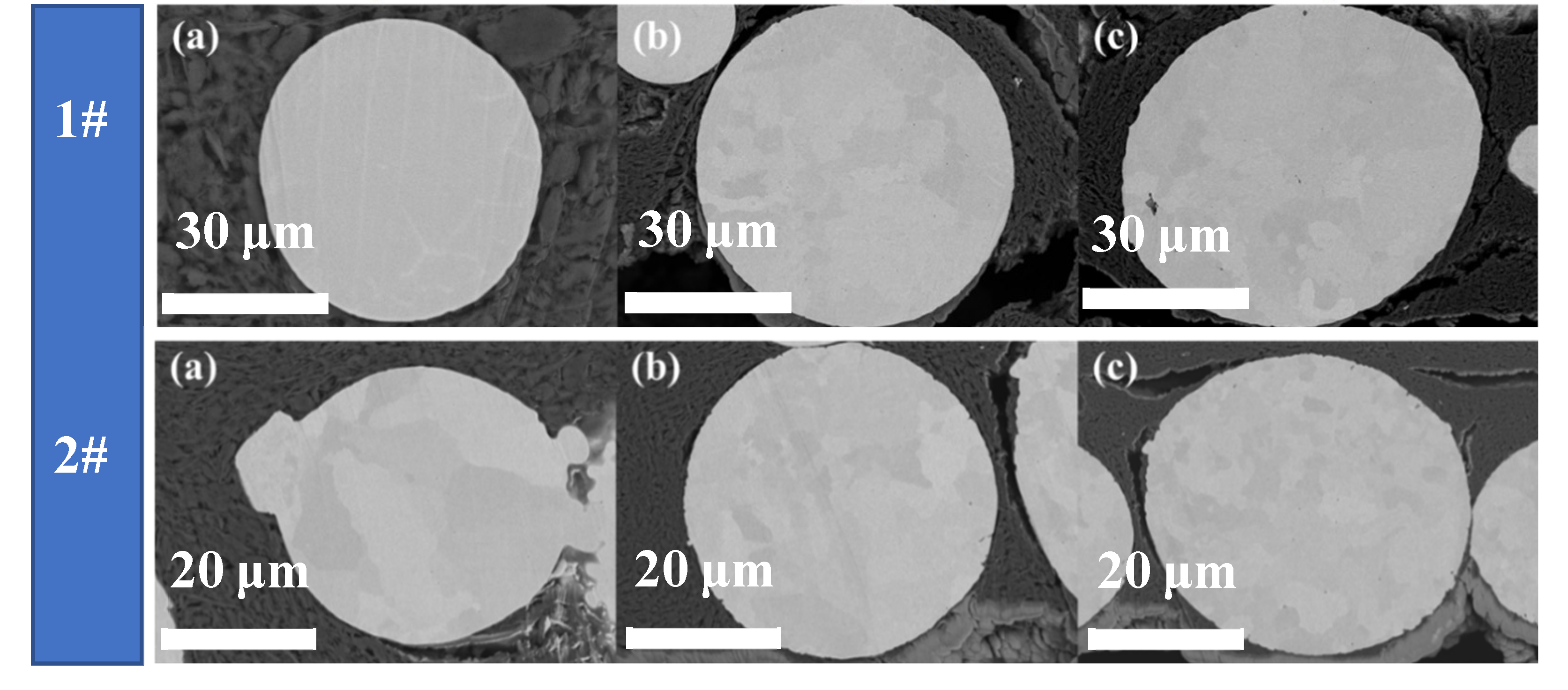
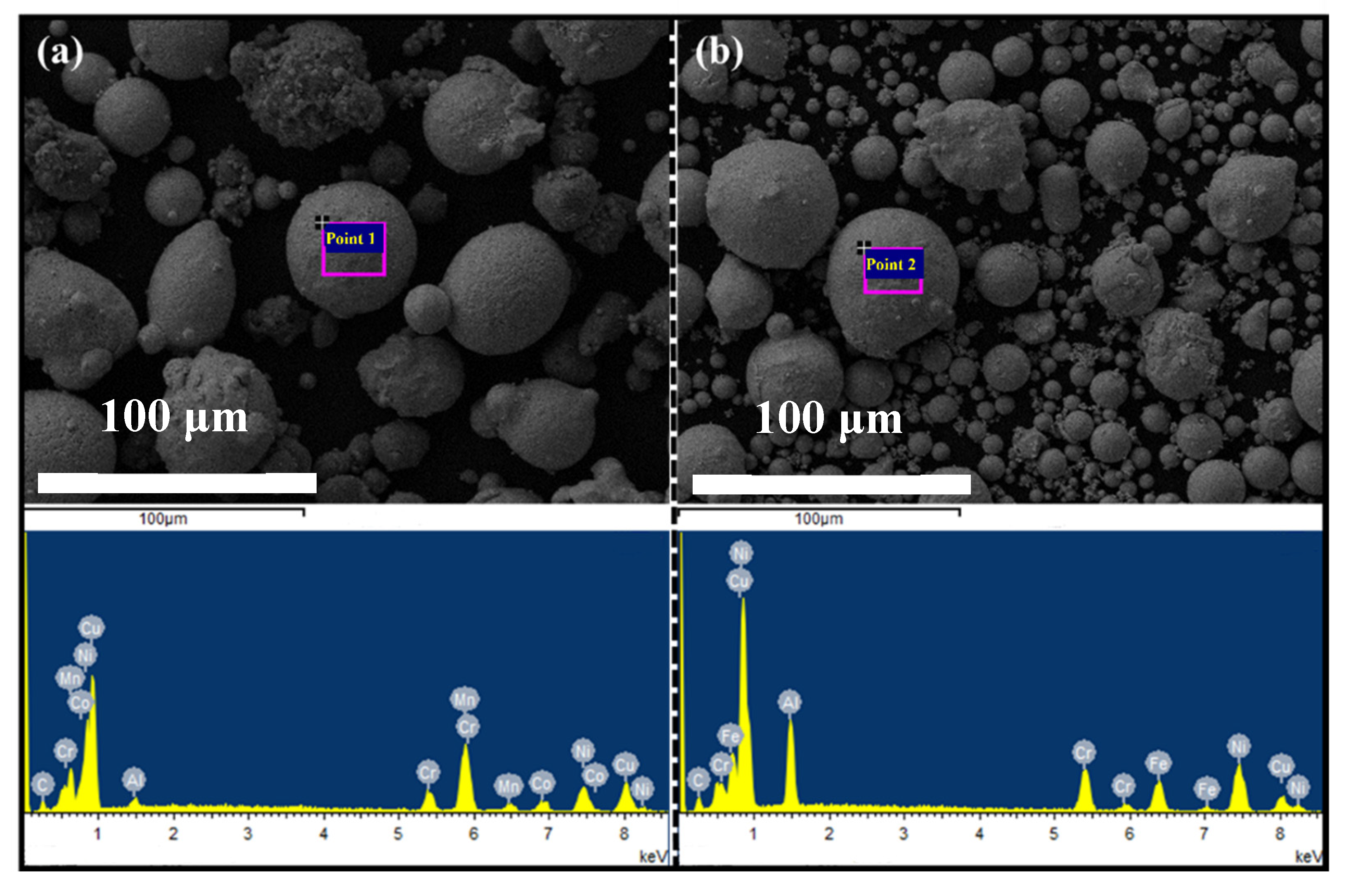
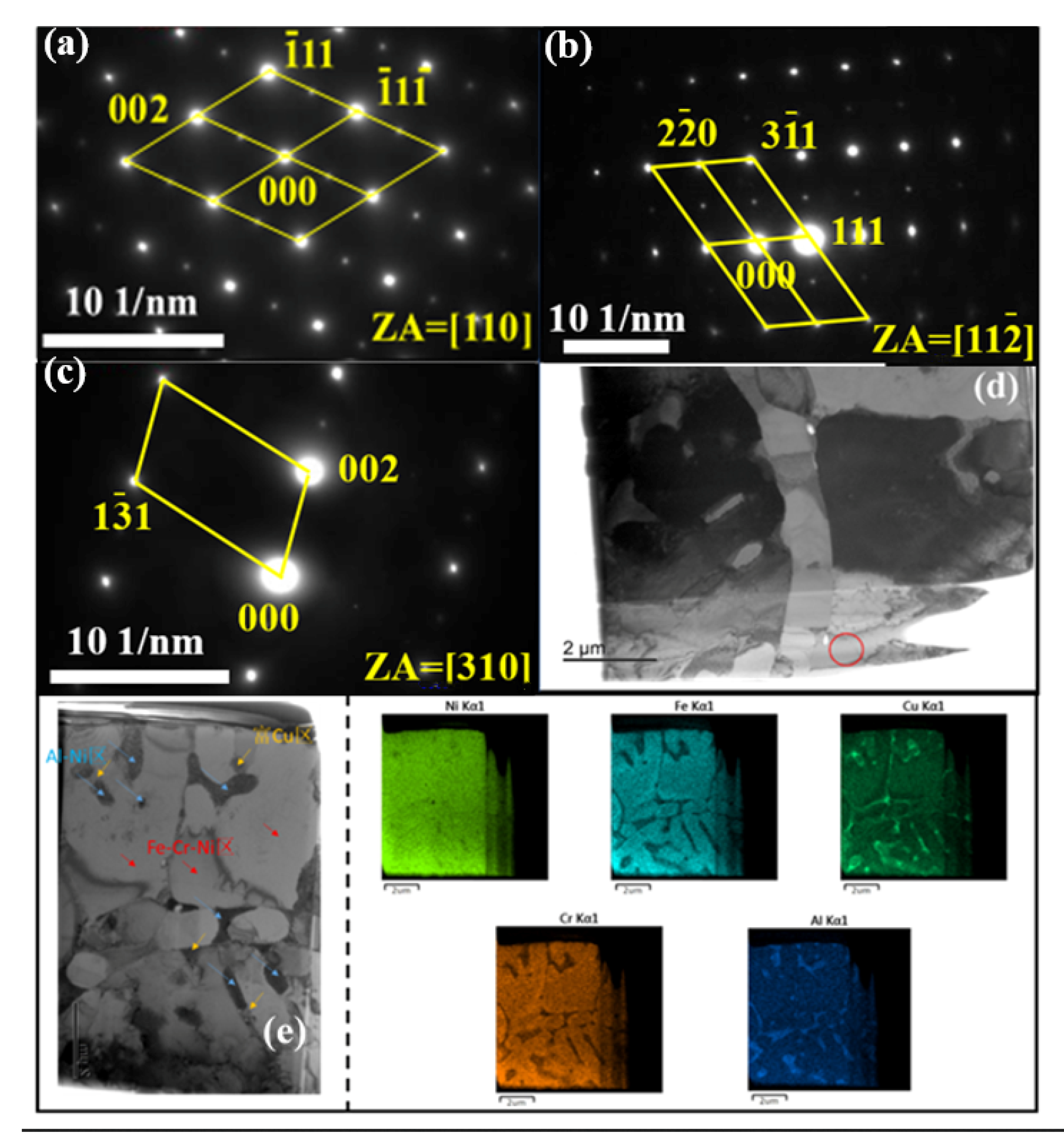
- The spherical powder of AlCrCoNiCu high entropy alloy was obtained, which was composed of FCC phase with uniform composition. On the basis of AlCrCoNiCu, dual-phase high entropy alloy spherical powder was prepared by adding trace Fe, Mn and other strengthening elements.
- (2)
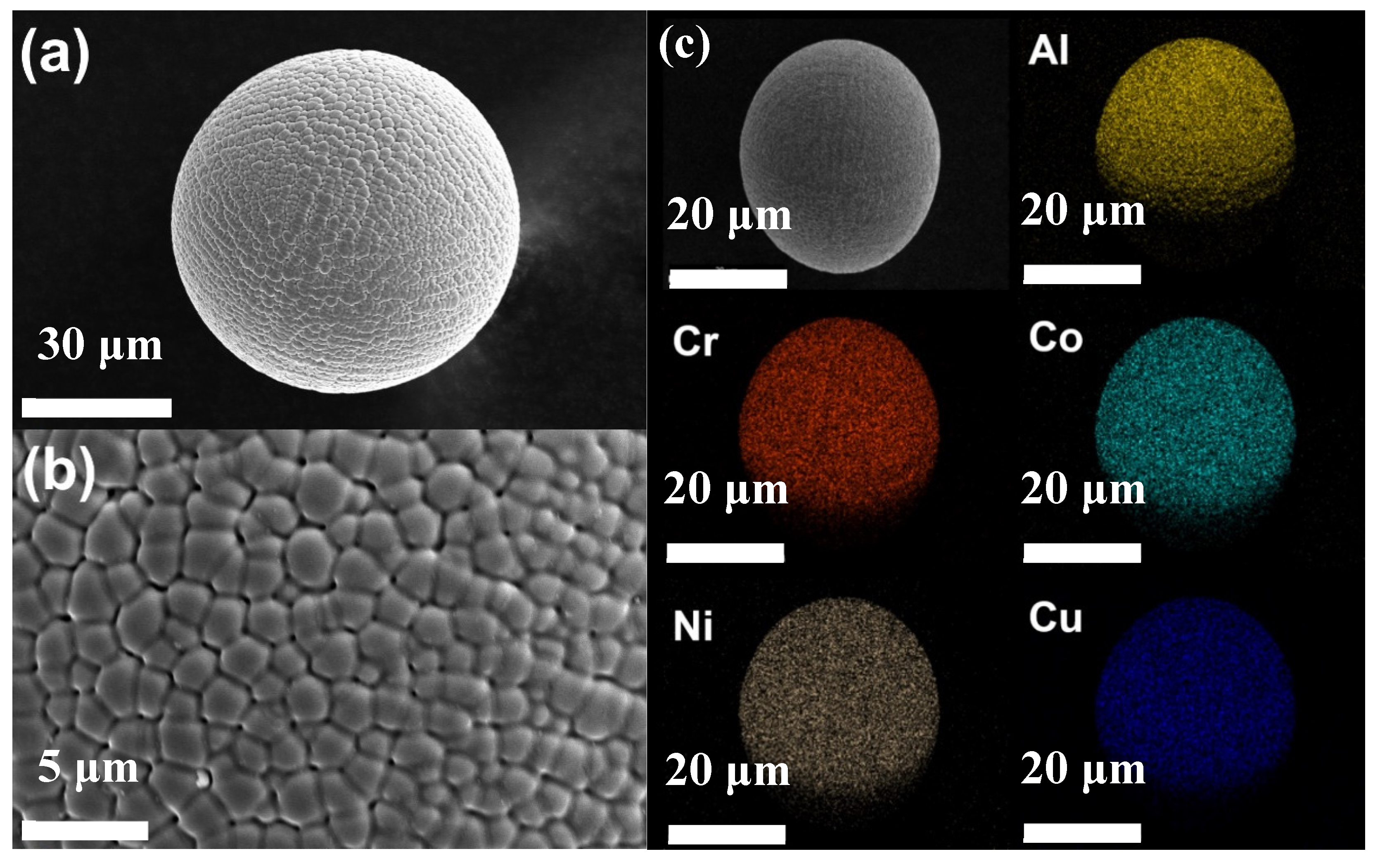
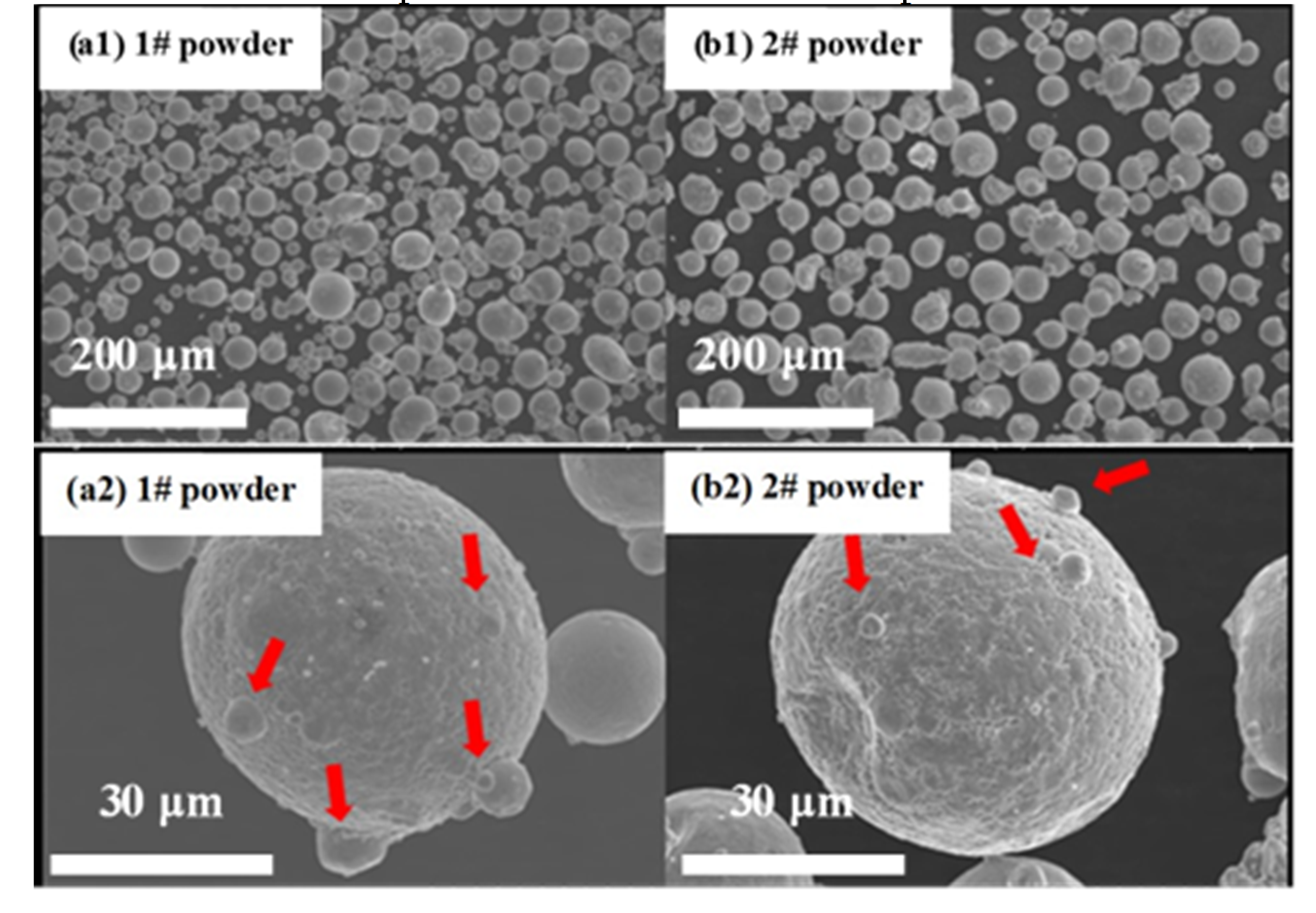
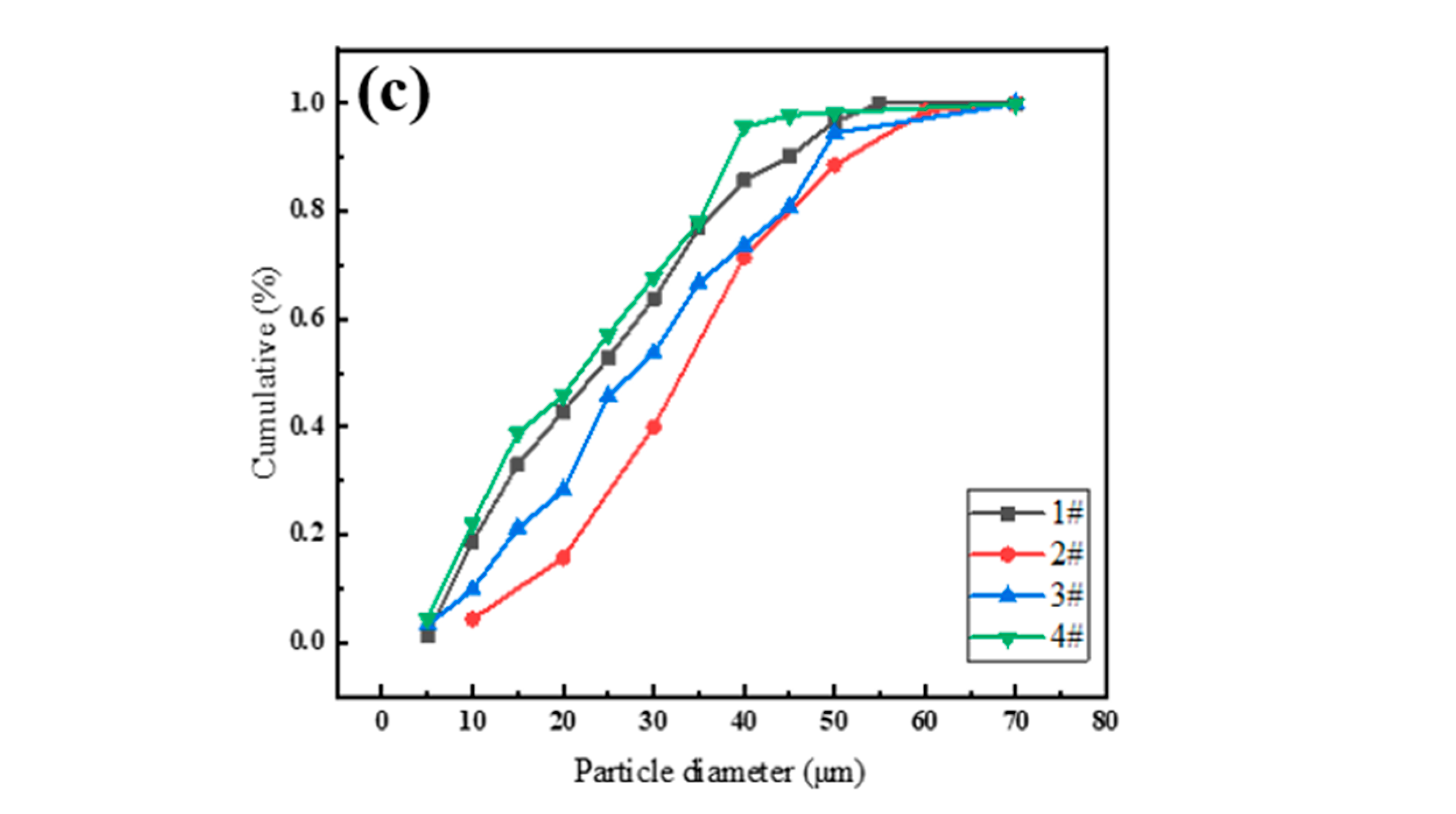
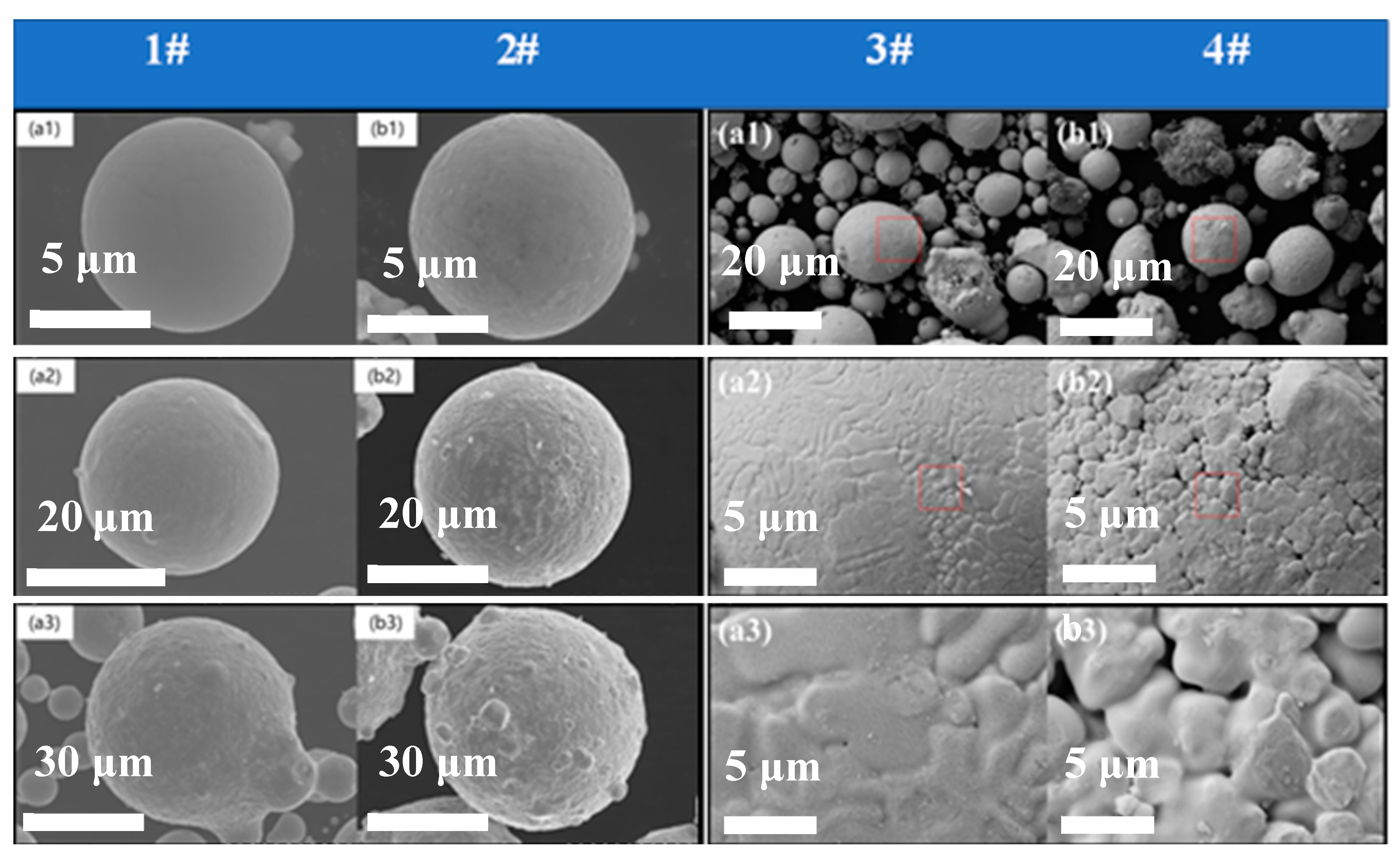
- The powders possessed good fluidity and the particle size was mainly 10–50 μm. The characterization results showed that the surface roughness of powder particles was largely related to their size. The larger the particle size was, the more significant the surface roughness was.
- (3)
- With the decrease in powder size, its shape becomes relatively regular, and the surface unevenness decreased. Some particles with larger particle sizes were bonded with fine particles mainly due to the different cooling speeds of the powder. The larger the particle size was, the more obvious the coating characteristics were.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hsu, C.Y.; Yeh, J.W.; Chen, S.K.; Shun, T.T. Wear resistance and high-temperature compression strength of Fcc CuCoNiCrAl0.5Fe alloy with boron addition. Metall. Mater. Trans. A 2004, 35, 1465–1469. [Google Scholar] [CrossRef]
- Dewangan, S.K.; Mangish, A.; Kumar, S.; Sharma, A.; Ahn, B.; Kumar, V. A review on High-Temperature Applicability: A milestone for high entropy alloys. Eng. Sci. Technol. 2022, 35, 101211. [Google Scholar] [CrossRef]
- Hsu, C.Y.; Juan, C.C.; Wang, W.R.; Sheu, T.S.; Yeh, J.W.; Chen, S.K. On the superior hot hardness and softening resistance of AlCoCrxFeMo0.5Ni high-entropy alloys. Mater. Sci. Eng. A 2011, 528, 3581–3588. [Google Scholar] [CrossRef]
- Xia, S.Q.; Yang, X.; Chen, M.B.; Yang, T.F.; Zhang, Y. The Al effects of Co-free and V-containing high-entropy alloys. Metals 2017, 7, 18. [Google Scholar] [CrossRef] [Green Version]
- Tong, W.; Liang, L.; Xu, J.; Wang, H.; Tian, J.; Peng, L. Achieving enhanced mechanical, pseudoelastic and elastocaloric properties in Ni-Mn-Ga alloys via Dy micro-alloying and isothermal mechanical cyclic training. Scr. Mater. 2022, 209, 114393. [Google Scholar] [CrossRef]
- Li, H.; Zeng, S.; Zhou, Y.K.; Li, H.L.; Zhang, H.W.; Zhang, H.F.; Zhu, Z.W. High tensile strength and superelasticity of directionally solidified Ti30Ni30Fe10Hf10Nb20 eutectic high entropy alloy. Acta Metall. Sin. Engl. Lett. 2022, 35, 1583–1590. [Google Scholar] [CrossRef]
- Mohanty, S.; Maity, T.; Mukhopadhyay, S.; Sarkar, S.; Gurao, N.; Bhowmick, S.; Biswas, K. Powder metallurgical processing of equiatomic AlCoCrFeNi high entropy alloy: Microstructure and mechanical properties. Mater. Sci. Eng. A 2017, 679, 299–313. [Google Scholar] [CrossRef]
- Xia, S.Q.; Xia, Z.X.; Zhao, D.; Xie, Y.; Liu, X.; Wang, L. Microstructure formation mechanism and corrosion behavior of FeCrCuTiV two-phase high entropy alloy prepared by different processes. Fusion Eng. Des. 2021, 172, 112792. [Google Scholar] [CrossRef]
- Wang, B.X.; Huang, X.F.; Fu, A.; Liu, Y.; Liu, B. Serration behavior and microstructure of high entropy alloy CoCrFeMnNi prepared by powder metallurgy. Mater. Sci. Eng. A 2018, 726, 37–44. [Google Scholar] [CrossRef]
- Yang, F.; Wang, L.L.; Wang, Z.J.; Wu, Q.F.; Zhou, K.X.; Lin, X.; Huang, W.D. Ultra strong and ductile eutectic high entropy alloy fabricated by selective laser melting. J. Mater. Sci. Technol. 2022, 106, 128–132. [Google Scholar] [CrossRef]
- Jia, Y.J.; Chen, H.N.; Liang, X.D. Microstructure and wear resistance of CoCrNbNiW high-entropy alloy coating prepared by laser melting deposition. Rare Metals 2019, 38, 1153–1159. [Google Scholar] [CrossRef]
- Gómez-Esparza, C.D.; Rodríguez-Gónzalez, C.A.; Estrada-Guel, I.; Martínez-Sánchez, R. An analysis of nanoindentation in a NiCoAlFeMo high entropy alloy produced by sintering. Microsc. Microanal. 2017, 23, 772–773. [Google Scholar] [CrossRef] [Green Version]
- Shi, F.K.; Zhang, Q.K.; Xu, C.; Hu, F.Q.; Yang, L.J.; Zheng, B.Z.; Song, Z.L. In-situ synthesis of NiCoCrMnFe high entropy alloy coating by laser cladding. Opt. Laser. Technol. 2022, 151, 108020. [Google Scholar] [CrossRef]
- Sharma, A. High entropy alloy coatings and technology coatings. Coatings 2021, 11, 372. [Google Scholar] [CrossRef]
- Yan, Y.; Song, W.D.; Li, K.F.; Zhao, K.; Sun, T.T.; Song, K.K.; Gong, J.H.; Hu, L.N. Microstructural features and mechanical behaviors of Al0.5Cr0.8CoFeNi2.5V0.2 high-entropy alloys fabricated by selective laser melting technique. Acta Metall. Sin. Engl. Lett. 2022, 35, 1591–1606. [Google Scholar] [CrossRef]
- Zhang, S.; Wu, C.L.; Yi, J.Z.; Zhang, C.H. Synthesis and characterization of FeCoCrAlCu high-entropy alloy coating by laser surface alloying. Surf. Coat. Technol. 2015, 262, 64–69. [Google Scholar] [CrossRef]
- Stepanov, N.D.; Shaysultanov, D.G.; Chernichenko, R.S.; Yurchenko, N.Y.; Zherebtsov, S.V.; Tikhonovsky, M.A.; Salishchev, G.A. Effect of thermomechanical processing on microstructure and mechanical properties of the carbon-containing CoCrFeNiMn high entropy alloy. J. Alloys Compd. 2017, 693, 394–405. [Google Scholar] [CrossRef] [Green Version]
- Ma, Y.; Jiang, B.B.; Li, C.L.; Wang, Q.; Dong, C.; Liaw, P.K.; Xu, F.; Sun, L.X. The BCC/B2 morphologies in AlxNiCoFeCr high-entropy alloys. Metals 2017, 7, 57. [Google Scholar] [CrossRef] [Green Version]
- Zhang, K.B.; Fu, Z.Y.; Zhang, J.Y.; Shi, J.; Wang, W.M.; Wang, H.; Wang, Y.C.; Zhang, Q.J. Annealing on the structure and properties evolution of the CoCrFeNiCuAl high-entropy alloy. J. Alloys Compd. 2010, 502, 295–299. [Google Scholar] [CrossRef]
- He, F.; Wang, Z.J.; Li, Y.Y.; Wu, Q.F.; Li, J.J.; Wang, J.C.; Liu, C.T. Kinetic ways of tailoring phases in high entropy alloys. Sci. Rep. 2016, 6, 34628. [Google Scholar] [CrossRef] [Green Version]
- Yurchenko, N.Y.; Stepanov, N.D.; Shaysultanov, D.G.; Tikhonovsky, M.A.; Salishchev, G.A. Effect of Al content on structure and mechanical properties of the AlxCrNbTiVZr (x = 0; 0.25; 0.5; 1) high-entropy alloys. Mater. Charact. 2016, 121, 125–134. [Google Scholar] [CrossRef]
- Cui, Y.; Shen, J.Q.; Marwana Manladan, S.; Geng, K.P.; Hu, S.G. Effect of phase transition on the mechanical properties of FeCoCrNiMnAlx (x=0.5, 0.75) high-entropy alloy cladding layer. Surf. Topogr. Metrol. 2021, 9, 015021. [Google Scholar] [CrossRef]
- Liang, Y.H.; Li, C.L.; Hsueh, C.H. Effects of Nb addition on microstructures and mechanical properties of Nbx-CoCrFeMnNi high entropy alloy films. coatings 2021, 11, 1539. [Google Scholar] [CrossRef]
- Wang, Y.; Li, R.D.; Niu, P.D.; Zhang, Z.J.; Yuan, T.C.; Yuan, J.W.; Li, K. Microstructures and properties of equimolar AlCoCrCuFeNi high-entropy alloy additively manufactured by selective laser melting. Intermetallics 2020, 120, 106746. [Google Scholar] [CrossRef]
- Yang, T.H.; Cai, B.; Shi, Y.J.; Wang, M.X.; Zhang, G.P. Preparation of nanostructured CoCrFeMnNi high entropy alloy by hot pressing sintering gas atomized powders. Micron 2021, 147, 103082. [Google Scholar] [CrossRef]
- Wang, S.; Li, Y.; Zhang, D.; Yang, Y.; Marwana Manladan, S.; Luo, Z. Microstructure and mechanical properties of high strength AlCoCrFeNi2.1 eutectic high entropy alloy prepared by selective laser melting (SLM). Mater. Lett. 2022, 310, 131511. [Google Scholar] [CrossRef]
- Hsu, Y.J.; Chiang, W.C.; Wu, J.K. Corrosion behavior of FeCoNiCrCux high-entropy alloys in 3.5% sodium chloride solution. Mater. Chem. Phys. 2005, 92, 112–117. [Google Scholar] [CrossRef]
- Ocelík, V.; Janssen, N.; Smith, S.N.; De Hosson, J.T.M. Additive manufacturing of high-entropy alloys by laser processing. JOM 2016, 68, 1810–1818. [Google Scholar] [CrossRef] [Green Version]
- Yang, S.F.; Liu, Z.L.; Pi, J.H. Microstructure and wear behavior of the AlCrFeCoNi high-entropy alloy fabricated by additive manufacturing. Mater. Lett. 2020, 261, 127004. [Google Scholar] [CrossRef]
- Kim, J.; Wakai, A.; Moridi, A. Materials and manufacturing renaissance: Additive manufacturing of high-entropy alloys. J. Mate. Res. 2020, 35, 1963–1983. [Google Scholar] [CrossRef]
- Zhang, M.; Zhou, X.L.; Wang, D.F.; He, L.J.; Ye, X.Y.; Zhang, W.W. Additive manufacturing of in-situ strengthened dual-phase AlCoCuFeNi high-entropy alloy by selective electron beam melting. J. Alloys Compd. 2022, 893, 162259. [Google Scholar] [CrossRef]
- Rawat, R.; Singh, B.K.; Tiwari, A.; Arun, N.; Pathak, A.P.; Shadangi, Y.; Mukhopadhyay, N.K.; Nelamarri, S.R.; Venugopal Rao, S.; Tripathi, A. Formation of Cu-Ni enriched phases during laser processing of nonequiatomic AlSiCrMnFeNiCu high entropy alloy nanoparticles. J. Alloys Compd. 2022, 927, 166905. [Google Scholar] [CrossRef]
- Pandey, V.K.; Shadangi, Y.; Shivam, V.; Basu, J.; Chattopadhyay, K.; Majumdar, B.; Sarma, B.N.; Mukhopadhyay, N.K. Synthesis, characterization and thermal stability of nanocrystalline MgAlMnFeCu low-density high-entropy alloy. Trans. Indian Inst. Met. 2021, 74, 33–44. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Powders | Al | Co | Cu | Ni | Cr | Fe | Mn |
|---|---|---|---|---|---|---|---|
| AlCrCoNiCu | 20 | 20 | 20 | 20 | 20 | - | - |
| 1# | 15.00 | 6.00 | 15.00 | 33.00 | 15.00 | 15.00 | - |
| 2# | 6.00 | 9.00 | 34.00 | 22.00 | 7.00 | - | 22.00 |
| 3# | 16.00 | 8.00 | 29.00 | 21.00 | 6.00 | - | 20.00 |
| 4# | 15.00 | 6.00 | 15.00 | 34.00 | 15.00 | 15.00 | - |
| Powders | Al | Co | Cu | Ni | Cr | Fe | Mn | C |
|---|---|---|---|---|---|---|---|---|
| AlCrCoNiCu | 22.37 | 17.84 | 21.26 | 21.26 | 17.26 | - | - | - |
| 1# | 8.55 | 0.08 | 18.63 | 44.47 | 13.59 | 14.66 | - | - |
| 2# | 0.63 | 8.61 | 35.92 | 22.92 | 6.63 | - | 24.98 | - |
| 3# | 1.55 | 5.90 | 30.38 | 17.61 | 5.64 | - | 21.87 | 17.06 |
| 4# | 12.78 | 8.61 | 16.66 | 28.48 | 10.75 | 10.50 | - | 20.81 |
| Powders | Wt. % | ||
|---|---|---|---|
| <10 μm | 10~50μm | >50μm | |
| 1# | 18.68 | 78.02 | 3.3 |
| 2# | 4.29 | 84.28 | 11.43 |
| 3# | 9.79 | 84.76 | 5.05 |
| 4# | 22.06 | 76.29 | 1.65 |
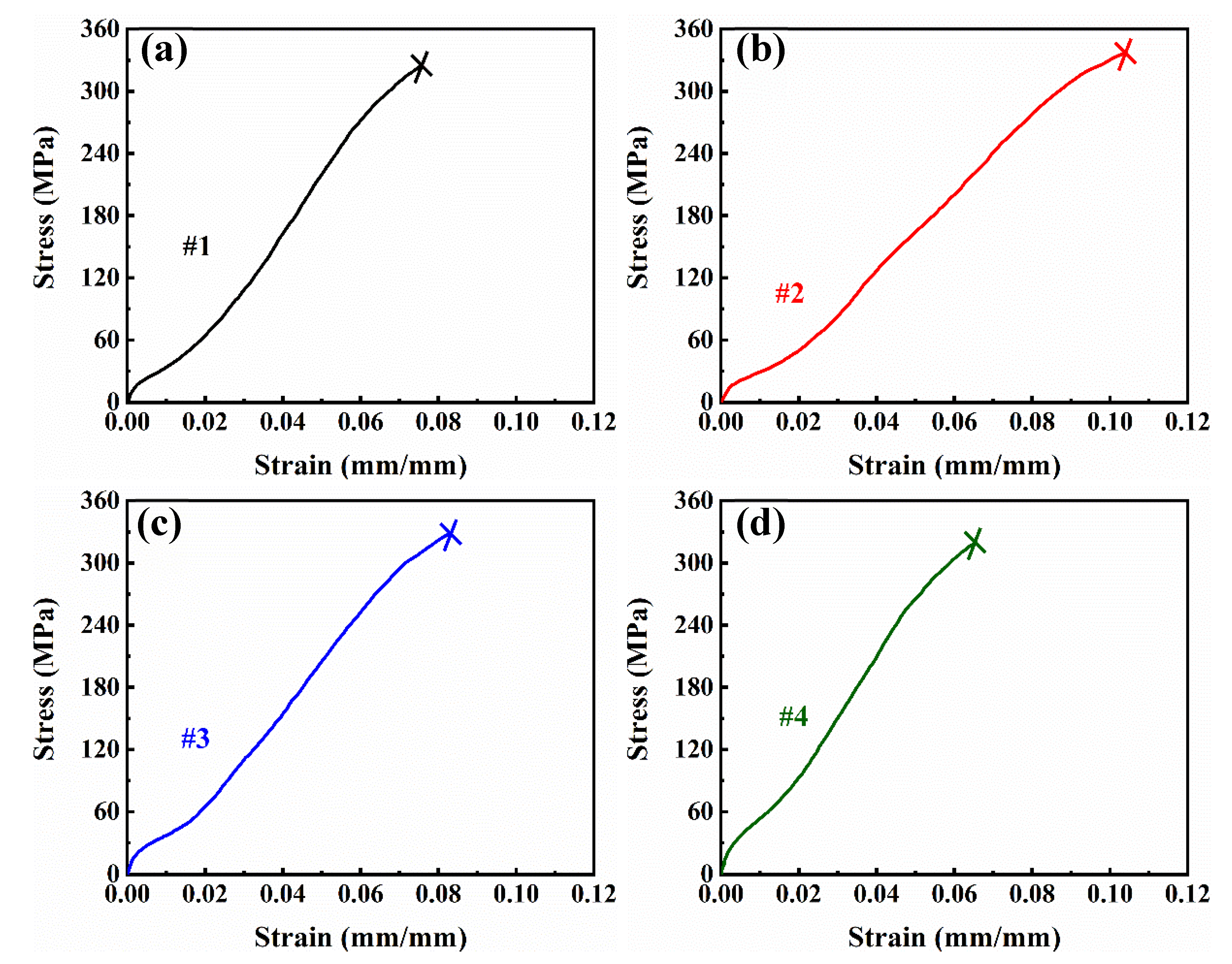
| Samples | Yield Strength(MPa) | Ultimate Strength (MPa) | Elongation(%) |
|---|---|---|---|
| 1# | 288.5 | 325.5 | 6.4 |
| 2# | 305.7 | 336.2 | 9.2 |
| 3# | 291.3 | 328.0 | 7.4 |
| 4# | 279.3 | 318.0 | 6.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, Z.; Zhu, S.; Wang, X.; Zhao, Y.; Han, G.; Zhou, K.; Wang, W.; Tian, G. Preparation and Microstructure of Multi-Component High Entropy Alloy Powders Fabricated by Gas Atomization Method. Metals 2023, 13, 432. https://doi.org/10.3390/met13020432
Ren Z, Zhu S, Wang X, Zhao Y, Han G, Zhou K, Wang W, Tian G. Preparation and Microstructure of Multi-Component High Entropy Alloy Powders Fabricated by Gas Atomization Method. Metals. 2023; 13(2):432. https://doi.org/10.3390/met13020432
Chicago/Turabian StyleRen, Zhiqiang, Sheng Zhu, Xiaoming Wang, Yang Zhao, Guofeng Han, Kebing Zhou, Wenyu Wang, and Gen Tian. 2023. "Preparation and Microstructure of Multi-Component High Entropy Alloy Powders Fabricated by Gas Atomization Method" Metals 13, no. 2: 432. https://doi.org/10.3390/met13020432