
An Investigation of the Mechanical, Thermal and Electrical Properties of an AA7075 Alloy Reinforced with Hybrid Ceramic Nanoparticles Using Friction Stir Processing

Abstract
:1. Introduction
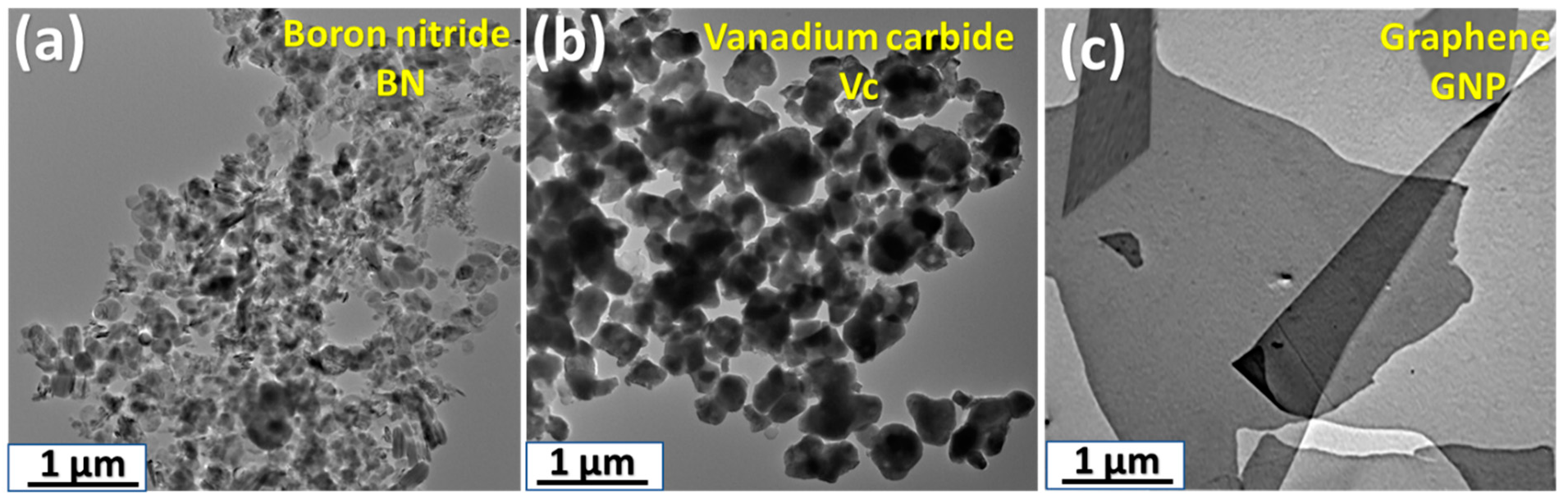
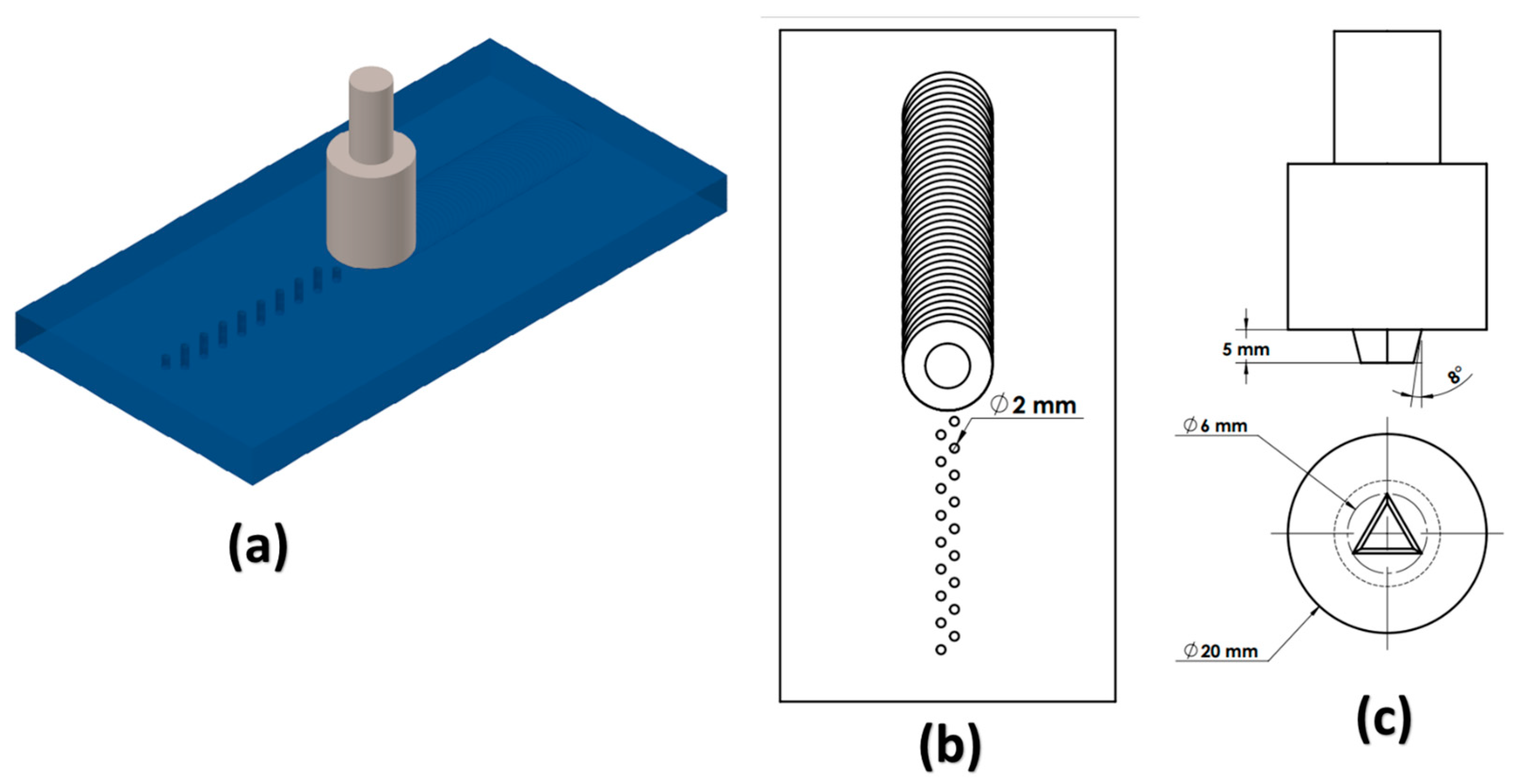
2. Materials and Methods
3. Results and Discussion
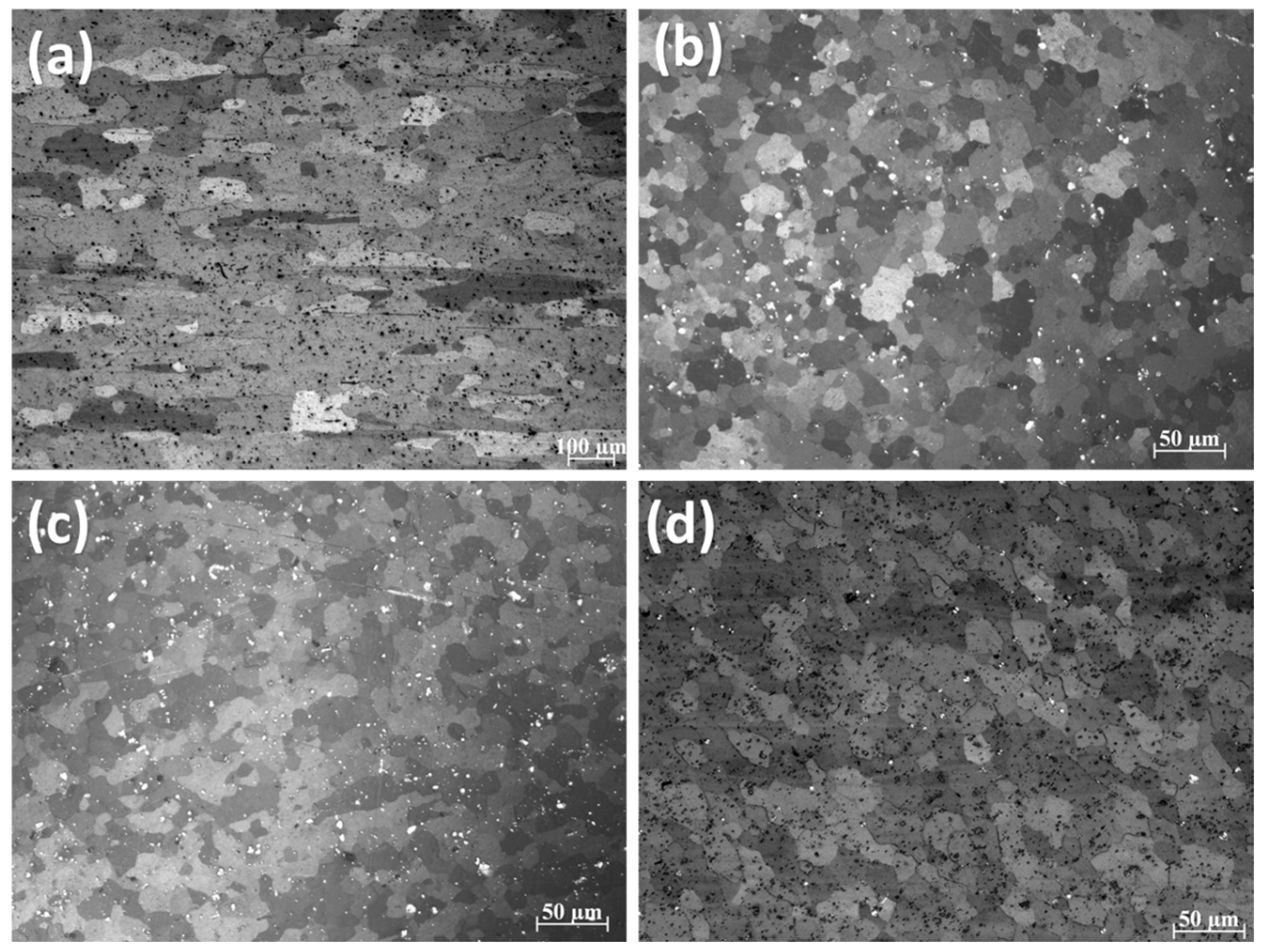
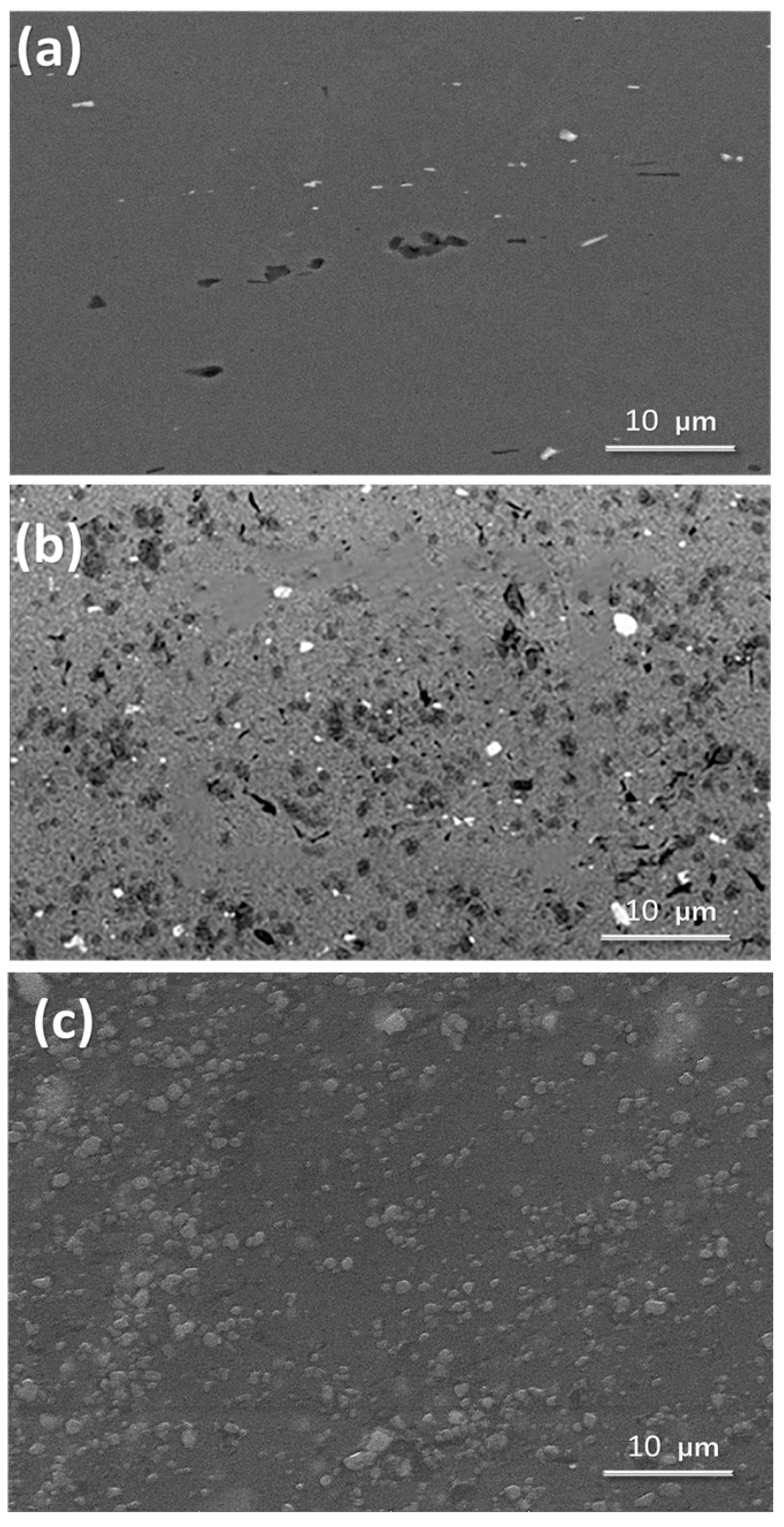
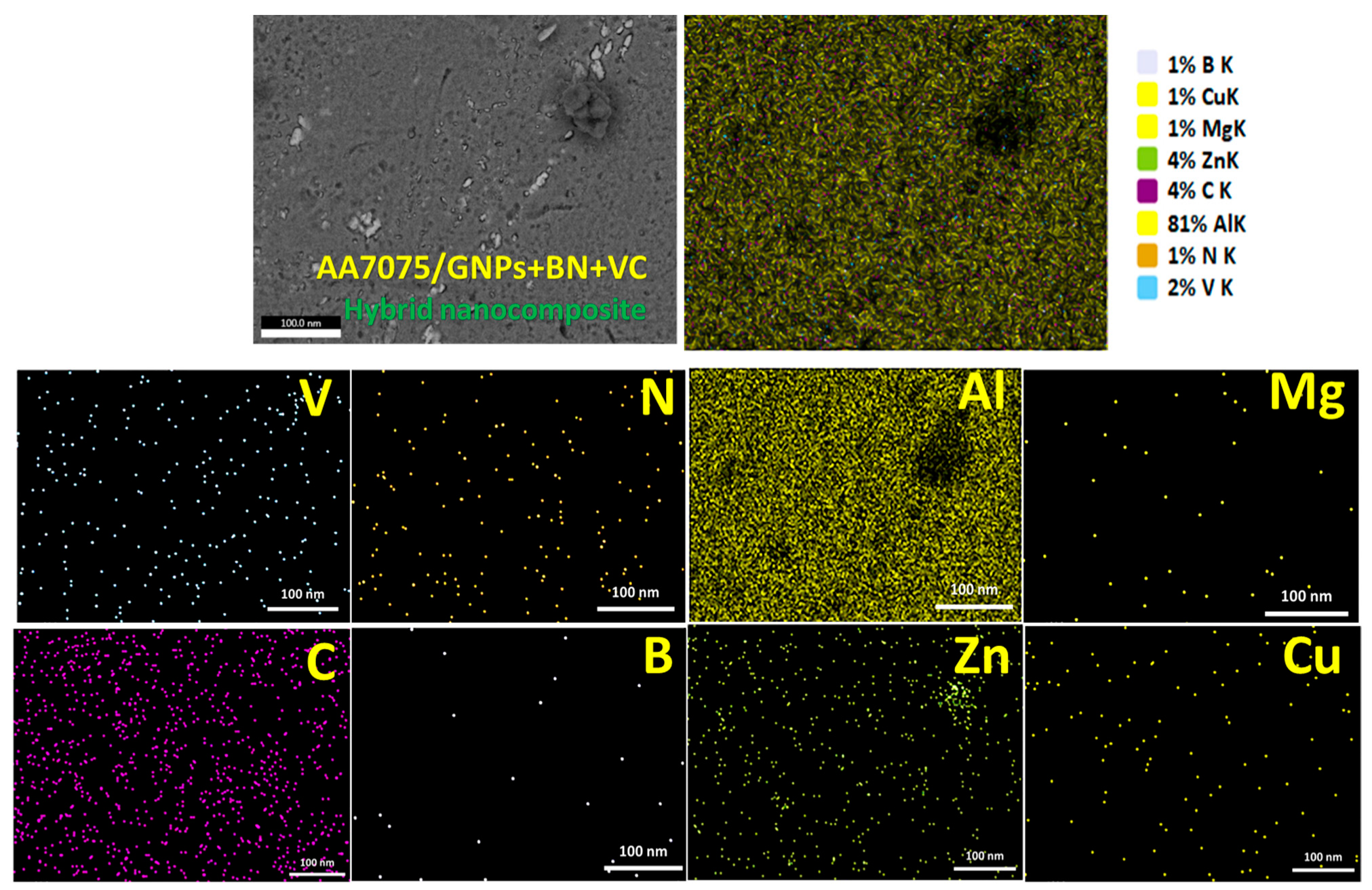
3.1. Microstructure
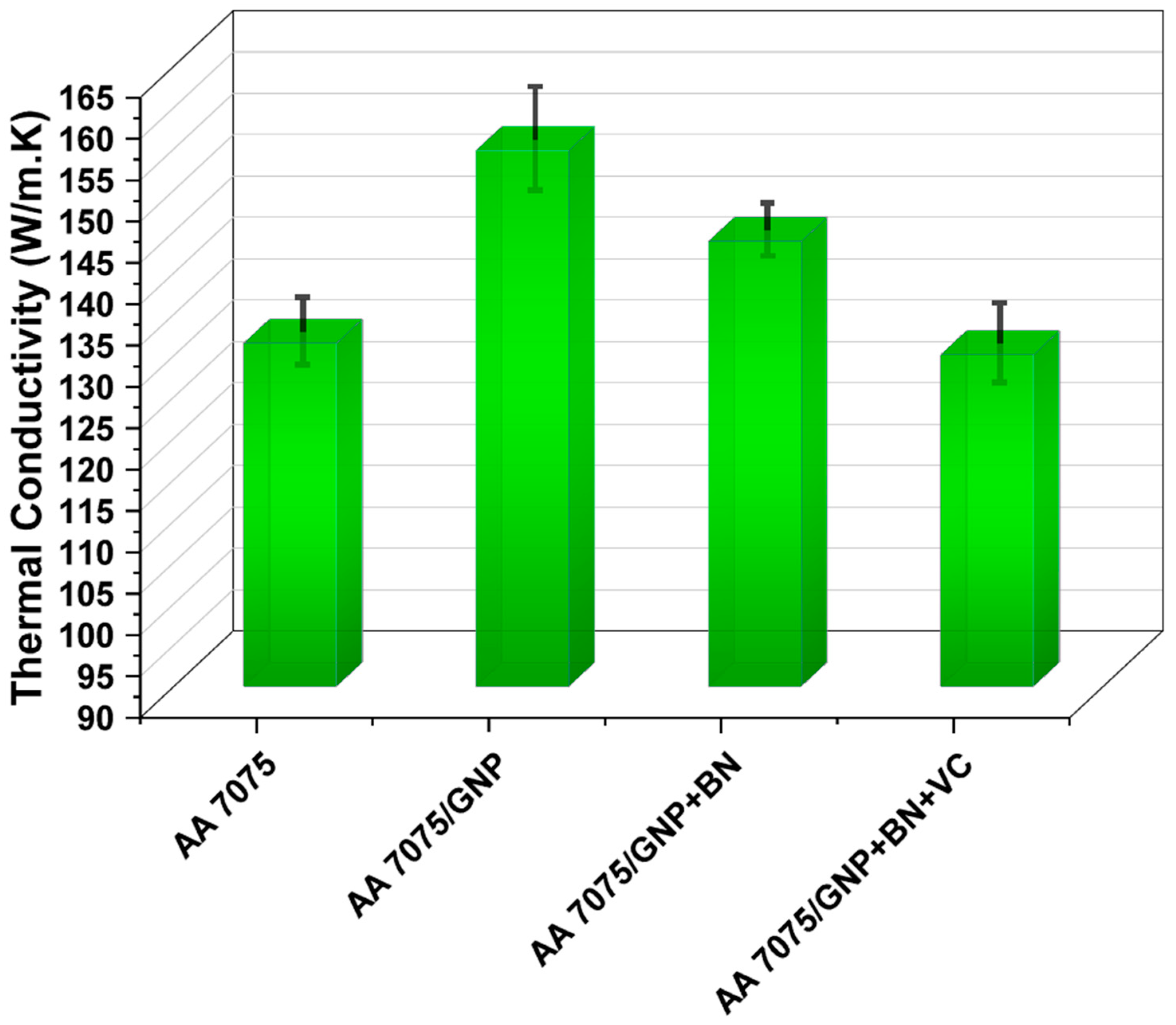
3.2. Thermal Conductivity
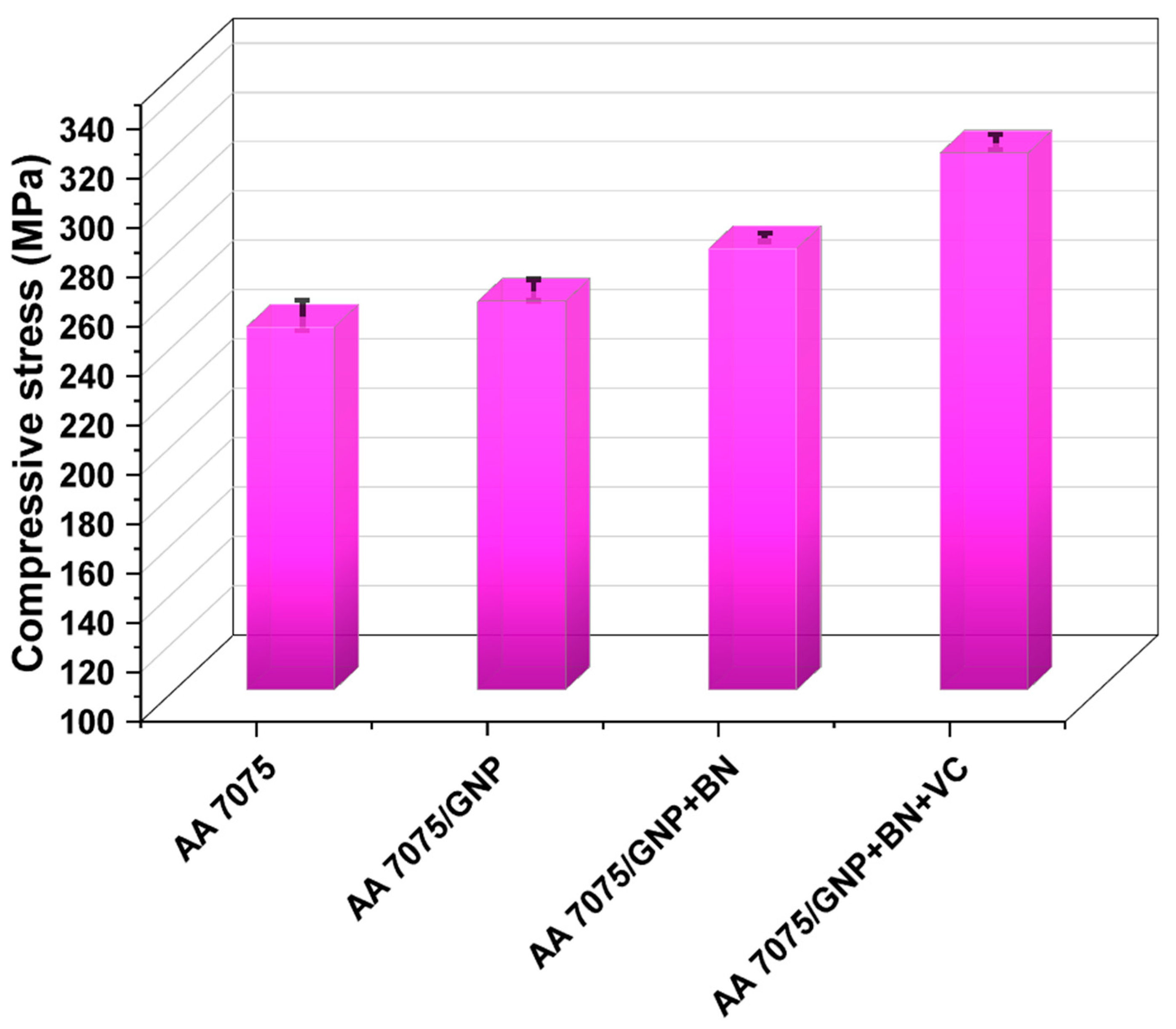
3.3. Mechanical Properties
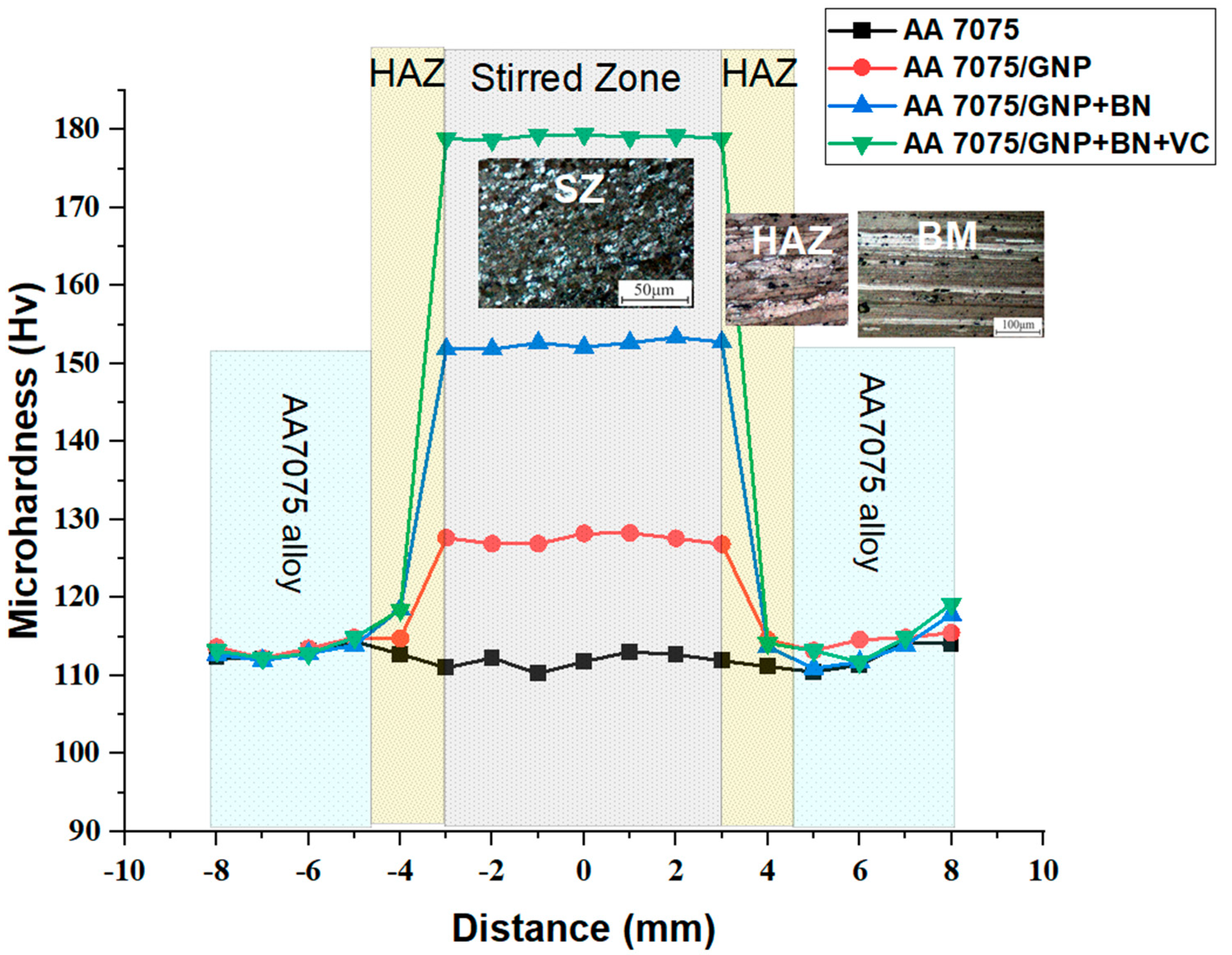
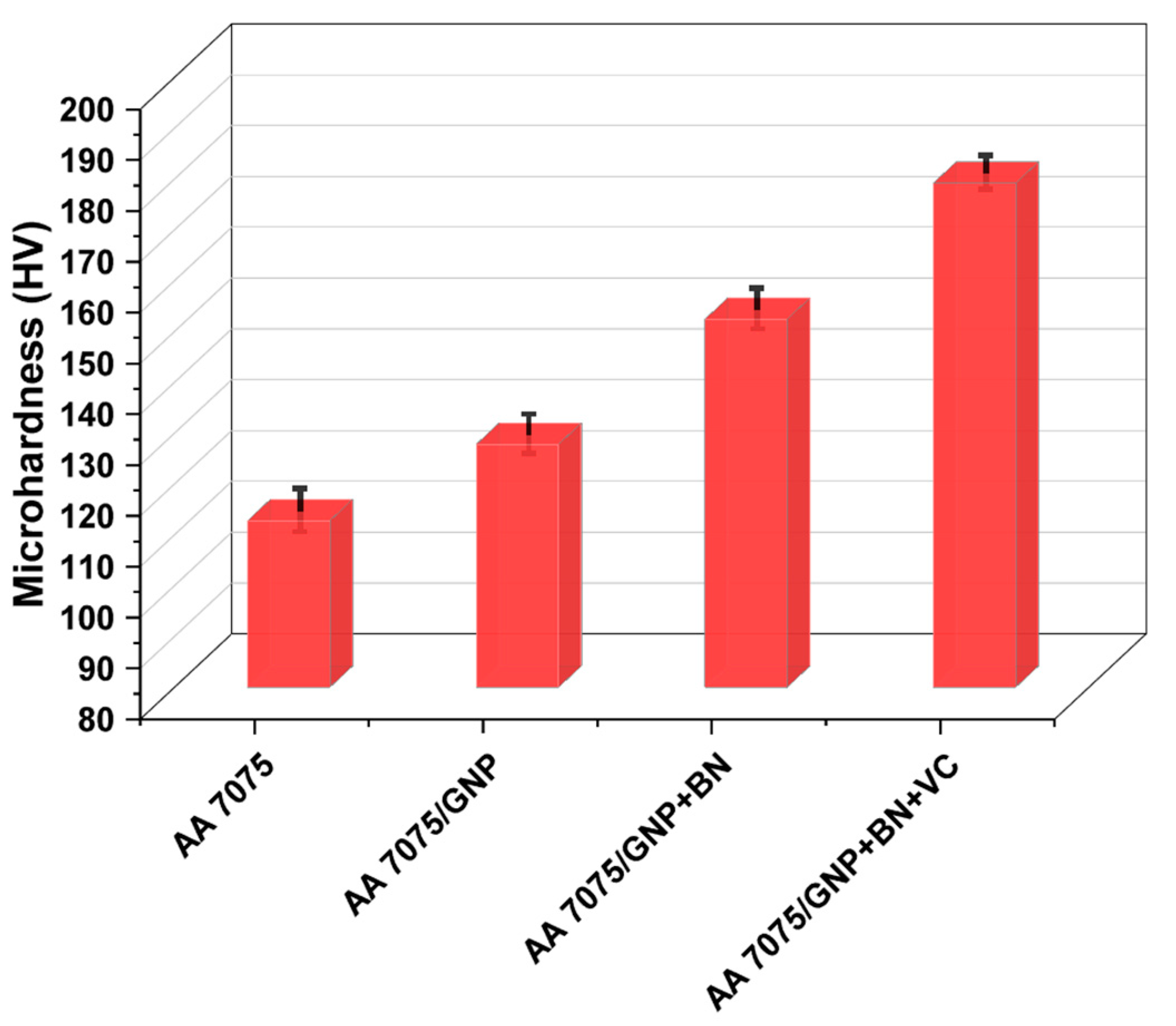
3.4. Hardness Behavior
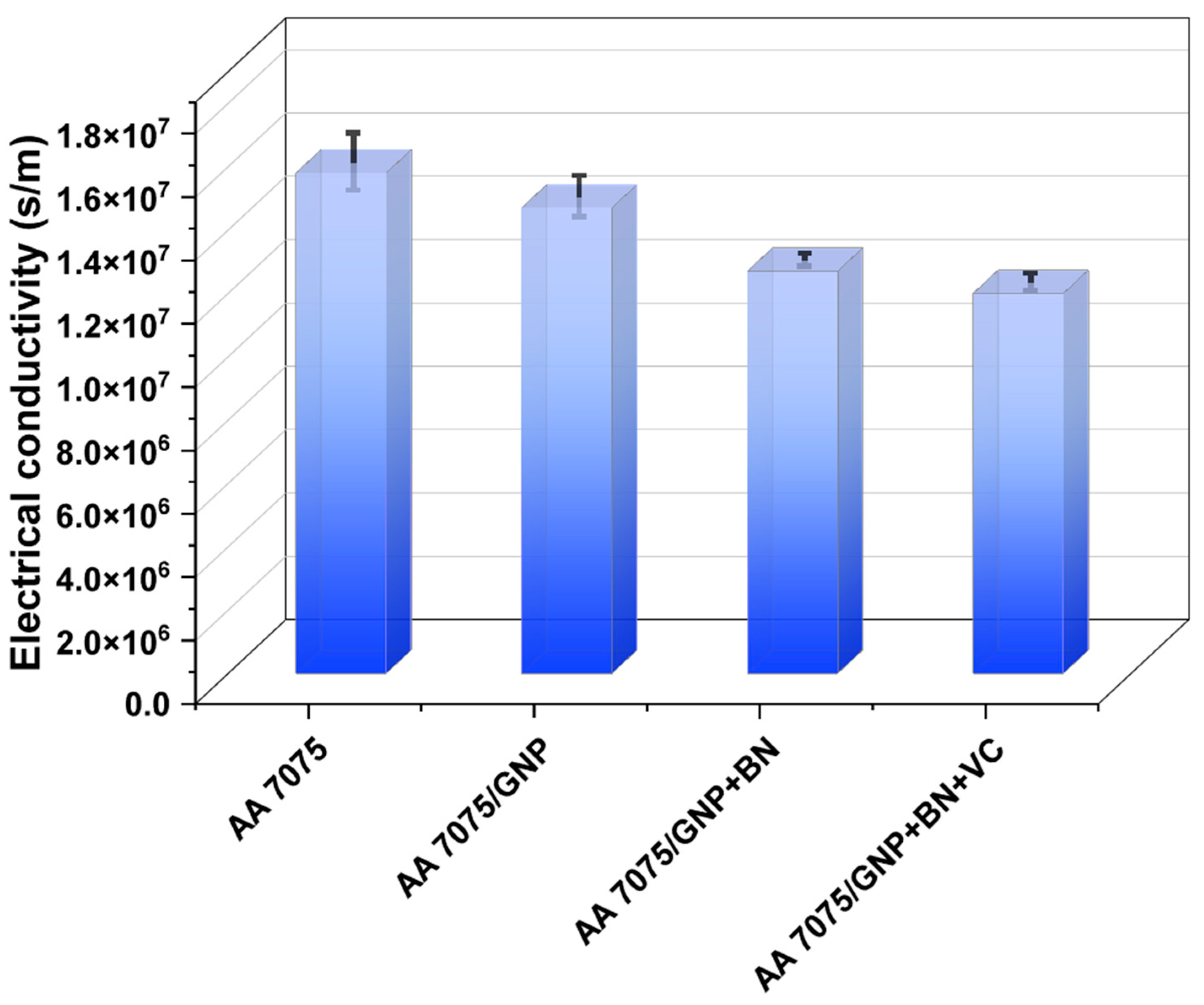
3.5. Electrical Conductivity
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Abenojar, J.; Velasco, F.J.; Martinez, M.A. Optimization of processing parameters for the Al+10% B4C system obtained by mechanical alloying. J. Mater. Process. Technol. 2007, 184, 441–446. [Google Scholar] [CrossRef]
- Tyagi, L.; Butola, R.; Jha, A.K. Mechanical and tribological properties of AA7075-T6 metal matrix composite reinforced with ceramic particles and aloevera ash via Friction stir processing. Mater. Res. Express 2020, 7, 066526. [Google Scholar] [CrossRef]
- Thangarasu, A.; Murugan, N.; Dinaharan, I.; Vijay, S.J. Microstructure and microhardness of AA1050/TiC surface composite fabricated using friction stir prcessing. Sadhana 2012, 37, 579–586. [Google Scholar] [CrossRef] [Green Version]
- Wu, B.; Ibrahim, M.; Raja, S.; Yusof, F.; Razak, B.B.A.; Bin Muhamad, M.R.; Huang, R.; Zhang, Y.; Badruddin, I.A.; Hussien, M.; et al. The influence of reinforcement particles friction stir processing on microstructure, mechanical properties, tribological and corrosion behaviors: A review. J. Mater. Res. Technol. 2022, 20, 1940–1975. [Google Scholar] [CrossRef]
- Moustafa, E.B. Hybridization effect of BN and Al2O3 nanoparticles on the physical, wear, and electrical properties of aluminum AA1060 nanocomposites. Appl. Phys. A 2021, 127, 1–9. [Google Scholar] [CrossRef]
- Ahmadi, M.; Rahmatabadi, D.; Pahlavani, M.; Marzbanrad, J.; Hashemi, R.; Afkar, A. Experimental study of the defects, mechanical and microstructural characteristics of friction-stir-welded Al 6061 sheets. Surf. Topogr. Metrol. Prop. 2021, 9, 035012. [Google Scholar] [CrossRef]
- Miracle, D. Metal matrix composites—From science to technological significance. Compos. Sci. Technol. 2005, 65, 2526–2540. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Alazwari, M.A.; Abushanab, W.S.; Ghandourah, E.I.; Mosleh, A.O.; Ahmed, H.M.; Taha, M.A. Taha Influence of Friction Stir Process on the Physical, Microstructural, Corrosive, and Electrical Properties of an Al–Mg Alloy Modified with Ti–B Additives. Materials 2022, 15, 835. [Google Scholar] [CrossRef] [PubMed]
- Moustafa, E.B.; Abushanab, W.S.; Melaibari, A.; Mikhaylovskaya, A.V.; Abdel-Wahab, M.S.; Mosleh, A.O. Nano-Surface Composite Coating Reinforced by Ta2C, Al2O3 and MWCNTs Nanoparticles for Alu-minum Base via FSP. Coatings 2021, 11, 1496. [Google Scholar] [CrossRef]
- Naveed, M.; Khan, A.R.A. Dry sliding wear of heat treated hybrid metal matrix composites. IOP Conf. Series Mater. Sci. Eng. 2016, 149, 012084. [Google Scholar] [CrossRef]
- Kumar, D.; Singh, P.K. Investigation of wear characteristics of Al-4032 based metal matrix composite using Taguchi’s optimization approach. Mater. Res. Express 2019, 6, 106543. [Google Scholar] [CrossRef]
- Patel, V.V.; Badheka, V.; Kumar, A. Influence of Friction Stir Processed Parameters on Superplasticity of Al-Zn-Mg-Cu Alloy. Mater. Manuf. Process. 2016, 31, 1573–1582. [Google Scholar] [CrossRef]
- Rana, H.; Badheka, V.; Kumar, A.; Satyaprasad, A. Strategical parametric investigation on manufacturing of Al–Mg–Zn–Cu alloy surface composites using FSP. Mater. Manuf. Process. 2018, 33, 534–545. [Google Scholar] [CrossRef]
- Roy, P.; Singh, S.; Pal, K. Enhancement of mechanical and tribological properties of SiC- and CB-reinforced aluminium 7075 hybrid composites through friction stir processing. Adv. Compos. Mater. 2017, 28, 1–18. [Google Scholar] [CrossRef]
- Rahmati, R.; Khodabakhshi, F. Microstructural evolution and mechanical properties of a friction-stir processed Ti-hydroxyapatite (HA) nanocomposite. J. Mech. Behav. Biomed. Mater. 2018, 88, 127–139. [Google Scholar] [CrossRef]
- Dinaharan, I.; Zhang, S.; Chen, G.; Shi, Q. Assessment of Ti-6Al-4V particles as a reinforcement for AZ31 magnesium alloy-based composites to boost ductility incorporated through friction stir processing. J. Magnes. Alloy 2021, 10, 979–992. [Google Scholar] [CrossRef]
- Wang, L.; Xie, L.; Shen, P.; Fan, Q.; Wang, W.; Wang, K.; Lu, W.; Hua, L.; Zhang, L.-C. Surface microstructure and mechanical properties of Ti-6Al-4V/Ag nanocomposite prepared by FSP. Mater. Charact. 2019, 153, 175–183. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Melaibari, A.; Alsoruji, G.; Khalil, A.M.; Mosleh, A.O. Tribological and mechanical characteristics of AA5083 alloy reinforced by hybridising heavy ceramic particles Ta2C & VC with light GNP and Al2O3 nanoparticles. Ceram. Int. 2021, 48, 4710–4721. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Melaibari, A.; Basha, M. Wear and microhardness behaviors of AA7075/SiC-BN hybrid nanocomposite surfaces fabricated by friction stir processing. Ceram. Int. 2020, 46, 16938–16943. [Google Scholar] [CrossRef]
- Jain, V.K.; Yadav, M.K.; Siddiquee, A.N.; Khan, Z.A. Fabrication of surface composites on different aluminium alloys via friction stir process—A review report. Aust. J. Mech. Eng. 2022, 1–24. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Elsheikh, A.H.; Taha, M.A. The effect of TaC and NbC hybrid and mono-nanoparticles on AA2024 nanocomposites: Microstructure, strengthening, and artificial aging. Nanotechnol. Rev. 2022, 11, 2513–2525. [Google Scholar] [CrossRef]
- Moustafa, E.B.; Abushanab, W.S.; Melaibari, A.; Yakovtseva, O.; Mosleh, A.O. The Effectiveness of Incorporating Hybrid Reinforcement Nanoparticles in the Enhancement of the Tribological Behavior of Aluminum Metal Matrix Composites. Jom 2021, 73, 4338–4348. [Google Scholar] [CrossRef]
- Deng, H.; Chen, Y.; Jia, Y.; Pang, Y.; Zhang, T.; Wang, S.; Yin, L. Microstructure and mechanical properties of dissimilar NiTi/Ti6Al4V joints via back-heating assisted friction stir welding. J. Manuf. Process. 2021, 64, 379–391. [Google Scholar] [CrossRef]
- Ghandourah, E.I.; Moustafa, E.B.; Hussein, H.; Mosleh, A.O. The Effect of Incorporating Ceramic Particles with Different Morphologies on the Microstructure, Mechanical and Tribological Behavior of Hybrid TaC_ BN/AA2024 Nanocomposites. Coatings 2021, 11, 1560. [Google Scholar] [CrossRef]
- Kök, M.; Özdin, K. Wear resistance of aluminium alloy and its composites reinforced by Al2O3 particles. J. Mater. Process. Tecnol. 2007, 183, 301–309. [Google Scholar] [CrossRef]
- Veeramallu, K.; Sunkari, S.; Mishikari, N. Experimental investigation on microstructure and mechanical properties of functionally graded AA7075 using friction stir processing. Mater. Today Proc. 2022, 56, 1551–1557. [Google Scholar] [CrossRef]
- Baradeswaran, A.; Perumal, A.E. Study on mechanical and wear properties of Al 7075/Al2O3/graphite hybrid com-posites. Compos. Part B Eng. 2014, 56, 464–471. [Google Scholar] [CrossRef]
- Patil, N.A.; Pedapati, S.R.; Mamat, O.B. A Review on Aluminium Hybrid Surface Composite Fabrication Using Friction Stir Processing. Arch. Metall. Mater. 2020, 65, 441–457. [Google Scholar]
- Emamian, S.; Awang, M.; Yusof, F.; Hussain, P.; Mehrpouya, M.; Kakooei, S.; Moayedfar, M.; Zafar, A. A Review of Friction Stir Welding Pin Profile. In Proceedings of the 2nd International Conference on Mechanical, Manufacturing and Process Plant Engineering, Kuala Lumpur, Malaysia, 23–24 November 2016; Springer: Cham, Switzerland, 2017; pp. 1–18. [Google Scholar]
- Greene, G.A. Heat Transfer, in Encyclopedia of Physical Science and Technology, 3rd ed.; Meyers, R.A., Ed.; Academic Press: New York, NY, USA, 2003; pp. 279–292. [Google Scholar]
- Goodarzi, M.; Toghraie, D.; Reiszadeh, M.; Afrand, M. Experimental evaluation of dynamic viscosity of ZnO–MWCNTs/engine oil hybrid nanolubricant based on changes in temperature and concentration. J. Therm. Anal. Calorim. 2018, 136, 513–525. [Google Scholar] [CrossRef]
- Saeedi, A.H.; Akbari, M.; Toghraie, D. An experimental study on rheological behavior of a nanofluid containing oxide nanoparticle and proposing a new correlation. Physica E 2018, 99, 285–293. [Google Scholar] [CrossRef]
- Zadeh, A.D.; Toghraie, D. Experimental investigation for developing a new model for the dynamic viscosity of sil-ver/ethylene glycol nanofluid at different temperatures and solid volume fractions. J. Therm. Anal. Calorim. 2017, 131, 1449–1461. [Google Scholar] [CrossRef]
- Aziz, S.S.A.; Abulkhair, H.; Moustafa, E.B. Role of hybrid nanoparticles on thermal, electrical conductivity, microstructure, and hardness behavior of nanocomposite matrix. J. Mater. Res. Technol. 2021, 13, 1275–1284. [Google Scholar] [CrossRef]
- Thapliyal, S.; Dwivedi, D.K. Barium titanate reinforced nickel aluminium bronze surface composite by friction stir processing. Mater. Sci. Technol. 2017, 34, 366–377. [Google Scholar] [CrossRef]
- Al-Mosawi, B.T.; Wexler, D.; Calka, A. Characterization and mechanical properties of α-Al2O3 particle reinforced aluminium matrix composites, synthesized via uniball magneto-milling and uniaxial hot pressing. Adv. Powder Technol. 2017, 28, 1054–1064. [Google Scholar] [CrossRef] [Green Version]
- AbuShanab, W.S.; Moustafa, E.B.; Ghandourah, E.; Taha, M.A. Effect of graphene nanoparticles on the physical and mechanical properties of the Al2024-graphene nanocomposites fabricated by powder metallurgy. Results Phys. 2020, 19, 103343. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Others Total | Al |
|---|---|---|---|---|---|---|---|---|---|
| 0.4 | 0.5 | 1.7 | 0.3 | 2.6 | 0.19 | 5.8 | 0.2 | 0.15 | Remainder |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Khoshaim, A.B.; Moustafa, E.B.; Alazwari, M.A.; Taha, M.A. An Investigation of the Mechanical, Thermal and Electrical Properties of an AA7075 Alloy Reinforced with Hybrid Ceramic Nanoparticles Using Friction Stir Processing. Metals 2023, 13, 124. https://doi.org/10.3390/met13010124
Khoshaim AB, Moustafa EB, Alazwari MA, Taha MA. An Investigation of the Mechanical, Thermal and Electrical Properties of an AA7075 Alloy Reinforced with Hybrid Ceramic Nanoparticles Using Friction Stir Processing. Metals. 2023; 13(1):124. https://doi.org/10.3390/met13010124
Chicago/Turabian StyleKhoshaim, Ahmed B., Essam B. Moustafa, Mashhour A. Alazwari, and Mohammed A. Taha. 2023. "An Investigation of the Mechanical, Thermal and Electrical Properties of an AA7075 Alloy Reinforced with Hybrid Ceramic Nanoparticles Using Friction Stir Processing" Metals 13, no. 1: 124. https://doi.org/10.3390/met13010124