
Mechanical Properties and Fracture Behavior of Laser Powder-Bed-Fused GH3536 Superalloy


Abstract
:1. Introduction
2. Materials and Methods
3. Results
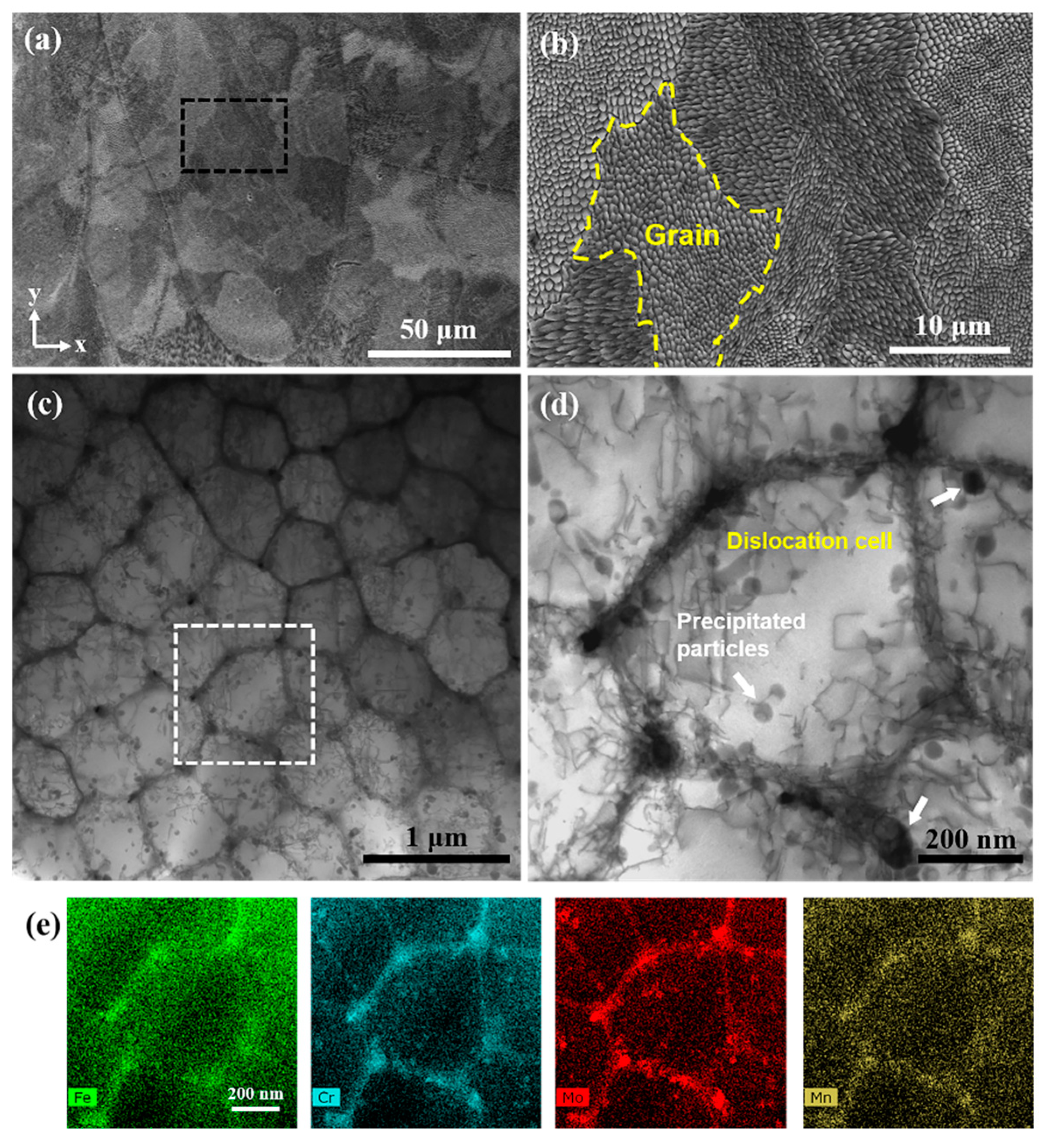
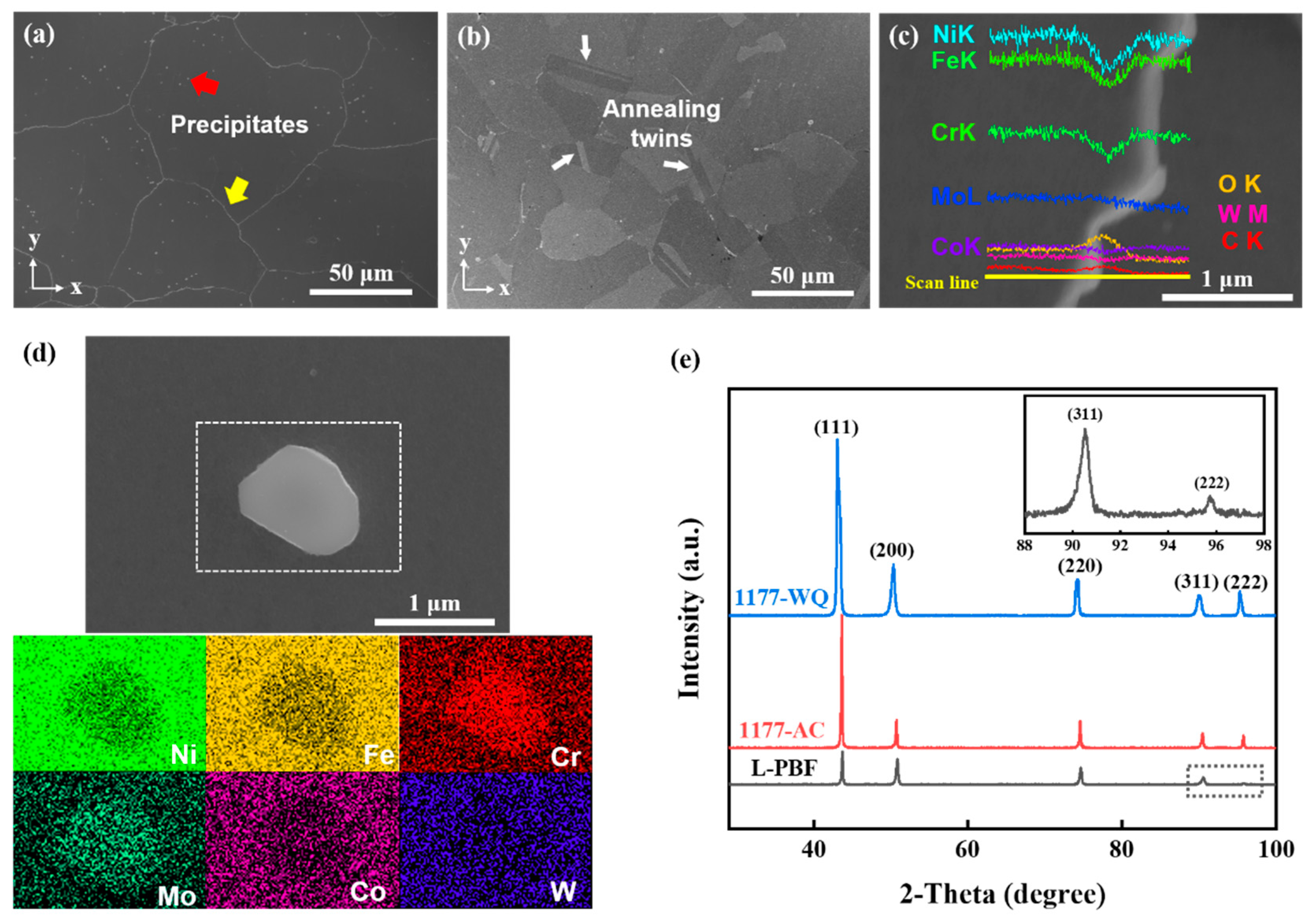
3.1. Microstructures
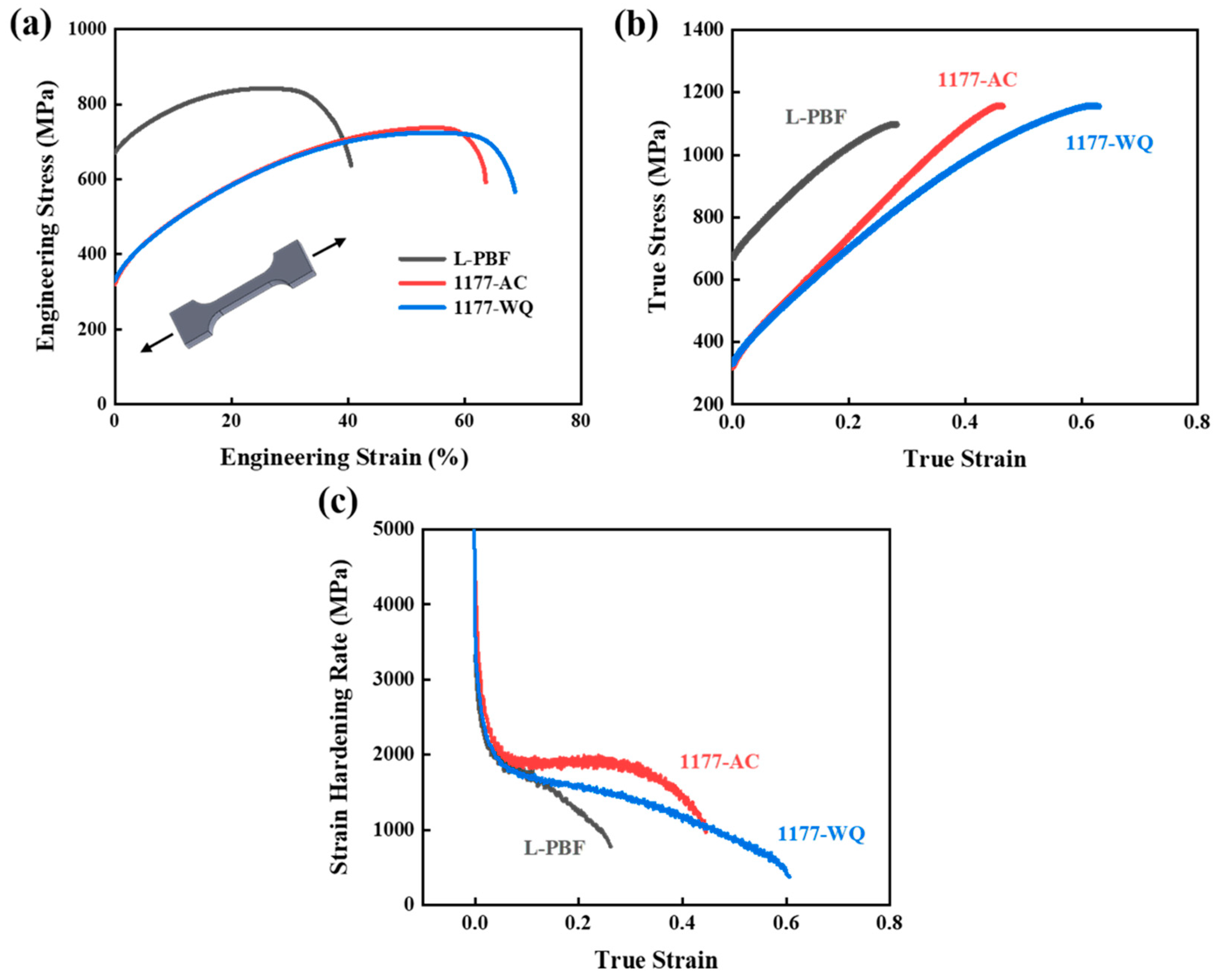
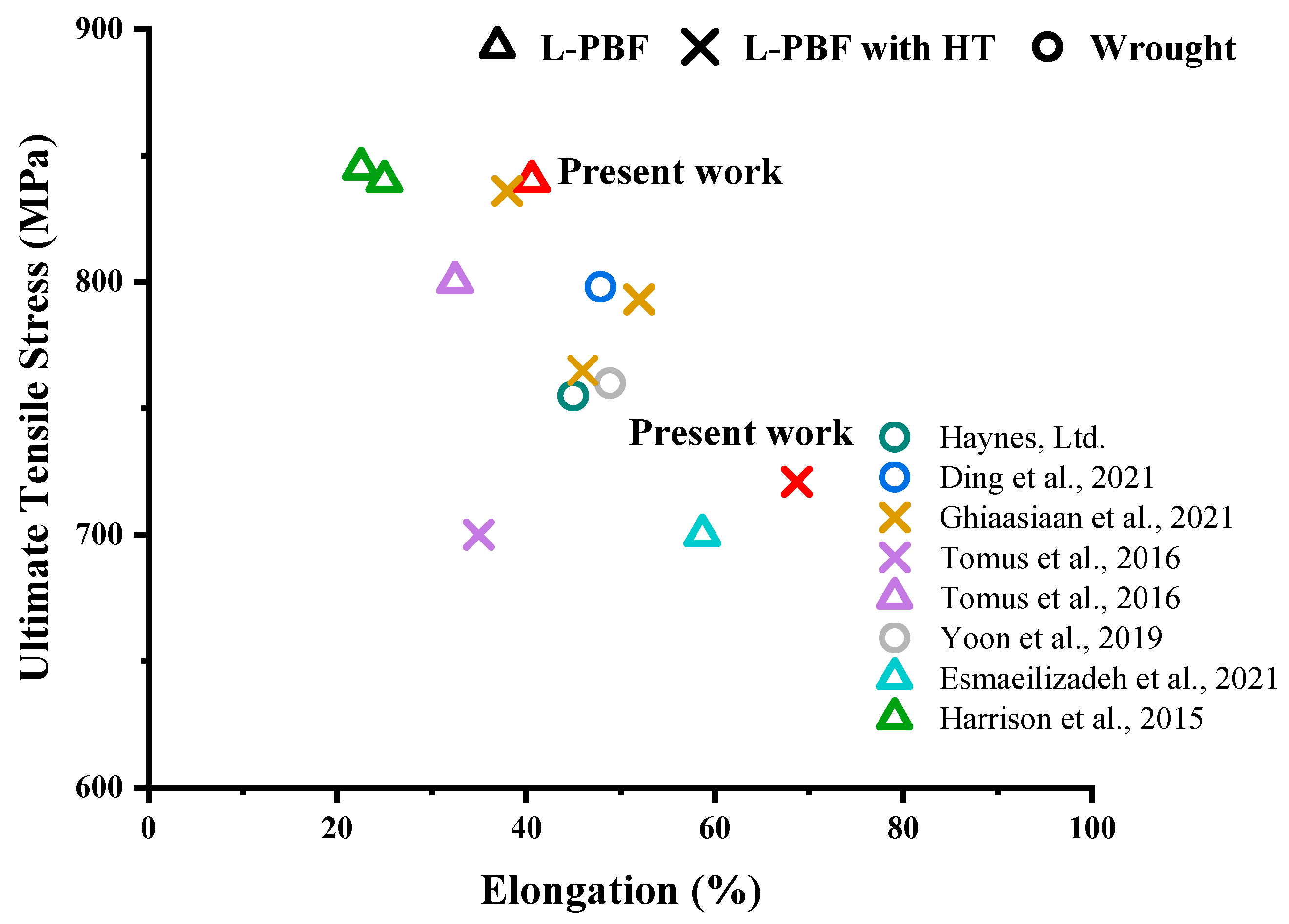
3.2. Mechanical Behaviors
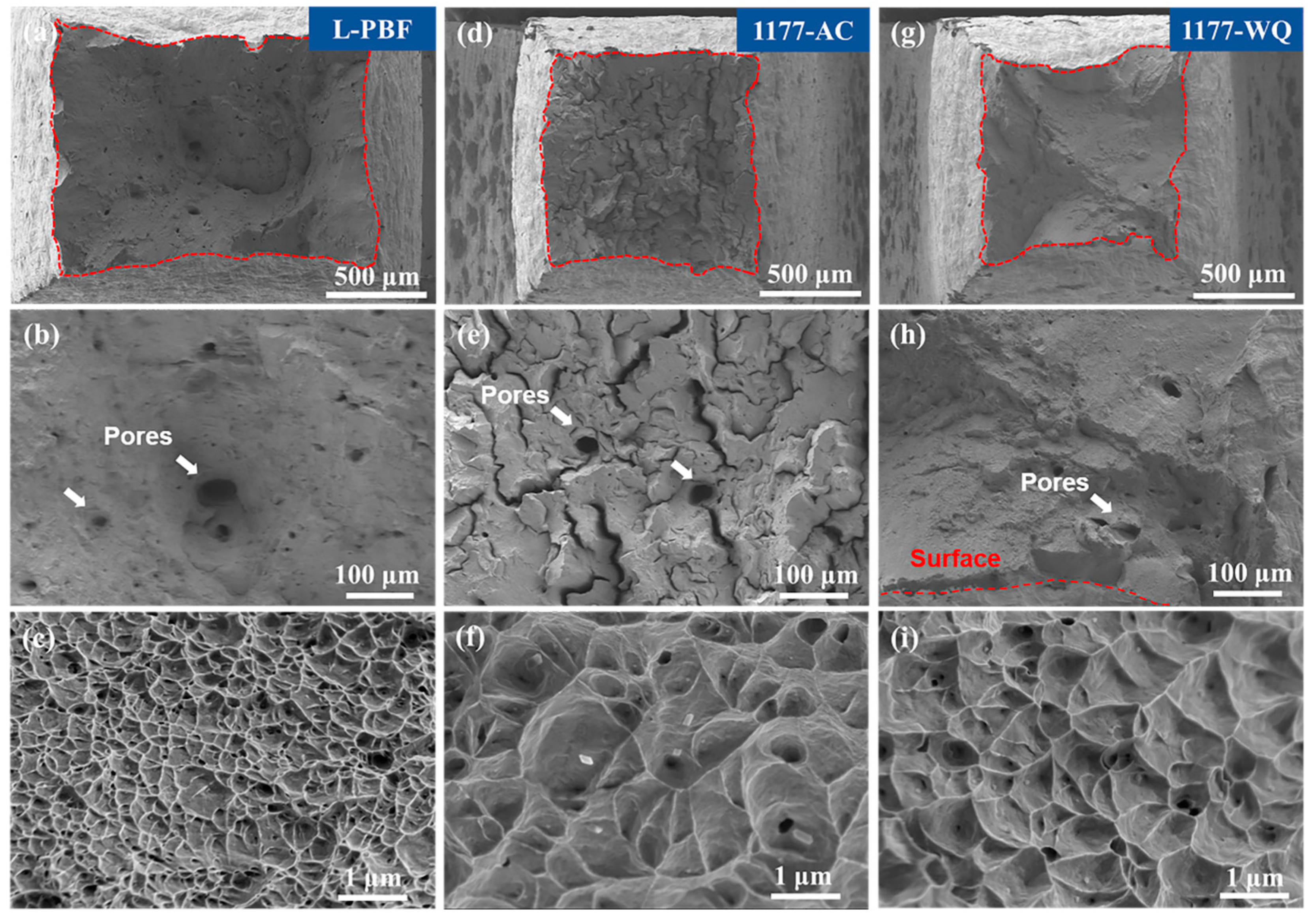
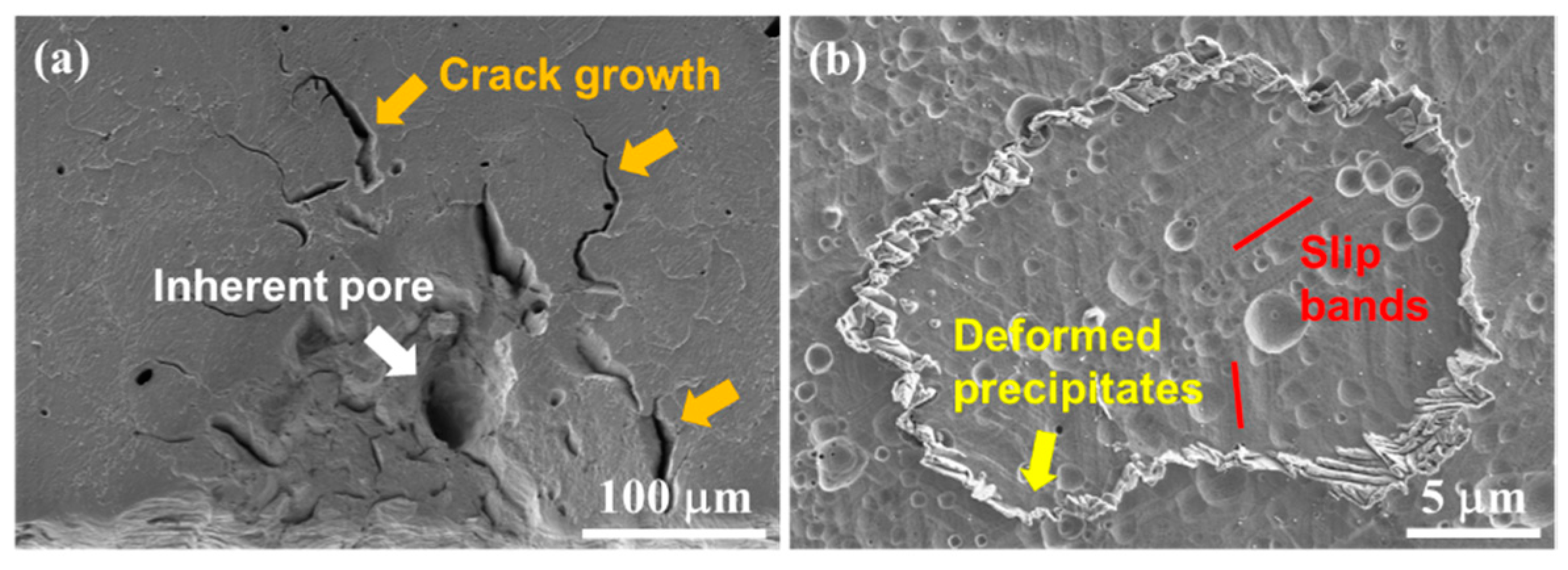
3.3. Structure of Deformed Samples
4. Discussion
4.1. Deformation of L-PBFed Sample
4.2. Deformation of HTed Sample
5. Conclusions
- (a)
- A near full-dense specimen containing a high density of fine dendrites and cellular dislocations was fabricated by L-PBF, which showed high yield strength and ultimate tensile strength, but relative lower ductility.
- (b)
- The longer homogenization time and air-cooling process lead to coarse grains but laminar precipitates at grain boundaries. The carbide precipitates may act as stable barriers that hinder the dislocation motion for strength, resulting in a higher strain-hardening rate but lower ductility.
- (c)
- Constraining the formation of precipitates in grain boundaries by water quench is necessary for HTed samples, which contribute to an enhanced ductility and acceptable strength compared with wrought samples.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bochenek, K.; Węglewski, W.; Strojny-Nędza, A.; Pietrzak, K.; Chmielewski, T.; Chmielewski, M.; Basista, M. Microstructure, Mechanical, and Wear Properties of NiCr-Re-Al2O3 Coatings Deposited by HVOF, Atmospheric Plasma Spraying, and Laser Cladding. J. Therm. Spray Technol. 2022, 31, 1609–1633. [Google Scholar] [CrossRef]
- Kolodziejczak, P.; Golanski, D.; Chmielewski, T.; Chmielewski, M. Microstructure of Rhenium Doped Ni-Cr Deposits Produced by Laser Cladding. Materials 2021, 14, 2745. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Song, J.; Wu, W.; Gao, Z.; He, B.; Ni, X.; Long, Q.; Lu, L.; Zhu, G. Effect of processing parameters on thermal behavior and related density in GH3536 alloy manufactured by selective laser melting. J. Mater. Res. 2019, 34, 1405–1414. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; De Wilson-Heid, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Kim, I.S.; Choi, B.G.; Jung, J.E.; Do, J.; Jo, C.Y. Effect of microstructural characteristics on the low cycle fatigue behaviors of cast Ni-base superalloys. Mater. Charact. 2015, 106, 375–381. [Google Scholar] [CrossRef]
- Xiao, G.; Jiang, J.; Wang, Y.; Liu, Y.; Zhang, Y.; Tian, Y. Effects of Isothermal Temperature and Soaking Time on Water Quenched Microstructure of Nickel-Based Superalloy GH3536 Semi-Solid Billets. Materials 2021, 14, 4668. [Google Scholar] [CrossRef]
- Berman, B. 3-D printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Mumtaz, K.A.; Erasenthiran, P.; Hopkinson, N. High density selective laser melting of Waspaloy®. J. Mater. Processing Technol. 2008, 195, 77–87. [Google Scholar] [CrossRef]
- Yin, Y.; Tan, Q.; Bermingham, M.; Mo, N.; Zhang, J.; Zhang, M.-X. Laser additive manufacturing of steels. Int. Mater. Rev. 2021, 67, 487–573. [Google Scholar] [CrossRef]
- Shunmugavel, M.; Polishetty, A.; Littlefair, G. Microstructure and Mechanical Properties of Wrought and Additive Manufactured Ti-6Al-4V Cylindrical Bars. Procedia Technol. 2015, 20, 231–236. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.-R.; Hung, F.-Y.; Lu, C.-S.; Lai, I.C. Comparison of Laser Powder Bed Fusion and Cast Inconel 713 Alloy in Terms of Their Microstructure, Mechanical Properties, and Fatigue Life. Adv. Eng. Mater. 2021, 23, 2001366. [Google Scholar] [CrossRef]
- Manvatkar, V.; De, A.; DebRoy, T. Heat transfer and material flow during laser assisted multi-layer additive manufacturing. J. Appl. Phys. 2014, 116, 124905. [Google Scholar] [CrossRef] [Green Version]
- Thijs, L.; Kempen, K.; Kruth, J.-P.; Van Humbeeck, J. Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta Mater. 2013, 61, 1809–1819. [Google Scholar] [CrossRef] [Green Version]
- Carlton, H.D.; Haboub, A.; Gallegos, G.F.; Parkinson, D.Y.; MacDowell, A.A. Damage evolution and failure mechanisms in additively manufactured stainless steel. Mater. Sci. Eng. A 2016, 651, 406–414. [Google Scholar] [CrossRef] [Green Version]
- Niendorf, T.; Leuders, S.; Riemer, A.; Richard, H.A.; Tröster, T.; Schwarze, D. Highly Anisotropic Steel Processed by Selective Laser Melting. Metall. Mater. Trans. B 2013, 44, 794–796. [Google Scholar] [CrossRef] [Green Version]
- Wen, S.; Li, S.; Wei, Q.; Yan, C.; Zhang, S.; Shi, Y. Effect of molten pool boundaries on the mechanical properties of selective laser melting parts. J. Mater. Processing Technol. 2014, 214, 2660–2667. [Google Scholar] [CrossRef]
- Khairallah Saad, A.; Martin Aiden, A.; Lee Jonathan, R.I.; Guss, G.; Calta Nicholas, P.; Hammons Joshua, A.; Nielsen Michael, H.; Chaput, K.; Schwalbach, E.; Shah Megna, N.; et al. Controlling interdependent meso-nanosecond dynamics and defect generation in metal 3D printing. Science 2020, 368, 660–665. [Google Scholar] [CrossRef]
- Esmaeilizadeh, R.; Keshavarzkermani, A.; Ali, U.; Behravesh, B.; Bonakdar, A.; Jahed, H.; Toyserkani, E. On the effect of laser powder-bed fusion process parameters on quasi-static and fatigue behaviour of Hastelloy X: A microstructure/defect interaction study. Addit. Manuf. 2021, 38, 101805. [Google Scholar] [CrossRef]
- Li, R.; Liu, J.; Shi, Y.; Wang, L.; Jiang, W. Balling behavior of stainless steel and nickel powder during selective laser melting process. Int. J. Adv. Manuf. Technol. 2011, 59, 1025–1035. [Google Scholar] [CrossRef]
- Ali, H.; Ghadbeigi, H.; Mumtaz, K. Effect of scanning strategies on residual stress and mechanical properties of Selective Laser Melted Ti6Al4V. Mater. Sci. Eng. A 2018, 712, 175–187. [Google Scholar] [CrossRef]
- Al Mangour, B.; Grzesiak, D.; Yang, J.-M. Scanning strategies for texture and anisotropy tailoring during selective laser melting of TiC/316L stainless steel nanocomposites. J. Alloys Compd. 2017, 728, 424–435. [Google Scholar] [CrossRef]
- Wang, N.; Mokadem, S.; Rappaz, M.; Kurz, W. Solidification cracking of superalloy single- and bi-crystals. Acta Mater. 2004, 52, 3173–3182. [Google Scholar] [CrossRef]
- Ojo, O.A.; Richards, N.L.; Chaturvedi, M.C. Liquation of various phases in HAZ during welding of cast Inconel* 738LC. Mater. Sci. Technol. 2013, 20, 1027–1034. [Google Scholar] [CrossRef]
- Harrison, N.J.; Todd, I.; Mumtaz, K. Reduction of micro-cracking in nickel superalloys processed by Selective Laser Melting: A fundamental alloy design approach. Acta Mater. 2015, 94, 59–68. [Google Scholar] [CrossRef] [Green Version]
- Tomus, D.; Jarvis, T.; Wu, X.; Mei, J.; Rometsch, P.; Herny, E.; Rideau, J.F.; Vaillant, S. Controlling the Microstructure of Hastelloy-X Components Manufactured by Selective Laser Melting. Phys. Procedia 2013, 41, 823–827. [Google Scholar] [CrossRef] [Green Version]
- Wang, F.; Wu, X.H.; Clark, D. On direct laser deposited Hastelloy X: Dimension, surface finish, microstructure and mechanical properties. Mater. Sci. Technol. 2014, 27, 344–356. [Google Scholar] [CrossRef]
- Hojjatzadeh, S.M.H.; Parab, N.D.; Guo, Q.; Qu, M.; Xiong, L.; Zhao, C.; Escano, L.I.; Fezzaa, K.; Everhart, W.; Sun, T.; et al. Direct observation of pore formation mechanisms during LPBF additive manufacturing process and high energy density laser welding. Int. J. Mach. Tools Manuf. 2020, 153, 103555. [Google Scholar] [CrossRef]
- Chauvet, E.; Kontis, P.; Jägle, E.A.; Gault, B.; Raabe, D.; Tassin, C.; Blandin, J.-J.; Dendievel, R.; Vayre, B.; Abed, S.; et al. Hot cracking mechanism affecting a non-weldable Ni-based superalloy produced by selective electron Beam Melting. Acta Mater. 2018, 142, 82–94. [Google Scholar] [CrossRef]
- Sanchez-Mata, O.; Muñiz-Lerma, J.A.; Wang, X.; Atabay, S.E.; Attarian Shandiz, M.; Brochu, M. Microstructure and mechanical properties at room and elevated temperature of crack-free Hastelloy X fabricated by laser powder bed fusion. Mater. Sci. Eng. A 2020, 780, 139177. [Google Scholar] [CrossRef]
- Tomus, D.; Tian, Y.; Rometsch, P.A.; Heilmaier, M.; Wu, X. Influence of post heat treatments on anisotropy of mechanical behaviour and microstructure of Hastelloy-X parts produced by selective laser melting. Mater. Sci. Eng. A 2016, 667, 42–53. [Google Scholar] [CrossRef]
- Marchese, G.; Lorusso, M.; Parizia, S.; Bassini, E.; Lee, J.-W.; Calignano, F.; Manfredi, D.; Terner, M.; Hong, H.-U.; Ugues, D.; et al. Influence of heat treatments on microstructure evolution and mechanical properties of Inconel 625 processed by laser powder bed fusion. Mater. Sci. Eng. A 2018, 729, 64–75. [Google Scholar] [CrossRef]
- Cunningham, R.; Nicolas, A.; Madsen, J.; Fodran, E.; Anagnostou, E.; Sangid, M.D.; Rollett, A.D. Analyzing the effects of powder and post-processing on porosity and properties of electron beam melted Ti-6Al-4V. Mater. Res. Lett. 2017, 5, 516–525. [Google Scholar] [CrossRef] [Green Version]
- Tammas-Williams, S.; Withers, P.J.; Todd, I.; Prangnell, P.B. Porosity regrowth during heat treatment of hot isostatically pressed additively manufactured titanium components. Scr. Mater. 2016, 122, 72–76. [Google Scholar] [CrossRef]
- Ghiaasiaan, R.; Muhammad, M.; Gradl, P.R.; Shao, S.; Shamsaei, N. Superior tensile properties of Hastelloy X enabled by additive manufacturing. Mater. Res. Lett. 2021, 9, 308–314. [Google Scholar] [CrossRef]
- Sun, S.; Teng, Q.; Xie, Y.; Liu, T.; Ma, R.; Bai, J.; Cai, C.; Wei, Q. Two-step heat treatment for laser powder bed fusion of a nickel-based superalloy with simultaneously enhanced tensile strength and ductility. Addit. Manuf. 2021, 46, 102168. [Google Scholar] [CrossRef]
- Chen, Z.; Wu, X.; Tomus, D.; Davies, C.H.J. Surface roughness of Selective Laser Melted Ti-6Al-4V alloy components. Addit. Manuf. 2018, 21, 91–103. [Google Scholar] [CrossRef]
- Cherry, J.A.; Davies, H.M.; Mehmood, S.; Lavery, N.P.; Brown, S.G.R.; Sienz, J. Investigation into the effect of process parameters on microstructural and physical properties of 316L stainless steel parts by selective laser melting. Int. J. Adv. Manuf. Technol. 2014, 76, 869–879. [Google Scholar] [CrossRef] [Green Version]
- Bertsch, K.M.; Meric de Bellefon, G.; Kuehl, B.; Thoma, D.J. Origin of dislocation structures in an additively manufactured austenitic stainless steel 316L. Acta Mater. 2020, 199, 19–33. [Google Scholar] [CrossRef]
- Li, X.P.; Ji, G.; Chen, Z.; Addad, A.; Wu, Y.; Wang, H.W.; Vleugels, J.; Van Humbeeck, J.; Kruth, J.P. Selective laser melting of nano-TiB2 decorated AlSi10Mg alloy with high fracture strength and ductility. Acta Mater. 2017, 129, 183–193. [Google Scholar] [CrossRef]
- Zhong, Y.; Liu, L.; Wikman, S.; Cui, D.; Shen, Z. Intragranular cellular segregation network structure strengthening 316L stainless steel prepared by selective laser melting. J. Nucl. Mater. 2016, 470, 170–178. [Google Scholar] [CrossRef]
- Ding, Q.; Bei, H.; Wei, X.; Gao, Y.F.; Zhang, Z. Nano-twin-induced exceptionally superior cryogenic mechanical properties of a Ni-based GH3536 (Hastelloy X) superalloy. Mater. Today Nano 2021, 14, 100110. [Google Scholar] [CrossRef]
- Zhu, Q.; Zhao, S.C.; Deng, C.; An, X.H.; Song, K.X.; Mao, S.X.; Wang, J.W. In situ atomistic observation of grain boundary migration subjected to defect interaction. Acta Mater. 2020, 199, 42–52. [Google Scholar] [CrossRef]
- Wang, J.; Cao, G.; Zhang, Z.; Sansoz, F. Size-dependent dislocation-twin interactions. Nanoscale 2019, 11, 12672–12679. [Google Scholar] [CrossRef] [PubMed]
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef] [Green Version]
- Wang, T.; Zhu, Y.Y.; Zhang, S.Q.; Tang, H.B.; Wang, H.M. Grain morphology evolution behavior of titanium alloy components during laser melting deposition additive manufacturing. J. Alloys Compd. 2015, 632, 505–513. [Google Scholar] [CrossRef]
- Voyiadjis, G.Z.; Yaghoobi, M. Introduction: Size effects in materials. In Size Effects in Plasticity; Elsevier: Amsterdam, The Netherlands, 2019; pp. 1–79. [Google Scholar]
- Available online: http://www.haynes.ch/doc/HASTELLOY_X.pdf (accessed on 27 June 2022).
- Yoon, D.; Heo, I.; Kim, J.; Chang, S.; Chang, S. Hold Time-Low Cycle Fatigue Behavior of Nickel Based Hastelloy X at Elevated Temperatures. Int. J. Precis. Eng. Manuf. 2019, 20, 147–157. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Fe | Mo | Co | Mn | W | Si | C | B |
|---|---|---|---|---|---|---|---|---|---|---|
| Nominal wt.% | Bal. | 22.0 | 18.0 | 9.0 | 1.5 | Max 1.0 | 0.6 | Max 1.0 | 0.1 | Max 0.008 |
| Measured wt.% | Bal. | 21.93 ± 0.17 | 18.83 ± 0.16 | 9.95 ± 0.45 | 1.57 ± 0.04 | 0.13 ± 0.12 | 0.84 ± 0.14 | 0.06 ± 0.04 | — | — |
| Samples | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| L-PBF | 667 ± 3 | 835 ± 6 | 40.21 ± 0.74 |
| 1177-AC | 323 ± 2 | 731 ± 5 | 63.01 ± 0.62 |
| 1177-WQ | 334 ± 3 | 721 ± 3 | 68.70 ± 0.04 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ni, H.; Zeng, Q.; Zhang, K.; Chen, Y.; Wang, J. Mechanical Properties and Fracture Behavior of Laser Powder-Bed-Fused GH3536 Superalloy. Metals 2022, 12, 1165. https://doi.org/10.3390/met12071165
Ni H, Zeng Q, Zhang K, Chen Y, Wang J. Mechanical Properties and Fracture Behavior of Laser Powder-Bed-Fused GH3536 Superalloy. Metals. 2022; 12(7):1165. https://doi.org/10.3390/met12071165
Chicago/Turabian StyleNi, Haohan, Qi Zeng, Kai Zhang, Yingbin Chen, and Jiangwei Wang. 2022. "Mechanical Properties and Fracture Behavior of Laser Powder-Bed-Fused GH3536 Superalloy" Metals 12, no. 7: 1165. https://doi.org/10.3390/met12071165