
Research on Simulation and Optimization of Traveling Induction Heating Process for Welding Deformation Rectification in High Strength Steel Sheet

Abstract
:1. Introduction
2. Experimental Procedure
2.1. Experimental Methodology
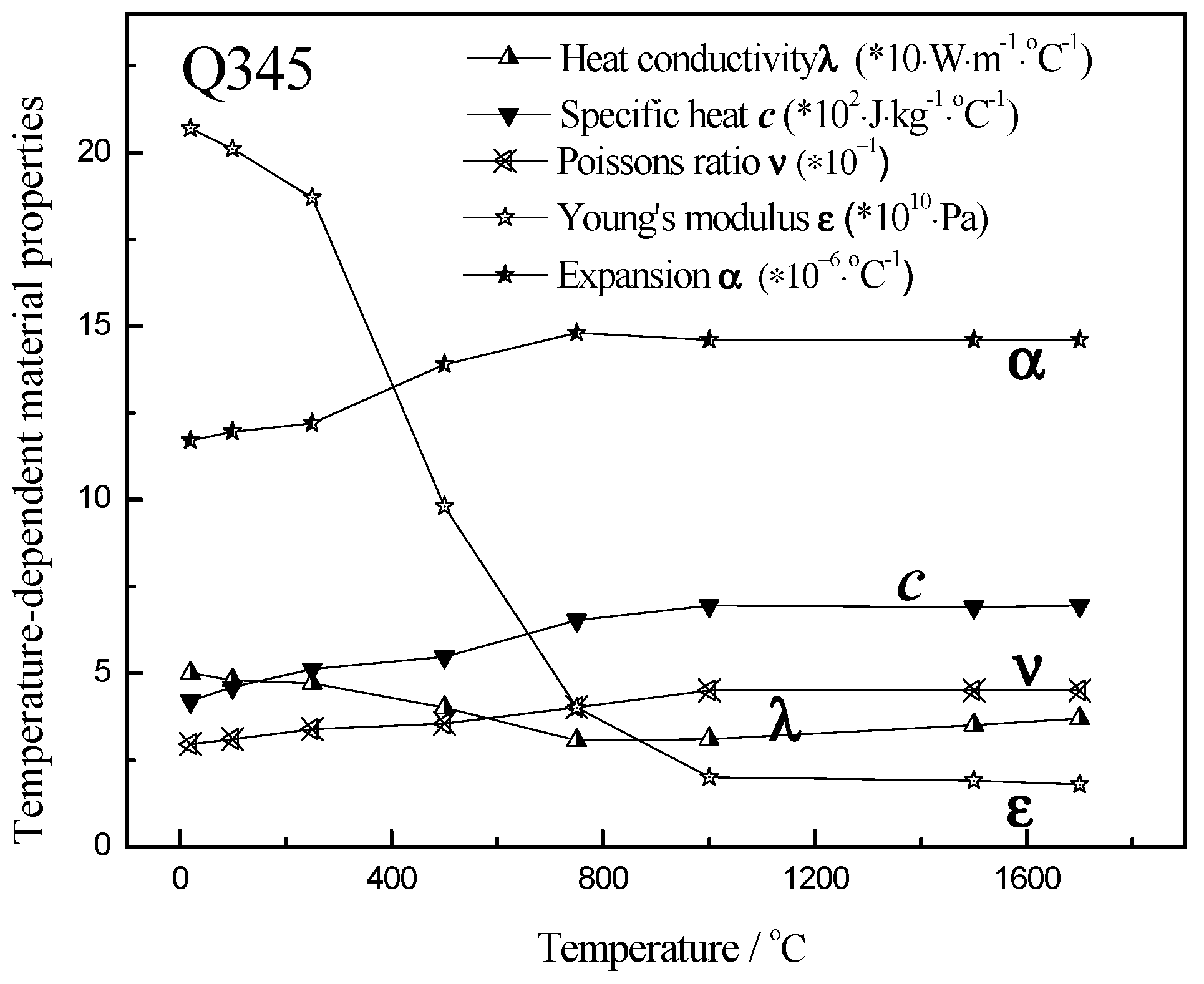
2.2. Experimental Materials
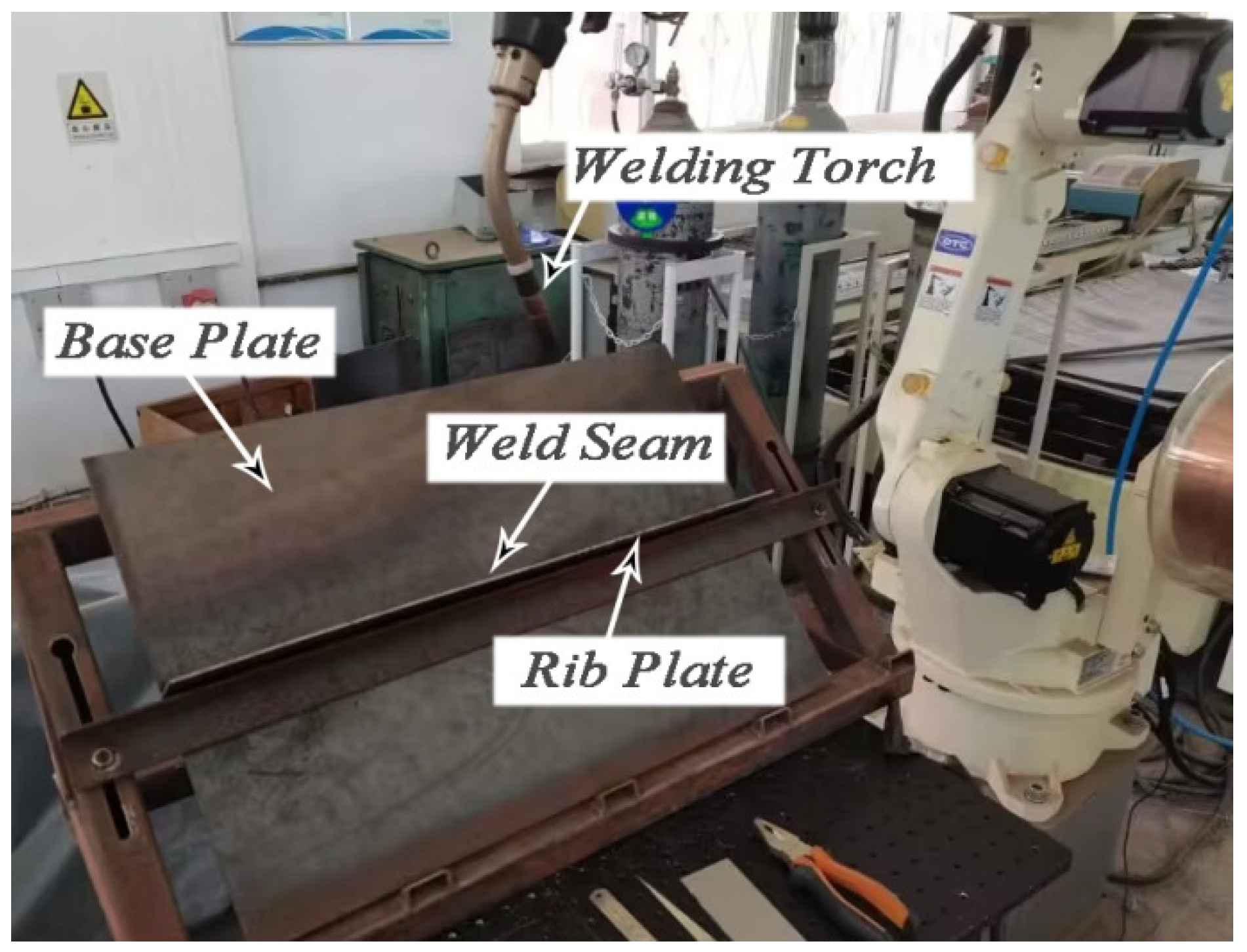
2.3. Welding Experiment
2.3.1. Welding Process Method
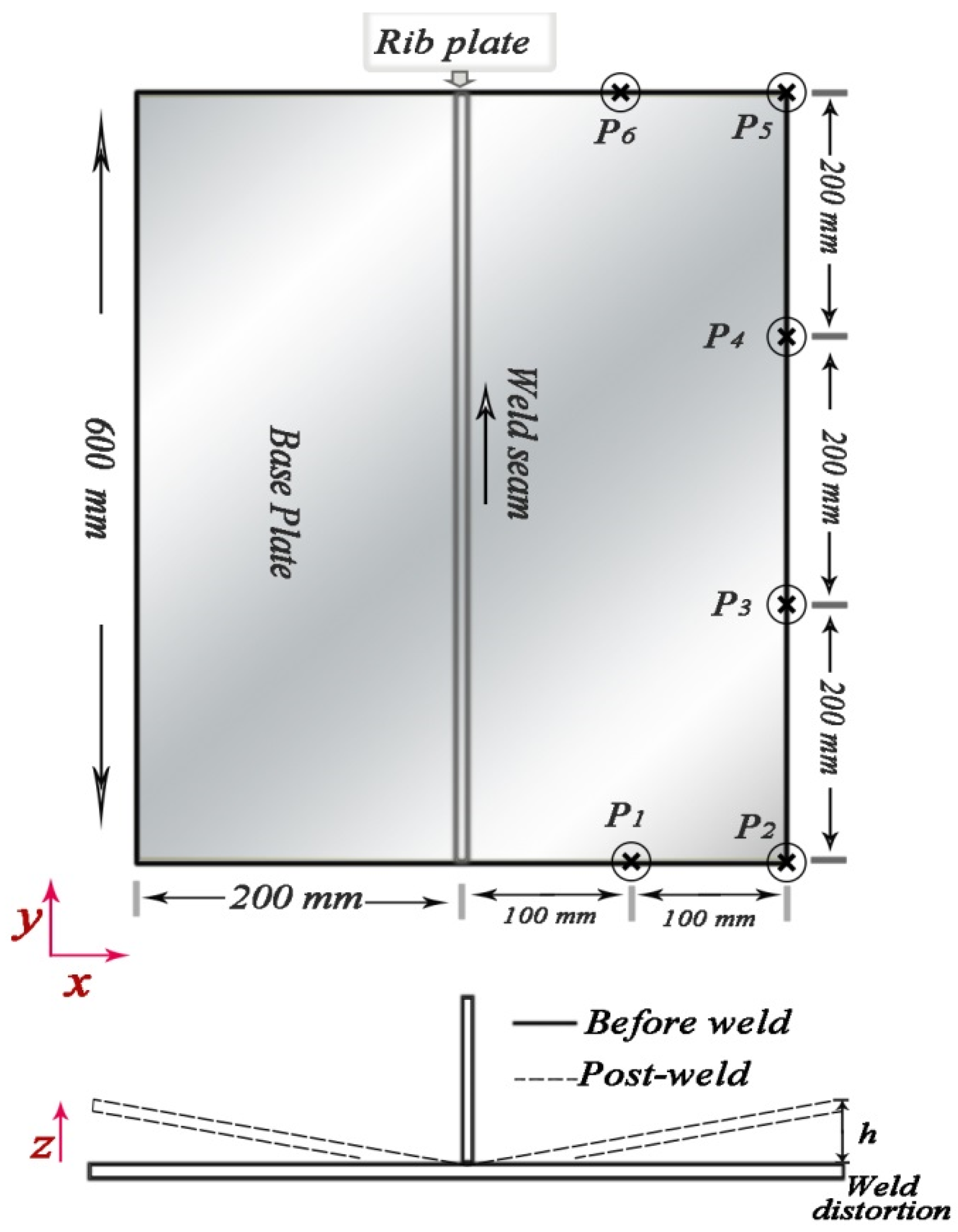
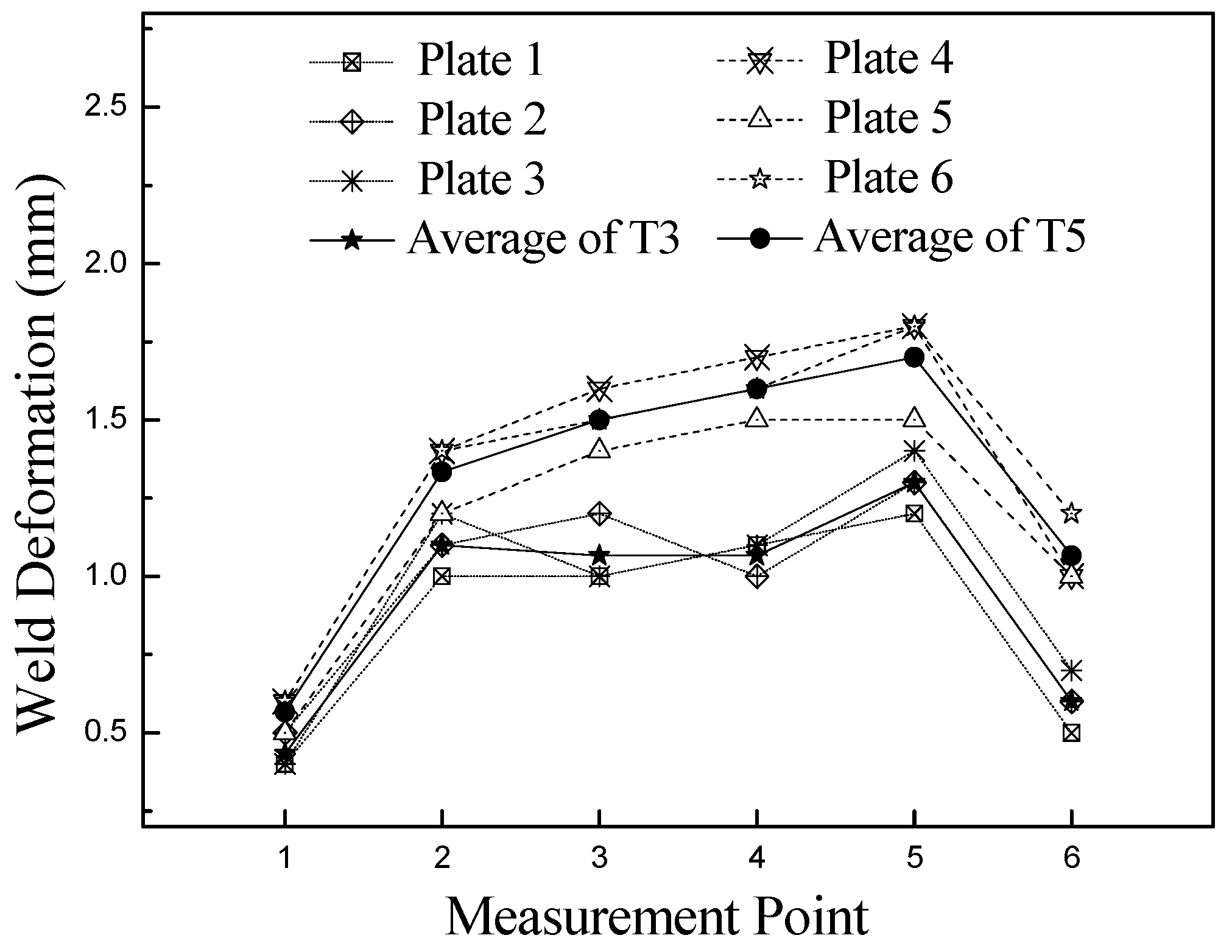
2.3.2. Welding Deformation Results
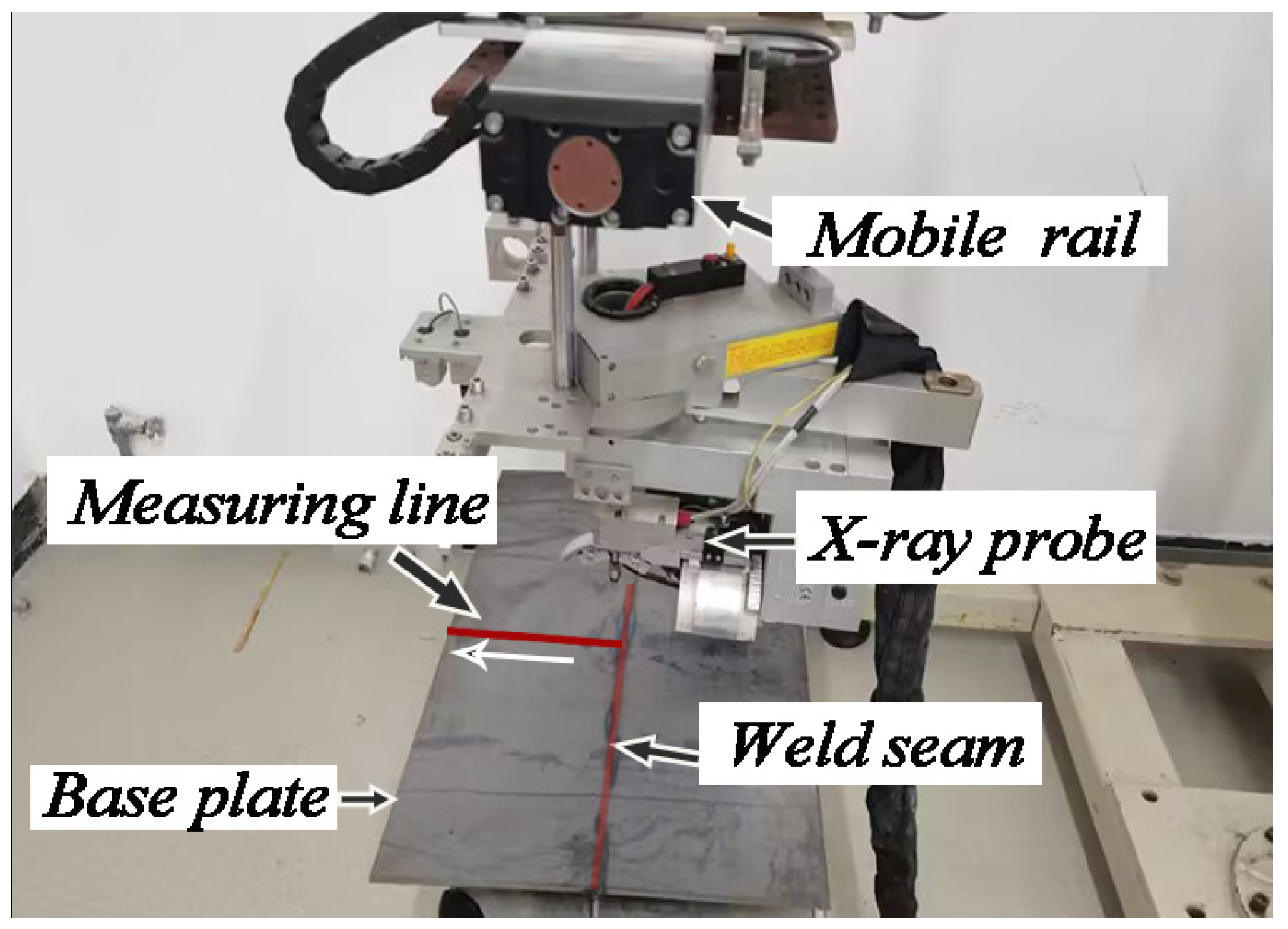
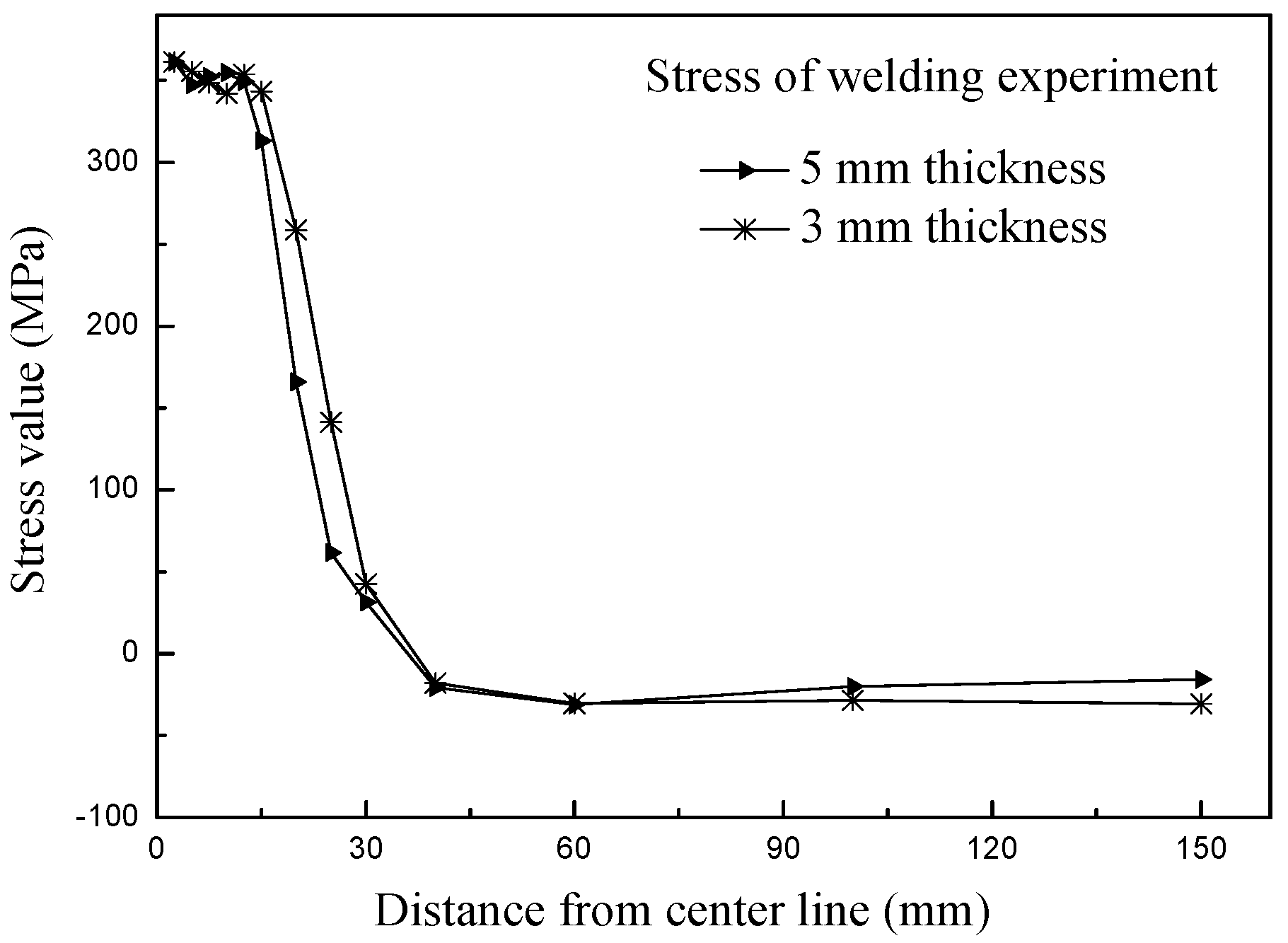
2.3.3. Welding Residual Stress Results
2.4. Induction Heating Experiment
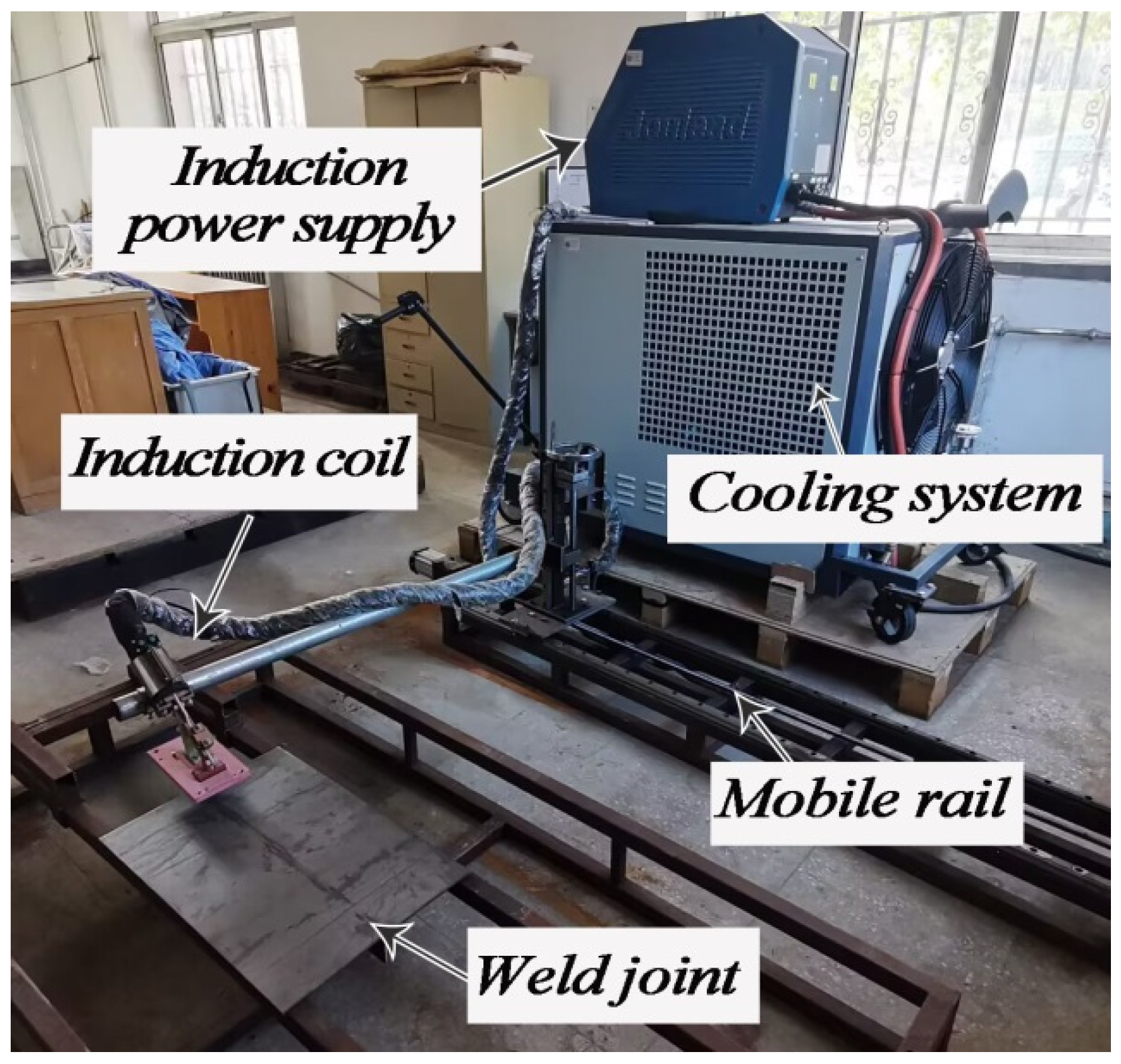
2.4.1. Induction Heating Process Method
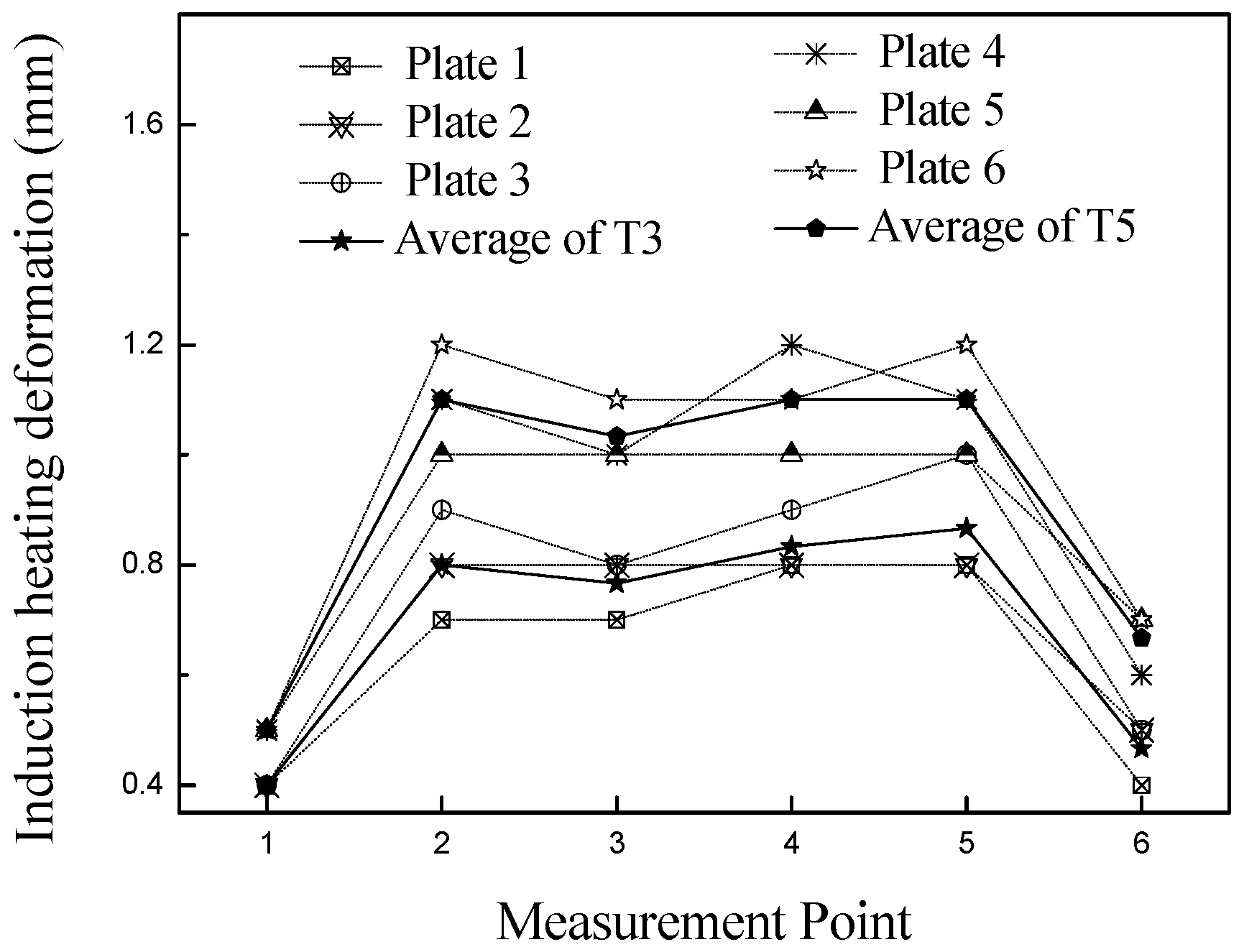
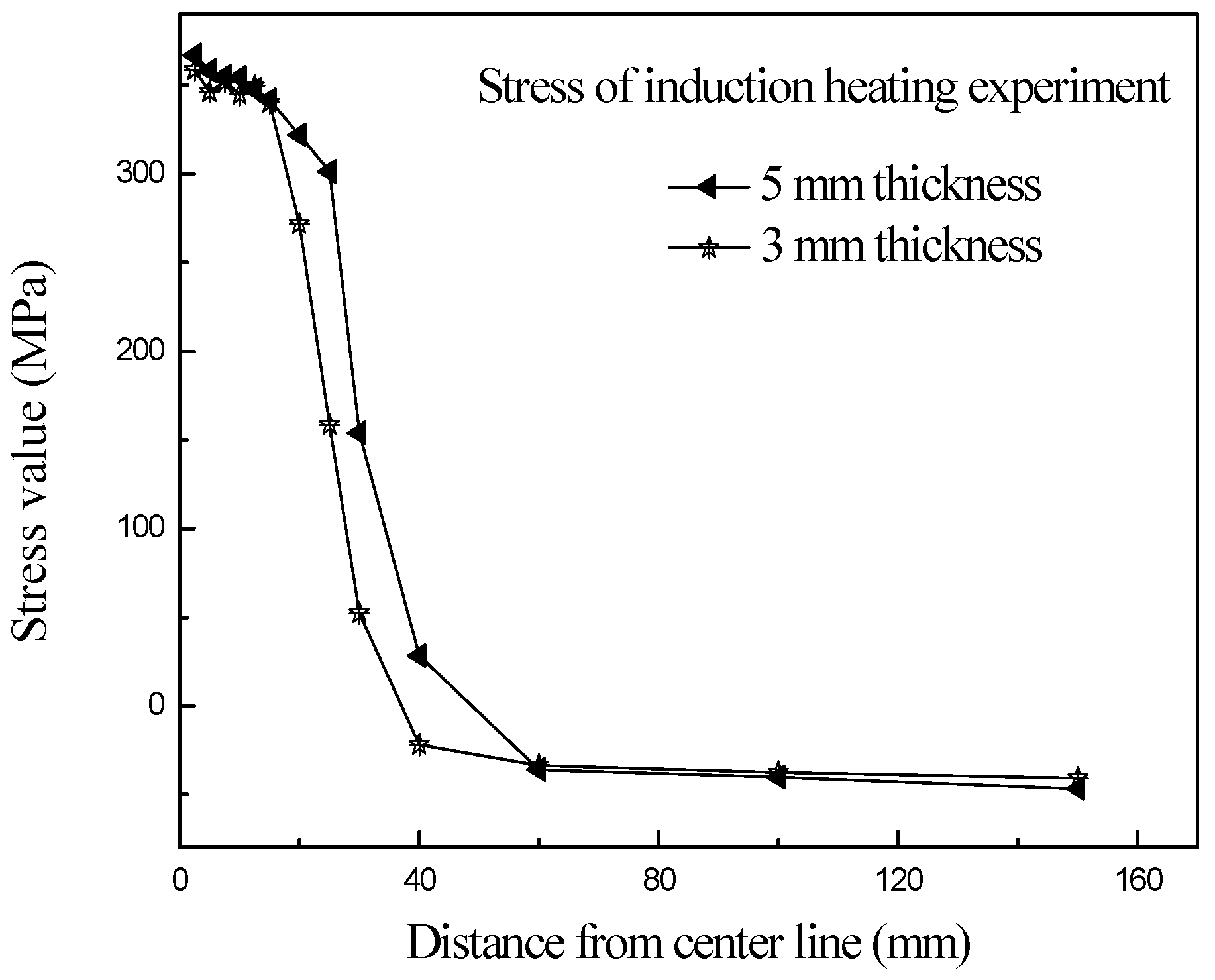
2.4.2. Induction Heating Experimental Results
3. Finite Element Simulation Modeling and Precision Analysis
3.1. Simulation Modeling Methodology
3.1.1. Background of Modeling Idea
3.1.2. Holistic Modelling Logic
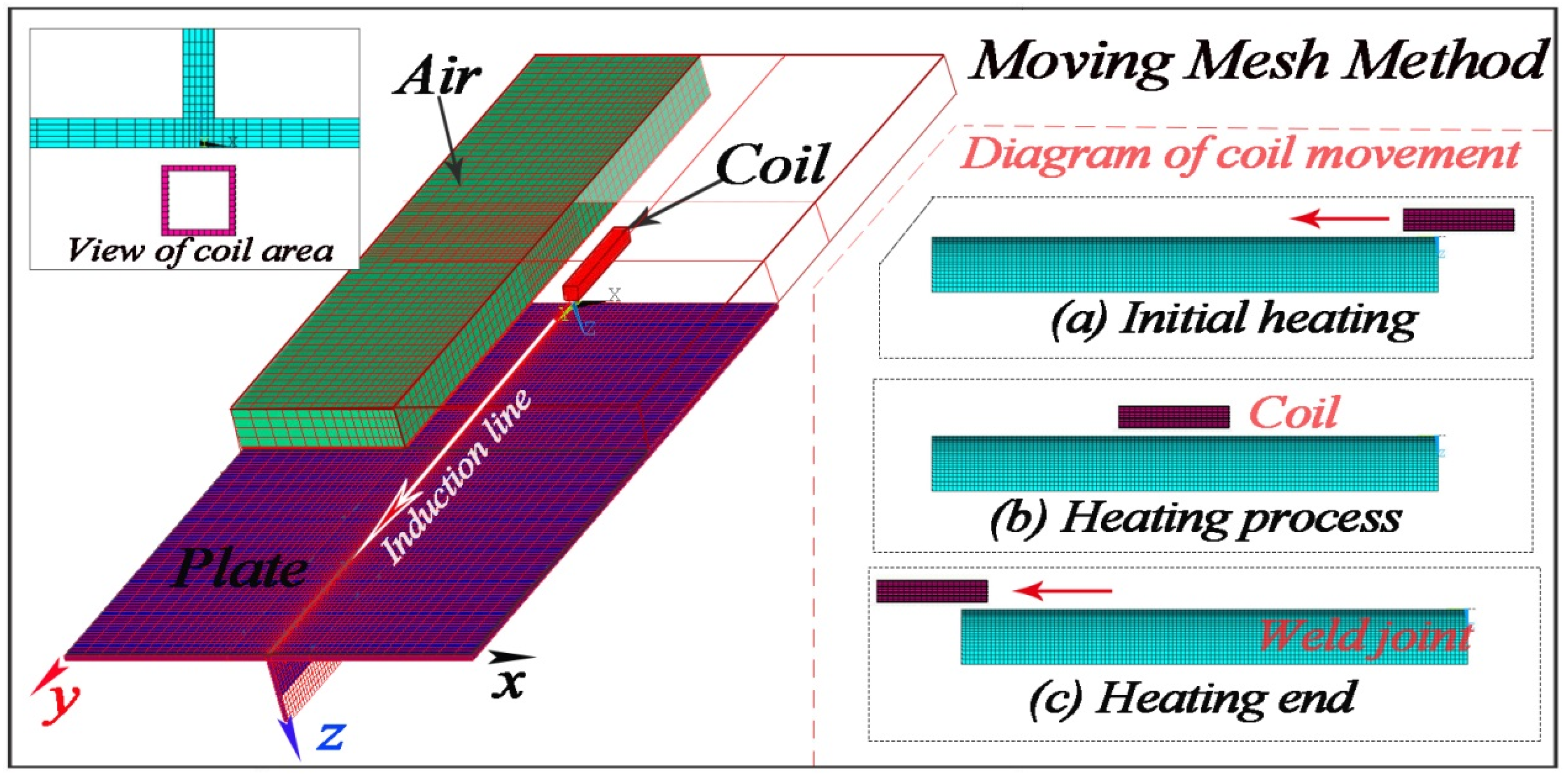
3.2. Integrate Model Based on the Moving Mesh Method
3.2.1. Modeling Methodology of the Moving Mesh Method
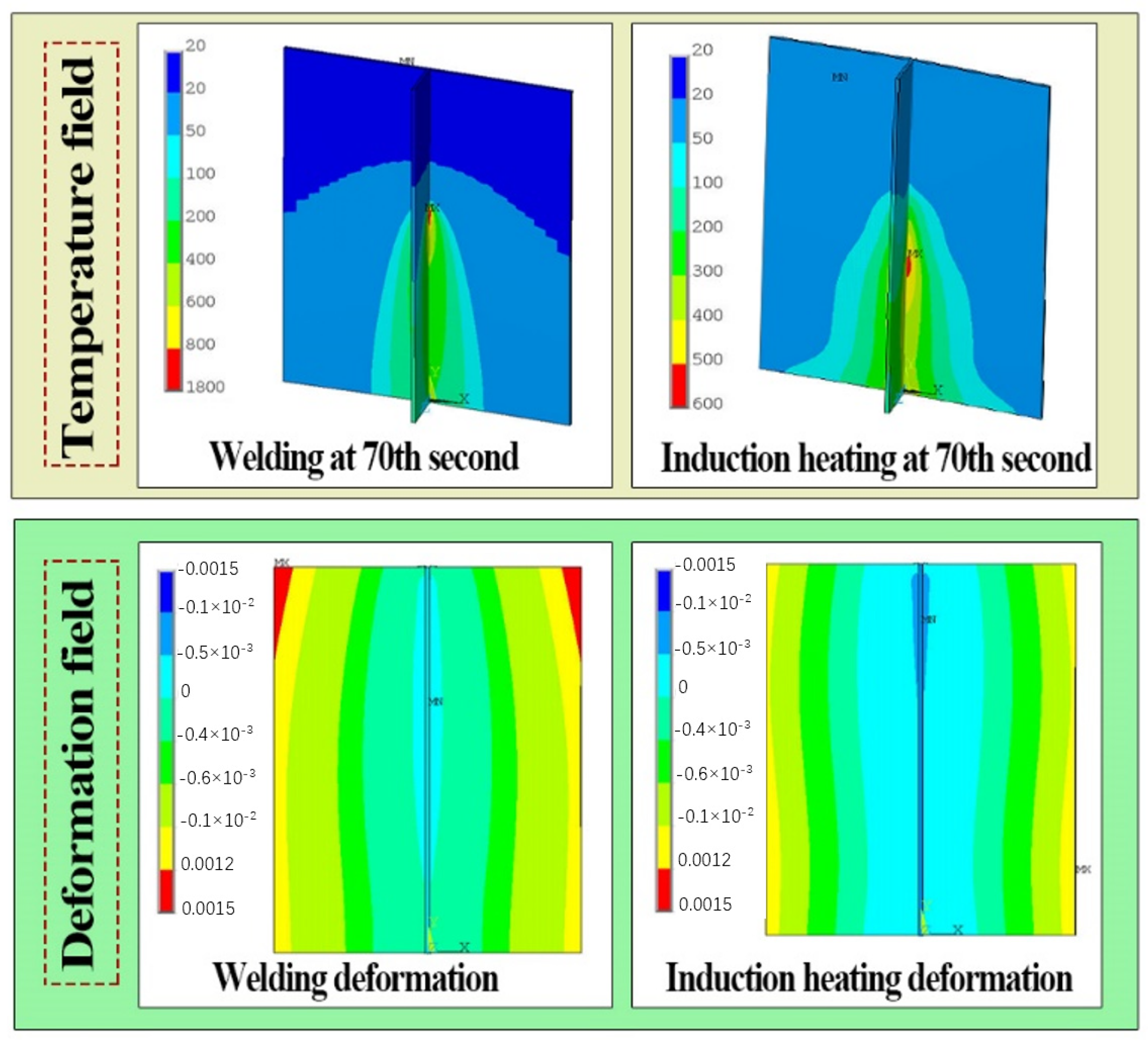
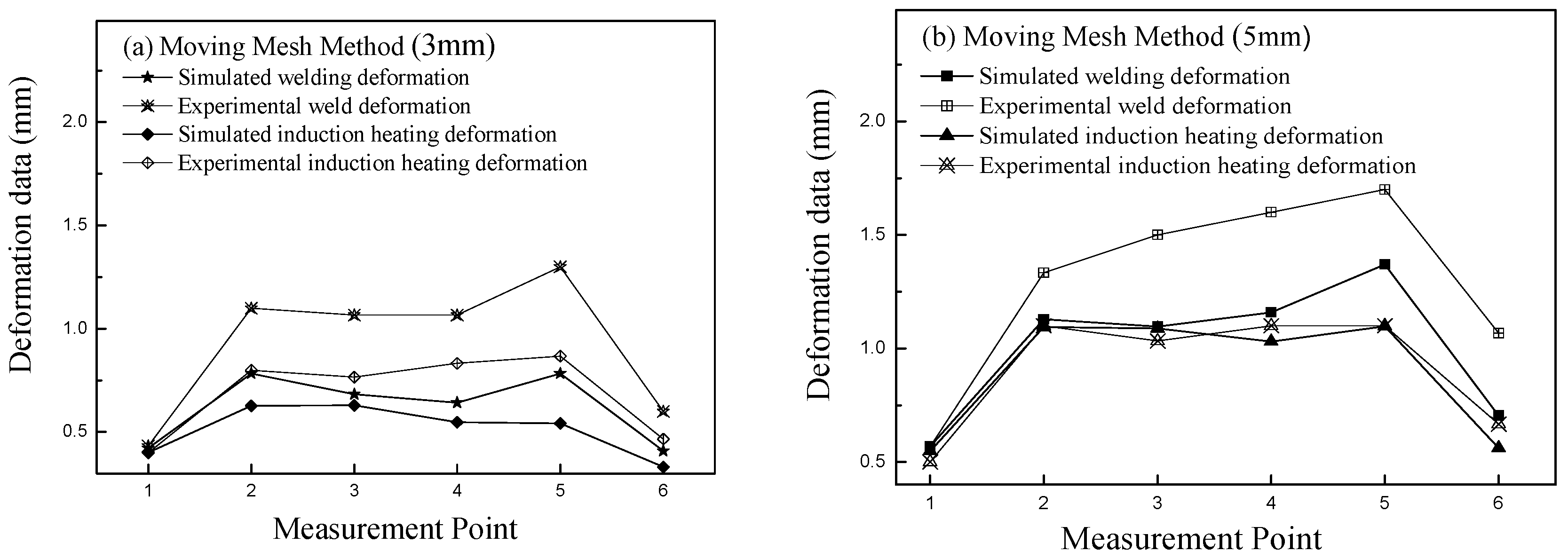
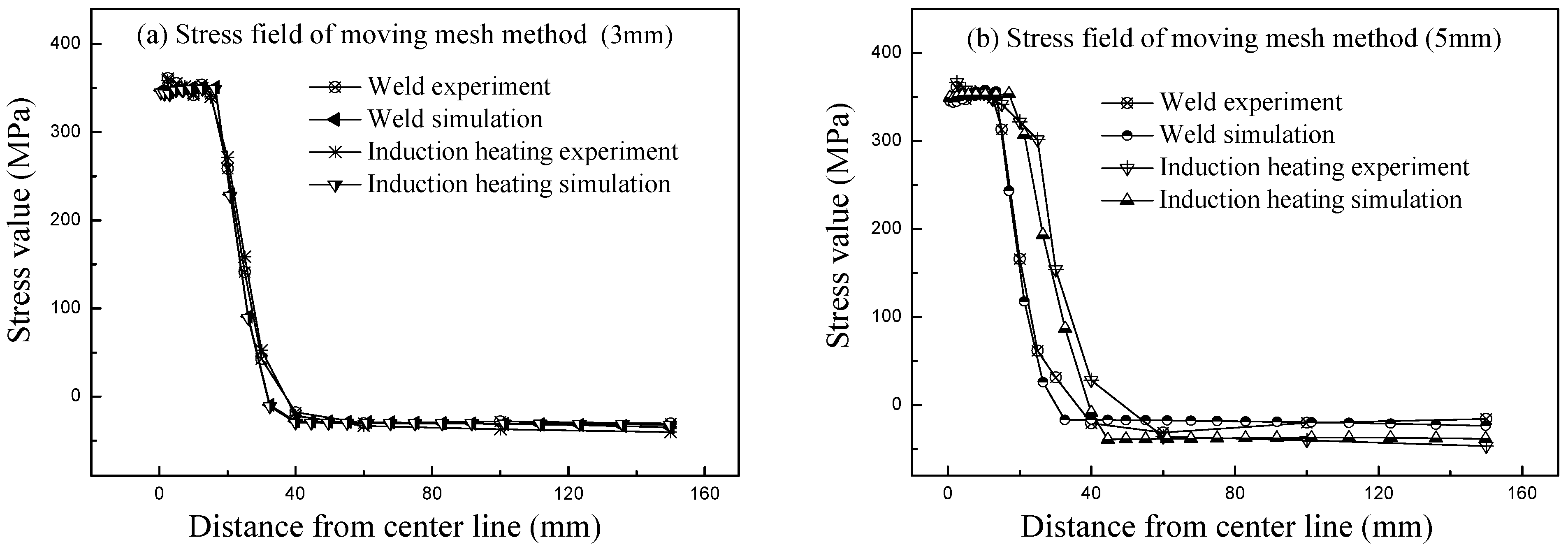
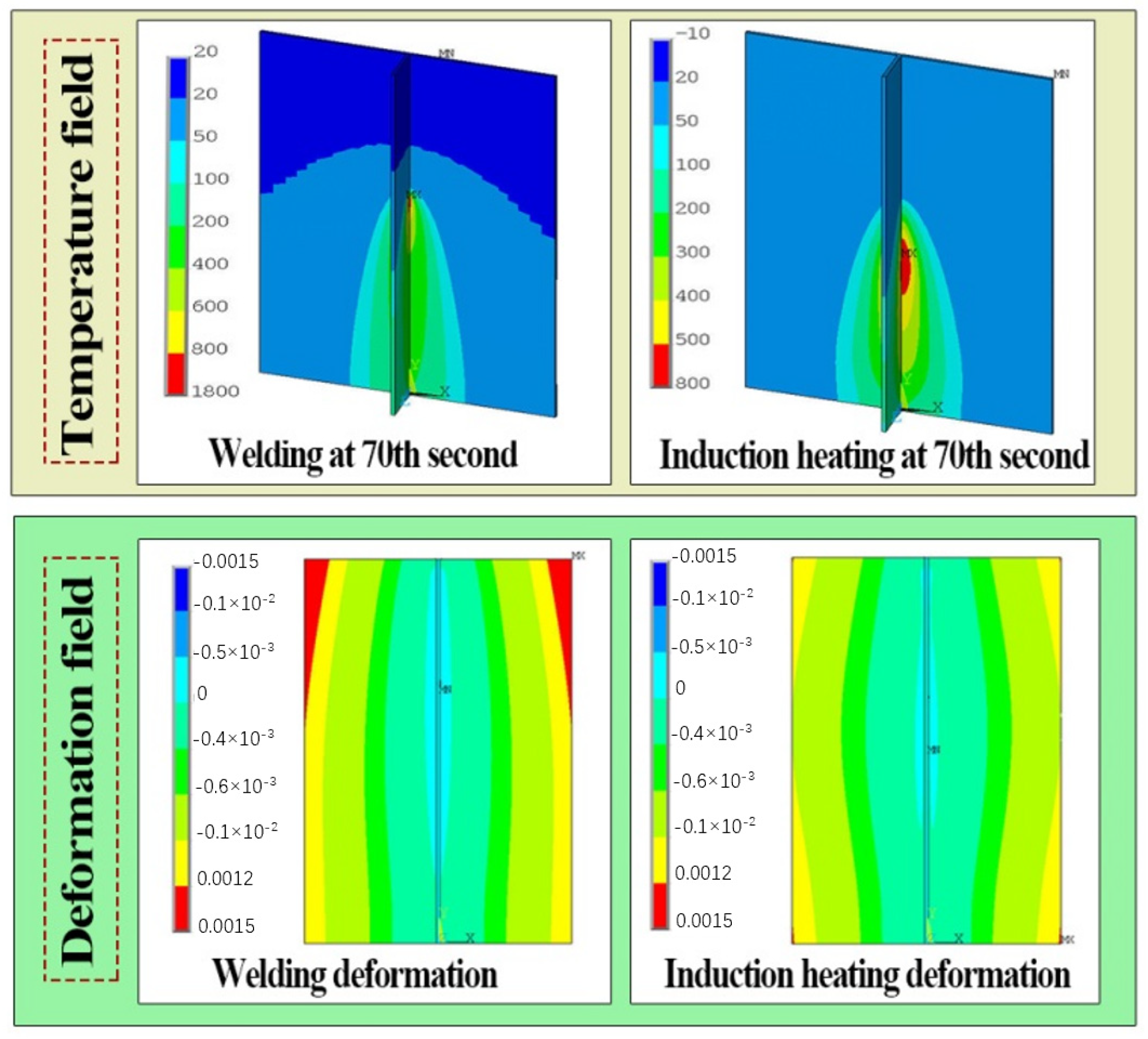
3.2.2. Simulation Results of the Moving Mesh Method
3.3. Integrate Model Based on the Moving Mesh Method
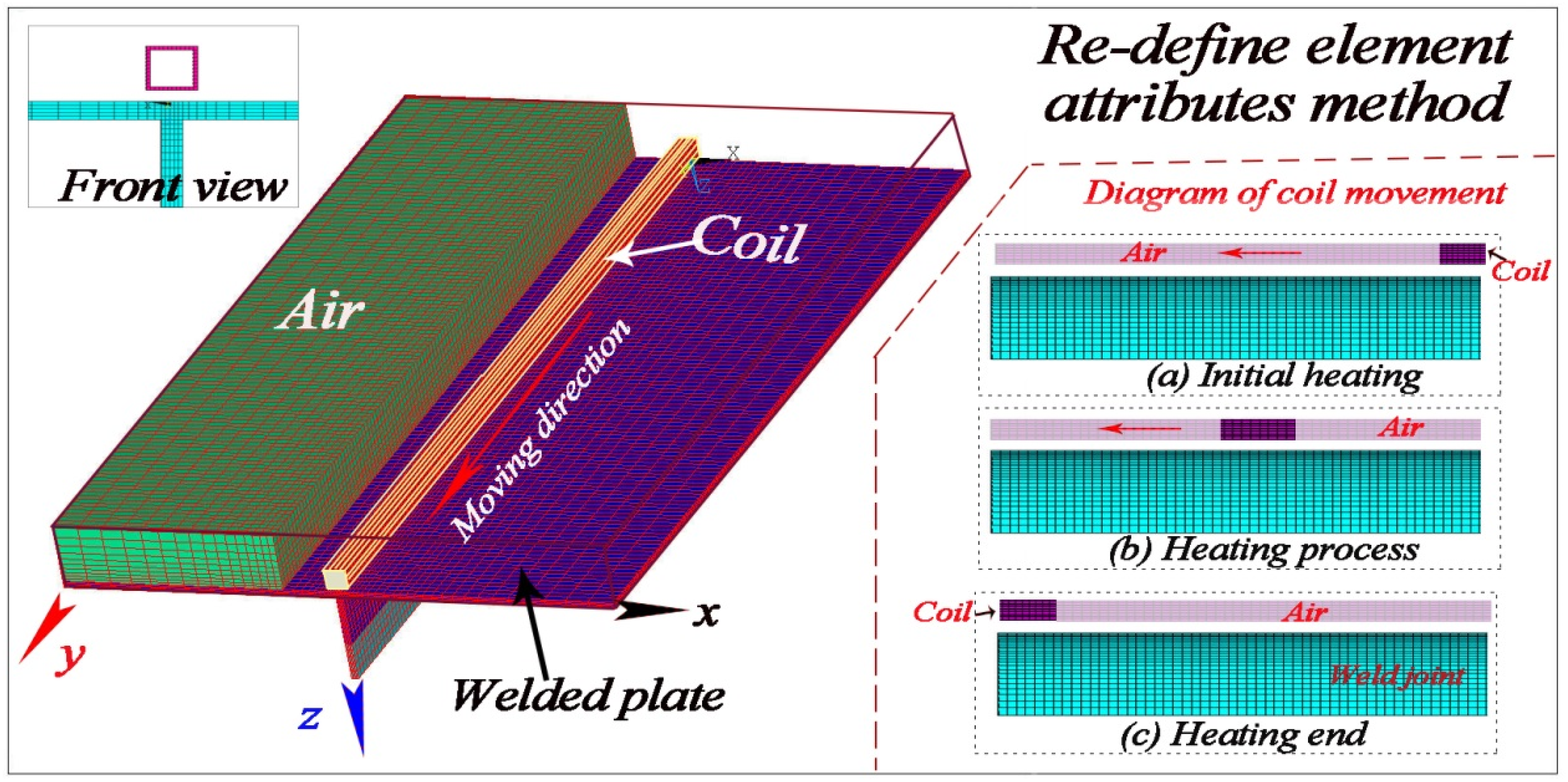
3.3.1. Modeling Methodology of the Re-Defined Element Attributes Method
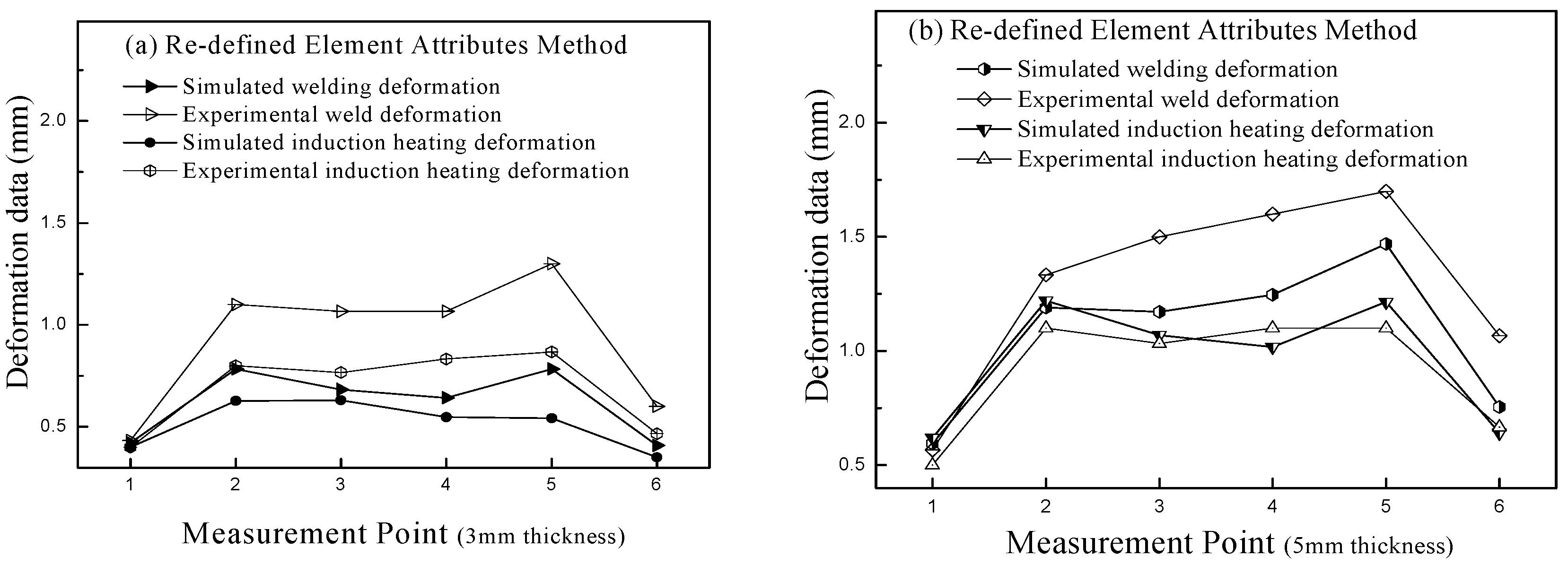
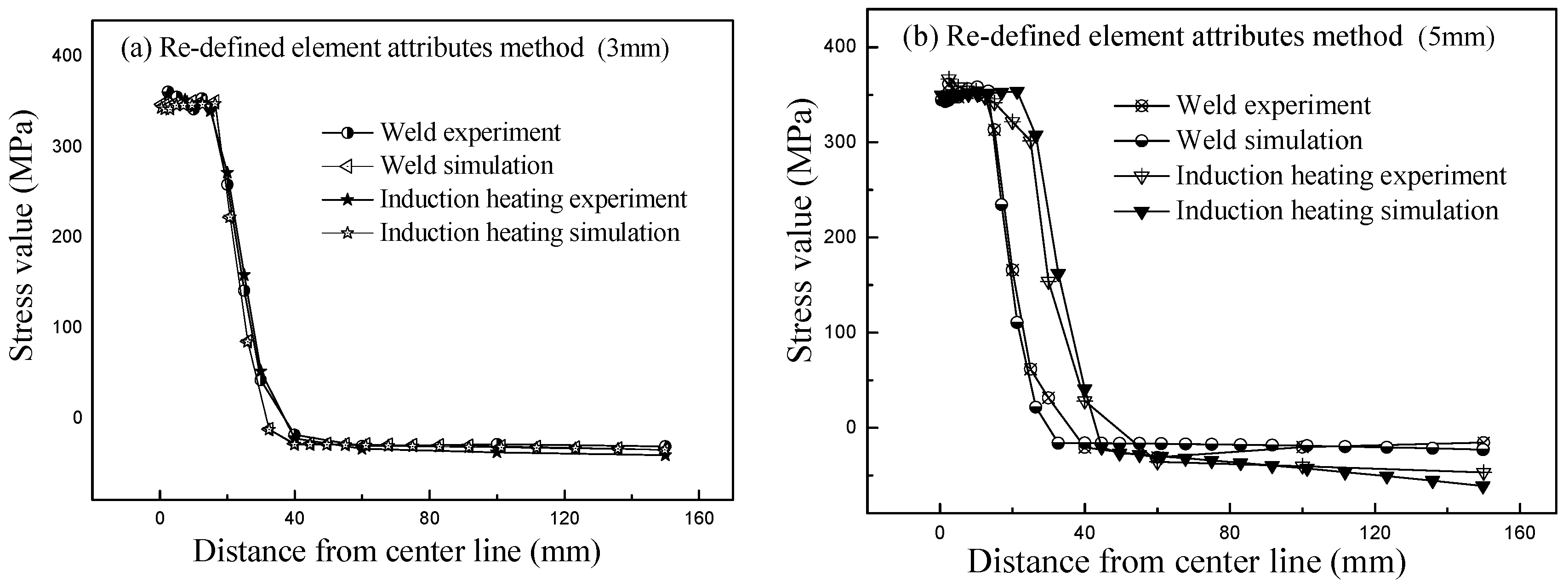
3.3.2. Simulation Results of the Re-Defined Element Attributes Method
4. Result and Discussion
5. Conclusions
- The integrated models based on moving mesh method and re-defined element attributes method can accurately simulate the physical fields of welding—induction heating construction process.
- The progressive model based on re-defined element attributes method has higher accuracy, and is more convenient and flexible to study the induction heating correction process.
- An appropriate induction heating scheme can effectively correct the welding deformation of the thin plate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, L.; Luo, C.; Shen, J.; Zhang, Y. Numerical prediction of welding deformation in ship block subassemblies via the inhomogeneous inherent strain method. J. Manuf. Process. 2022, 80, 860–873. [Google Scholar] [CrossRef]
- Woo, D.; Kitamura, M. Optimal simultaneous welding to minimise welding deformation of a general ship grillage structure. Ships Offshore Struc. 2022, 17, 268–278. [Google Scholar] [CrossRef]
- Kalyankar, V.D.; Shah, P. A review on methodologies to reduce welding distortion. Mater. Today Proc. 2018, 5, 24741–24749. [Google Scholar] [CrossRef]
- Mishra, A.; Bag, S.; Pal, S. Induction Heating in Sustainable Manufacturing and Material Processing Technologies—A State of the Art Literature Review. Encycl. Renew. Sustain. Mater. 2020, 1, 343–357. [Google Scholar]
- Li, Y.; Li, Y.; Ma, X.; Zhang, X.; Fu, D.; Yan, Q. Study on Welding Deformation and Optimization of Fixture Scheme for Thin-Walled Flame Cylinder. Materials 2022, 15, 6418. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Mi, G.; Wang, C. A comparison between induction pre-heating and induction post-heating of laser-induction hybrid welding on S690QL steel. J. Manuf. Process. 2019, 43, 276–291. [Google Scholar] [CrossRef]
- Barclay, C.J.; Campbell, S.W.; Galloway, A.M.; McPherson, N.A. Artificial neural network prediction of weld distortion rectification using a travelling induction coil. Int. J. Adv. Manuf. Technol. 2013, 68, 127–140. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.; Kim, Y.R.; Kim, J.W. Numerical analysis of thermal deformation in laser beam heating of a steel plate. J. Mech. Sci. Technol. 2017, 31, 2535–2541. [Google Scholar] [CrossRef]
- Zhang, S.; Liu, C.; Wang, X. Optimisation research on inductor shape parameters for thermal forming behaviour of ship hull plate by moving induction heating. Ships Offshore Struc. 2019, 14, 853–866. [Google Scholar] [CrossRef]
- Pan, M.; Li, Y.; Sun, S.; Liao, W.; Xing, Y.; Tang, W. A Study on Welding Characteristics, Mechanical Properties, and Penetration Depth of T-Joint Thin-Walled Parts for Different TIG Welding Currents: FE Simulation and Experimental Analysis. Metals 2022, 12, 1157. [Google Scholar] [CrossRef]
- Nassiraei, H.; Lotfollahi-Yaghin, M.A.; Neshaei, S.A.; Zhu, L. Structural behavior of tubular X-joints strengthened with collar plate under axially compressive load at elevated temperatures. Mar. Struct. 2018, 61, 46–61. [Google Scholar] [CrossRef]
- Chen, Z.; Duan, Y.; Wang, P.; Qian, H. Residual Stress Redistribution Analysis in the Repair Welding of AA6082-T6 Aluminum Alloy Joints: Experiment and Simulation. Materials 2022, 15, 6399. [Google Scholar] [CrossRef] [PubMed]
- Dong, H.B.; Zhao, Y.; Yuan, H. Effect of Coil Width on Deformed Shape and Processing Efficiency during Ship Hull Forming by Induction Heating. Appl. Sci. 2018, 8, 1585. [Google Scholar] [CrossRef] [Green Version]
- Egger, C.; Lüchinger, M.; Schreiner, M.; Tillmann, W. Numerical Simulation of Tube Manufacturing Consisting of Roll Forming and High-Frequency Induction Welding. Materials 2022, 15, 1270. [Google Scholar] [CrossRef]
- Lionetto, F.; Pappadà, S.; Buccoliero, G.; Maffezzoli, A. Finite element modeling of continuous induction welding of thermoplastic matrix composites. Mater. Design 2017, 120, 212–221. [Google Scholar] [CrossRef]
- Bai, X.W.; Zhang, H.O.; Wang, G.L. Modeling of the moving induction heating used as secondary heat source in weld-based additive manufacturing. Int. J. Adv. Manuf. Technol. 2015, 77, 717–727. [Google Scholar] [CrossRef]
- Das, P.; Asperheim, J.I.; Grande, B. Three-dimensional numerical study of heat-affected zone in induction welding of tubes. COMPEL 2020, 39, 213–219. [Google Scholar] [CrossRef]
- Coors, T.; Pape, F.; Kruse, J.; Blohm, T.; Beermann, R.; Quentin, L.; Herbst, S.; Langner, J.; Stonis, M.; Kästner, M.; et al. Simulation assisted process chain design for the manufacturing of bulk hybrid shafts with tailored properties. Int. J. Adv. Manuf. Technol. 2020, 108, 2409–2417. [Google Scholar] [CrossRef]
- Li, Z.; Feng, G.; Deng, D.; Luo, Y. Investigating Welding Distortion of Thin-Plate Stiffened Panel Steel Structures by Means of Thermal Elastic Plastic Finite Element Method. J. Mater. Eng. Perform. 2021, 30, 3677–3690. [Google Scholar] [CrossRef]
- Kang, C.; Shi, C.; Liu, Z.; Liu, Z.; Jiang, X.; Chen, S.; Ma, C. Research on the optimization of welding parameters in high-frequency induction welding pipeline. J. Manuf. Process. 2020, 59, 772–790. [Google Scholar] [CrossRef]
- Sun, J.; Li, S.; Qiu, C.; Peng, Y. Numerical and experimental investigation of induction heating process of heavy cylinder. Appl. Therm. Eng. 2018, 134, 341–352. [Google Scholar] [CrossRef]
- Wen, H.Y.; Han, Y. Study on mobile induction heating process of internal gear rings for wind power generation. Appl. Therm. Eng. 2017, 112, 507–515. [Google Scholar] [CrossRef]
- Zhang, M.; Jia, X.; Tang, Z.; Zeng, Y.; Wang, X.; Liu, Y.; Ling, Y. A Fast and Accurate Method for Computing the Microwave Heating of Moving Objects. Appl. Sci. 2020, 10, 2985. [Google Scholar] [CrossRef]
- Han, Y.; Yu, E.L.; Zhao, T.X. Three-dimensional analysis of medium-frequency induction heating of steel pipes subject to motion factor. Int. J. Heat Mass Tran. 2016, 101, 452–460. [Google Scholar] [CrossRef]
- Zhang, S.; Liu, G.; Wang, X. Temperature and deformation analysis of ship hull plate by moving induction heating using double-circuit inductor. Mar. Struct. 2019, 65, 32–52. [Google Scholar] [CrossRef]
- Shokouhmand, H.; Ghaffari, S. Thermal analysis of moving induction heating of a hollow cylinder with subsequent spray cooling: Effect of velocity, initial position of coil, and geometry. Appl. Math. Model. 2012, 36, 4304–4323. [Google Scholar] [CrossRef]
- Lian, C.; Li, J.J.; Zhang, Y.; Huang, K.M. A General Inheritance Algorithm for Calculating of Arbitrary Moving Samples During Microwave Heating. IEEE Trans. Microw. Theory Tech. 2022, 70, 1964–1974. [Google Scholar] [CrossRef]
- Perić, M.; Garašić, I.; Gubeljak, N.; Tonković, Z.; Nižetić, S.; Osman, K. Numerical Simulation and Experimental Measurement of Residual Stresses in a Thick-Walled Buried-Arc Welded Pipe Structure. Metals 2022, 12, 1102. [Google Scholar] [CrossRef]
- Liu, M.; Ji, Z.; Fan, R.; Wang, X. Finite Element Analysis of Extrusion Process for Magnesium Alloy Internal Threads with Electromagnetic Induction-Assisted Heating and Thread Performance Research. Materials 2020, 13, 2170. [Google Scholar] [CrossRef]
- Cui, P.; Zhu, W.; Ji, H.; Chen, H.; Hang, C.; Li, M. Analysis and optimization of induction heating processes by focusing the inner magnetism of the coil. Appl. Energy 2022, 321, 119316. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Mater. Trans. B 1984, 15B, 299–305. [Google Scholar] [CrossRef]
- Wang, Y. Investigation on Welding Residual Stress of TA2/Q345 Clad Plate Using Coverplate-Lap with Complex Structure. Master’s Thesis, Xi’an University of Technology, Xi’an, China, 2018. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | C | Si | Mn | P | S |
|---|---|---|---|---|---|
| Q345 | 0.15 | 0.55 | 1.45 | 0.025 | 0.025 |
| Designation | Yield Strength (MPa) | Ultimate Strength (MPa) |
|---|---|---|
| Q345 | 345 | 600 |
| Plate No. | Thickness (mm) | Average Measured Weld Voltage (V) | Average Measured Weld Current (A) | Travel Speed (mm·s−1) | Max Post-Weld Distortion (mm) |
|---|---|---|---|---|---|
| 1 | 3 | 18.4 | 120 | 5 | 1.2 |
| 2 | 3 | 18.5 | 119 | 5 | 1.3 |
| 3 | 3 | 18.5 | 116 | 5 | 1.4 |
| 4 | 5 | 18.5 | 116 | 5 | 1.8 |
| 5 | 5 | 18.4 | 121 | 5 | 1.5 |
| 6 | 5 | 18.7 | 120 | 5 | 1.8 |
| Plate No. | Thickness (mm) | Average Measured Frequency (kHz) | Average Measured Process Current (A) | Travel Speed (mm·s−1) | Max Post-Weld Distortion (mm) | Post-Induction Distortion (mm) | Distortion Correction (mm) |
|---|---|---|---|---|---|---|---|
| 1 | 3 | 25.1 | 1510 | 5 | 1.2 | 0.8 | 0.4 |
| 2 | 3 | 25.5 | 1510 | 5 | 1.3 | 0.8 | 0.5 |
| 3 | 3 | 24.7 | 1510 | 5 | 1.4 | 1.0 | 0.4 |
| 4 | 5 | 27.3 | 2280 | 5 | 1.8 | 1.1 | 0.7 |
| 5 | 5 | 27.8 | 2280 | 5 | 1.5 | 1.0 | 0.5 |
| 6 | 5 | 27.0 | 2280 | 5 | 1.8 | 1.2 | 0.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, Y.; Liu, Y.; Wang, J.; Li, R. Research on Simulation and Optimization of Traveling Induction Heating Process for Welding Deformation Rectification in High Strength Steel Sheet. Metals 2023, 13, 425. https://doi.org/10.3390/met13020425
Feng Y, Liu Y, Wang J, Li R. Research on Simulation and Optimization of Traveling Induction Heating Process for Welding Deformation Rectification in High Strength Steel Sheet. Metals. 2023; 13(2):425. https://doi.org/10.3390/met13020425
Chicago/Turabian StyleFeng, Yulong, Yujun Liu, Ji Wang, and Rui Li. 2023. "Research on Simulation and Optimization of Traveling Induction Heating Process for Welding Deformation Rectification in High Strength Steel Sheet" Metals 13, no. 2: 425. https://doi.org/10.3390/met13020425