
Leaching of Gold and Silver from a Complex Sulfide Concentrate in Copper-Tartrate-Thiosulfate Solutions

Abstract
:1. Introduction
2. Experimental
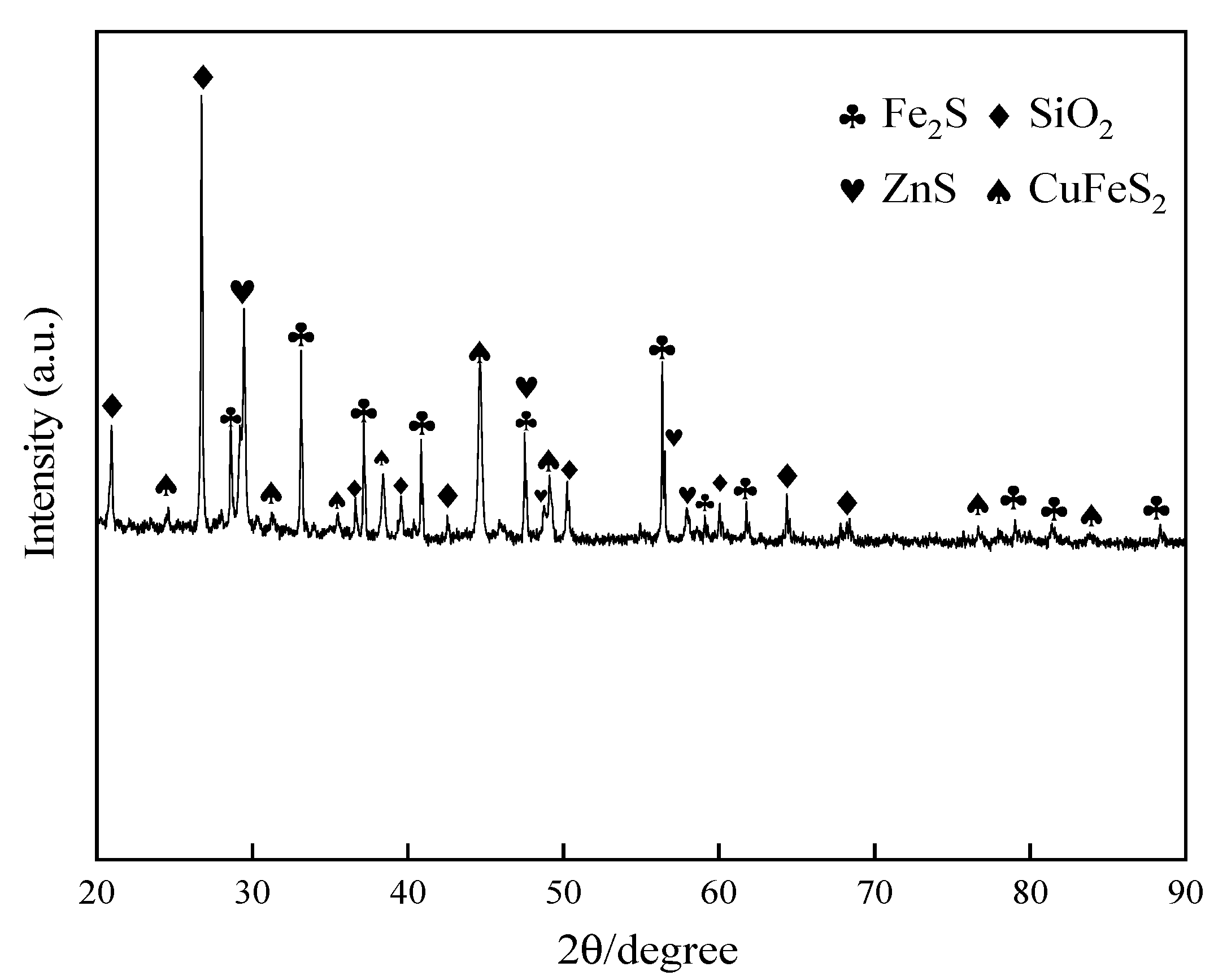
2.1. Sample and Reagents
2.2. Leaching Tests
2.3. Analysis
3. Results and Discussion
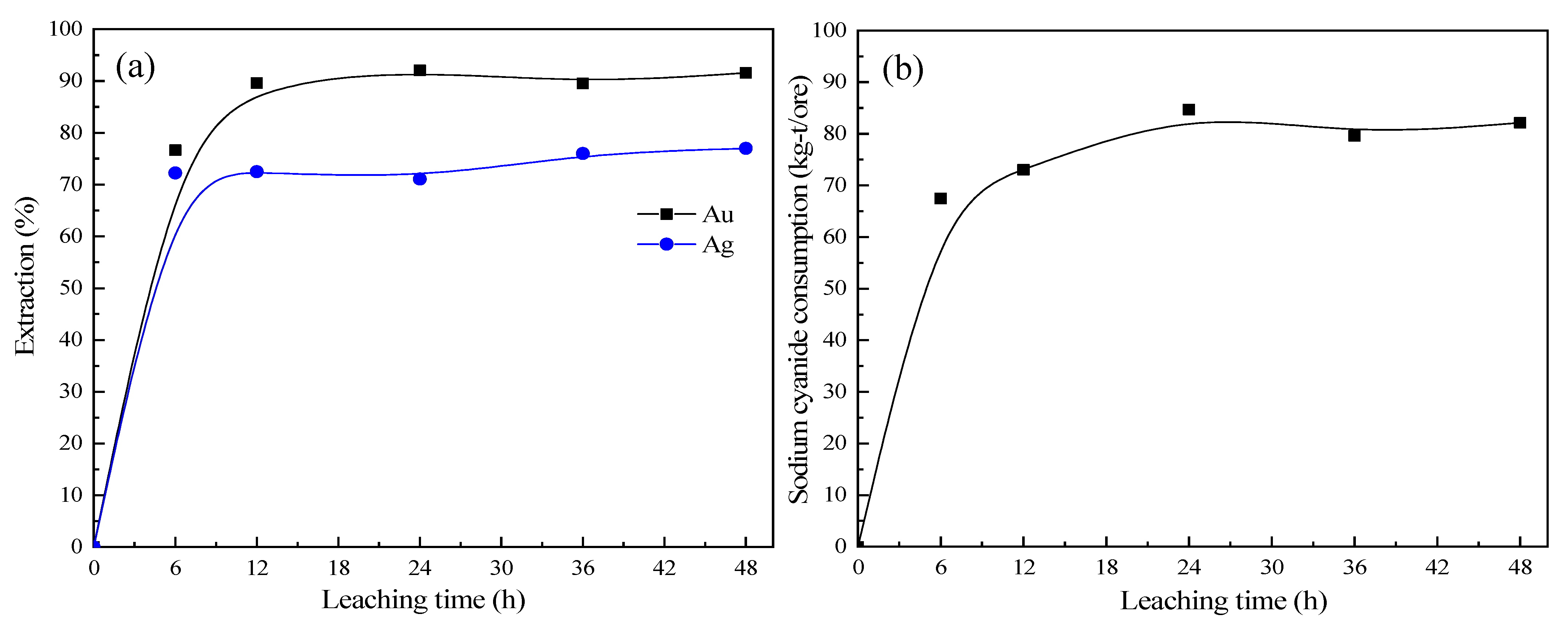
3.1. Diagnostic Cyanidation
3.2. Direct Leaching with Copper-Tartrate-Thiosulfate Solutions
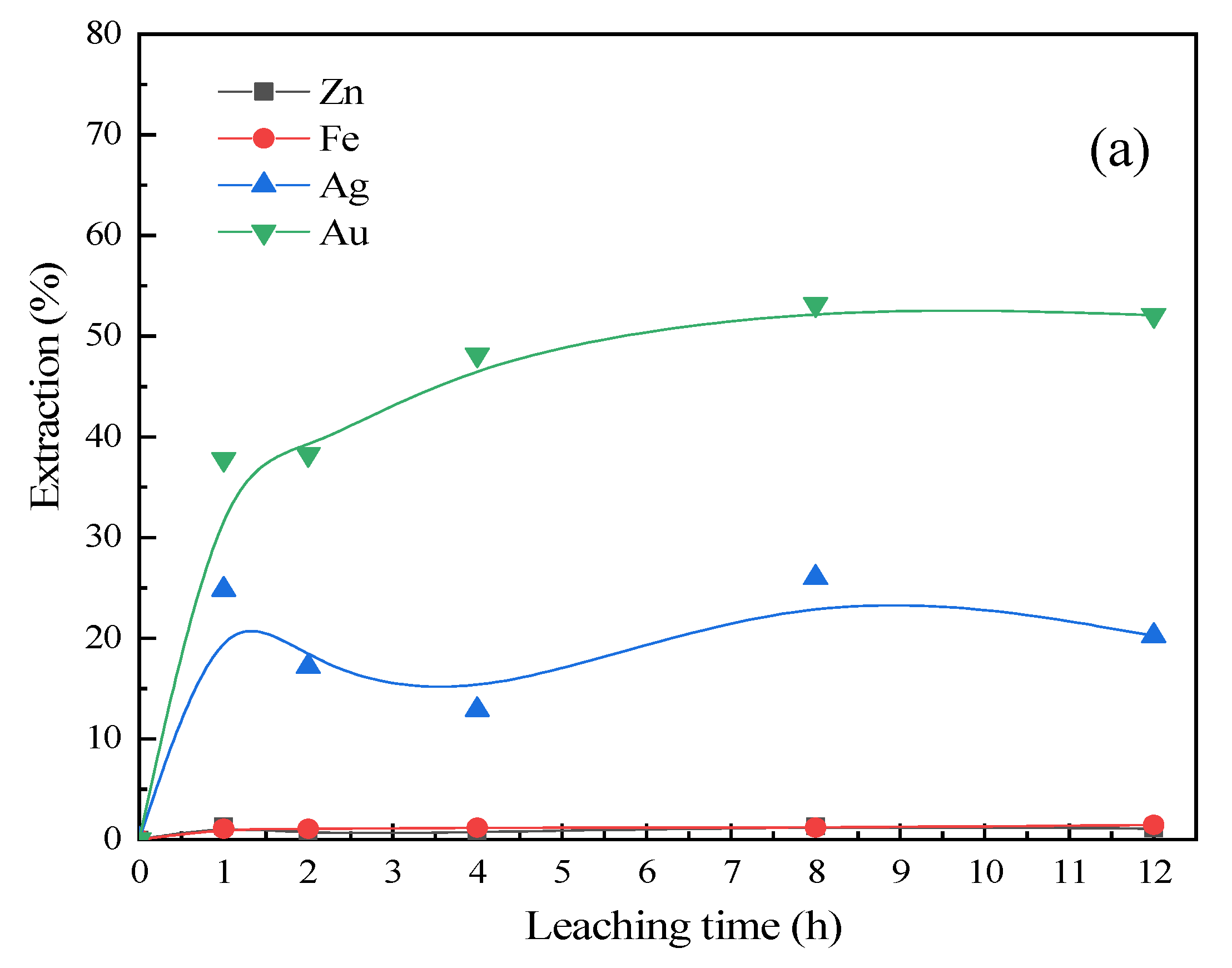
3.2.1. Effect of Leaching Time
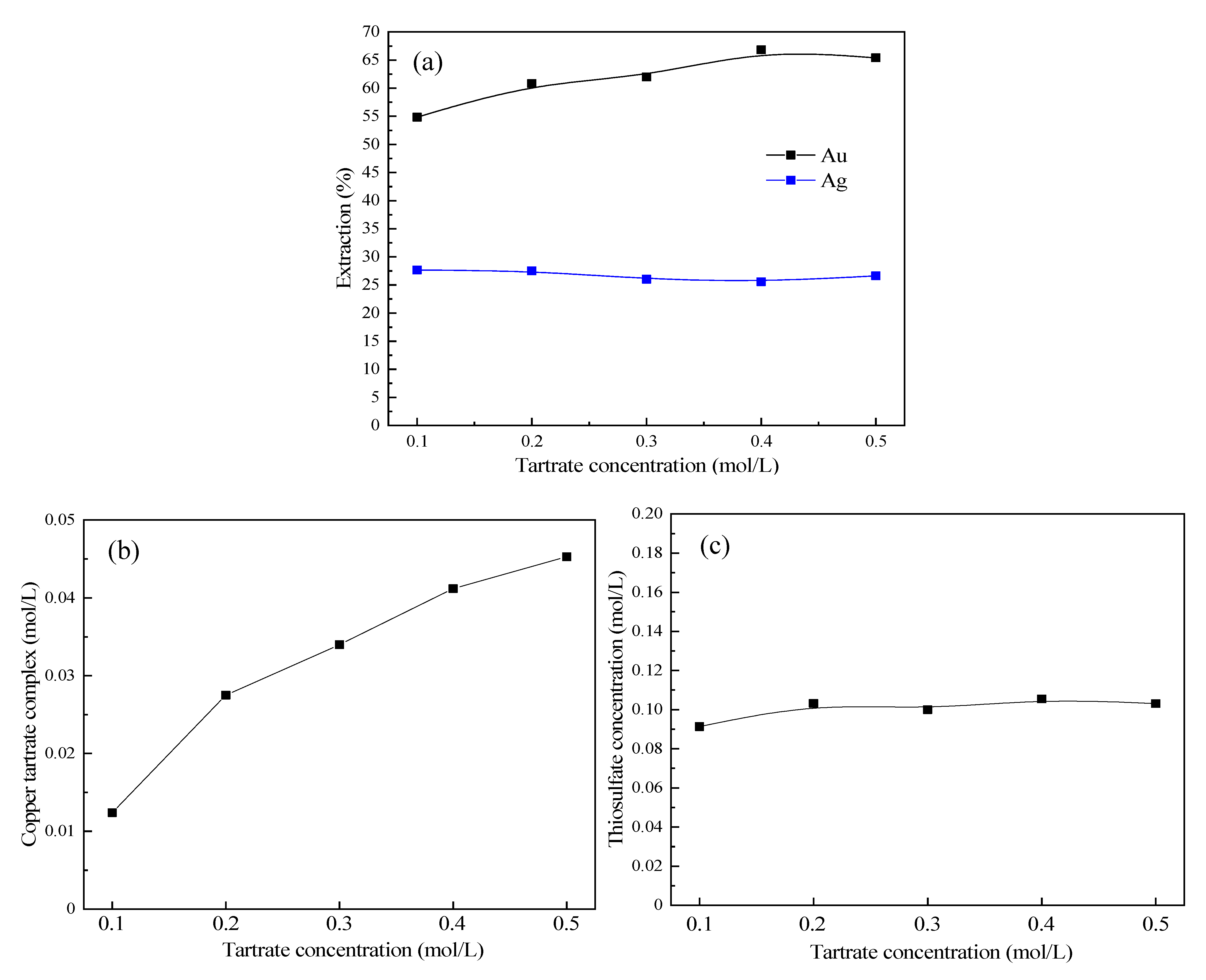
3.2.2. Effect of Tartrate Concentration
−25.493 kcal/mol
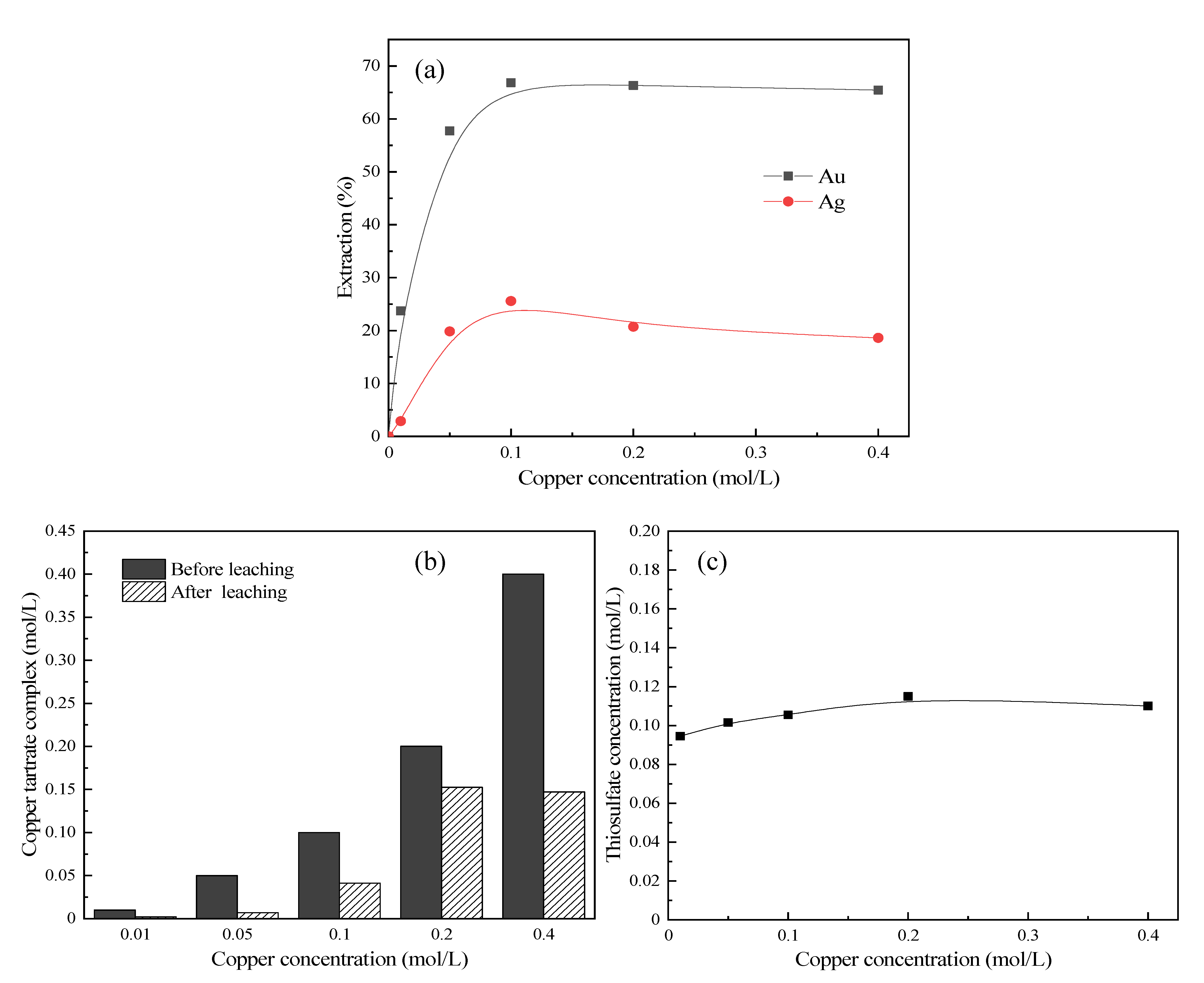
3.2.3. Effect of Copper Concentration
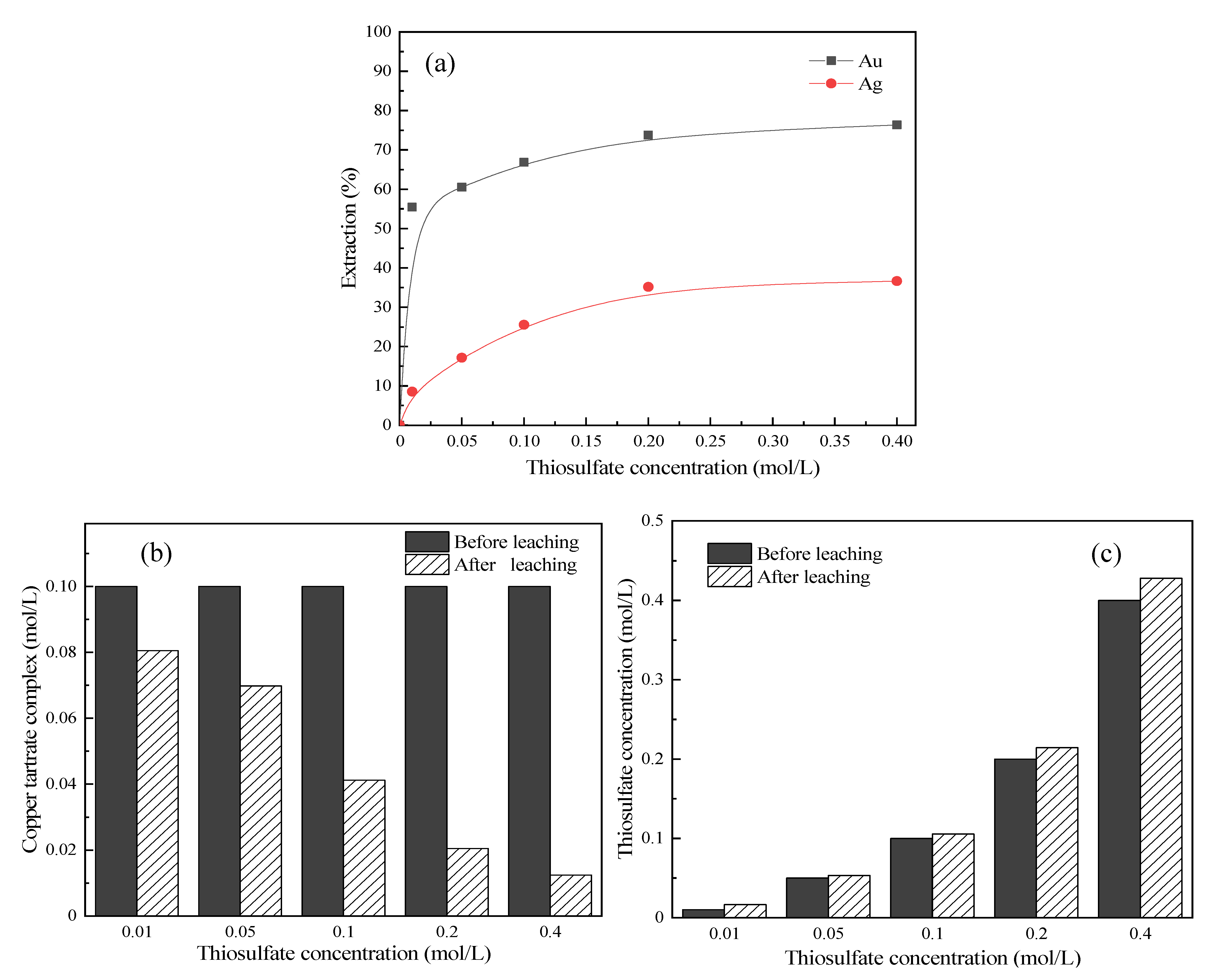
3.2.4. Effect of Thiosulfate Concentration
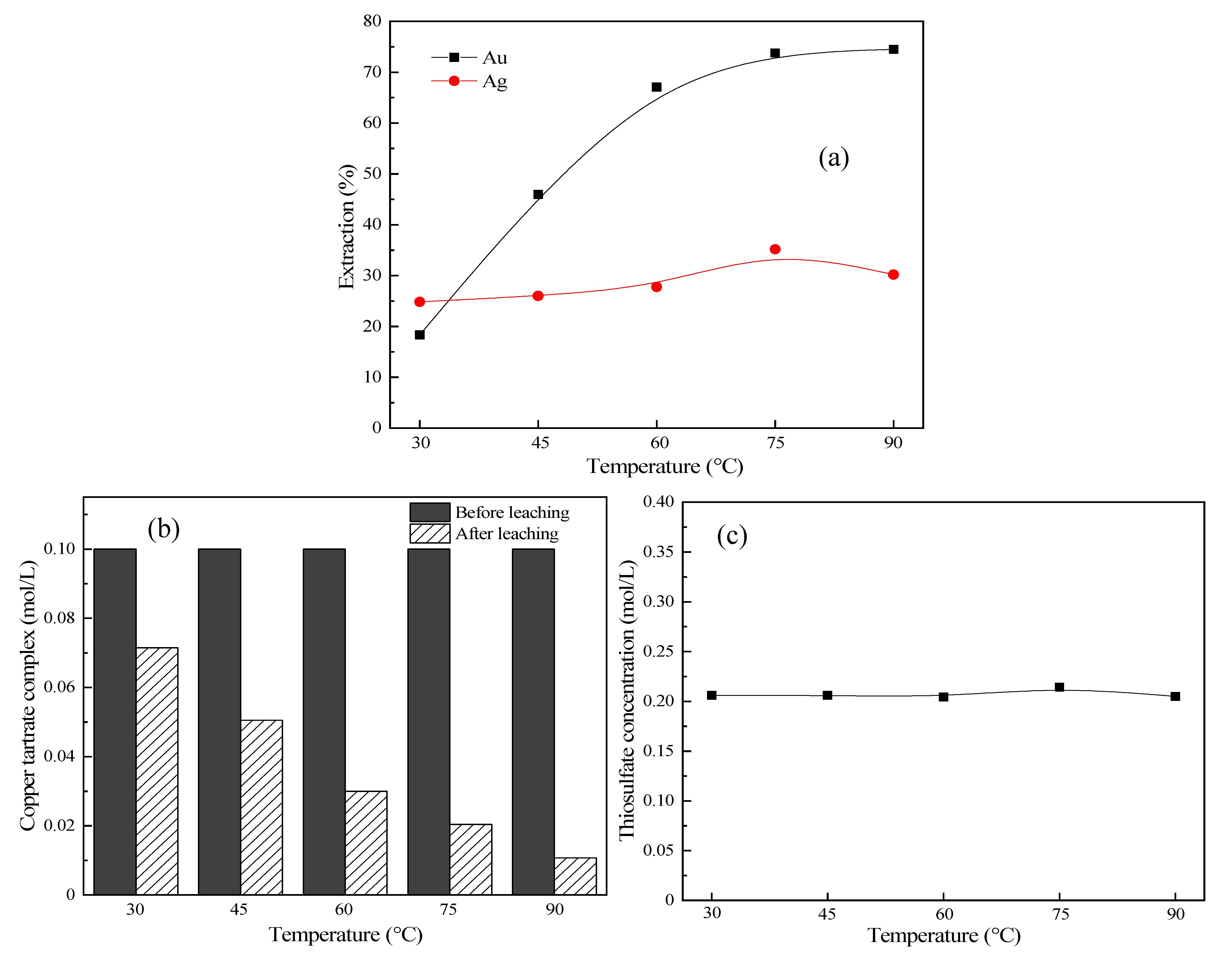
3.2.5. Effect of Temperature
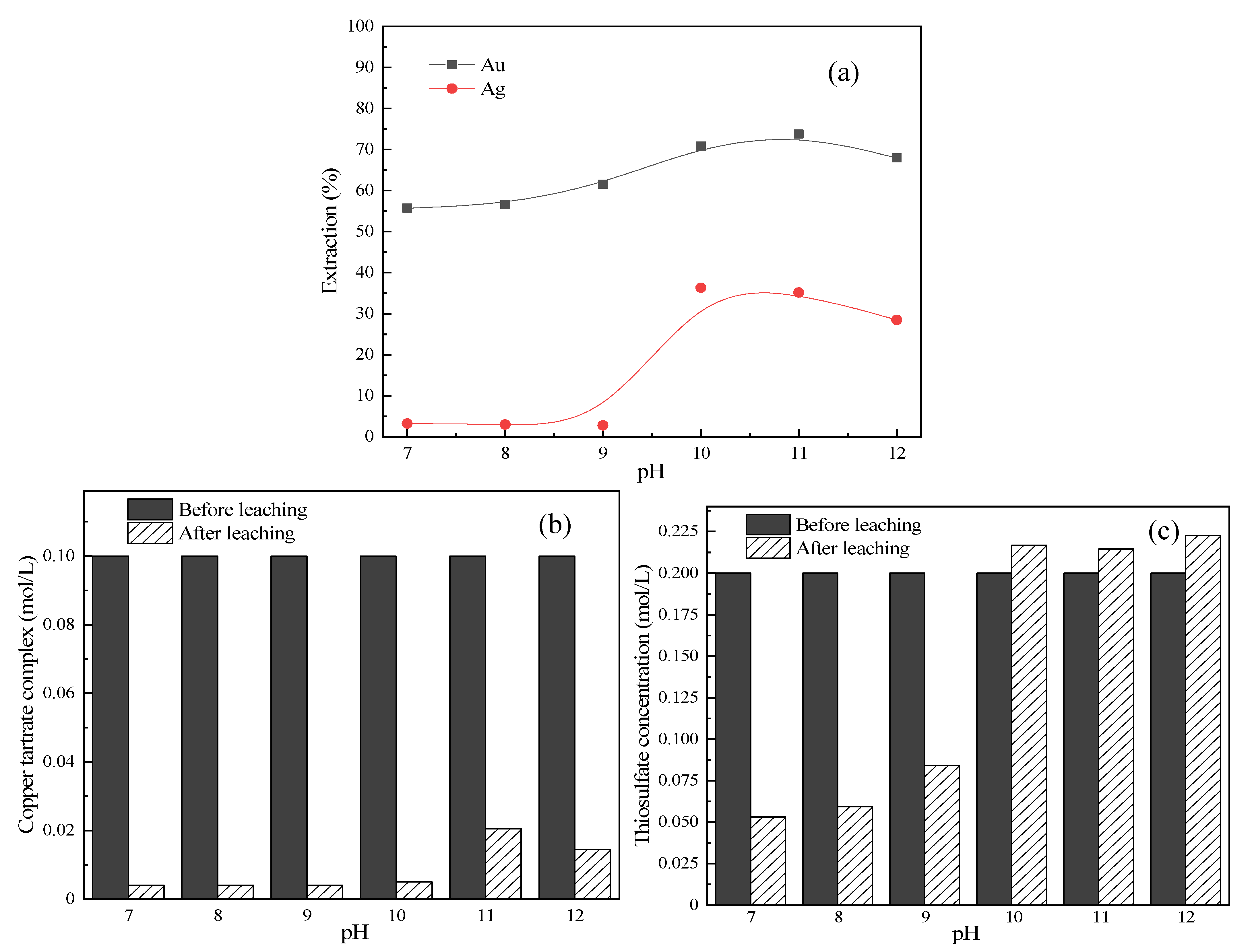
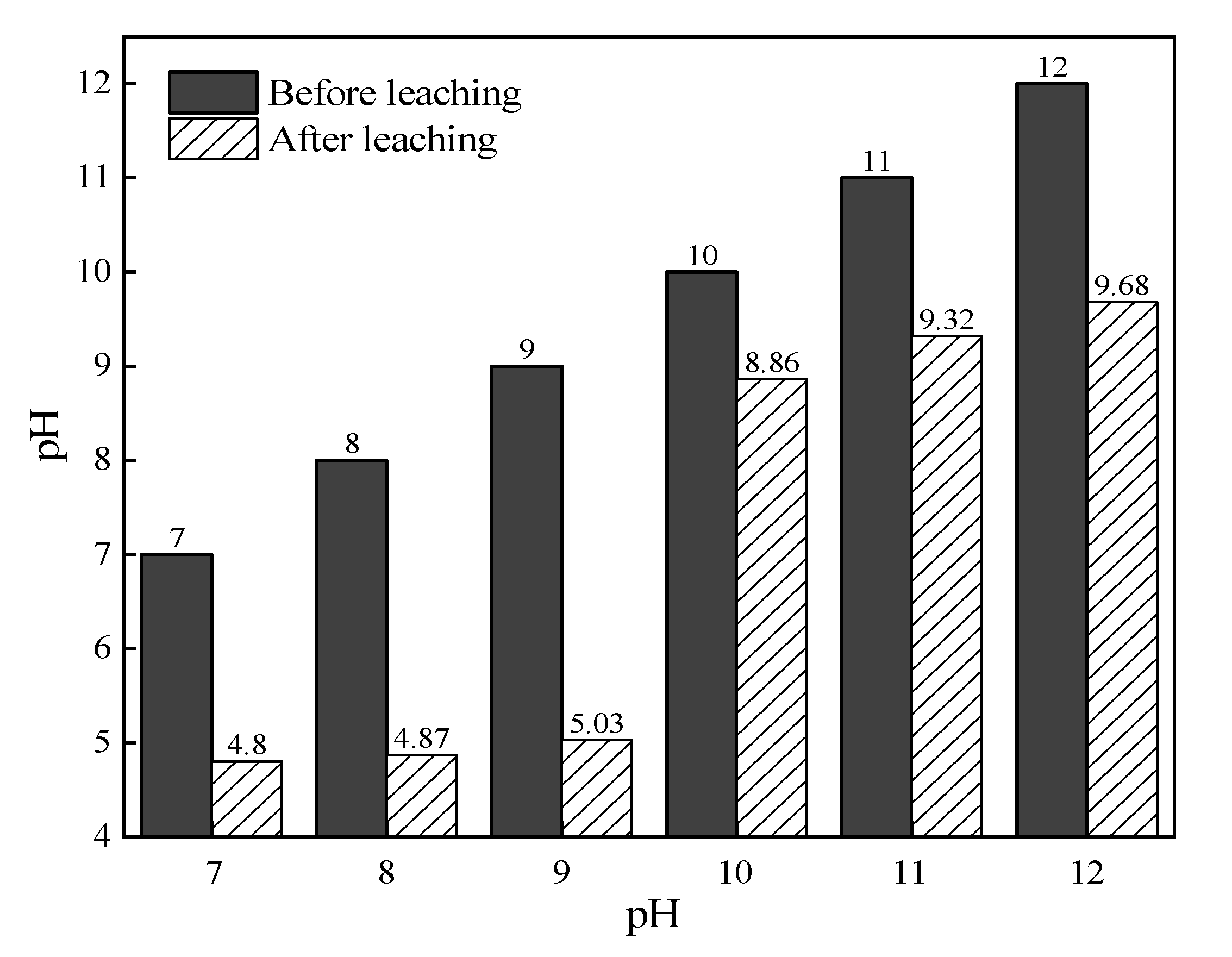
3.2.6. Effect of Initial Pulp pH
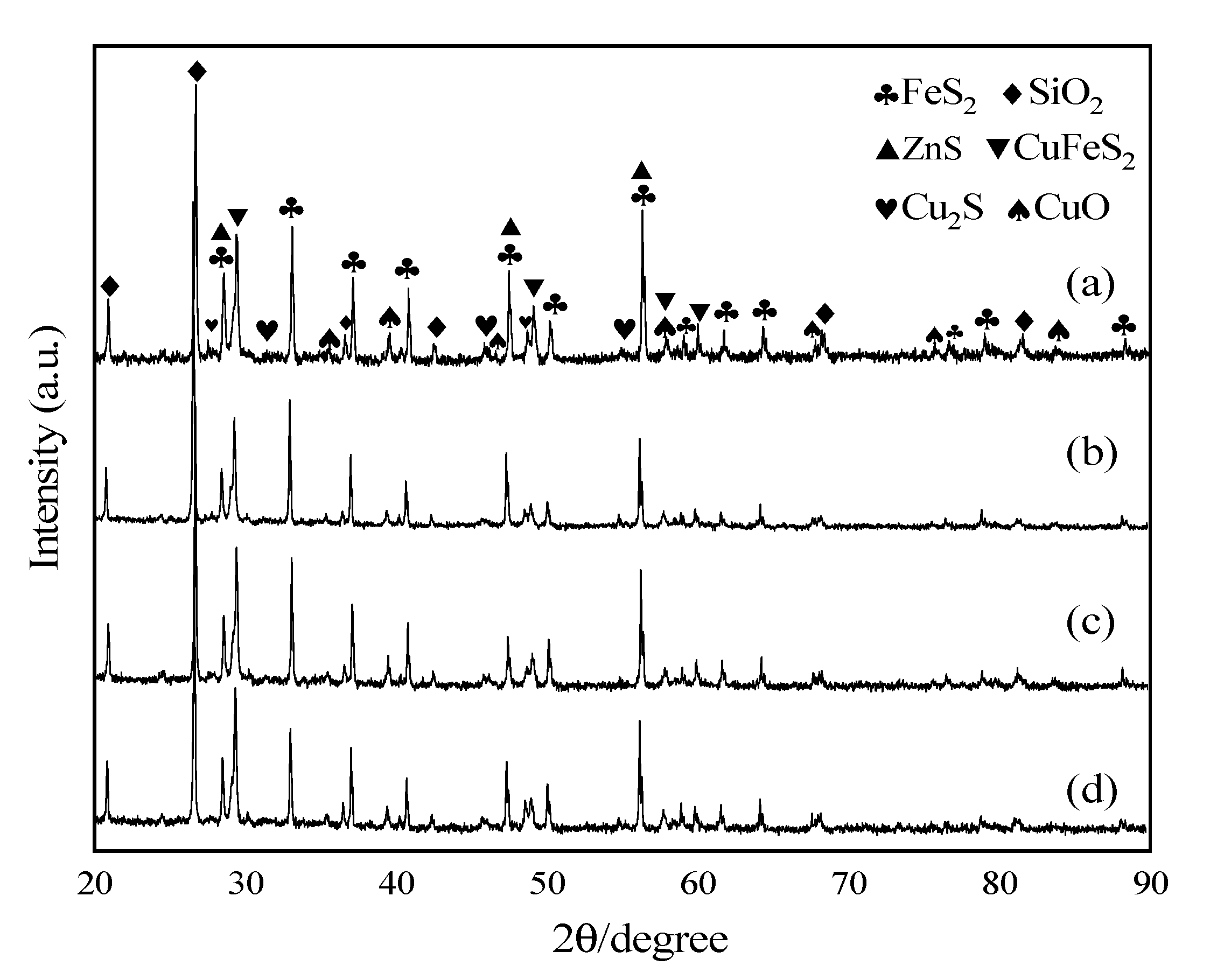
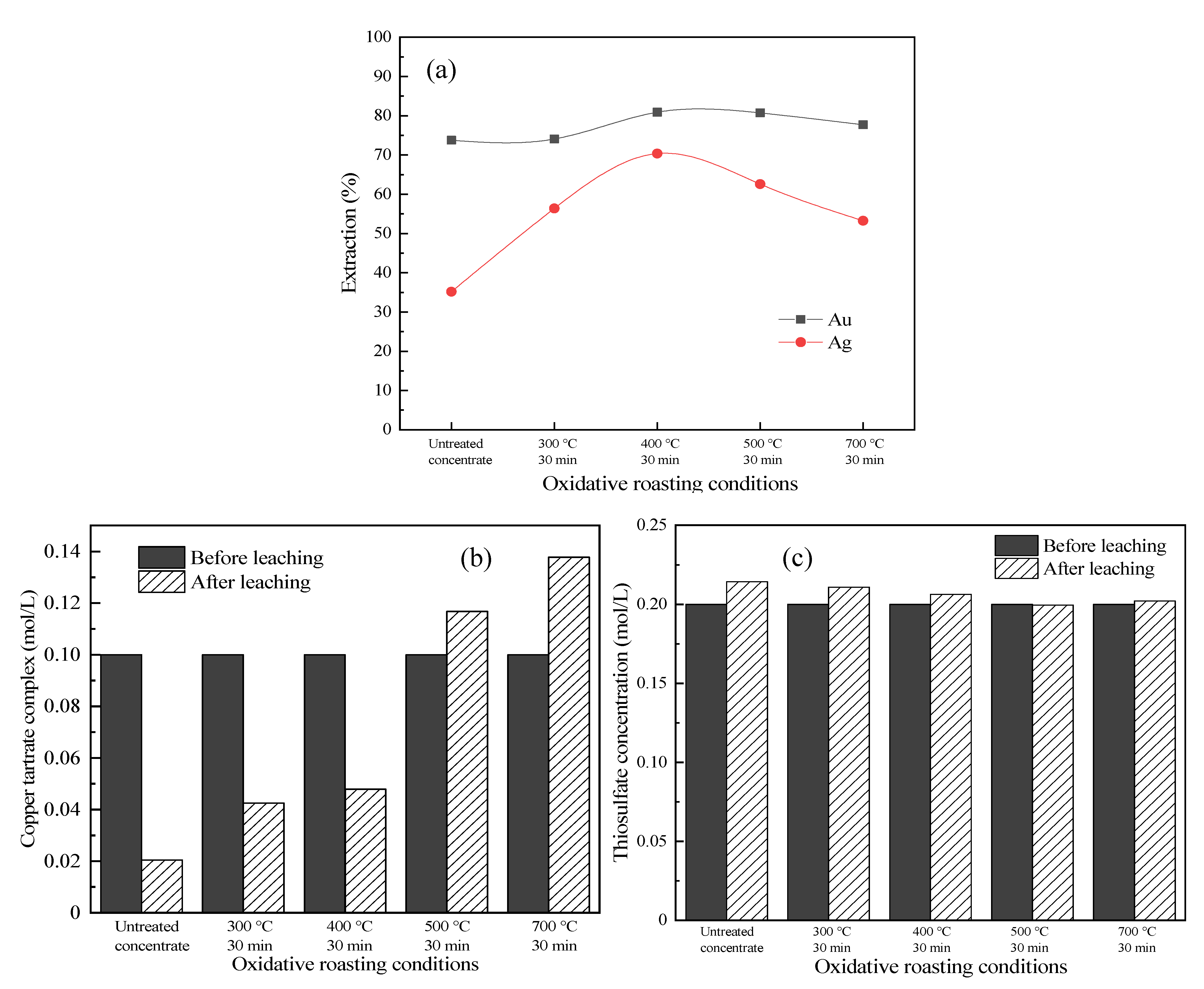
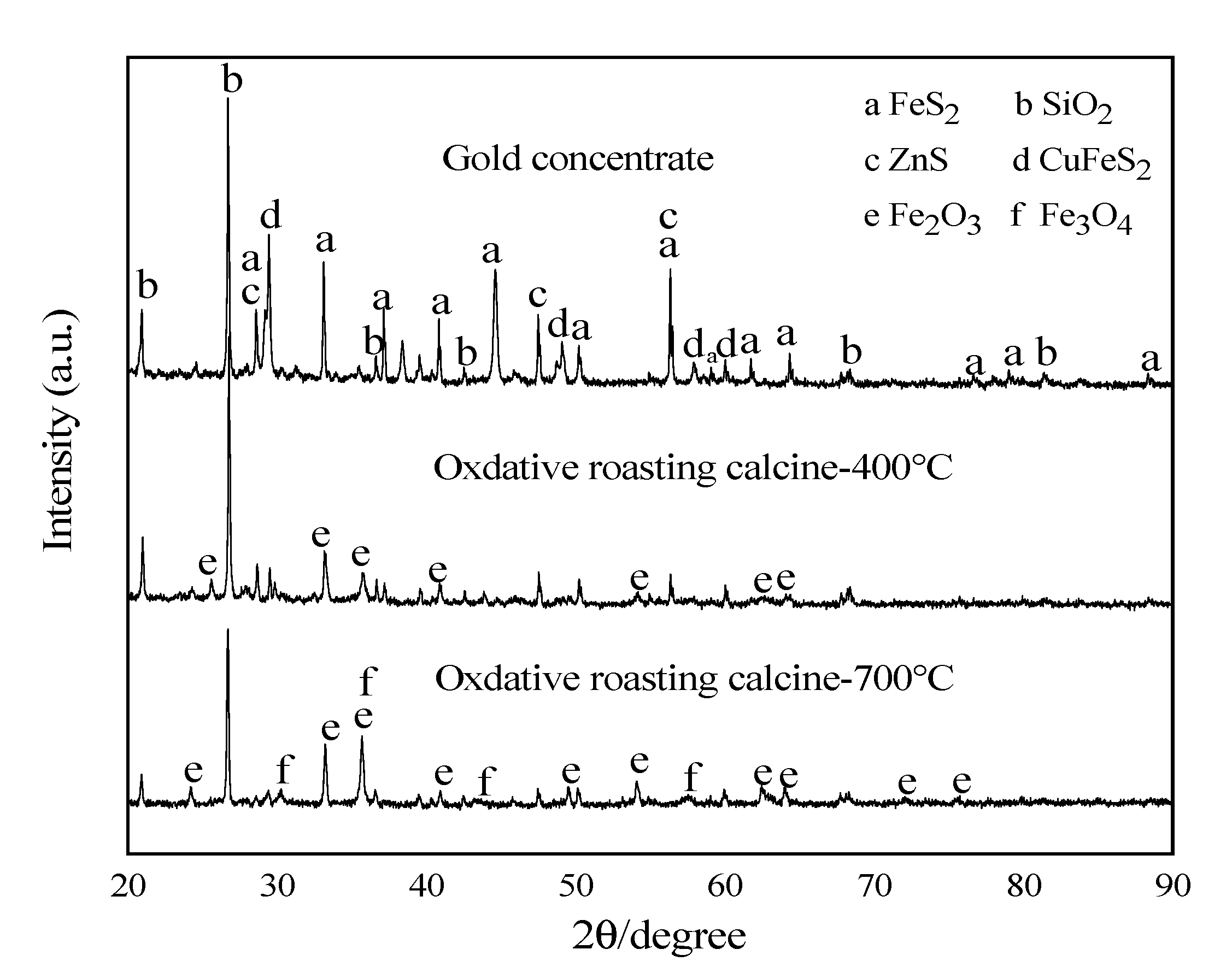
3.3. Roasting-Leaching Tests
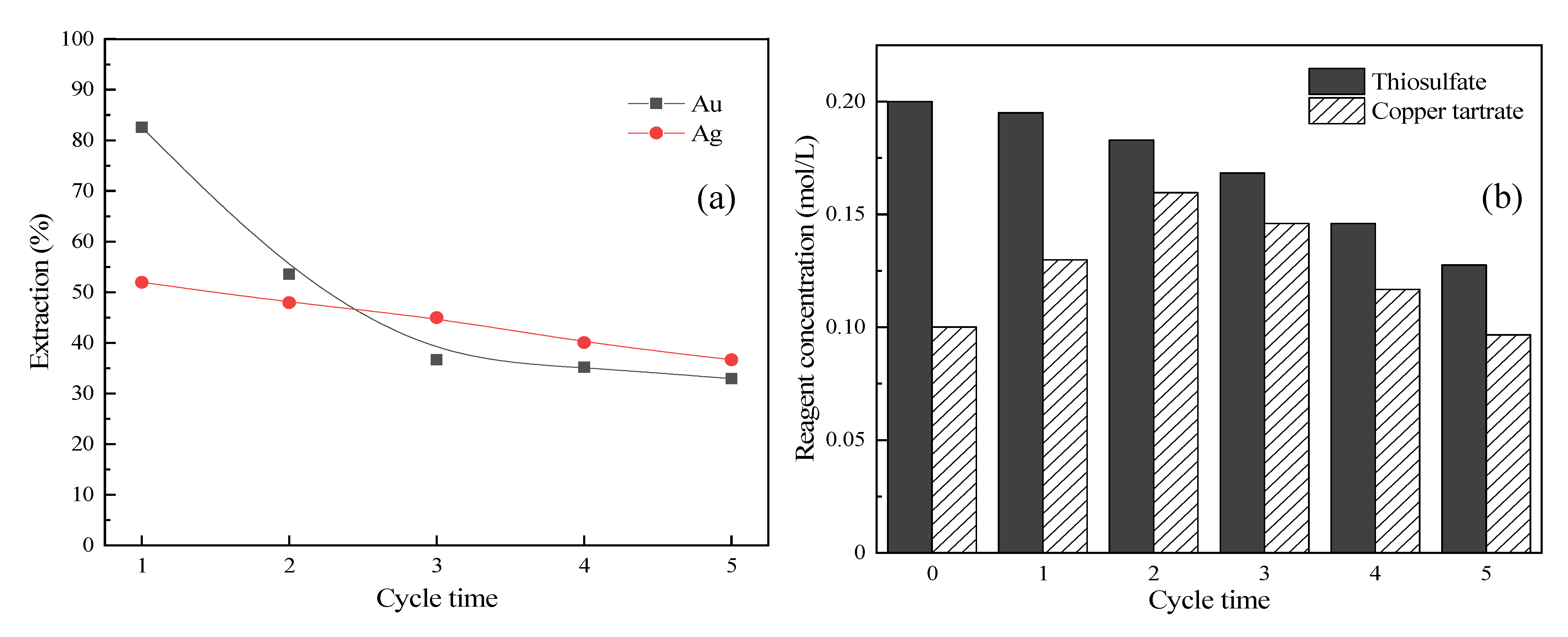
3.4. Recycling of the Lixiviant
4. Conclusions
- (1)
- The copper-tartrate-thiosulfate leaching system exhibits promising performance in dealing with the complex sulfide concentrate. An extraction of 74.50% Au and 36.33% Ag can be obtained with the direct leaching of the concentrate. Under the experimental conditions, increasing the temperature and concentrations of copper, tartrate, and thiosulfate can promote gold leaching. Low tartrate content and a moderate increase in temperature and copper and thiosulfate concentrations can accelerate silver leaching, but a higher temperature or copper content may depress silver extraction. A suitable pulp pH is crucial to gold and silver leaching with copper-tartrate-thiosulfate solutions.
- (2)
- Roasting is an effective pretreatment method to deal with this concentrate. The gold and silver extraction can be significantly increased up to 82.60% and 70.38% when leaching the calcine following the oxidative roasting pretreatment. The secondary encapsulation phenomenon by newly generated hematite and magnetite at high temperatures may depress gold and silver leaching. The recycling of leaching solutions demonstrates that a suitable free tartrate content is of great significance in maintaining the stability of the novel leaching system.
- (3)
- The presence of tartrate in the copper-thiosulfate solutions can effectively promote the stability of thiosulfate and facilitate the leaching process. As an alternative to the traditional cyanide or copper-ammonia-thiosulfate leaching processes, the copper-tartrate-thiosulfate leaching system provides an environmentally friendly, nontoxic, and relatively low-cost method for gold and silver leaching from ores or concentrates.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hilson, G.; Monhemius, A.J. Alternatives to cyanide in the gold mining industry: What prospects for the future? J. Clean. Prod. 2006, 14, 1158–1167. [Google Scholar] [CrossRef]
- La Brooy, S.R.; Linge, H.G.; Walker, G.S. Review of gold extraction from ores. Miner. Eng. 1994, 7, 1213–1241. [Google Scholar] [CrossRef]
- Sparrow, G.J.; Woodcock, J.T. Cyanide and Other Lixiviant Leaching Systems for Gold with Some Practical Applications. Miner. Process. Extr. Metullargy Rev. 1995, 14, 193–247. [Google Scholar] [CrossRef]
- Muir, D.M.; Aylmore, M.G. Thiosulphate as an alternative to cyanide for gold processing-issues and impediments. Miner. Process. Extr. Metall. 2004, 113, 2–12. [Google Scholar] [CrossRef]
- Meng, Q.; Yan, X.; Li, G. Eco-friendly and reagent recyclable gold extraction by iodination leaching-electrodeposition recovery. J. Clean. Prod. 2021, 323, 129115. [Google Scholar] [CrossRef]
- Torkaman, P.; Veiga, M.M.; Lima, L.; Oliveira, L.; Motta, J.S.; Jesus, J.L.; Lavkulich, L.M. Leaching gold with cassava: An option to eliminate mercury use in artisanal gold mining. J. Clean. Prod. 2021, 311, 127531. [Google Scholar] [CrossRef]
- Konyratbekova, S.S.; Baikonurova, A.; Akcil, A. Non-cyanide Leaching Processes in Gold Hydrometallurgy and Iodine-Iodide Applications: A Review. Miner. Process. Extr. Metall. Rev. 2014, 36, 198–212. [Google Scholar] [CrossRef]
- Abbruzzese, C.; Fornari, P.; Massidda, R.; Vegliò, F.; Ubaldini, S. Thiosulphate leaching for gold hydrometallurgy. Hydrometallurgy. 1995, 39, 265–276. [Google Scholar] [CrossRef]
- Aylmore, M.G.; Muir, D.M. Thiosulfate leaching of gold-a review. Miner. Eng. 2001, 14, 135–174. [Google Scholar] [CrossRef]
- Senanayake, G. Gold leaching by thiosulphate solutions: A critical review on copper(II)-thiosulphate-oxygen interactions. Miner. Eng. 2005, 18, 995–1009. [Google Scholar] [CrossRef]
- Dong, Z.; Jiang, T.; Xu, B.; Yang, Y.; Li, Q. An eco-friendly and efficient process of low potential thiosulfate leaching-resin adsorption recovery for extracting gold from a roasted gold concentrate. J. Clean. Prod. 2019, 229, 387–398. [Google Scholar] [CrossRef]
- Deutsch, J.L.; Dreisinger, D.B. Silver sulfide leaching with thiosulfate in the presence of additives Part II: Ferric complexes and the application to silver sulfide ore. Hydrometallurgy 2013, 137, 165–172. [Google Scholar] [CrossRef]
- Deutsch, J.L.; Dreisinger, D.B. Silver sulfide leaching with thiosulfate in the presence of additives Part I: Copper-ammonia leaching. Hydrometallurgy 2013, 137, 156–164. [Google Scholar] [CrossRef]
- Aylmore, M.G.; Muir, D.M. Thermodynamic analysis of gold leaching by ammoniacal thiosulfate using Eh/pH and speciation diagrams. Min. Metall. Explor. 2001, 18, 221–227. [Google Scholar] [CrossRef]
- Jeffrey, M.I. Kinetic aspects of gold and silver leaching in ammonia-thiosulfate solutions. Hydrometallurgy 2000, 60, 7–16. [Google Scholar] [CrossRef]
- Oraby, E.A.; Browner, R.E.; Nikraz, H.R. Effect of silver in thiosulfate leaching of gold-silver alloys in the presence of copper and ammonia relative to pure gold and silver. Miner. Process. Extr. Metall. Rev. 2014, 35, 136–147. [Google Scholar] [CrossRef]
- Zhang, X.M.; Senanayake, G. A Review of Ammoniacal Thiosulfate Leaching of Gold: An Update Useful for Further Research in Non-cyanide Gold Lixiviants. Miner. Process. Extr. Metall. Rev. 2016, 37, 385–411. [Google Scholar] [CrossRef]
- Xu, B.; Kong, W.; Li, Q.; Yang, Y.; Liu, X. A Review of Thiosulfate Leaching of Gold: Focus on Thiosulfate Consumption and Gold Recovery from Pregnant Solution. Metals 2017, 7, 222. [Google Scholar] [CrossRef]
- Senanayake, G. Gold leaching in non-cyanide lixiviant systems: Critical issues on fundamentals and applications. Miner. Eng. 2004, 17, 785–801. [Google Scholar] [CrossRef]
- Grosse, A.C.; Dicinoski, G.W.; Shaw, M.J.; Haddad, P.R. Leaching and recovery of gold using ammoniacal thiosulfate leach liquors (a review). Hydrometallurgy 2003, 69, 1–21. [Google Scholar] [CrossRef]
- Liu, Q.; Xiang, P.; Huang, Y. A Study on the Copper Effect on gold leaching in copper-ethanediamine-thiosulphate solutions. Earth Environ. Sci. 2018, 108, 022060. [Google Scholar] [CrossRef]
- Wang, Q.; Hu, X.; Zi, F.; Yang, P.; Chen, Y.L.; Chen, S.L. Environmentally friendly extraction of gold from refractory concentrate using a copper—Ethylenediamine—Thiosulfate solution. J. Clean. Prod. 2019, 214, 860–872. [Google Scholar] [CrossRef]
- Yu, H.; Zi, F.; Hu, X.; Jin, Z.; Xiang, P. The copper-ethanediamine-thiosulphate leaching of gold ore containing limonite with cetyltrimethyl ammonium bromide as the synergist. Hydrometallurgy 2014, 150, 178–183. [Google Scholar] [CrossRef]
- Munive, G.T.; Encinas, M.A.; Salazar, C.M.M.; Lvarez, V.E.; Choque, D.C. Leaching Gold and Silver with an Alternative System: Glycine and Thiosulfate from Mineral Tailings. JOM 2019, 72, 918–924. [Google Scholar] [CrossRef]
- Xu, B.; Li, K.; Li, Q.; Yang, Y.; Liu, X.; Jiang, T. Kinetic studies of gold leaching from a gold concentrate calcine by thiosulfate with cobalt-ammonia catalysis and gold recovery by resin adsorption from its pregnant solution. Sep. Purif. Technol. 2019, 213, 368–377. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, B.; Zheng, Y.; Li, Q.; Lyu, X. Hexaamminecobalt(III) catalyzed thiosulfate leaching of gold from a concentrate calcine and gold recovery from its pregnant leach solution via resin adsorption. Miner. Eng. 2021, 171, 107079. [Google Scholar] [CrossRef]
- Arima, H.; Fujita, T.; Yen, W.T. Using Nickel as a Catalyst in Ammonium Thiosulfate Leaching for Gold Extraction. Mater. Trans. 2003, 45, 516–526. [Google Scholar] [CrossRef] [Green Version]
- Xu, B.; Li, K.; Dong, Z.; Yang, Y.; Jiang, T. Eco-friendly and economical gold extraction by nickel catalyzed ammoniacal thiosulfate leaching-resin adsorption recovery. J. Clean. Prod. 2019, 233, 1475–1485. [Google Scholar] [CrossRef]
- Chandra, I.; Jeffrey, M.I. A fundamental study of ferric oxalate for dissolving gold in thiosulfate solutions. Hydrometallurgy 2005, 77, 191–201. [Google Scholar] [CrossRef]
- Heath, J.A.; Jeffrey, M.I.; Zhang, H.G.; Rumball, J.A. Anaerobic thiosulfate leaching: Development of in situ gold leaching systems. Miner. Eng. 2008, 21, 424–433. [Google Scholar] [CrossRef]
- Xie, F.; Chen, J.N.; Wang, J.; Wang, W. Review of gold leaching in thiosulfate-based solutions. Trans. Nonferrous Met. Soc. China 2021, 31, 3506–3529. [Google Scholar] [CrossRef]
- Wang, J.; Xie, F.; Wang, W.; Bai, Y.L.; Chang, Y.F. Leaching of gold from a free milling gold ore in copper-citrate-thiosulfate solutions at elevated temperatures. Miner. Eng. 2020, 155, 106476. [Google Scholar] [CrossRef]
- Wang, J.; Xie, F.; Wang, W.; Bai, Y.L.; Dreisinger, D. Eco-friendly leaching of gold from a carbonaceous gold concentrate in copper-citrate-thiosulfate solutions. Hydrometallurgy 2019, 191, 105204. [Google Scholar] [CrossRef]
- Wang, J.; Xie, F.; Pan, Y.; Wang, W. Leaching of Gold with Copper-citrate-thiosulfate Solutions. Miner. Process. Extr. Metall. Rev. 2021, 1–10. [Google Scholar] [CrossRef]
- Wang, J.; Wang, R.; Pan, Y.; Liu, F.P.; Xu, Z.F. Thermodynamic analysis of gold leaching by copper-glycine-thiosulfate solutions using Eh-pH and species distribution diagrams. Miner. Eng. 2022, 179, 107438. [Google Scholar] [CrossRef]
- Chen, J.N.; Xie, F.; Wang, W.; Fu, Y.; Wang, J. Leaching of a carbonaceous gold concentrate in copper-tartrate-thiosulfate solutions. Miner. Eng. 2022, 183, 107605. [Google Scholar] [CrossRef]
- Li, H.; Zhang, L.; Xie, H.M.; Yin, S.H.; Peng, J.H.; Li, S.W.; Yang, K.; Zhu, F. Ultrasound-Assisted Silver Leaching Process for Cleaner Production. JOM 2019, 72, 766–773. [Google Scholar] [CrossRef]
- Soltani, F.; Marzban, M.; Darabi, H.; Aazami, M.; Hemmati, C.M. Effect of Oxidative Pretreatment and Lead Nitrate Addition on the Cyanidation of Refractory Gold Ore. JOM 2019, 72, 774–781. [Google Scholar] [CrossRef]
- Xu, B.; Yang, Y.; Li, Q.; Li, G.; Jiang, T. Fluidized roasting-stage leaching of a silver and gold bearing polymetallic sulfide concentrate. Hydrometallurgy 2014, 147–148, 79–82. [Google Scholar] [CrossRef]
- Xu, B.; Yang, Y.; Li, Q.; Jiang, T.; Li, G.H. Stage leaching of a complex polymetallic sulfide concentrate: Focus on the extraction of Ag and Au. Hydrometallurgy 2016, 159, 87–94. [Google Scholar] [CrossRef]
- Xu, B.; Yang, Y.; Li, Q.; Jiang, T.; Liu, S.Q.; Li, G.H. The development of an environmentally friendly leaching process of a high C, As and Sb bearing sulfide gold concentrate. Miner. Eng. 2016, 89, 138–147. [Google Scholar] [CrossRef]
- Feng, D.; Van Deventer, J.S.J. Oxidative pre-treatment in thiosulphate leaching of sulphide gold ores. Int. J. Miner. Process. 2010, 94, 28–34. [Google Scholar] [CrossRef]
- Zhao, H.F.; Yang, H.Y.; Tong, L.L.; Zhang, Q.; Kong, Y. Biooxidation-thiosulfate leaching of refractory gold concentrate. Int. J. Miner. Metall. Mater. 2020, 27, 1075–1082. [Google Scholar] [CrossRef]
- Wang, J. Applied Fundamental Research on Copper-Citrate-Thiosulfate Leaching Gold System. Ph.D. Thesis, Northeastern University, Shenyang, Liaoning, 2020. (In Chinese). [Google Scholar]
- Ficeriová, J.; Balá, P.; Boldiárová, E.; Jeleň, S. Thiosulfate leaching of gold from a mechanically activated CuPbZn concentrate. Hydrometallurgy 2002, 67, 37–43. [Google Scholar] [CrossRef]
- Gui, Q.; Khan, M.I.; Wang, S.X.; Zhang, L.B. The ultrasound leaching kinetics of gold in the thiosulfate leaching process catalysed by cobalt ammonia. Hydrometallurgy 2020, 196, 105426. [Google Scholar] [CrossRef]
- Afenya, P.M. Treatment of carbonaceous refractory gold ores. Miner. Eng. 1991, 4, 1043–1055. [Google Scholar] [CrossRef]
- Xie, F.; Dreisinger, D.B. Leaching of silver sulfide with ferricyanide-cyanide solution. Hydrometallurgy 2007, 88, 98–108. [Google Scholar] [CrossRef]
- Briones, R.; Lapidus, G.T. The leaching of silver sulfide with the thiosulfate-ammonia-cupric ion system. Hydrometallurgy 1998, 50, 243–260. [Google Scholar] [CrossRef]
- Zipperian, D.; Raghavan, S.; Wilson, J.P. Gold and silver extraction by ammoniacal thiosulfate leaching from a rhyolite ore. Hydrometallurgy 1988, 19, 361–375. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials (Gold Content) | Pretreatment | Optimal Conditions | Gold Extraction |
|---|---|---|---|
| Sulfide gold concentrate with high Fe, As and Sb (12.6 g/t) | Oxygen pressure leaching | 0.03 mol/L NiSO4, 1.0 mol/L NH3·H2O, 0.3 mol/L Na2S2O3, 6 h | 94.7% [40] |
| Sulfide gold concentrate with high C, As and Sb (31.1 g/t) | Alkaline pressure oxidation | 0.012 mol/L CuSO4, 1.2 mol/L NH3·H2O, 0.2 mol/L Na2S2O3, 5 h | 86.1% [41] |
| Sulfide gold ore (4.3 g/t) | Oxidative ammoniacal leaching | 0.006 mol/L CuSO4, 0.8 mol/L NH3·H2O, 0.1 mol/L Na2S2O3, 22 h | 94% [42] |
| Sulfide gold concentrate (28.9 g/t) | Bio-oxidation | 0.02 mol/L CuSO4, 1.0 mol/L NH3·H2O, 0.18 mol/L Na2S2O3, 0.24 mol/L Na2SO3, 24 h | 85.05% [43] |
| Sulfide gold concentrate (47.8 g/t) | Microwave roasting | 0.10 mol/L CuSO4, 0.20 mol/L Na3Cit, 0.10 mol/L Na2S2O3, 7 h | 94.5% [44] |
| Sulfide gold concentrate with high Cu, Pb and Zn (353 g/t) | Mechanical activation | 10 g/L CuSO4, 0.5 mol/L (NH4)2S2O3, 403 kWh/t, 45 min | 99% [45] |
| Gold calcinate (27.5 g/t) | Ultrasound | 0.03 mol/L CoSO4, 1.0 mol/L NH3·H2O, 0.2 mol/L Na2S2O3, 750 W, 8 h | 89% [46] |
| Element | Au | Ag | Cu | Fe | Zn | C | As | S |
|---|---|---|---|---|---|---|---|---|
| Content | 33.5 g/t | 152.9 g/t | 5.12 | 22.5 | 0.98 | 2.45 | 0.26 | 26.3 |
| Element | Fe | Si | S | Cu | Al | Ca | Pb |
|---|---|---|---|---|---|---|---|
| Content | 31.77 | 25.32 | 14.57 | 9.29 | 5.88 | 3.29 | 2.27 |
| Element | K | Zn | Mg | As | Ti | Mn | Bi |
| Content | 2.18 | 1.96 | 1.38 | 1.28 | 0.31 | 0.15 | 0.09 |
| Element | P | Co | Mo | Sr | Ni | Zr | Rb |
| Content | 0.08 | 0.06 | 0.05 | 0.02 | 0.02 | 0.02 | 0.02 |
| Sample | Roasting Conditions | Mass Loss (g) | S (ω, %) |
|---|---|---|---|
| Gold concentrate | --- | 0 | 26.3 |
| Gold calcine | 300 °C, 30 min | 0.74 | 24.9 |
| Gold calcine | 400 °C, 30 min | 1.69 | 14.2 |
| Gold calcine | 500 °C, 30 min | 2.38 | 12.1 |
| Gold calcine | 700 °C, 30 min | 4.69 | 6.56 |
| t/Cycle | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| 0 h | 0.1299 | 0.1596 | 0.1460 | 0.1167 | 0.0966 |
| 8 h | 0.1561 | 0.1820 | 0.1645 | 0.1341 | 0.1051 |
| 16 h | 0.1800 | 0.1969 | 0.1790 | 0.1472 | 0.1114 |
| 24 h | 0.1981 | 0.2092 | 0.1873 | 0.1535 | 0.1117 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, J.; Xie, F.; Wang, W.; Fu, Y.; Wang, J. Leaching of Gold and Silver from a Complex Sulfide Concentrate in Copper-Tartrate-Thiosulfate Solutions. Metals 2022, 12, 1152. https://doi.org/10.3390/met12071152
Chen J, Xie F, Wang W, Fu Y, Wang J. Leaching of Gold and Silver from a Complex Sulfide Concentrate in Copper-Tartrate-Thiosulfate Solutions. Metals. 2022; 12(7):1152. https://doi.org/10.3390/met12071152
Chicago/Turabian StyleChen, Junnan, Feng Xie, Wei Wang, Yan Fu, and Jian Wang. 2022. "Leaching of Gold and Silver from a Complex Sulfide Concentrate in Copper-Tartrate-Thiosulfate Solutions" Metals 12, no. 7: 1152. https://doi.org/10.3390/met12071152