

Simulation of Fluidization Quality for Various Reduced−Gas Composition and Agitation Speed Circumstances in a Gas-Solid Fluidized Bed with an Inclined Agitator


Abstract
:1. Introduction
2. Simulation Strategy
- (1)
- The slip between the wall and the gas-solid phase is not considered;
- (2)
- The lift between gas and solid is not considered;
- (3)
- Due to the large density difference between gas and solid, the virtual mass force is not considered;
- (4)
- The dispersion force of turbulence is not considered.
2.1. Governing Equations
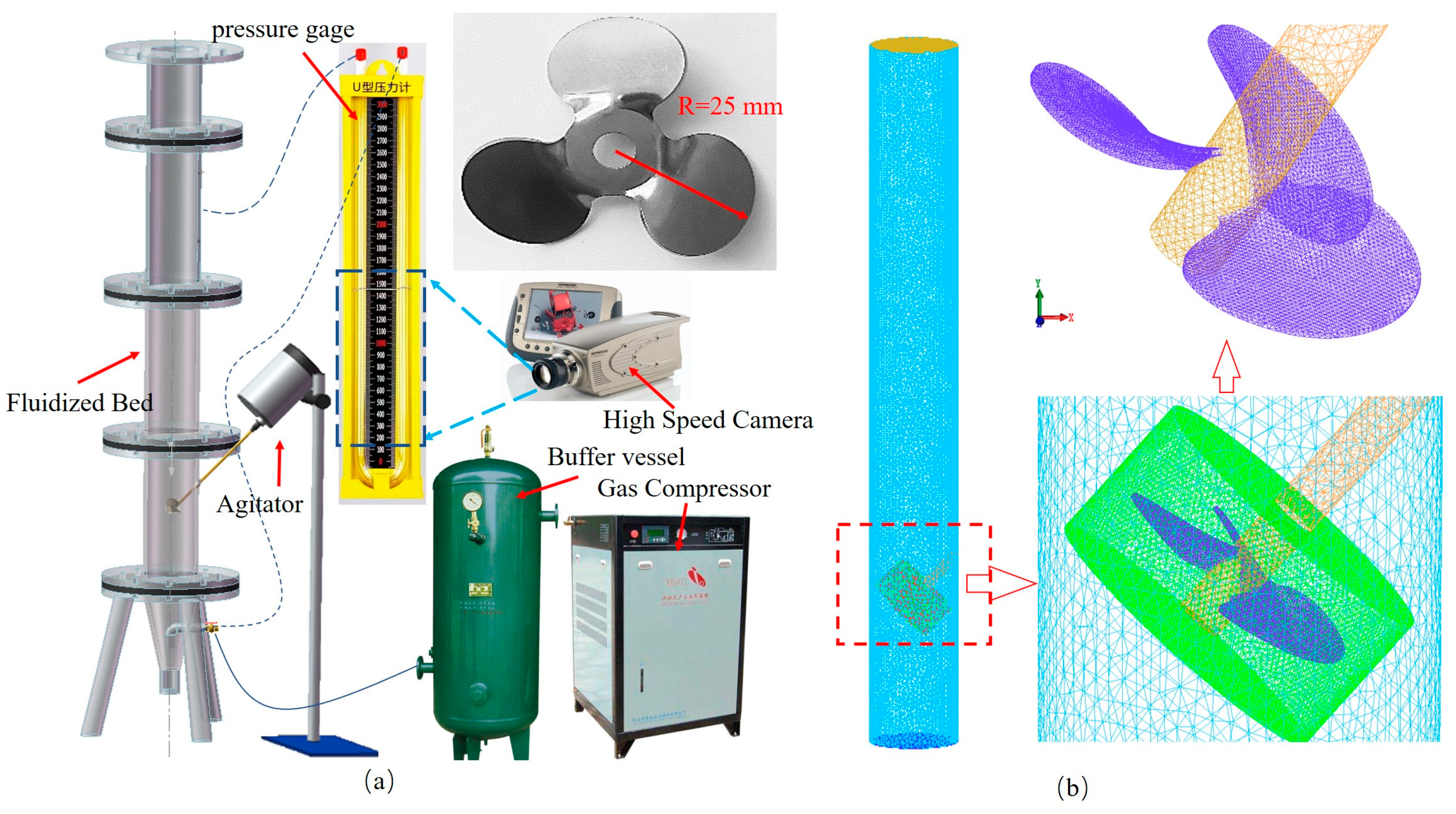
2.2. Boundary Conditions and Simulation Parameters
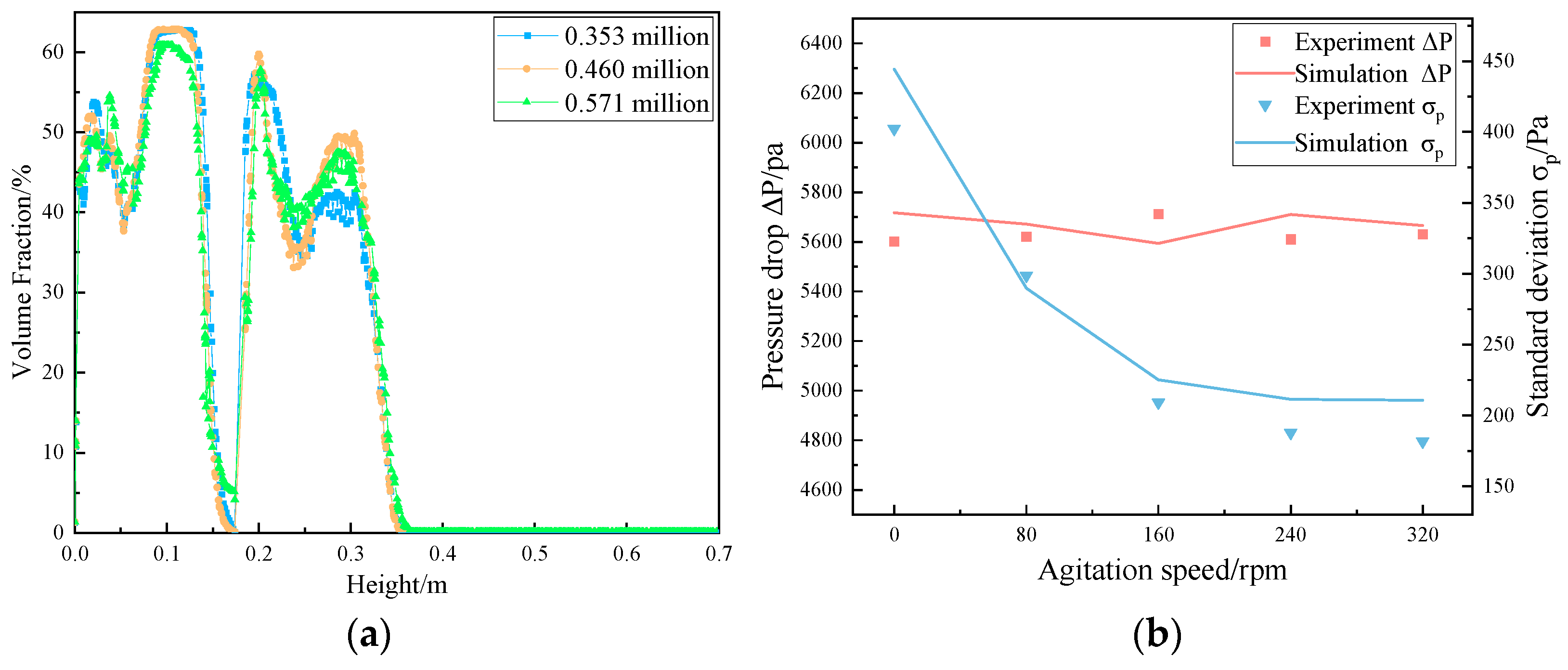
2.3. Verification of Simulation Results
3. Results and Discussion
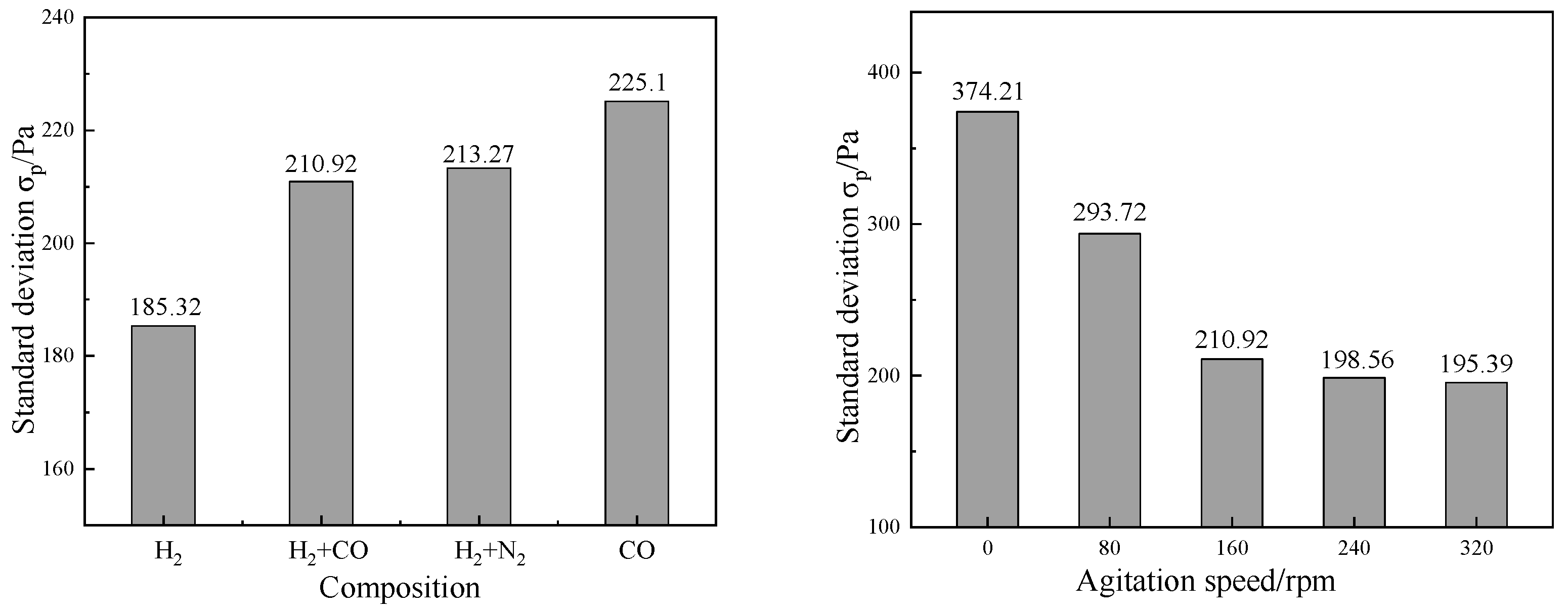
3.1. Standard Deviation of Pressure Drop
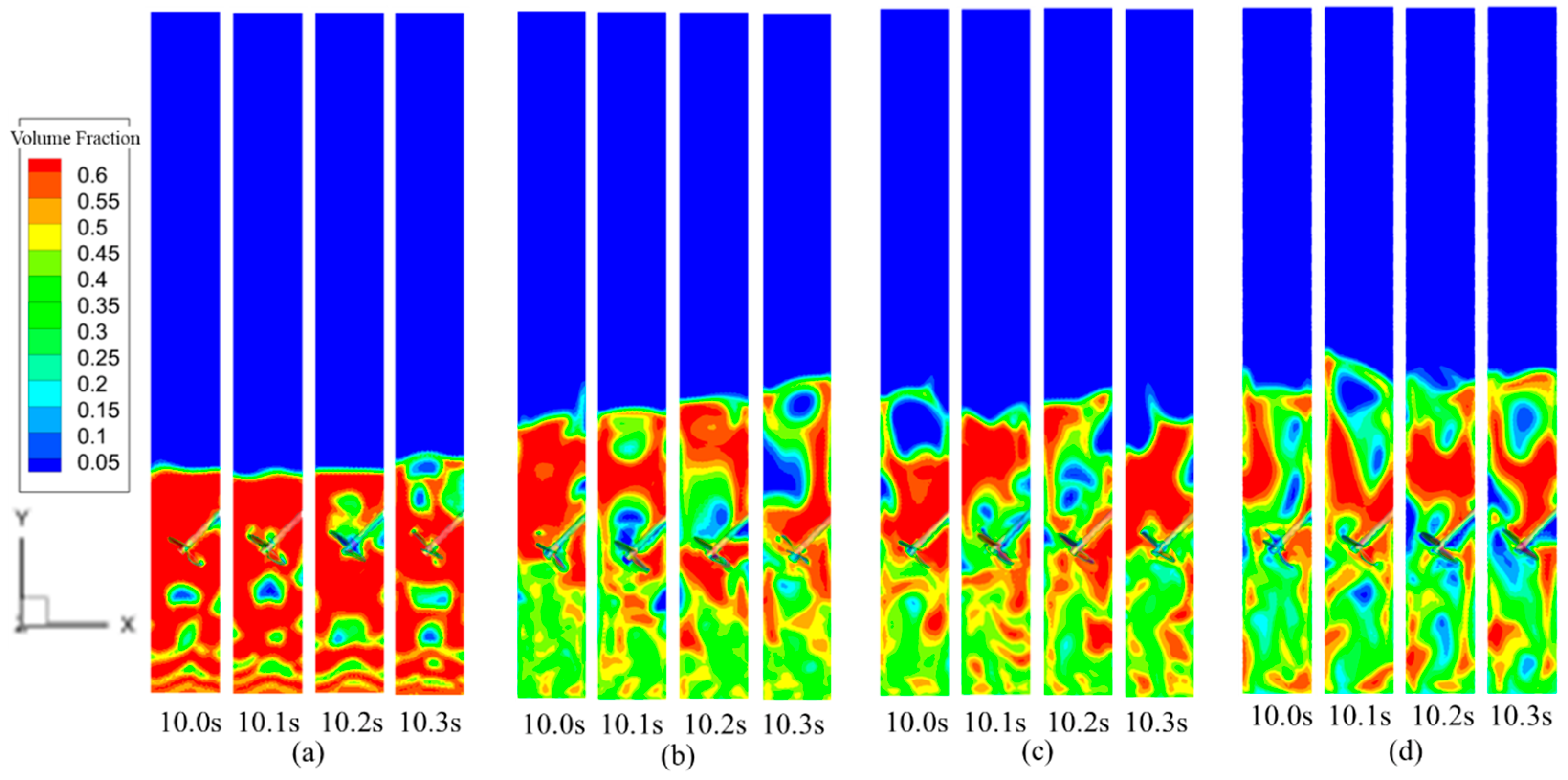
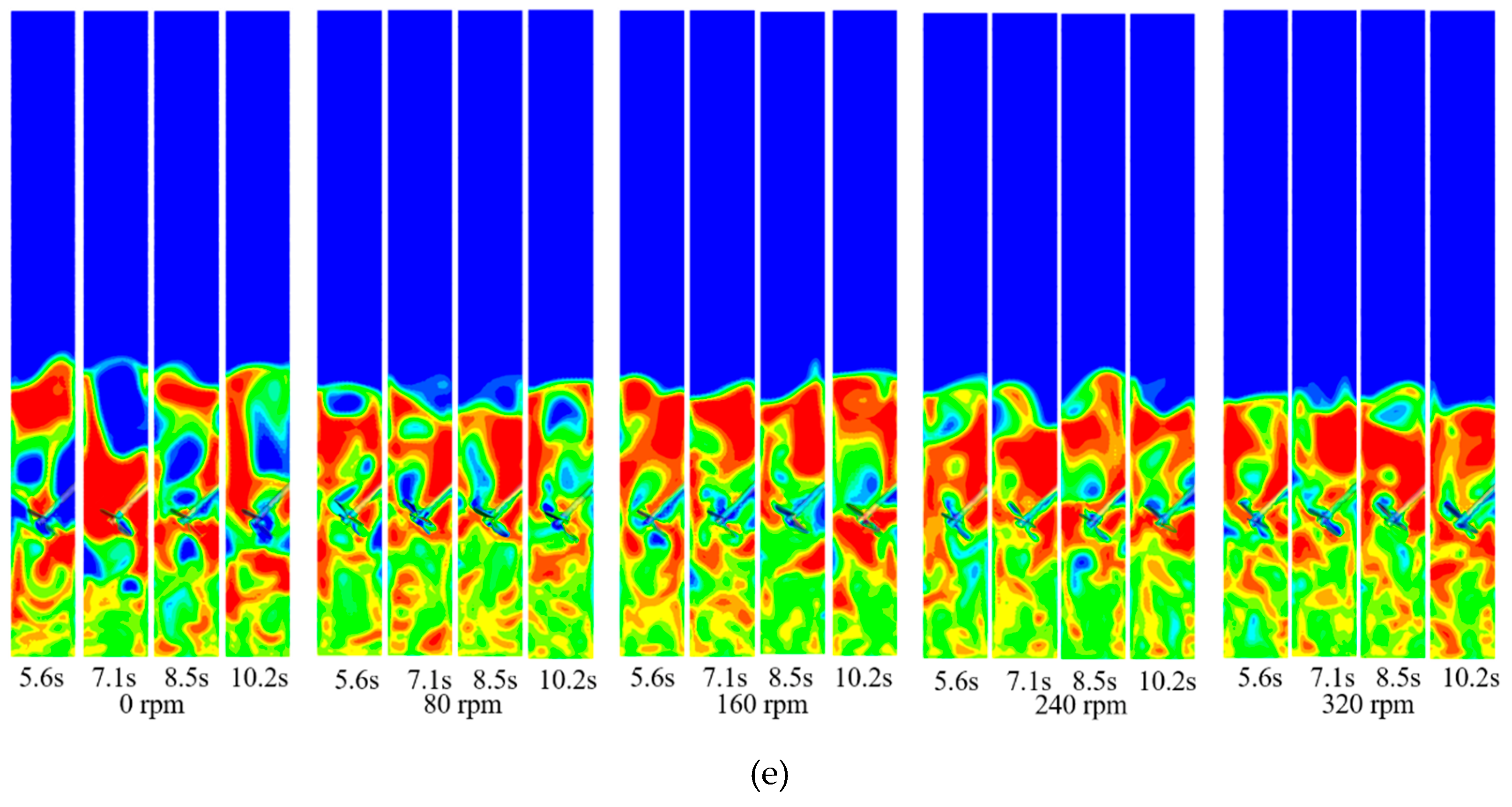
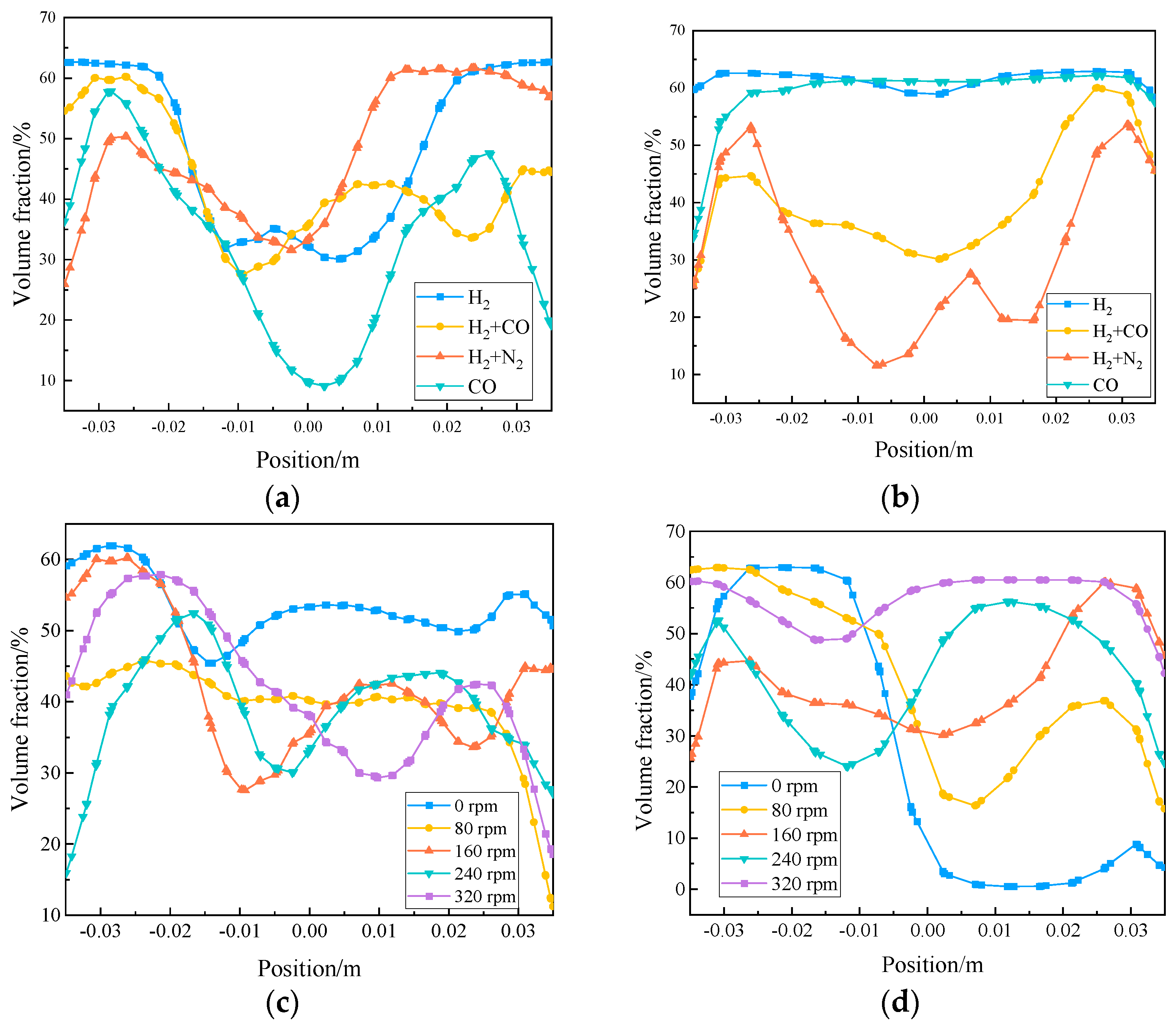
3.2. Distribution of Iron Ore Powder
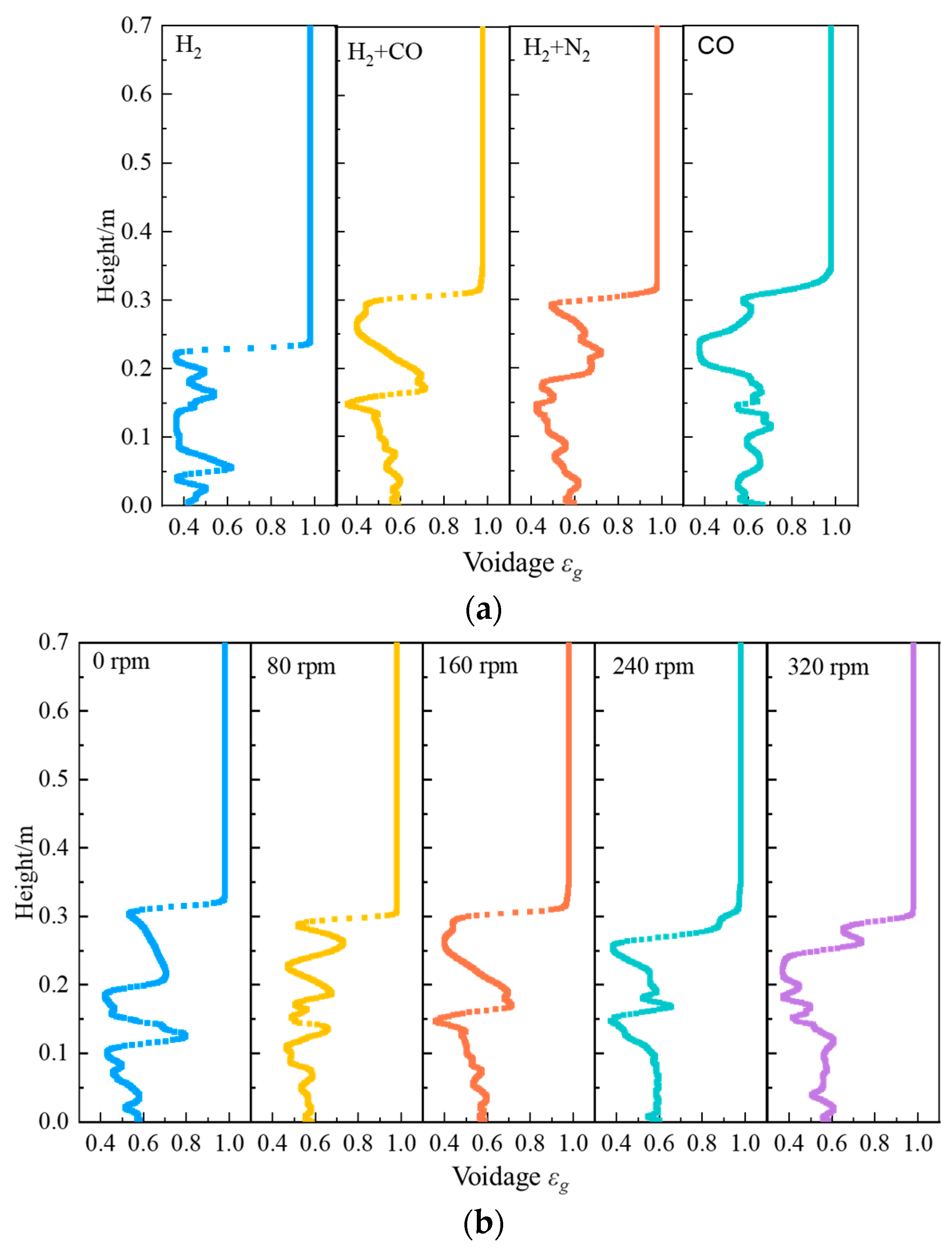
3.3. Axial Average Gas Holdup
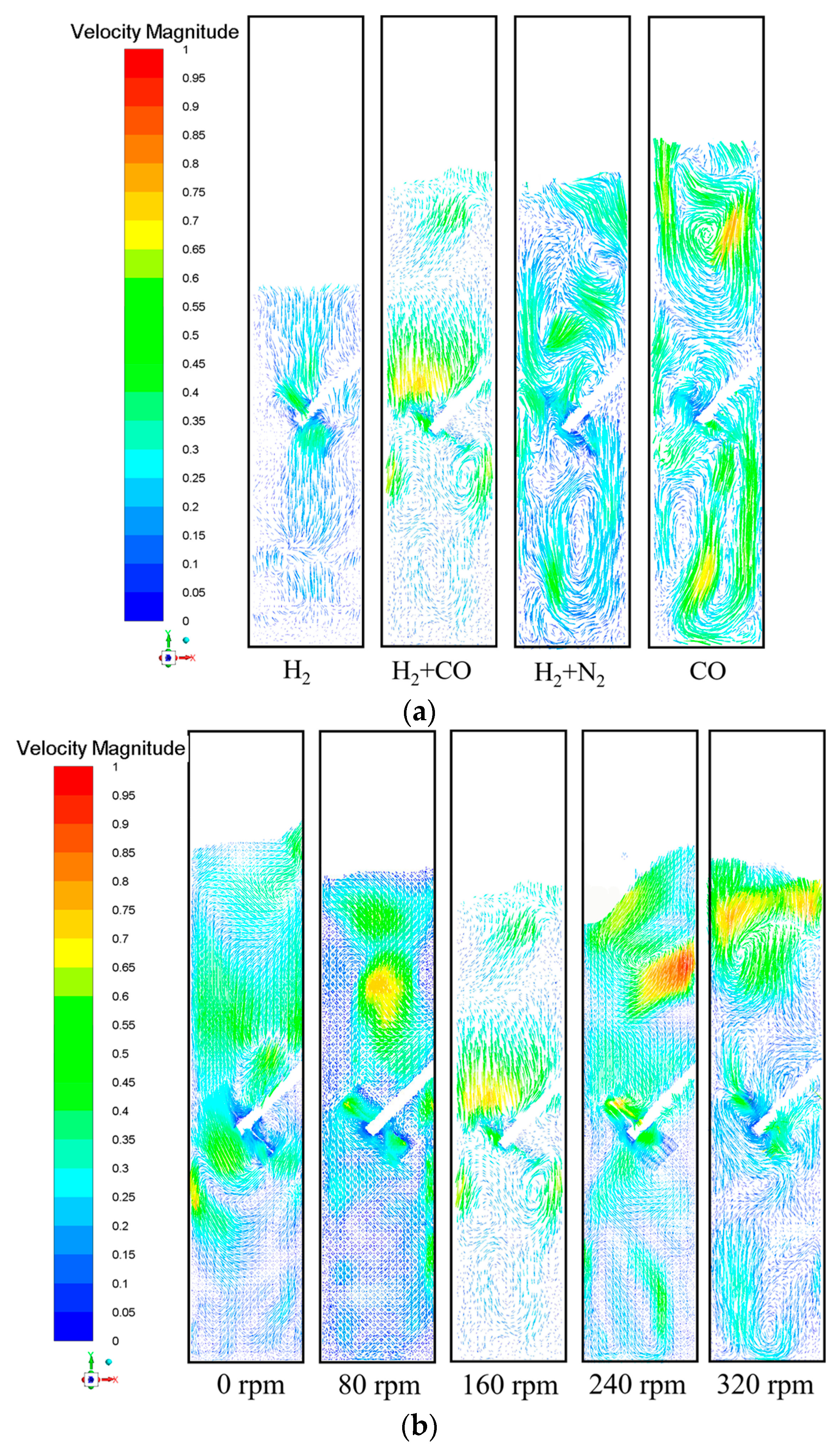
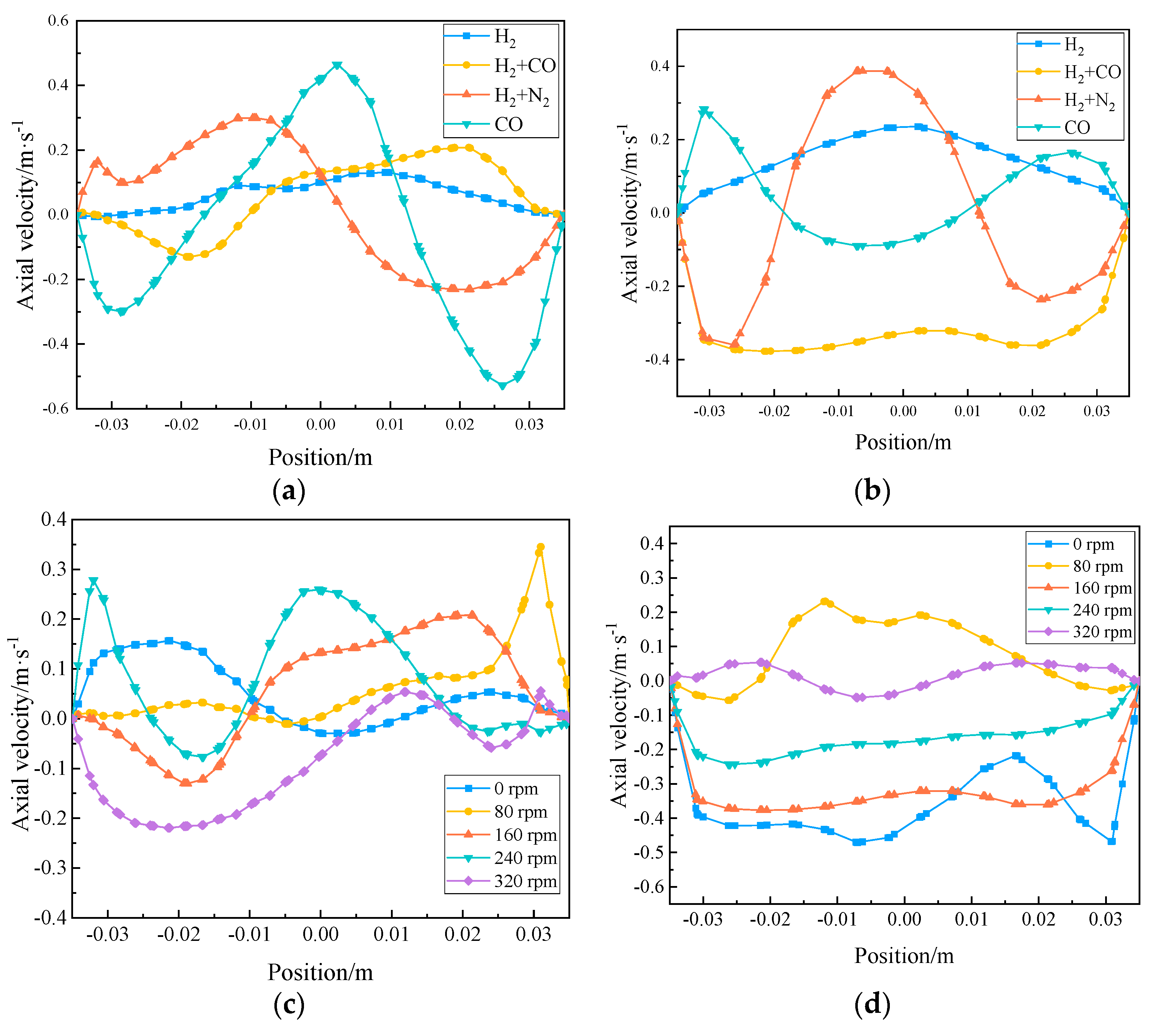
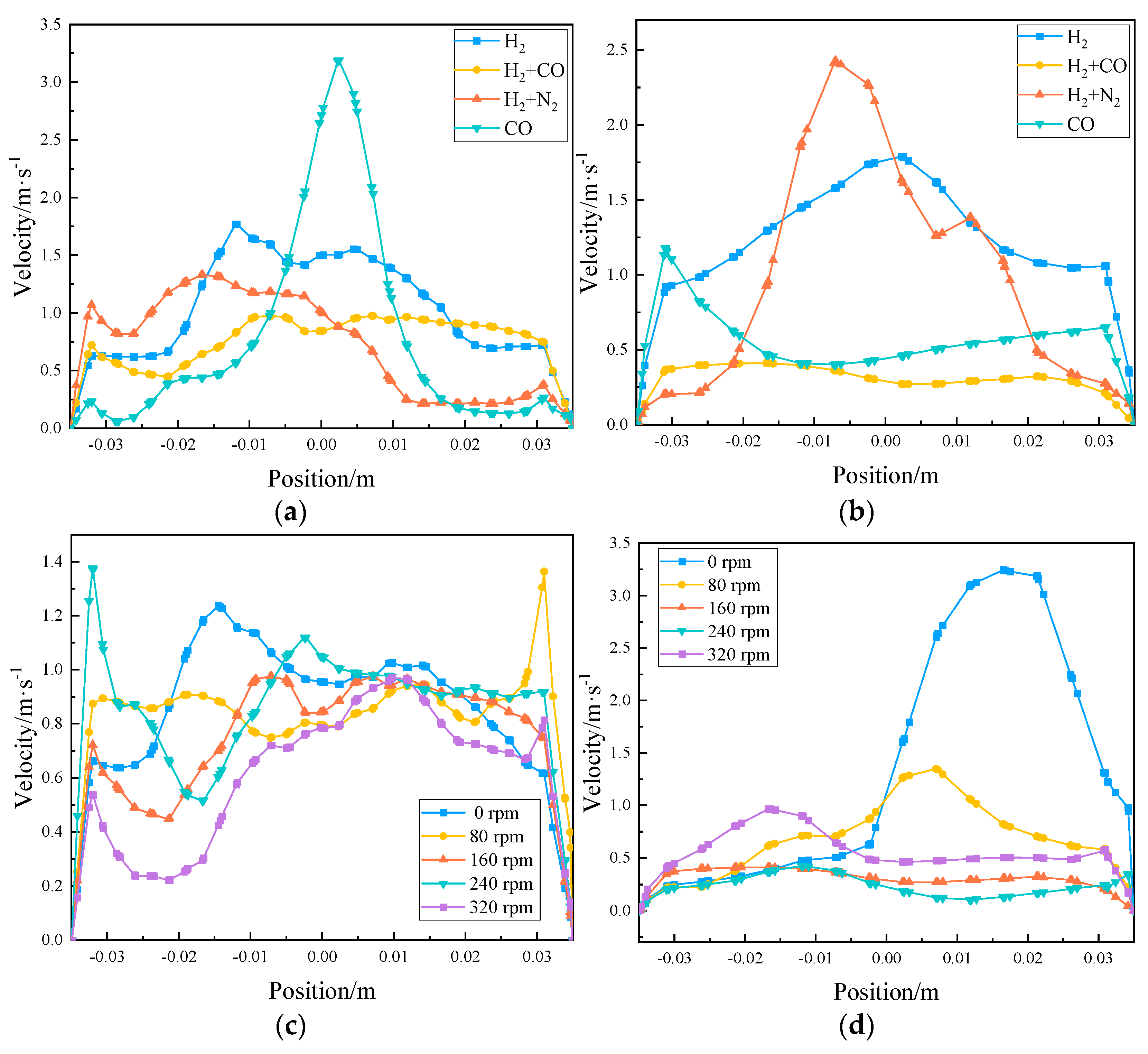
3.4. Velocity Distribution
4. Conclusions
- (1)
- When the gas composition is pure hydrogen, due to its special properties, the bed expansion rate is the smallest. At this time, a large number of iron ore powder particles in the fluidized bed are in a state of aggregation. Therefore, higher working pressure and gas velocity are required under pure hydrogen conditions.
- (2)
- Adding a certain amount of carbon monoxide or nitrogen into the hydrogen and matching the appropriate gas velocity can reduce the vibration caused by the generation and breaking of bubbles in the bed and promote the uniform mixing of gas and solid. The fluidization quality is improved to a certain extent.
- (3)
- The standard deviation of pressure drop decreases with the increase in mixing speed. When the agitation speed reaches 160 rpm, the fluidization state of iron ore powder particles in the bed tends to be stable. At this time, the intensive shear force of the agitator significantly reduces the number of bubbles in the bed and achieves a good fluidization effect.
- (4)
- The increase in agitation speed increases the collision frequency between iron ore powder particles, especially the particles around the agitator. At the same time, the increase in particle velocity makes it easier to enter the bubble and promotes the uniform mixing between gas and solid phases.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Squires, A.M.; Johnson, C.A. The H−iron process. JOM 1957, 9, 586–590. [Google Scholar] [CrossRef]
- Reed, T.F.; Argarwal, J.C.; Shipley, E.H. NU−Iron, A Fluidized−Bed Reduction Process. JOM 1960, 12, 317–320. [Google Scholar] [CrossRef]
- Brown, J.W.; Campbell, D.L.; Saxton, A.L.; Carr, J.W., Jr. FIOR—The Esso fluid iron ore direct reduction process. JOM 1966, 18, 237–242. [Google Scholar] [CrossRef]
- Hillisch, W.; Zirngast, J. Status of FINMET plant operation at BHP DRI, Australia (January 2001). Rev. Metall. 2001, 98, 231–237. [Google Scholar] [CrossRef]
- Lang, S.; Kopf, M.; Valery, R. Circored fine ore direct reduction plus DRI smelting: Proven technologies for the transition towards green steel. TMS 2022, 2, 61–67. [Google Scholar] [CrossRef]
- Schenk, J.L. Recent status of fluidized bed technologies for producing iron input materials for steelmaking. Particuology 2011, 9, 14–23. [Google Scholar] [CrossRef]
- Kitagawa, T. Present Status of the Development of Smelting Reduction Technologies. Tetsu-To-Hagane 2002, 88, 430–443. [Google Scholar] [CrossRef]
- Li, Y.; Li, H.; Hua, W.; Qing, S.; Hu, J.; Hou, Y.; Li, H.; Li, L. Smelting Potential of HIsmelt Technology for High−Phosphorus Iron Ore and Ilmenite. In Proceedings of the 2011 International Conference on Computer Distributed Control and Intelligent Environmental Monitoring, Changsha, China, 19–20 February 2011; pp. 1283–1286. [Google Scholar] [CrossRef]
- Bresser, W.; Hirsch, M.; Saatci, A. Process for the heat treatment of fine−grained iron ore and for the conversion of the heat treated iron ore to metallic iron. Miner Eng. 1997, 10, 656. [Google Scholar] [CrossRef]
- Jeong, S.J. System dynamics approach for the impacts of FINEX technology and carbon taxes on steel demand: Case study of the POSCO. Int. J. Precis. Eng. Manuf.-Green Technol. 2015, 2, 85–93. [Google Scholar] [CrossRef] [Green Version]
- Hessling, O.; Tottie, M.; Sichen, D. Experimental study on hydrogen reduction of industrial fines in fluidized bed. Ironmak. Steelmak. 2021, 48, 936–943. [Google Scholar] [CrossRef]
- Feng, R.; Li, J.; Cheng, Z.; Yang, X.; Fang, Y. Influence of particle size distribution on minimum fluidization velocity and bed expansion at elevated pressure. Powder Technol. 2017, 320, 27–36. [Google Scholar] [CrossRef]
- Zhang, B.; Gong, X.Z.; Wang, Z.; Guo, Z. Relation between Sticking and Metallic Iron Precipitation on the Surface of Fe2O3 Particles Reduced by CO in the Fluidized Bed. ISIJ Int. 2011, 51, 1403–1409. [Google Scholar] [CrossRef]
- Spreitzer, D.; Schenk, J. Reduction of Iron Oxides with Hydrogen—A Review. Steel Res. Int. 2019, 90, 1900108. [Google Scholar] [CrossRef]
- Pang, J.M.; Guo, P.M.; Zhao, P.; Cao, C.; Zhao, D.; Wang, D. Reduction of 1−3 mm iron ore by H2 in a fluidized bed. Int. J. Miner. Metall. Mater. 2009, 16, 620–625. [Google Scholar] [CrossRef]
- Du, Z.; Zhu, Q.; Fan, C.; Pan, F.; Li, H.; Xie, Z. Influence of Reduction Condition on the Morphology of Newly Formed Metallic Iron During the Fluidized Bed Reduction of Fine Iron Ores and its Corresponding Agglomeration Behavior. Steel Res. Int. 2016, 87, 789–797. [Google Scholar] [CrossRef]
- Piotrowski, K.; Mondal, K.; Lorethova, H.; Stonawski, L.; Szymański, T.; Wiltowski, T. Effect of gas composition on the kinetics of iron oxide reduction in a hydrogen production process. Int. J. Hydrogen Energy 2005, 30, 1543–1554. [Google Scholar] [CrossRef]
- Yang, M.; Xiao, W.; Yang, X.; Zhang, P. Processing Mineralogy Study on Lead and Zinc Oxide Ore in Sichuan. Metals 2016, 6, 93. [Google Scholar] [CrossRef]
- Xu, Q.; Li, Z.; Liu, Z.; Wang, J.; Wang, H. The Effect of Pressurized Decarbonization of CO on Inhibiting the Adhesion of Fine Iron Ore Particles. Metals 2018, 8, 525. [Google Scholar] [CrossRef]
- Hayashi, S.; Iguchi, Y. Factors Affecting the Sticking of Fine Iron Ores during Fluidized Bed Reduction. ISIJ Int. 1992, 32, 962–971. [Google Scholar] [CrossRef]
- Komatina, M.; Gudenau, H.W. The sticking problem during direct reduction of fine iron ore in the fluidized bed. Metalurgija-Sisak Zagreb 2004, 10, 309–328. [Google Scholar] [CrossRef]
- Wong, P.L.M.; Kim, M.J.; Kim, H.S.; Choi, C.H. Sticking behaviour in direct reduction of iron ore. Ironmak. Steelmak. 1999, 26, 53–57. [Google Scholar] [CrossRef]
- Shao, J.H.; Guo, Z.C.; Tang, H.Q. Influence of Temperature on Sticking Behavior of Iron Powder in Fluidized Bed. ISIJ Int. 2011, 51, 1290–1295. [Google Scholar] [CrossRef]
- Srinivasan, N.S. Reduction of iron oxides by carbon in a circulating fluidized bed reactor. Powder Technol. 2002, 124, 28–39. [Google Scholar] [CrossRef]
- Guo, L.; Yang, Z.; Gao, J.; Zhong, Y.; Guo, Z. Effect of coating Mg(OH)2 with heterogeneous deposition method on sticking during fluidized bed reduction of iron ore. ISIJ Int. 2016, 56, 736–743. [Google Scholar] [CrossRef]
- Szafran, R.G.; Ludwig, W.; Kmiec, A. New spout−fluid bed apparatus for electrostatic coating of fine particles and encapsulation. Powder Technol. 2012, 225, 52–57. [Google Scholar] [CrossRef]
- Levy, E.K.; Celeste, B. Combined effects of mechanical and acoustic vibrations on fluidization of cohesive powders. Powder Technol. 2006, 163, 41–50. [Google Scholar] [CrossRef]
- Han, Y.; Wang, J.J.; Gu, X.P.; Feng, L.; Hu, G. Homogeneous Fluidization of Geldart D Particles in a Gas−Solid Fluidized Bed with a Frame Impeller. Ind. Eng. Chem. Res. 2012, 51, 16482–16487. [Google Scholar] [CrossRef]
- Song, Y.F.; Zhu, Q.S. Experimental study on fluidization and reduction of ultrafine iron oxide powder in an agitation fluidized bed. Chin. J. Process Eng. 2011, 11, 361–367. [Google Scholar]
- Li, X.L.; Liu, Y.; Wang, T.; Li, N.; Zhang, T. Experimental and numerical investigations on the hydrodynamics of gas−solid fluidized bed with an inclined agitator. Powder Technol. 2021, 380, 26–38. [Google Scholar] [CrossRef]
- Huilin, L.; Yurong, H.; Wentie, L.; Ding, J.; Gidaspow, D.; Bouillard, J. Computer simulations of gas−solid flow in spouted beds using kinetic–frictional stress model of granular flow. Chem. Eng. Sci. 2004, 59, 865–878. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| The density of iron ore powder, ρp (kg/m3) | 3300.40 |
| The particle size of iron ore powder, ds (μm) | 400.00 |
| The volume fraction of initial iron ore powder powder particles | 0.62 |
| Gas velocity, ug (m/s) | 0.50 |
| Initial Bed Height, H0 (m) | 0.21 |
| Particle collision coefficient, ess | 0.90 |
| Time step, Δt (s) | 0.0001 |
| Inlet boundary | Velocity−inlet |
| Outlet boundary | Pressure−outlet |
| Operating temperature (K) | 293.15 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, C.; Liu, Y.; Wu, Y.; Li, X.; Zhang, T. Simulation of Fluidization Quality for Various Reduced−Gas Composition and Agitation Speed Circumstances in a Gas-Solid Fluidized Bed with an Inclined Agitator. Metals 2023, 13, 376. https://doi.org/10.3390/met13020376
Li C, Liu Y, Wu Y, Li X, Zhang T. Simulation of Fluidization Quality for Various Reduced−Gas Composition and Agitation Speed Circumstances in a Gas-Solid Fluidized Bed with an Inclined Agitator. Metals. 2023; 13(2):376. https://doi.org/10.3390/met13020376
Chicago/Turabian StyleLi, Chuanfu, Yan Liu, Yuelong Wu, Xiaolong Li, and Tingan Zhang. 2023. "Simulation of Fluidization Quality for Various Reduced−Gas Composition and Agitation Speed Circumstances in a Gas-Solid Fluidized Bed with an Inclined Agitator" Metals 13, no. 2: 376. https://doi.org/10.3390/met13020376