
Analysis and Prospect of Precision Plastic Forming Technologies for Production of High-Speed-Train Hollow Axles

 , ,
, , 
Abstract
:1. Introduction
2. Cross-Wedge Rolling Forming Technology of High-Speed-Train Axle
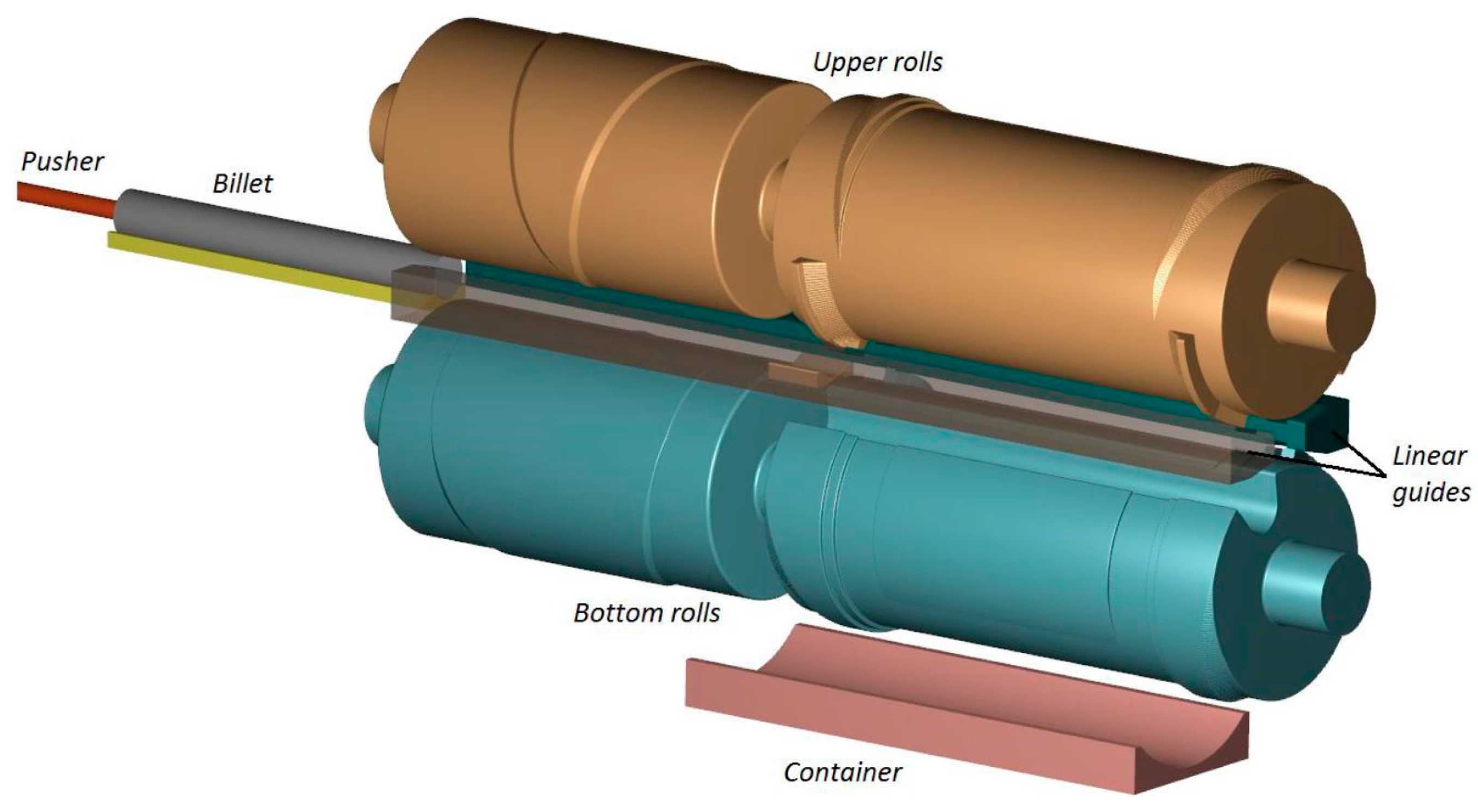
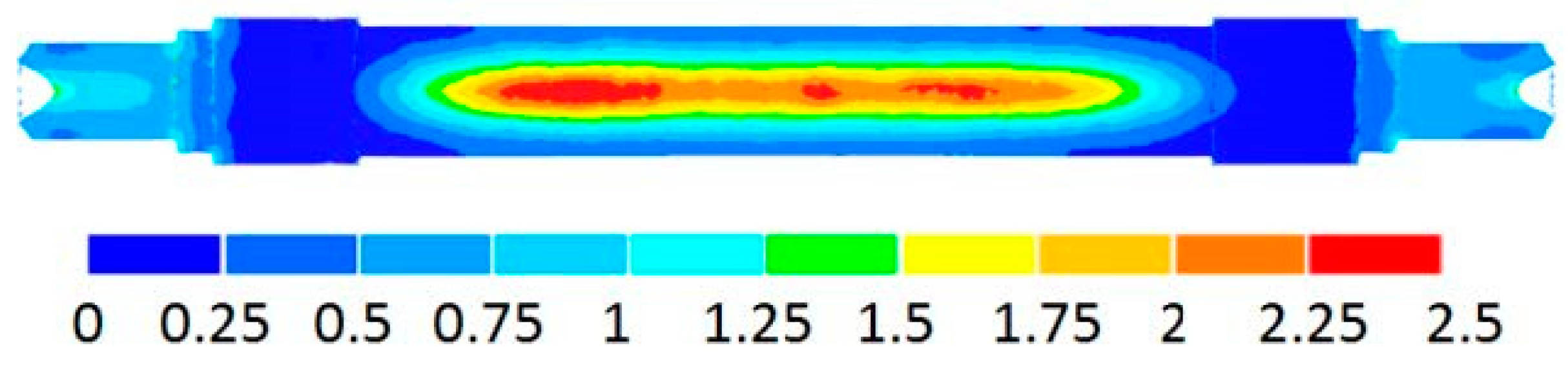
2.1. Multi-Wedge Synchrostep Cross-Wedge Rolling

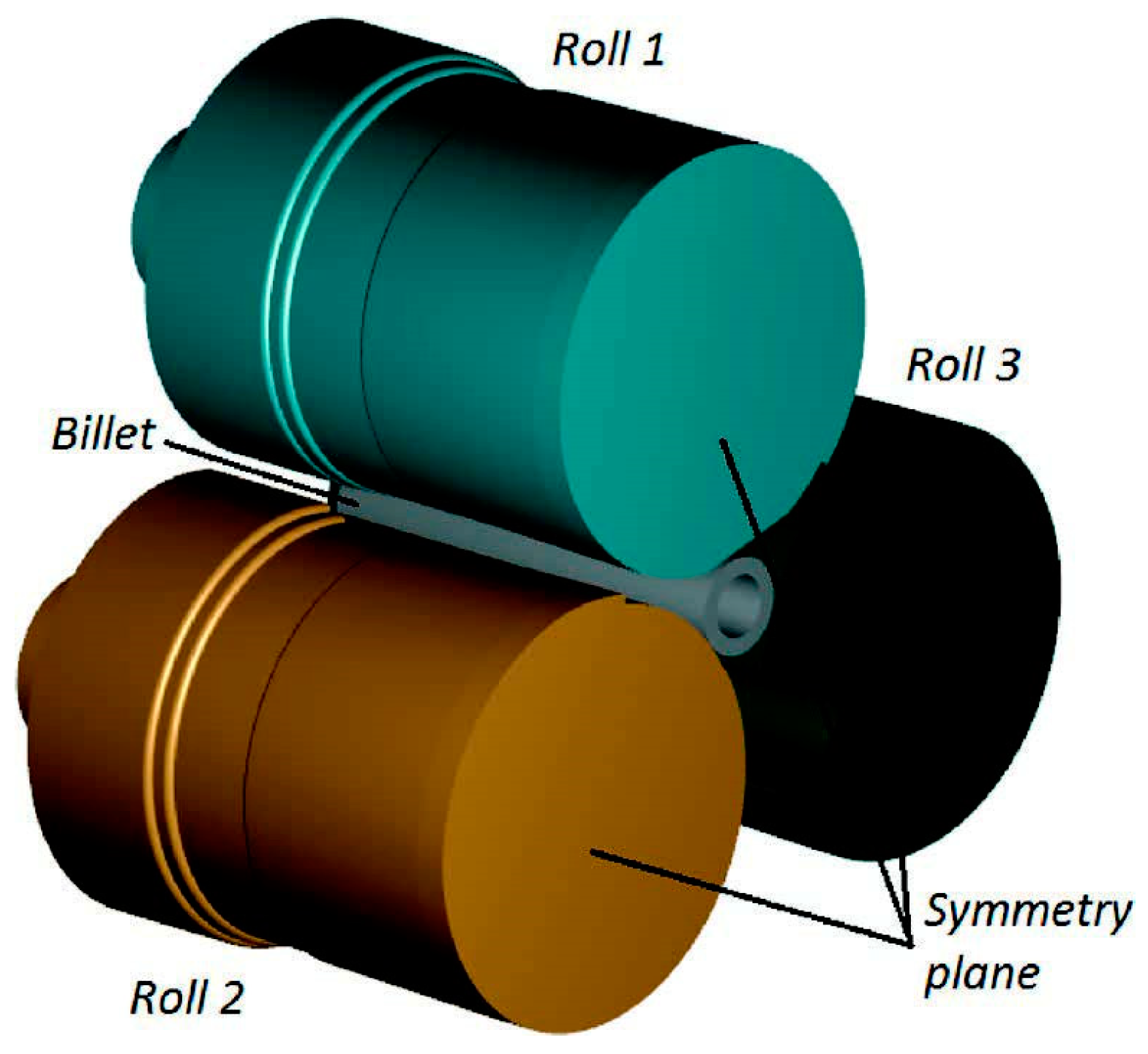
2.2. Multi-Roll Cross-Wedge Rolling for High-Speed-Train Axle
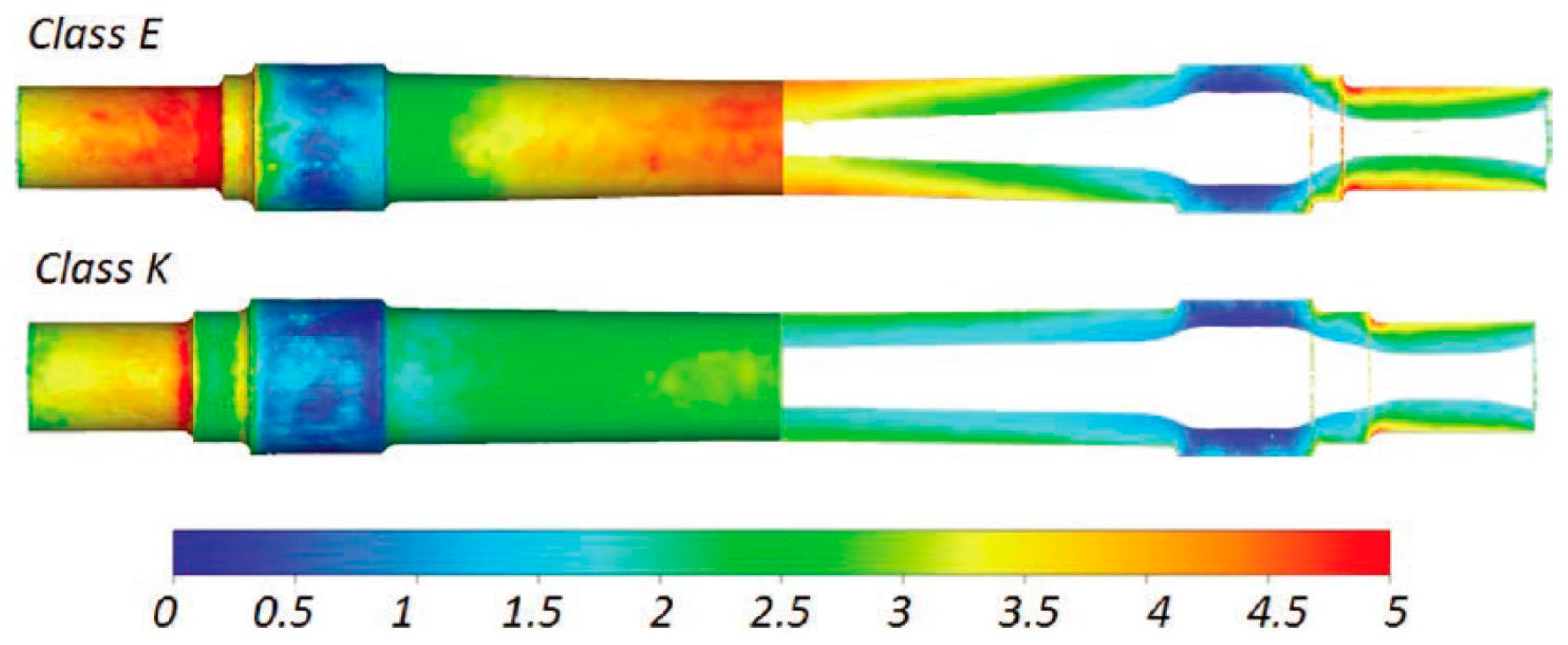
3. Three-Roll Skew Rolling Technology for High-Speed Train Axle
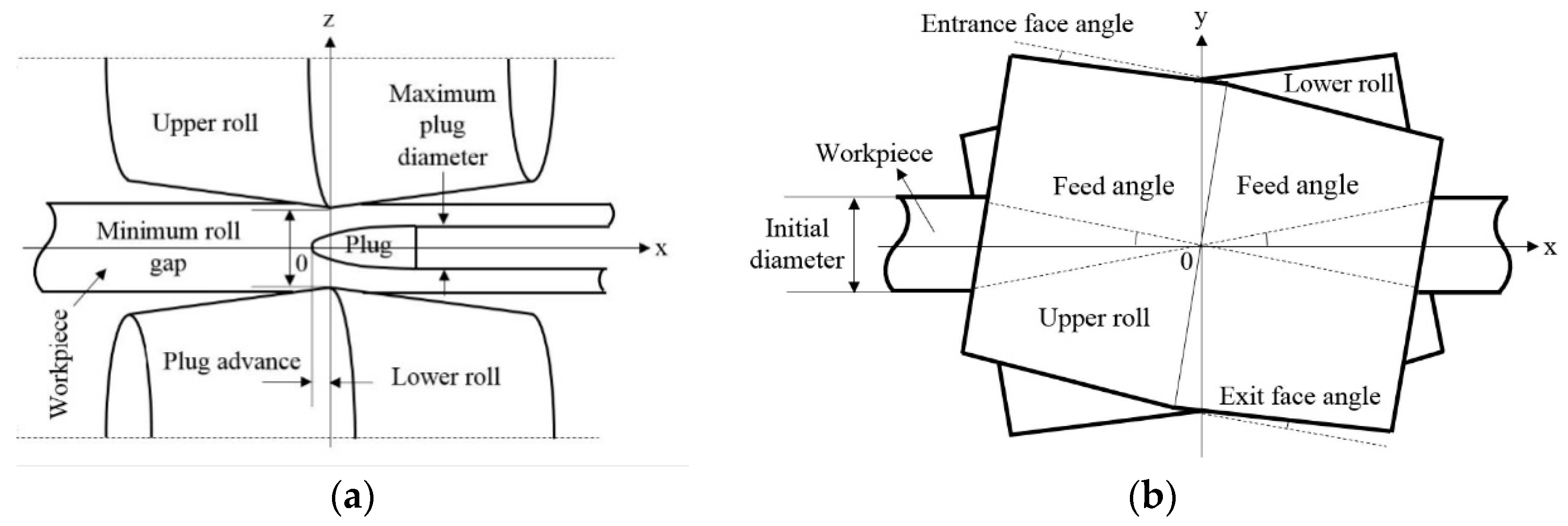
3.1. Forming Principle of Three-Roll Skew Rolling Shaft Parts
3.2. Feasibility Analysis of Three-Roll Skew Rolling Axle
4. TFSR Technology of Hollow Axle
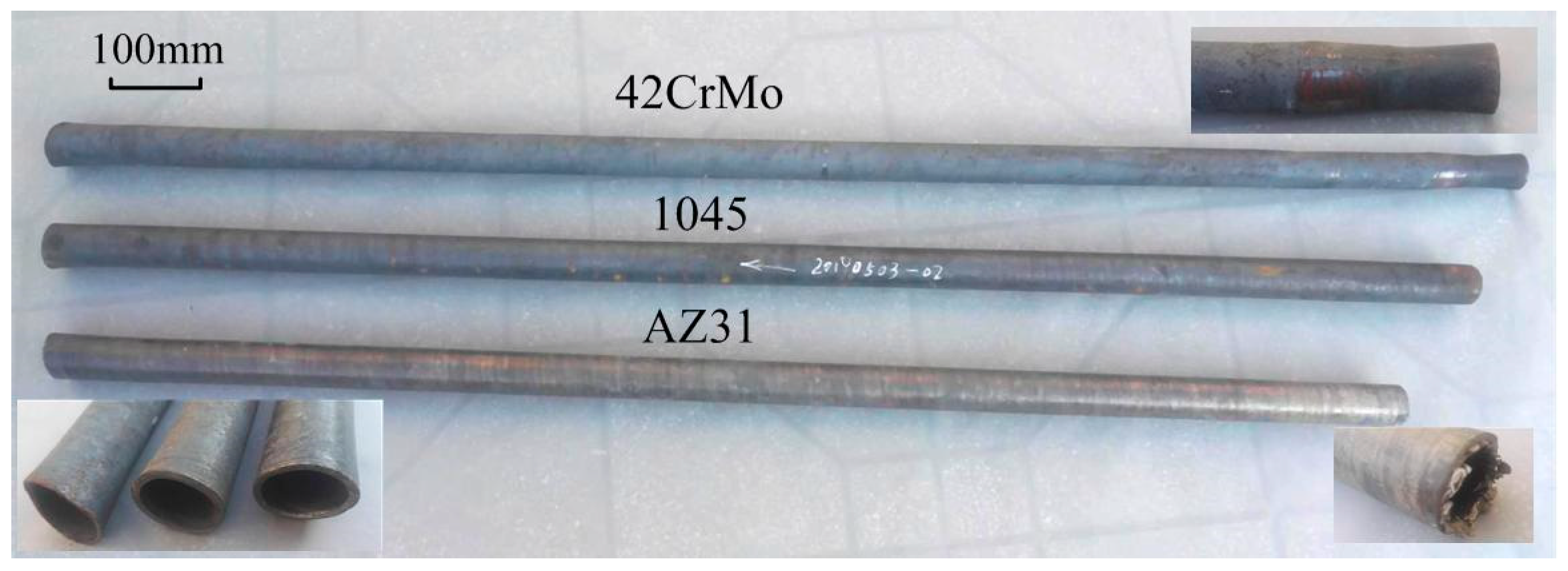
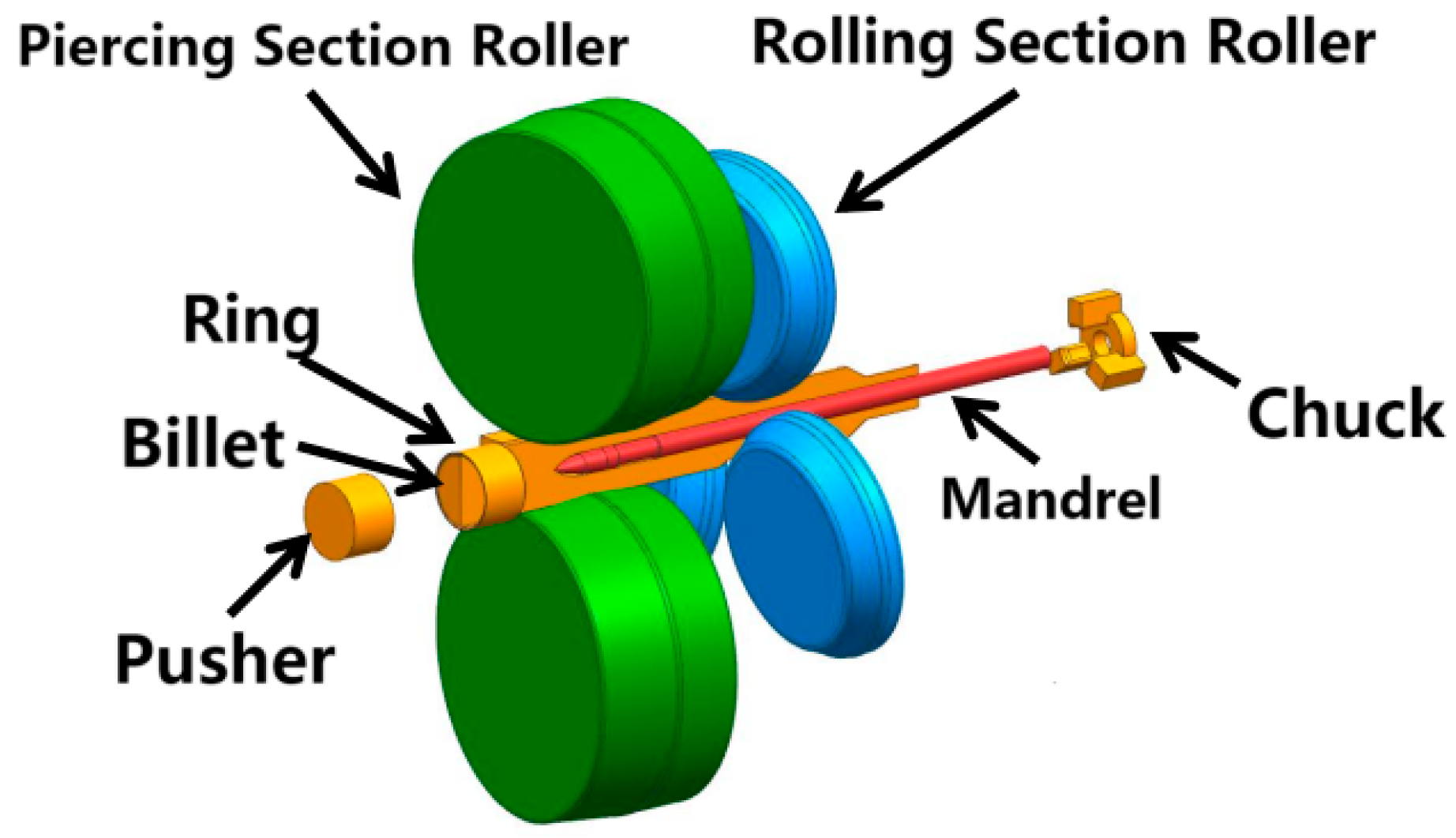
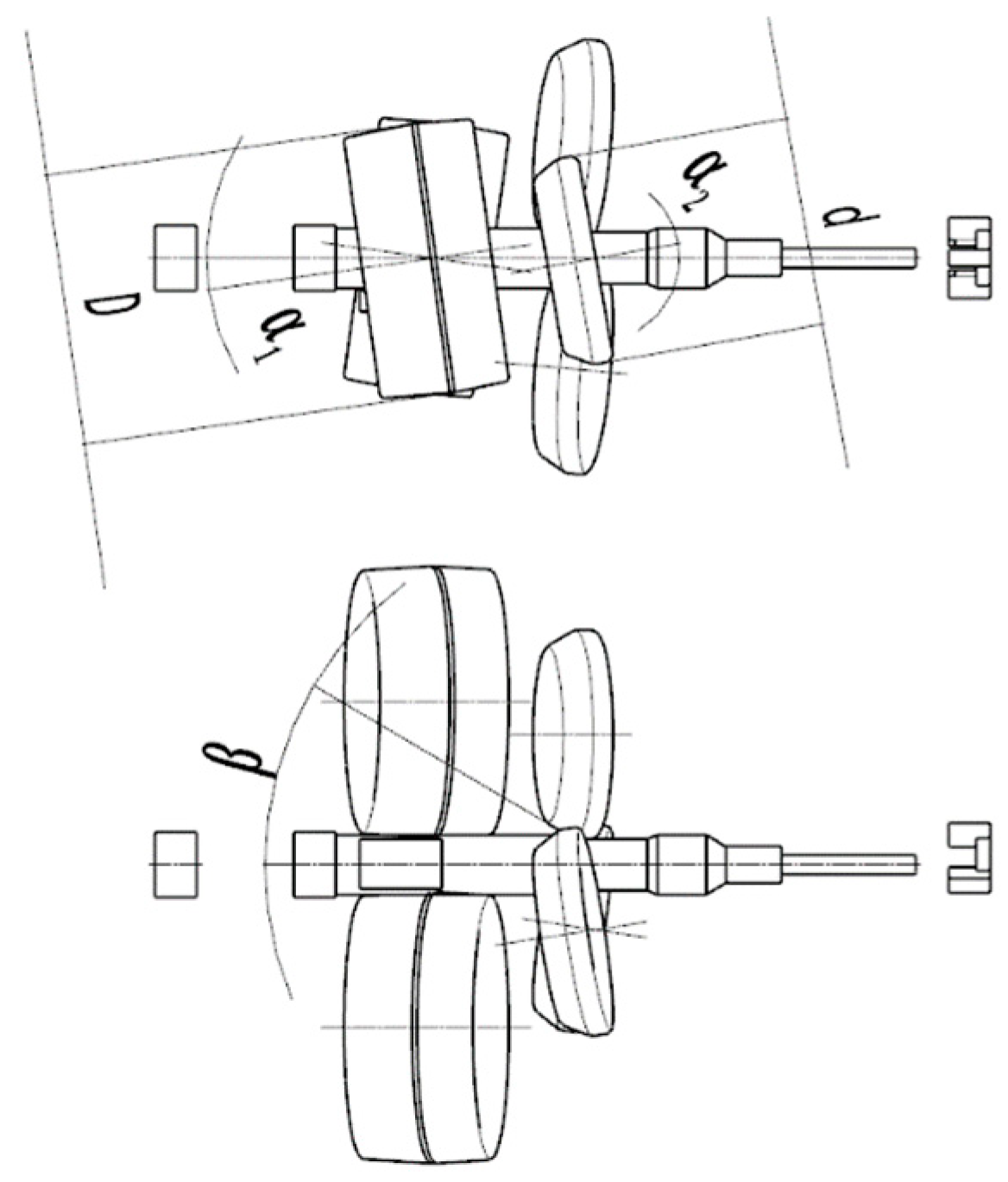
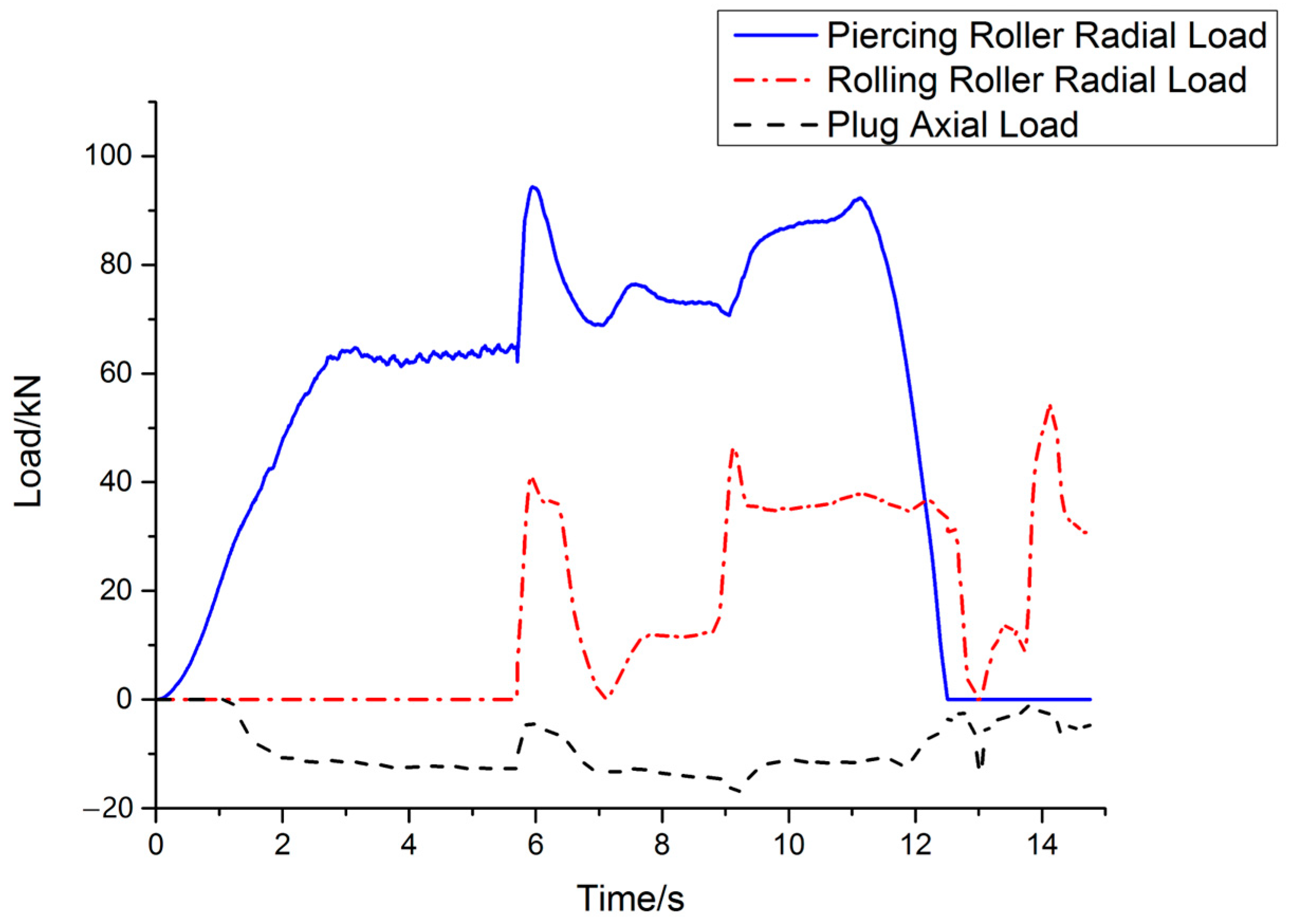
4.1. Two-Roll Rotary Piercing
4.2. Tandem Skew Rolling
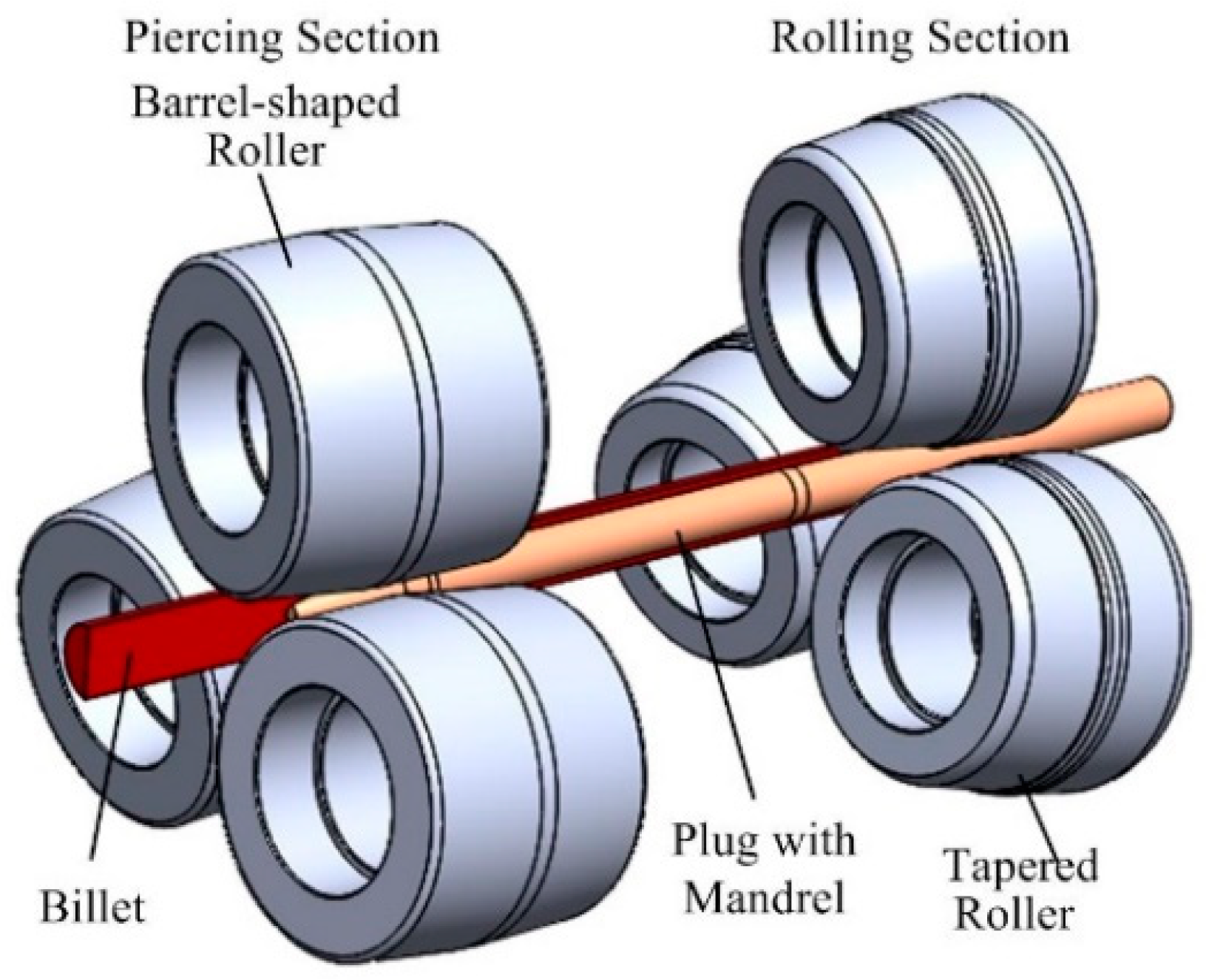
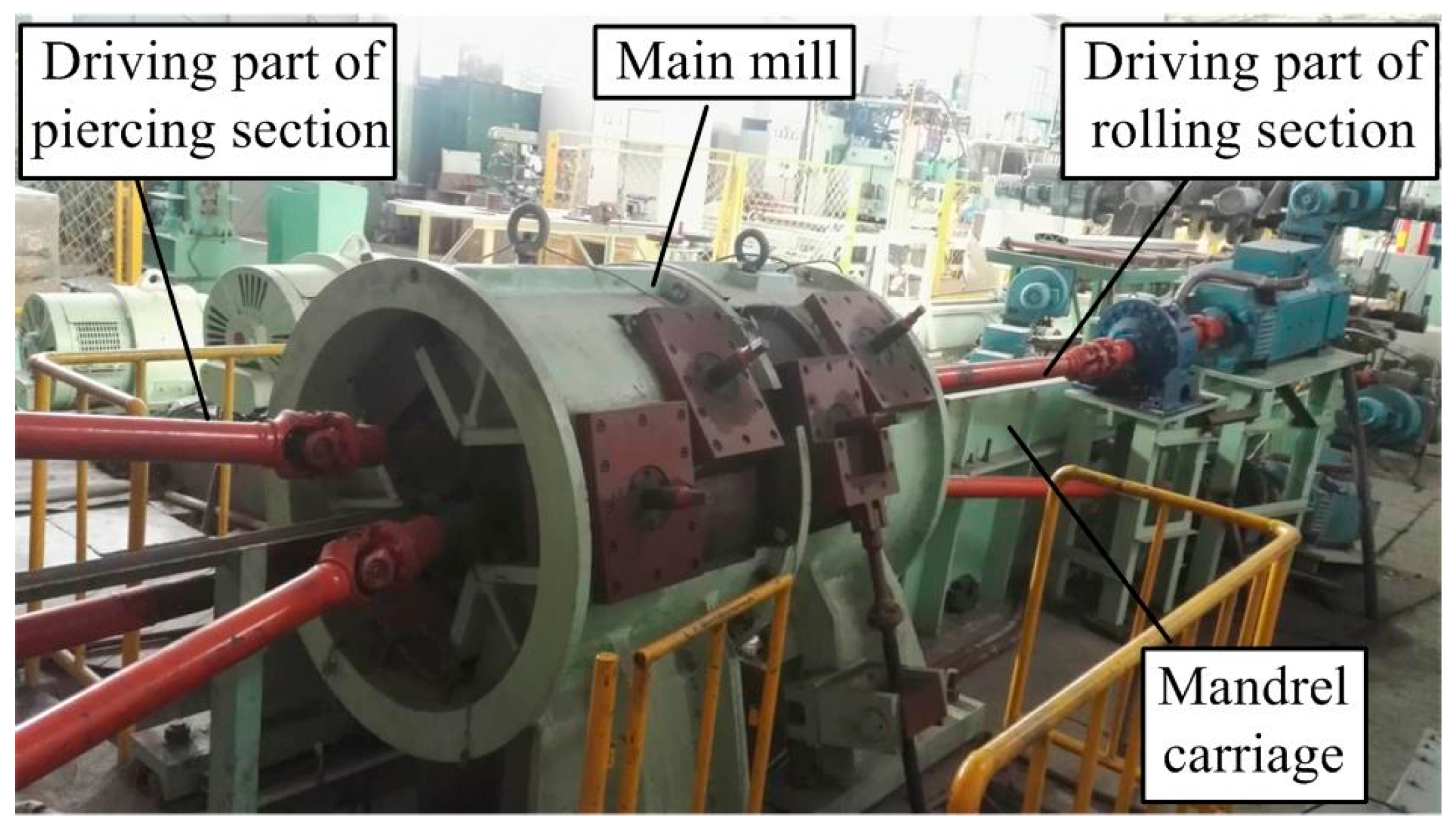
4.3. Tandem Flexible Skew Rolling
5. Conclusions and Outlook
5.1. Conclusions
- The structure and performance of the hollow axle formed by radial precision forging are fine, but the process is long, the investment is large, the efficiency is low, and the core technology is monopolized by some companies;
- Although cross-wedge rolling has the advantages of high efficiency, material saving, and energy saving, it is difficult to industrialize due to the complexity and huge size of dies, high equipment cost, etc.;
- Three-roll skew rolling can realize the dieless forming of the train shaft profile, but for solid billets, the deep hole process needs to be added after forming the profile, which still cannot solve the problem of the short process;
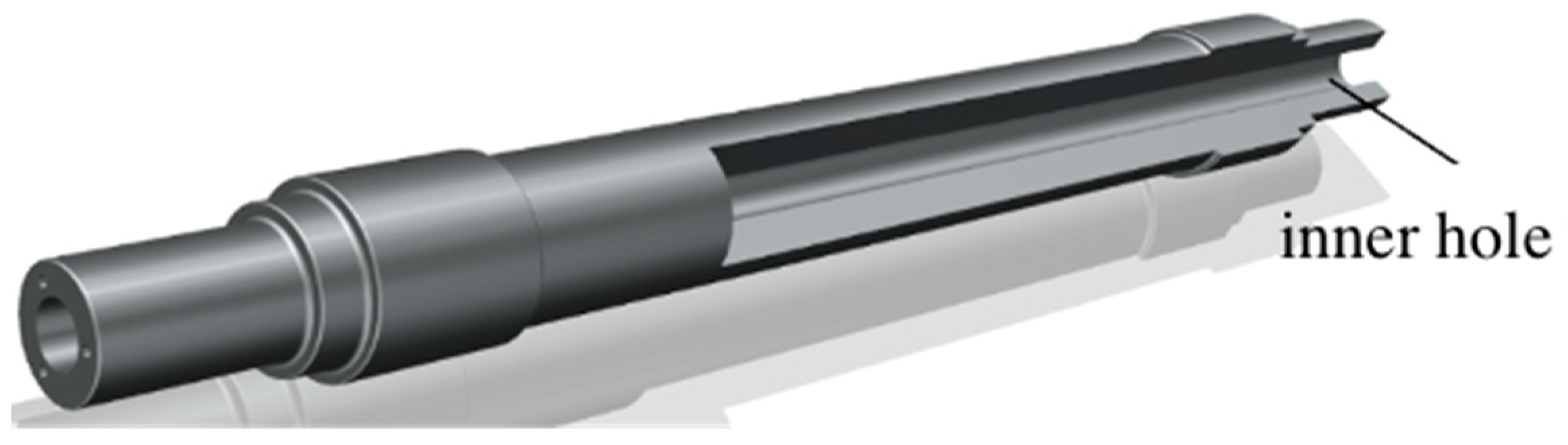
- Tandem flexible skew rolling has the advantages of dieless flexible forming and integrates the forming manufacturing technology with digital technology and automation technology and synchronous forming of the inner hole and shape of the hollow axle. Because tandem flexible skew rolling consists of completing the inner hole forming and step shaft forming in one process, it is not needed to drill the inner hole separately in the later stage, which avoids the unnecessary waste of materials and effectively improves the utilization rate of materials. However, the coordination of two sets of roll speeds is an urgent problem to be solved.
5.2. Outlook
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, Q.; Pan, Y.W.; Huang, Y.L.; Su, J.T.; He, X.L. Status and development trend of radial forging machine and radial forging production line for axle. China Met. Equip. Manuf. Technol. 2016, 51, 7–9. [Google Scholar]
- Shu, X.D.; Li, C.M.; Hu, Z.H. The study on key technology to design multi-wedge dies of rolling railway axles. J. Univ. Sci. Technol. Beijing 2007, 29 (Suppl. S2), 159–161. [Google Scholar]
- Shu, X.D.; Li, C.M.; Hu, Z.H. Research of effect on stress for rolling railway axis by multi-wedge synchrostep. J. Iron Steel Res. 2011, 23, 12–16. [Google Scholar]
- Zheng, S.H.; Shu, X.D.; Sun, B.S.; Peng, W.F. Wall thickness uniformity of railway hollow shafts by cross-wedge rolling. Chin. J. Eng. 2015, 37, 648–654. [Google Scholar]
- Zheng, S.H.; Shu, X.D.; Han, S.T.; Yu, P.H. Mechanism and force-energy parameters of a hollow shaft’s multi-wedge synchrostep cross-wedge rolling. J. Mech. Sci. Technol. 2019, 33, 2075–2084. [Google Scholar] [CrossRef]
- Li, C.M.; Shu, X.D.; Hu, Z.H. Feasibility study on multi-wedge cross wedge rolling of railway axles with finite element analysis. China Mech. Eng. 2006, 19, 2017–2019. [Google Scholar]
- Shu, X.D.; Liu, C.; Sun, B.S.; Peng, W.F.; Yu, P.H. Influence of mold technological parameters on the forming force parameters in multi-wedge rolling of the railway hollow shafts. J. Plast. Eng. 2016, 23, 23–28. [Google Scholar]
- Huang, H.B.; Zhang, T.; Shu, X.D. Theoretical modeling for deflection angle of multi-wedges-synchrostep cross-wedge-rolling for hollow axle. J. Syst. Simul. 2014, 26, 774–779. [Google Scholar]
- Pater, Z.; Tomczak, J. A new cross wedge rolling process for producing rail axles. MATEC Web Conf. 2018, 190, 11006. [Google Scholar] [CrossRef]
- Pater, Z.; Tomczak, J.; Bulzak, T.; Wójcik, Ł. Conception of a three roll cross rolling process of hollow rail axles: Forming processing and thermomechanical treatment. ISIJ Int. 2021, 61, 895–901. [Google Scholar] [CrossRef]
- Shu, X.D.; Zhang, S.; Shu, C.; Wang, J.T.; Ye, C.Q.; Xia, Y.X.; Essa, K.; Pater, Z. Research and prospect of flexible forming theory and technology of hollow shaft by three-roll skew rolling. Int. J. Adv. Manuf. Technol. 2022, 123, 689–707. [Google Scholar] [CrossRef]
- Pater, Z.; Tomczak, J.; Bulzak, T. Numerical analysis of the skew rolling process for main shafts. Metalurgija 2015, 54, 627–630. [Google Scholar]
- Zhang, S.; Shu, X.D.; Xia, Y.X.; Wang, J.T. Formation mechanism and control of the spiral marks of three-roll skew-rolled hollow axles. Metalurgija 2021, 60, 51–54. [Google Scholar]
- Pater, Z.; Tomczak, J.; Bulzak, T. Problems of forming stepped axles and shafts in a 3-roller skew rolling mill. J. Mater. Res. Technol. 2020, 9, 10434–10446. [Google Scholar] [CrossRef]
- Wang, T.; Qi, K. Metal Plasticity—Rolling Theory and Technology; Metallurgical Industry Press: Beijing, China, 2016. (In Chinese) [Google Scholar]
- Pater, Z.; Tomczak, J.; Bulzak, T. Numerical analysis of the skew rolling process for rail axles. Arch. Metall. Mater. 2015, 60, 415–418. [Google Scholar] [CrossRef]
- Xu, C.; Shu, X.D.; Zhu, Y. Simulation and analysis of three-roll skew rolling forming of the railway hollow shaft. J. Ningbo Univ. NSEE 2018, 31, 16–19. [Google Scholar]
- Xu, C.; Shu, X.D. Influence of process parameters on the forming mechanics parameters of the three-roll skew rolling forming of the railway hollow shaft with 1:5. Metalurgija 2018, 57, 153–156. [Google Scholar]
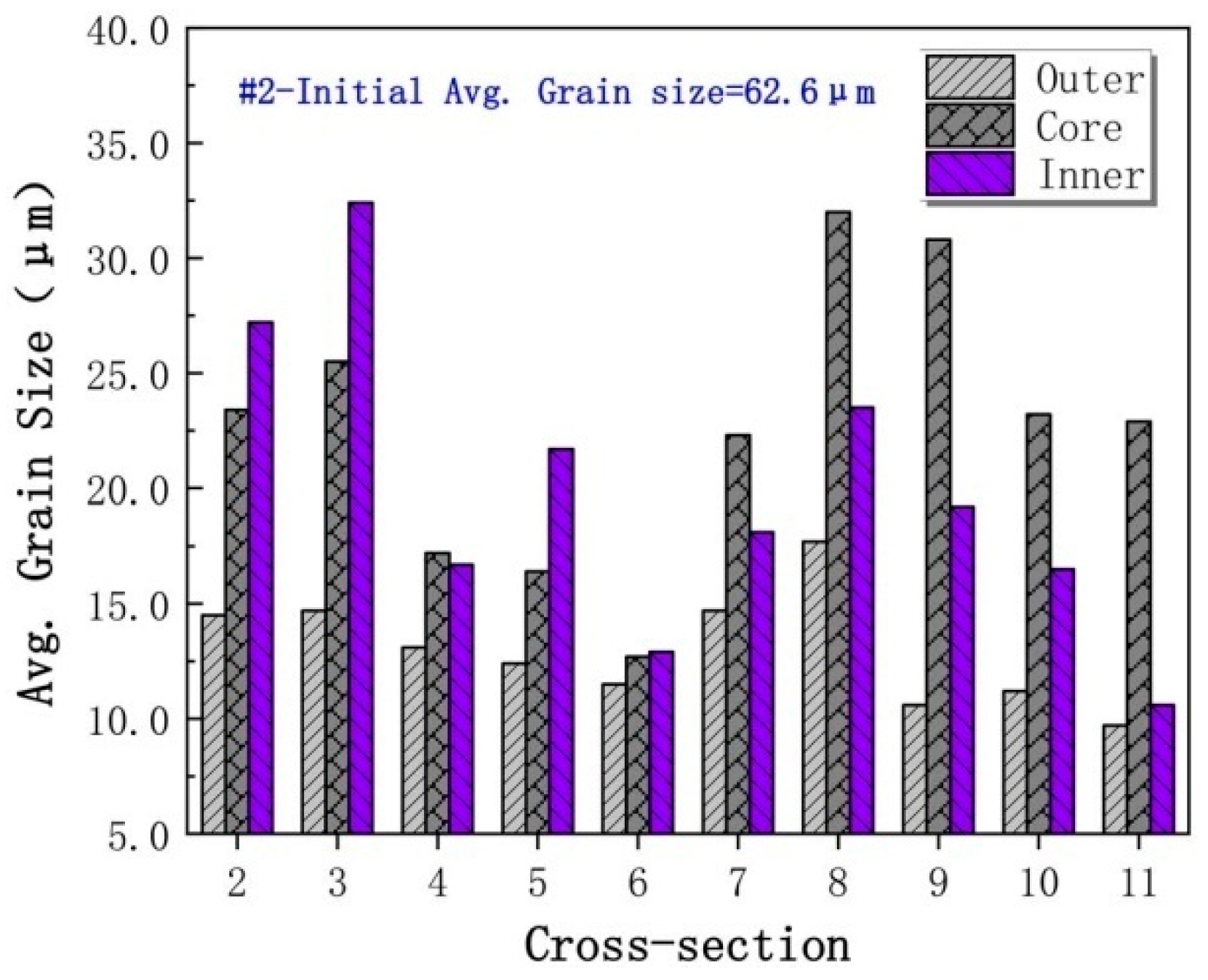
- Wang, J.T.; Shu, X.D.; Zhang, S. Effect of process parameters on average grain size and microscopic uniformity of the three-roll skew rolling forming of the railway hollow shaft. Metalurgija 2020, 59, 47–50. [Google Scholar]
- Pater, Z.; Tomczak, J.; Lis, K.; Bulzak, T.; Shu, X.D. Forming of rail car axles in a CNC skew rolling mill. Arch. Civ. Mech. Eng. 2020, 20, 1–13. [Google Scholar] [CrossRef]
- Pater, Z.; Patrycja, W.G. Conception of hollow axles forming by skew rolling with moving mandrel. Adv. Sci. Technol. Res. J. 2021, 15, 146–154. [Google Scholar] [CrossRef]
- Tomczak, J.; Pater, Z.; Bulzak, T.; Lis, K.; Tomasz, K.; Andrzej, S.; Marcin, S. Design and technological capabilities of a CNC skew rolling mill. Arch. Civ. Mech. Eng. 2021, 21, 72. [Google Scholar] [CrossRef]
- Shu, C.; Zhang, S.; Bidare, P.; Essa, K.; Abdel, W.A.; Shu, X.D.; Pater, Z.; Bartnicki, J. Microstructure evolution of three-roll skew-rolling formed hollow axles with uniform wall thickness. Int. J. Adv. Manuf. Technol. 2022, 121, 4069–4085. [Google Scholar] [CrossRef]
- Topa, A.; Kim, K.; Kim, Y. 3D numerical simulation of seamless pipe piercing process by fluid-structure interaction method. MATEC Web Conf. 2018, 203, 6016. [Google Scholar] [CrossRef]
- Li, Y.R.; Hui, Z.Q.; Zhang, Y.; Zheng, S.J. Hot rolling 35CrMo ultra-thick wall seamless tubes. J. Chongqing Univ. 2008, 31, 1360–1364. [Google Scholar]
- Romanenko, V.P.; Romantsev, B.A.; Illarionov, G.P.; Fomin, A.V.; Zimin, V.Y.; Stepanov, P.P. Billet preparation method for railcar hollow axle production. Metallurgist 2014, 58, 684–688. [Google Scholar] [CrossRef]
- Romanenko, V.P.; Stepanov, P.P.; Kriskovich, M. Production of hollow railroad axles by screw piercing and radial forging. Metallurgist 2018, 61, 873–877. [Google Scholar] [CrossRef]
- Kriskovich, S.; Romanenko, V.P.; Vavilkin, N.; Fortunatov, A. Features of the stress-strain state of screw piercing of extra-thick-walled hollow billets for mechanical engineering. ChernyeMetally 2022, 6, 55–59. [Google Scholar] [CrossRef]
- Wang, F.J.; Shuang, Y.H.; Zhang, G.Q. A new type of seamless steel pipe production process—Tandem skew rolling process. Steel Pipe 2014, 43, 54–58. [Google Scholar]
- Wang, F.J.; Shuang, Y.H. Tandem skew rolling process for compact producing seamless steel tubes. Iron Steel 2016, 51, 44–48. [Google Scholar]
- Pehle, H.J. Position and Future Prospects of the Seamless Steel Tube. Pipe Tube 2004, 33, 47–51. [Google Scholar]
- Shuang, Y.H.; Wang, F.J.; Wang, Q.H. Explorative study of tandem skew rolling process and equipment for producing seamless steel tubes. J. Mech. Eng. 2017, 53, 18–24. [Google Scholar] [CrossRef]
- Wang, F.J.; Shuang, Y.H.; Hu, J.H.; Wang, Q.H.; Sun, J.C. Explorative study of tandem skew rolling process for producing seamless steel tubes. J. Mater. Process. Technol. 2014, 214, 1597–1604. [Google Scholar] [CrossRef]
- Mao, F.L.; Shuang, Y.H.; Wang, Q.H.; Wang, F.J.; Gou, Y.J.; Zhao, C.J. Theoretical and experimental study of the tandem skew rolling process. Steel Res. Int. 2018, 89, 1800022. [Google Scholar] [CrossRef]
- Ding, X.F. Forming Mechanism and Experimental Research of Rotary Piercingfor Magnesium Alloy Seamless Tube. Ph.D. Thesis, Taiyuan University of Science and Technology, Taiyuan, China, 2018. [Google Scholar]
- Mao, F.L.; Wang, F.J.; Shuang, Y.H.; Hu, J.H.; Chen, J.X. Deformation behavior and experiments on a light alloy seamless tube via a tandem skew rolling process. Metals 2019, 10, 59. [Google Scholar] [CrossRef] [Green Version]
- Ye, C.Q.; Shu, X.D.; Xia, Y.X.; Wang, J.T.; Zhang, S. Mechanism of integrated forming of shape and inner hole of hollow axle. Metalurgija 2022, 61, 167–170. [Google Scholar]































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Advantages | Disadvantages |
|---|---|
| High efficiency | Larger die |
| High material utilization | Low roundness |
| Advantages | Disadvantages |
|---|---|
| Low energy consumption | Poor workpiece surface quality |
| Universal die Small equipment size | Low material utilization |
| Advantages | Disadvantages |
|---|---|
| High efficiency | Poor workpiece surface quality |
| High material utilization Low energy consumption | Complex equipment structure |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shu, X.; Ye, C.; Wang, J.; Xia, Y.; Zhang, S.; Wang, Y.; Xu, H.; Deng, Y. Analysis and Prospect of Precision Plastic Forming Technologies for Production of High-Speed-Train Hollow Axles. Metals 2023, 13, 145. https://doi.org/10.3390/met13010145
Shu X, Ye C, Wang J, Xia Y, Zhang S, Wang Y, Xu H, Deng Y. Analysis and Prospect of Precision Plastic Forming Technologies for Production of High-Speed-Train Hollow Axles. Metals. 2023; 13(1):145. https://doi.org/10.3390/met13010145
Chicago/Turabian StyleShu, Xuedao, Caoqi Ye, Jitai Wang, Yingxiang Xia, Song Zhang, Ying Wang, Haijie Xu, and Yimin Deng. 2023. "Analysis and Prospect of Precision Plastic Forming Technologies for Production of High-Speed-Train Hollow Axles" Metals 13, no. 1: 145. https://doi.org/10.3390/met13010145