


Effect of Trace Rare-Earth Element Ce on the Microstructure and Properties of Cold-Rolled Medium Manganese Steel

Abstract
:1. Introduction
2. Experimental Materials and Methods
3. Results and Analysis
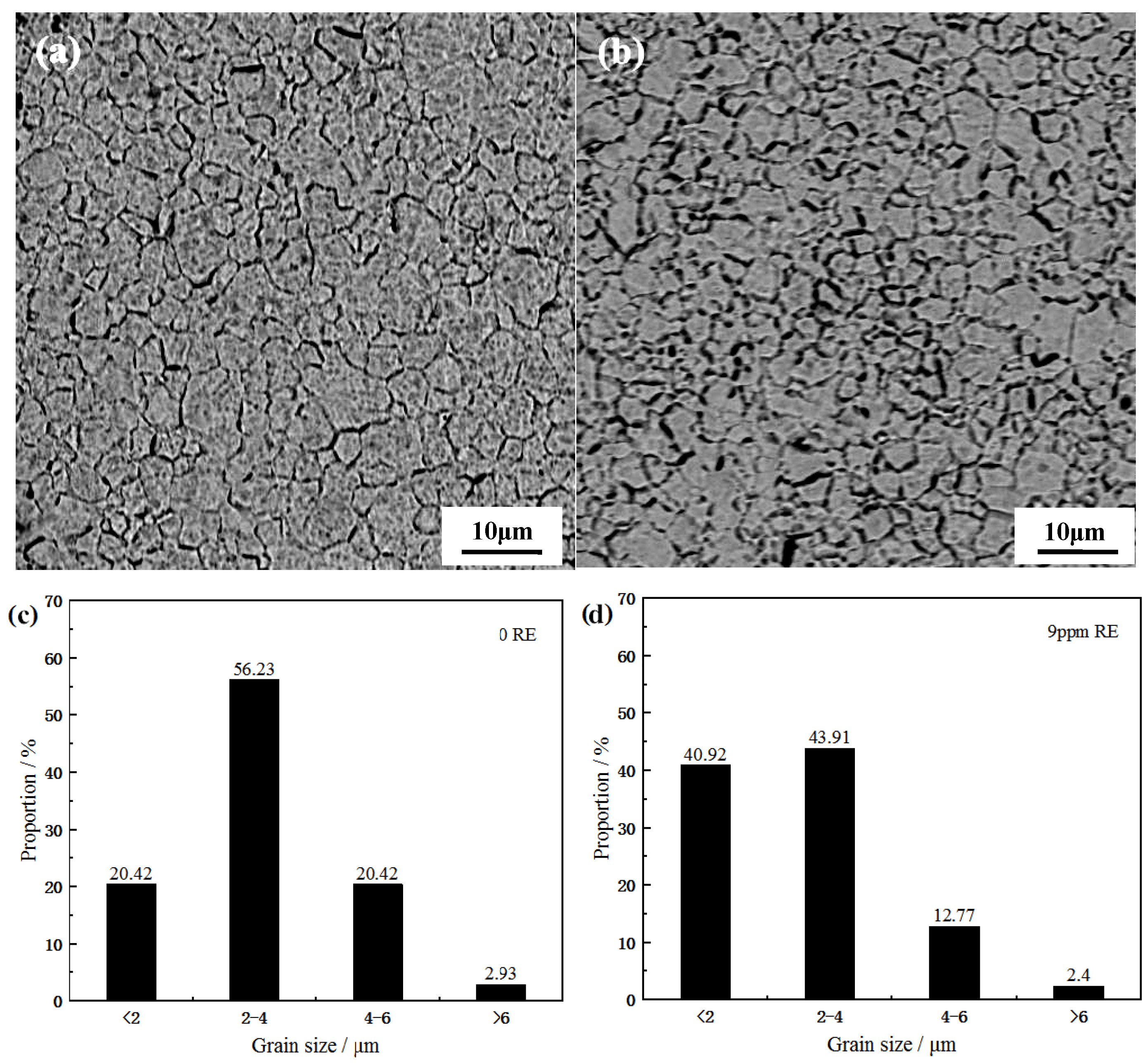
3.1. Original Austenite Grains
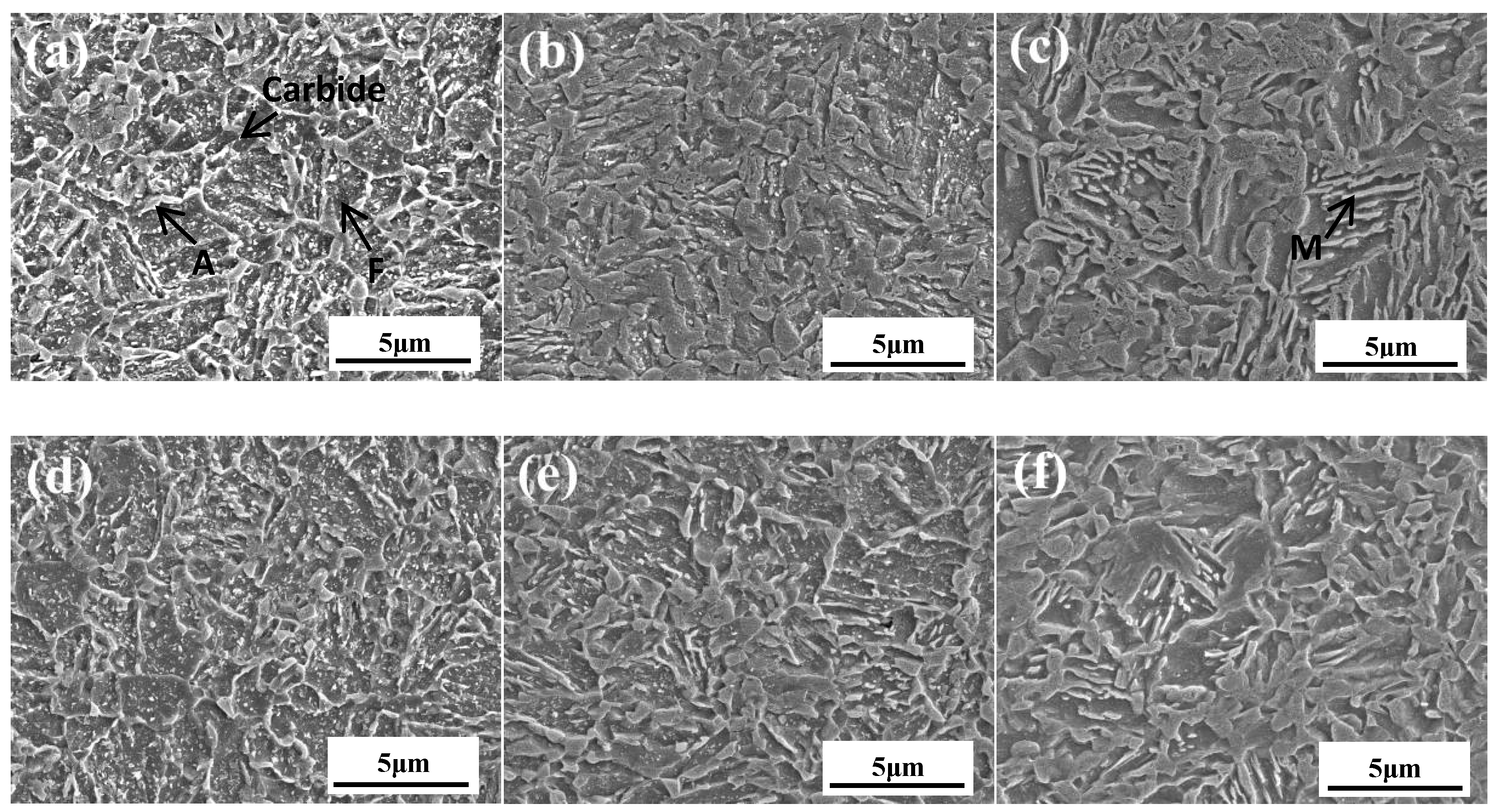
3.2. Microstructural Evolution
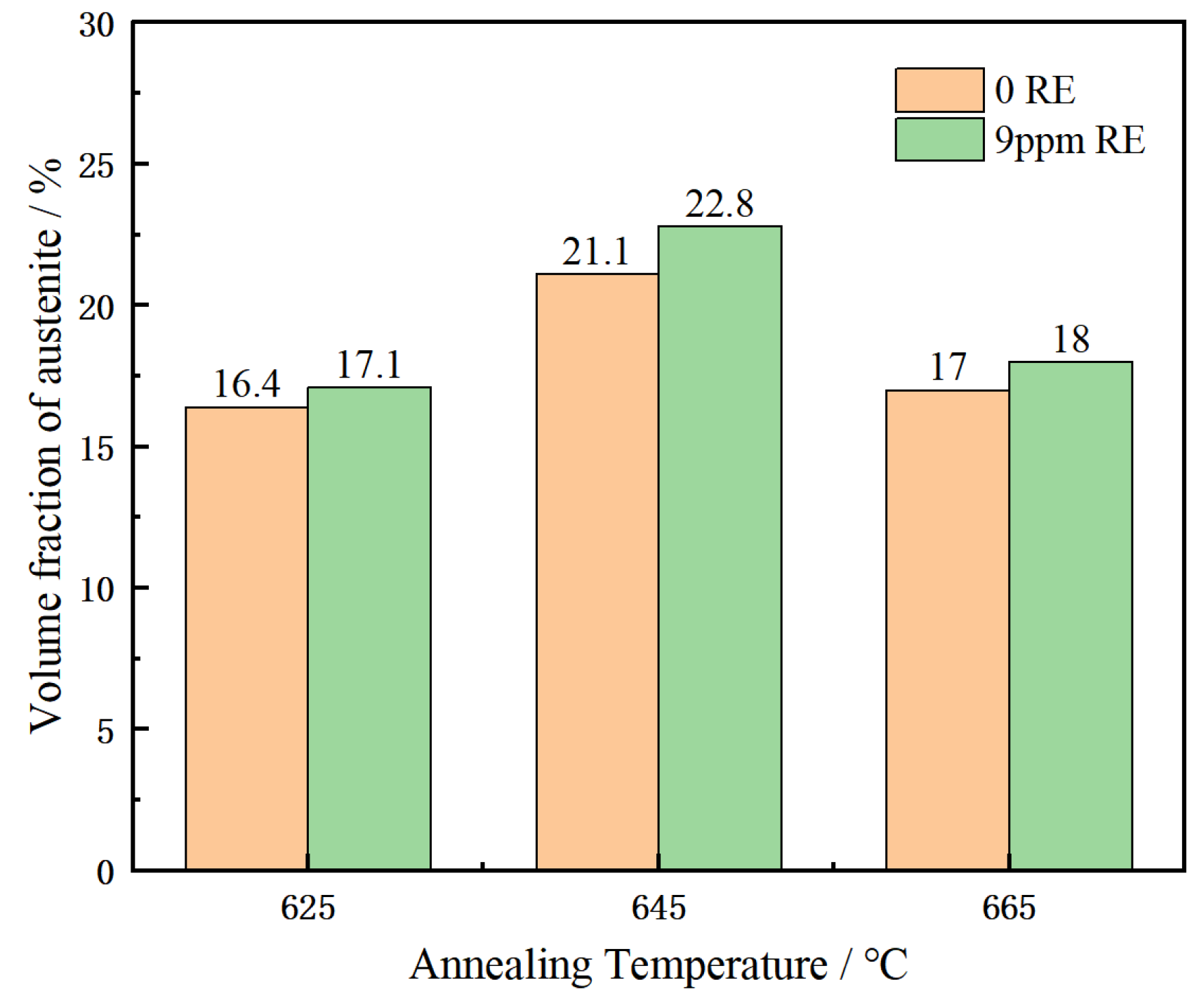
3.3. Residual Austenite Content
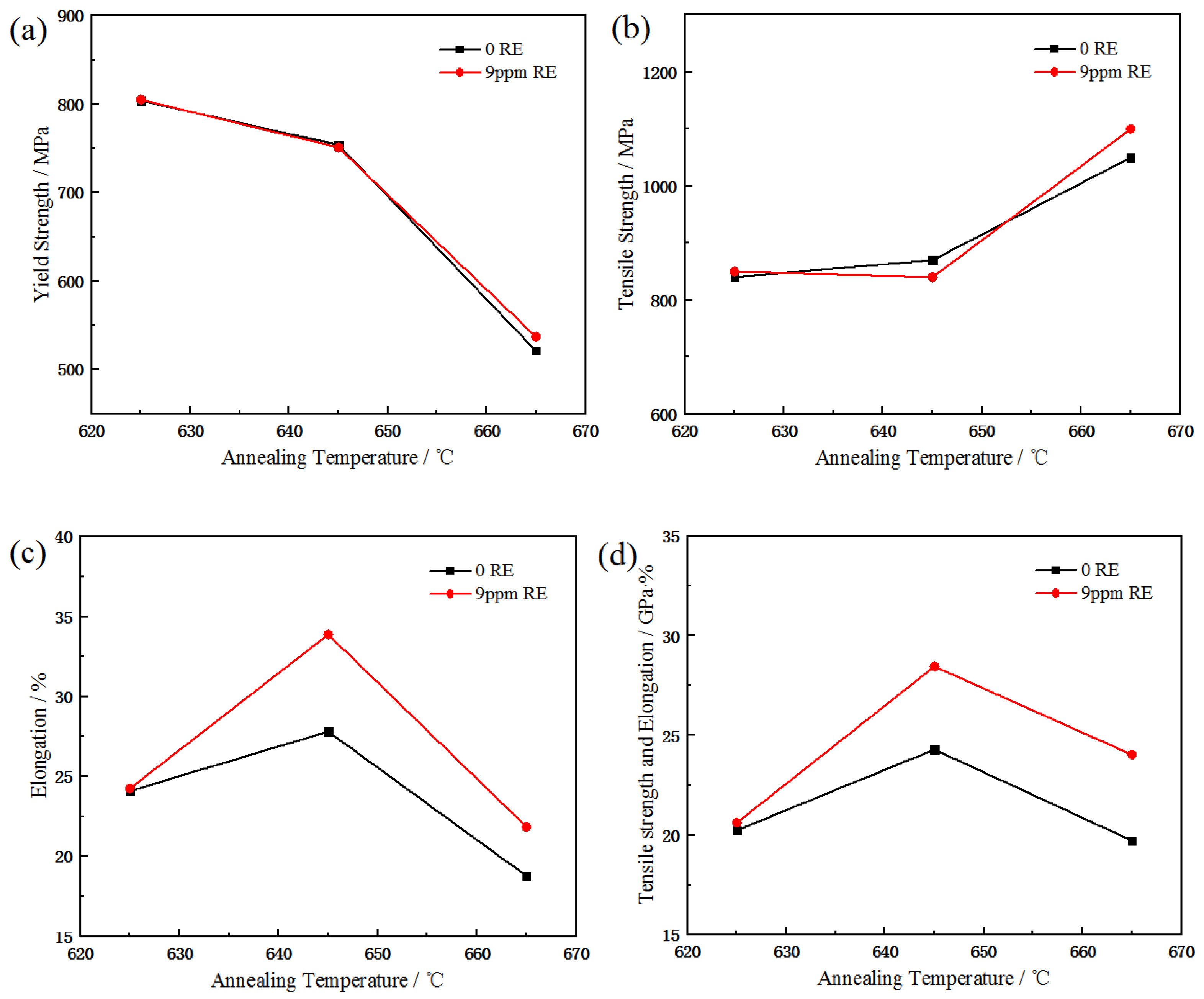
3.4. Mechanical Properties
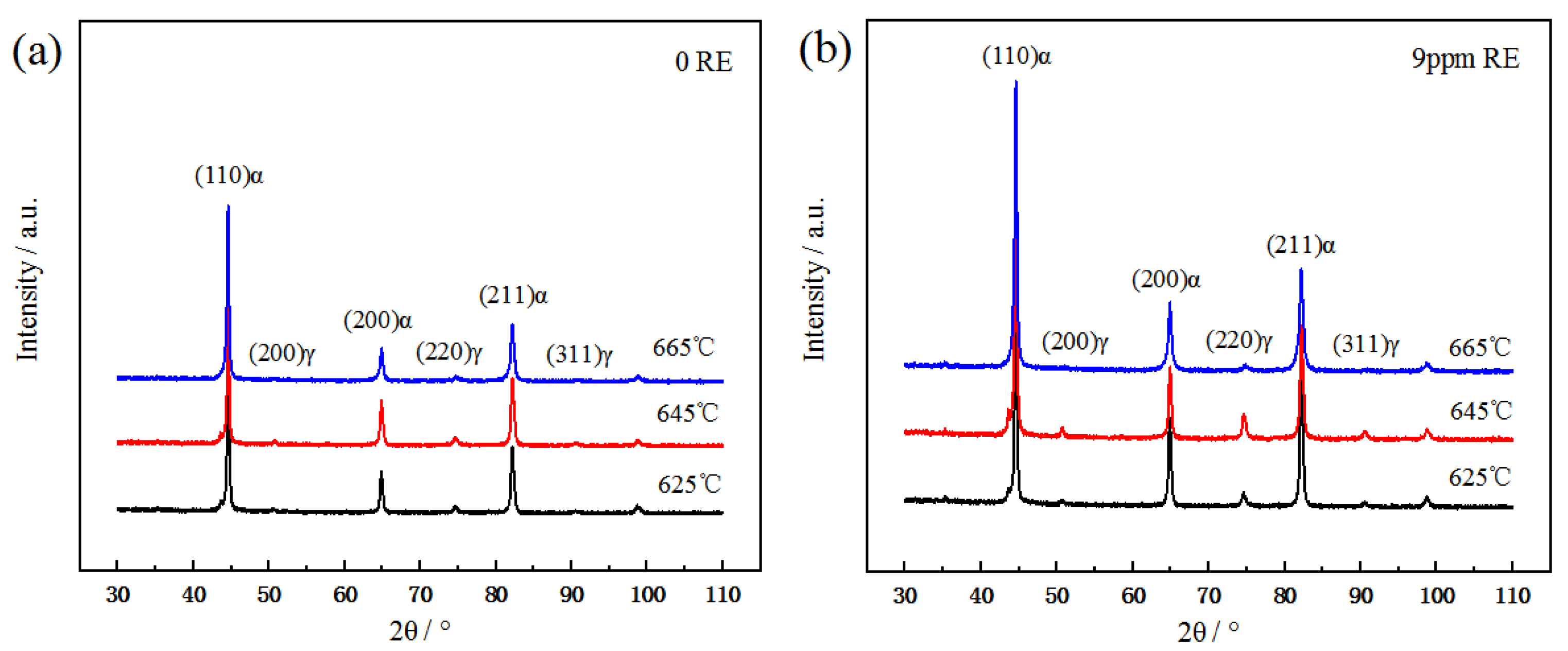
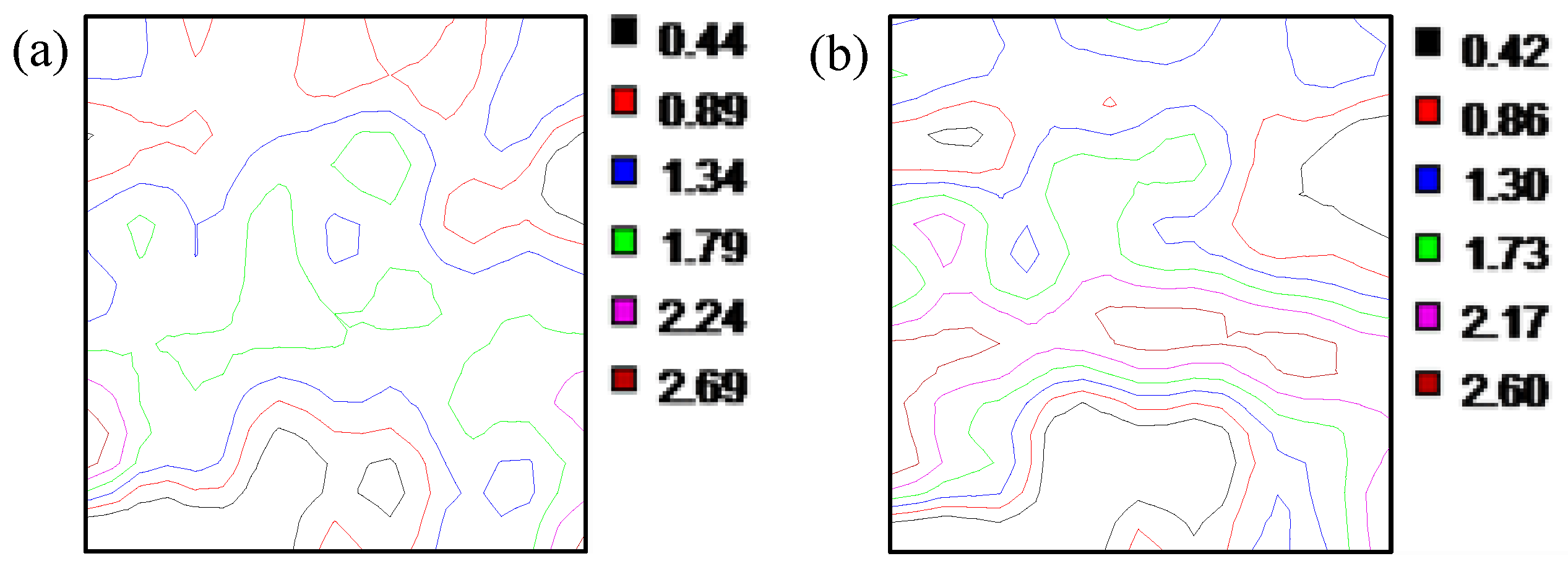
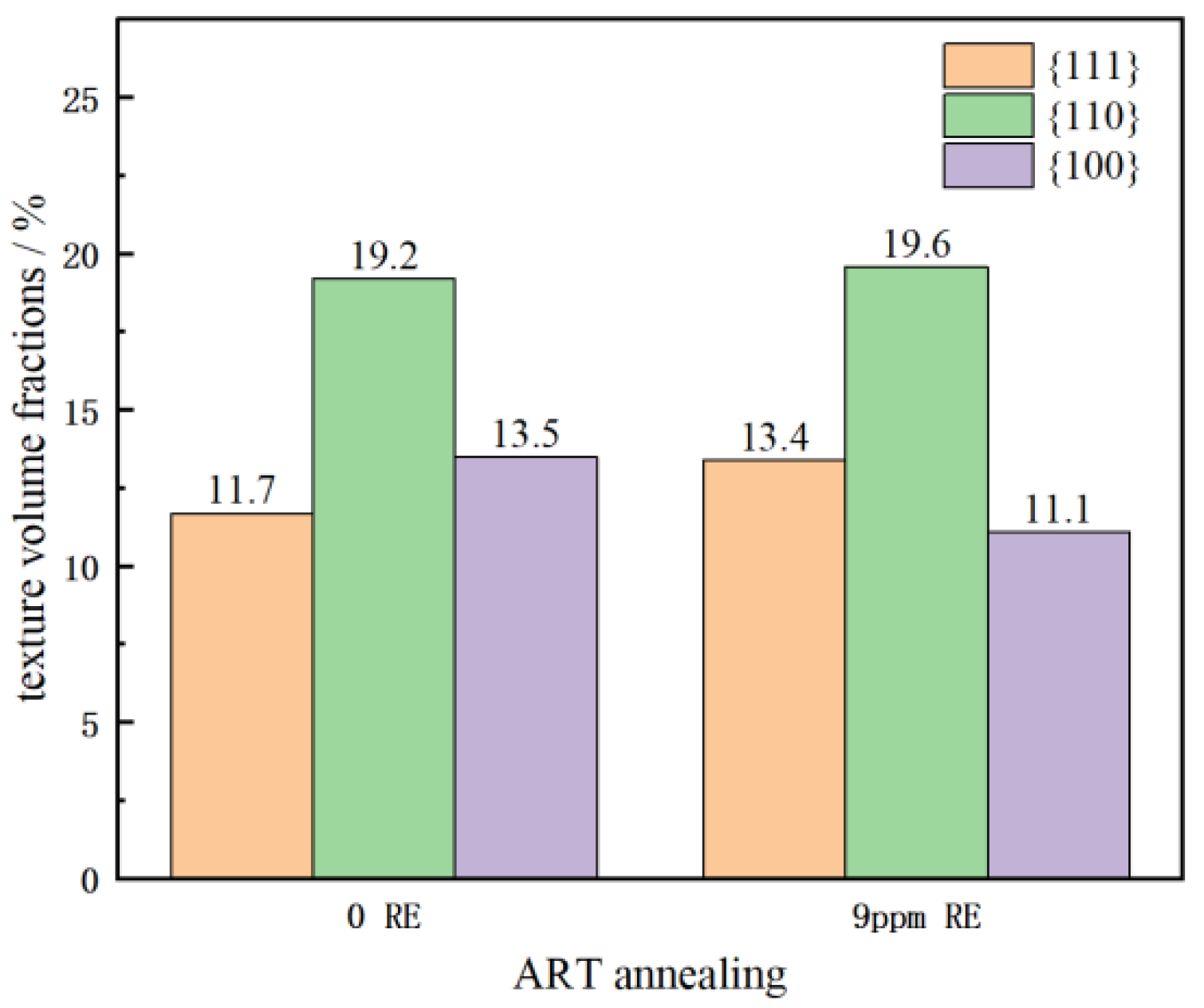
3.5. Texture Analysis
4. Conclusions
- (1)
- After adding trace rare-earth Ce, the AC3 temperature of the experimental steel increased, which delayed the nucleation of austenite in the microstructure of the rare-earth experimental steel during quenching, resulting in smaller original austenite grain sizes.
- (2)
- The grain size distribution of the experimental steel with 9 ppm RE was more uniform, the residual austenite content was higher, and the mechanical properties were better than those of RE-free steel. The maximum product of the strength and elongation of the experimental steel with 9 ppm RE was obtained when quenching at 800 °C for 5 min and annealing at 645 °C for 15 min. At this time, the residual austenite content of the experimental steel was 22.8%, the tensile strength was 840 MPa, the elongation was 33.89%, and the product of strength and plasticity was 28.47 GPa·%.
- (3)
- The texture distributions and density levels of the two groups of experimental steel were similar after adding trace rare earth, but the volume fraction of the favorable texture {111} increased and the volume fraction of the unfavorable texture {100} decreased. It can be seen that the addition of trace rare-earth elements can improve the microstructure of steel and improve the comprehensive mechanical properties.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, Q.; Zheng, X.; Zhang, R.; Tian, Y.; Chen, L. Research Status and Development Trend of New High Strength Medium Manganese Steel for Automobile. Mater. Lett. 2019, 33, 1215–1220. [Google Scholar]
- Wang, Z.; Song, C.; Zhang, Y.; Wang, H.; Qi, L.; Yang, B. Effects of yttrium addition on grain boundary character distribution and stacking fault probabilities of 90Cu10Ni alloy. Mater. Charact. 2019, 151, 112–118. [Google Scholar] [CrossRef]
- Gui, W.; Liu, Y.; Zhang, X.; He, L.; Wang, Y.; Wang, Y.; He, E.; Wang, M. Effects of Rare Earth Elements on Microstructure, Mechanical Properties and Nitriding of Medium Carbon Steel. J. Mater. Res. 2021, 35, 72–80. [Google Scholar]
- Guo, F.; Lin, Q. Influence Mechanism of Rare Earth Elements on Impact Toughness of Low Sulfur Oxygen Alloy Structural Steel. Chin. J. Rare Earths 2008, 26, 97–101. [Google Scholar]
- Zhao, Y.; Jiang, Y.; Li, B.; Wang, Y.; Ren, H. Effect of Rare Earth on Microstructure Evolution of Low Carbon Microalloyed High Strength Steel During Cooling. J. Iron Steel Res. 2022, 34, 169–174. [Google Scholar]
- Liu, C.; Jiang, M.; Li, C.; Wang, Y.; Chen, J. Effect Mechanism of Rare Earth on Impact Toughness of Heavy Rail Steel. J. Proc. Eng. 2006, 6, 135–137. [Google Scholar]
- Wei, Q.; Huiping, R.; Zili, J.; Yunping, J.; Binglei, L.; Chaoyi, W. Effect of lanthanum on the microstructure and impact toughness of HSLA steel. Rare Met. Mater. Eng. 2018, 47, 2087–2092. [Google Scholar]
- Zeng, Z.; Reddy, K.M.; Song, S.; Wang, J.; Wang, L.; Wang, X. Microstructure and mechanical properties of Nb and Ti microalloyed lightweight δ-TRIP steel. Mater. Charact. 2020, 164, 110324. [Google Scholar] [CrossRef]
- Wang, Y.L.; Wang, Y.; Xie, X.H.; Chen, L.F.; Chen, H. Research Progress of Rare Earth Cemented Carbides. Nonferrous Met. Sci. Eng. 2019, 10, 106–112. [Google Scholar]
- Song, R.; Zhao, W.; Bao, X.; Chen, L.; Wang, X. Effect of rare earth element Ce and heat treatment on microstructure and mechanical properties of hypereutectoid rail steel. Met. Heat Treat. 2022, 47, 162–167. [Google Scholar]
- Dong, R.; Li, H.; Liu, Z.; Deng, X.; Ren, X. Effect of Rare Earth Elements on Transformation Temperature of Low Carbon Steel. Rare Earth 2021, 42, 140–146. [Google Scholar]
- YB/T 5338-2006; Quantitative Determination of Retained Austenite in Steel by X-ray Diffractometer Method. Beijing Iron and Steel Institute: Beijing, China, 2006.
- Dong, R.; Zhao, Q.; Bi, X.; Deng, X.; Shen, W.; Lu, Y.; Gele, T. Effect of cooling rates after annealing on the microstructure and properties of 1000 MPa grade automobile steel for cold forming. Mater. Res. Express 2021, 8, 116508. [Google Scholar] [CrossRef]
- Chen, J.; Lv, M.Y.; Liu, Z.Y.; Wang, G.D. Influence of Heat Treatments on the Microstructural Evolution and Resultant Mechanical Properties in a Low Carbon Medium Mn Heavy Steel Plate. Metall. Mater. Trans. A 2016, 47, 2300–2312. [Google Scholar] [CrossRef]
- Zhao, Y.; Zhu, R.; Fan, L.; Yue, E. Microstructure evolution of 0.12C-5Mn manganese steel. Met. Heat Treat. 2018, 43, 82–84. [Google Scholar]
- Wang, T.; Xu, H.; Yang, G.; Gao, K.; Ma, P. Study on Strong Plastic Mechanism of Medium Manganese Steel in ART Annealing Process. Hot Work. Proc. 2016, 45, 41–45. [Google Scholar]
- Koyama, M.; Akiyama, E.; Tsuzaki, K. Hydrogen embrittlement in Al-added twinning-induced plasticity steels evaluated by tensile tests during hydrogen charging. ISIJ Inter. 2012, 52, 2283–2287. [Google Scholar] [CrossRef] [Green Version]
- Xu, F.; Xiao, Y.; Chen, Q.; Deng, C.; Sun, X. Effect of cold rolling reduction ratio on microstructure, texture and deep drawing properties of IF steel. Heat Treat. Met. 2022, 47, 250–255. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steel | C | Mn | Si | Al | Cu | Ni | Nb | Ti | P | S | Ce |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 RE | 0.089 | 4.873 | 0.113 | 0.047 | 0.28 | 0.263 | 0.030 | 0.028 | 0.011 | 0.006 | - |
| 9 ppm RE | 0.093 | 4.899 | 0.128 | 0.071 | 0.26 | 0.246 | 0.027 | 0.029 | 0.011 | 0.006 | 0.0009 |
| G-Value | (200)γ | (220)γ | (311)γ |
|---|---|---|---|
| (200)α | 2.46 | 1.32 | 1.78 |
| (211)α | 1.21 | 0.65 | 0.87 |
| ART Annealing | {001}<110> | {112}<110> | {223}<110> | {111}<110> | {111}<112> |
|---|---|---|---|---|---|
| 0 RE | 2.5 | 4.8 | 5.3 | 4.6 | 3.2 |
| 9 ppm RE | 2.9 | 5.0 | 5.4 | 4.9 | 4.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Q.; Dong, R.; Lu, Y.; Yang, Y.; Wang, Y.; Yang, X. Effect of Trace Rare-Earth Element Ce on the Microstructure and Properties of Cold-Rolled Medium Manganese Steel. Metals 2023, 13, 116. https://doi.org/10.3390/met13010116
Zhao Q, Dong R, Lu Y, Yang Y, Wang Y, Yang X. Effect of Trace Rare-Earth Element Ce on the Microstructure and Properties of Cold-Rolled Medium Manganese Steel. Metals. 2023; 13(1):116. https://doi.org/10.3390/met13010116
Chicago/Turabian StyleZhao, Qingbo, Ruifeng Dong, Yongfa Lu, Yang Yang, Yanru Wang, and Xiong Yang. 2023. "Effect of Trace Rare-Earth Element Ce on the Microstructure and Properties of Cold-Rolled Medium Manganese Steel" Metals 13, no. 1: 116. https://doi.org/10.3390/met13010116