1. Introduction
Friction stir processing (FSP) has emerged as a versatile solid-state joining and processing technique, holding significant promise for enhancing the mechanical properties of dissimilar metal joints [
1,
2]. In recent years, researchers have increasingly explored innovative methodologies to improve these joints through the integration of reinforcing agents. This incorporation of reinforcing agents via FSP into aluminum alloys is a fundamental component of the broader concept known as friction stir processing of advanced metal matrix composites (FSP AMMCs) [
3,
4]. These reinforcing agents can take the form of particles, fibers, or other materials, imparting added mechanical, thermal, or functional attributes to the base metal. In the context of aluminum alloys, FSP AMMCs entail introducing nanoparticles, ceramic particles, carbon-based materials, or other strengthening agents into the aluminum matrix [
4,
5]. The FSP process uniformly disperses these reinforcing agents throughout the material, leading to improved mechanical properties such as increased strength, enhanced wear resistance, and improved thermal stability.
The concept of FSP AMMCs has garnered attention due to their potential to combine the desirable traits of traditional alloys with the heightened performance of reinforcing particles. Early research on FSP AMMCs marked an innovative exploration into combining advanced materials processing with composite fabrication. Among the early contributors, Mishra et al. [
6] shed light on enhancing metal properties through reinforcing agents. Their study examined the effect of augmenting AA5083 aluminum alloy with SiC particles, evaluating the effect of various SiC volume fractions and particle sizes on microhardness. Intriguingly, they found that the introduction of 27 vol% SiC with an average particle size of 0.7 μm significantly elevated microhardness. The alloy’s microhardness surged from 85 HV to an impressive 173 HV upon SiC inclusion. By meticulously analyzing the influence of SiC content and particle size on microhardness, Mishra et al. not only demonstrated the feasibility of reinforcing aluminum alloys but also underscored the profound impact on their mechanical attributes. This laid the foundation for subsequent research, prompting deeper explorations into matrix materials and the interplay with reinforcing agents.
Jian and Mishra [
7] investigated the production of dissimilar composite joints by combining AA6061 and AA7075 alloys with micro-sized Al
2O
3 particles through friction stir welding. The distribution pattern of varying Al
2O
3 microparticle volume fractions was explored in conjunction with different combinations of tool rotational speed (RS) and traverse speed (TS), which influenced the quality of the welds. The composite joints underwent tensile, microhardness, and wear resistance testing, and were assessed for microstructural changes. The outcomes indicated that the weld quality significantly improved due to both higher grain refinement resulting from dynamic recrystallization (DRX) and the anchoring effect of Al
2O
3 microparticles. Additionally, an increase in the volume fraction of Al
2O
3 microparticles resulted in notable enhancements in the mechanical properties of the composite joints. Consequently, the composite joint processed at an RS of 1100 rpm, TS of 40 mm/min, and 10% volume fraction of Al
2O
3 microparticles exhibited the highest tensile strength at 241.35 MPa, with a joint efficiency of 83.80% and maximum microhardness recorded at 157.5 HV. Furthermore, the incorporation of Al
2O
3 microparticles also led to an improvement in the wear resistance of the composite joints compared to the base materials. This research shed light on the synergistic relationship between nanoparticle dispersion, microstructural refinement, and the resulting mechanical improvements, thereby offering valuable insight for future applications of this technique in tailoring material properties for enhanced performance.
In the study conducted by Acuña et al. [
8], the focus was on investigating the use of FSP to produce surface metal matrix composites (SMMCs) for AA2024 aluminum alloy with structural hardening (T351) in a defect-free manner. The study primarily investigated how the number and direction of FSP passes affected particle distribution and microstructural changes in the processed region and their impact on the wear behavior of the composite layers. The results affirmed that FSP can create SMMCs with a well-distributed particle dispersion. By utilizing electron backscatter diffraction (EBSD), the researchers examined the evolution of grain size in different regions of the FSPed samples, revealing a significant reduction in grain size in the nugget zone due to dynamic recrystallization. The study also assessed surface properties through hardness and resistance to sliding wear tests. Although the SMMC hardness in the nugget was similar to that of the base material, it exhibited improved wear resistance. In the context of the sliding conditions examined in this study, the specific wear rate was notably reduced, ranging from 24 to 40% compared to the as-received aluminum alloy. Additionally, the worn tracks demonstrated the same wear mechanisms operating concurrently in both materials.
Malopheyev et al. [
9] employed the FSP technique to produce an Al/Al203 composite in order to investigate the evolution of the microstructure. To gain a deeper understanding of this process, a cross-sectional analysis of the resulting composite was performed, and advanced characterization techniques such as electron backscatter diffraction and microhardness mapping were utilized. The study discovered that the reinforcing particles quickly arranged themselves into a stable “onion ring” structure, which remained intact even after subsequent dispersion. Specifically, remnants of relatively large particle clusters persisted even after 12 FSP passes. This led to the conclusion that the commonly employed three or four FSP passes in practice are insufficient for achieving uniform dispersion of reinforcing particles. Furthermore, it was observed that the gradual distribution of nanoscale Al
2O
3 particles within the aluminum matrix led to a subtle reduction in both the proportion of high-angle boundaries and the average grain size. These observations were attributed to the effect of particle pinning on grain boundary migration and dislocation slip.
FSP was employed to integrate multi-walled carbon nanotubes (MWCNTs) and nanoscale cerium oxide particles into the Al5083 alloy matrix, forming reinforced surface composites [
10]. This study probed the influence of nanoscale reinforcements on the microstructure, mechanical properties, and corrosion resistance of FSP-treated Al5083 surface composites. The process employed a threaded cylindrical hardened steel tool, rotation speeds of 600 and 800 rpm, travel speeds of 35 and 45 mm/min, and a tilt angle of 5°. The findings highlighted that the hybrid composite with a 75–25 volume ratio of CNTs to cerium oxide exhibited the highest tensile strength and hardness values. Alternatively, incorporating cerium oxide alone significantly enhanced the base alloy’s pitting resistance. Corrosion behavior was systematically assessed through potentiodynamic polarization tests, focusing on pitting potential and passivation range.
Microstructural analysis, involving optical and electron microscopy, showed well-dispersed reinforcements in the nugget zone, accompanied by significant grain refinement. The study’s aim was to engineer surface composites with simultaneously enriched mechanical properties and corrosion resistance. The strategic inclusion of nanoscale reinforcements via FSP contributed to composite material advancement, showcasing the potential for multifunctional improvements in material performance. Subsequent to these pioneering studies, diverse literature has augmented the concept, encompassing a range of materials, including aluminum, magnesium, steel, copper, and titanium. The existing body of literature offers an array of reinforcing particles for FSP AMMC formulation, featuring boron carbide (B
4C) [
11], silicon carbide (SiC) [
12], titanium carbide (TiC) [
3], titanium dioxide (TiO
2) [
13], aluminum oxide (Al
2O
3) [
14], titanium diboride (TiB
2) [
15], and zirconium diboride (ZrB
2) [
16].
Furthermore, the utilization of coal as a reinforcing agent has captured attention due to its distinctive combination of mechanical and thermal properties. The primary objective of this study was to comprehensively characterize dissimilar joints formed between AA5083-H111 and AA6082-T651 aluminum alloys specifically reinforced with coal particles through FSP. The aim was to investigate and understand the intricate microstructural changes and mechanical properties within the modified zones resulting from the combination of dissimilar alloys and the introduction of coal particles.
By delving into the detailed characterization of these joints, this research seeks to contribute valuable insight into the feasibility, structural integrity, and potential applications of such composite materials. AA5083 and AA6082 aluminum alloys are renowned for their amalgamation of strength, corrosion resistance, and formability, making them pivotal across industries [
17]. However, when these alloys are conjoined, disparities in microstructure and mechanical properties can compromise joint integrity [
18].
To overcome this challenge, researchers have turned to FSP as an innovative means to forge joints with enhanced mechanical attributes and refined microstructure. The inclusion of coal particles via FSP introduces a distinctive dimension to joint formation. Coal’s inherent strength and thermal resistance offer the potential to interact synergistically with the aluminum matrix, conferring added strength and durability to the joint. The outcomes of this research contribute to advancing dissimilar joint fabrication techniques while offering prospects for utilizing alternative materials to bolster mechanical robustness across diverse applications.
2. Materials and Methods
The study utilized AA6082-T651 and AA5083-H111 aluminum alloys, each possessing a thickness of 6 mm. The chemical compositions of the base materials were determined using a Belec Compact Spectrometer HLC manufactured by the Belec Spectrometry Opto-Electronics GmbH, Georgsmarienhütte, Germany. The resulting compositions are detailed in
Table 1.
Table 2 shows the mechanical properties of AA6082-T651 and AA5083-H111.
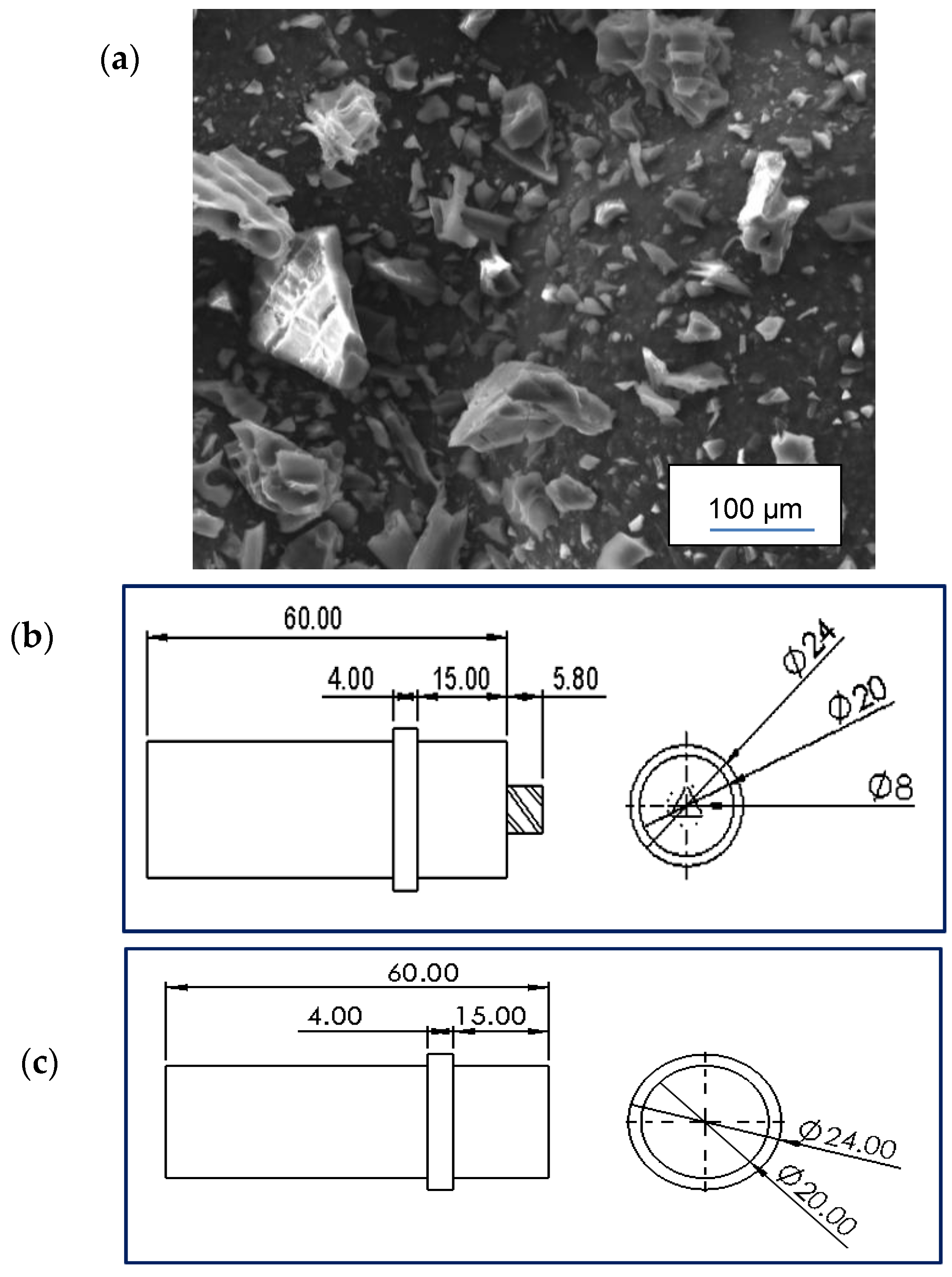
Figure 1a shows a SEM image of the coal powder, while
Table 3 shows the chemical composition of the same. Subsequently, plates of dimensions 540 × 70 mm were cut from these alloys to fit within the FSW fixture bed. Employing the friction stir welding (FSW) technique, these dissimilar plates were skillfully joined. The FSW process was executed using a Lagun FU.1-LA universal milling machine manufactured by the Lagun Machine Tools S.L.U. in Gipuzkoa in Spain, which was adapted to function as an FSW machine. The specific FSW parameters applied are outlined in
Table 4, with
Figure 1b showing a Solidworks 2D diagram of the tool used. The tool was made of high-speed steel material.
During the FSW operation, the AA6082-T651 plate was positioned on the advancing side of the tool, while the AA5083-H111 plate was situated on the retreating side of the tool. Through this process, two friction stir welded (FSWed) plates were fabricated. One of these plates was preserved for comparative analysis, while the other underwent further treatment involving friction stir processing (FSP) with the inclusion of coal particle reinforcements. The incorporation of coal particles into the FSP procedure involved a sequential process carried out in four distinct stages. The initial step encompassed the drilling of blind holes at the center of the dissimilar weld joint generated through FSW, spanning from the initiation point to the termination point of the weld. These blind holes possessed a diameter of 2.5 mm and reached a depth of 5.6 mm. The spacing between the blind holes was consistently maintained at a distance of 5 mm. Subsequently, in the second phase, the blind holes were meticulously filled with coal particles until reaching their uppermost limit.
Advancing to the third step, the previously drilled holes were sealed utilizing a pinless tool configuration, as illustrated in
Figure 1c. The final phase encompassed the execution of the FSP procedure, leveraging the same tool that had been employed for the FSW operation. The concept of utilizing a common tool design for both FSW and FSP is not uncommon and is frequently discussed in the broader body of literature concerning friction-based processing methodologies [
19,
20]. This adaptability of tools across the domains of FSW and FSP has been a subject of exploration and analysis in various studies focusing on friction-based material processing techniques.
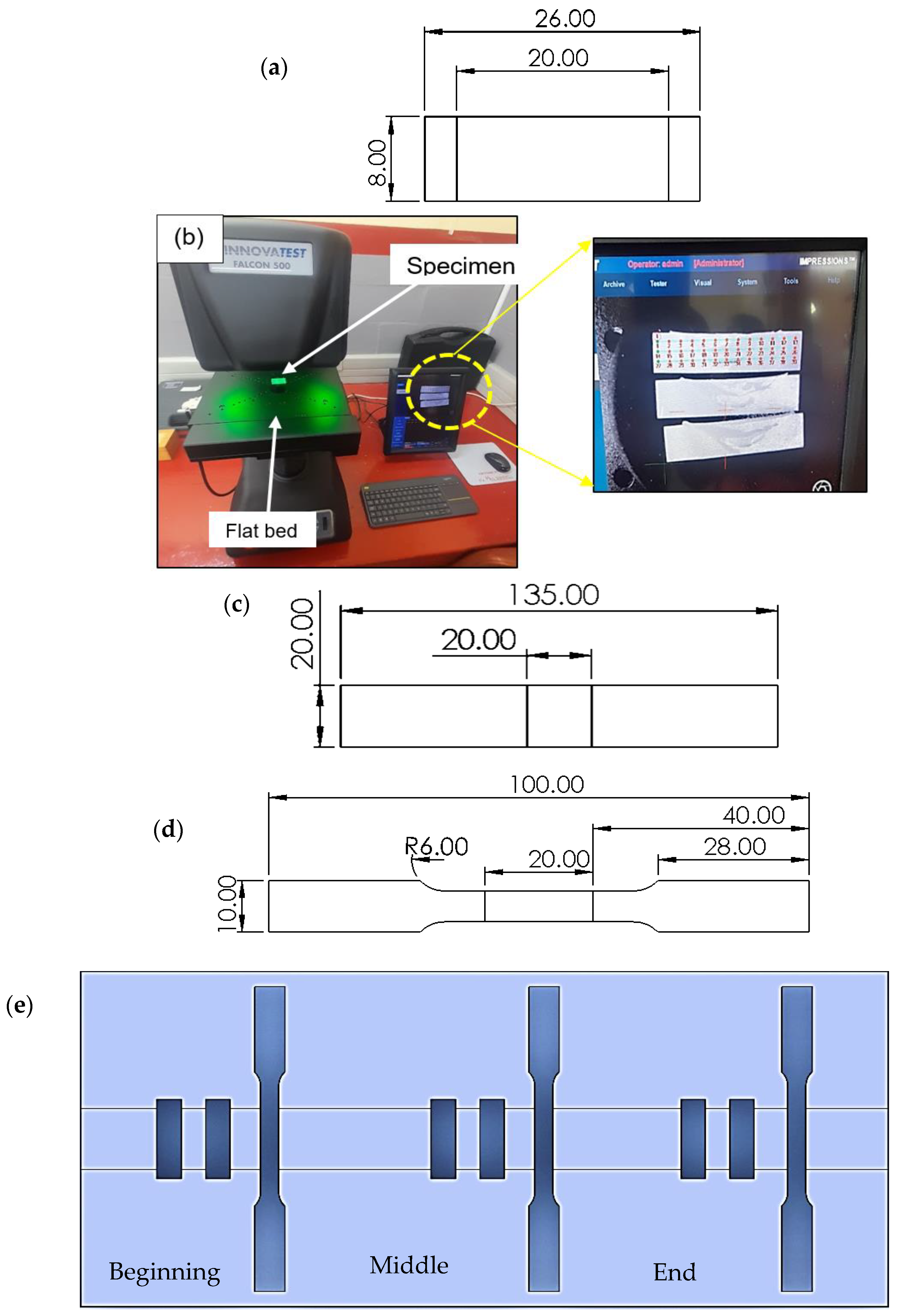
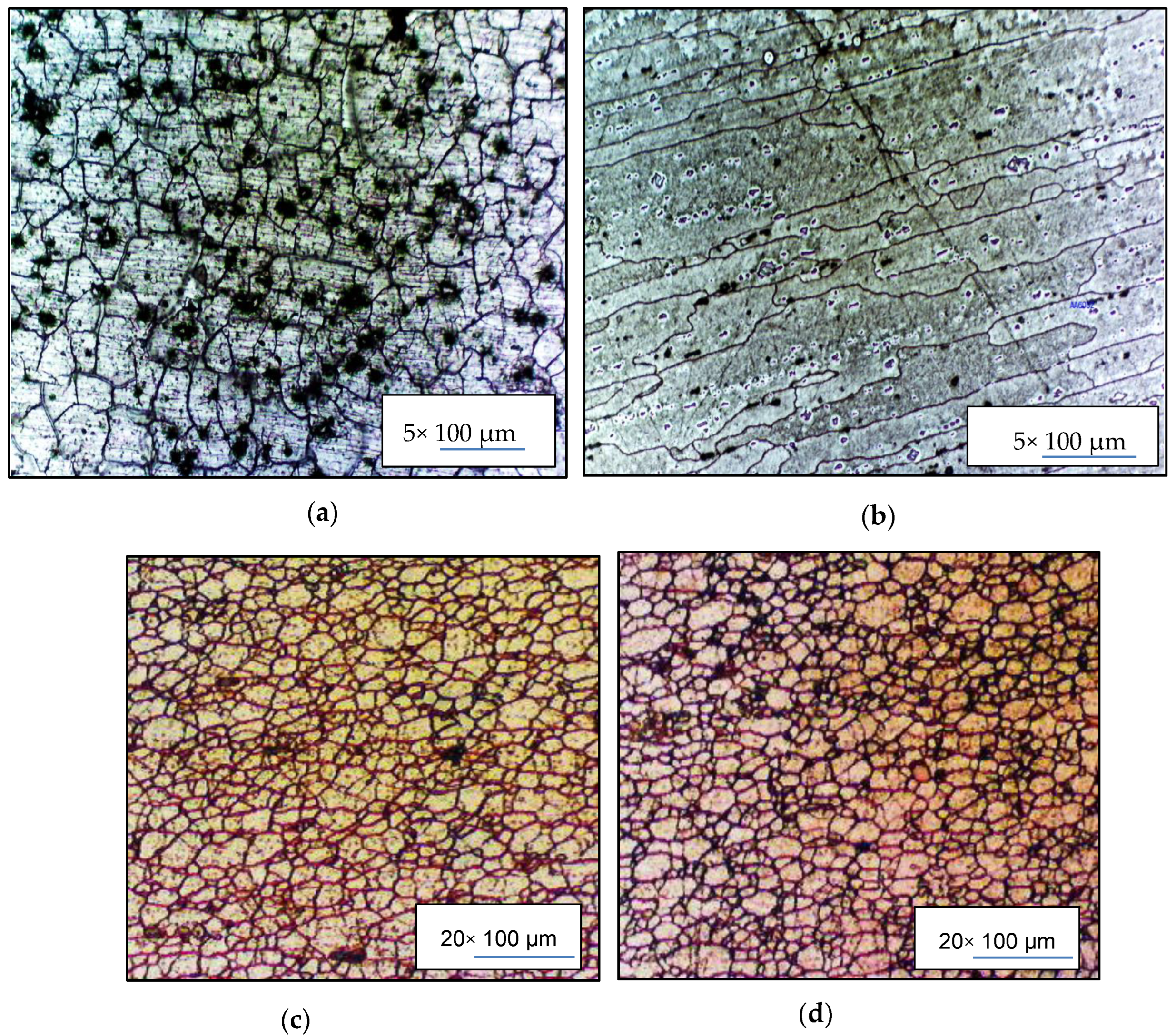
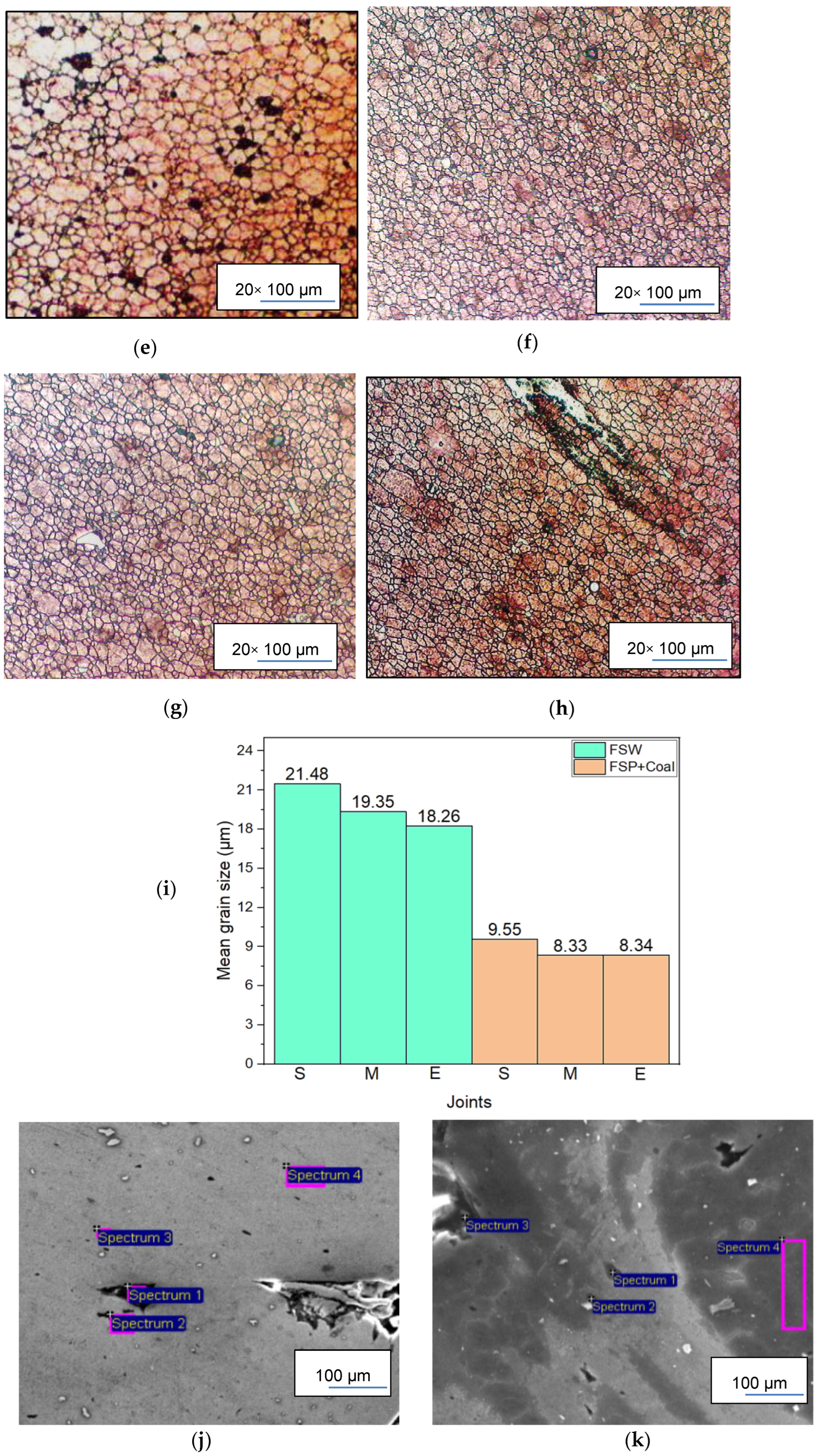
From the produced plates, microstructure, bending, tensile, and hardness test specimens were cut according to the respective ASTM standards. The microstructural analysis specimens were mounted in a thermosetting plastic, ground, polished, and etched. Keller’s etching solution was employed with 95 mL distilled water, 1.5 mL hydrochloric acid, 1 mL hydrofluoric acid, and 2.5 mL nitric acid.
Figure 2a shows the specimen dimensions. After the etching process, the specimens were analyzed using the Motic AE2000MET, manufactured by The Motic Europe S.L.U. based in Barcelona in Canada. The micrographs obtained were measured following the ASTM E112-12 standard [
21], using the line intercept method in ImageJ software to obtain the grain sizes. The same specimens were later subjected to hardness testing.
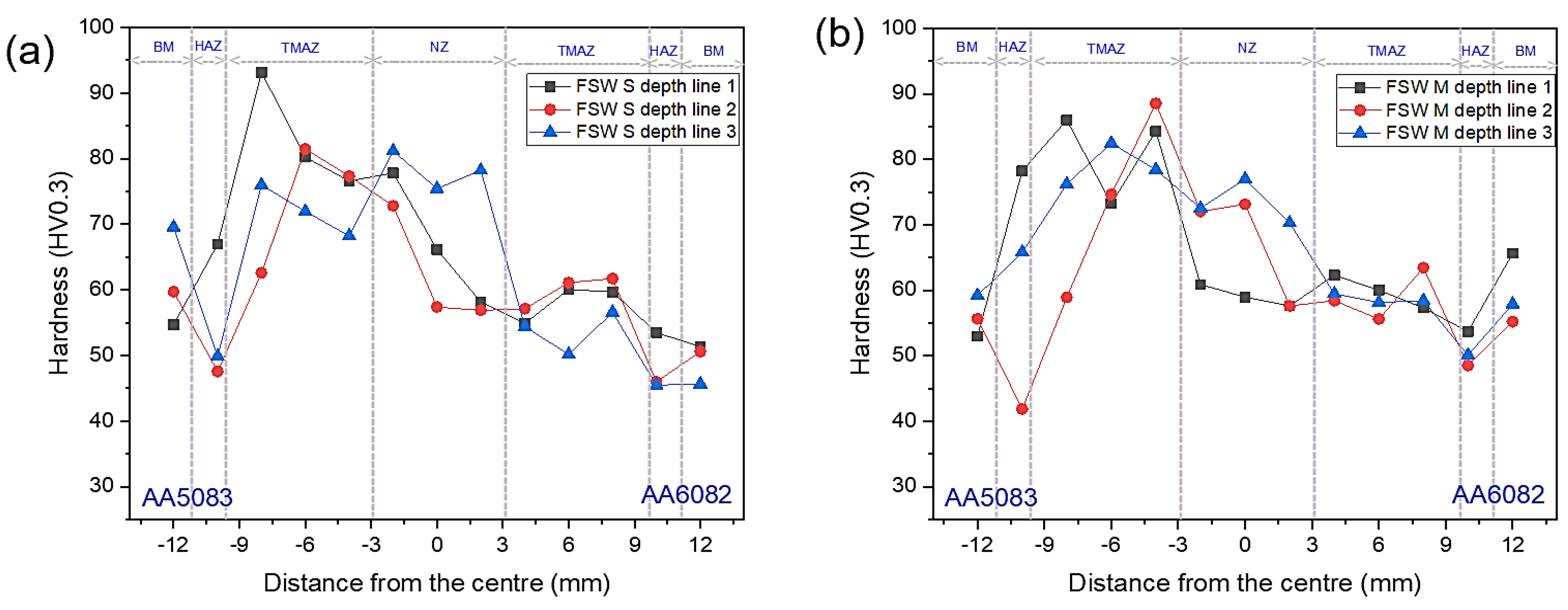
The InnovaTest Falcon 500 (manufactured by the INNOVATEST Europe BV Manufacturing based in Maastricht in the Netherlands) was used to perform hardness testing, following the ASTM E384-11 standard for microindentation hardness of materials [
22]. The particular configuration comprised of a 0.3 kg load and 1 mm interval between indents, recording 25 measurement indents per joint. The 10× and 20× objectives were employed for specimen focusing.
Figure 2b shows the setup for the hardness indentation testing.
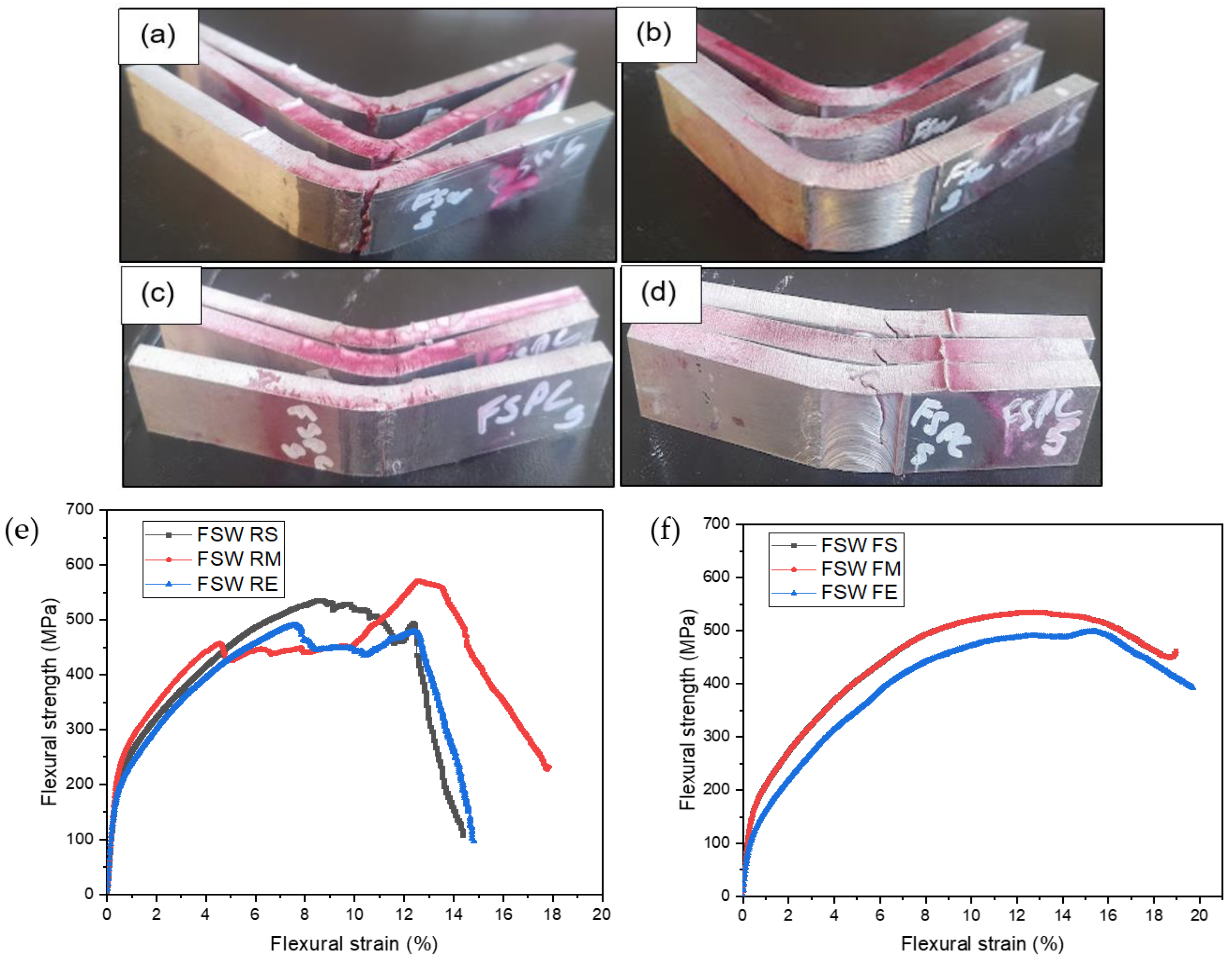
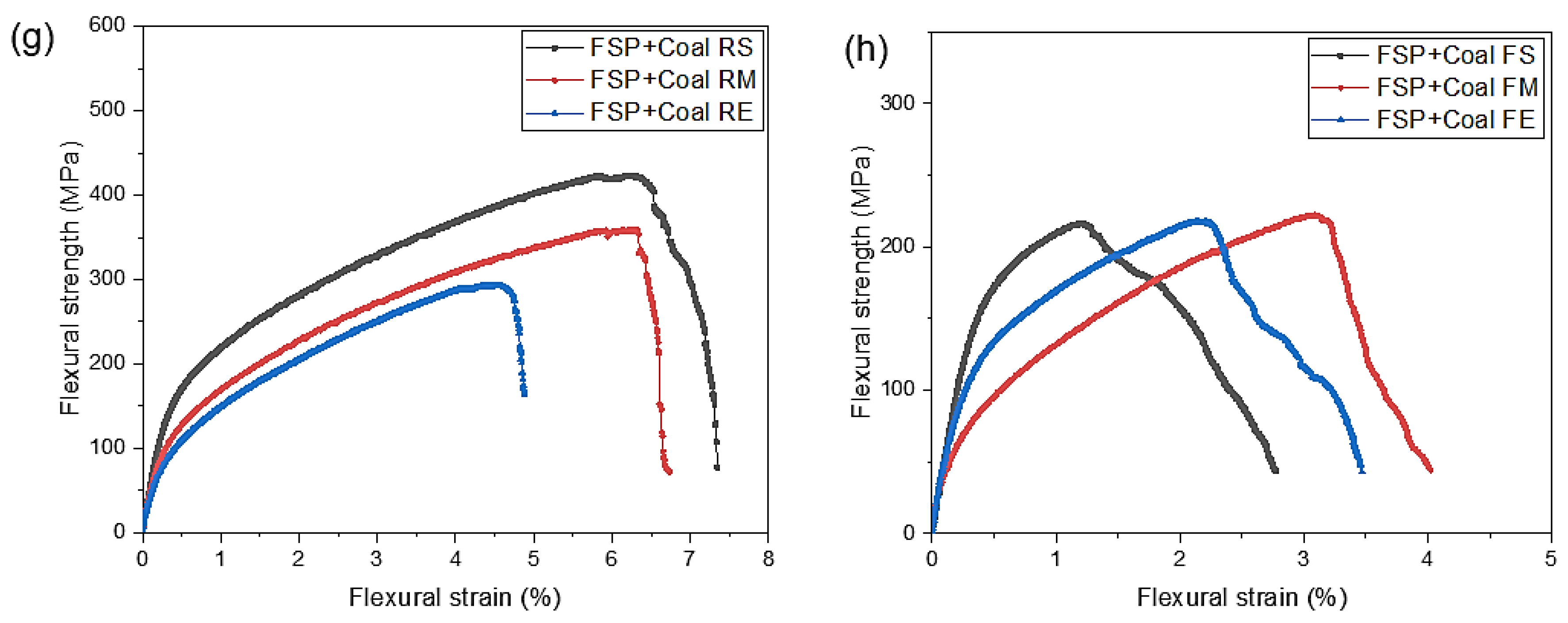
Figure 2c shows the flexural specimen with dimensions in mm. The testing procedures outlined in the ASTM E290-14 standard focus on assessing the ductility of materials through bend tests [
23]. It should be noted that the bending test was applied to both sides of the joint, i.e., the face and root of each specimen. The face of the specimen is the surface in contact with the tool during welding, while the root is the surface in contact with the welding machine bed. Liquid penetrant testing (LPT), a form of non-destructive testing (NDT), was performed on the bent specimens to detect any potential defects on their surfaces after the test. Both flexural and tensile tests were executed using the Hounsfield 50 K machine. The tensile tests adhered to the guidelines set by the ASTM E8M-04 standard [
24], which pertains to the tension testing of metallic materials. A depiction of the tensile test specimen can be seen in
Figure 2d.
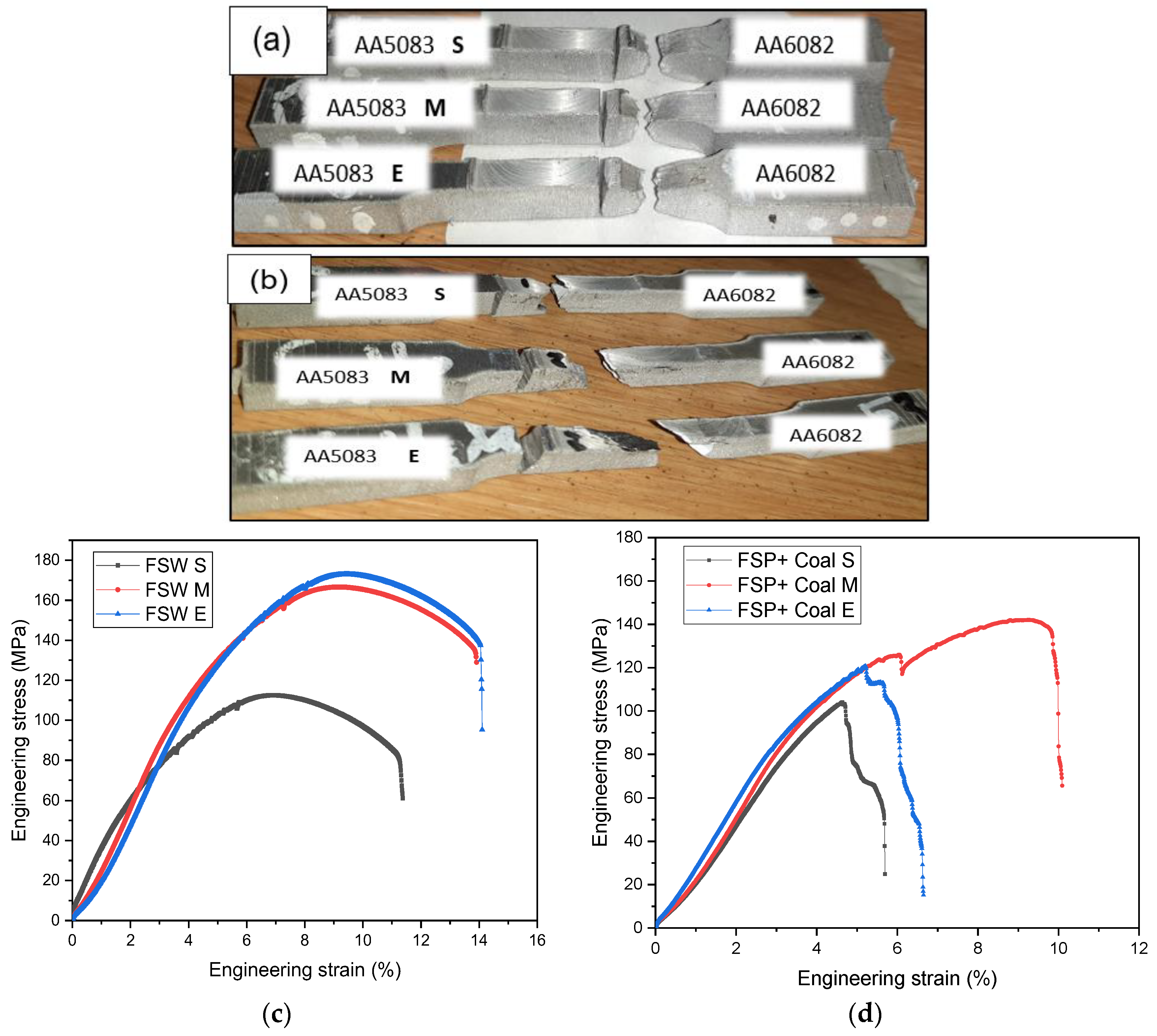
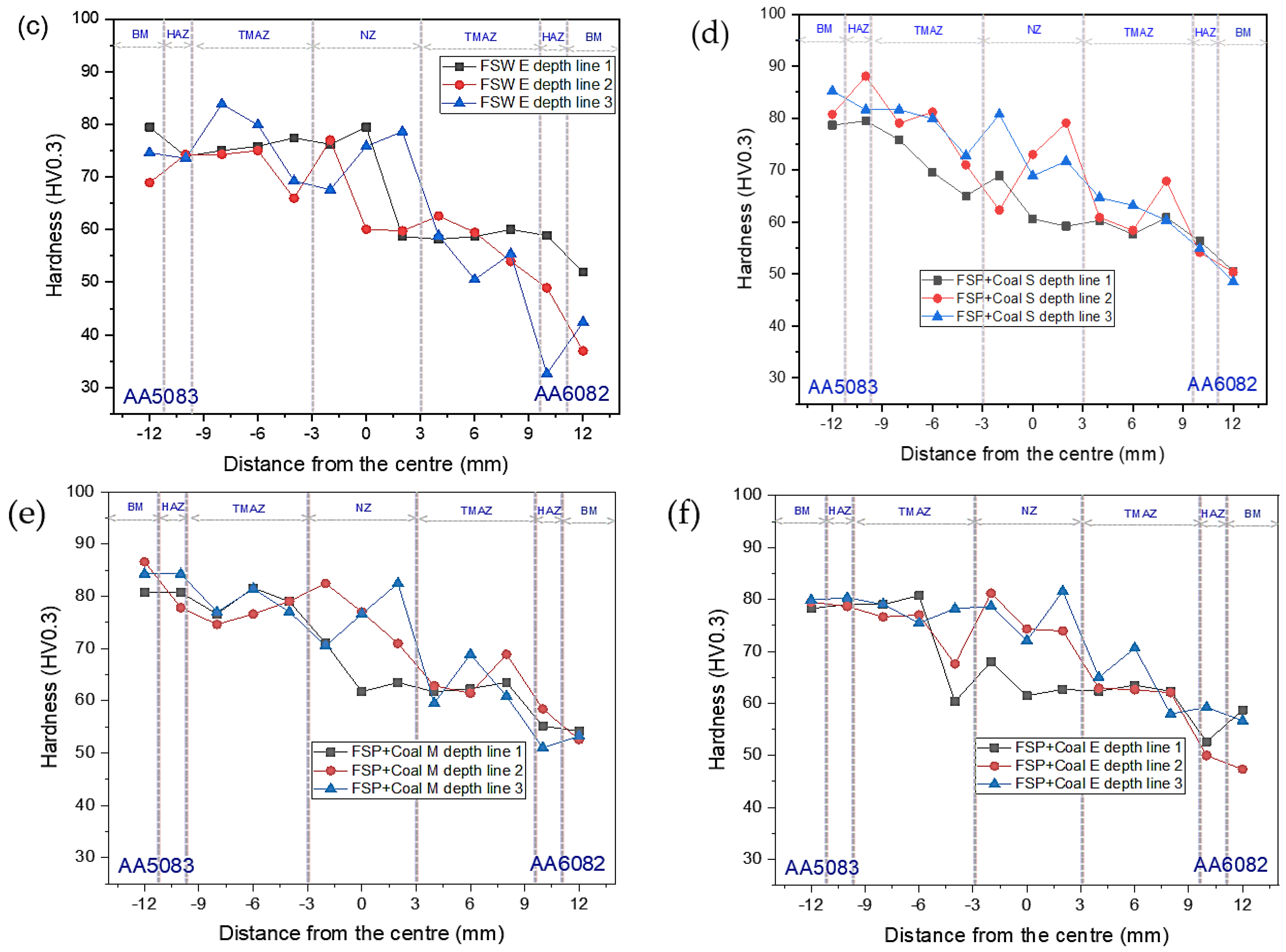
The test specimens derived from the dissimilar FSWed and FSP + Coal plates were systematically sectioned at three distinct positions along the welds: the beginning (S), middle (M), and end (E), as illustrated in
Figure 2e. This procedure was implemented with the intention of discerning any potential patterns or trends associated with the sampling positions. Consistently applying this method across all conducted tests allowed for a comprehensive evaluation of the material’s characteristics and behavior.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}