1. Introduction
The increase in the resource of structural elements and parts is carried out in engineering practice in various areas. It is the creation of new heavy-duty materials, modification and improvement of properties of existing metals and alloys due to various alloying additions, engineering solutions at the design stage, etc. Technological methods for improving the operational characteristics of various parts, associated with the operation of surface plastic deformation (SPD), not requiring the removal of a layer of the material from the workpiece [
1], take a special place in this series. As a result of this treatment, the surface layer is strengthened, and roughness is reduced, which leads to an increase in wear resistance, and a decrease in fatigue and corrosionfatigue strength.
One of the effective methods for solving problems that arise during SPD is the application of ultrasonic vibrations on a working tool. That makes it possible to significantly modify the properties of the surface layers of parts by high-energy exposure to harmonic vibrations of ultrasonic frequency, control changes in the microgeometry of the formed surface, its hardness, degree of strain hardening, and obtain a regular microrelief [
2,
3,
4,
5,
6,
7,
8].
The most common use of ultrasonic surface plastic deformation (USPD) is in two versions—as a deforming element (indenter) rigidly connected to an ultrasonic oscillatory system (UOS) and free working tools [
9].
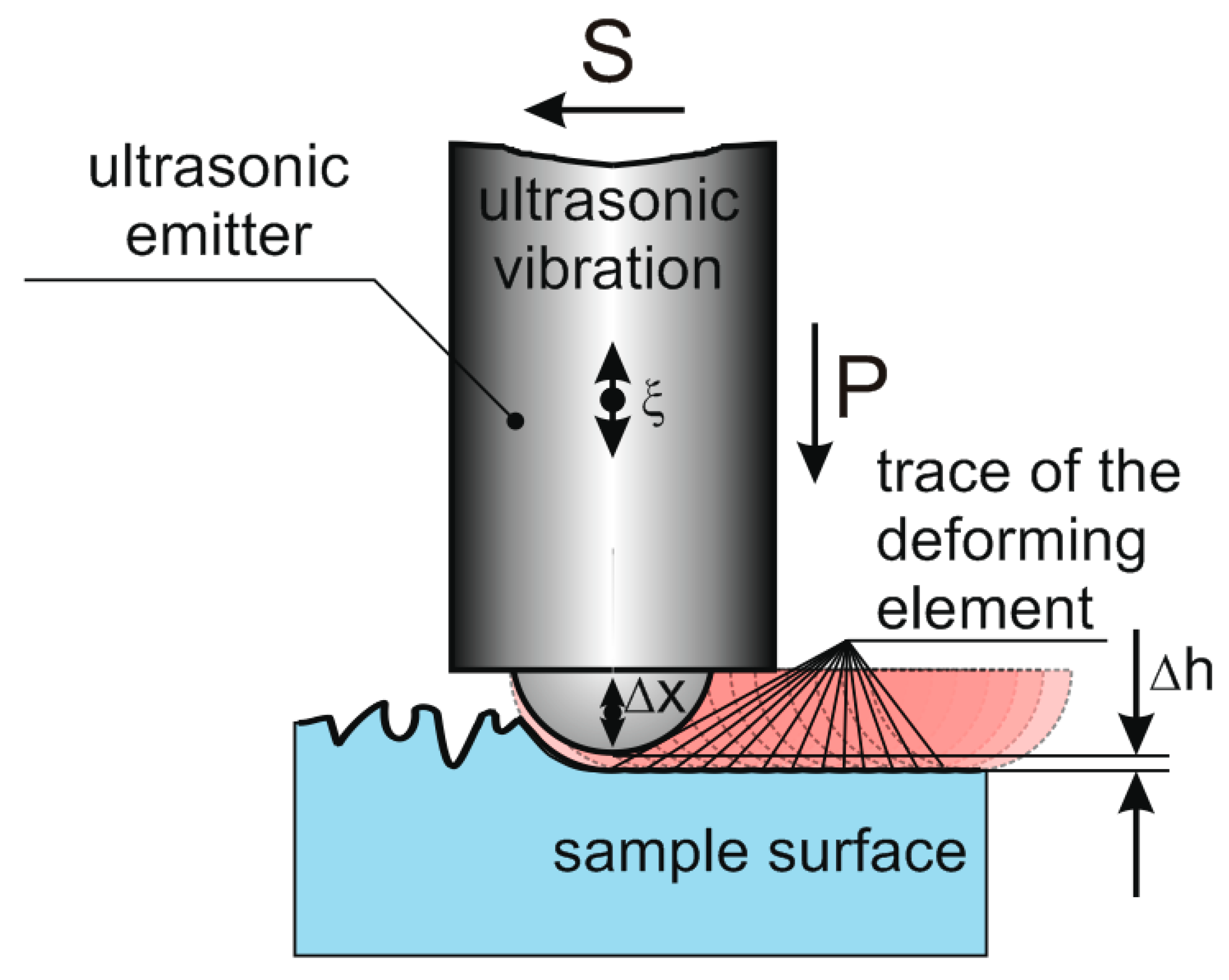
Treatment with a rigidly connected indenter—USPD—was first proposed in 1964 by I.I. Mukhanov (
Figure 1) [
10]. In 1975 I.A. Stebelkov proposed a method of treatment with free working bodies—ultrasonic vibration shock treatment (UVST) (
Figure 2) [
11]. USPD results in better surface uniformity and a greater reduction in surface roughness than UVST. At the same time, UVST makes it possible to obtain a greater depth of the hardened layer [
3].
Rigid indenter treatment is currently being actively researched, and a distinction can be made between technologies such as ultrasonic surface rolling processing (USPR) based on ultrasonic impact peening (UIP), ultrasonic nanocrystal surface modification (UNSM), and its combinations with other treatments.
USPR is a severe plastic deformation surface method that is an integration of ultrasonic impact peening and deep rolling methods.
This method was proposed in [
12] to solve the problem of tool wear in the treatment of steel 40 Kh [
13]. The results showed that tool wear is reduced (the tool life increased by 800 times). Additionally, the surface roughness decreases (up to 0.06 microns), the microhardness increases (from 280 HV to 405 HV, i.e., by 52.6%), and the compressive residual stresses can reach −846 MPa.
The possibility of using the USPR method for various materials isbeing actively researched. For example, in [
14] the possibilities of ultrasonic rolling of steel 25CrNi2MoV are shown. The results showed that ultrasound makes it possible to bring the depth of the layer with plastic deformation to 29 µm, while the maximum load is 1200 N. In this case, the nature of wear changes from adhesive to abrasive, and the coefficient of friction and the amount of wear decrease in the case of fretting wear on the surface.
However, in this paper, one amplitude value is considered, despite the fact that the oscillation amplitude is one of the most important ultrasonic treatment parameters. This does not allow us to talk about a complete study of the hardening process of 25CrNi2MoV steel.
A study [
15] describes the rolling of a high-entropy alloy (HEA) CrMnFeCoNi, which is treated by ultrasonic rolling after production by laser additive manufacturing and turning. The results showed that after USRP there was a significant increase in hardness to 352.28 HV, while the hardness immediately after production was 231.52 HV. Samples after USRP demonstrate a low coefficient of friction and low losses, showing better wear resistance.
In [
16], the effect of ultrasonic rolling on austenitic motor valve steel 33Cr23Ni8Mn3N (23-8N) is considered. The results showed that ultrasonic treatment allows for obtaininghigher compressive residual stresses and lower surface roughness of the material. Herewith, with an increase in frequency from 20 to 30 kHz, the highest values of these parameters are achieved. Additionally, for treated surfaces, the coefficient of friction is reduced, and wear resistance and fatigue strength are increased. However, authors consider only an amplitude of 10 μm. This amplitude is shown as optimal based on the results of experiments with titanium alloy HIP Ti–6Al–4V [
17,
18,
19], where ultrasound also increases microhardness, wear resistance, and other parameters. It should be noted that the amplitude intervals were selected with an uneven interval between the points (15, 10, and 8 µm).
A further development of the USRP method is the ultrasonic nanocrystal surface modification (UNSM) method. The new method differs from the previous method by a lower pressing force and increased amplitude.
Ref. [
20] describes the influence of UNSM on S45C steel. The authors considered three treatment modes, in which the number of vibration shocks was 34,000, 45,000, and 68,000 times/mm
2. In the mode of 68,000 times/mm
2, the smallest roughness is achieved, the fatigue strength increases by 33%, and the microhardness increases.
In [
21], the influence of UNSM on the process of nitriding steel 300 M is described. The UNSM pretreatment increased the efficiency of nitriding by forming a plastic deformation surface layer with refined and deformed lath martensite, which provided more channels for nitrogen diffusion. Aftertreatment, samples showed the best corrosion resistance, which is the result of the formation of a thicker nitride layer and an increase in nitrogen concentration.
The UNSM treatment of steel 304 [
8,
22,
23] has also shown its efficiency over shot peening, deep rolling, or laser impact treatment. In [
23] it was shown that samples treated with UNSM have a longer service time, as well as the smallest grain size, in comparison with shot peening (SP) treatment and the SP + UNSM combination. This results in the greatest fatigue life at various stress levels.
In addition, the UNSM method was used to treat samples from the AlSi10Mg alloy produced on a 3D printer [
24]. Ultrasonic treatment showed its effectiveness, reducing the roughness of the sample from 18 µm to 3.5 µm, while the amplitude was 12 µm.
Studieswith various combinations of existing treatment methods are being actively carried out now.
For example, in [
25] the thermal stability of the compressive residual stress increased, as a result of the effect of hot ultrasonic rolling on ultra-high-strength steel 45CrNiMoVA.Ultrasonic treatment was carried out at a pressing force of 1300 N, an amplitude of 8 μm, and a frequency of 28 kHz. The highest efficiency is achieved at temperatures of 150–200 °C, where the surface intact after ultrasonic hot rolling is the best. However, the paper does not provide criteria for optimizing the treatment efficiency.
The process similar to the UVST is a process the authors call the ultrasonic vibration-assisted ball-burnishing process (UVABB) [
26,
27,
28].The purpose of this type of treatment is to reduce roughness, while it is possible to reduce the required pressing force of the tool to the surface to be treated, reduce friction, and increase the operating time of the indenter.
Basically, it works on the subject of UVST, the issues of changing the structure and physical and mechanical properties of materials are considered in detail, while little attention is paid to the microgeometry of the surface. Generally, information is limited to data about the minimum height of microroughness obtained by this method.
The treatment methods discussed above make it possible to improve the surface properties of products from a wide variety of materials. However, in considered papers, treatment parameters even for similar materials can be different. In this regard, the object of this paper is to determine rational treatment parameters bythe ultrasonic vibration shock treatment (UVST) method in order to form the required surface roughness.
2. Materials and Methods
2.2. Experiment Scheme and Equipment
Ultrasonic surface plastic deformation was carried out according to the scheme shown in
Figure 3. An ultrasonic oscillatory system with a waveguide concentrator was fixed in the tool holder of the lathe. A PMS-2.0-22 rod three-half-wave magnetostrictive oscillatory system (LLC “Inlab”, St. Petersburg, Russia) was used. It consisted of a magnetostrictive transducer made of iron–cobalt alloy (Fe: 47–50 wt.%, Co: 48–50 wt.%, V: 1.5–2 wt.%), located in a water-cooling jacket, with a titanium alloy waveguide concentrator soldered to its end.
To ensure that the indenter is pressed to the treated surface with the necessary force, the oscillating system is equipped with a spring that provides the calculated pressing force.
A step titanium emitter with a diameter of the emitting surface of Ø15 mm, which has a coefficient of increase in the oscillation amplitude ky = 2, was connected to the waveguide of the oscillatory system by means of a threaded connection. At the working surface of the emitter, a blind spherical hole is made, into which an indenter (a ball from a ball bearing) made of steel ShKh15 GOST 801-78 (analog 100Cr6 DIN 17230) with a diameter of 11 ± 0.1 is installed with a gap. Such a design solution allows you to quickly change the indenter in case of wear.
The oscillating system was powered by a UZG2-22 generator (LLC Apfalina, Moscow, Russia), with a maximum output power of up to 2 kW, which is required to achieve high oscillation amplitudes. The generator had automatic frequency and amplitude control functions that made it possible to change the resonant frequency with a change in the mechanical load at the end of the emitter.
For measuring the amplitude of vibrational displacements of the end of the waveguide concentrator ξmax, an electrodynamic vibrometer was used. It is a magnetic system consisting of acircular permanent magnet (TU 48-1301-16-73) and a measuring coil on a Plexiglas frame containing 800 turns of PEV2-0.1 wire and disk magnetic circuits. The vibrometer was placed on the waveguide of the rod oscillatory system.
To estimate ξmax, the vibrometer was calibrated by the optical method using a microscope. During the use of the oscillatory system, the signal from the electrodynamic vibrometer was transmitted to a voltmeter, the scale of which was calibrated using a microscope. This method allows you to control the amplitude of the end of the waveguide concentrator according to the indication of the voltmeter when the tool transmits vibrations to the indenter.
The sample was fixed in the lathe chuck from one end and was pressed by a lathe center from the other end. To prevent the transfer of high-frequency vibrations to the lathe chuck and center, they are equipped with fluoroplastic vibrationinsulation pads.
The lathe spindle speed was set to n = 560 rpm, which ensures the processing speed Vr ≈ 1.2 m/s for the chosen sample. An analysis of the literature [
29,
30] and data from preliminary experiments show that a change in the spindle frequency has little effect on the change in hardness and roughness. When varying the speed in a wide range, the roughness at constant other parameters changed by no more than 8, …, 12%, and the change in hardness did not exceed 10%. In addition, the temperature of the indenter (ball) also increases significantly with an increase in speed.
3. Results and Discussion
3.2. Pressing Force
The specificity of the considered method of ultrasonic treatment is the impact of the deforming element, which is normal towards the surface profile. At high pressing forces, the deforming element and the emitter are made in phase oscillations, i.e., the ball does not come off the treated surface and the treatment conditions are close to rolling. Herewith, the main mechanism of deformation is the pressure of the ball (indenter) on the treated surface, created by the vibrations of the emitter.
With a decrease in the pressing force of the indenter to the surface, a gap appears between them. This is related to the fact that, after activation of vibrations, the ball, pressed to the surface with an initial force is indented the surface and deforms it by ΔS, while the ball does not have time to move at the speed of the emitter due to its inertia. There is a break in the contact between the emitter and the ball, i.e., the deforming element begins to oscillate between the emitter and the treated surface. The ball receives an impulse from the emitter and moves with acceleration to the treated surface, hits it, performs a deformation work, rebounds, and moves until it collides with the emitter. Then, the cycle repeats.
The period of impact of the ball on the surface will be directly proportional to ΔS and inversely proportional to the average speed of the ball. Considering that the speed of the ball will also depend on ΔS, the period of oscillation and the impulse of force will be proportional to the size of the gap, which is determined by the initial force of the static press.
Accordingly, with a decrease in the pressing force, the amplitude and impact force of the ball increase, and the frequency of impacts decreases.
Observations of ultrasonic treatment by a free deforming element, carried out using a high-speed film camera, made it possible to study the dynamics of the indenter movement. The experiment was carried out at an emitter oscillation frequency of 21.2 kHz and an amplitude of oscillation displacements of the emitter = 20 μm. As an example, in
Figure 5 the dynamics of the ball movement aregiven for pressing forces of 5 N, 55 N, and 105 N.
At various pressing forces, the nature of the movement of the deforming body (ball) is quasi-periodic. An analysis of film frames shows that with a force of 5 N, the impact frequency is approximately 550 Hz, and the range (doubled amplitude) of oscillations is 20, …, 30 μm. With an increase in the pressing force to 55 N, the impact frequency increases to 1400 Hz, and the range is 9, …, 12 µm. At the pressing force 105 N, the impact frequency increases to 6000 Hz, and the range is 6, …, 9 µm.
The obtained data on the change in the roughness parameters at different pressing forces of the deforming element to the treated surface are shown in
Figure 6.
On the given functions, the roughness values at the pressing force FN = 0 N correspond to the initial value of the sample roughness. With small pressing forces, the frequency of impacts of the deforming element is low, as a result of which there is no uniform significant change in roughness. In the range FN = 5, …, 100 N, the greatest changes occur. When FN = 100, …, 120 N is reached, the process stabilizes, and a further increase in the pressing force does not lead to a significant result. At such values of FN, the deforming element stops detaching from the emitter surface and the change in roughness is insignificant.
4. Conclusions
As a result of the studies on the effect of ultrasonic surface plastic deformation by a free deforming element on the surface roughness of samples made of steel 45, functions were obtained that make it possible to determine a rational processing mode depending on the feed and pressing force of the deforming element, the amplitude of the emitter oscillations, the initial roughness and the number of passes of the deforming element.
As the experimental data in
Figure 4 shows, when processing steel 45 by the UVST method, the best results in the feed range under consideration are achieved at Sx = 0.1 mm/rev. The height and step parameters of roughness decrease, and tP increases by 4, …, 5 times. At Sx = 0.2, …, 0.3 mm/rev, the treatment quality begins to deteriorate slightly. Exceeding these values leads to a sharp decrease in the quality of treatment.
The experimental dependences in
Figure 6 show that the pressing force FN = 0 N corresponds to the initial value of the sample roughness. With an increase in the pressing force from 5 N to 100 N, vibro-impact processing begins, in which the deforming element strikes the surface to be treated. The greatest influence on the roughness is observed at FN = 100, …, 110 N. The Ra parameter decreases to 0.4–0.5 µm, the tp parameter increases to 70%. With a further increase in FN, the process stabilizes and does not lead to a significant result. At such values of FN, the deforming element ceases to detach from the radiator surface and the change in roughness is insignificant.
As shown in
Figure 7, when the amplitude of the oscillatory displacements of the emitter ξmax = 0 μm, no significant results are observed, since the rolling process occurs. At oscillation amplitudes starting from ξmax = 2 µm, a significant decrease in roughness is observed. The greatest effect is observed at oscillation amplitudes up to ξmax = 8, …, 10 µm. With a further increase in the amplitude, the changes in the microgeometry are insignificant. Since the increase in the oscillation amplitude is proportional to the power expended, it is most advantageous to choose the amplitudes ξmax = 9, …, 10 µm, which provide the required technological effect. In this case, the Ra parameter is reduced to 0.4 μm, the tp parameter increases to 80%.
Studies show that the initial surface roughness obtained as a result of semi-finishing does not significantly affect the result of treatment. With an arithmetic mean deviation of the profile above ≈ 10 μm, an increase in the number of passes of the deforming element is required to obtain a uniform surface. It is characteristic that when the number of passes is 1, …, 3, hardening occurs with a decrease in the height of the roughness, and with a further increase in the number of passes, defects appear on the surface.
Based on the conducted studies, it can be stated that for the formation of microgeometry for the selected material (steel 45) by the method of surface plastic deformation with a free deforming element UVST, the greatest decrease in the height and step parameters of roughness, as well as an increase in the relative reference length of the profile, is observed during three-pass treatment with a feed rate of 0.1 mm/rev, a pressing force of 120 N, and an emitter oscillation amplitude of 10 μm.
Ultrasonic treatment in the selected modes allows us to reduce the height parameters of roughness by 75–85% compared to smoothing and increase the relative reference length of the profile up to 90% at a profile section level of 30%.

 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}