
Influence of Replacing Molybdenum with Tungsten on the Creep Fracture Property of Waspaloy Nickel-Based Alloy

Abstract
:1. Introduction
2. Experimental Material and Procedures
3. Results and Discussion
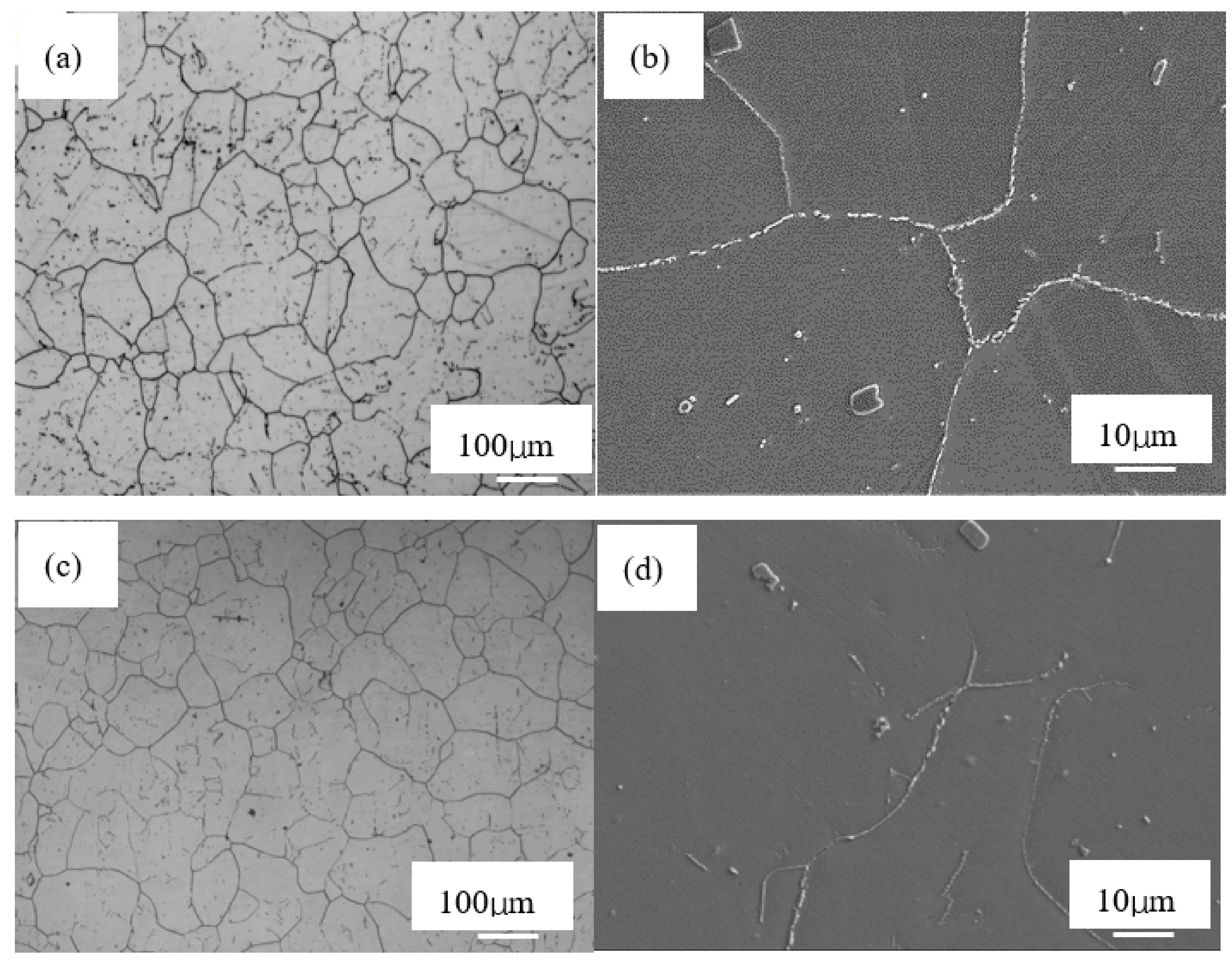
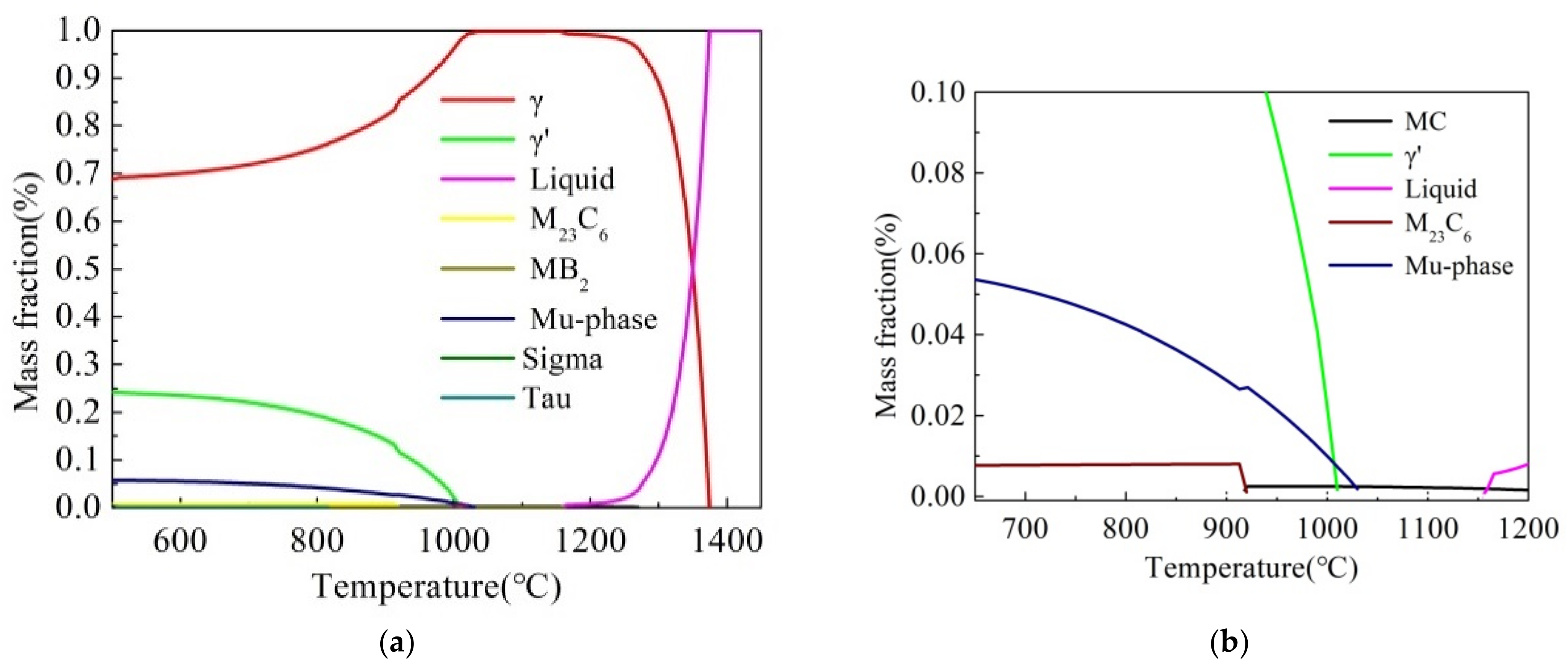
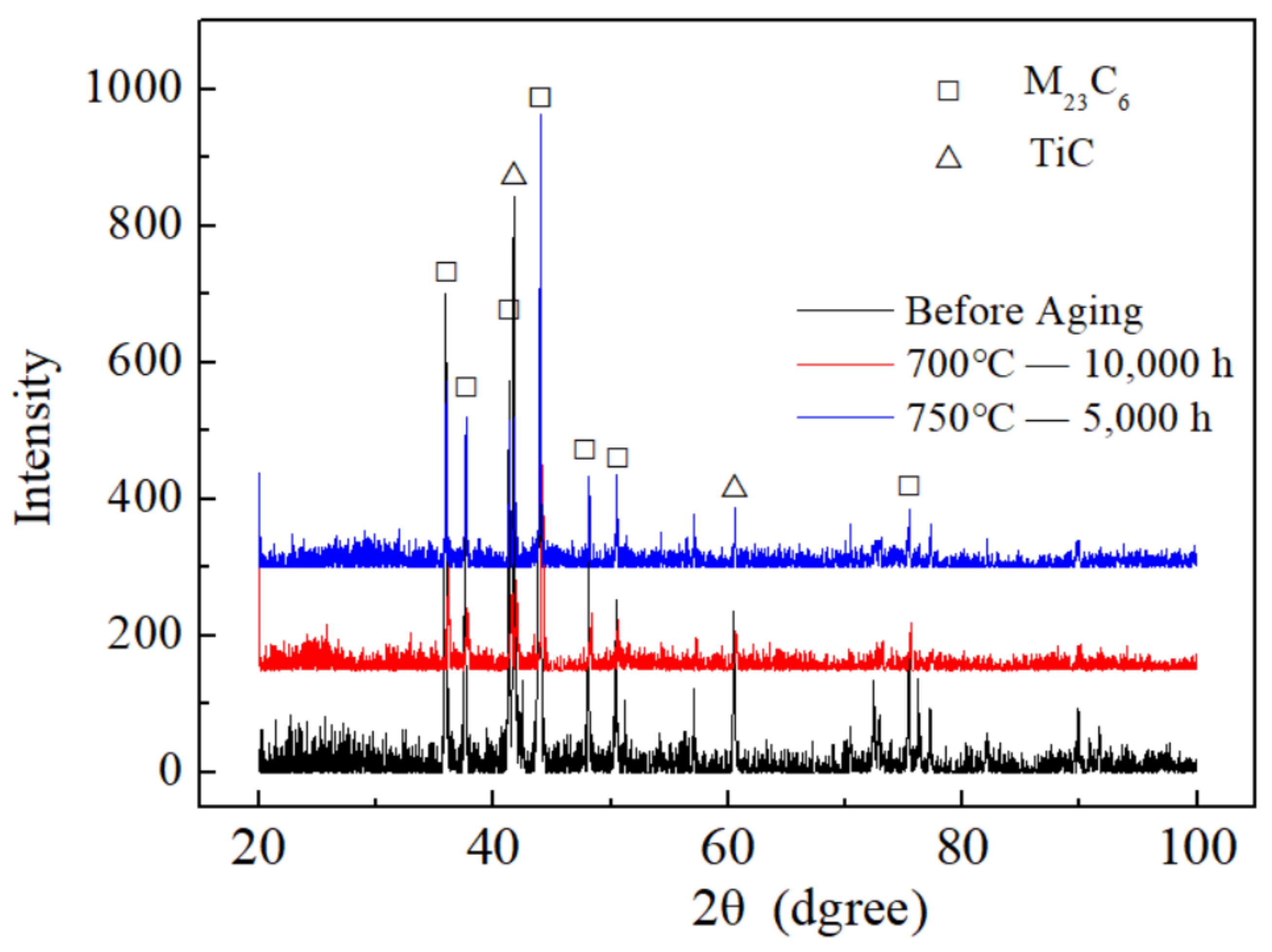
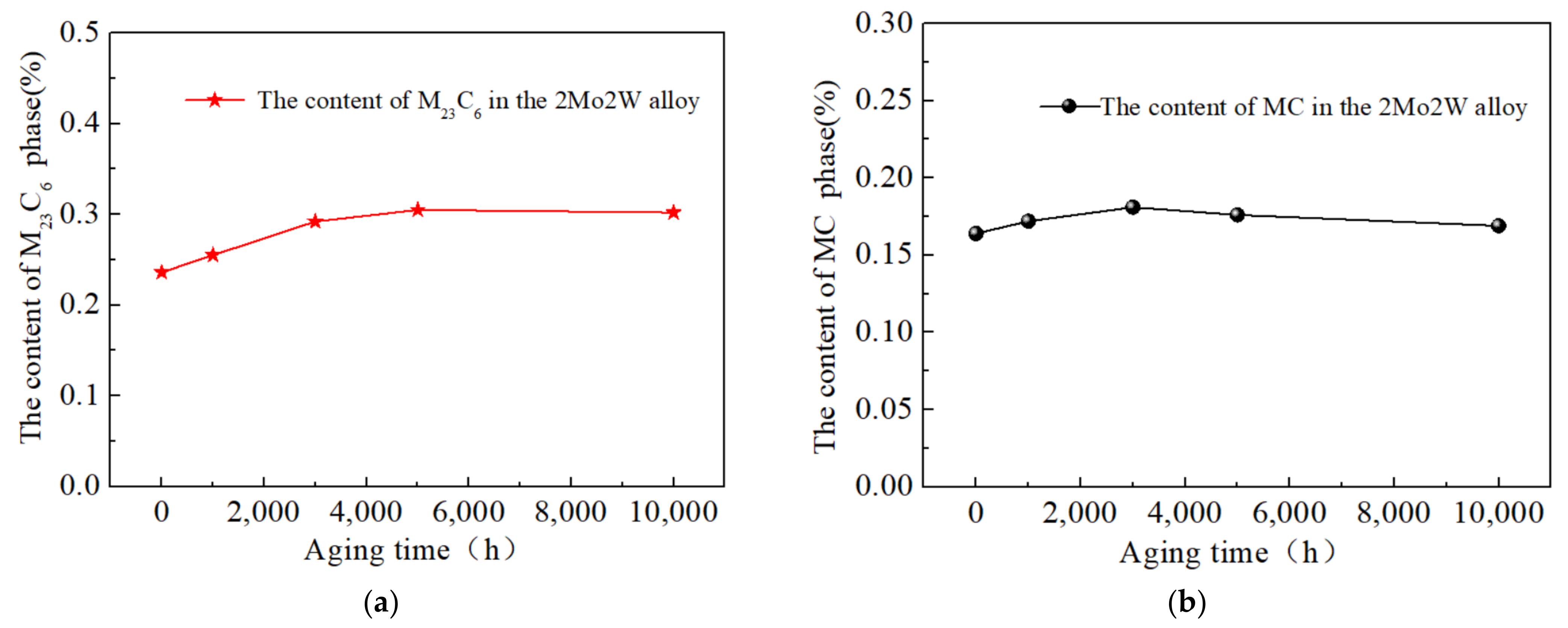
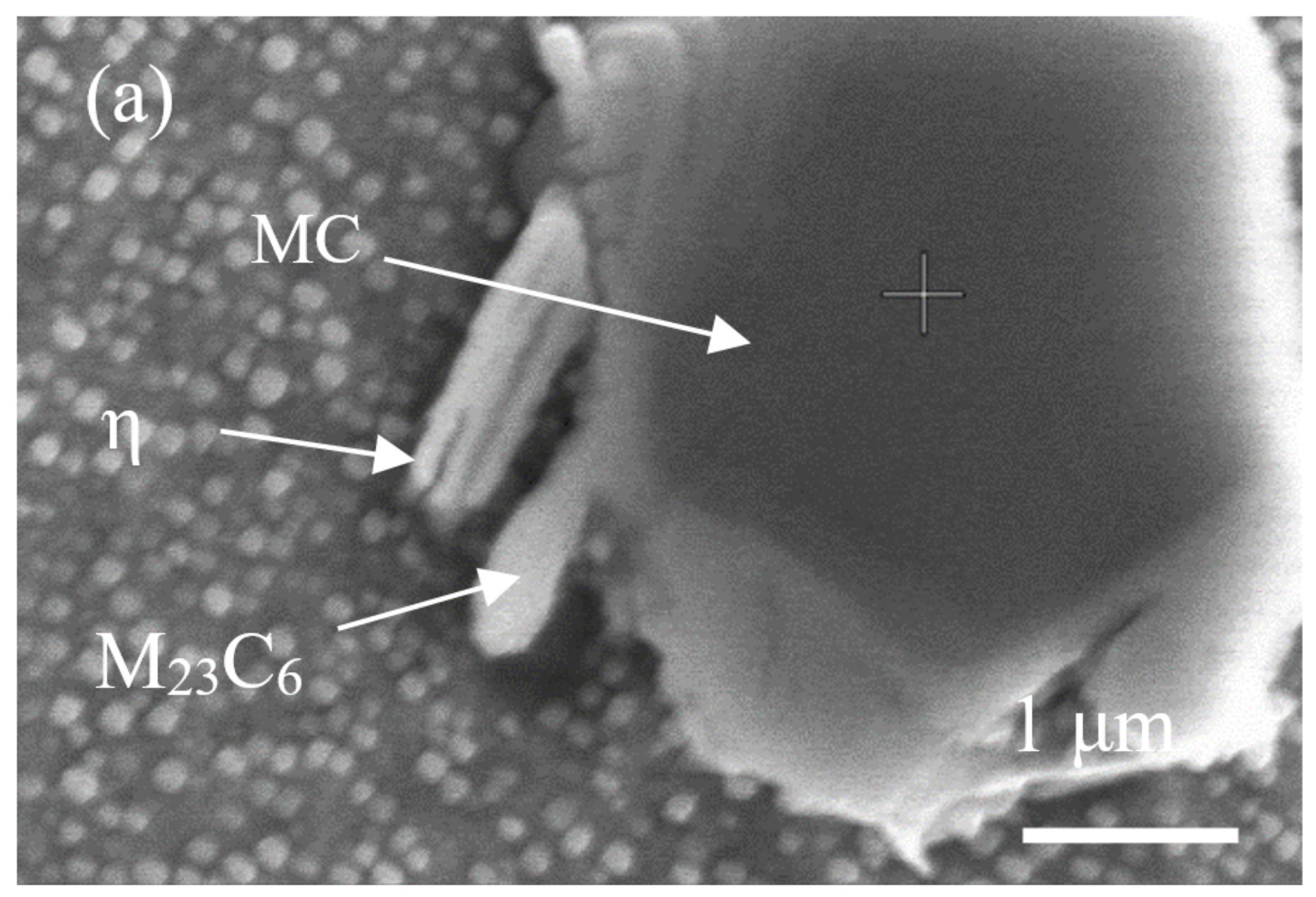
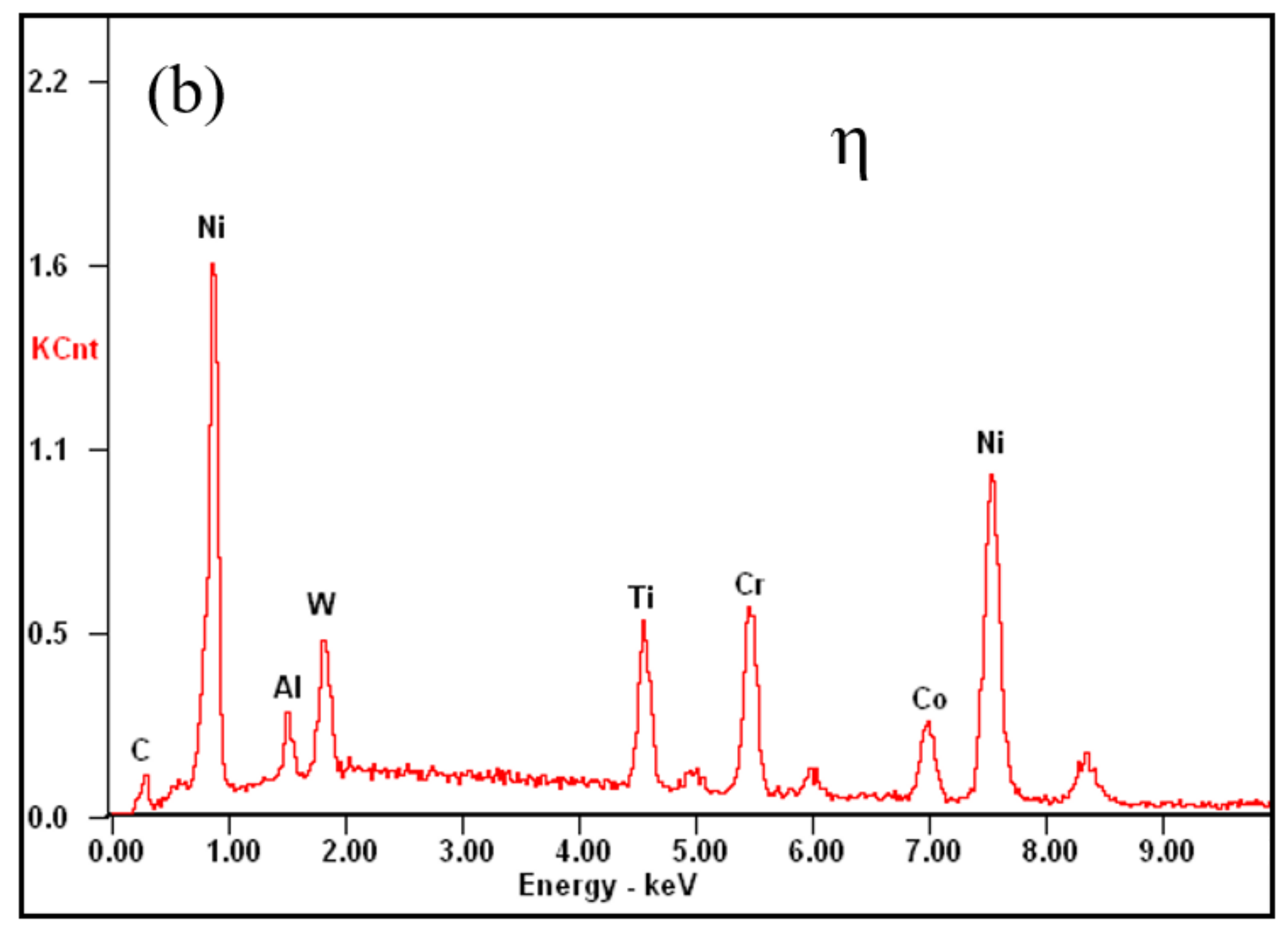
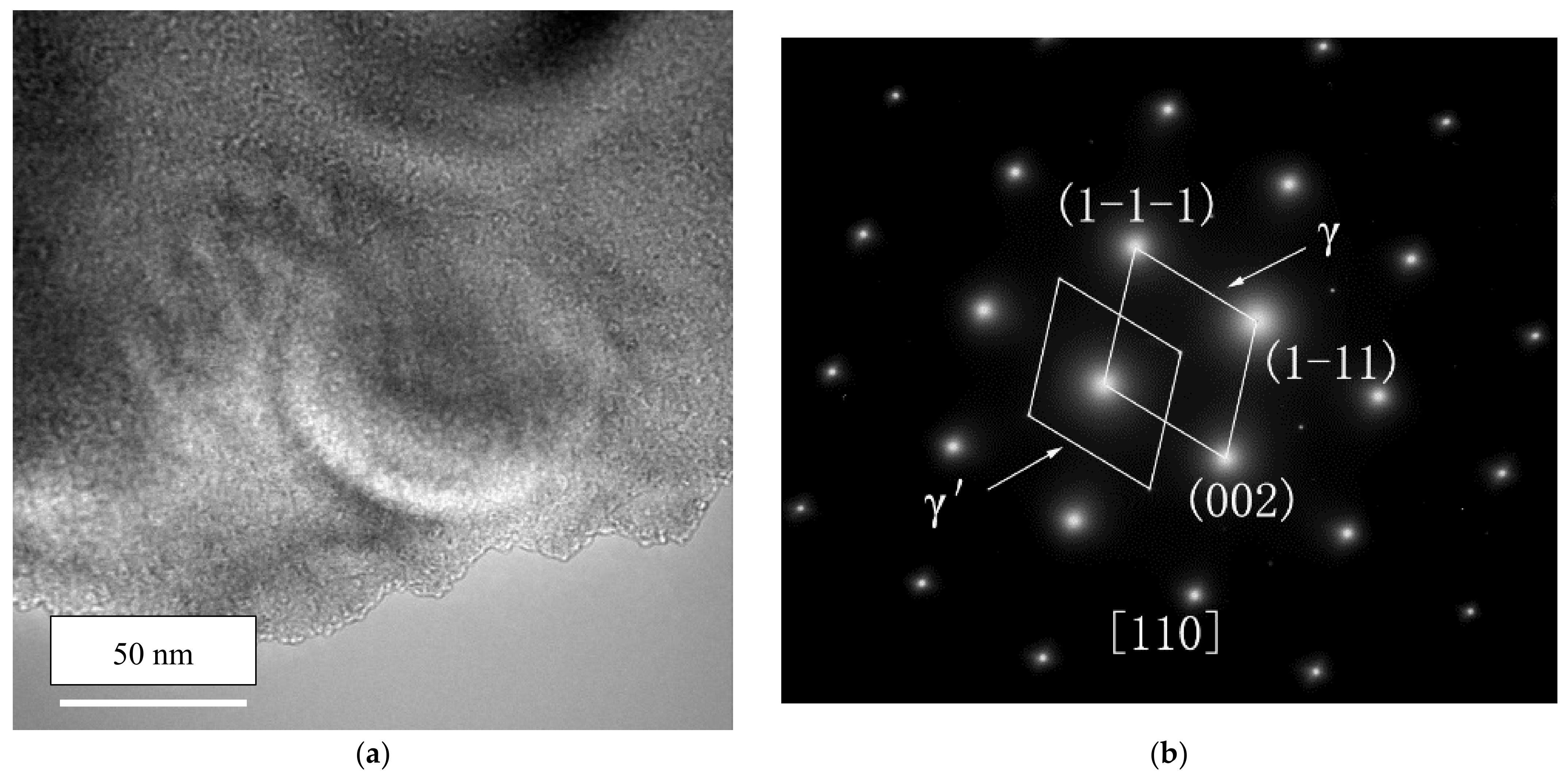
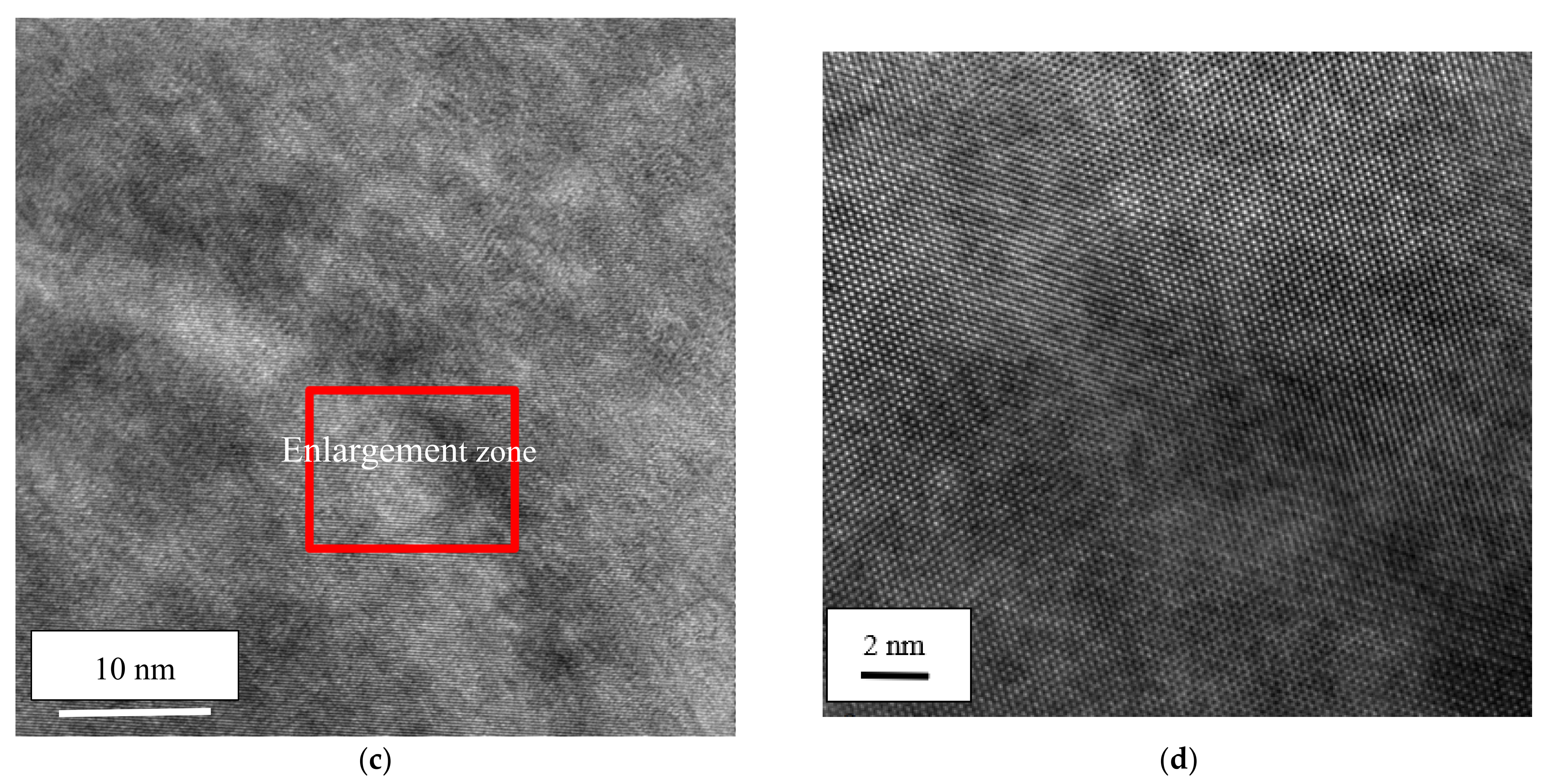
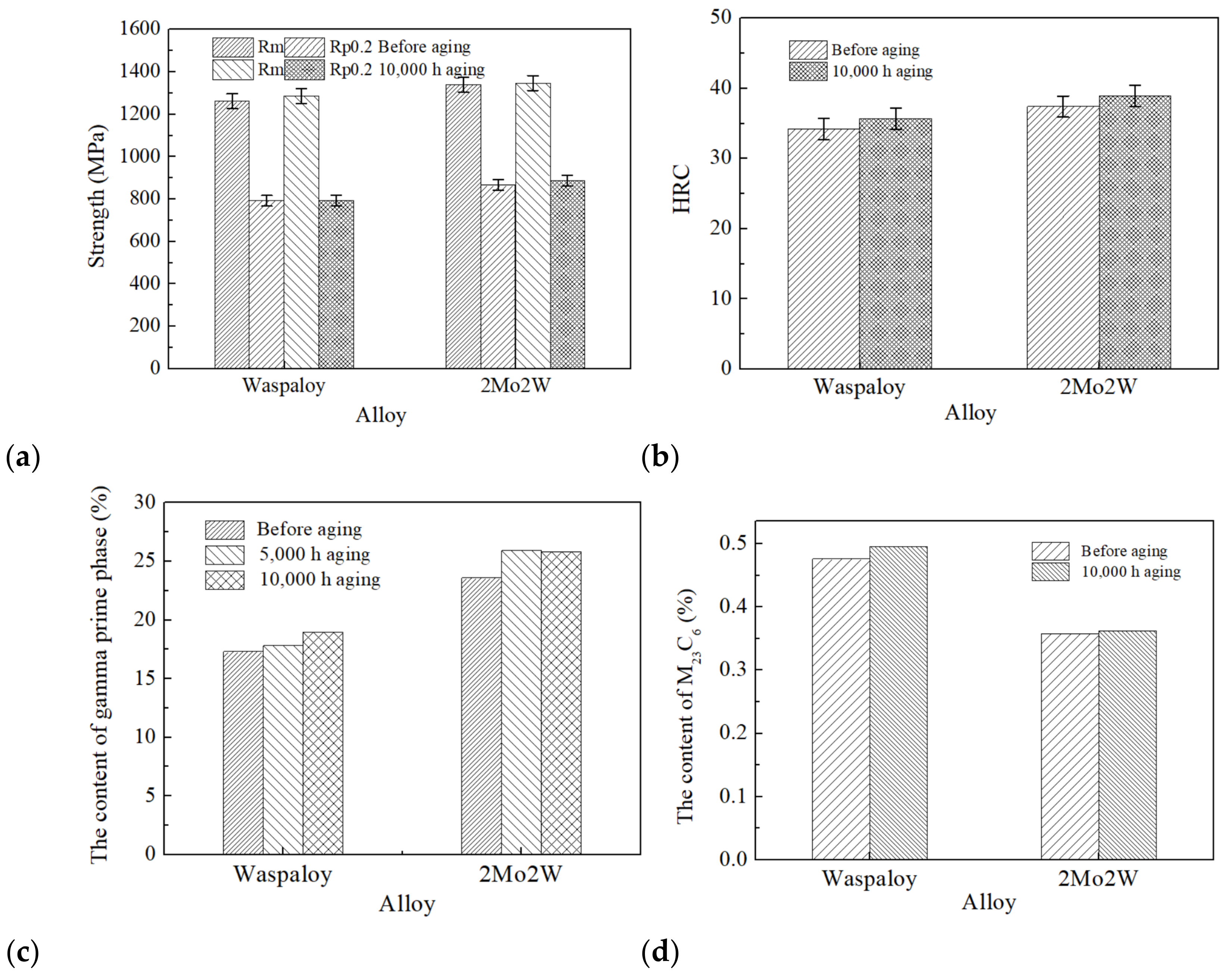
3.1. Characteristics of the Precipitation after Long-Term Exposure
- (1)
- Evolution of carbides
- (2)
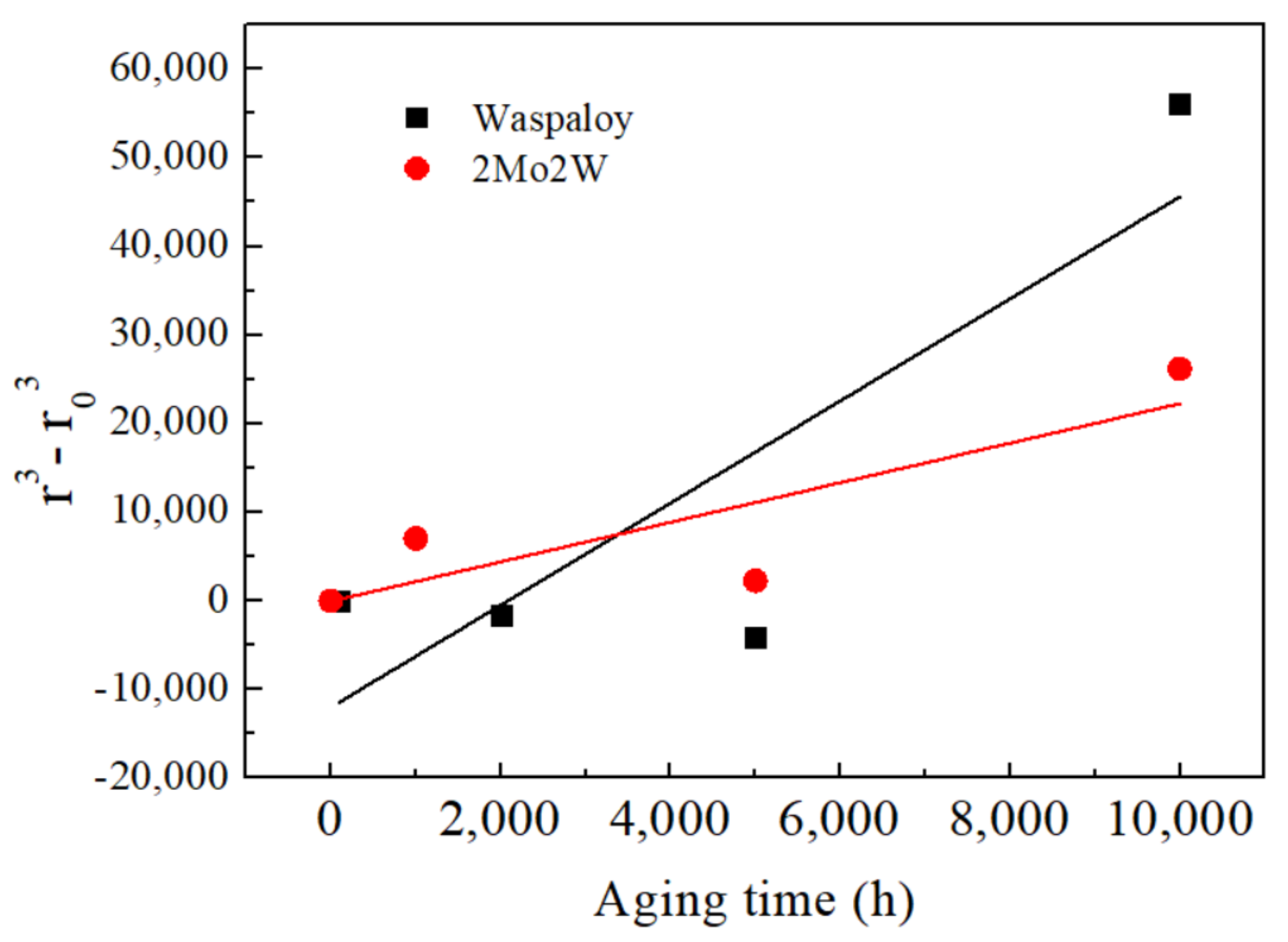
- Evolution and coarsening kinetics of the γ′ phase
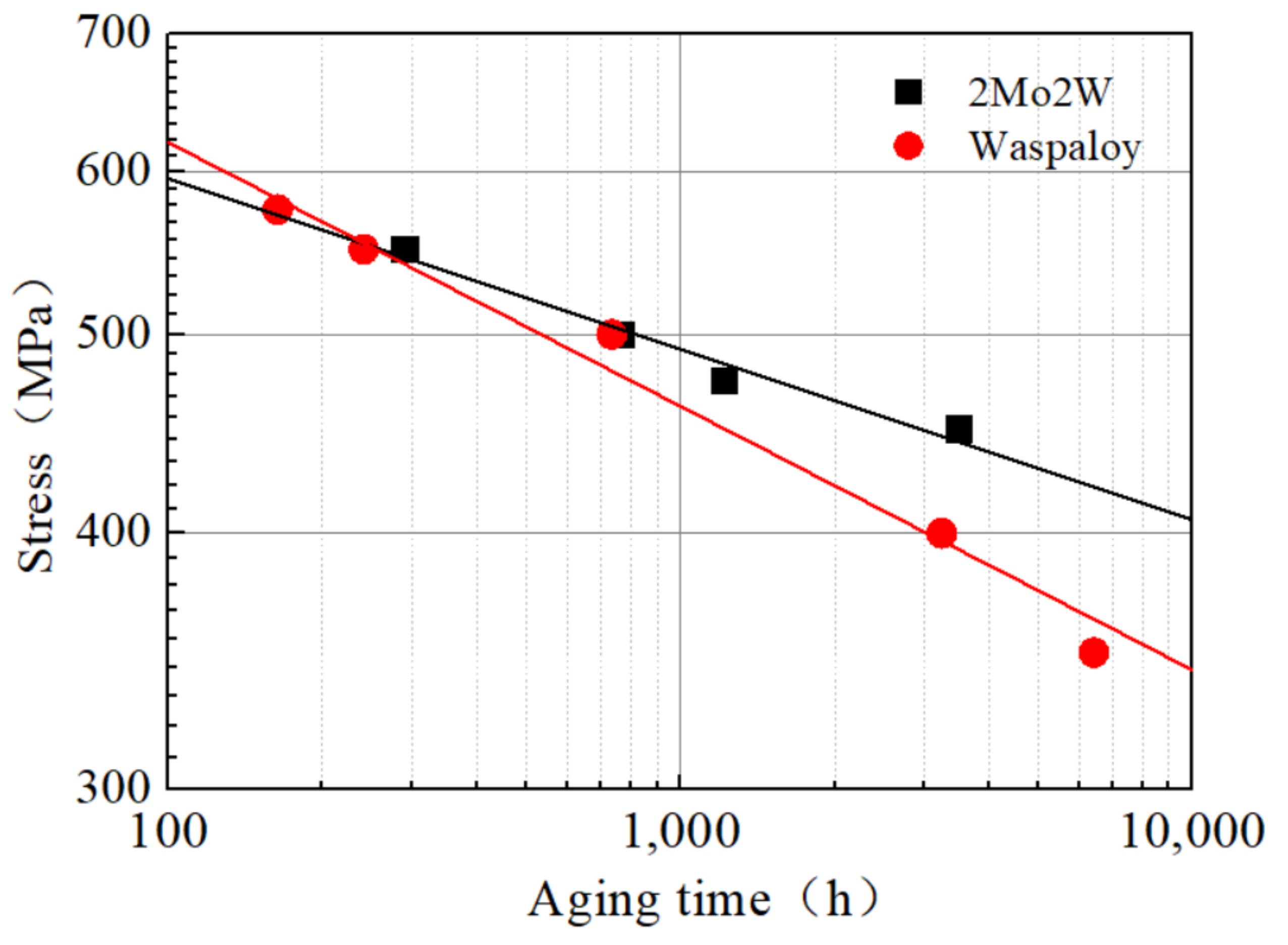
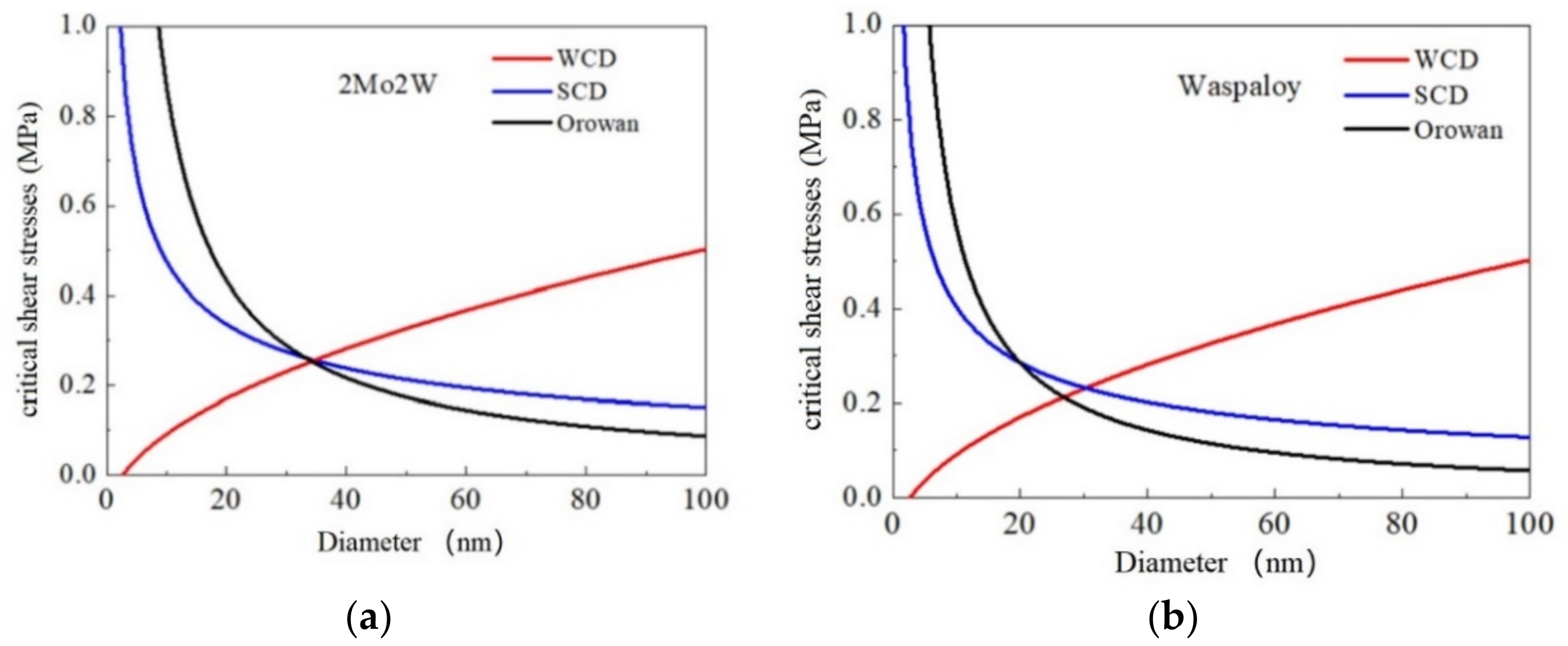
3.2. Discussion on the Mechanism of Creep-Fracture Reinforcement
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Liu, Z.; Chen, Z.; He, X.; Bao, H. Systematical Innovation of Heat Resistant Materials Used for 630~700 ℃ Advanced Ultra-Supercritical (A-USC) Fossil Fired Boilers. Acta Metall. Sin. 2020, 56, 539–548. (In Chinese) [Google Scholar]
- Du, J.; Lv, X.; Dong, J.; Sun, W.; Bi, Z.; Zhao, G.; Deng, Q.; Cui, C.; Ma, H.; Zhang, B. Research progress of wrought superalloys in China. Acta Metall. Sin. 2019, 55, 1115. (In Chinese) [Google Scholar]
- Abe, F.; Kutsumi, H.; Haruyama, H.; Okubo, H. Improvement of oxidation resistance of 9 mass% chromium steel for advanced-ultra supercritical power plant boilers by pre-oxidation treatmentOriginal Research Article. Corros. Sci. 2017, 114, 1–9. [Google Scholar] [CrossRef]
- Wang, L.; Yang, G.; Liu, Z.; Wang, L.; Ma, L.; Yang, Z. Effects of Long-term Aging on Microstructure and Mechanical Properties of a Nickel-base Alloy. Rare Met. Mater. Eng. 2018, 47, 961–967. [Google Scholar]
- Peng, T.; Yang, B.; Yang, G.; Wang, L.; Gong, Z. Stress rupture properties and deformation mechanisms of Nimonic 105 alloy at intermediate temperature. Mater. Sci. Eng. A 2020, 777, 139085. [Google Scholar] [CrossRef]
- Kelekanjeri, V.S.K.G.; Moss, L.K.; Gerhardt, R.A.; Ilavsky, J. Quantification of the coarsening kinetics of γ′ precipitates in Waspaloy microstructures with different prior homogenizing treatments. Acta Mater. 2009, 57, 4658–4670. [Google Scholar] [CrossRef]
- Chamanfar, A.; Jahazi, M.; Gholipour, J.; Wanjara, P.; Yuea, S. Evolution of flow stress and microstructure during isothermal compression of Waspaloy. Mater. Sci. Eng. A 2014, 615, 497–510. [Google Scholar] [CrossRef]
- Razumovskiy, V.I.; Lozovoi, A.Y.; Razumovskii, I.M. First-principles-aided design of a new ni-base superalloy: Influence of transition metal alloying elements on grain boundary and bulk cohesion. Acta Mater. 2015, 82, 369–377. [Google Scholar] [CrossRef]
- Bao, H.-S.; Yang, G.; Chen, Z.-Z.; Liu, Z.-D. Effects of long-term aging on microstructure and properties of a tungsten bearing heat-resistant alloy. J. Iron Steel Res. Int. 2020, 27, 477–487. [Google Scholar] [CrossRef]
- Gong, Z.-H.; Ma, Y.-Y.; Bao, H.-S.; Yang, G. Effect of W on formation and properties of precipitates in Ni-based superalloys. J. Iron Steel Res. Int. 2021, 28, 910–919. [Google Scholar] [CrossRef]
- Gong, Z.; Bao, H.; Yang, G. Dynamic Recrystallization and Hot-Working Characteristics of Ni-Based Alloy with Different Tungsten Content. Metals 2019, 9, 298. [Google Scholar] [CrossRef] [Green Version]
- Bao, H.S.; Gong, Z.H.; Chen, Z.Z.; Yang, G. Evolution of precipitates in Ni–Co–Cr–W–Mo superalloys with different tungsten contents. Rare Met. 2020, 39, 716–724. [Google Scholar] [CrossRef]
- Wang, L.; Yang, G.; Lei, T.; Yin, S.-B.; Wang, L. Hot Deformation Behavior of GH738 for A-USC Turbine Blades. J. Iron Steel Res. Int. 2015, 22, 1043–1048. [Google Scholar] [CrossRef]
- Wang, L.; Yang, G.; Lei, T.; Yin, S.-B.; Wang, L. Mechanical Properties and Microstructure of Waspaloy Superalloy with W Additions. Chin. J. Rare Met. 2016, 40, 117–124. [Google Scholar]
- Liu, T.F.; Peng, S.W.; Lin, Y.L.; Wu, C.C. Orientation relationships among M23C6, M6C, and austenite in an Fe-Mn-Al-Mo-C alloy. Metall. Trans. A 1990, 21, 567–574. [Google Scholar] [CrossRef]
- Lvov, G.; Levit, V.I.; Kaufman, M.J. Mechanism of Primary MC Carbide Decomposition in Ni-Base Superalloys. Metall. Mater. Trans. A 2004, 35, 1669–1679. [Google Scholar] [CrossRef]
- Qin, X.Z.; Guo, J.T.; Yuan, C.; Chen, C.L.; Ye, H.Q. Effects of long-term thermal exposure on the microstructure and properties of a cast Ni-base superalloy. Metall. Mater. Trans. A 2007, 38, 3014–3022. [Google Scholar] [CrossRef]
- Wang, J.; Zhou, L.; Qin, X.; Sheng, L.; Hou, J.; Guo, J. Primary MC decomposition and its effects on the rupture behaviors in hot corrosion resistant Ni-based superalloy K444. Mater. Sci. Eng. A 2012, 553, 14–21. [Google Scholar] [CrossRef]
- Wu, X.; Li, Y.; Huang, M.; Liu, W.; Hou, Z. Precipitation kinetics of ordered γ′phase and microstructureevolution in a Ni-Al alloy. Mater. Chem. Phys. 2016, 182, 125–132. [Google Scholar] [CrossRef]
- Turchi, P.E.A.; Kaufman, L.; Liu, Z.K. Modeling of Ni–Cr–Mo based alloys: Part II—Kinetics. Comput. Coupling Phase Diagr. Thermochem. 2007, 31, 237–248. [Google Scholar] [CrossRef] [Green Version]
- Brown, L.; Ham, R. Strengthening Methods in Crystals; Applied Science Publication Ltd.: London, UK, 1971. [Google Scholar]
- Reppich, B.; Schepp, P.; Wehner, G. Some new aspects concerning particle hardening mechanisms in γ′ precipitating nickel-base alloys—II. Experiments. Acta Metall. 1982, 30, 95–104. [Google Scholar] [CrossRef]
- Masoumi, F.; Jahazi, M.; Shahriari, D.; Cormier, J. Coarsening and dissolution of γ′ precipitates during solution treatment of AD730™ Ni-based superalloy: Mechanisms and kinetics models. J. Alloy. Compd. 2016, 658, 981–995. [Google Scholar] [CrossRef]
- Ricks, R.A.; Poter, A.J.; Ecob, R.C. The growth of gamma prime precipitates in nickel-base superalloys. Acta Metall. 1983, 31, 43–53. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | C | Cr | Co | Al | Ti | W | Mo | Zr | B | Ni |
|---|---|---|---|---|---|---|---|---|---|---|
| 2Mo2W | 0.04 | 19.49 | 13.56 | 1.44 | 2.95 | 1.97 | 2.19 | 0.028 | 0.01 | Bal. |
| Waspaloy [14,15] | 0.056 | 19.64 | 13.68 | 1.40 | 3.18 | - | 4.5 | 0.044 | 0.0063 | Bal. |
| Precipitation | C K | AlK | WL | TiK | CrK | CoK | NiK | MoL |
|---|---|---|---|---|---|---|---|---|
| η | 0.04 | 1.6 | 1.86 | 7.17 | 12.62 | 11.99 | 64.72 | - |
| M23C6 | 2.97 | 1.49 | 1.66 | 3.17 | 19.03 | 12.15 | 56.26 | 3.27 |
| MC | 1.12 | 0.49 | 12.35 | 50.59 | 8.90 | 4.65 | 16.25 | 6.64 |
| Test Alloy (r/nm) | Before Aging | 1000 h | 2000 h | 5000 h | 10,000 h |
|---|---|---|---|---|---|
| 2Mo2W | 30.75 | 32.15 | - | 28.90 | 34.50 |
| Waspaloy | 31.40 | - | 31.80 | 33.50 | 41.35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yao, H.; Dong, J.; Gong, Z.; Zhao, J.; Yang, G. Influence of Replacing Molybdenum with Tungsten on the Creep Fracture Property of Waspaloy Nickel-Based Alloy. Metals 2022, 12, 1842. https://doi.org/10.3390/met12111842
Yao H, Dong J, Gong Z, Zhao J, Yang G. Influence of Replacing Molybdenum with Tungsten on the Creep Fracture Property of Waspaloy Nickel-Based Alloy. Metals. 2022; 12(11):1842. https://doi.org/10.3390/met12111842
Chicago/Turabian StyleYao, Hanxin, Jianxin Dong, Zhihua Gong, Jiqing Zhao, and Gang Yang. 2022. "Influence of Replacing Molybdenum with Tungsten on the Creep Fracture Property of Waspaloy Nickel-Based Alloy" Metals 12, no. 11: 1842. https://doi.org/10.3390/met12111842