
Hydrogen Embrittlement of Inconel 718 Manufactured by Laser Powder Bed Fusion Using Sustainable Feedstock: Effect of Heat Treatment and Microstructural Anisotropy

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
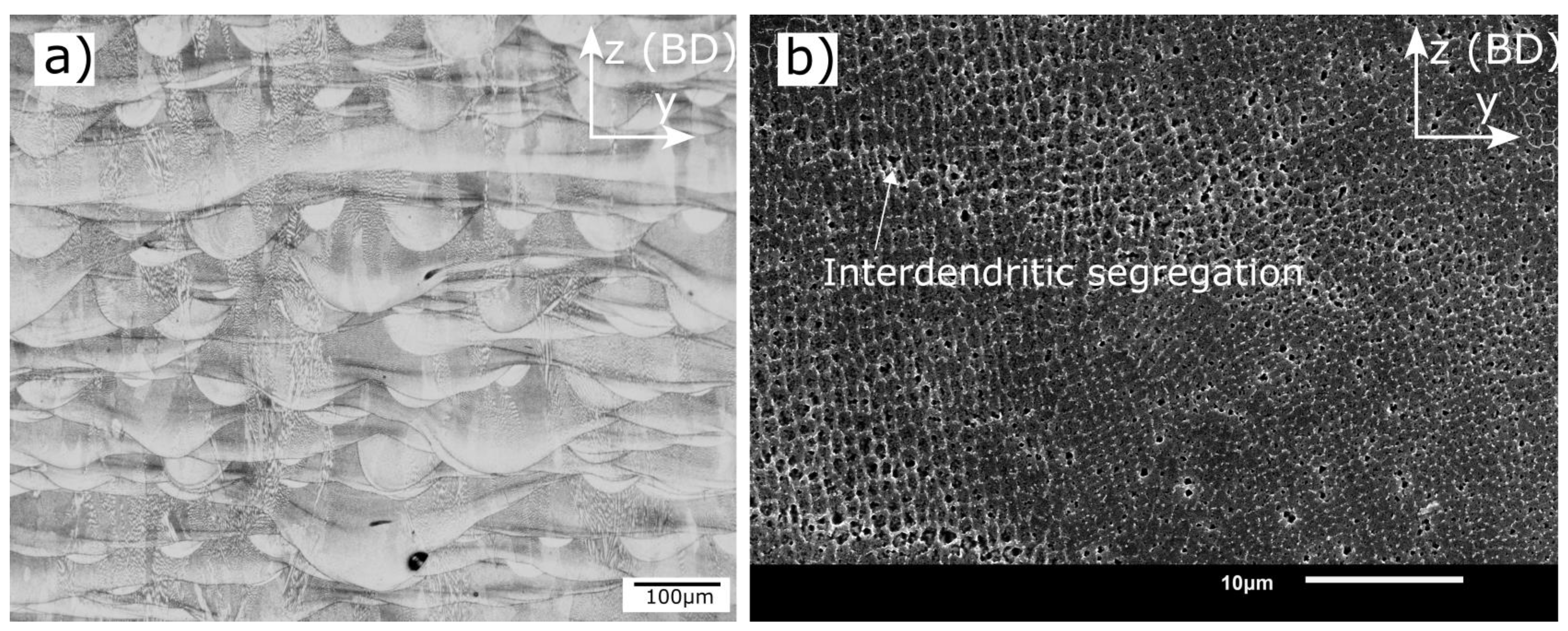
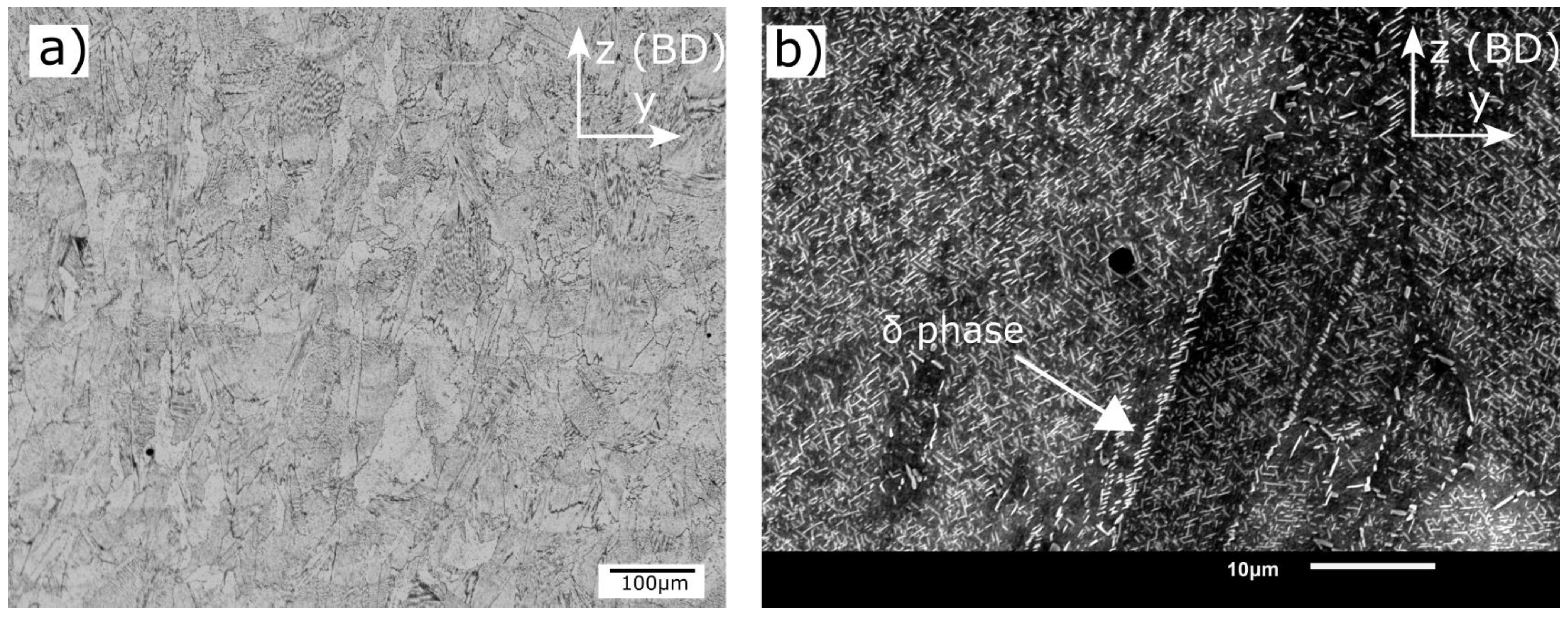
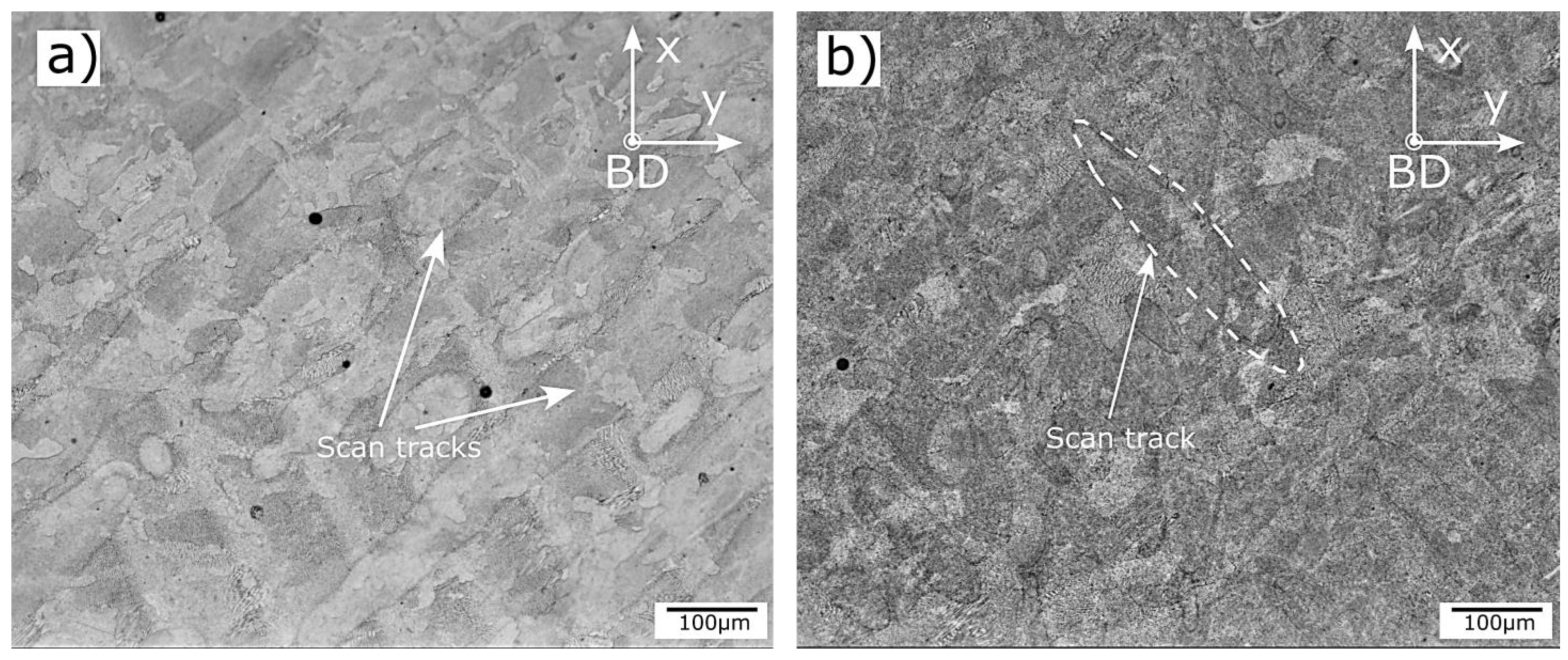
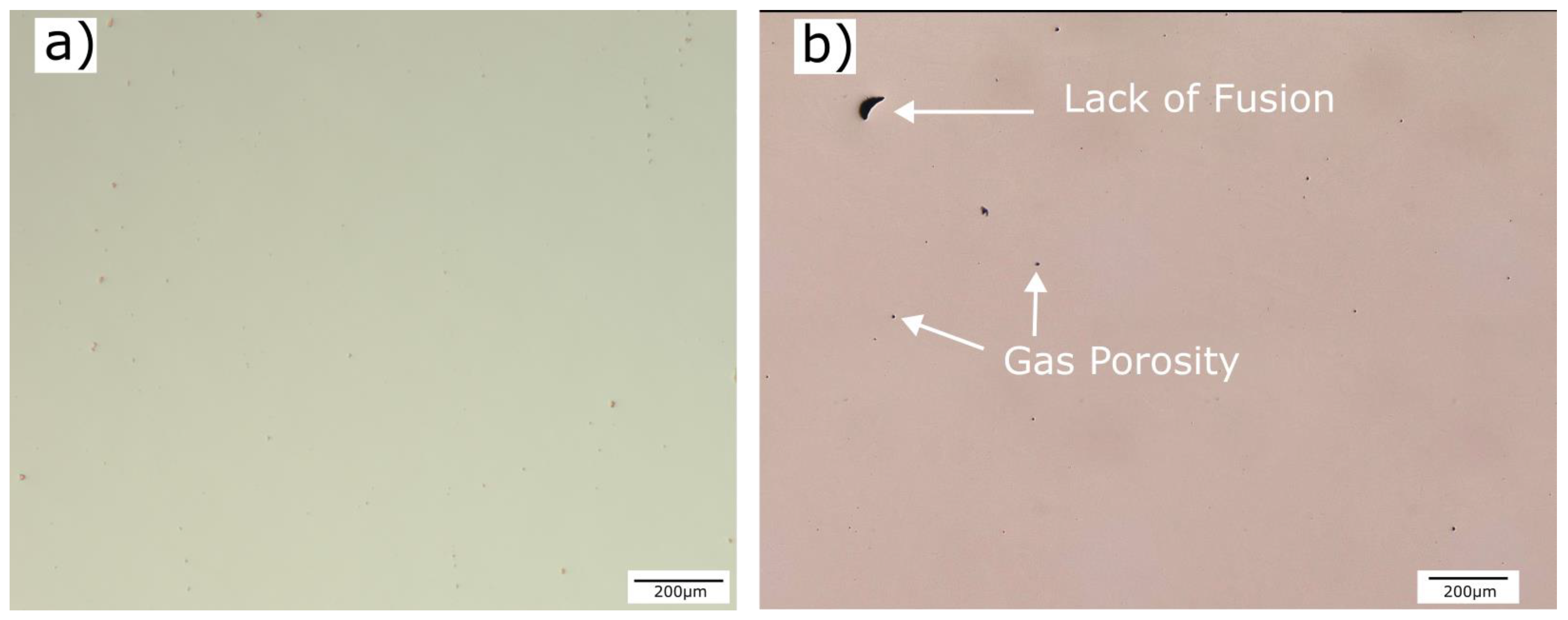
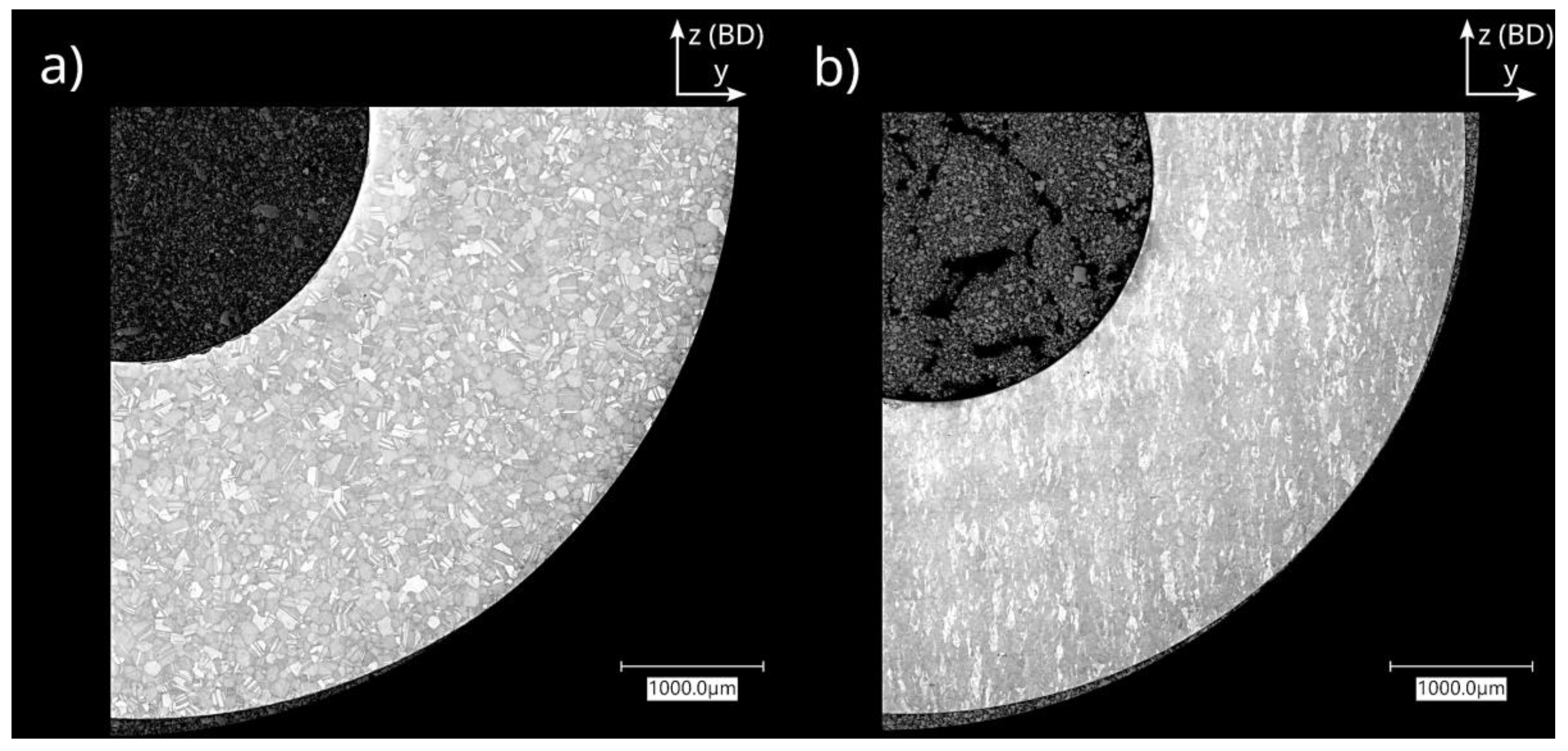
3.1. Microstructural Characterisation
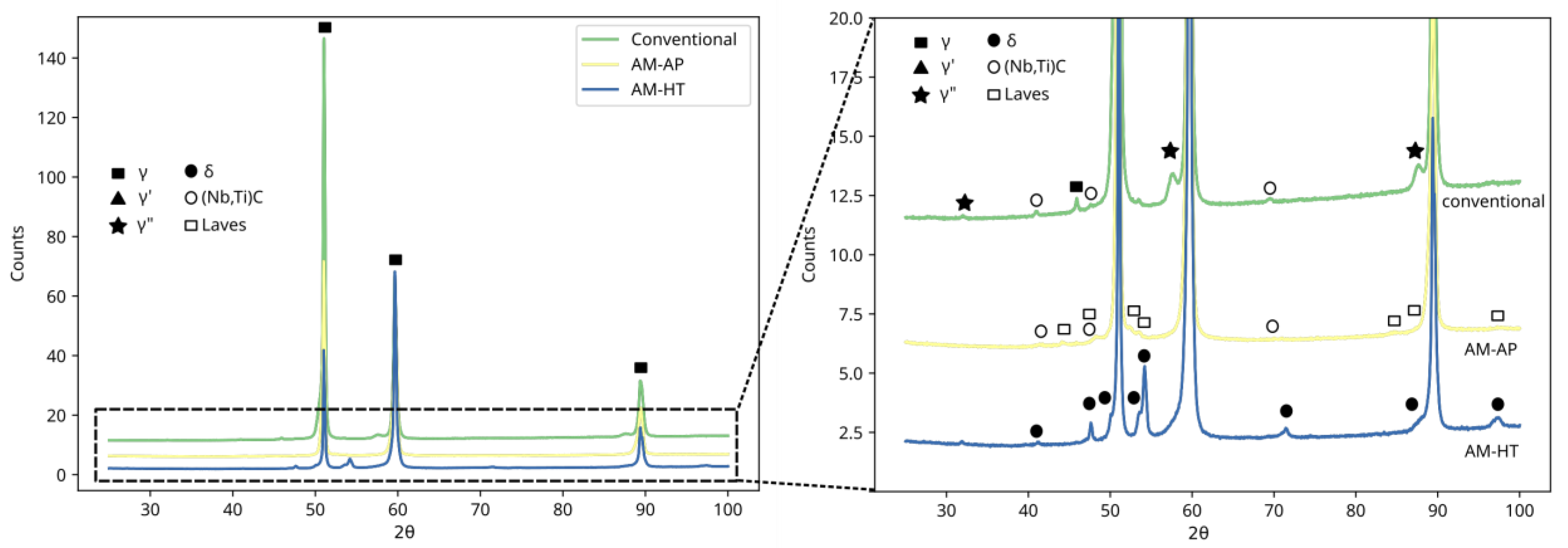
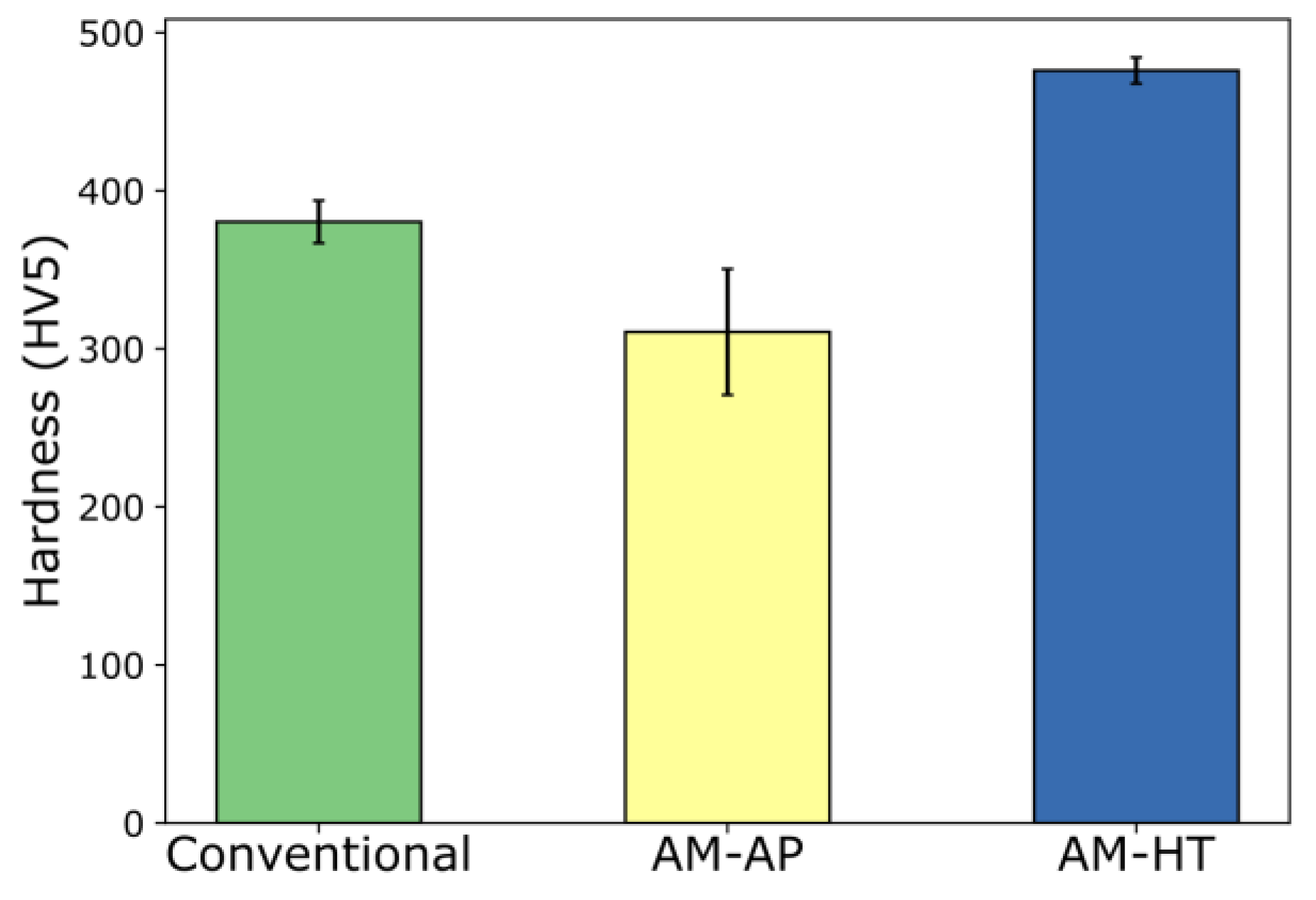
3.2. XRD Analysis and Vickers Hardness Measurements
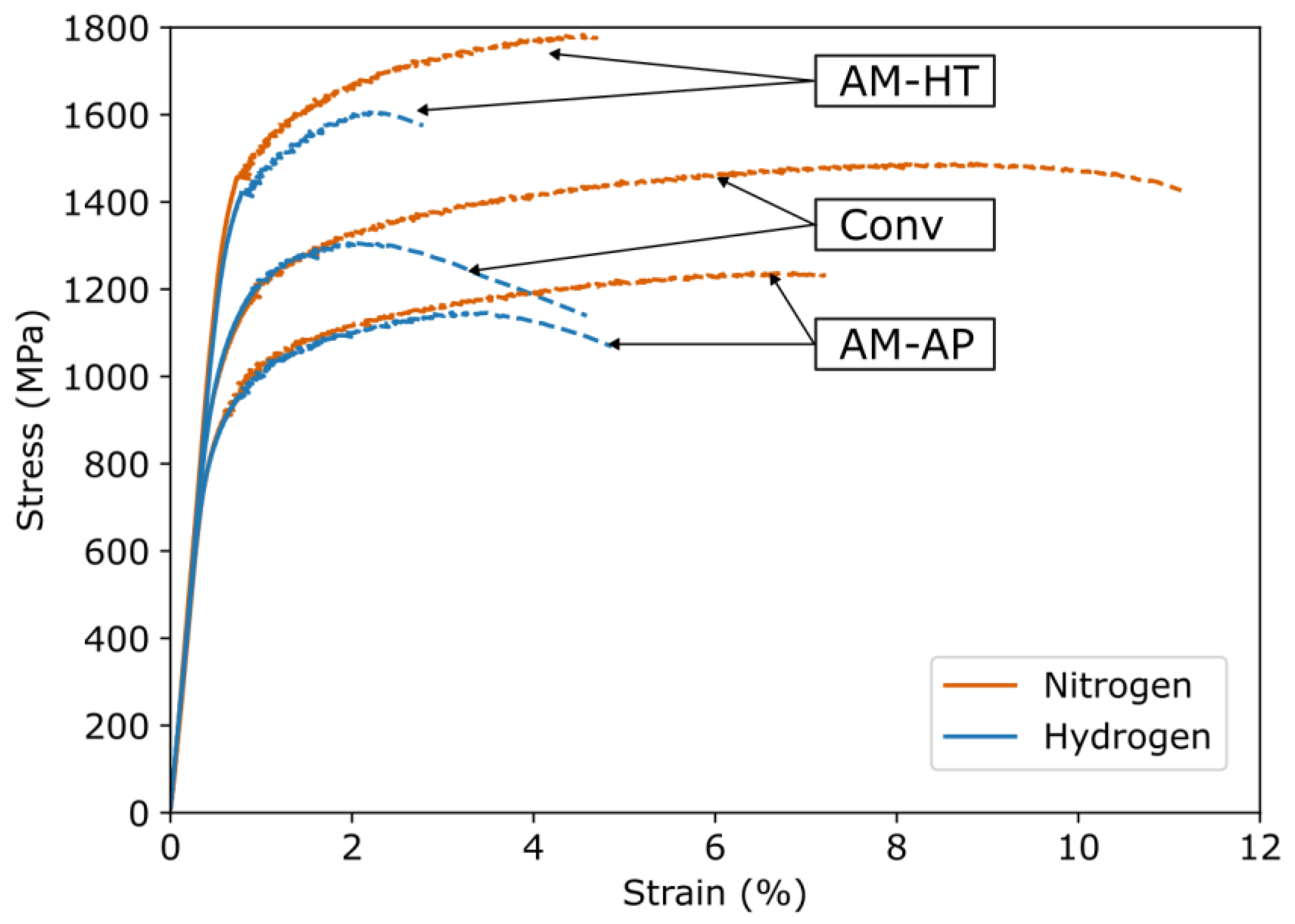
3.3. In-Situ Gaseous Hydrogen Slow Strain Rate Testing (SSRT)
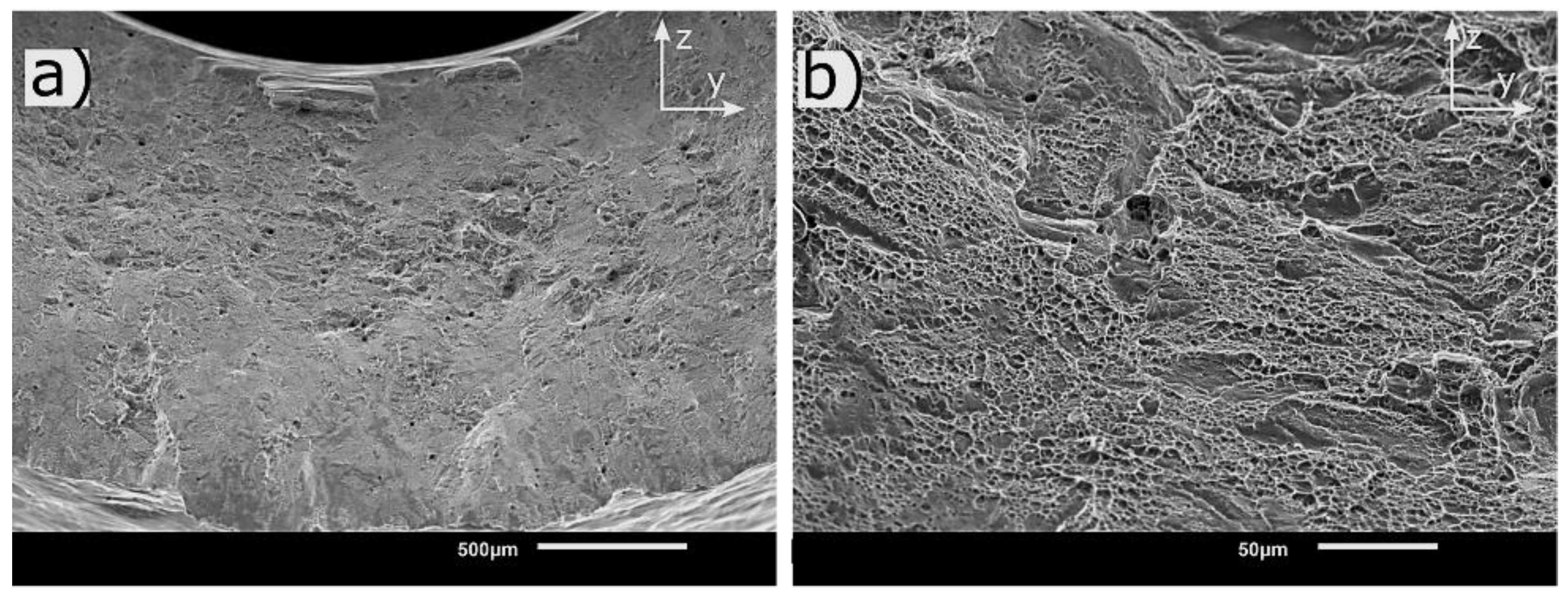
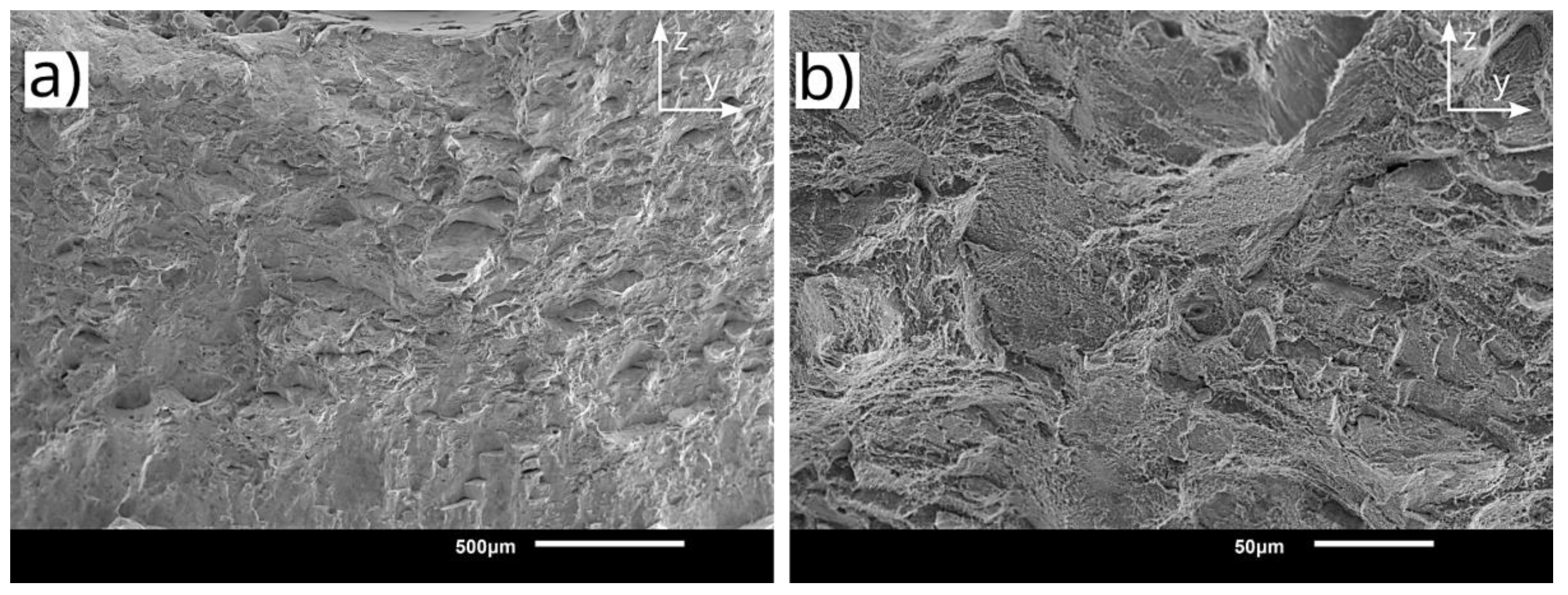
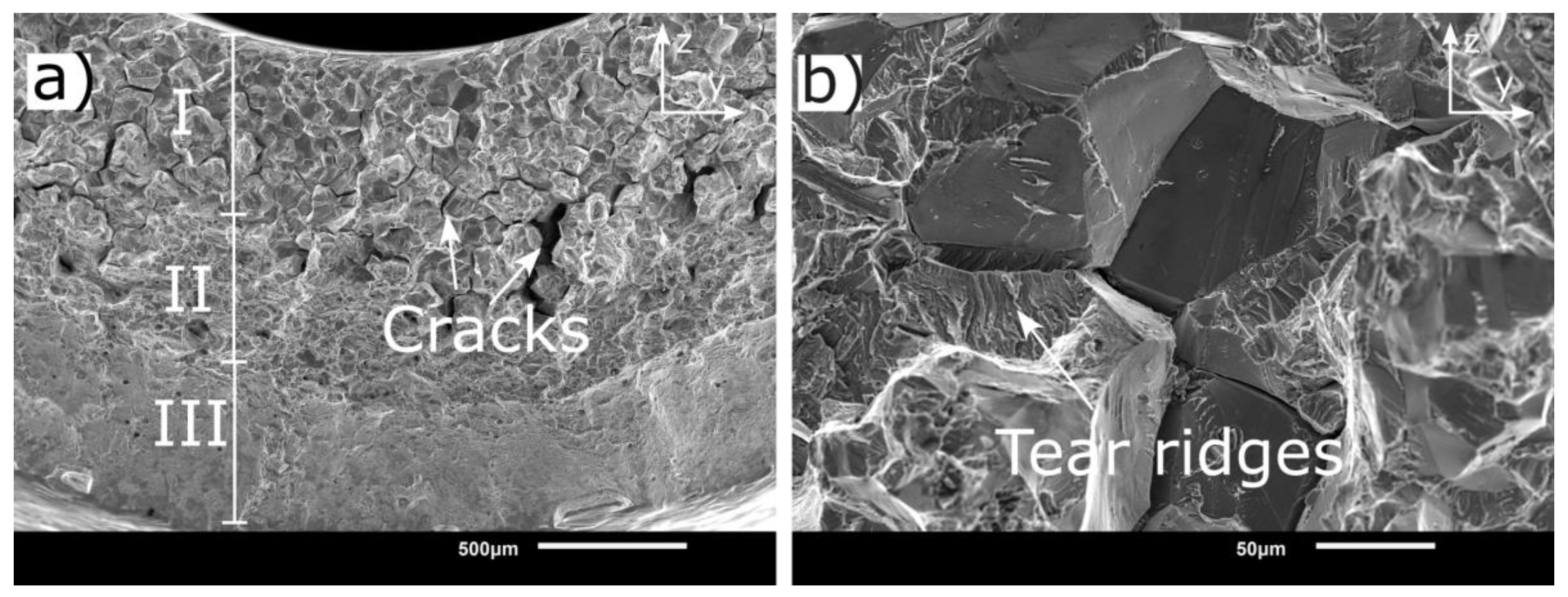
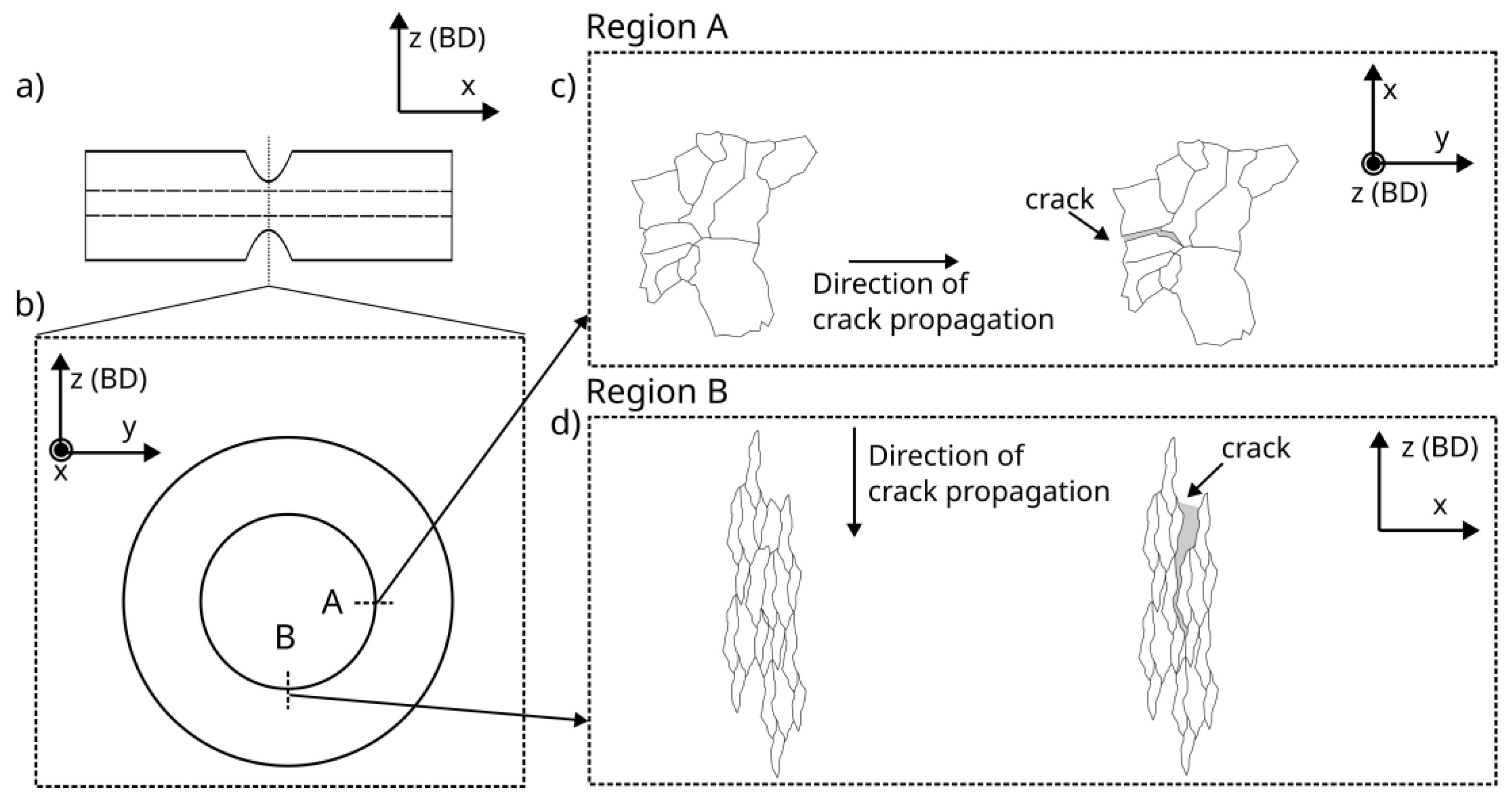
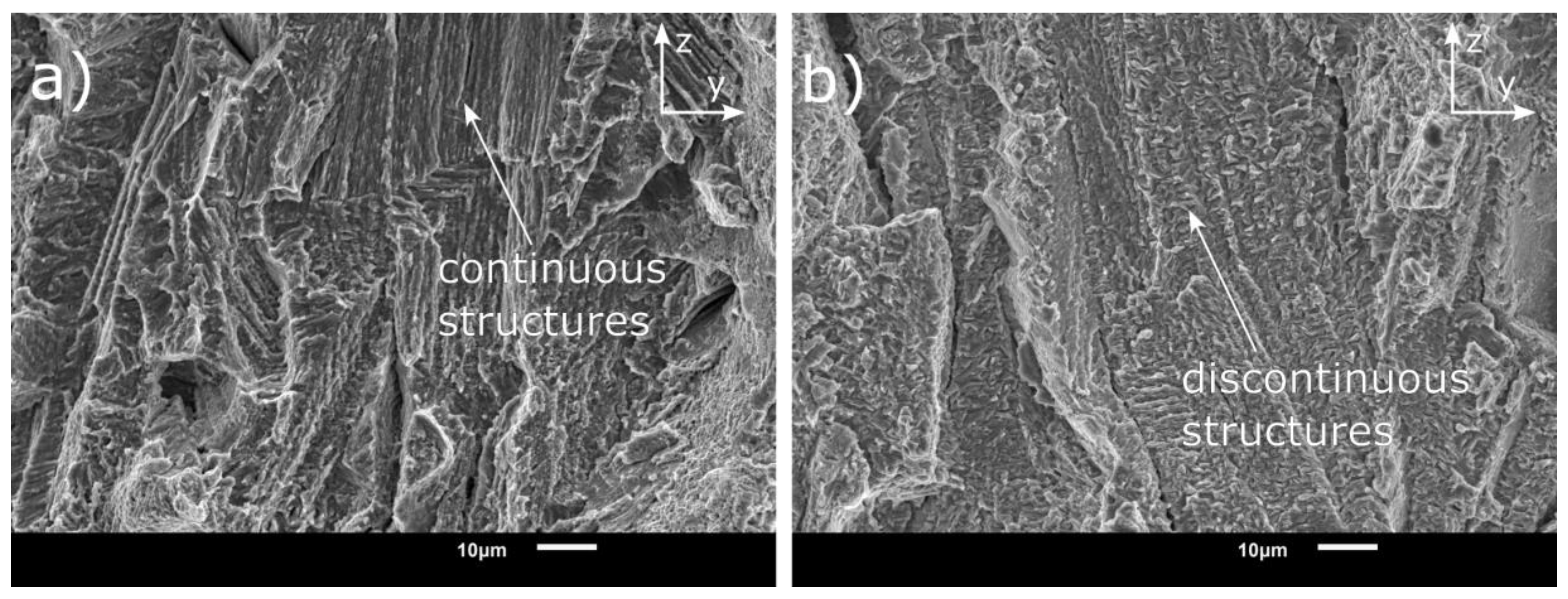
3.4. Fractography
4. Conclusions
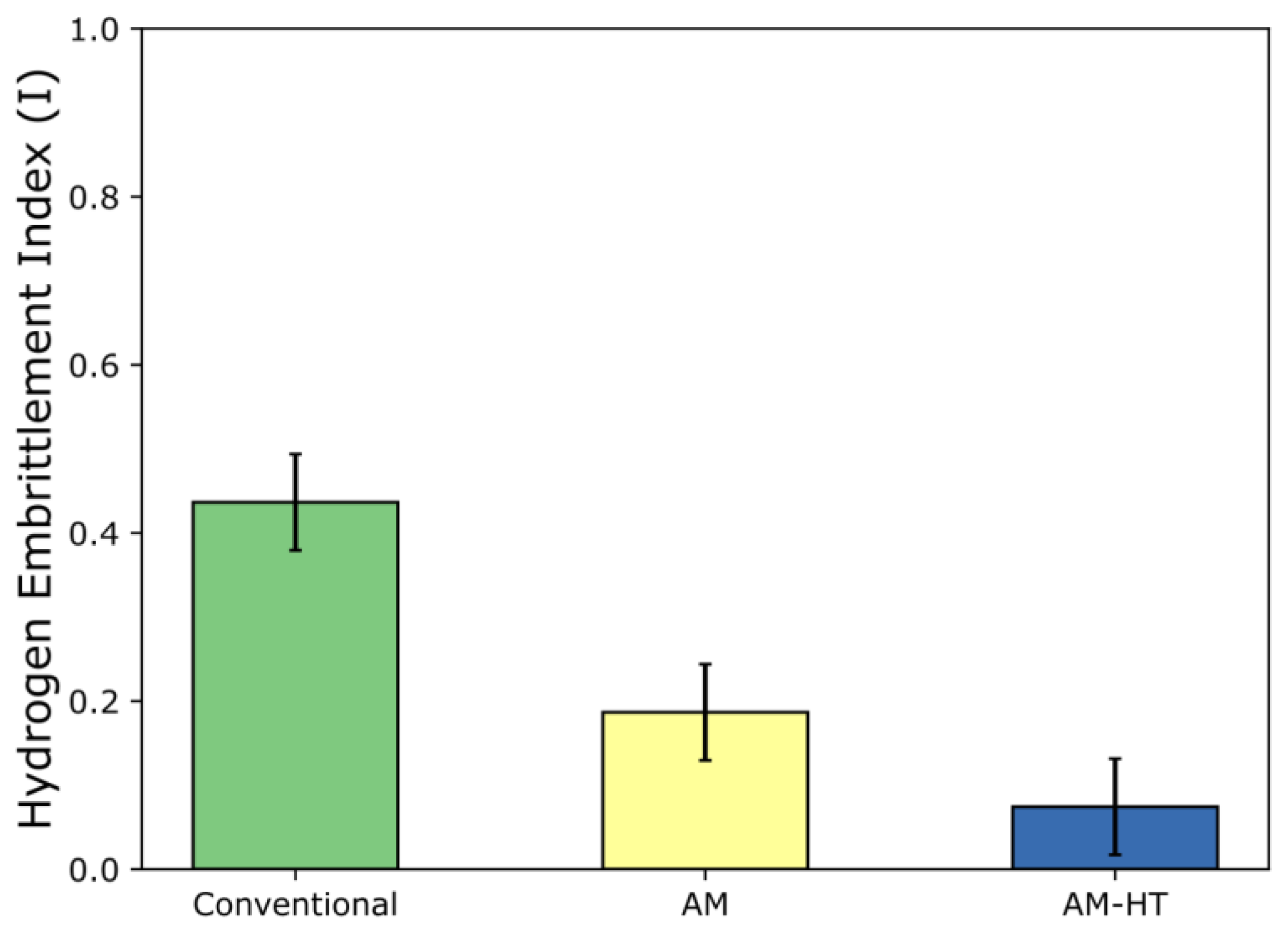
- The L-PBF Inconel 718 produced from recycled powder shows severe embrittlement in the presence of in-situ gaseous (150 bar) hydrogen. However, in the as-processed state, the degree of embrittlement (HEI) is 50% lower compared to the conventional Inconel 718.
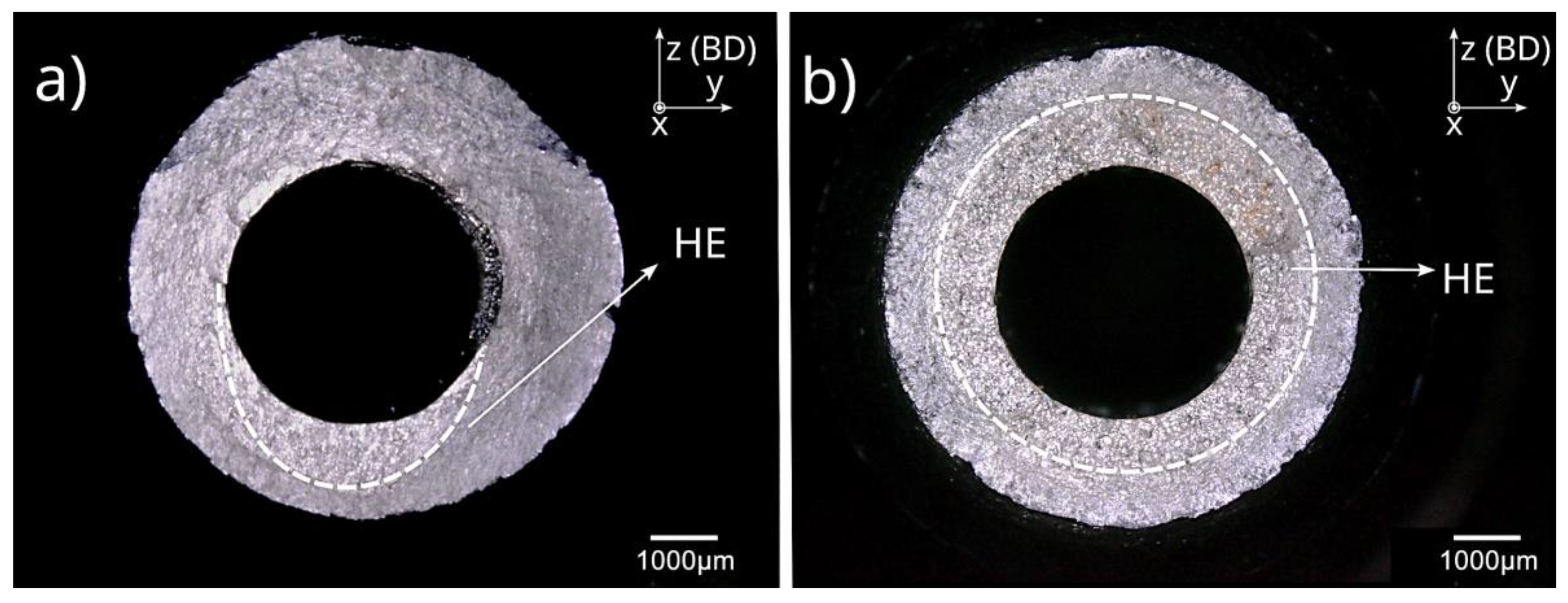
- L-PBF Inconel 718 was found to have coarse-grained microstructure with columnar grains elongated along the building direction (BD). Microstructural anisotropy with respect to BD was observed in both as-processed and after post-processing heat treatment states. Such anisotropy has led to a narrow hydrogen embrittlement zone along the build direction.
- Despite the higher yield strength, AM-HT Inconel 718 showed the least degree of hydrogen embrittlement (64% lower than conventional Inconel 718). The better resistance compared to the conventional Inconel 718 could be attributed to the AM-induced microstructural anisotropy. As hydrogen embrittlement occurs only in a narrow region along the build direction, the remainder of the material retains its ductility, unlike the conventional sample where a uniform and wide HE region is observed.
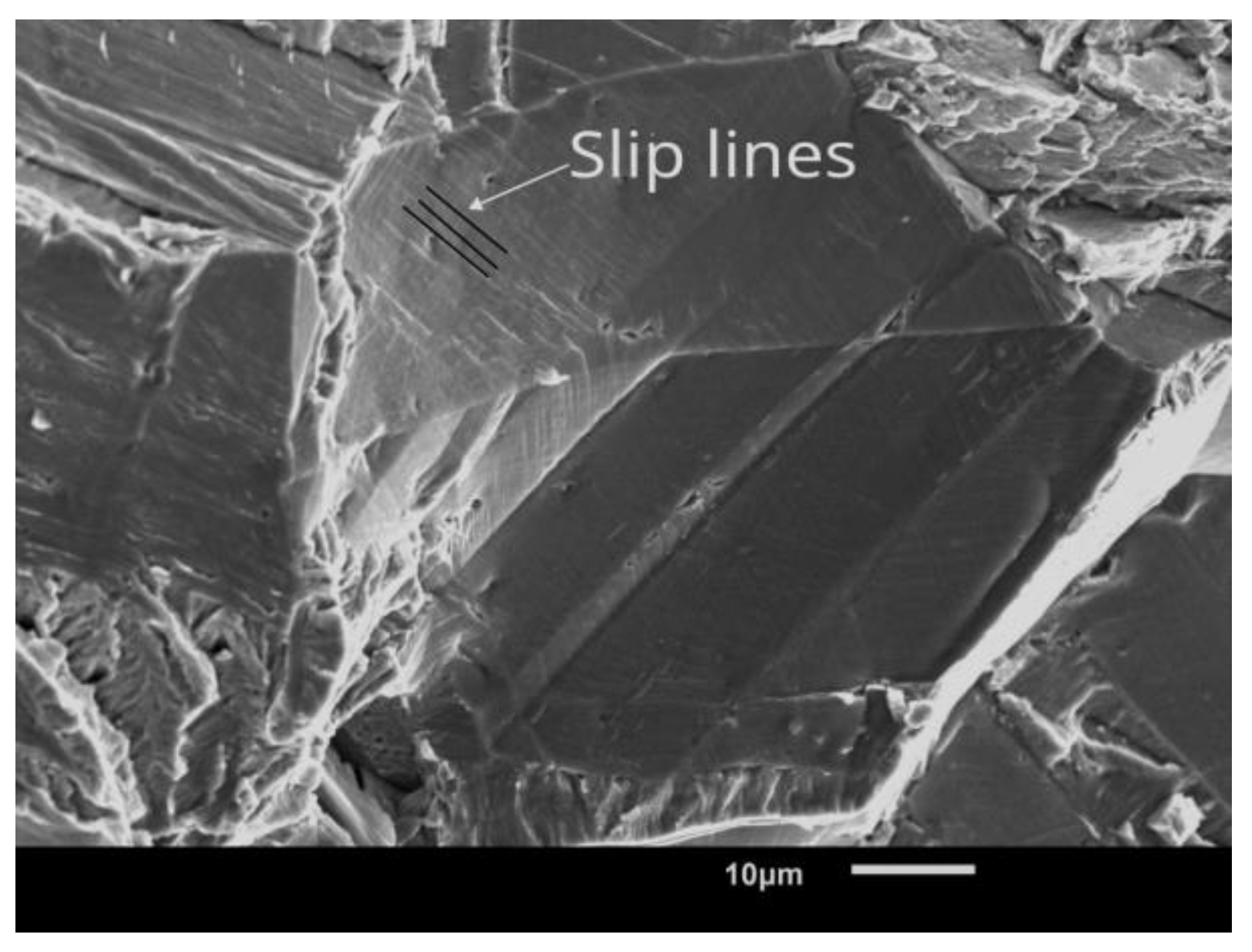
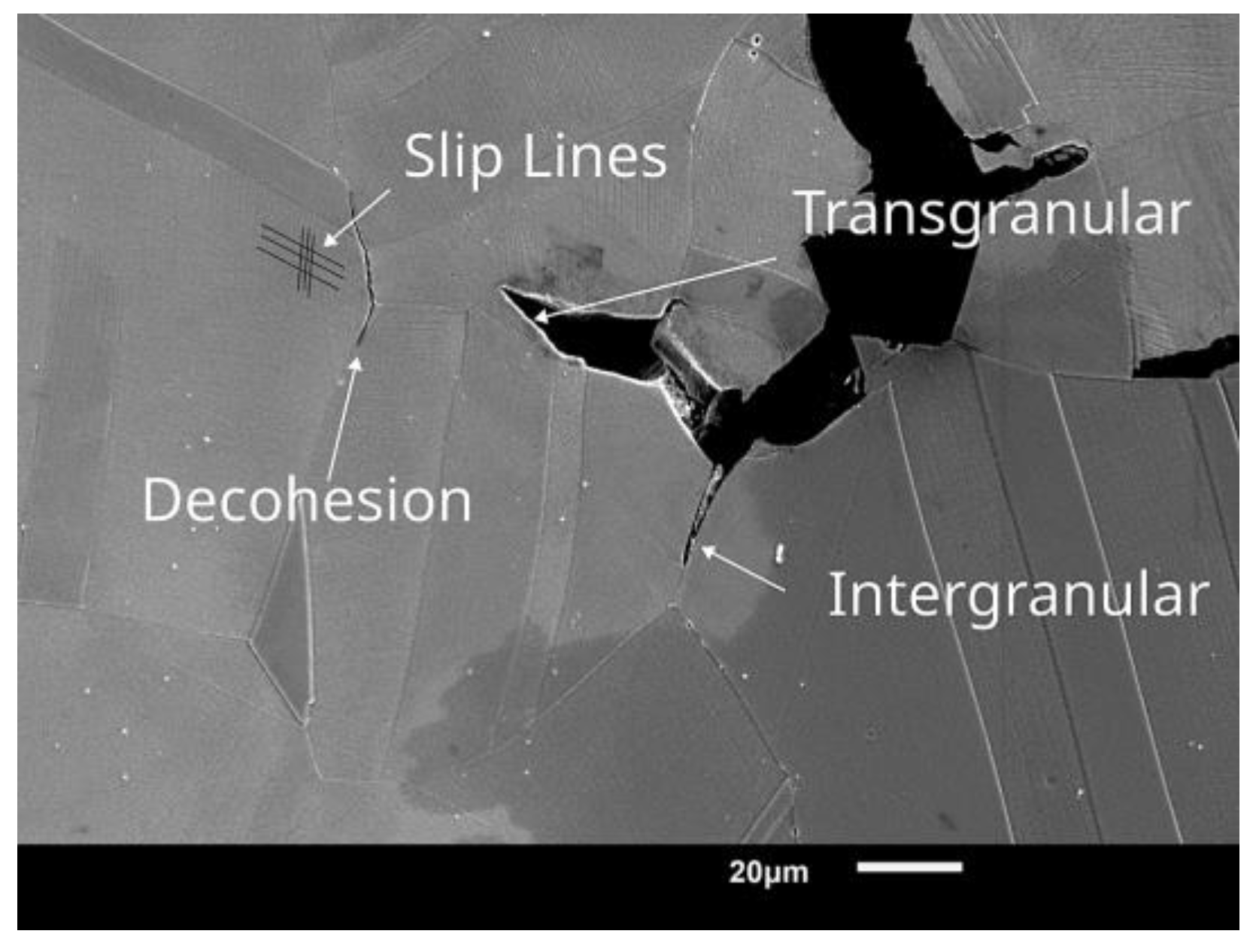
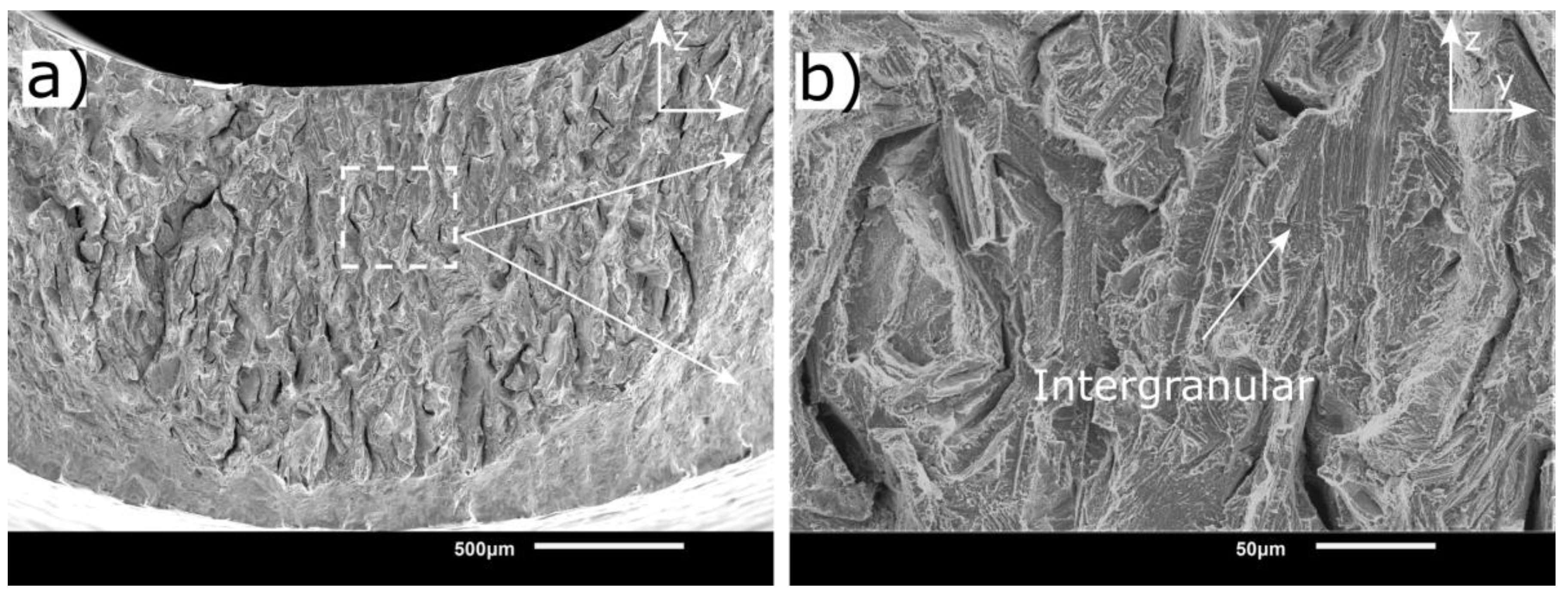
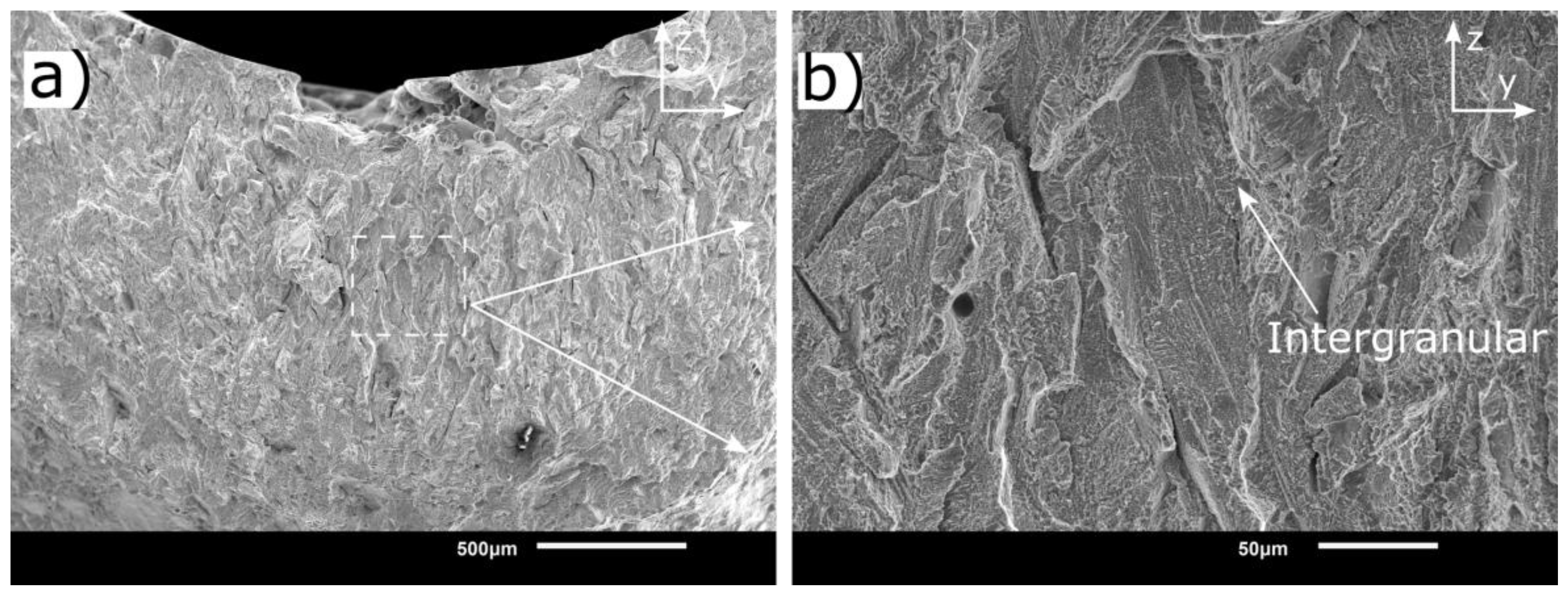
- The fracture surface of AM Inconel 718 was found to be similar to that of the conventional samples. It can, thus, be expected that the same HE mechanisms is occurring in both conventional and AM samples. For the conventional samples, brittle cleavage facets and presence of dislocation slip lines signifying plasticity were found on the fracture surface. It was concluded that the HE mechanism includes an interplay between HEDE, HELP and AIDE.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2nd ed.; Springer: New York, NY, USA, 2010. [Google Scholar]
- Javaid, M.; Haleem, A.; Singh, R.P.; Suman, R.; Rab, S. Role of additive manufacturing applications towards environmental sustainability. Adv. Ind. Eng. Polym. Res. 2021, 4, 312–322. [Google Scholar] [CrossRef]
- Bhowmik, S.; McWilliams, B.A.; Knezevic, M. Effect of powder reuse on tensile, compressive, and creep strength of Inconel 718 fabricated via laser powder bed fusion. Mater. Charact. 2022, 190, 112023. [Google Scholar] [CrossRef]
- Bjørge, O.K. Mechanical Properties of 316L Stainless Steel Made by Selective Laser Melting Using Powder Produced from Recycled Scrap Material by Vacuum Induction Gas Atomizing. Bachelor’s Thesis, Universitetet i Stavanger, Stavanger, Norway, 2021. [Google Scholar]
- Fullenwider, B.; Kiani, P.; Schoenung, J.M.; Ma, K. From Recycled Machining Waste to Useful Powders for Metal Additive Manufacturing; Springer: Cham, Switzerland, 2019; pp. 3–7. [Google Scholar]
- Yi, F.; Zhou, Q.; Wang, C.; Yan, Z.; Liu, B. Effect of powder reuse on powder characteristics and properties of Inconel 718 parts produced by selective laser melting. J. Mater. Res. Technol. 2021, 13, 524–533. [Google Scholar] [CrossRef]
- Ardila, L.C.; Garciandia, F.; González-Díaz, J.B.; Álvarez, P.; Echeverria, A.; Petite, M.M.; Deffley, R.; Ochoa, J. Effect of IN718 Recycled Powder Reuse on Properties of Parts Manufactured by Means of Selective Laser Melting. Phys. Procedia 2014, 56, 99–107. [Google Scholar] [CrossRef] [Green Version]
- Gruber, K.; Smolina, I.; Kasprowicz, M.; Kurzynowski, T. Evaluation of Inconel 718 Metallic Powder to Optimize the Reuse of Powder and to Improve the Performance and Sustainability of the Laser Powder Bed Fusion (LPBF) Process. Materials 2021, 14, 1538. [Google Scholar] [CrossRef]
- Sutton, A.T.; Kriewall, C.S.; Leu, M.C.; Newkirk, J.W. Characterization of heat-affected powder generated during the selective laser melting of 304L stainless steel powder. In Proceedings of the Solid Freeform Conference, Austin, TX, USA, 7–9 August 2017; pp. 7–9. [Google Scholar]
- Slotwinski, J.A.; Garboczi, E.J.; Stutzman, P.E.; Ferraris, C.F.; Watson, S.S.; Peltz, M.A. Characterization of Metal Powders Used for Additive Manufacturing. J. Res. Natl. Inst. Stand. Technol. 2014, 119, 460. [Google Scholar] [CrossRef]
- Sutton, A.T.; Kriewall, C.S.; Karnati, S.; Leu, M.C.; Newkirk, J.W.; Everhart, W.; Brown, B. Evolution of AISI 304L stainless steel part properties due to powder recycling in laser powder-bed fusion. Addit. Manuf. 2020, 36, 101439. [Google Scholar] [CrossRef]
- Reed, R.C. Superalloys—Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006. [Google Scholar]
- Soller, S.; Barata, A.; Beyer, S.; Dahlhaus, A.; Guichard, D.; Humbert, E.; Kretschmer, J.; Zeiss, W. Selective laser melting (SLM) of Inconel 718 and stainless steel injectors for liquid rocket engines. In Proceedings of the Space Propulsion Conference 2016, Roma, Italy, 2–6 May 2016. [Google Scholar]
- Zhang, Z.; Obasi, G.; Morana, R.; Preuss, M. Hydrogen assisted crack initiation and propagation in a nickel-based superalloy. Acta Mater. 2016, 113, 272–283. [Google Scholar] [CrossRef] [Green Version]
- Liu, L.; Tanaka, K.; Hirose, A.; Kobayashi, K. Effects of precipitation phases on the hydrogen embrittlement sensitivity of Inconel 718. Sci. Technol. Adv. Mater. 2002, 3, 335–344. [Google Scholar] [CrossRef] [Green Version]
- Ehrlin, N.; Bjerkén, C.; Fisk, M. Cathodic hydrogen charging of Inconel 718. AIMS Mater. Sci. 2016, 3, 1350–1364. [Google Scholar] [CrossRef]
- Lynch, S. Hydrogen embrittlement phenomena and mechanisms. Corros. Rev. 2012, 30, 105–123. [Google Scholar] [CrossRef]
- ASTM F2078-22 Red; Standard Terminology Relating to Hydrogen Embrittlement Testing. ASTM International: West Conshohocken, PA, USA, 2016.
- Popovich, V.A.; Borisov, E.V.; Popovich, A.A.; Sufiiarov, V.S.; Masaylo, D.V.; Alzina, L. Functionally graded Inconel 718 processed by additive manufacturing: Crystallographic texture, anisotropy of microstructure and mechanical properties. Mater. Des. 2017, 114, 441–449. [Google Scholar] [CrossRef]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater. Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Brenne, F.; Taube, A.; Pröbstle, M.; Neumeier, S.; Schwarze, D.; Schaper, M.; Niendorf, T. Microstructural design of Ni-base alloys for high-temperature applications: Impact of heat treatment on microstructure and mechanical properties after selective laser melting. Prog. Addit. Manuf. 2016, 1, 141–151. [Google Scholar] [CrossRef] [Green Version]
- Schneider, J.; Lund, B.; Fullen, M. Effect of heat treatment variations on the mechanical properties of Inconel 718 selective laser melted specimens. Addit. Manuf. 2018, 21, 248–254. [Google Scholar] [CrossRef]
- Gallmeyer, T.G.; Moorthy, S.; Kappes, B.B.; Mills, M.J.; Amin-Ahmadi, B.; Stebner, A.P. Knowledge of process-structure-property relationships to engineer better heat treatments for laser powder bed fusion additive manufactured Inconel 718. Addit. Manuf. 2020, 31, 100977. [Google Scholar] [CrossRef]
- Liu, P.; Hu, J.; Sun, S.; Feng, K.; Zhang, Y.; Cao, M. Microstructural evolution and phase transformation of Inconel 718 alloys fabricated by selective laser melting under different heat treatment. J. Manuf. Process. 2019, 39, 226–232. [Google Scholar] [CrossRef]
- Merson, E.; Myagkikh, P.; Poluyanov, V.; Dorogov, M.; Merson, D.; Vinogradov, A. The fundamental difference between cleavage and hydrogen-assisted quasi-cleavage in ferritic materials revealed by multiscale quantitative fractographic and side surface characterization. Mater. Sci. Eng. A 2021, 824, 141826. [Google Scholar] [CrossRef]
- Lynch, S.P. Progress towards understanding mechanisms of hydrogen embrittlement and stress corrosion cracking. In Proceedings of the CORROSION 2007, Nashville, TN, USA, 11–15 March 2007. [Google Scholar]
- Nagumo, M. Fundamentals of Hydrogen Embrittlement; Springer: Singapore, 2016; Volume 921. [Google Scholar]
- Hicks, P.D.; Altstetter, C.J. Hydrogen-enhanced cracking of superalloys. Metall Trans. A 1992, 23, 237–249. [Google Scholar] [CrossRef]
- Fournier, L.; Delafosse, D.; Magnin, T. Cathodic hydrogen embrittlement in alloy 718. Mater. Sci. Eng. A 1999, 269, 111–119. [Google Scholar] [CrossRef]
- Lee, D.-H.; Zhao, Y.; Lee, S.Y.; Ponge, D.; Jägle, E.A. Hydrogen-assisted failure in Inconel 718 fabricated by laser powder bed fusion: The role of solidification substructure in the embrittlement. Scr. Mater. 2022, 207, 114308. [Google Scholar] [CrossRef]
- Li, X.; Li, Q.; Wang, T.; Zhang, J. Hydrogen-assisted failure of laser melting additive manufactured IN718 superalloy. Corros. Sci. 2019, 160, 108171. [Google Scholar] [CrossRef]
- Aiello, F.; Beghini, M.; Bertini, L.; Macoretta, G.; Monelli, B.D.; Valentini, R. Hydrogen diffusivity and tensile properties degradation in SLMed Inconel 718. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1214, 012002. [Google Scholar] [CrossRef]
- Hesketh, J.; McClelland, N.; Zhang, Y.; Green, C.; Turnbull, A. Influence of additive manufacturing by laser powder bed fusion on the susceptibility of Alloy 718 to hydrogen embrittlement. Corros. Eng. Sci. Technol. 2021, 56, 565–574. [Google Scholar] [CrossRef]
- F3nice. Available online: https://f3nice.com/ (accessed on 1 October 2022).
- ASTM F3055-14a; Standard Specification for Additive Manufacturing Nickel Alloy (UNS N07718) with Powder Bed Fusion. ASTM International: West Conshohocken, PA, USA, 2021.
- Nagumo, M. Characteristic Features of Deformation and Fracture in Hydrogen Embrittlement. In Fundamentals of Hydrogen Embrittlement; Springer: Singapore, 2016; pp. 137–165. [Google Scholar]
- AMS5663N; Nickel Alloy, Corrosion and Heat-Resistant, Bars, Forgings, and Rings 52.5Ni–19Cr–3.0Mo–5.1Cb (Nb)–0.90Ti–0.50Al–18Fe Consumable Electrode or Vacuum Induction Melted 1775 °F (968 °C) Solution and Precipitation Heat Treated. SAE International: Warrendale, PA, USA, 2016.
- VDM Metals GmbH. Available online: https://www.vdm-metals.com/en/ (accessed on 1 October 2022).
- ASTM B637-18; Book of Standards vol. 02.04. ASTM International: West Conshohocken, PA, USA, 2018.
- Boot, T.; Riemslag, T.A.C.; Reinton, E.T.E.; Liu, P.; Walters, C.L.; Popovich, V. In-Situ Hollow Sample Setup Design for Mechanical Characterisation of Gaseous Hydrogen Embrittlement of Pipeline Steels and Welds. Metals 2021, 11, 1242. [Google Scholar] [CrossRef]
- Ganji, D.K.; Rajyalakshmi, G. Influence of Alloying Compositions on the Properties of Nickel-Based Superalloys: A Review. In Lecture Notes in Mechanical Engineering; Springer: Singapore, 2020; pp. 537–555. [Google Scholar]
- Cai, D.; Zhang, W.; Nie, P.; Liu, W.; Yao, M. Dissolution kinetics of delta phase and its influence on the notch sensitivity of Inconel 718. Mater. Charact. 2007, 58, 220–225. [Google Scholar] [CrossRef]
- Li, X.; Shi, J.J.; Wang, C.H.; Cao, G.H.; Russell, A.M.; Zhou, Z.J.; Li, C.P.; Chen, G.F. Effect of heat treatment on microstructure evolution of Inconel 718 alloy fabricated by selective laser melting. J. Alloy. Compd. 2018, 764, 639–649. [Google Scholar] [CrossRef]
- Chlebus, E.; Gruber, K.; Kuźnicka, B.; Kurzac, J.; Kurzynowski, T. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater. Sci. Eng. A 2015, 639, 647–655. [Google Scholar] [CrossRef]
- Zhang, D.; Niu, W.; Cao, X.; Liu, Z. Effect of standard heat treatment on the microstructure and mechanical properties of selective laser melting manufactured Inconel 718 superalloy. Mater. Sci. Eng. A 2015, 644, 32–40. [Google Scholar] [CrossRef]
- Sabelkin, V.P.; Cobb, G.R.; Shelton, T.E.; Hartsfield, M.N.; Newell, D.J.; O’Hara, R.P.; Kemnitz, R.A. Mitigation of anisotropic fatigue in nickel alloy 718 manufactured via selective laser melting. Mater. Des. 2019, 182, 108095. [Google Scholar] [CrossRef]
- Wang, L.Y.; Zhou, Z.J.; Li, C.P.; Chen, G.F.; Zhang, G.P. Comparative investigation of small punch creep resistance of Inconel 718 fabricated by selective laser melting. Mater. Sci. Eng. A 2019, 745, 31–38. [Google Scholar] [CrossRef]
- Popovich, V.A.; Borisov, E.V.; Popovich, A.A.; Sufiiarov, V.S.; Masaylo, D.V.; Alzina, L. Impact of heat treatment on mechanical behaviour of Inconel 718 processed with tailored microstructure by selective laser melting. Mater. Des. 2017, 131, 12–22. [Google Scholar] [CrossRef]
- Hosseini, E.; Popovich, V.A. A review of mechanical properties of additively manufactured Inconel 718. Addit. Manuf. 2019, 30, 100877. [Google Scholar] [CrossRef]
- Trosch, T.; Strößner, J.; Völkl, R.; Glatzel, U. Microstructure and mechanical properties of selective laser melted Inconel 718 compared to forging and casting. Mater. Lett. 2016, 164, 428–431. [Google Scholar] [CrossRef]
- Zhang, P.; Li, S.; Zhang, Z. General relationship between strength and hardness. Mater. Sci. Eng. A 2011, 529, 62. [Google Scholar] [CrossRef]
- Caiazzo, F.; Alfieri, V.; Casalino, G. On the Relevance of Volumetric Energy Density in the Investigation of Inconel 718 Laser Powder Bed Fusion. Materials 2020, 13, 538. [Google Scholar] [CrossRef] [Green Version]
- Rezende, M.C.; Araujo, L.S.; Gabriel, S.B.; dos Santos, D.S.; de Almeida, L.H. Hydrogen embrittlement in nickel-based superalloy 718: Relationship between γ′ + γ″ precipitation and the fracture mode. Int. J. Hydrogen Energy 2015, 40, 17075–17083. [Google Scholar] [CrossRef]
- Zhang, D.; Feng, Z.; Wang, C.; Wang, W.; Liu, Z.; Niu, W. Comparison of microstructures and mechanical properties of Inconel 718 alloy processed by selective laser melting and casting. Mater. Sci. Eng. A 2018, 724, 357–367. [Google Scholar] [CrossRef]
- Zhang, Z.; Obasi, G.; Morana, R.; Preuss, M. In-situ observation of hydrogen induced crack initiation in a nickel-based superalloy. Scr. Mater. 2017, 140, 40–44. [Google Scholar] [CrossRef]
- Sundararaman, M.; Mukhopadhyay, P.; Banerjee, S. Deformation behaviour of γ″ strengthened inconel 718. Acta Metall. 1988, 36, 847–864. [Google Scholar] [CrossRef]
- Janssen, M.; Zuidema, J.; Wanhill, R. Fracture Mechanics; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Lin, J.; Chen, F.; Liu, F.; Xu, D.; Gao, J.; Tang, X. Hydrogen permeation behavior and hydrogen-induced defects in 316L stainless steels manufactured by additive manufacturing. Mater. Chem. Phys. 2020, 250, 123038. [Google Scholar] [CrossRef]
- Tarzimoghadam, Z.; Ponge, D.; Klöwer, J.; Raabe, D. Hydrogen-assisted failure in Ni-based superalloy 718 studied under in situ hydrogen charging: The role of localized deformation in crack propagation. Acta Mater. 2017, 128, 365–374. [Google Scholar] [CrossRef]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power (W) | Scan Speed (mm/s) | Hatch Distance (mm) | Layer Thickness (µm) | Volumetric Energy Density (VED) (J/mm3) |
|---|---|---|---|---|
| 285 | 960 | 80 | 40 | 67 |
| Sample | Heat Treatment | Temperature | Holding Time | Cooling |
|---|---|---|---|---|
| Conventional | Solutionising | 1032 °C | 1 h | WC |
| Ageing | 790 °C | 6 h | AC | |
| AM-HT * | Solutionising | 980 °C | 1 h | AC |
| Ageing | 720 °C | 8 h | FC to 620 °C @ 55 °C/h | |
| 620 °C | 8 h | AC |
| Sample | Ni | Cr | Fe | Nb | Mo | Ti | Al | Si | Mn | Mg | V | Co | Cu |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Conventional | 54.90 | 17.55 | 17.55 | 4.66 | 2.86 | 0.94 | 0.45 | 0.09 | 0.09 | - | 0.03 | 0.37 | 0.15 |
| AM | 54.84 | 18.25 | 17.40 | 4.71 | 3.01 | 1.09 | 0.36 | 0.12 | 0.11 | 0.05 | 0.02 | - | - |
| Sample | Environment * | Y.S. (MPa) | UTS (MPa) | Elongation to Failure (%) | RA (%) |
|---|---|---|---|---|---|
| Conventional | Nitrogen | 1069 ± 4 | 1474 ± 28 | 12.7 ± 1.4 | 30.6 ± 1.4 |
| Hydrogen | 1059 ± 34 | 1308 ± 01 | 5.8 ± 0.1 | 17.2 ± 2.1 | |
| AM-AP | Nitrogen | 898 ± 11 | 1129 ± 11 | 7.5 ± 0.1 | 24.0 ± 1.3 |
| Hydrogen | 897 ± 12 | 1153 ± 05 | 5.4 ± 0.1 | 19.5 ± 0.6 | |
| AM-HT | Nitrogen | 1462 ± 08 | 1776 ± 07 | 4.5 ± 0.3 | 11.7 ± 1.8 |
| Hydrogen | 1409 ± 10 | 1610 ± 03 | 2.8 ± 0.2 | 10.8 ± 0.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mohandas, N.K.; Giorgini, A.; Vanazzi, M.; Riemslag, T.; Scott, S.P.; Popovich, V. Hydrogen Embrittlement of Inconel 718 Manufactured by Laser Powder Bed Fusion Using Sustainable Feedstock: Effect of Heat Treatment and Microstructural Anisotropy. Metals 2023, 13, 418. https://doi.org/10.3390/met13020418
Mohandas NK, Giorgini A, Vanazzi M, Riemslag T, Scott SP, Popovich V. Hydrogen Embrittlement of Inconel 718 Manufactured by Laser Powder Bed Fusion Using Sustainable Feedstock: Effect of Heat Treatment and Microstructural Anisotropy. Metals. 2023; 13(2):418. https://doi.org/10.3390/met13020418
Chicago/Turabian StyleMohandas, Naveen Karuthodi, Alex Giorgini, Matteo Vanazzi, Ton Riemslag, Sean Paul Scott, and Vera Popovich. 2023. "Hydrogen Embrittlement of Inconel 718 Manufactured by Laser Powder Bed Fusion Using Sustainable Feedstock: Effect of Heat Treatment and Microstructural Anisotropy" Metals 13, no. 2: 418. https://doi.org/10.3390/met13020418