

Hot Rolling on Microstructure and Properties of NbHfTiVC0.1 Refractory High-Entropy Alloy

Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Processing
2.2. Hot Rolling Processes
2.3. Tensile Test
2.4. Microstructural Characterization
3. Results
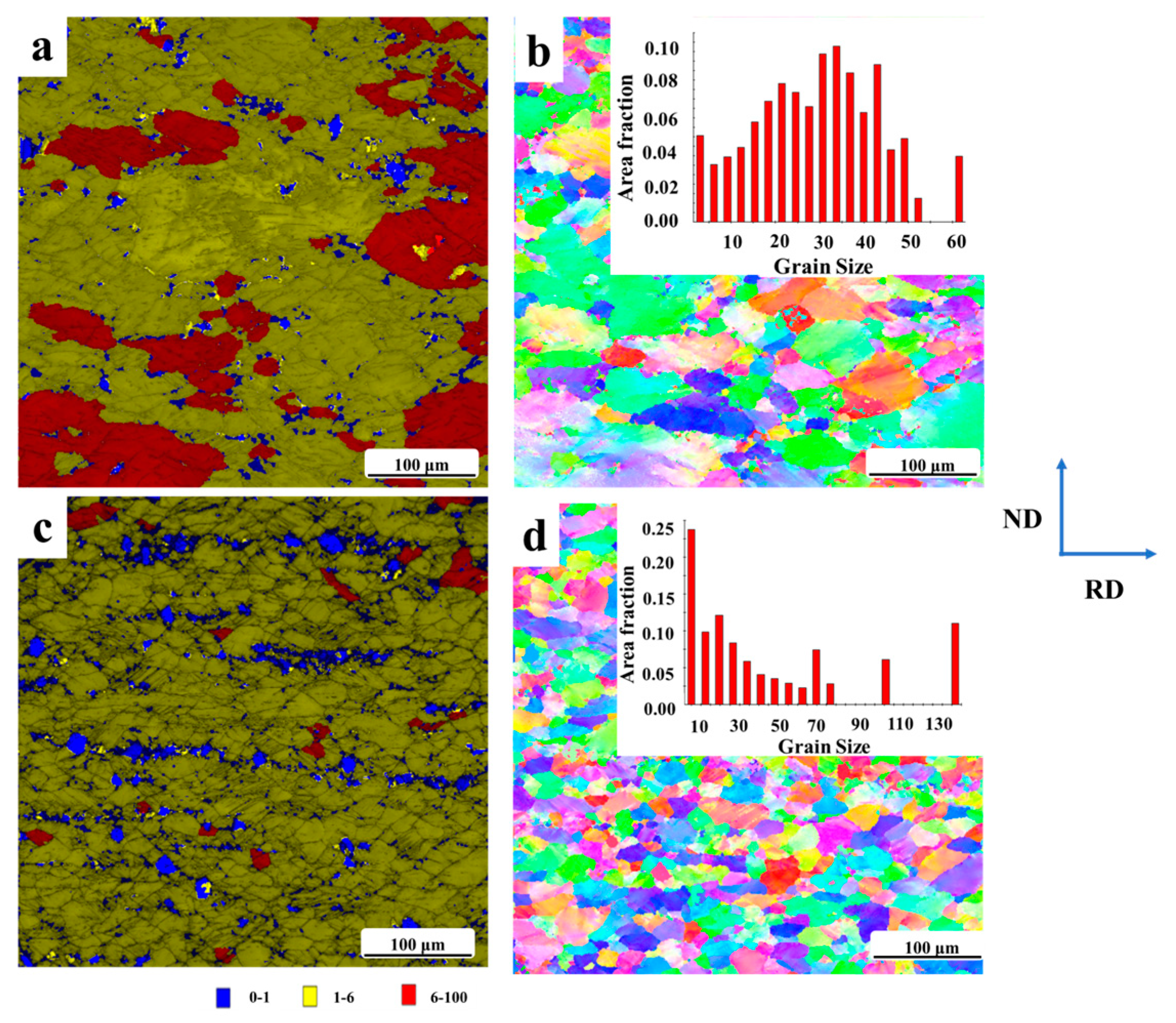
3.1. Microstructure Evolution
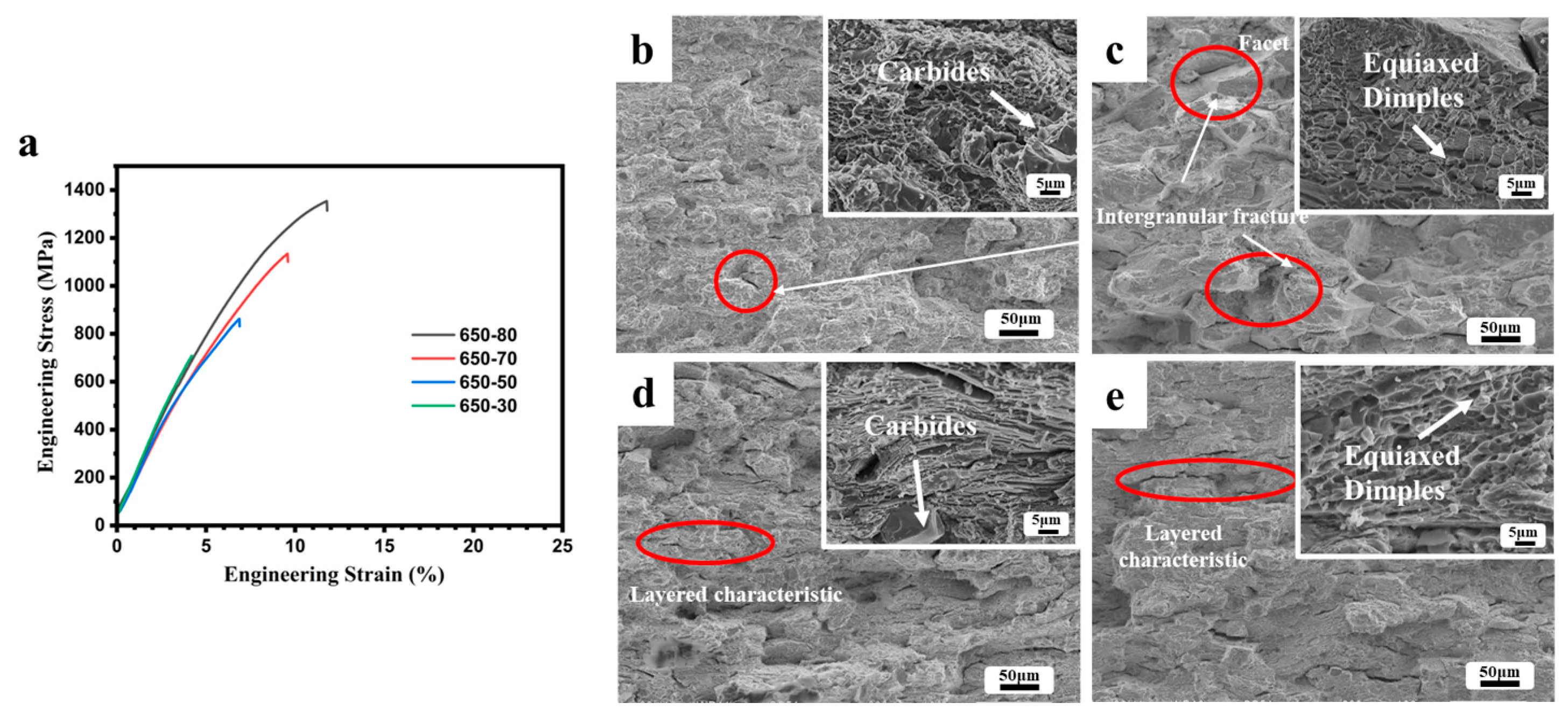
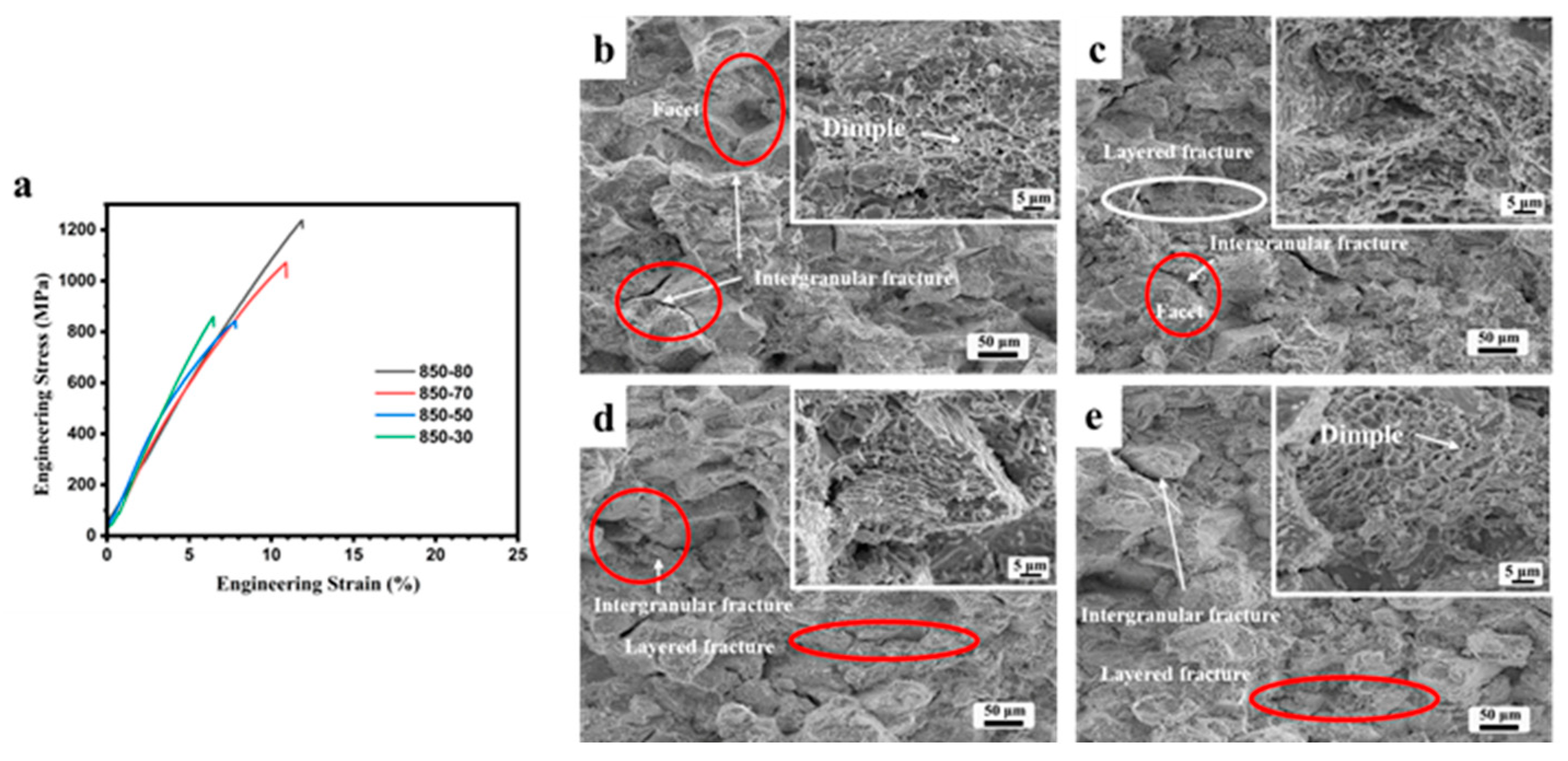
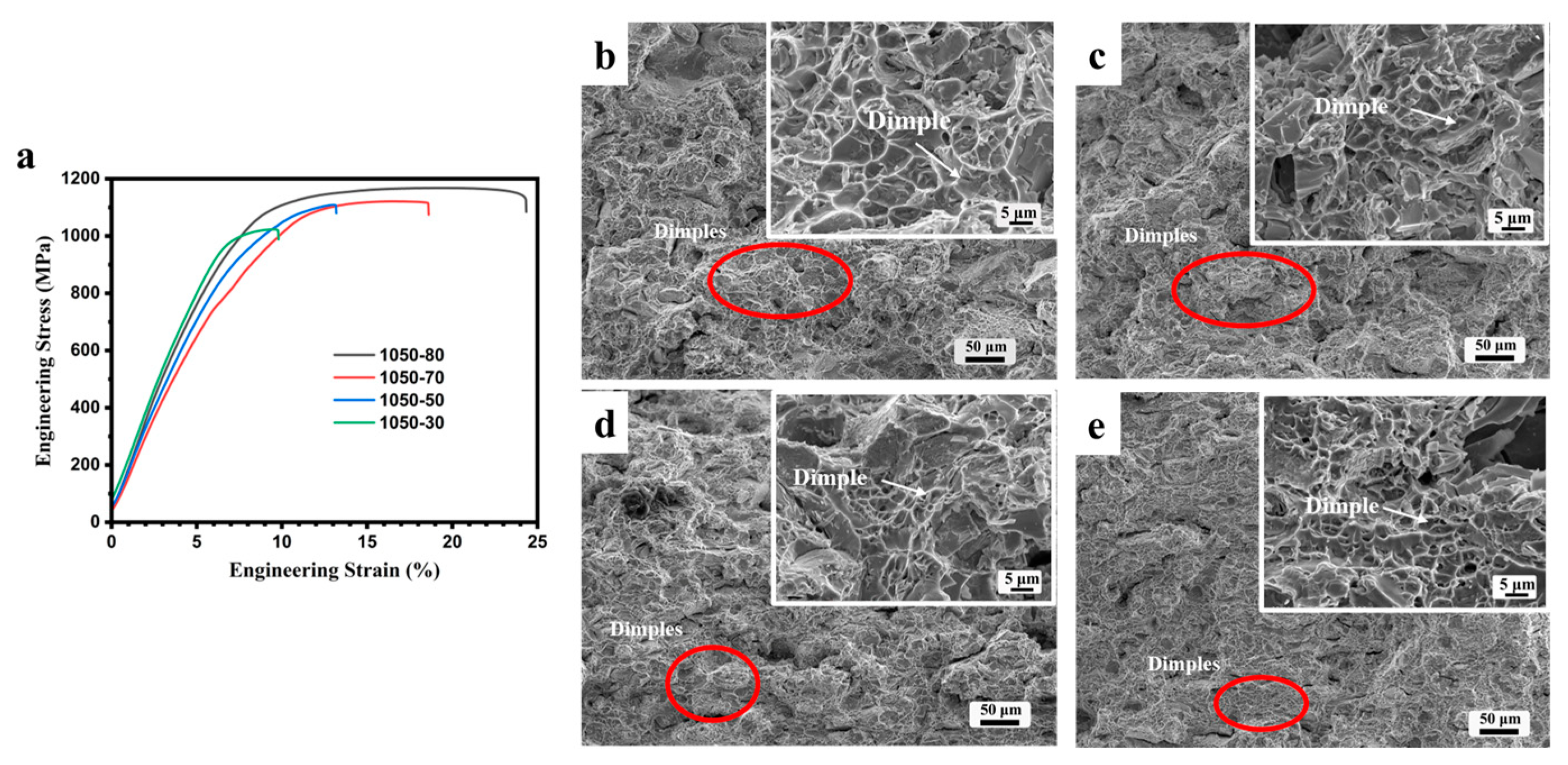
3.2. Mechanical Properties
4. Discussion
4.1. Effect of Hot-Rolled Temperatures on Microstructure of the Samples
4.2. Strengthening Mechanisms
5. Conclusions
- (1)
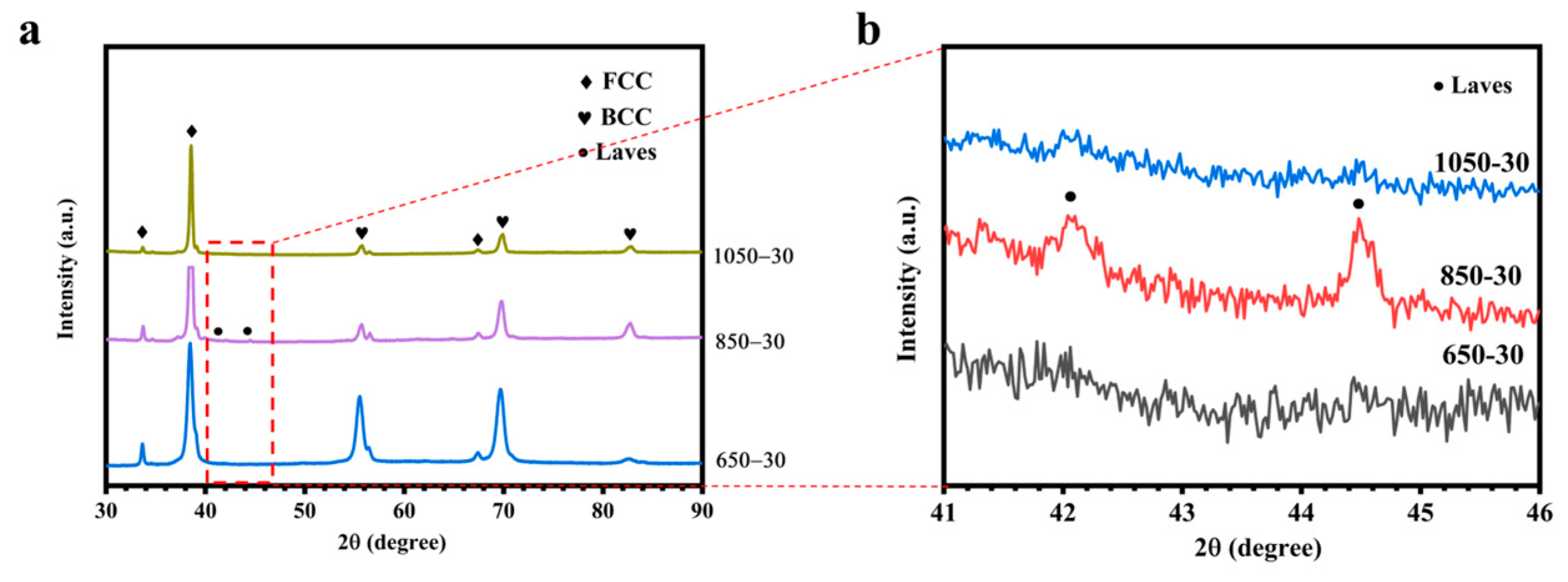
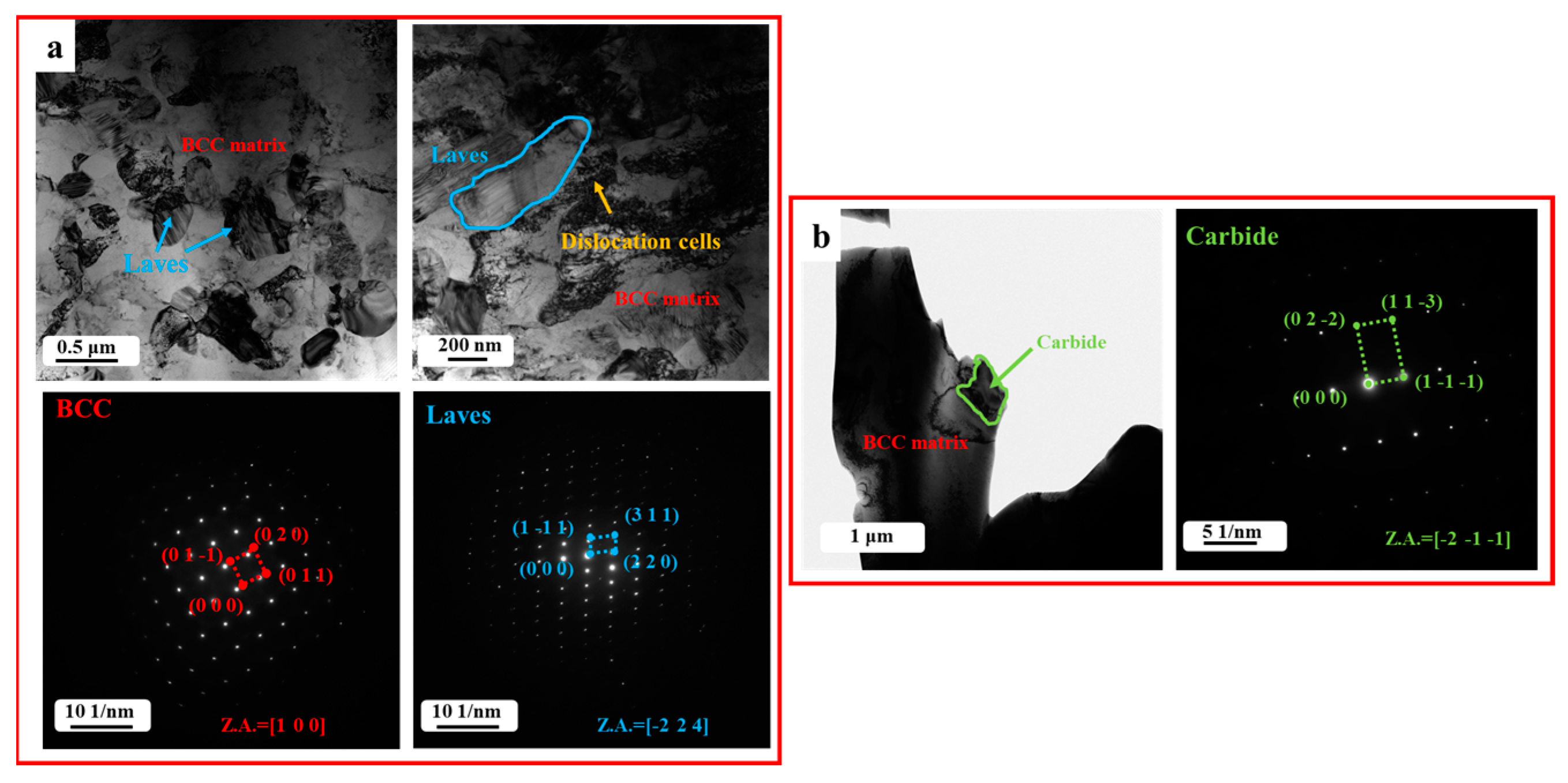
- Hot-rolled samples at 650 °C and 850 °C exhibit a composite composition, including BCC, carbide, and Laves phases. However, at 1050 °C, the Laves phase disappears, leaving the samples rolled at this temperature to be composed solely of BCC and carbide phases.
- (2)
- Increasing the rolling reductions leads to a significant improvement in strength, while increasing rolling temperatures enhances the plastic deformability of the samples. The 650-80 sample displays the highest ultimate tensile strength (1354 MPa), and the 1050-80 sample demonstrates the highest elongation (16%).
- (3)
- The strength increase observed in the 650 °C hot-rolled sample can be attributed to precipitation strengthening due to crushed carbide phases and fine Laves phases, as well as fine-grain strengthening within recrystallized grains.
- (4)
- In the case of the 1050 °C hot-rolled sample, the disappearance of the Laves phase results in an increase in ductility. Furthermore, the occurrence of the dislocation slipping mechanism within the BCC matrix also contributes to the enhancement of plastic deformation.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jiang, W.; Shao, W.; Sha, J.B.; Zhou, C.G. Experimental studies and modeling for the transition from internal to external oxidation of three-phase Nb-Si-Cr alloys. Prog. Nat. Sci. Mater. Int. 2018, 28, 740–748. [Google Scholar] [CrossRef]
- Jiang, W.; Li, M.F.; Sha, J.B.; Zhou, C.G. Microstructure and oxidation resistance of composition gradients Nb-Si based alloy thin film. Mater. Des. 2020, 192, 108687. [Google Scholar] [CrossRef]
- Li, W.D.; Xi, D.; Li, D.Y.; Zhang, Y.; Gao, Y.F.; Liaw, P.K. Mechanical behavior of high-entropy alloys. Prog. Mater. Sci. 2021, 118, 100777. [Google Scholar] [CrossRef]
- Yang, W.; Pang, S.J.; Liu, Y.; Wang, Q.; Liaw, P.K.; Zhang, T. Design and properties of novel Ti–Zr–Hf–Nb–Ta high-entropy alloys for biomedical applications. Intermetallics 2022, 141, 107421. [Google Scholar] [CrossRef]
- Hori, T.; Nagase, T.; Todai, M.; Matsugaki, A.; Nakano, T. Development of non-equiatomic Ti-Nb-Ta-Zr-Mo high-entropy alloys for metallic biomaterials. Scr. Mater. 2019, 172, 83–87. [Google Scholar] [CrossRef]
- Zhang, H.; Cai, J.L.; Geng, J.L.; Sun, X.Y.; Zhao, Y.Z.; Guo, X.; Li, D.C. Development of high strength high plasticity refractory high entropy alloy based on Mo element optimization and advanced forming process. Int. J. Refract. Met. Hard Mater. 2023, 112, 106163. [Google Scholar] [CrossRef]
- Chen, Y.W.; Li, Y.K.; Cheng, X.W.; Wu, C.; Cheng, B.; Xu, Z.Q. The Microstructure and Mechanical Properties of Refractory High-Entropy Alloys with High Plasticity. Materials 2018, 11, 208. [Google Scholar] [CrossRef]
- Sarkar, N.K.; Prajapat, C.L.; Ghosh, P.S.; Garg, N.; Babu, P.D.; Wajhal, P.S.; Krishna, R.; Gonal, M.R.; Tewari, R.; Mishra, P.K. Investigations on superconductivity in an equiatomic disordered Hf-Nb-Ta-Ti-V high entropy alloy. Intermetallics 2022, 144, 107503. [Google Scholar] [CrossRef]
- Guo, Q.W.; Hou, H.; Pan, Y.; Pei, X.L.; Song, Z.; Liaw, P.K.; Zhao, Y.H. Hardening-softening of Al0.3CoCrFeNi high-entropy alloy under nanoindentation. Mater. Des. 2023, 231, 112050. [Google Scholar] [CrossRef]
- Chung, T.F.; Chiu, P.H.; Tai, C.L.; Li, Y.L.; Wang, L.M.; Chen, C.Y.; Yeh, J.W.; Hsiao, C.N.; Ou, D.Z.; Wang, S.H.; et al. Investigation on the ballistic induced nanotwinning in the Mn-free Fe27Co24Ni23Cr26 high entropy alloy plate. Mater. Chem. Phys. 2021, 270, 24707. [Google Scholar] [CrossRef]
- Iijima, Y.; Nagase, T.; Matsugaki, A.; Wang, P.; Ameyama, K.; Nakano, T. Design and development of Ti–Zr–Hf–Nb–Ta–Mo high-entropy alloys for metallic biomaterials. Mater. Des. 2021, 202, 109548. [Google Scholar] [CrossRef]
- Jiang, W.; Wu, S.S.; Yan, X.H.; Qiu, H.C.; Guo, S.L.; Zhu, B.H.; Zhang, H.J. Impact of Temperature on the Tensile Properties of Hypereutectic High-Entropy Alloys. COATINGS 2023, 13, 1836. [Google Scholar] [CrossRef]
- He, H.T.; Fang, J.X.; Wang, J.X.; Sun, T.; Yang, Z.; Ma, B.; Chen, H.T.; Wen, M. Carbide-reinforced Re0.1Hf0.25NbTaW0.4 refractory high-entropy alloy with excellent room and elevated temperature mechanical properties. Int. J. Refract. Met. Hard Mater. 2023, 116, 106349. [Google Scholar] [CrossRef]
- Nagase, T.; Todai, M.; Hori, T.; Nakano, T. Microstructure of equiatomic and non-equiatomic Ti-Nb-Ta-Zr-Mo high-entropy alloys for metallic biomaterials. J. Alloy. Compd. 2018, 753, 412–421. [Google Scholar] [CrossRef]
- Xiang, T.; Du, P.; Cai, Z.; Li, K.; Bao, W.Z.; Yang, X.X.; Xie, G.Q. Phase-tunable equiatomic and non-equiatomic Ti-Zr-Nb-Ta high-entropy alloys with ultrahigh strength for metallic biomaterials. J. Mater. Sci. Technol. 2022, 117, 196–206. [Google Scholar] [CrossRef]
- Gao, X.J.; Wang, L.; Guo, N.; Luo, L.; Zhu, G.; Shi, C.C.; Su, Y.Q.; Guo, J.J. Microstructure and mechanical properties of multi-phase reinforced Hf-Mo-Nb-Ti-Zr refractory high-entropy alloys. Int. J. Refract. Met. Hard Mater. 2022, 102, 105723. [Google Scholar] [CrossRef]
- King, D.J.M.; Cheung, S.T.Y.; Humphry-Baker, S.A.; Parkin, C.; Couet, A.; Cortie, M.B.; Lumpkin, G.R.; Middleburgh, S.C.; Knowles, A.J. High temperature, low neutron cross-section high-entropy alloys in the Nb-Ti-V-Zr system. Acta Mater. 2019, 166, 435–446. [Google Scholar] [CrossRef]
- Stepanov, N.D.; Shaysultanov, D.G.; Salishchev, G.A.; Tikhonovsky, M.A. Structure and mechanical properties of a light-weight AlNbTiV high entropy alloy. Mater. Lett. 2015, 142, 153–155. [Google Scholar] [CrossRef]
- Čížek, J.; Haušild, P.; Cieslar, M.; Melikhova, O.; Vlasák, T.; Janeček, M.; Kral, R. Strength enhancement of high entropy alloy HfNbTaTiZr by severe plastic deformation. J. Alloy. Compd. 2018, 768, 924–937. [Google Scholar] [CrossRef]
- Eleti, R.R.; Stepanov, N.; Yurchenko, N.; Klimenko, D.; Zherebtsov, S. Plastic deformation of solid-solution strengthened Hf-Nb-Ta-Ti-Zr body-centered cubic medium/high-entropy alloys. Scr. Mater. 2021, 200, 113927. [Google Scholar] [CrossRef]
- Senkov, O.N.; Scott, J.M.; Senkova, S.V.; Miracle, D.B.; Woodward, C.F. Microstructure and room temperature properties of a high-entropy TaNbHfZrTi alloy. J. Alloy. Compd. 2011, 509, 6043–6048. [Google Scholar] [CrossRef]
- Guo, N.N.; Wang, L.; Luo, L.S.; Li, X.Z.; Chen, R.R.; Su, Y.Q.; Guo, J.J.; Fu, H.Z. Microstructure and mechanical properties of in-situ MC-carbide particulates-reinforced refractory high-entropy Mo0.5NbHf0.5ZrTi matrix alloy composite. Intermetallics 2016, 69, 74–77. [Google Scholar] [CrossRef]
- An, Z.; Mao, S.; Yang, T.; Liu, C.T.; Zhang, B.; Ma, E.; Zhou, H.; Zhang, Z.; Wang, L.H.; Han, X.D. Spinodal-modulated solid solution delivers a strong and ductile refractory high-entropy alloy. Mater. Horiz. 2021, 8, 948–955. [Google Scholar] [CrossRef]
- Tu, C.H.; Wu, S.K.; Lin, C. A study on severely cold-rolled and intermediate temperature aged HfNbTiZr refractory high-entropy alloy. Intermetallics 2020, 126, 106935. [Google Scholar] [CrossRef]
- Tang, W.Q.; Zhang, K.; Chen, T.Y.; Wang, Q.; Wei, B.C. Microstructural evolution and energetic characteristics of TiZrHfTa0.7W0.3 high-entropy alloy under high strain rates and its application in high-velocity penetration. J. Mater. Sci. Technol. 2023, 132, 144–153. [Google Scholar] [CrossRef]
- Wei, Q.Q.; Luo, G.Q.; Zhang, J.; Jiang, S.J.; Chen, P.G.; Shen, Q.; Zhang, L.M. Designing high entropy alloy-ceramic eutectic composites of MoNbRe0.5TaW(TiC)x with high compressive strength. J. Alloys Compd. 2020, 818, 152846. [Google Scholar] [CrossRef]
- Xu, Z.Q.; Ma, Z.L.; Tan, Y.; Cheng, X.W. Designing TiVNbTaSi refractory high-entropy alloys with ambient tensile ductility. Scr. Mater. 2022, 206, 114230. [Google Scholar] [CrossRef]
- Zheng, W.J.; Lü, S.L.; Wu, S.S.; Chen, X.H.; Guo, W. Development of MoNbVTax refractory high entropy alloy with high strength at elevated temperature. Mater. Sci. Eng. A 2022, 850, 143554. [Google Scholar] [CrossRef]
- Tao, S.T.; Jiang, W.; Zhang, W.; Qiu, H.; Wu, S.S.; Guo, S.L.; Zhu, B.H. Microstructure evolution and mechanical properties of NbHfTiVCx novel refractory high entropy alloys with variable carbon content. J. Alloys Compd. 2022, 928, 166986. [Google Scholar] [CrossRef]
- Jiang, W.; Tao, S.T.; Qiu, H.; Wu, S.S.; Zhu, B.H. Precipitation transformation and strengthening mechanism of droplet ejection lightweight medium-entropy AlZnMgCuLi alloy. J. Alloy. Compd. 2022, 922, 166152. [Google Scholar] [CrossRef]
- Wei, B.; Tang, B.; Chu, Y.; Du, L.; Chen, X.; Zhu, L.; Li, J.S. The microstructure evolution and tensile properties of Ti–43Al–4Nb–1Mo-0.2B alloy during hot rolling. Mater. Sci. Eng. A 2022, 861, 144347. [Google Scholar] [CrossRef]
- Han, R.; Yang, G.; Fu, Z.; Xu, D.; Xu, Y.; Zhao, G. Effect of low-temperature hot rolling on the microstructure and mechanical properties of air-cooling medium manganese martensitic wear-resistant steel. Mater. Charact. 2023, 203, 113139. [Google Scholar] [CrossRef]
- Zhu, Z.Y.; Liu, Y.L.; Gou, G.Q.; Gao, W.; Chen, J. Effect of heat input on interfacial characterization of the butter joint of hot-rolling CP-Ti/Q235 bimetallic sheets by Laser + CMT. Nat. Publ. Group 2021, 11, 10020. [Google Scholar] [CrossRef] [PubMed]
- Yan, Y.W.; Li, G.R.; Ren, W.X.; Wang, H.; Gao, L.P. Effects of hot rolling on microstructure and properties of FeCoNi1.5CrCu/2024Al composites. J. Alloy. Compd. 2022, 900, 163393. [Google Scholar] [CrossRef]
- Wu, M.; Yang, C.; Kuijer, M.; Baker, I. Enhanced mechanical properties of carbon-doped FeNiMnAlCr high entropy alloy via hot-rolling. Mater. Charact. 2019, 158, 109983. [Google Scholar] [CrossRef]
- Liu, Z.; Xiong, Z.P.; Chen, K.X.; Cheng, X.W. Large-size high-strength and high-ductility AlCoCrFeNi2.1 eutectic high-entropy alloy produced by hot-rolling and subsequent aging. Mater. Lett. 2022, 315, 131933. [Google Scholar] [CrossRef]
- Zhuang, W.C.; Huang, Z.Y.; Hu, W.Q.; Yu, Q.; Wang, H.; Li, X.; Wu, Y.B.; Zhou, Y. Study of microstructure and mechanical properties of quasi-continuous network structured (Ti3AlC2-Al3Ti)/2024Al composites based on hot rolling. J. Alloys Compd. 2023, 968, 171936. [Google Scholar] [CrossRef]
- Cui, C.Y.; Cao, G.M.; Li, X.; Gao, Z.; Zhou, X.; Liu, Z.Y. The coupling machine learning for microstructural evolution and rolling force during hot strip rolling of steels. J. Mater. Process. Technol. 2022, 309, 117736. [Google Scholar] [CrossRef]
- GB/T 228.1-2010; Metallic Materials-Tensile Testing-Part 1: Methods of Test at Room Temperature. China National Standardization Management Committee: Beijing, China, 2010.
- Chen, S.Y.; Tong, Y.; Tseng, K.K.; Yeh, J.W.; Poplawsky, J.D.; Wen, J.G.; Gao, M.C.; Kim, G.; Chen, W.; Ren, Y.; et al. Phase transformations of HfNbTaTiZr high-entropy alloy at intermediate temperatures. Scr. Mater. 2019, 158, 50–56. [Google Scholar] [CrossRef]
- Moravcik, I.; Hornik, V.; Minarik, P.; Li, L.L.; Dlouhy, I.; Janovska, M.; Raabe, D.; Li, Z.M. Interstitial doping enhances the strength-ductility synergy in a CoCrN in medium entropy alloy. Mater. Sci. Eng. A 2020, 781, 139242. [Google Scholar] [CrossRef]
- Yan, X.H.; Liaw, K.P.; Zhang, Y. Ultrastrong and ductile BCC high-entropy alloys with low-density via dislocation regulation and nanoprecipitates. J. Mater. Sci. Technol. 2022, 110, 109–116. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Ultimate Tensile Strength (MPa) | Elongation to Failure (%) |
|---|---|---|
| 650-30 | 705 | 0 |
| 650-50 | 863 | 1.5 |
| 650-70 | 1134 | 1.8 |
| 650-80 | 1354 | 3.5 |
| 850-30 | 859 | 1 |
| 850-50 | 843 | 1.9 |
| 850-70 | 1071 | 2.3 |
| 850-80 | 1237 | 1.8 |
| 1050-30 | 1022 | 3 |
| 1050-50 | 1108 | 6 |
| 1050-70 | 1118 | 10 |
| 1050-80 | 1168 | 16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qiu, H.; Tao, S.; Jiang, W.; Yan, X.; Wu, S.; Guo, S.; Zhu, B.; Wang, D. Hot Rolling on Microstructure and Properties of NbHfTiVC0.1 Refractory High-Entropy Alloy. Metals 2023, 13, 1909. https://doi.org/10.3390/met13111909
Qiu H, Tao S, Jiang W, Yan X, Wu S, Guo S, Zhu B, Wang D. Hot Rolling on Microstructure and Properties of NbHfTiVC0.1 Refractory High-Entropy Alloy. Metals. 2023; 13(11):1909. https://doi.org/10.3390/met13111909
Chicago/Turabian StyleQiu, Haochen, Shutian Tao, Wei Jiang, Xuehui Yan, Shuaishuai Wu, Shengli Guo, Baohong Zhu, and Dongxin Wang. 2023. "Hot Rolling on Microstructure and Properties of NbHfTiVC0.1 Refractory High-Entropy Alloy" Metals 13, no. 11: 1909. https://doi.org/10.3390/met13111909