
Improved Interface Morphology and Failure Load of Ultrasonic-Assisted Friction Stir Lap Welding Joint of 2024 Aluminum Alloy to 304 Stainless Steel
Abstract
:1. Introduction
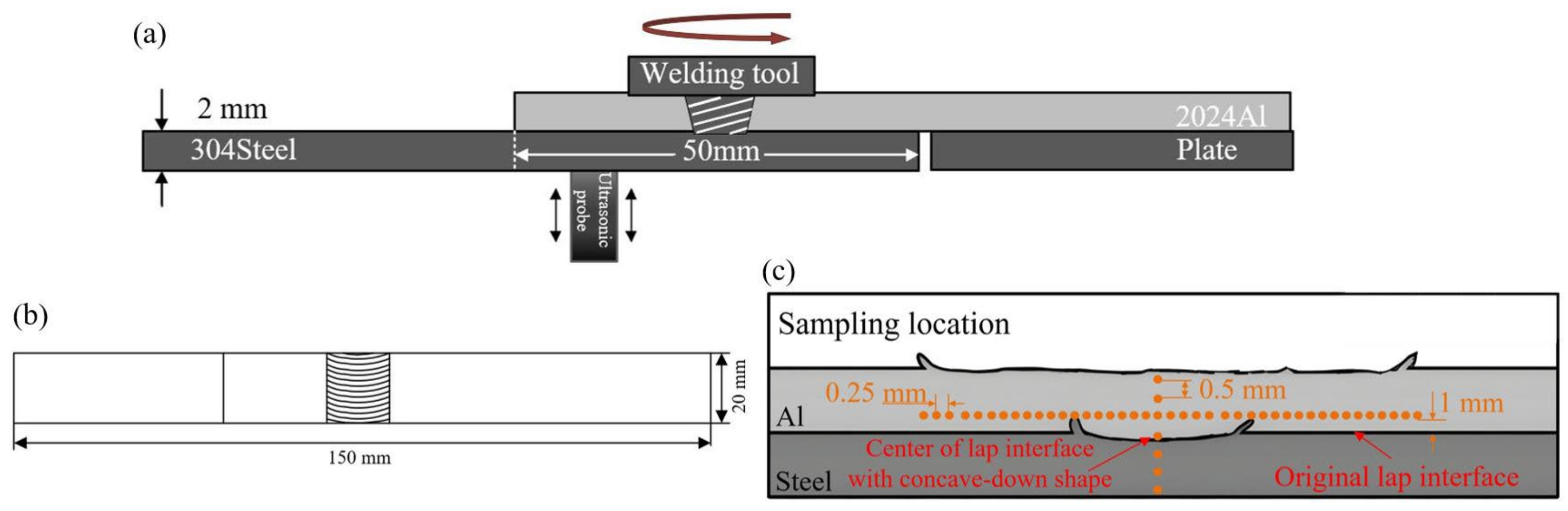
2. Materials and Methods
3. Results and Discussion
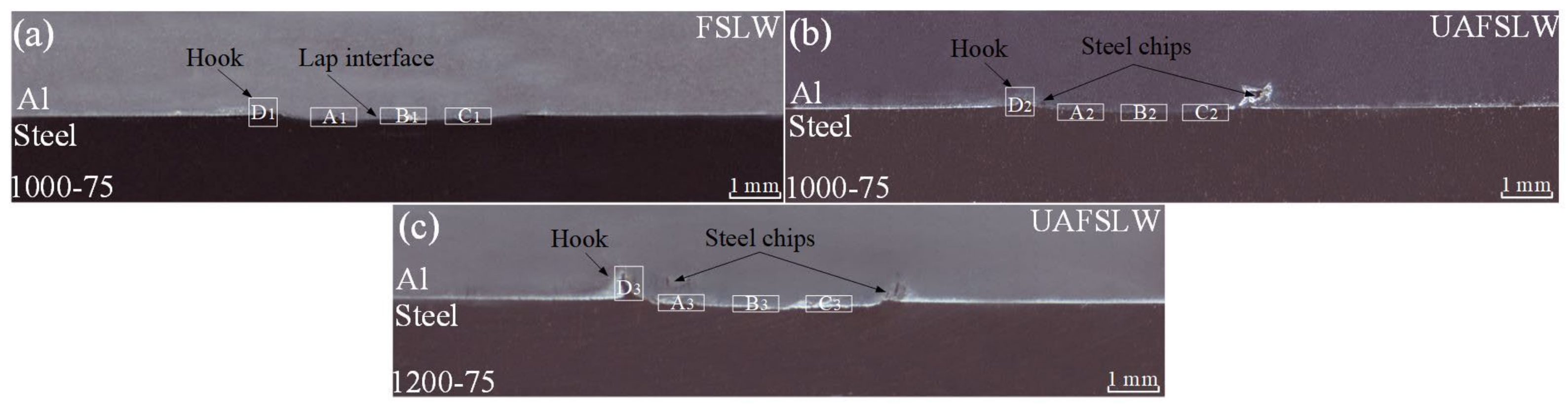
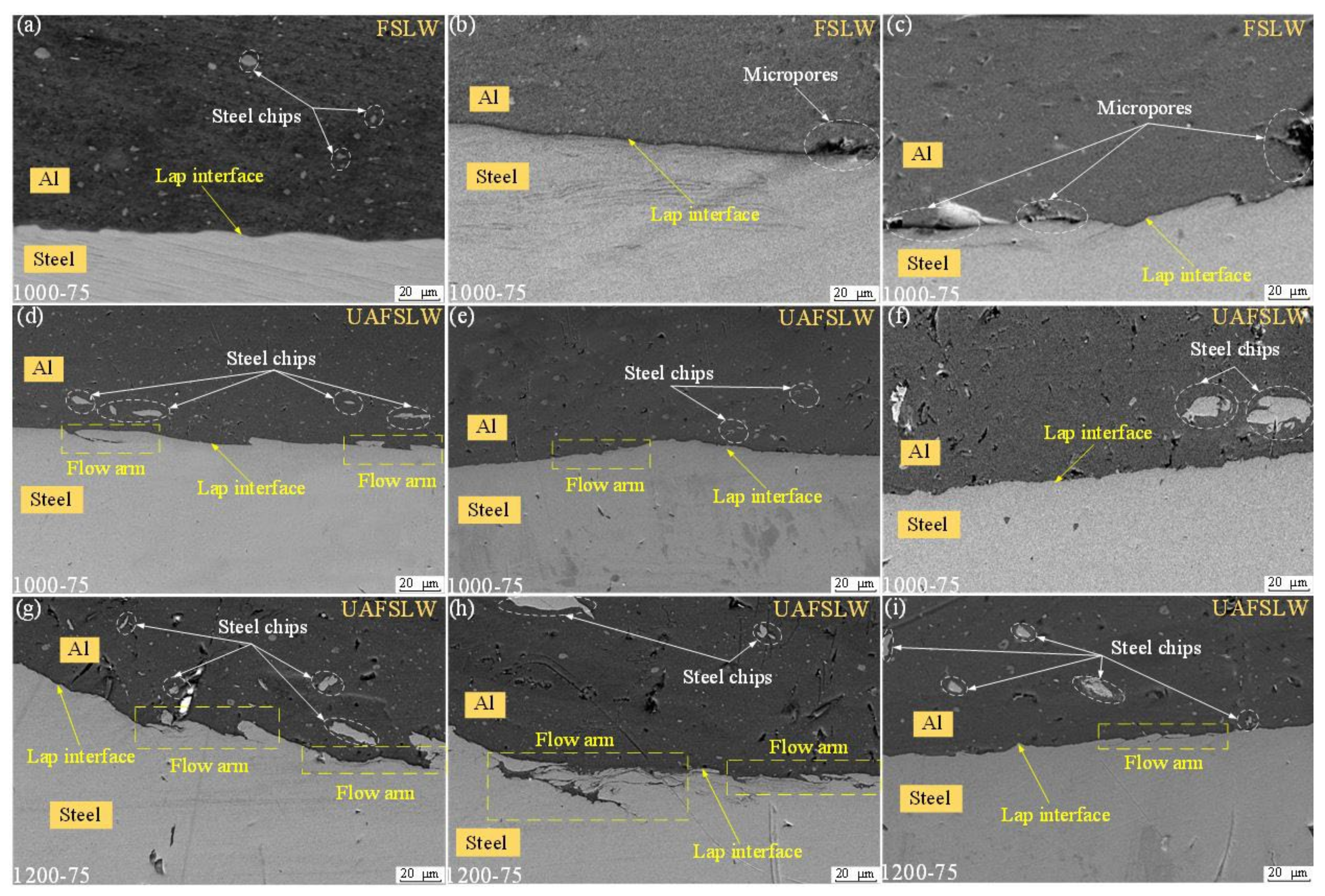
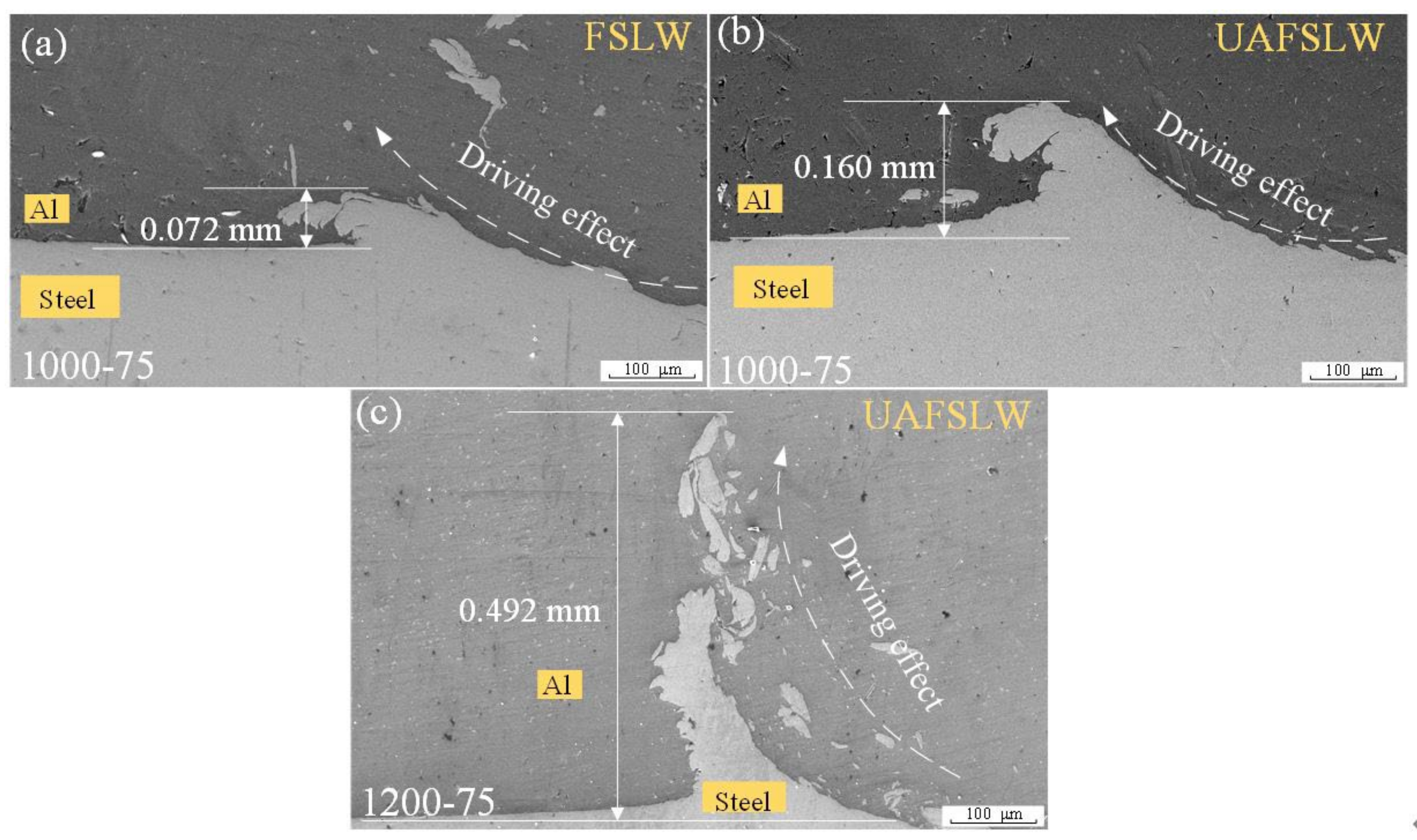
3.1. Joint Cross-Section


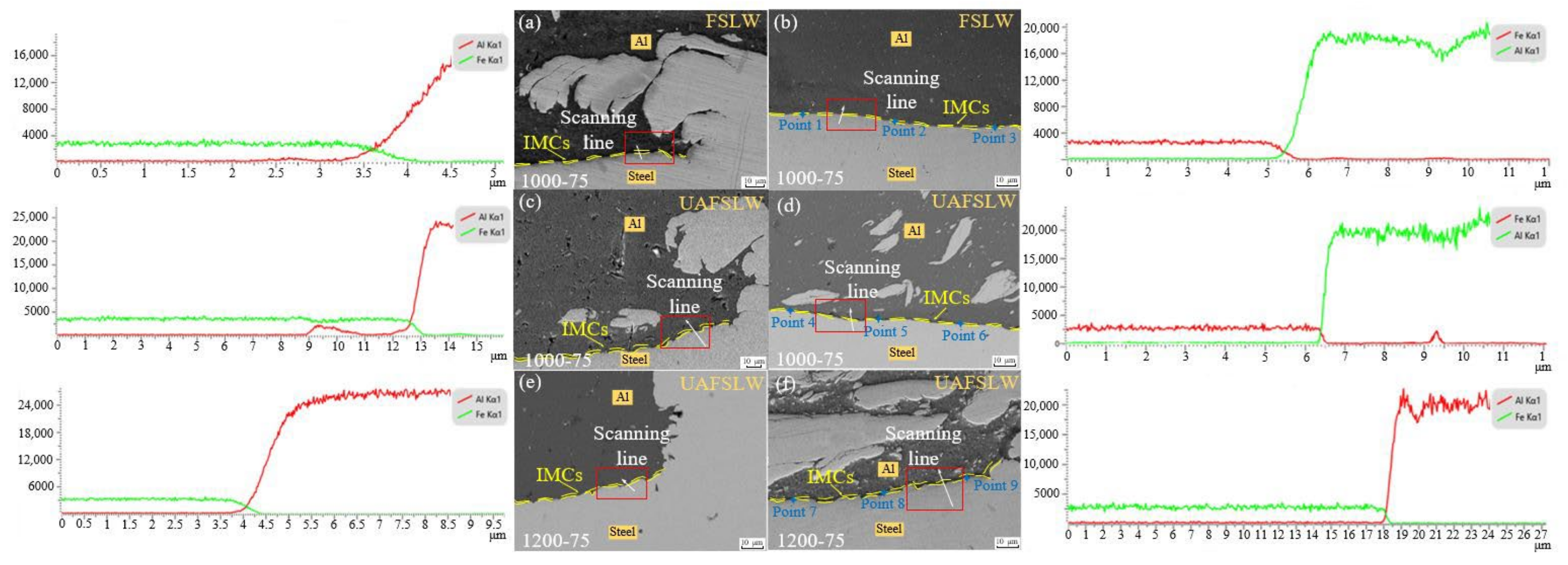
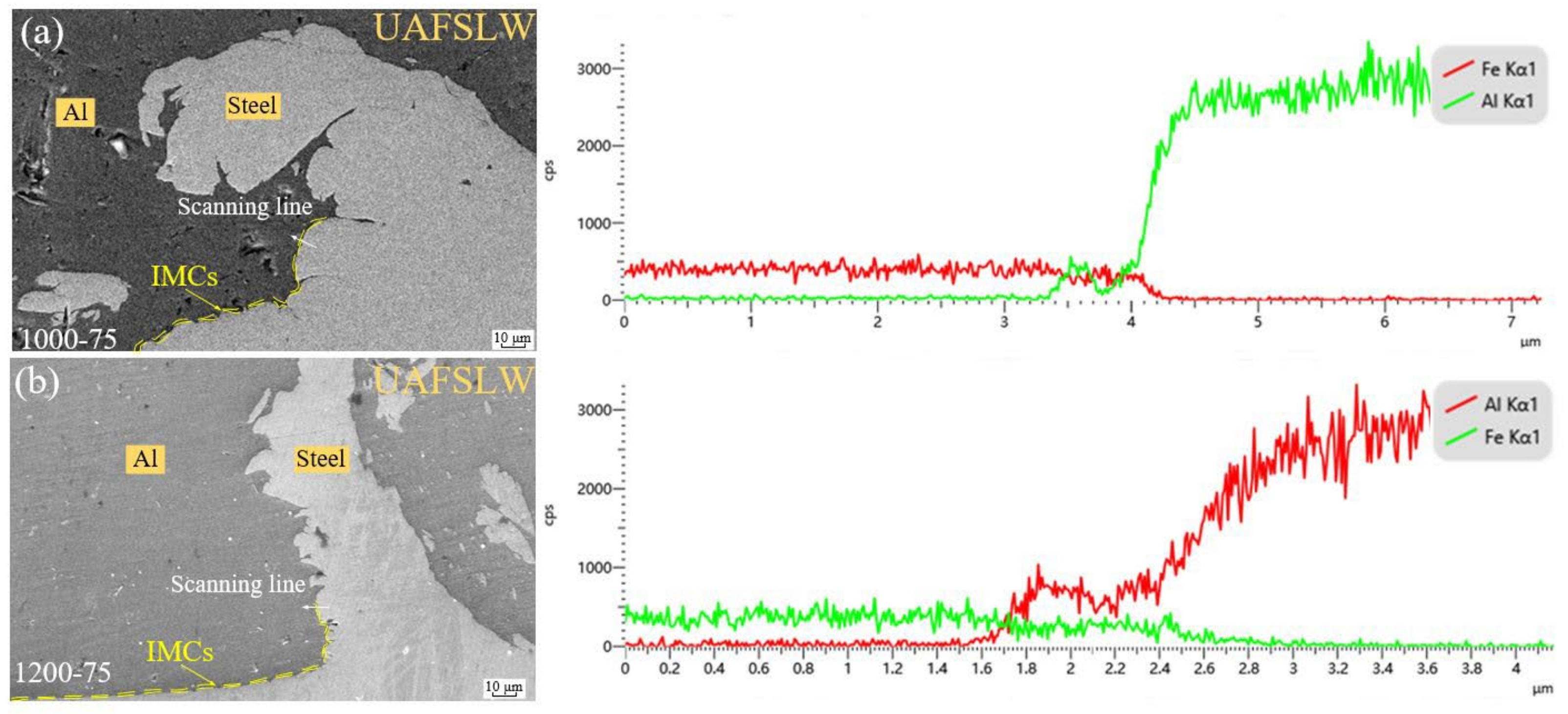
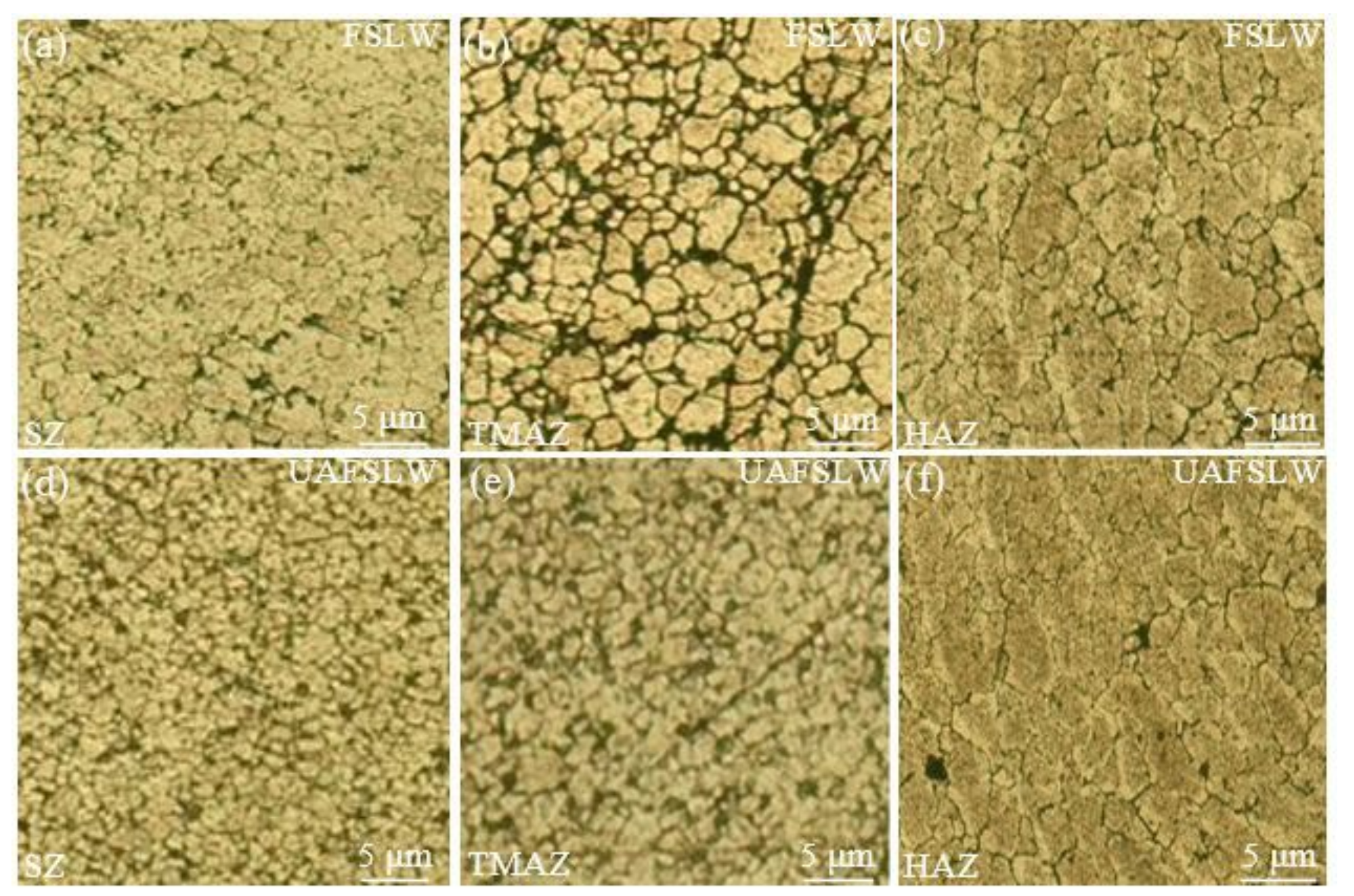
3.2. Atom Diffusion and Grain Size


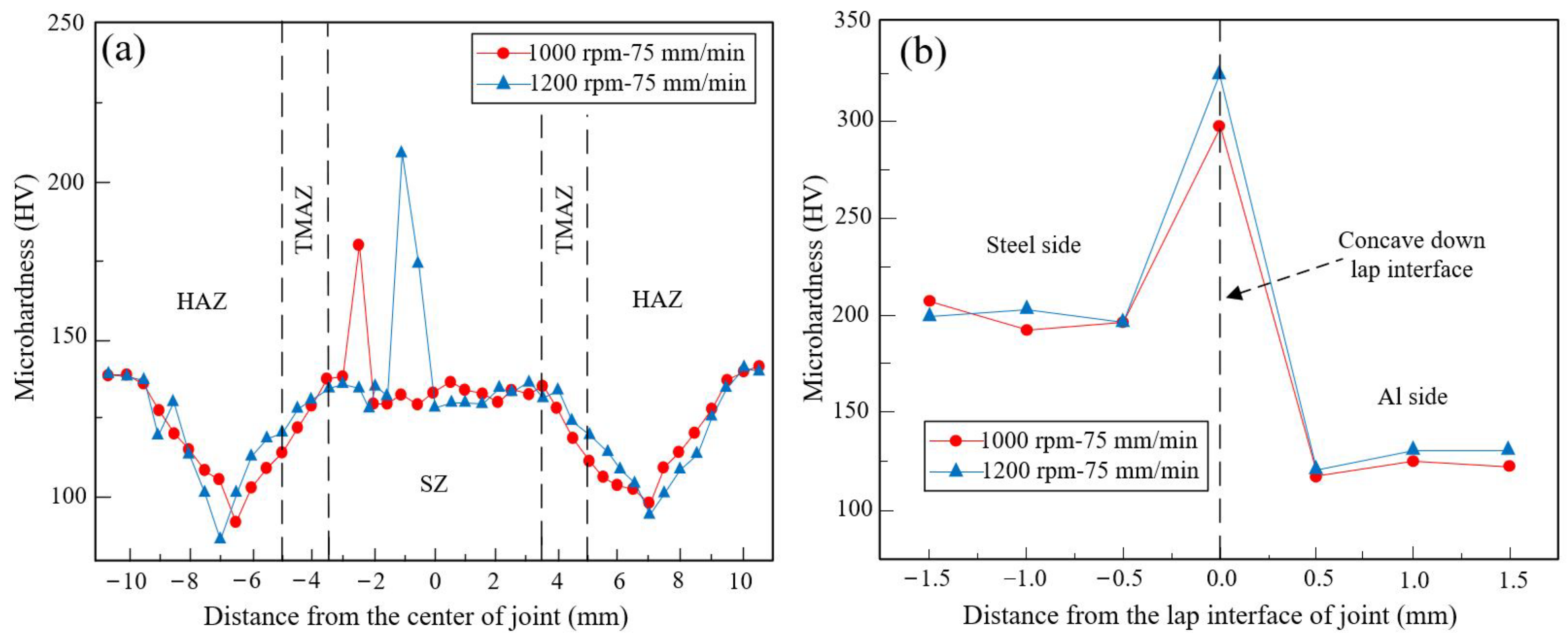
3.3. Mechanical Properties


4. Conclusions
- (1)
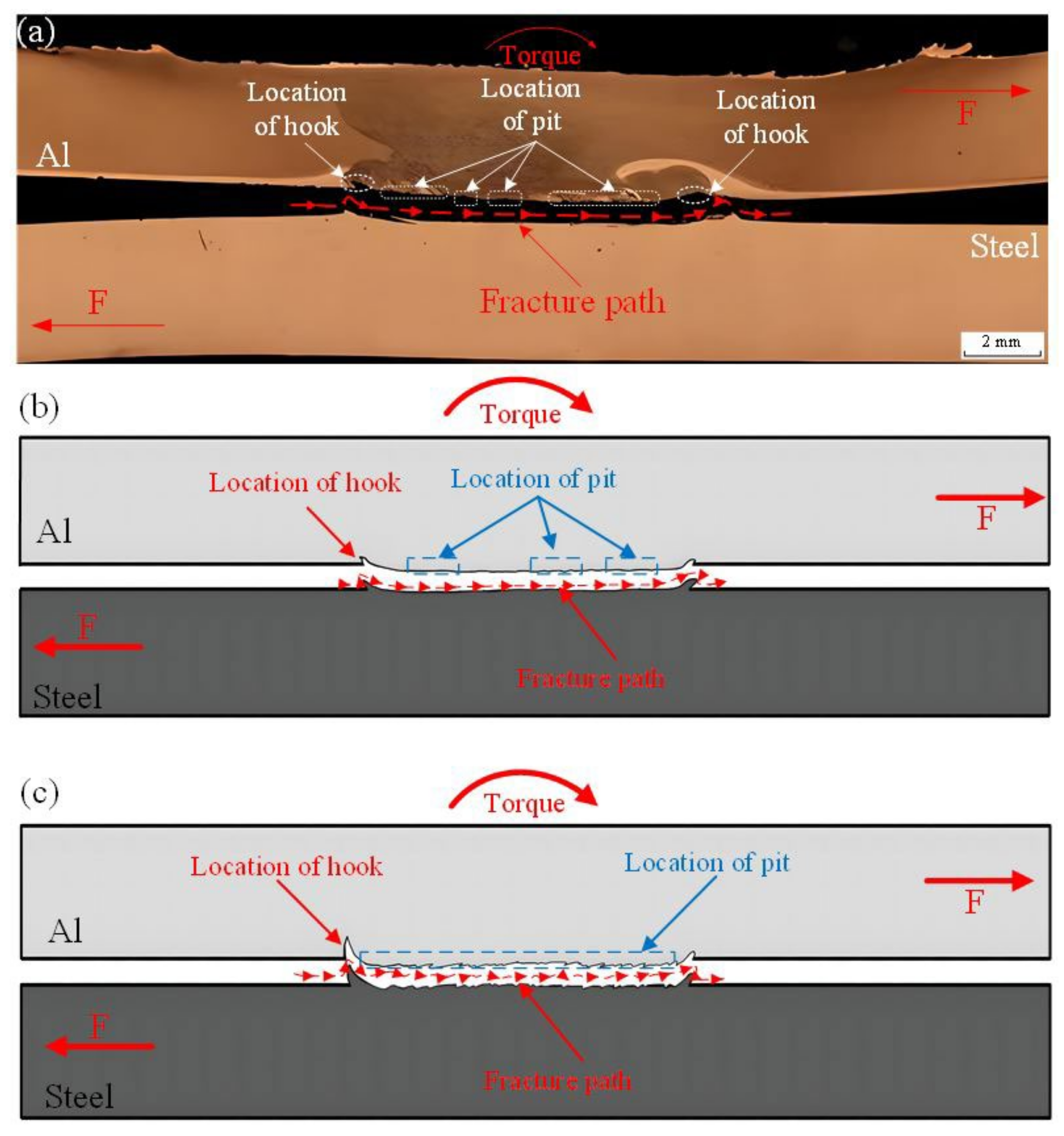
- Under the positive effect of ultrasound, the joint was fabricated with the improved interface features including no micropores, more and larger pits, and larger hook structure. The pit and the hook structure at the lap interface played a role of the micro- and macro-mechanical interlocking structures, respectively. The addition of ultrasound not only made more and larger steel chips into the upper aluminum plate but also determined the amount of aluminum materials in the lower steel plate and formed the flow arm structure.
- (2)
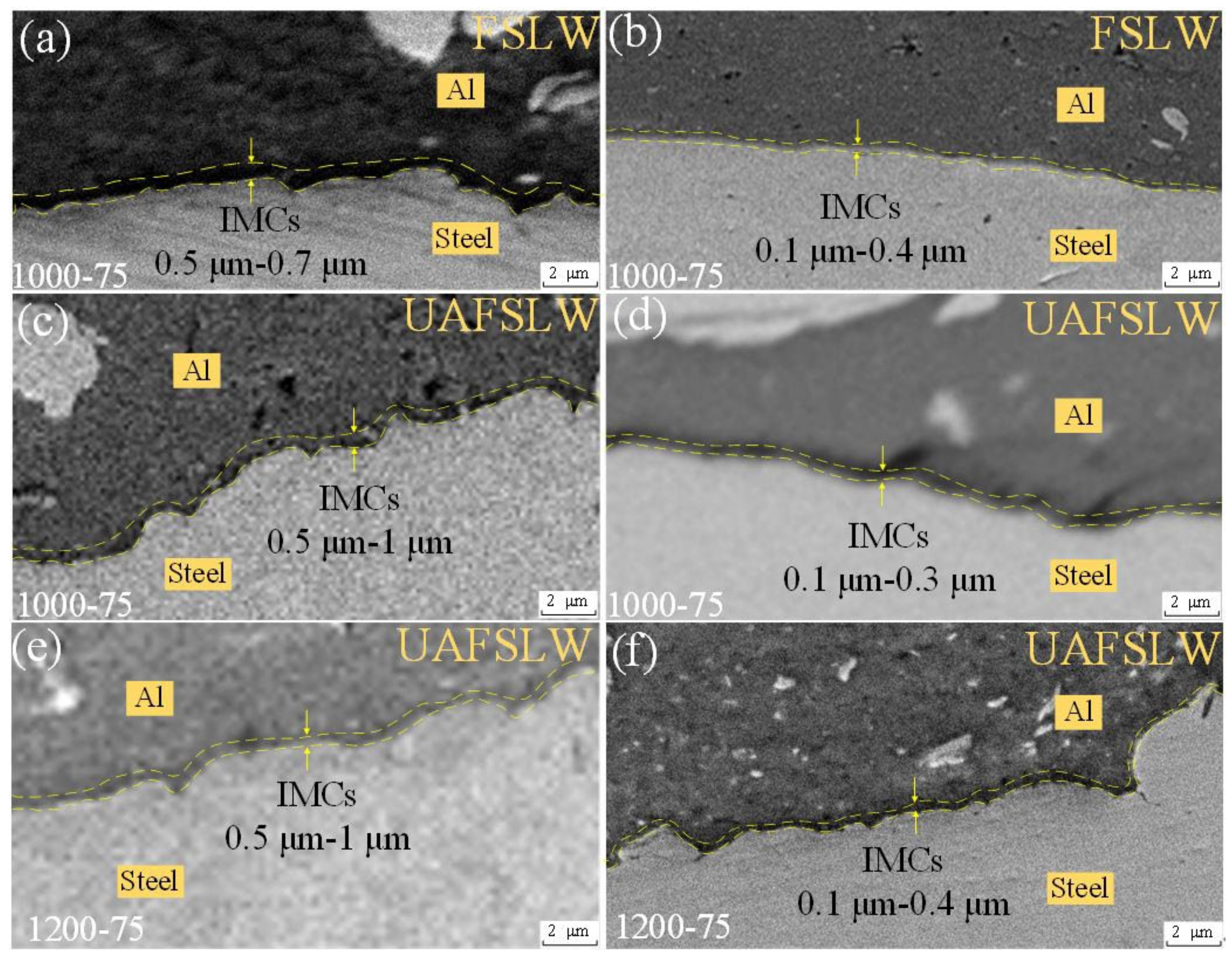
- The addition of ultrasound increased the atom interdiffusion distance near the Al/steel interface outside the SZ, and decreased the atom interdiffusion distance in the SZ. Whether the traditional FSLW or the UAFSLW was used, the thickness of the IMC layer was controlled within 1.5 μm which was positive on the loading capacity of the lap joint.
- (3)
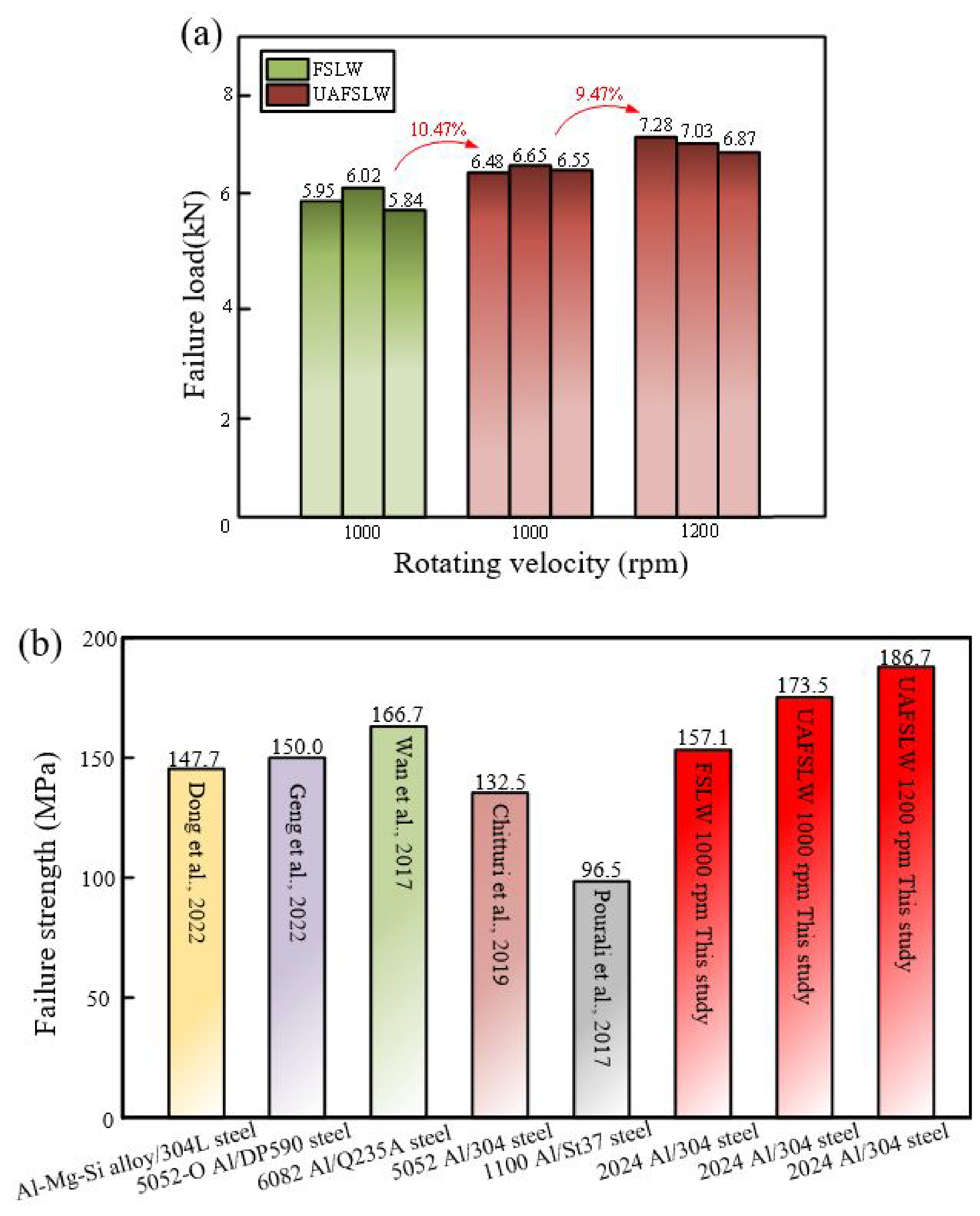
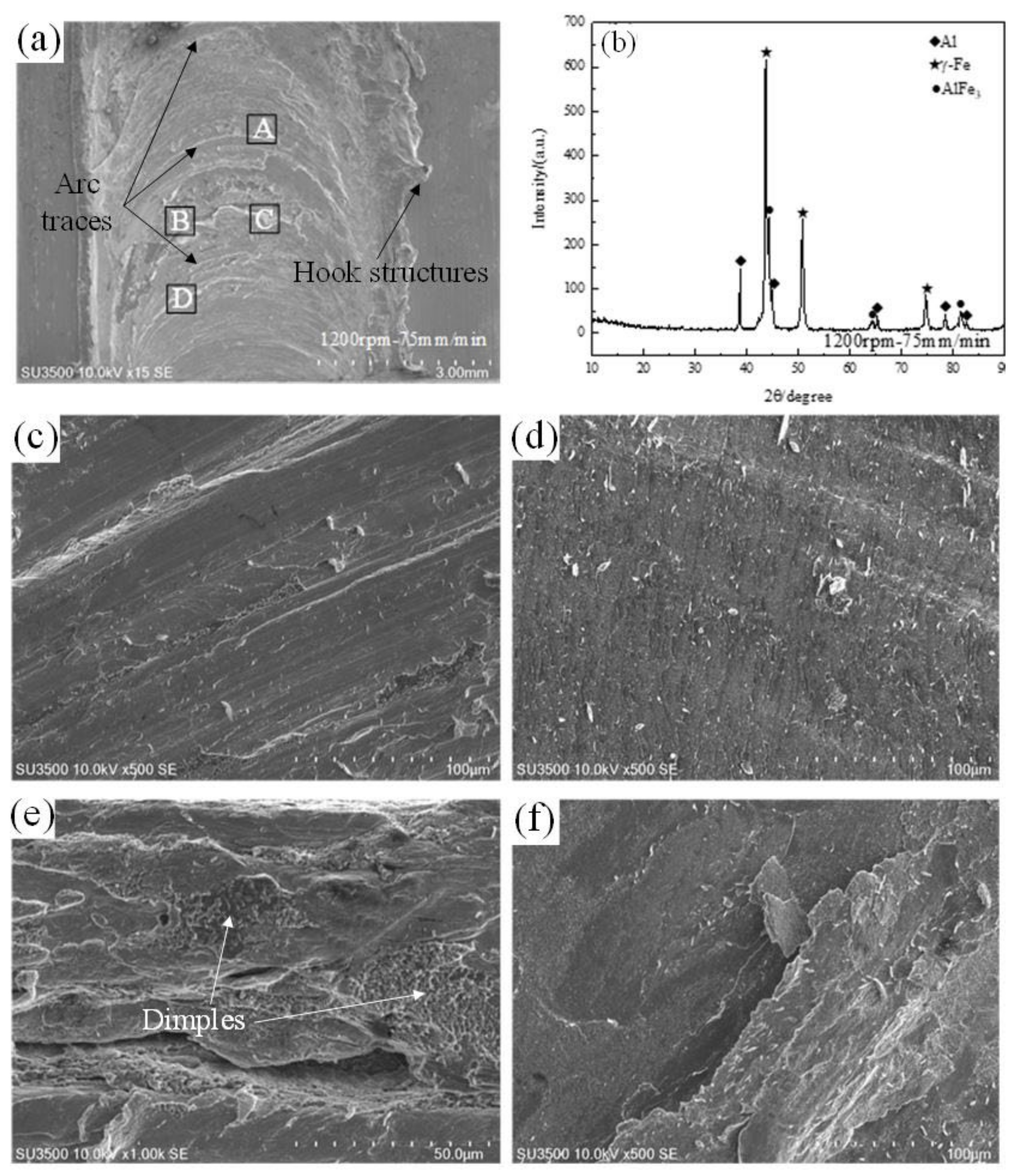
- The UAFSLW joint had a failure strength higher than the traditional FSLW joint, and the strength of the UAFSLW joint at 1200 rpm was larger than that at 1000 rpm. The maximum strength value of the UAFSLW joint reached 186.7 MPa, which was much larger than that of the reported joint of aluminum to steel. The welded joint shear fractured along the lap interface and presented a brittle–ductile mixed fracture.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hussein, S.A.; Tahir, A.S.M.; Hadzley, A.B. Characteristics of aluminum-to-steel joint made by friction stir welding: A review. Mater. Today Commun. 2015, 5, 32–49. [Google Scholar] [CrossRef]
- Ji, S.D.; Huang, R.F.; Meng, X.C.; Zhang, L.G.; Huang, Y.X. Enhancing Friction Stir Weldability of 6061-T6 Al and AZ31B Mg Alloys Assisted by External Non-rotational Shoulder. J. Mater. Eng. Perform. 2017, 26, 2359–2367. [Google Scholar] [CrossRef]
- Zhou, L.; Li, G.H.; Zhang, R.X.; Zhou, W.L.; He, W.X.; Huang, Y.X.; Song, X.G. Microstructure evolution and mechanical properties of friction stir spot welded dissimilar aluminum-copper joint. J. Alloys Compd. 2019, 775, 372–382. [Google Scholar] [CrossRef]
- Yue, Y.M.; Zhang, Z.; Ji, S.D.; Li, Z.W.; Yan, D.J. Friction stir lap welding of 6061-T6 Al to Ti-6Al-4V using low rotating speed. Int. J. Adv. Manuf. Technol. 2018, 96, 2285–2291. [Google Scholar] [CrossRef]
- Wu, C.H.; Gao, S.; Yin, Q.P.; Shi, L.; Kumar, S.; Zhao, W. Research on the mechanical properties and fracture mechanism of ultrasonic vibration enhanced friction stir welded Aluminum/Steel joint. Mater. Charact. 2024, 207, 1044–5803. [Google Scholar] [CrossRef]
- Hasanniah, A.; Movahedi, M. Gas tungsten arc lap welding of aluminum/steel hybrid structures. Mar. Struct. 2019, 64, 295–304. [Google Scholar] [CrossRef]
- Singh, J.; Arora, K.S.; Shukla, D.K. Lap weld-brazing of aluminium to steel using novel cold metal transfer process. J. Mater. Process. Technol. 2020, 283, 116728. [Google Scholar] [CrossRef]
- Florence, P.L.; Narayanaswamy, K.S.; Sesha Talpa Sai, P.H.V.; Devaraj, S. Impact of friction stir welding tool profile on the strength of dissimilar aluminium and stainless steel welded joints. Mater. Today Proc. 2021, 46, 583–585. [Google Scholar] [CrossRef]
- Wan, L.; Huang, Y. Microstructure and Mechanical Properties of Al/Steel Friction Stir Lap Weld. Metals 2017, 7, 542. [Google Scholar] [CrossRef]
- Ji, S.D.; Cui, X.; Ma, L.; Liu, H.; Zuo, Y.Y.; Zhang, Z.Q. Achieving High-Quality Aluminum to Copper Dissimilar Metals Joint via Friction Stir Double-Riveting Welding. Acta Metall. Sin. Engl. Lett. 2023, 36, 552–572. [Google Scholar] [CrossRef]
- Burford, D.; Widener, C.; Tweedy, B. Advances in Friction Stir Welding for Aerospace Applications. In Proceedings of the 6th AIAA Aviation Technology Integration and Operations Conference ATIO, Wichita, KA, USA, 25–27 September 2006. [Google Scholar] [CrossRef]
- Ji, S.D.; Niu, S.Y.; Liu, J.G. Dissimilar Al/Mg alloys friction stir lap welding with Zn foil assisted by ultrasonic. J. Mater. Sci. Technol. 2019, 35, 1712–1718. [Google Scholar] [CrossRef]
- Xu, R.Z.; Cui, S.L.; Li, H.; Hou, Y.X.; Wei, Z.C. Improving hook characterization of friction stir lap welded Al alloy joint using a two-section stepped friction pin. Int. J. Adv. Manuf. Technol. 2019, 102, 3739–3746. [Google Scholar] [CrossRef]
- Kaushik, P.; Dwivedi, D.K. Effect of tool geometry in dissimilar Al-Steel Friction Stir Welding. J. Manuf. Process. 2021, 68, 198–208. [Google Scholar] [CrossRef]
- Liu, J.; Guo, R.; Gong, P.; Yue, Y.; Yu, Z.; Zhang, Y. Interface Characteristics and Mechanical Properties of 2024 Aluminum Alloy and 304 Stainless Steel Dissimilar Alloys FSLW Joint with Ni Interlayer. Metals 2022, 12, 1574. [Google Scholar] [CrossRef]
- Pourali, M.; Abdollah-zadeh, A.; Saeid, T.; Kargar, F. Influence of welding parameters on intermetallic compounds formation in dissimilar steel/aluminum friction stir welds. J. Alloys Compd. 2017, 715, 1–8. [Google Scholar] [CrossRef]
- Haghshenas, M.; Abdel-Gwad, A.; Omran, A.M.; Gökçe, B.; Sahraeinejad, S.; Gerlich, A.P. Friction stir weld assisted diffusion bonding of 5754 aluminum alloy to coated high strength steels. Mater. Des. 2014, 55, 442–449. [Google Scholar] [CrossRef]
- Chen, Z.W.; Yazdanian, S.; Littlefair, G. Effects of tool positioning on joint interface microstructure and fracture strength of friction stir lap Al-to-steel welds. J. Mater. Sci. 2012, 48, 2624–2634. [Google Scholar] [CrossRef]
- Kimapong, K.; Watanabe, T. Effect of welding process parameters on mechanical property of fsw lap joint between aluminum alloy and steel. Mater Trans. 2005, 46, 2211–2217. [Google Scholar] [CrossRef]
- Kimapong, K.; Watanabe, T. Lap joint of A5083 aluminum alloy and SS400 steel by friction stir welding. Mater Trans. 2005, 46, 835–841. [Google Scholar] [CrossRef]
- Liu, X.; Lan, S.; Ni, J. Electrically assisted friction stir welding for joining Al 6061 to TRIP 780 steel. J. Mater. Process. Technol. 2015, 219, 112–123. [Google Scholar] [CrossRef]
- Merklein, M.; Giera, A. Laser assisted Friction Stir Welding of drawable steel-aluminium tailored hybrids. Int. J. Mater. Form. 2008, 1, 1299–1302. [Google Scholar] [CrossRef]
- Bang, H.; Bang, H.; Jeon, G.; Oh, I.; Ro, C. Gas tungsten arc welding assisted hybrid friction stir welding of dissimilar materials Al6061-T6 aluminum alloy and STS304 stainless steel. Mater. Des. 2012, 37, 48–55. [Google Scholar] [CrossRef]
- Thomä, M.; Wagner, G.; Straß, B.; Wolter, B.; Benfer, S.; Fürbeth, W. Ultrasound enhanced friction stir welding of aluminum and steel: Process and properties of EN AW 6061/DC04-Joints. J. Mater. Sci. Technol. 2018, 34, 163–172. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, F. Improving the Quality of Dissimilar Al/Steel Butt-Lap Joint via Ultrasonic-Assisted Friction Stir Welding. Materials 2022, 15, 1741. [Google Scholar] [CrossRef]
- Thomä, M.; Gester, A.; Wagner, G.; Fritzsche, M. Analysis of the Oscillation Behavior of Hybrid Aluminum/Steel Joints Realized by Ultrasound Enhanced Friction Stir Welding. Metals 2020, 10, 1079. [Google Scholar] [CrossRef]
- Prangnell, P.; Haddadi, F.; Chen, Y.C. Ultrasonic spot welding of aluminium to steel for automotive applications—Microstructure and optimisation. Mater. Sci. Technol. 2024, 27, 617–624. [Google Scholar] [CrossRef]
- Macwan, A.; Kumar, A.; Chen, D.L. Ultrasonic spot welded 6111-T4 aluminum alloy to galvanized high-strength low-alloy steel: Microstructure and mechanical properties. Mater. Des. 2017, 113, 284–296. [Google Scholar] [CrossRef]
- Hong, K.; Wang, Y.; Zhou, J.; Zhou, C.; Wang, L. Investigation on ultrasonic assisted friction stir welding of aluminum/steel dissimilar alloys. High Temp. Mater. Process. 2021, 40, 45–52. [Google Scholar] [CrossRef]
- Liu, T.; Gao, S.; Ye, W.; Shi, L.; Kumar, S.; Qiao, J. Achievement of high-quality joints and regulation of intermetallic compounds in ultrasonic vibration enhanced friction stir lap welding of aluminum/steel. J. Mater. Res. Technol. 2023, 25, 5096–5109. [Google Scholar] [CrossRef]
- Liu, T.; Gao, S.; Shen, X.; Yin, Q.; Shi, L.; Kumar, S.; Qiao, J.; Zhang, H. Analysis on the performance of aluminum/steel UVeFSW joints by changing ultrasonic powers. Mater. Lett. 2024, 354, 135388. [Google Scholar] [CrossRef]
- Rashkovets, M.; Contuzzi, N.; Casalino, G. Modeling of Probeless Friction Stir Spot Welding of AA2024/AISI304 Steel Lap Joint. Materials 2022, 15, 8205. [Google Scholar] [CrossRef]
- Dong, J.-H.; Liu, H.; Ji, S.-D.; Yan, D.-J.; Zhao, H.-X. Diffusion Bonding of Al-Mg-Si Alloy and 301L Stainless Steel by Friction Stir Lap Welding Using a Zn Interlayer. Materials 2022, 15, 696. [Google Scholar] [CrossRef]
- Liu, Z.L.; Ji, S.D.; Meng, X.C. Joining of magnesium and aluminum alloys via ultrasonic assisted friction stir welding at low temperature. Int. J. Adv. Manuf. Technol. 2018, 97, 4127–4136. [Google Scholar] [CrossRef]
- Hamid, A.; Ismail, D.; Afendi, A.; Zainuddin, M.; Baharudin, M. The Effect of Pin Size on Friction Stir Welded AA5083 Plate Lap Joint. Eng. Mater. Sci. 2015. [Google Scholar] [CrossRef]
- Tufaro, L.N.; Manzoni, I.; Svoboda, H.G. Effect of heat input on AA5052 friction stir welds characteristics. Procedia Mater. Sci. 2015, 8, 914–923. [Google Scholar] [CrossRef]
- Chitturi, V.; Pedapati, S.R.; Awang, M. Effect of Tilt Angle and Pin Depth on Dissimilar Friction Stir Lap Welded Joints of Aluminum and Steel Alloys. Materials 2019, 12, 3901. [Google Scholar] [CrossRef] [PubMed]
- Arora, A.; Zhang, Z.; De, A.; DebRoy, T. Strains and strain rates during friction stir welding. Scr. Mater. 2009, 61, 863–866. [Google Scholar] [CrossRef]
- Liu, Z.; Ji, S.; Meng, X. Improving Joint Formation and Tensile Properties of Dissimilar Friction Stir Welding of Aluminum and Magnesium Alloys by Solving the Pin Adhesion Problem. J. Mater. Eng. Perform. 2018, 27, 1404–1413. [Google Scholar] [CrossRef]
- Cui, F.K.; Xie, Y.F.; Xiao, D.D.; Li, M.H. Simulation Analysis of Metal Flow in High-Speed Cold Roll-Beating. Appl. Mech. Mater. 2014, 556–562, 113–116. [Google Scholar] [CrossRef]
- Zhong, Y.B.; Wu, C.S.; Padhy, G.K. Effect of ultrasonic vibration on welding load, temperature and material flow in friction stir welding. J. Mater. Process. Technol. 2017, 239, 273–283. [Google Scholar] [CrossRef]
- Gao, S.; Wu, C.S.; Padhy, G.K.; Shi, L. Evaluation of local strain distribution in ultrasonic enhanced Al 6061-T6 friction stir weld nugget by EBSD analysis. Mater. Des. 2016, 99, 135–144. [Google Scholar] [CrossRef]
- Kumar, S.; Wu, C.S.; Zhen, S.; Ding, W. Effect of ultrasonic vibration on welding load, macrostructure, and mechanical properties of Al/Mg alloy joints fabricated by friction stir lap welding. Int. J. Adv. Manuf. Technol. 2018, 100, 1787–1799. [Google Scholar] [CrossRef]
- Geng, P.; Ma, Y.; Ma, N.; Ma, H.; Aoki, Y.; Liu, H.; Fujii, H.; Chen, C. Effects of rotation tool-induced heat and material flow behaviour on friction stir lapped Al/steel joint formation and resultant microstructure. Int. J. Mach. Tools Manuf. 2022, 174, 103858. [Google Scholar] [CrossRef]
- Hu, W.; Ma, Z.; Ji, S.; Qi, S.; Chen, M.; Jiang, W. Improving the mechanical property of dissimilar Al/Mg hybrid friction stir welding joint by PIO-ANN. J. Mater. Sci. Technol. 2020, 53, 41–52. [Google Scholar] [CrossRef]
- Kar, A.; Vicharapu, B.; Morisada, Y.; Fujii, H. Elucidation of interfacial microstructure and properties in friction stir lap welding of aluminium alloy and mild steel. Mater. Charact. 2020, 168, 110572. [Google Scholar] [CrossRef]
- Azizieh, M.; Yazdi, M.; Tahmasebi, M.; Miraali, M.; Mashtizadeh, A. Characteristics of dissimilar friction stir spot brazing between aluminum and galvanized steel. Mater. Res. Express 2018, 6, 026515. [Google Scholar] [CrossRef]
- Lu, K.C.; Ma, L.; Fu, T.W.; Cui, Q.H.; Ji, S.D. Changes in effective grain delineation criteria induced by strong texturing of Zn-0.15Mg alloys after friction stir processing. Mater. Lett. 2024, 357, 135751. [Google Scholar] [CrossRef]
- Amini, S.; Amiri, M.R. Study of ultrasonic vibrations’ effect on friction stir welding. Int. J. Adv. Manuf. Technol. 2014, 73, 127–135. [Google Scholar] [CrossRef]
- Vysotskiy, I.; Zhemchuzhnikova, D.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Microstructure evolution and strengthening mechanisms in friction-stir welded Al–Mg–Sc alloy. Mater. Sci. Eng. A 2020, 770, 138540. [Google Scholar] [CrossRef]
- Guo, R.X.; Hu, W.; Song, Q.; Ji, S.D.; Qi, W.W.; Yu, H.S. Improving the Tensile Shear Load of Al–Mg–Si Alloy FSLW Joint by BPNN–GA. Trans. Indian Inst. Met. 2021, 74, 1521–1528. [Google Scholar] [CrossRef]
- Zhang, Z.Q.; Zhang, J.Q.; Ji, S.D.; Gong, P.; Sun, Y.F.; Liu, H.; Ma, L. Microstructure, mechanical property and bonding mechanism of the repaired mechanical hole out of dimension tolerance of 2024 aluminum alloy by radial-additive friction stir repairing. J. Mater. Res. Technol. 2024, 29, 1565–1578. [Google Scholar] [CrossRef]
- Ji, S.D.; Li, Z.W.; Zhou, Z.L.; Zhang, L.G. Microstructure and mechanical property differences between friction stir lap welded joints using rotating and stationary shoulders. Int. J. Adv. Manuf. Technol. 2016, 90, 3045–3053. [Google Scholar] [CrossRef]
- Meng, X.C.; Xie, Y.M.; Ma, X.T.; Liang, M.Y.; Peng, X.Y.; Han, S.W.; Kan, L.; Wang, X.; Chen, S.H.; Huang, Y.X. Towards Friction Stir Remanufacturing of High-Strength Aluminum Components. Acta Metall. Sin. Engl. Lett. 2022, 36, 91–102. [Google Scholar] [CrossRef]
- Yue, Y.M.; Zhou, Z.L.; Ji, S.D.; Zhang, J.; Li, Z.W. Effect of welding speed on joint feature and mechanical properties of friction stir lap welding assisted by external stationary shoulders. Int. J. Adv. Manuf. Technol. 2017, 89, 1691–1698. [Google Scholar] [CrossRef]
- Li, Q.H.; Ma, Z.W.; Ji, S.D.; Song, Q.; Gong, P.; Li, R. Effective joining of Mg/Ti dissimilar alloys by friction stir lap welding. J. Mater. Process. Technol. 2020, 278, 116483. [Google Scholar] [CrossRef]
- Nian, S.Q.; Li, M.S.; Ji, S.D.; Hu, W.; Zhang, Z.Q.; Sun, Z.L. A novel seal-flow multi-vortex friction stir lap welding of metal to polymer matrix composites. Chin. J. Aeronaut. 2024, 37, 451–462. [Google Scholar] [CrossRef]
- Nandan, R.; Roy, G.G.; Lienert, T.J.; Debroy, T. Three-dimensional heat and material flow during friction stir welding of mild steel. Acta Mater. 2007, 55, 883–895. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Atlas | Al (At %) | Fe (At %) | IMCs |
|---|---|---|---|
| 1 | 70.89 | 29.11 | Al5Fe2 |
| 2 | 79.84 | 20.16 | Al13Fe4 |
| 3 | 99.85 | 0.15 | Aluminum-rich compounds |
| 4 | 71.83 | 28.17 | Al5Fe2 |
| 5 | 56.43 | 43.4 | AlFe |
| 6 | 27.62 | 72.38 | AlFe3 |
| 7 | 44.66 | 55.34 | AlFe |
| 8 | 25.57 | 74.43 | AlFe3 |
| 9 | 22.79 | 77.21 | AlFe3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, L.; Yu, Z.; Yan, D.; Rao, Y.; Ma, L. Improved Interface Morphology and Failure Load of Ultrasonic-Assisted Friction Stir Lap Welding Joint of 2024 Aluminum Alloy to 304 Stainless Steel. Metals 2024, 14, 267. https://doi.org/10.3390/met14030267
Han L, Yu Z, Yan D, Rao Y, Ma L. Improved Interface Morphology and Failure Load of Ultrasonic-Assisted Friction Stir Lap Welding Joint of 2024 Aluminum Alloy to 304 Stainless Steel. Metals. 2024; 14(3):267. https://doi.org/10.3390/met14030267
Chicago/Turabian StyleHan, Lei, Zhanxing Yu, Dejun Yan, Yuzhong Rao, and Lin Ma. 2024. "Improved Interface Morphology and Failure Load of Ultrasonic-Assisted Friction Stir Lap Welding Joint of 2024 Aluminum Alloy to 304 Stainless Steel" Metals 14, no. 3: 267. https://doi.org/10.3390/met14030267