
Hot Deformation Behavior of Alloy AA7003 with Different Zn/Mg Ratios
Abstract
:1. Introduction
2. Materials and Experiments
3. Results and Discussion
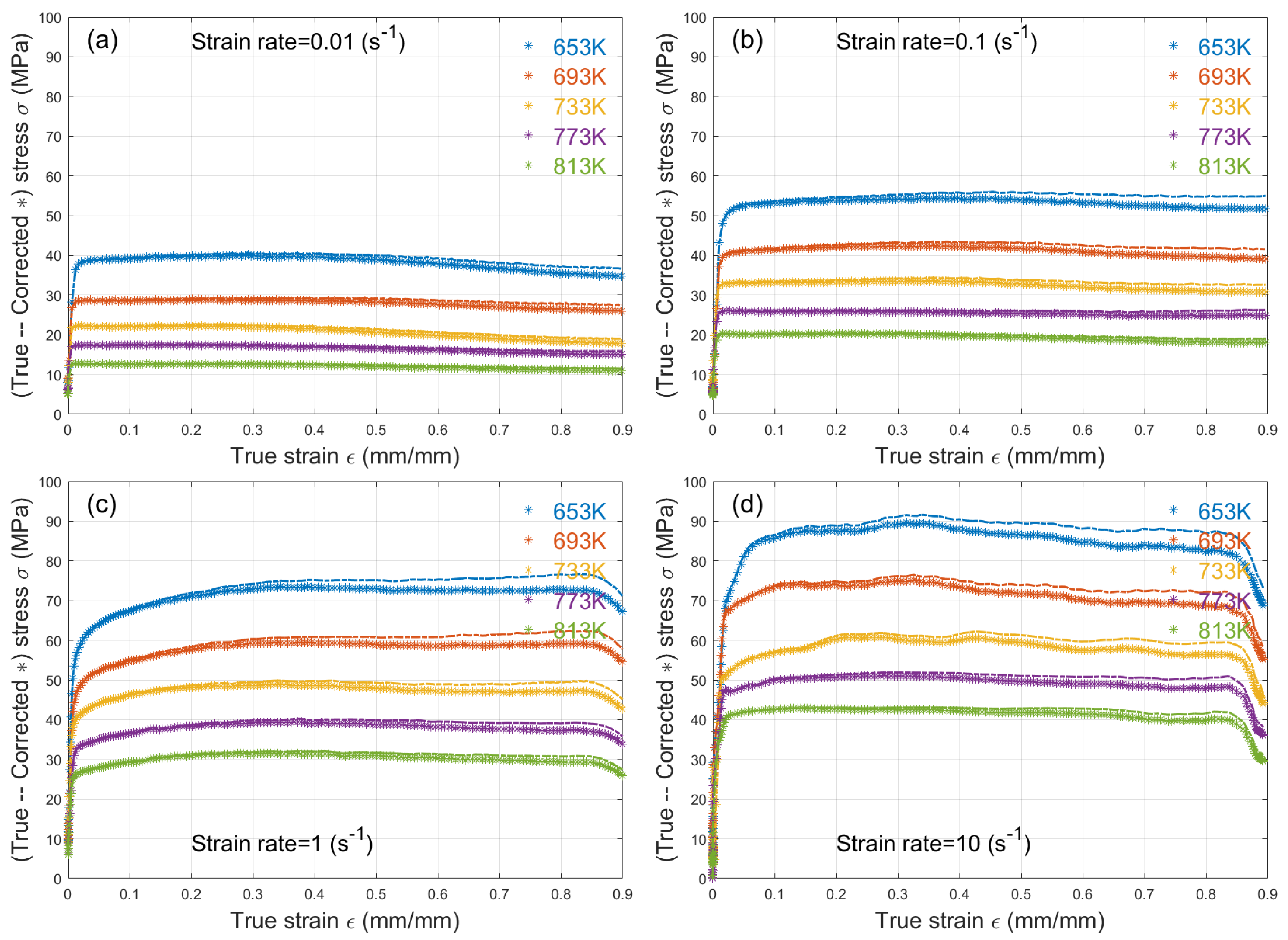
3.1. True Stress–Strain Curves
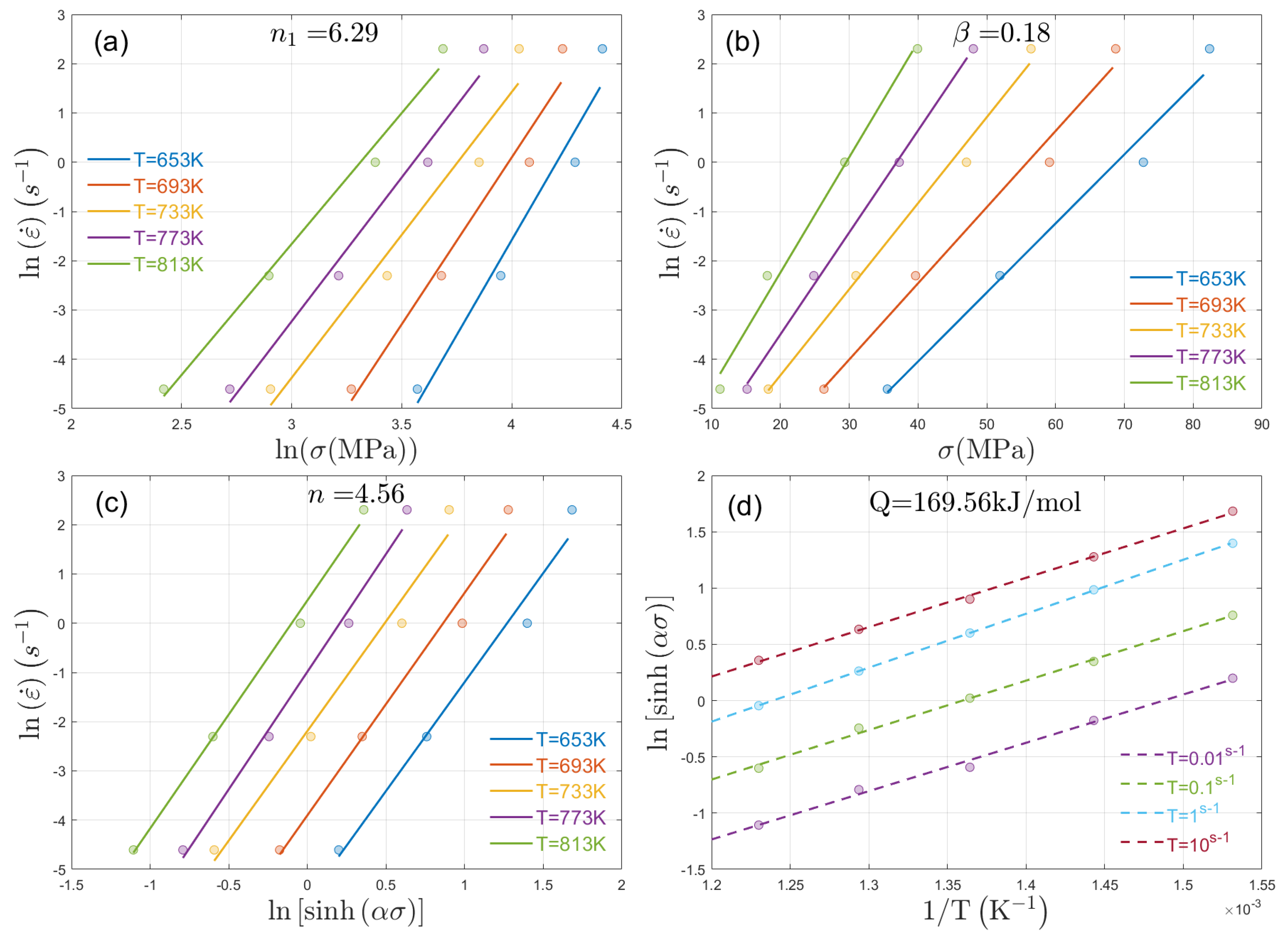
3.2. Constitutive Equations
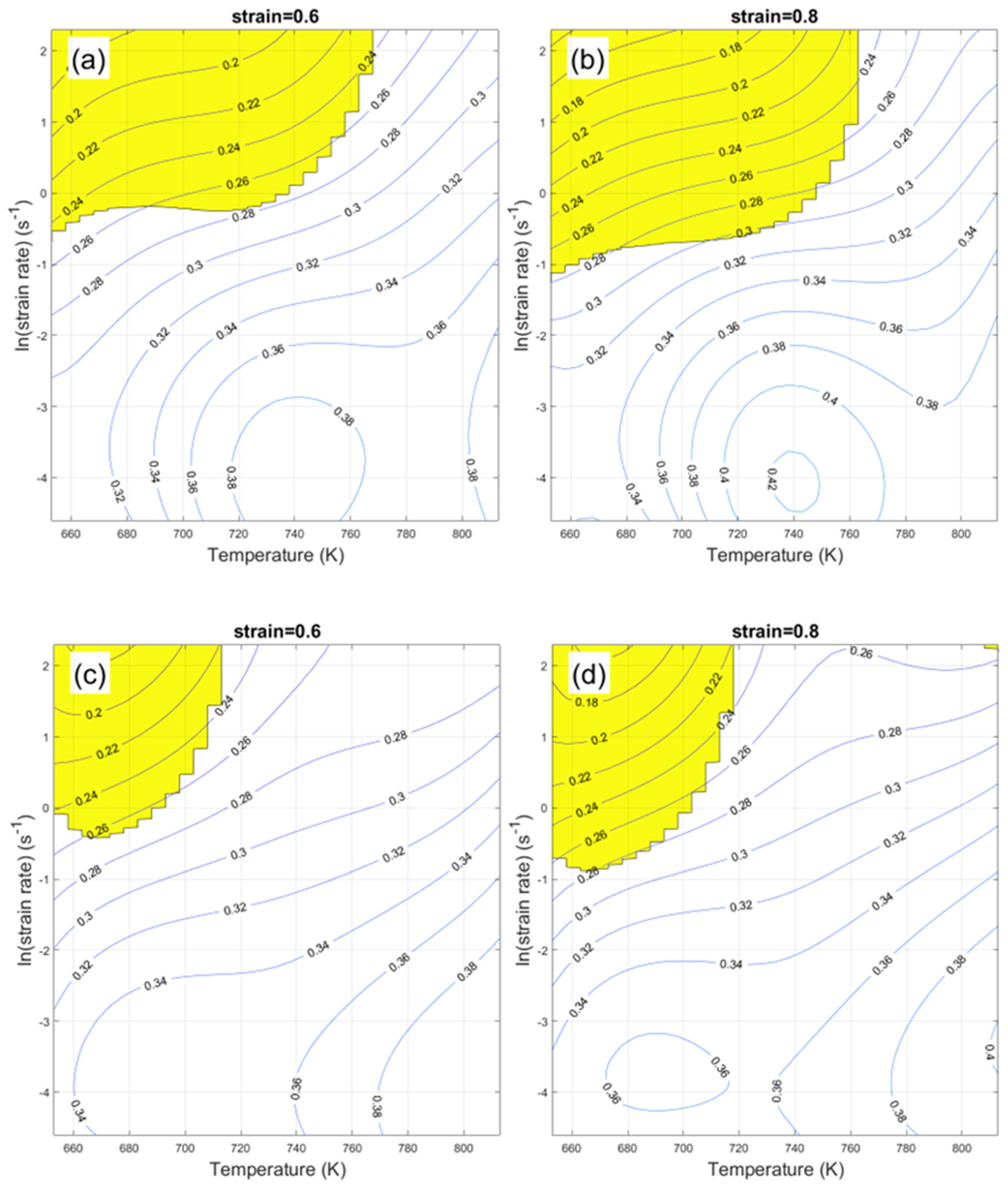
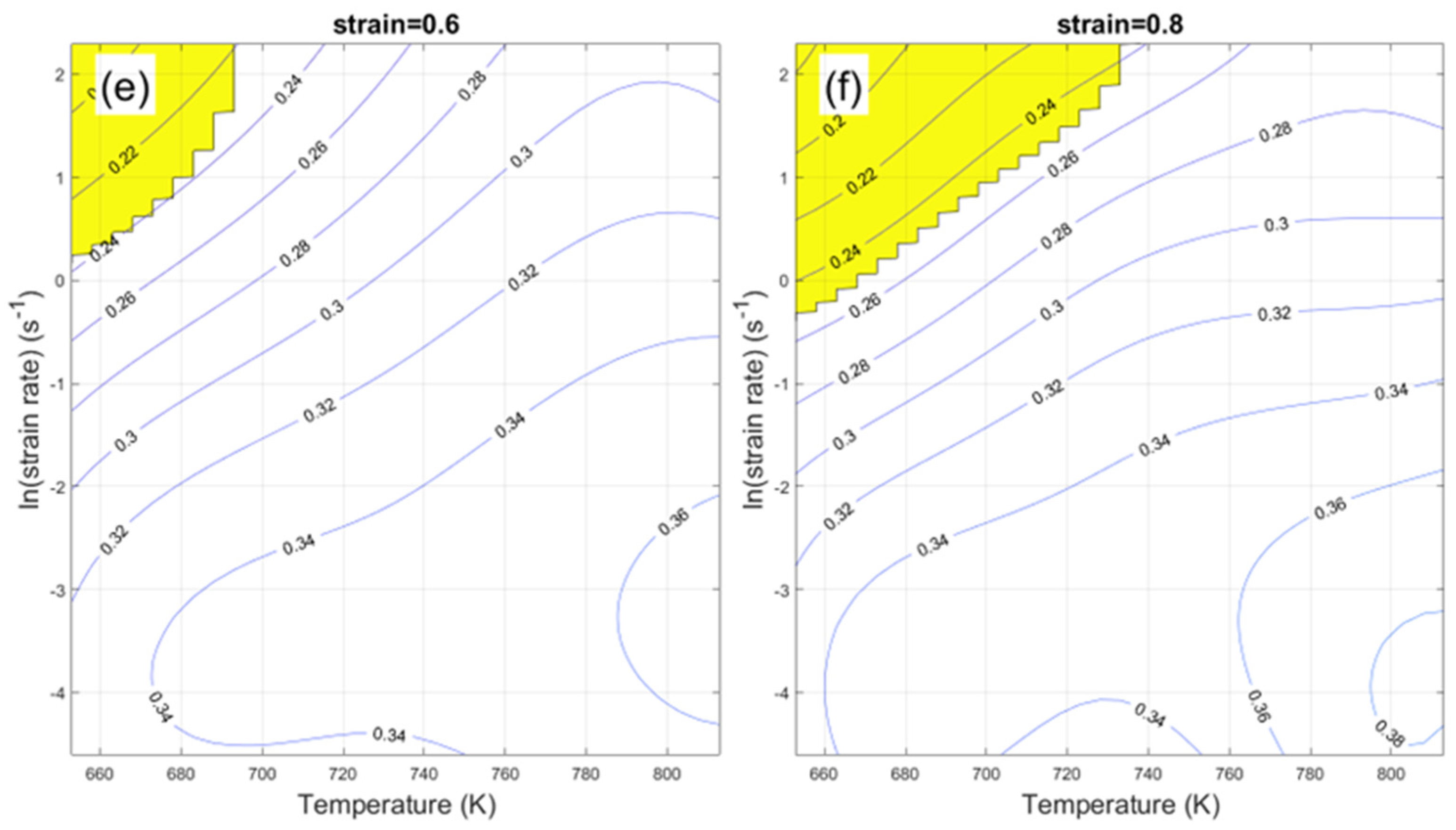
3.3. Processing Maps
4. Discussions
5. Conclusions
- (1)
- When comparing the processing maps for AA7003 alloys with different Zn/Mg ratios, alloys with a low Zn/Mg ratio of 6.3 led to a problematic hot-deformation capability. In contrast, alloys with a higher Zn/Mg ratio of 10.8 exhibited better workability than lower Zn/Mg ratios.
- (2)
- The optimized deformation parameters for ternary alloy AA7003 were within a temperature range of 653–813 K and at strain rates lower than 0.3 S−1.
- (3)
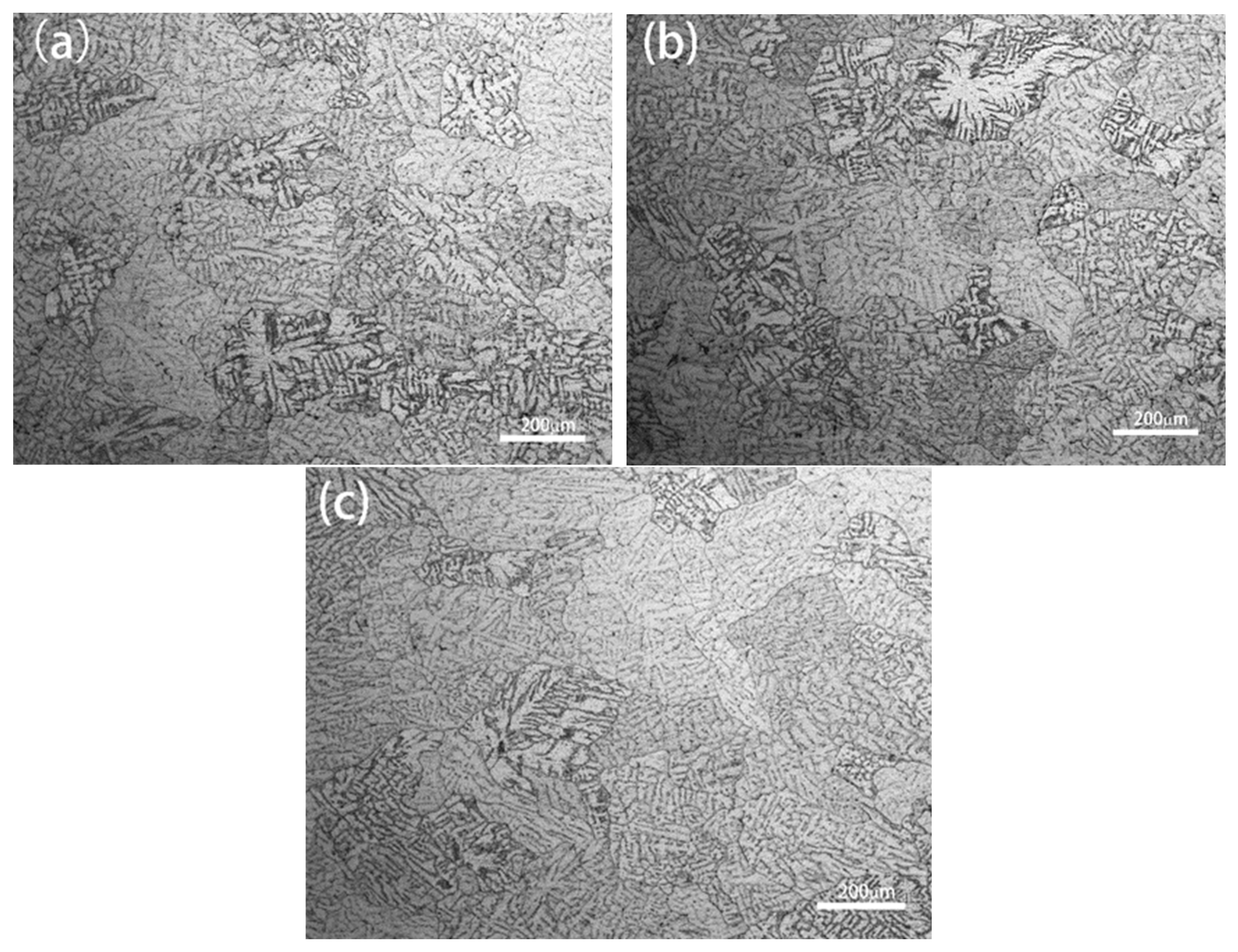
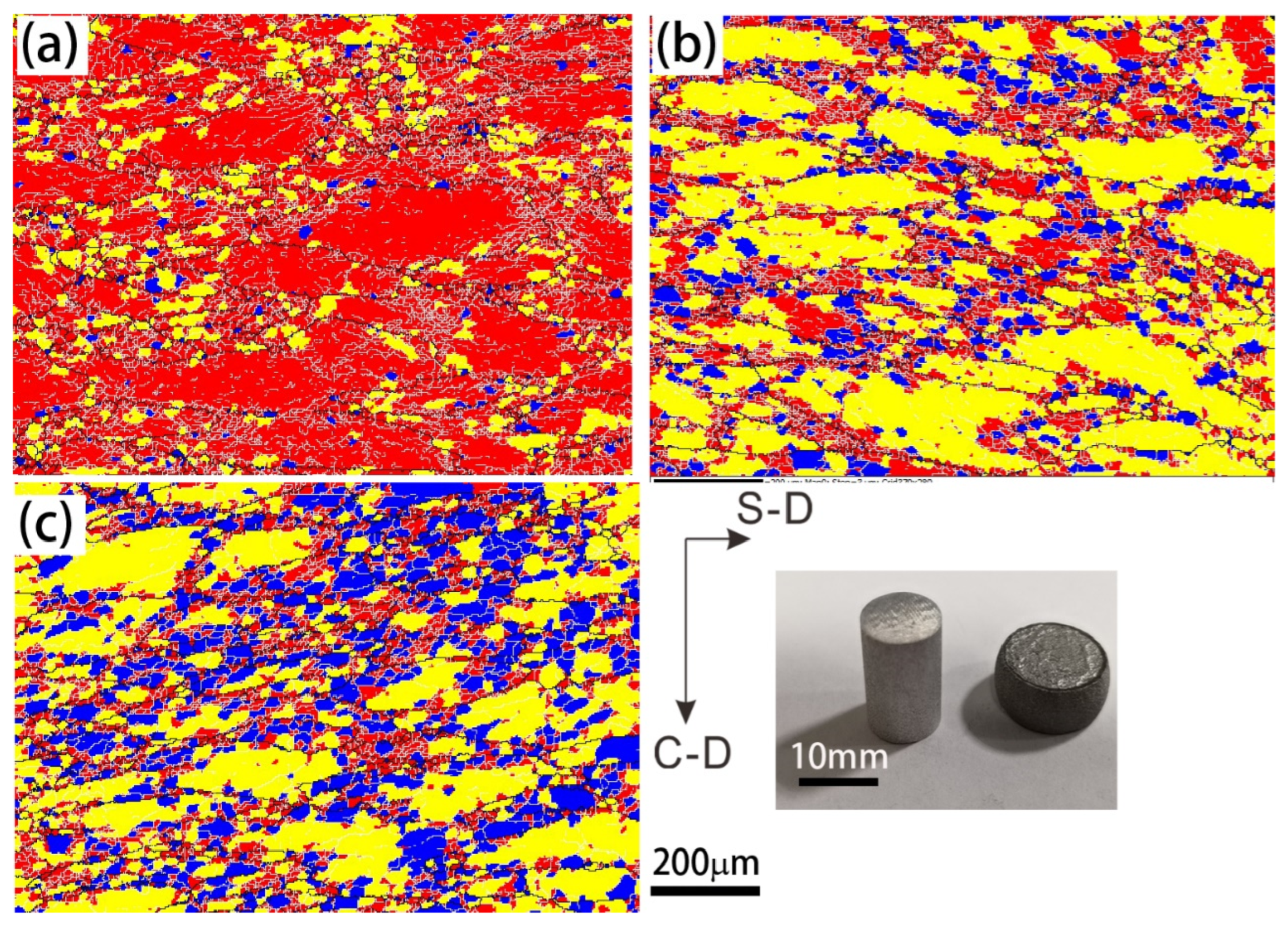
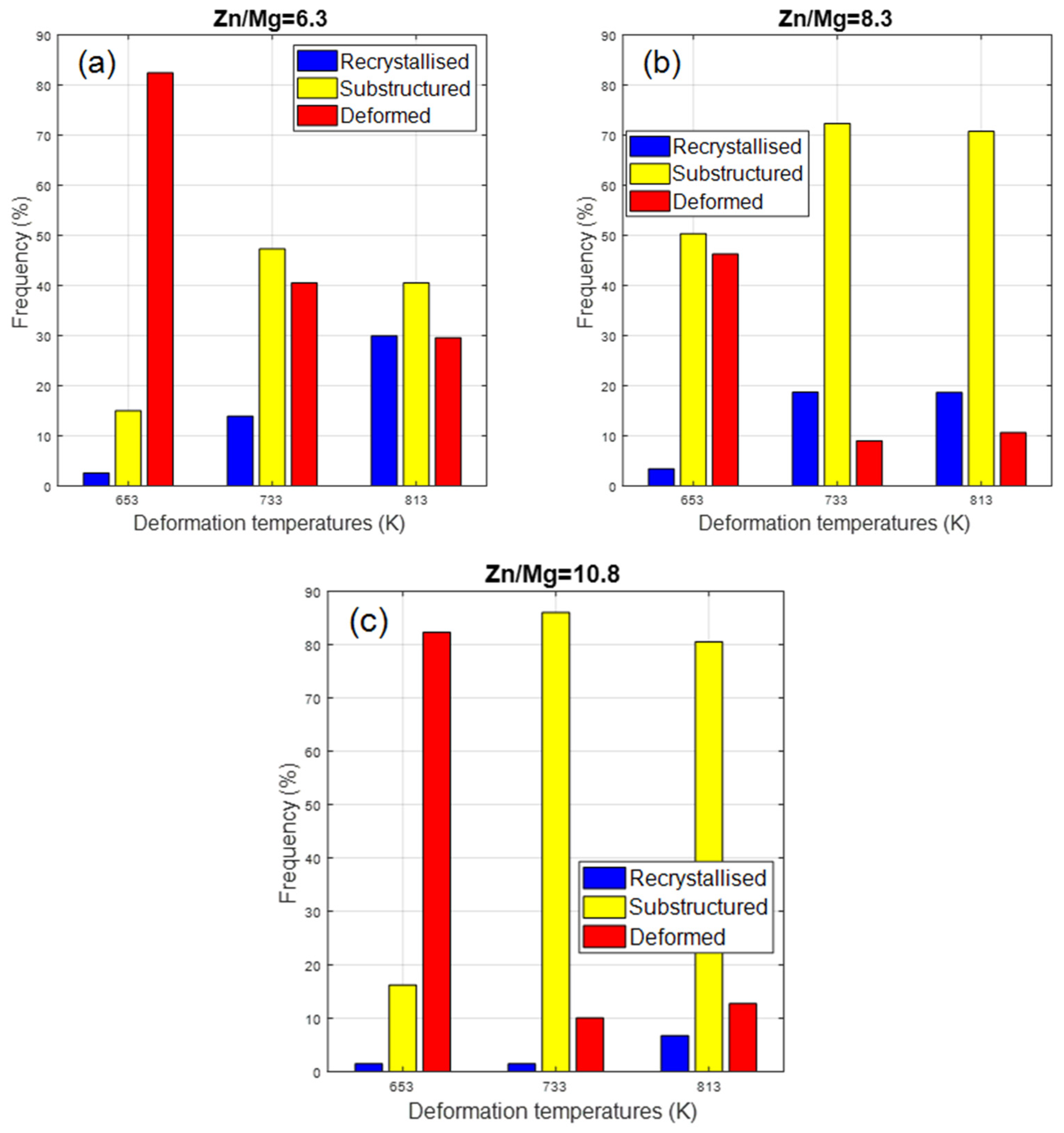
- When comparing the microstructures after hot deformation, alloy AA7003 with a lower Zn/Mg ratio of 6.3 had a more negligible fraction of substructures but higher frequency of recrystallized structures. In comparison, the alloy with a higher Zn/Mg ratio of 10.8 had a high fraction of substructures and low frequency of recrystallization.
- (4)
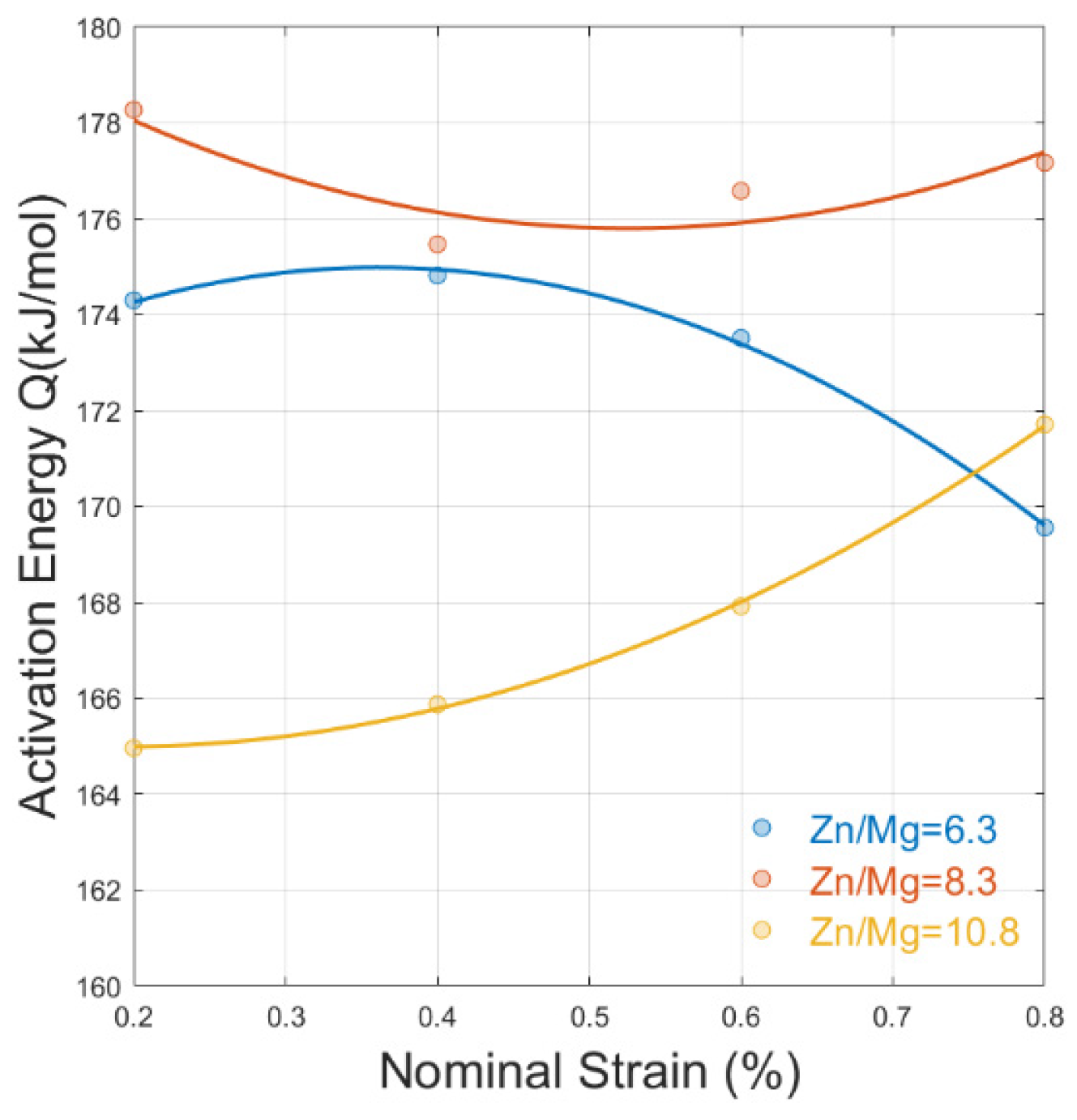
- The Al3Zr dispersoids were effective in inhibiting the recrystallization for alloy AA7003; three scenarios can be discerned when considering the interaction between dispersoids and recrystallization: the low-Zn/Mg-ratio alloy being deformed with difficulty can cause recrystallization easily, the medium-Zn/Mg-ratio alloy has a moderate trend of recrystallization, and the high-Zn/Mg-ratio alloy contains a minor fraction of recrystallization and, therefore, leads to easy deformability.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hatch, J.E. Aluminum: Properties and Physical Metallurgy; Aluminum Association Inc.: Arlington County, VA, USA; ASM International: Almere, The Netherlands, 1984. [Google Scholar]
- Polmear, I.J. Light Alloys: Metallurgy of the Light Metals, 4th ed.; Butterworth-Heinemann: Melbourne, VIC, Australia, 2006. [Google Scholar]
- Prasad, Y.V.R.K.; Rao, K.P.; Sasidhara, S.; Staff, A.I. Hot Working Guide: A Compendium of Processing Maps; ASM International: Almere, The Netherlands, 2015. [Google Scholar]
- Padmavardhani, D.; Prasad, Y. Characterization of hot deformation behavior of brasses using processing maps: Part II. β Brass and α-β brass. Metall. Trans. A 1991, 22, 2993–3001. [Google Scholar] [CrossRef]
- Prasad, Y.; Gegel, H.; Doraivelu, S.; Malas, J.; Morgan, J.; Lark, K.; Barker, D. Modeling of dynamic material behavior in hot deformation: Forging of Ti-6242. Metall. Trans. A 1984, 15, 1883–1892. [Google Scholar] [CrossRef]
- Padmavardhani, D.; Prasad, Y. Characterization of hot deformation behavior of brasses using processing maps: Part I. α Brass. Metall. Trans. A 1991, 22, 2985–2992. [Google Scholar] [CrossRef]
- Łukaszek-Sołek, A.; Krawczyk, J.; Śleboda, T.; Grelowski, J. Optimization of the hot forging parameters for 4340 steel by processing maps. J. Mater. Res. Technol. 2019, 8, 3281–3290. [Google Scholar] [CrossRef]
- Chakravartty, J.K.; Prasad, Y.V.R.K.; Asundi, M.K. Processing map for hot working of alpha-zirconium. Metall. Trans. A 1991, 22, 829–836. [Google Scholar] [CrossRef]
- Ke, B.; Ye, L.; Tang, J.; Zhang, Y.; Liu, S.; Lin, H.; Dong, Y.; Liu, X. Hot deformation behavior and 3D processing maps of AA7020 aluminum alloy. J. Alloys Compd. 2020, 845, 156113. [Google Scholar] [CrossRef]
- Qunying, Y.; Wenyi, L.; Zhiqing, Z.; Guangjie, H.; Xiaoyong, L. Hot Deformation Behavior and Processing Maps of AA7085 Aluminum Alloy. Rare Met. Mater. Eng. 2018, 47, 409–415. [Google Scholar] [CrossRef]
- Xiao, D.; Peng, X.; Liang, X.; Deng, Y.; Xu, G.; Yin, Z. Study on Hot Workability of Al-5.87Zn-2.07Mg-2.28Cu Alloy Using Processing Map. JOM 2017, 69, 725–733. [Google Scholar] [CrossRef]
- Lin, Y.C.; Li, L.-T.; Xia, Y.-C.; Jiang, Y.-Q. Hot deformation and processing map of a typical Al–Zn–Mg–Cu alloy. J. Alloys Compd. 2013, 550, 438–445. [Google Scholar] [CrossRef]
- Lu, J.; Song, Y.; Hua, L.; Zheng, K.; Dai, D. Thermal deformation behavior and processing maps of 7075 aluminum alloy sheet based on isothermal uniaxial tensile tests. J. Alloys Compd. 2018, 767, 856–869. [Google Scholar] [CrossRef]
- Zhao, J.; Deng, Y.; Xu, F.; Zhang, J. Effects of Initial Grain Size of Al-Zn-Mg-Cu Alloy on the Recrystallization Behavior and Recrystallization Mechanism in Isothermal Compression. Metals 2019, 9, 110. [Google Scholar] [CrossRef]
- Luo, J.; Li, M.Q.; Ma, D.W. The deformation behavior and processing maps in the isothermal compression of 7A09 aluminum alloy. Mater. Sci. Eng. A 2012, 532, 548–557. [Google Scholar] [CrossRef]
- Liu, W.; Zhao, H.; Li, D.; Zhang, Z.; Huang, G.; Liu, Q. Hot deformation behavior of AA7085 aluminum alloy during isothermal compression at elevated temperature. Mater. Sci. Eng. A 2014, 596, 176–182. [Google Scholar] [CrossRef]
- Ferragut, R.; Somoza, A.; Tolley, A.; Torriani, I. Precipitation kinetics in Al–Zn–Mg commercial alloys. J. Mater. Process. Technol. 2003, 141, 35–40. [Google Scholar] [CrossRef]
- Kumar, M.; Sotirov, N.; Chimani, C.M. Investigations on warm forming of AW-7020-T6 alloy sheet. J. Mater. Process. Technol. 2014, 214, 1769–1776. [Google Scholar] [CrossRef]
- Ke, B.; Ye, L.; Zhang, Y.; Liu, X.; Dong, Y.; Wang, P.; Tang, J.; Liu, S. Enhanced strength and electrical conductivities of an Al-Zn-Mg aluminum alloy through a new aging process. Mater. Lett. 2021, 304, 130586. [Google Scholar] [CrossRef]
- Ke, B.; Ye, L.; Zhang, Y.; Tang, J.; Liu, S.; Liu, X.; Dong, Y.; Wang, P. Enhanced mechanical properties and corrosion resistance of an Al-Zn-Mg aluminum alloy through variable-rate non-isothermal aging. J. Alloys Compd. 2022, 890, 161933. [Google Scholar] [CrossRef]
- Bloem, C.; Salvador, M.; Amigo, V.; Vergara, M. Aluminium 7020 Alloy and Its Welding Fatigue Behaviour. Available online: http://www.intechopen.com/books/aluminium-alloys-theory-andapplications/aluminium-7020-alloy-and-its-welding-fatigue-behaviour (accessed on 2 August 2022).
- Wan, L.; Deng, Y.-L.; Ye, L.-Y.; Zhang, Y. The natural ageing effect on pre-ageing kinetics of Al-Zn-Mg alloy. J. Alloys Compd. 2019, 776, 469–474. [Google Scholar] [CrossRef]
- Zhang, Y.; Milkereit, B.; Kessler, O.; Schick, C.; Rometsch, P.A. Development of continuous cooling precipitation diagrams for aluminium alloys AA7150 and AA7020. J. Alloys Compd. 2014, 584, 581–589. [Google Scholar] [CrossRef]
- Sellars, C.M.; McTegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Raja, N.; Daniel, B.S.S. Microstructural evolution of Al-7.3Zn-2.2Mg-2Cu (Al7068) alloy in T6 condition during isothermal compression using 3-dimensional processing map. J. Alloys Compd. 2022, 902, 163690. [Google Scholar] [CrossRef]
- Khomutov, M.; Pozdniakov, A.; Churyumov, A.; Barkov, R.; Solonin, A.; Glavatskikh, M. Flow Stress Modelling and 3D Processing Maps of Al4.5Zn4.5Mg1Cu0.12Zr Alloy with Different Scandium Contents. Appl. Sci. 2021, 11, 4587. [Google Scholar] [CrossRef]
- Srivatsana, T.S.; Guruprasad, G.; Vasudevan, V.K. The Quasi Static Deformation and Facture Behavior of Aluminum Alloy 7150. Mater. Des. 2008, 29, 742–751. [Google Scholar] [CrossRef]
- Prasad, K.S.; Murali, D.S.K.; Prasad, N.E.; Mukhopadhyay, A.K. Influence of microstructure on the subzero temperature tensile properties of heat treated AA7010 plates. Trans. Inian Inst. Met. 2010, 63, 799–805. [Google Scholar] [CrossRef]
- Prasad, K.S.; Gokhale, A.A.; Mukhopadhyay, A.K.; Banerjee, D.; Goel, D.B. On the formation of faceted Al3Zr (b’) Precipitates in Al-Li-Cu-Mg-Zr Alloys. Acta Mater. 1999, 47, 2581–2592. [Google Scholar] [CrossRef]
- Xiao, T.; Deng, Y.; Ye, L.; Lin, H.; Shan, C.; Qian, P. Effect of three-stage homogenization on mechanical properties and stress corrosion cracking of Al-Zn-Mg-Zr alloys. Mater. Sci. Eng. A 2016, 675, 280–288. [Google Scholar] [CrossRef]
- Wang, D.; Xiao, Z. Revealing the Al/L12-Al3Zr inter-facial properties: Insights from first-principles calculations. Vacuum 2022, 195, 110620. [Google Scholar] [CrossRef]
- Jia, Z.-h.; CouziniÉ, J.-P.; Cherdoudi, N.; Guillot, I.; Arnberg, L.; ÅSholt, P.; Brusethaug, S.; Barlas, B.; Massinon, D. Precipitation behaviour of Al3Zr precipitate in Al–Cu–Zr and Al–Cu–Zr–Ti–V alloys. Trans. Nonferrous Met. Soc. China 2012, 22, 1860–1865. [Google Scholar] [CrossRef]
- Tsivoulas, D.; Robson, J.D. Heterogeneous Zr solute segregation and Al3Zr dispersoid distributions in Al–Cu–Li alloys. Acta Mater. 2015, 93, 73–86. [Google Scholar] [CrossRef]
- Guo, Z.; Zhao, G.; Chen, X.G. Effects of two-step homogenization on precipitation behavior of Al3Zr dispersoids and recrystallization resistance in 7150 aluminum alloy. Mater. Charact. 2015, 102, 122–130. [Google Scholar] [CrossRef]
- Zhang, Y.; Bettles, C.; Rometsch, P.A. Effect of recrystallisation on Al3Zr dispersoid behaviour in thick plates of aluminium alloy AA7150. J. Mater. Sci. 2014, 49, 1709–1715. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | Si | Zn | Mg | Cu | Mn | Ti | Zr | Al | Zn/Mg |
|---|---|---|---|---|---|---|---|---|---|
| 0.14 | 0.06 | 5.73 | 0.91 | 0.16 | 0.02 | 0.03 | 0.20 | Bal. | 6.3 |
| 0.14 | 0.04 | 5.95 | 0.72 | 0.17 | 0.02 | 0.03 | 0.19 | Bal. | 8.3 |
| 0.14 | 0.05 | 6.05 | 0.56 | 0.18 | 0.03 | 0.03 | 0.23 | Bal. | 10.8 |
| Strain | Strain Rate, s−1 | Temperature (K) | ||||
|---|---|---|---|---|---|---|
| 653 | 693 | 733 | 773 | 813 | ||
| 0.2 | 0.01 | 39.73 | 28.90 | 22.16 | 17.42 | 12.55 |
| 0.1 | 53.86 | 42.07 | 33.35 | 25.86 | 20.28 | |
| 1 | 71.13 | 57.64 | 48.13 | 38.34 | 30.98 | |
| 10 | 87.47 | 73.90 | 60.46 | 50.75 | 42.62 | |
| 0.4 | 0.01 | 39.54 | 28.46 | 21.26 | 16.93 | 12.31 |
| 0.1 | 54.23 | 42.22 | 33.43 | 25.62 | 19.63 | |
| 1 | 73.42 | 59.38 | 48.63 | 39.05 | 31.34 | |
| 10 | 87.91 | 73.14 | 60.25 | 50.46 | 42.17 | |
| 0.6 | 0.01 | 37.91 | 27.58 | 19.83 | 16.08 | 11.69 |
| 0.1 | 53.22 | 40.74 | 31.95 | 24.98 | 18.93 | |
| 1 | 72.62 | 58.57 | 47.28 | 38.24 | 30.27 | |
| 10 | 84.68 | 70.09 | 57.51 | 49.02 | 41.49 | |
| 0.8 | 0.01 | 35.55 | 26.34 | 18.25 | 15.16 | 11.23 |
| 0.1 | 51.92 | 39.65 | 30.99 | 24.86 | 18.11 | |
| 1 | 72.76 | 59.11 | 47.05 | 37.28 | 29.36 | |
| 10 | 82.38 | 68.74 | 56.43 | 48.04 | 39.94 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, X.; Tang, J.; Wan, L.; Zhao, Y.; Jiao, C.; Zhang, Y. Hot Deformation Behavior of Alloy AA7003 with Different Zn/Mg Ratios. Metals 2022, 12, 1452. https://doi.org/10.3390/met12091452
Zheng X, Tang J, Wan L, Zhao Y, Jiao C, Zhang Y. Hot Deformation Behavior of Alloy AA7003 with Different Zn/Mg Ratios. Metals. 2022; 12(9):1452. https://doi.org/10.3390/met12091452
Chicago/Turabian StyleZheng, Xu, Jianguo Tang, Li Wan, Yan Zhao, Chuanrong Jiao, and Yong Zhang. 2022. "Hot Deformation Behavior of Alloy AA7003 with Different Zn/Mg Ratios" Metals 12, no. 9: 1452. https://doi.org/10.3390/met12091452