
Friction Stir Lap Welding of Inconel 625 and a High Strength Steel

 , , , and
, , , and 
Abstract
:1. Introduction
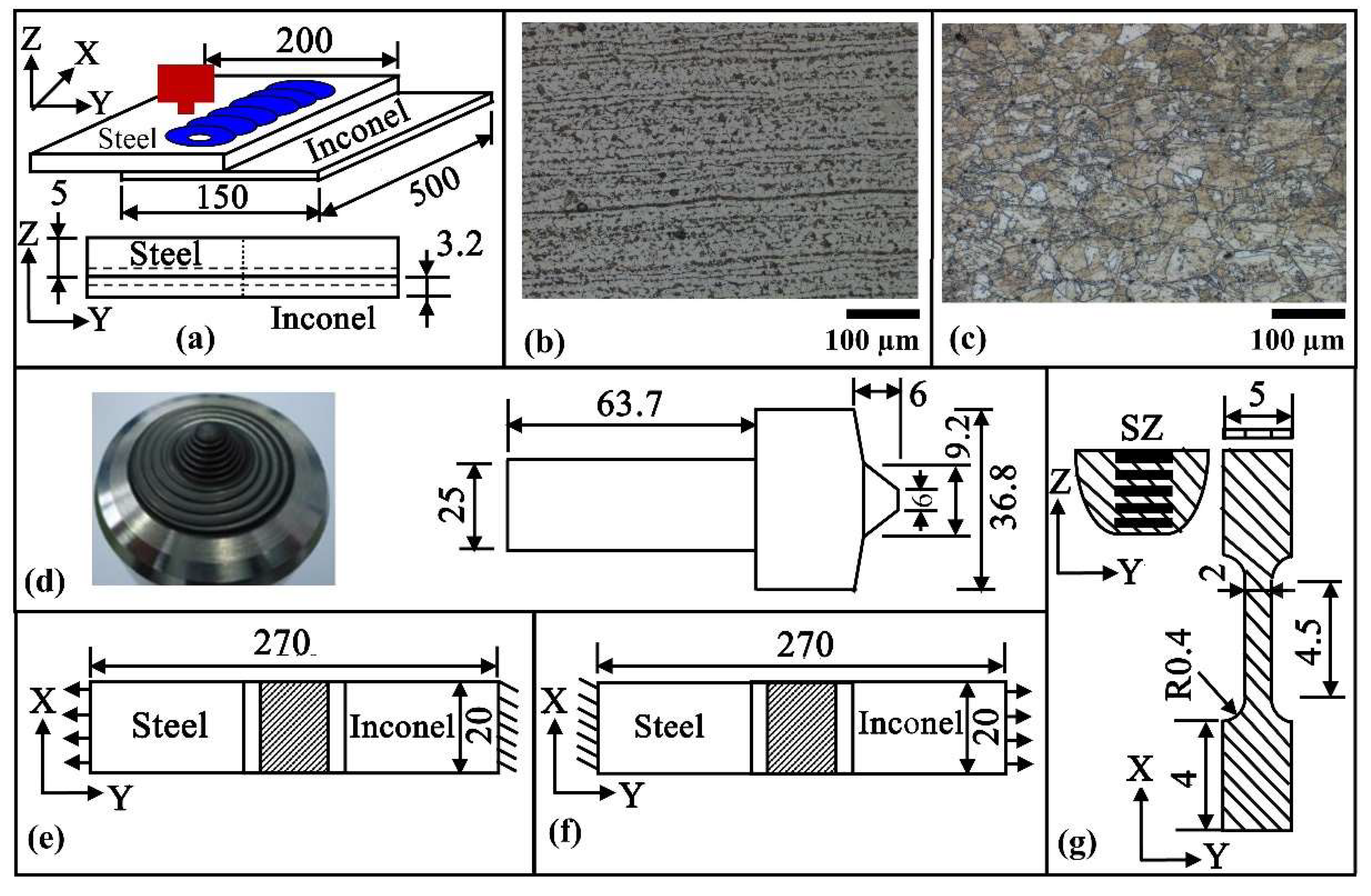
2. Materials and Methods
3. Theoretical Formulation
4. Results and Discussion
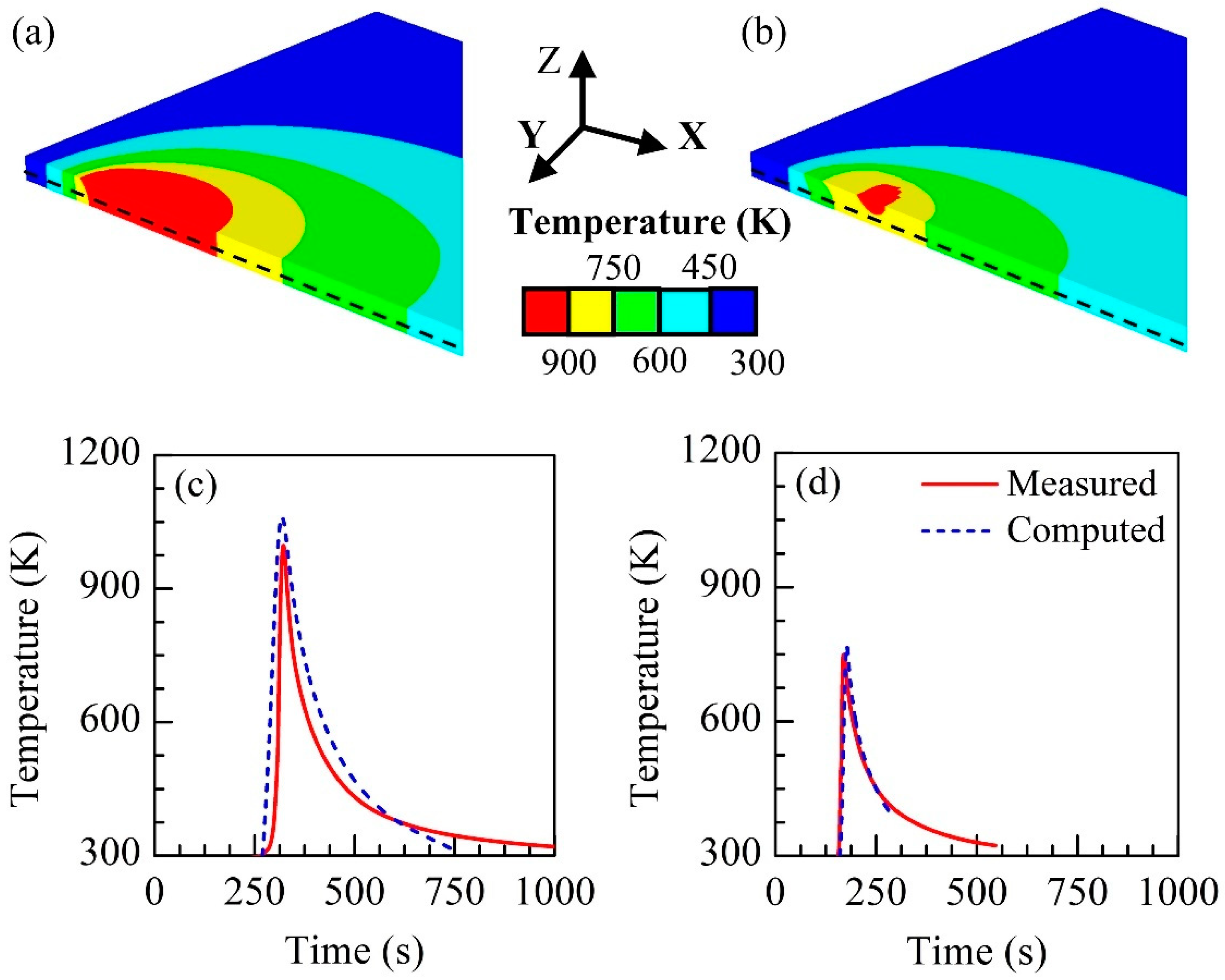
4.1. Temperature Distribution and Thermal Cycles
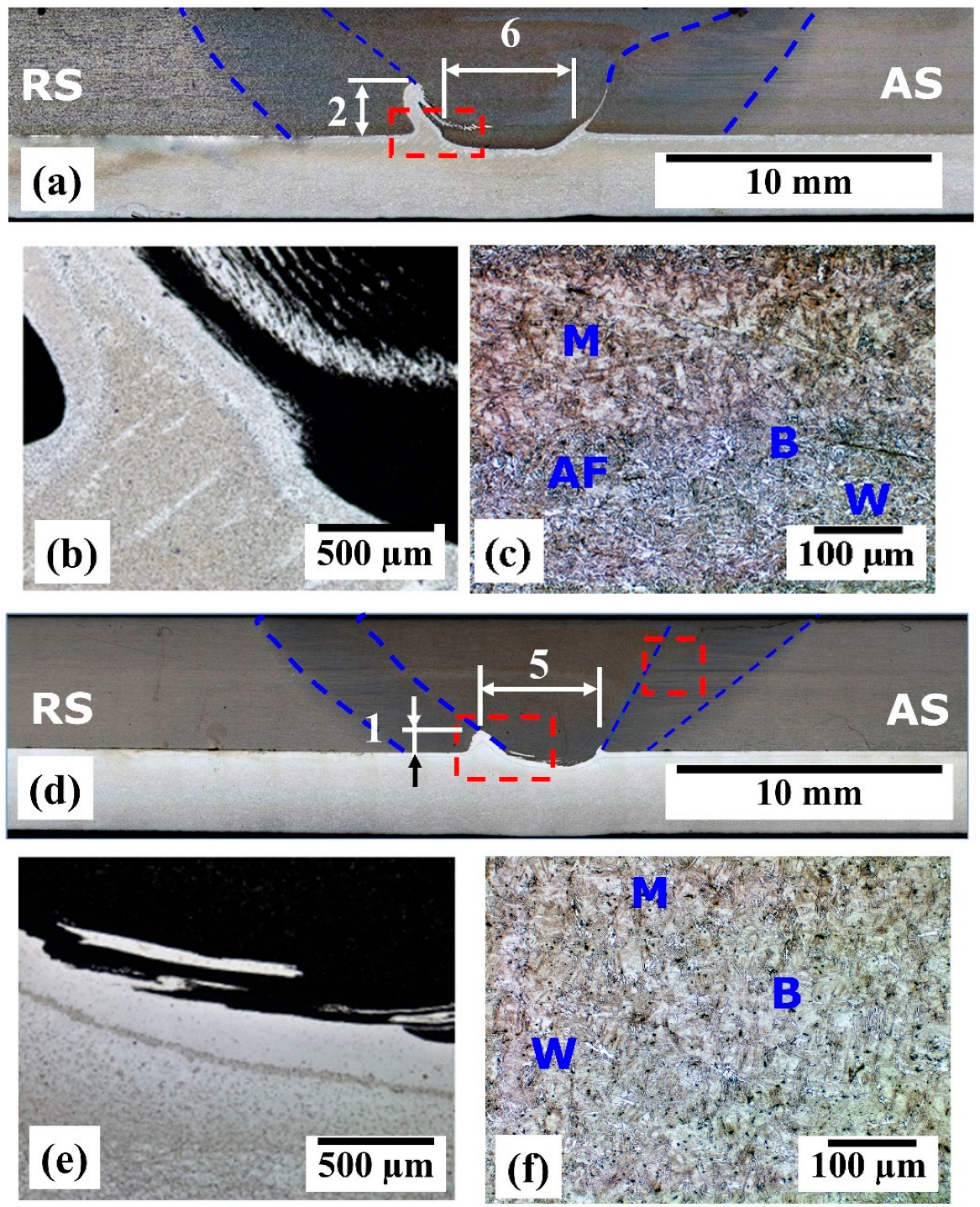
4.2. Macro and Microstructures of the Processed Regions
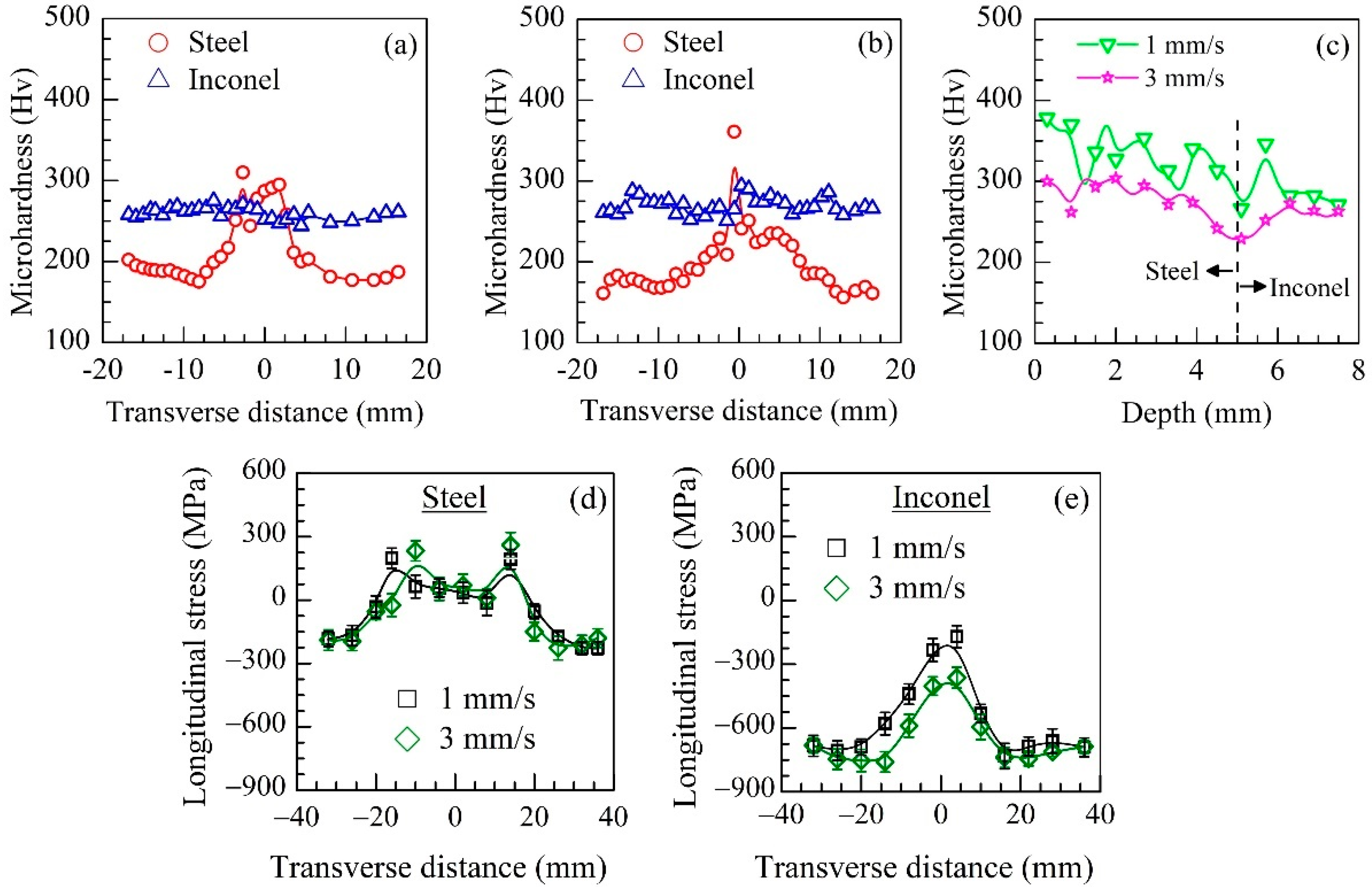
4.3. Hardness and Surface Residual Stresses
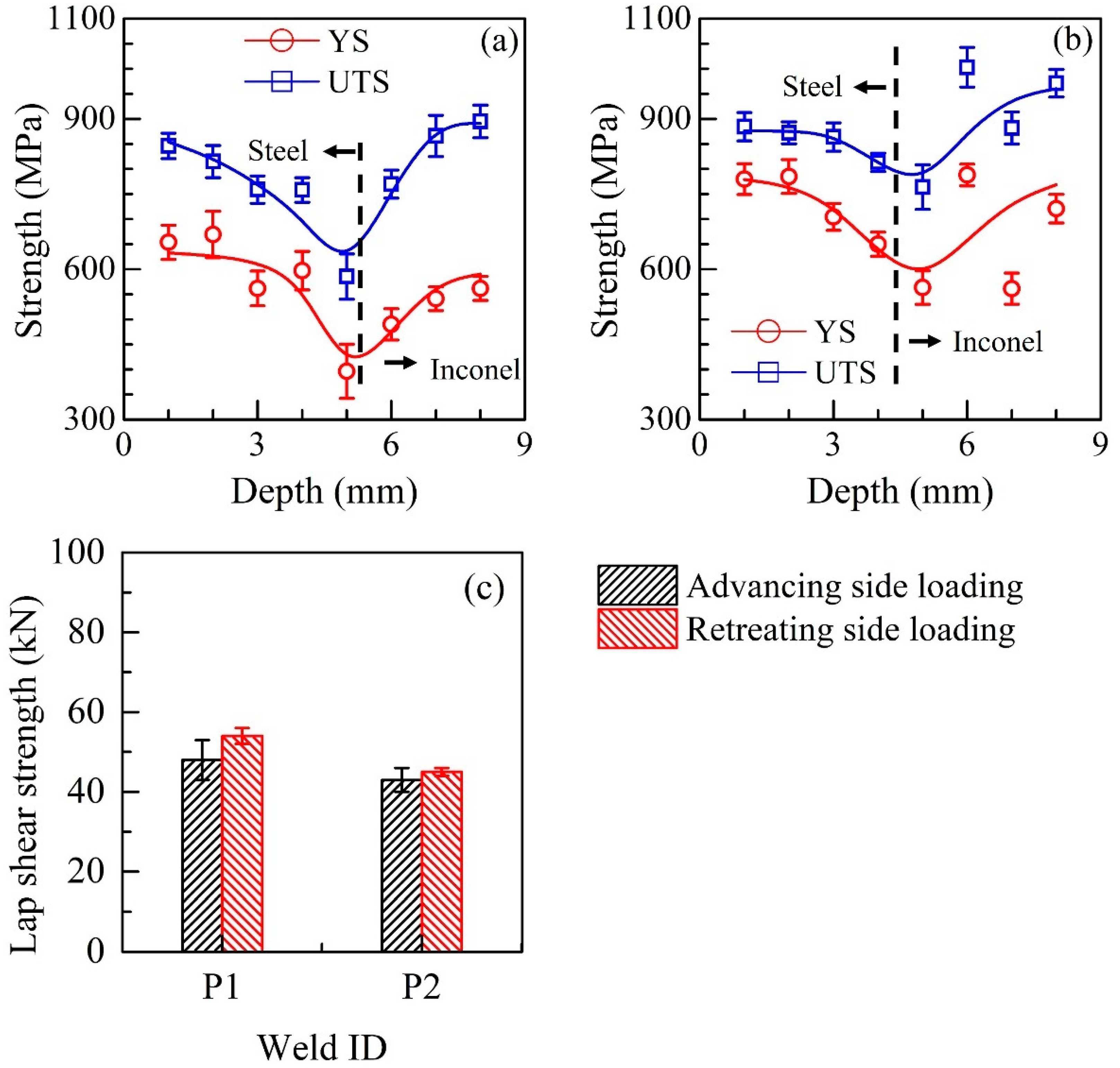
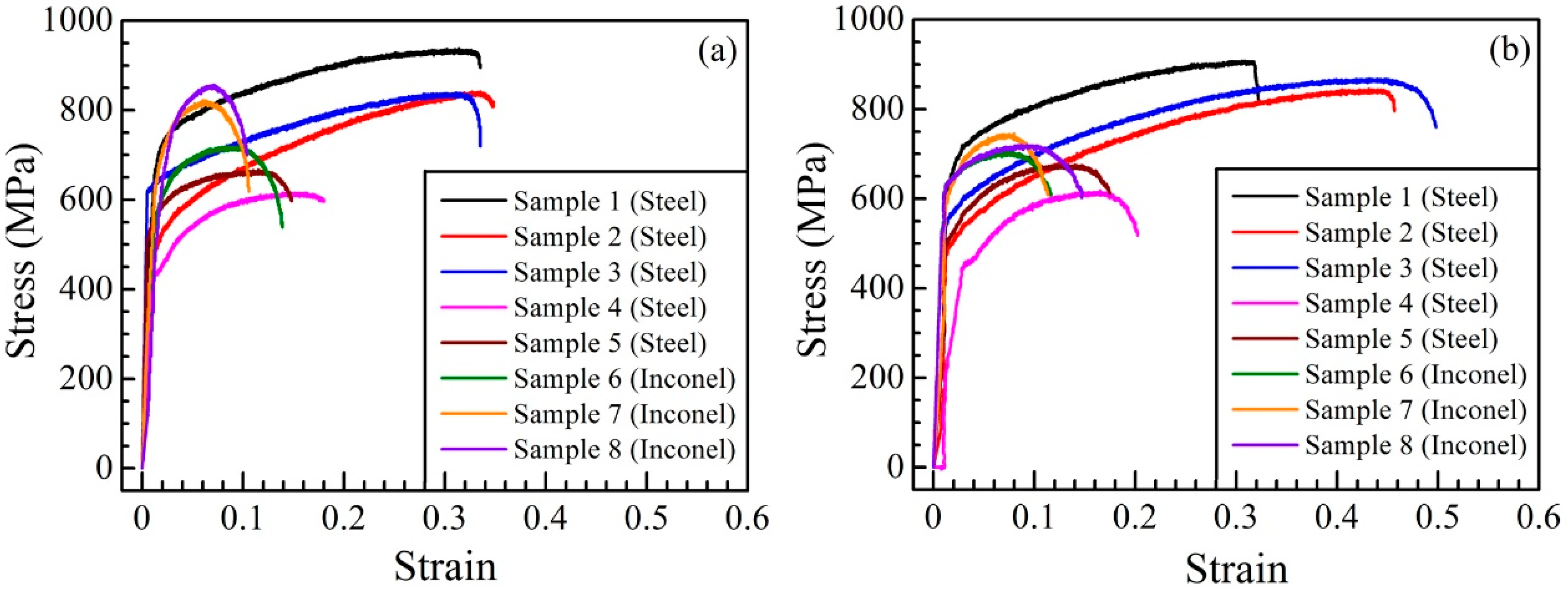
4.4. Tensile and Lap Shear Properties of the Joints
5. Summary and Conclusions
- A lower tool travel speed at a given tool rotation speed resulted in higher hook height and wider bonding length at the joint interface due to the higher peak temperatures, at which the Inconel 625 flowed more easily.
- The hook height and bonding length were found to decrease with the increase in welding speed due to the significant reduction in peak temperature at the interface that makes the Inconel 625 flow less readily and difficult to form a hook.
- The stir zone microstructures near the weld center top surface of the GL E36 steel exhibited hard microstructures such as Martensite and Bainite phases at lower tool travel speeds. This gradually transformed into a complex microstructure in which martensite, bainite, acicular ferrite, and Widmansttantten phases co-exist. At higher tool travel speeds, the stir zone microstructure near the joint interface is dominated by the bainite and martensite microstructures.
- The measured micro tensile test results revealed that the joint interface is the weakest part at both welding conditions, and these observations were subsequently confirmed by the microhardness results.
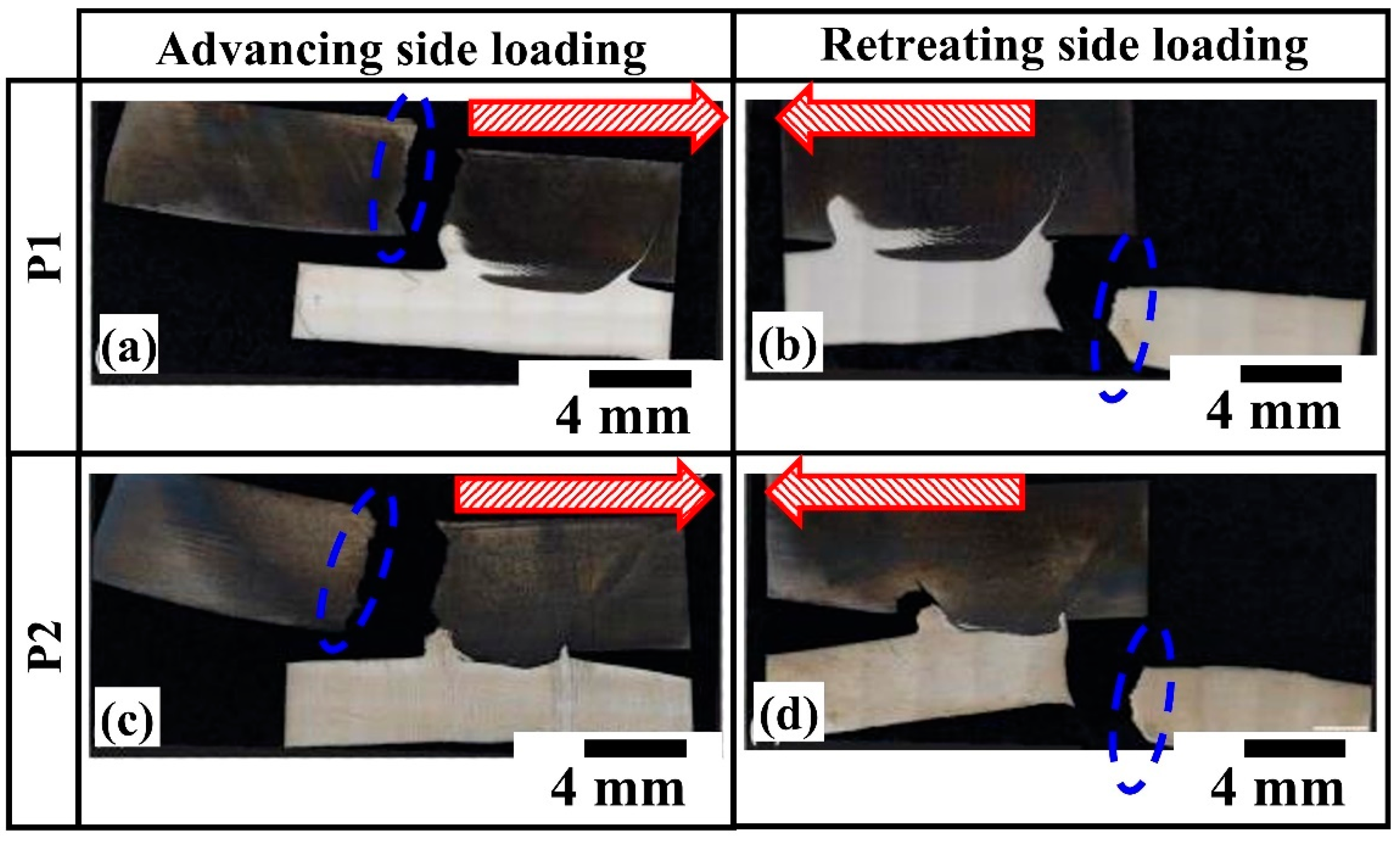
- The lap shear results show that the samples loaded on the retreating side have always failed through the Inconel 625 material, which is stronger at lower welding speeds. In contrast, the samples loaded on the advancing side have failed through the GL E36 steel.
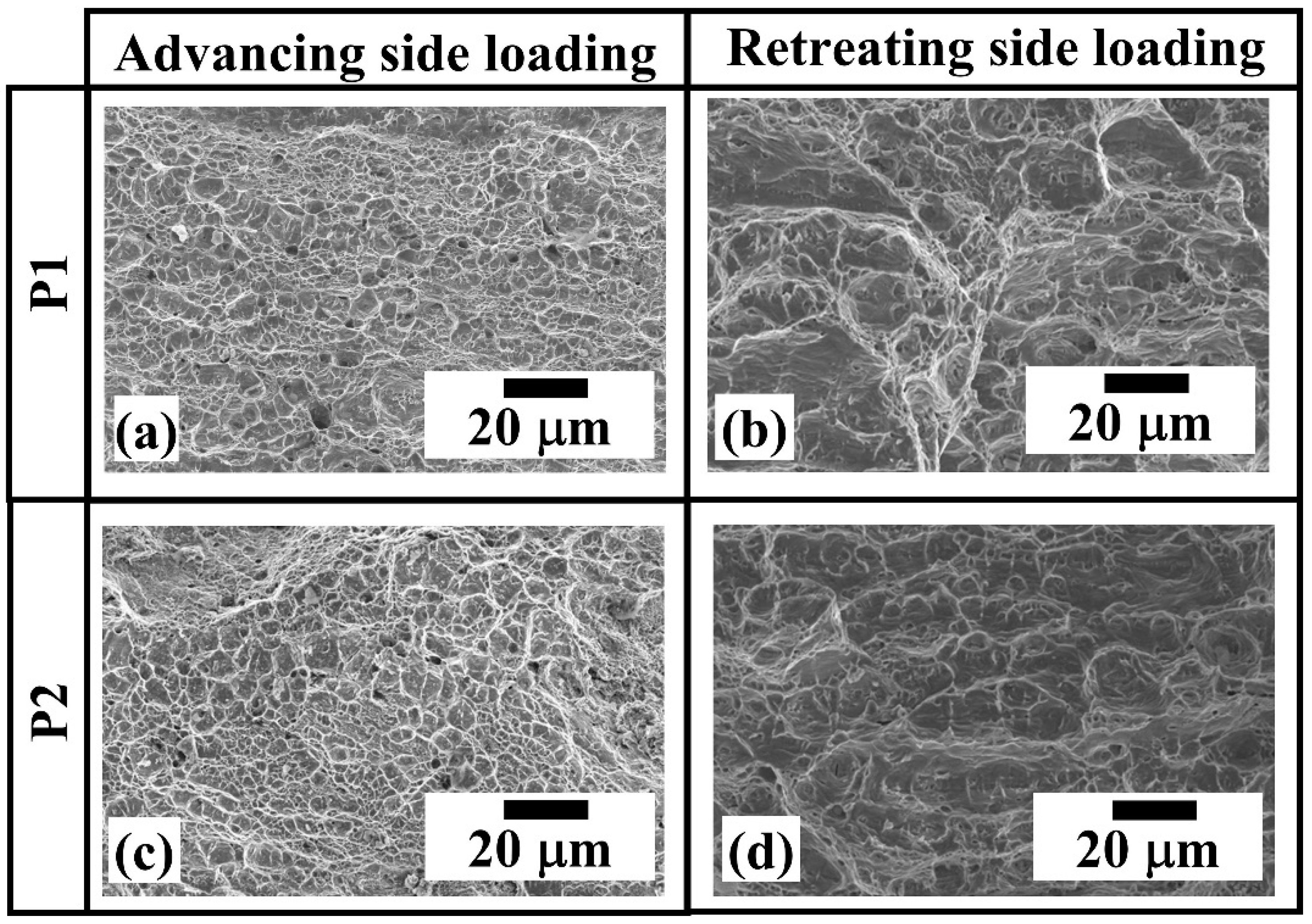
- The fractographies corresponding to the Inconel 625 and GL E36 steel exhibit less populated dimples with more depth and denser dimples with a shallower depth, respectively, revealing the overall a ductile failure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
Appendix B

References
- Fernandez, J.R.; Ramirez, A.J. Microstructural Evolution during Friction Stir Welding of Mild Steel and Ni-Based Alloy 625. Met. Mater. Trans. A 2017, 48, 1092–1102. [Google Scholar] [CrossRef]
- Maurya, A.K.; Pandey, C.; Chhibber, R. Dissimilar welding of duplex stainless steel with Ni alloys: A review. Int. J. Press. Vessel. Pip. 2021, 192, 104439. [Google Scholar] [CrossRef]
- Kumar, S.; Ghosh, P.K. Thermal behaviour of TIG arc surfacing affecting mechanical properties of AISI 4340 steel substrate under static and dynamic loading. Mater. Sci. Eng. A 2019, 773, 138734. [Google Scholar] [CrossRef]
- Liu, Y.; Ding, Y.; Yang, L.; Sun, R.; Zhang, T.; Yang, X. Research and progress of laser cladding on engineering alloys: A review. J. Manuf. Process. 2021, 66, 341–363. [Google Scholar] [CrossRef]
- Li, S.; Li, J.; Jiang, Z.; Cheng, Y.; Li, Y.; Tang, S.; Leng, J.; Chen, H.; Zou, Y.; Zhao, Y.; et al. Controlling the columnar-to-equiaxed transition during Directed Energy Deposition of Inconel 625. Addit. Manuf. 2022, 57, 102958. [Google Scholar] [CrossRef]
- Landell, R.M.; Lessa, C.R.D.L.; Bergmann, L.; dos Santos, J.F.; Kwietniewski, C.E.F.; Klusemann, B. Investigation of friction stir welding process applied to ASTM 572 steel plate cladded with Inconel®625. Weld. World 2020, 65, 393–403. [Google Scholar] [CrossRef]
- Argade, G.; Shukla, S.; Liu, K.; Mishra, R. Friction stir lap welding of stainless steel and plain carbon steel to enhance corrosion properties. J. Mater. Process. Technol. 2018, 259, 259–269. [Google Scholar] [CrossRef]
- Mahto, M.K.; Kumar, A.; Raja, A.R.; Vashista, M.; Yusufzai, M.Z.K. Cladding of copper sheet on mild steel using friction stir welding. Int. J. Adv. Manuf. Technol. 2021, 118, 3345–3360. [Google Scholar] [CrossRef]
- Al-Badour, F.A.; Adesina, A.Y.; Ibrahim, A.B.; Suleiman, R.K.; Merah, N.; Sorour, A.A. Electrochemical Investigation of the Effect of Process Parameters on the Corrosion Behavior of Aluminum-Cladded Pressure Vessel Steel Using a Friction Stir Diffusion Cladding Process. Metals 2020, 10, 623. [Google Scholar] [CrossRef]
- Oliveira, J.P.; Duarte, J.F.; Inácio, P.; Schell, N.; Miranda, R.M.; Santos, T.G. Production of Al/NiTi composites by friction stir welding assisted by electrical current. Mater. Des. 2017, 113, 311–318. [Google Scholar] [CrossRef]
- Lessa, C.R.D.L.; Landell, R.M.; Bergmann, L.; dos Santos, J.F.; Kwietniewski, C.E.F.; Reguly, A.; Klusemann, B. Two-Pass Friction Stir Welding of Cladded API X65. Procedia Manuf. 2020, 47, 1010–1015. [Google Scholar] [CrossRef]
- Li, B.; Shen, Y.; Luo, L.; Hu, W. Effects of processing variables and heat treatments on Al/Ti-6Al-4V interface microstructure of bimetal clad-plate fabricated via a novel route employing friction stir lap welding. J. Alloys Compd. 2016, 658, 904–913. [Google Scholar] [CrossRef]
- Anand, R.; Sridhar, V. Studies on process parameters and tool geometry selecting aspects of friction stir welding—A review. Mater. Today Proc. 2020, 27, 576–583. [Google Scholar] [CrossRef]
- Hou, W.; Ding, Y.; Huang, G.; Huda, N.; Shah, L.H.A.; Piao, Z.; Shen, Y.; Shen, Z.; Gerlich, A. The role of pin eccentricity in friction stir welding of Al-Mg-Si alloy sheets: Microstructural evolution and mechanical properties. Int. J. Adv. Manuf. Technol. 2022, 121, 7661–7675. [Google Scholar] [CrossRef]
- Hou, W.; Shah, L.H.A.; Huang, G.; Shen, Y.; Gerlich, A. The role of tool offset on the microstructure and mechanical properties of Al/Cu friction stir welded joints. J. Alloys Compd. 2020, 825, 154045. [Google Scholar] [CrossRef]
- Tavassolimanesh, A.; Nia, A.A. A new approach for manufacturing copper-clad aluminum bimetallic tubes by friction stir welding (FSW). J. Manuf. Process. 2017, 30, 374–384. [Google Scholar] [CrossRef]
- Mahto, M.K.; Kumar, A.; Raja, A.R.; Vashista, M.; Yusufzai, M.Z.K. Friction stir cladding of copper on aluminium substrate. CIRP J. Manuf. Sci. Technol. 2021, 36, 23–34. [Google Scholar] [CrossRef]
- Kar, A.; Vicharapu, B.; Morisada, Y.; Fujii, H. Elucidation of interfacial microstructure and properties in friction stir lap welding of aluminium alloy and mild steel. Mater. Charact. 2020, 168, 110572. [Google Scholar] [CrossRef]
- Lakshminarayanan, A.; Harikrishna, K.L. Role of Overlap Ratio on the Microstructure of Friction Stir Multiseam Cladded Copper-Stainless Steel Lap Joints. Mater. Sci. Forum 2020, 979, 102–106. [Google Scholar] [CrossRef]
- Kimura, M.; Nakashima, K.; Kusaka, M.; Kaizu, K.; Nakatani, Y.; Takahashi, M. Joining phenomena and tensile strength of joint between Ni-based superalloy and heat-resistant steel by friction welding. Int. J. Adv. Manuf. Technol. 2019, 103, 1297–1308. [Google Scholar] [CrossRef]
- Cheepu, M.; Che, W.S. Characterization of Interfacial Microstructure in Friction Welds Between Inconel 718 and SM45C Steel. Trans. Indian Inst. Met. 2020, 73, 1567–1571. [Google Scholar] [CrossRef]
- Meshram, S.; Mohandas, T.; Reddy, G.M. Friction welding of dissimilar pure metals. J. Mater. Process. Technol. 2007, 184, 330–337. [Google Scholar] [CrossRef]
- Kar, A.; Kailas, S.V.; Suwas, S. Effect of Mechanical Mixing in Dissimilar Friction Stir Welding of Aluminum to Titanium with Zinc Interlayer. Trans. Indian Inst. Met. 2019, 72, 1533–1536. [Google Scholar] [CrossRef] [Green Version]
- Das, H.; Jana, S.S.; Pal, T.K.; De, A. Numerical and experimental investigation on friction stir lap welding of aluminium to steel. Sci. Technol. Weld. Join. 2013, 19, 69–75. [Google Scholar] [CrossRef]
- Das, A.; Shome, M.; Goecke, S.-F.; De, A. Numerical modelling of gas metal arc joining of aluminium alloy and galvanised steels in lap joint configuration. Sci. Technol. Weld. Join. 2016, 21, 303–309. [Google Scholar] [CrossRef]
- Bang, H.-S.; Hong, S.M.; Das, A.; Bang, H.-S. Study on the Weldability and Mechanical Characteristics of Dissimilar Materials (Al5052-DP590) by TIG Assisted Hybrid Friction Stir Welding. Met. Mater. Int. 2019, 27, 1193–1204. [Google Scholar] [CrossRef]
- Lemos, G.V.B.; Farina, A.B.; Nunes, R.M.; da Cunha, P.H.C.P.; Bergmann, L.; dos Santos, J.F.; Reguly, A. Residual stress characterization in friction stir welds of alloy 625. J. Mater. Res. Technol. 2019, 8, 2528–2537. [Google Scholar] [CrossRef]
- Lemos, G.V.B.; Farina, A.B.; Piaggio, H.; Bergmann, L.; Ferreira, J.Z.; dos Santos, J.F.; Voort, G.V.; Reguly, A. Mitigating the susceptibility to intergranular corrosion of alloy 625 by friction-stir welding. Sci. Rep. 2022, 12, 3482. [Google Scholar] [CrossRef]
- da Cunha, P.H.C.P.; Lemos, G.V.B.; Bergmann, L.; Reguly, A.; dos Santos, J.F.; Marinho, R.R.; Paes, M.T.P. Effect of welding speed on friction stir welds of GL E36 shipbuilding steel. J. Mater. Res. Technol. 2018, 8, 1041–1051. [Google Scholar] [CrossRef]
- Lemos, G.V.B.; Cunha, P.H.C.P.; Nunes, R.M.; Bergmann, L.; dos Santos, J.F.; Clarke, T. Residual stress and microstructural features of friction-stir-welded GL E36 shipbuilding steel. Mater. Sci. Technol. 2017, 34, 95–103. [Google Scholar] [CrossRef]
- Vicharapu, B.; Lemos, G.V.B.; Bergmann, L.; dos Santos, J.F.; De, A.; Clarke, T. Probing underlying mechanisms for PCBN tool decay during friction stir welding of nickel-based alloys. Tecnol. Metal. Mater. Min. 2021, 18, e2455. [Google Scholar] [CrossRef]
- Kanan, L.F.; Vicharapu, B.; Bueno, A.F.B.; Clarke, T.; De, A. Friction Hydro-Pillar Processing of a High Carbon Steel: Joint Structure and Properties. Met. Mater. Trans. B 2018, 49, 699–708. [Google Scholar] [CrossRef]
- Vicharapu, B.; Kanan, L.F.; Clarke, T.; De, A. An investigation on friction hydro-pillar processing. Sci. Technol. Weld. Join. 2017, 22, 555–561. [Google Scholar] [CrossRef]
- Baker, H. Section 1 Introduction to Alloy Phases Diagrams. In AST Handbook; ASM International: Almere, The Netherlands, 1992; Volume 3, pp. 1.1–1.29. [Google Scholar]
- Rodriguez, J.; Ramirez, A. Microstructural characterisation of friction stir welding joints of mild steel to Ni-based alloy 625. Mater. Charact. 2015, 110, 126–135. [Google Scholar] [CrossRef]
- Ayer, R.; Jin, H.; Mueller, R.; Ling, S.; Ford, S. Interface structure in a Fe–Ni friction stir welded joint. Scr. Mater. 2005, 53, 1383–1387. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni | Cr | Fe | Mo | Nb | Co | Mn | Al | Ti | Si | C | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| GL E36 | - | 0.06 | Bal. | 0.006 | 0.025 | - | 1.4 | 0.027 | 0.003 | 0.39 | 0.17 |
| Alloy 625 | Bal. | 21.7 | 4.7 | 8.6 | 3.38 | 0.03 | 0.09 | 0.13 | 0.18 | 0.18 | 0.015 |
| Inconel 625 [31] | GL E36 Steel [33] | |
|---|---|---|
| ρ (kg/m3) | 8400 | 7800 |
| k, (W/m K) | 5.06 + 0.02T; for 300 K ≤ T ≤ 1255 K | 63 − 0.03T; for T < 1073 K 27[1 + (T − 1073)/(1175 − 1073); for T ≥ 1073 K |
| CP, (J/kg K) | 381.83 + 0.21T; for 300 K ≤ T ≤ 1365 K | 347.3 + 62.3 exp(T/471.7); for T < 1075 K 962.3; for T ≥ 1075 K |
| σY, (MPa) | 337.29 + (928.97 − 337.29)/(1 + exp(T − 755)/178.29); for 300 K ≤ T ≤ 1500 K | 190.12 − 0.1503 T; for T < 1500 K 10.0; for T ≥ 1500 K |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bossle, E.P.; Vicharapu, B.; Lemos, G.V.B.; Lessa, C.R.d.L.; Bergmann, L.; dos Santos, J.F.; Clarke, T.G.R.; De, A. Friction Stir Lap Welding of Inconel 625 and a High Strength Steel. Metals 2023, 13, 146. https://doi.org/10.3390/met13010146
Bossle EP, Vicharapu B, Lemos GVB, Lessa CRdL, Bergmann L, dos Santos JF, Clarke TGR, De A. Friction Stir Lap Welding of Inconel 625 and a High Strength Steel. Metals. 2023; 13(1):146. https://doi.org/10.3390/met13010146
Chicago/Turabian StyleBossle, Elisangela Pelizzari, Buchibabu Vicharapu, Guilherme Vieira Braga Lemos, Cleber Rodrigo de Lima Lessa, Luciano Bergmann, Jorge Fernandez dos Santos, Thomas Gabriel Rosauro Clarke, and Amitava De. 2023. "Friction Stir Lap Welding of Inconel 625 and a High Strength Steel" Metals 13, no. 1: 146. https://doi.org/10.3390/met13010146