
Preparation of Microstructure Laser Ablation and Multiple Acid-Etching Composites on the Surfaces of Medical Titanium Alloy TC4 by Laser Ablation and Multiple Acid-Etching, and Study of Frictional Properties of the Processed Surfaces

Abstract
:1. Introduction
2. Materials and Methods
2.1. Medical Titanium Alloy Material and Preparation Process
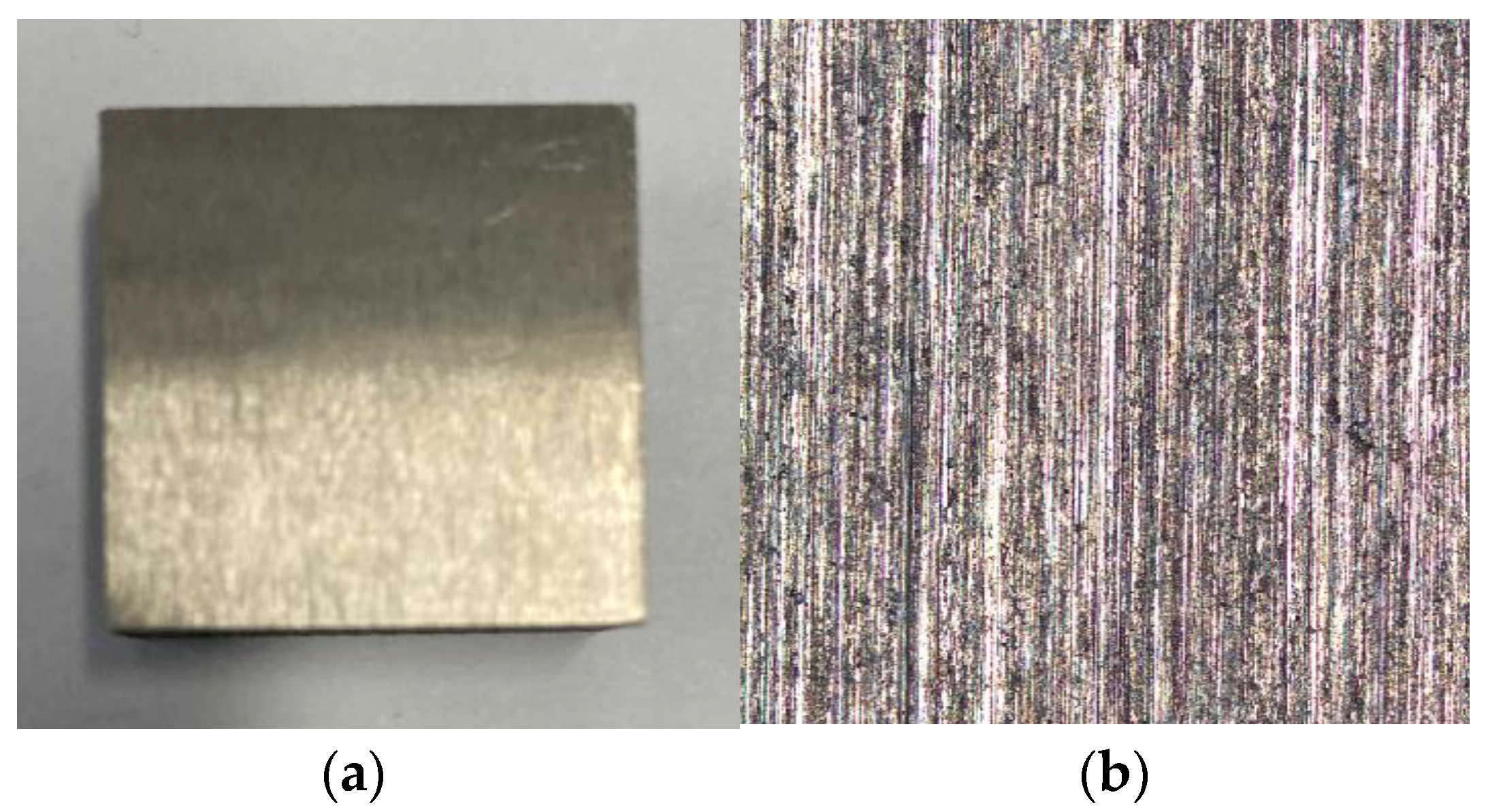
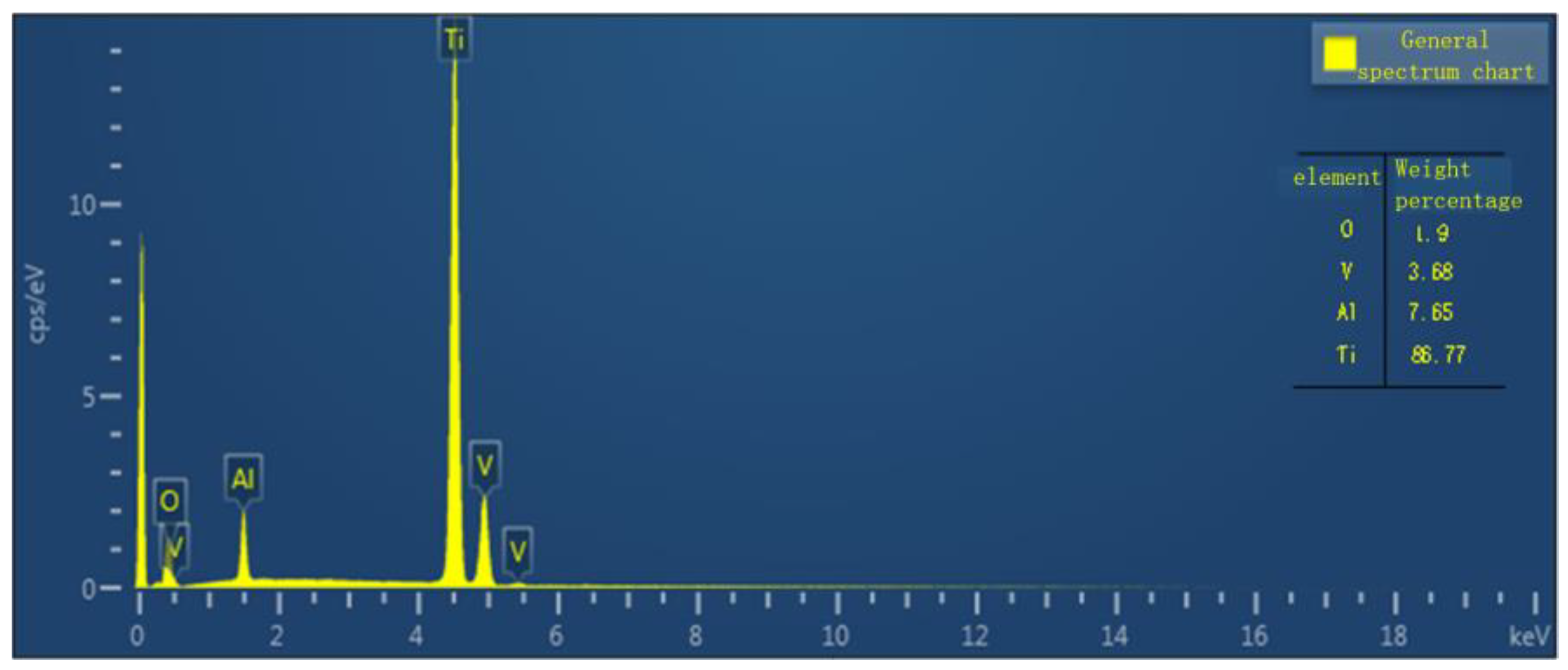
2.1.1. Experimental Materials
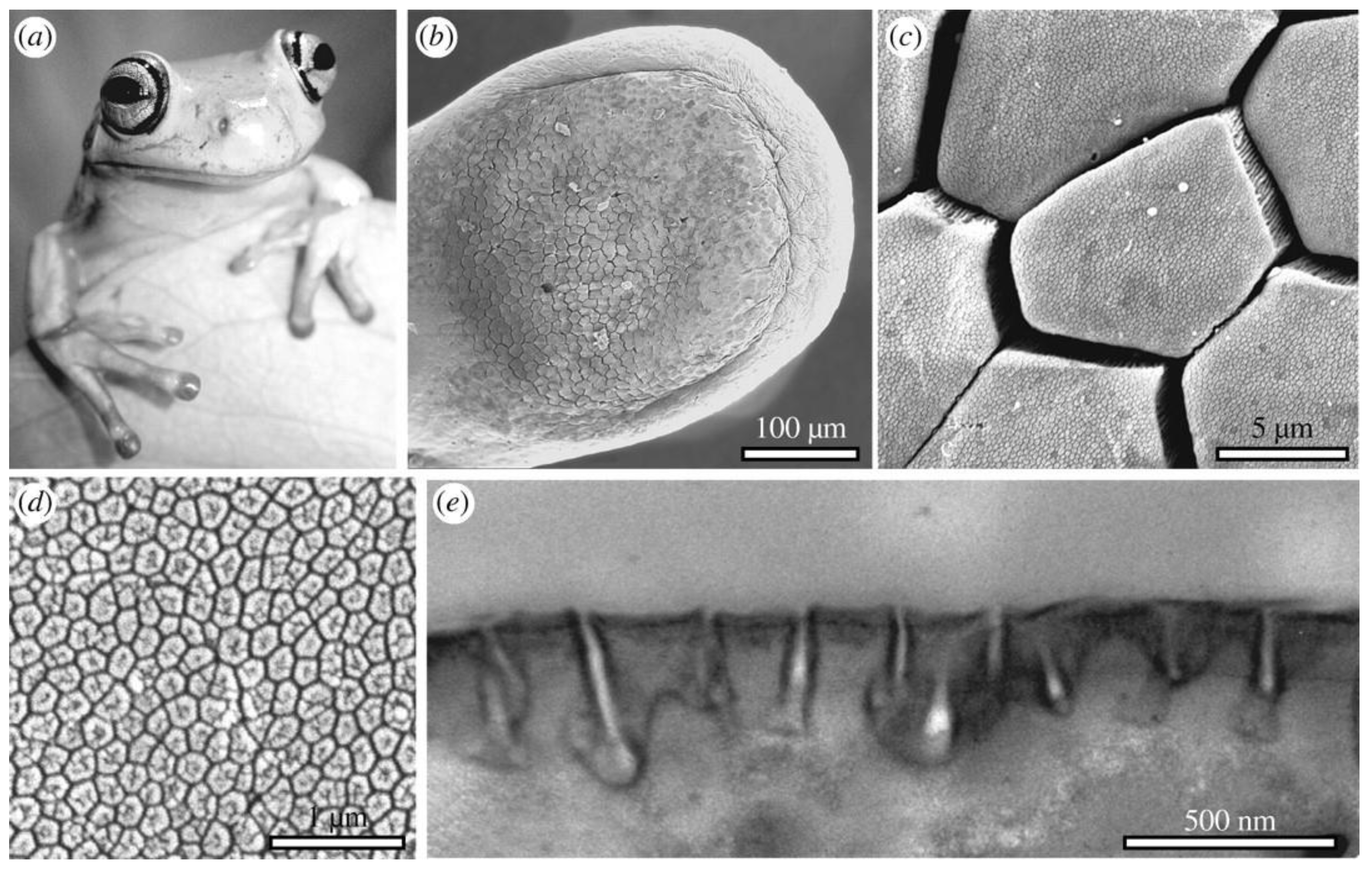
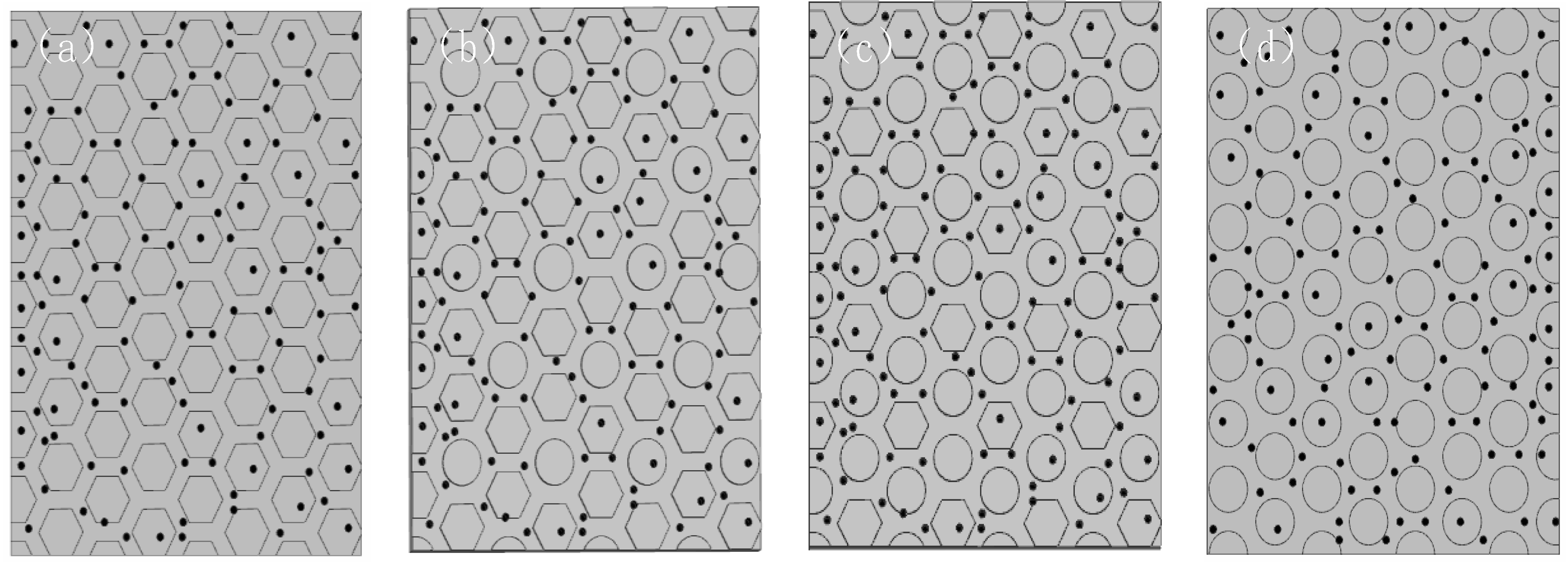
2.1.2. Bionic Design and Processing Method for Microstructure on the Surface of Titanium Alloy
2.2. Laser Ablation Method
2.2.1. Pretreatment of Experimental Materials
2.2.2. Equipment for Laser Processing
2.2.3. The Setting of the Parameters for Laser Processing
2.3. Multiple Acid-Etching Method
2.3.1. Experimental Method
- Add 0.09 mol/L of HNO3 and 0.11 mol/L of HF to the beaker in a volume ratio of 2:1 and stir thoroughly.
- Slowly add 250 mL of 2.5 mol/L HCl solution to 500 mL of deionized water, and then continue to slowly add 250 mL of 4 mol/L H2SO4 solution to the solution.
- Mix 98% H2SO4 solution and 30% H2O2 solution in a volume ratio of 1:1 and stir well. The flow of the acid-etching treatment experiment is shown in Figure 7 below:
2.3.2. Equipment for Experiments
2.4. Analysis of Friction Reduction Mechanism of Microstructure
2.4.1. Equipment for Experiments
2.4.2. Experimental Methods for Hardness Analysis
2.4.3. Experimental Method for Analysis of Average Friction Coefficient
2.5. Influence of Characteristic Parameters of Micro and Nano Structures on the Average Friction Coefficient of Titanium Alloy Surfaces
2.5.1. Experiment on the Effect of Single Factor on the Average Friction Coefficient
2.5.2. Experiment on the Effect of Multiple Factors on the Average Friction Coefficient
3. Results and Discussion
3.1. Exploration of the Process of Laser Sintering
3.1.1. Analysis of the Impact of Machining Speed
3.1.2. Analysis of the Impact of Machining Power
3.1.3. Analysis of the Impact of Machining Frequency
3.2. Observation of Surface Micromorphology after Multiple Acid-Etching Treatment
3.2.1. Characterization of Ortho-Hexagonal Microstructures
3.2.2. Analysis of the Results of Slag Treatment
3.2.3. Morphological Analysis of Micro and Nano Structures
3.3. Analysis of the Mechanism of Friction Reduction in Microstructure
3.3.1. Theoretical Analysis
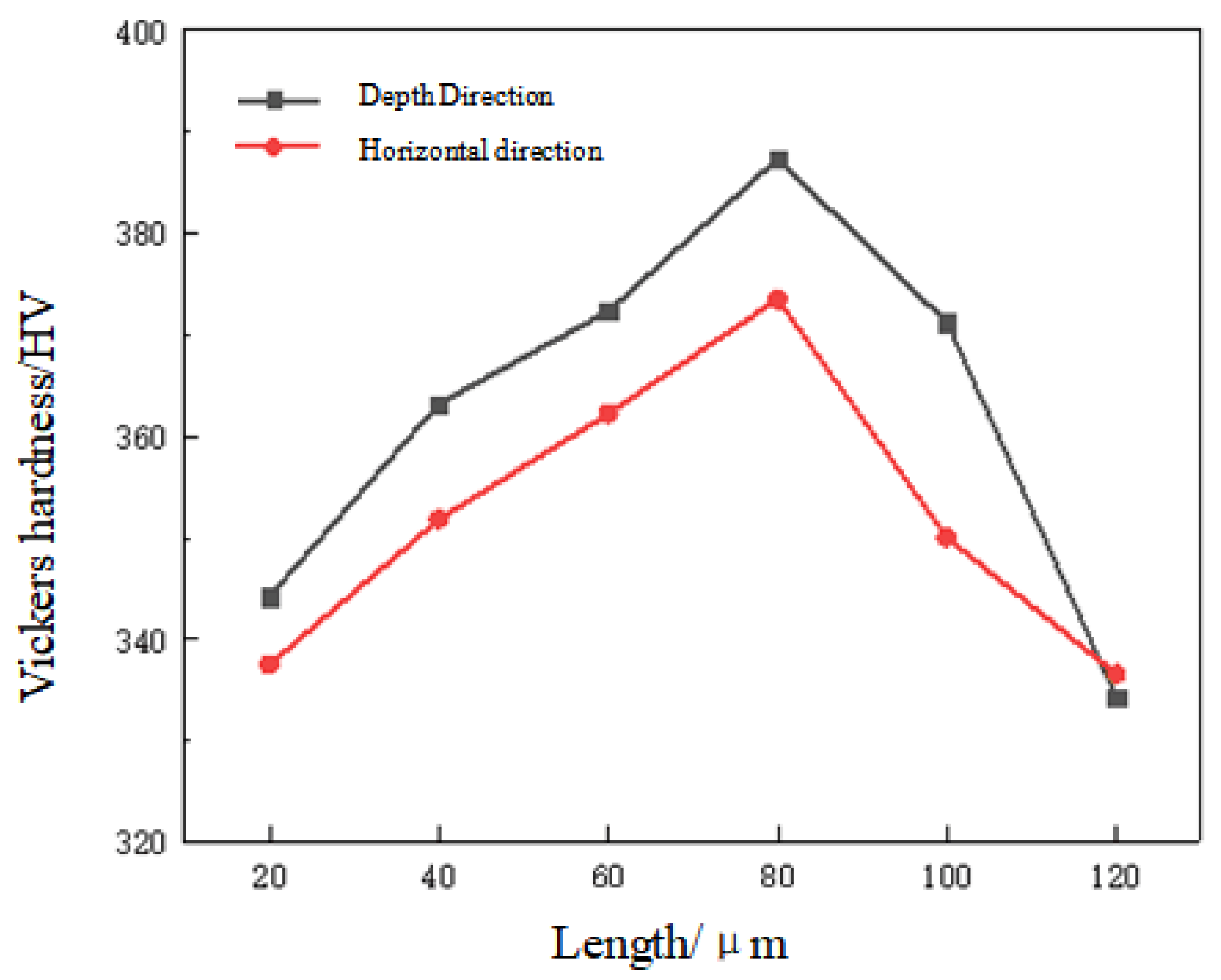
3.3.2. Analysis of the Results of the Hardness Test
3.3.3. Analysis of the Average Friction Coefficient Test
3.4. Influence of a Single Factor of Micro-Weave Geometrical Characteristics on Friction Properties (Average Friction Coefficient)
3.4.1. Effect of the Shape of the Fabric on the Average Friction Coefficient
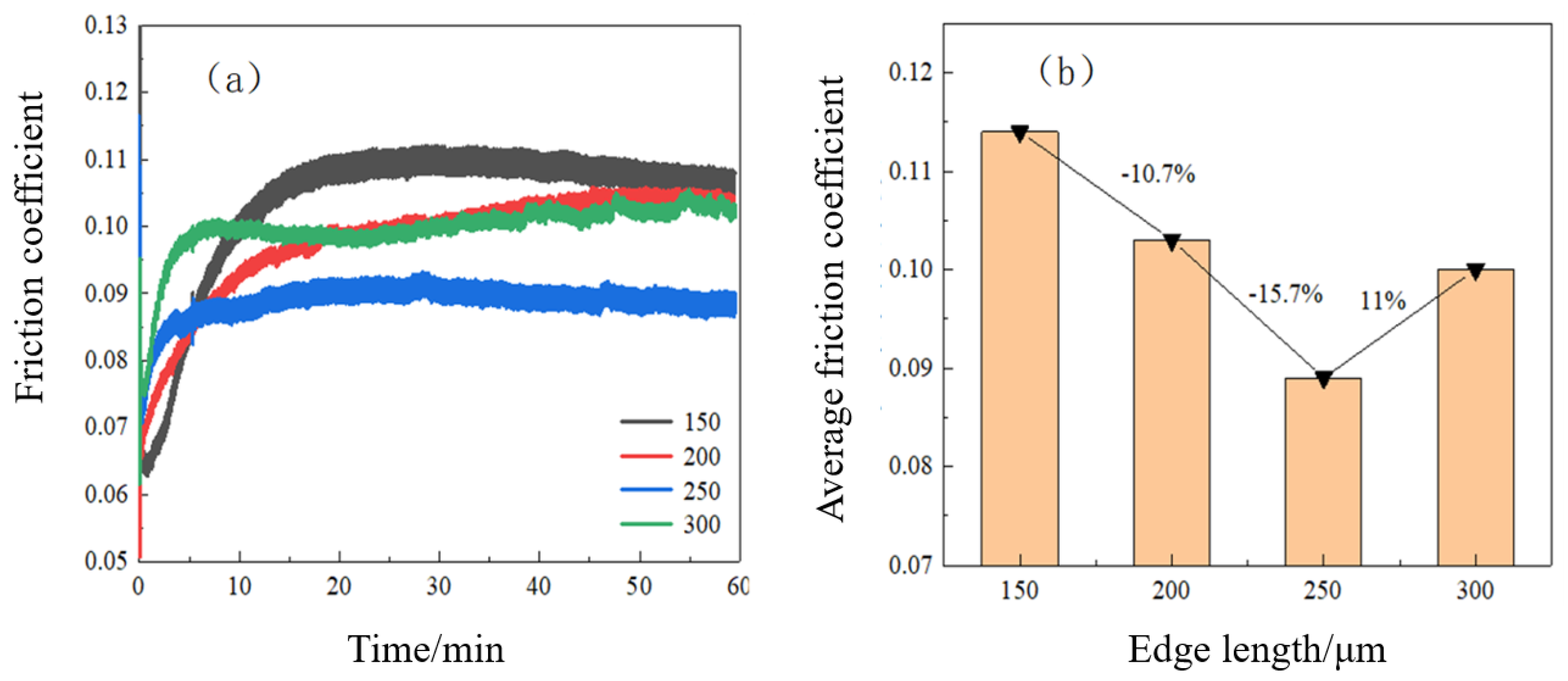
3.4.2. Effect of Edge Length of the Fabric on the Average Friction Coefficient
3.4.3. Effect of the Height of the Fabric on the Average Friction Coefficient
3.5. Effect of Multifactorial Coupling of Geometrical Features of Micro-Weave on Friction Properties (Average Friction Coefficient)
4. Conclusions
- (1)
- The optimal parameters of laser processing were obtained through the experiment: processing speed of 300 mm/s, power of 20 W and frequency of 30 kHZ.
- (2)
- In the study on the relationship between the number of laser processes and the height of the processed tabs, it was found that the height of the tabs was proportional to the number of processes when the number of laser ablations was nine or less and the height of the tabs was 130 μm or less, and the increase in the height of the tabs became flat after the number of ablations exceeded nine.
- (3)
- In the multiple acid-etching treatment experiments, it was found that the slag on the micro-weave of the titanium alloy surface after the acid-etching treatment had been basically disposed of, and a better micro-nano composite structure was also obtained on the basis of the original microstructure.
- (4)
- In the analysis of the friction reduction in the surface micro-weave, it was found that machining the micro-nano structure on the surface of the titanium alloy can improve the friction reduction performance of titanium-alloy artificial bone.
- (5)
- In the experiments to study the friction reduction in different titanium alloy surface micro-weaves, it was found that: different shapes of micro-weaves have different effects on surface friction reduction, among which the hexagonal array pattern has the best friction reduction effect; different heights and side lengths of the weave also have different friction reduction performances on the surface, and the surface friction reduction performance increases and then decreases with the increase in the height of the tab, and the average friction coefficient is the smallest when the height is 90 μm; the surface friction reduction performance also increases and then decreases with the increase in the side length, and the average friction coefficient is the smallest when the side length is 250 μm.
- (6)
- In experiments investigating the friction reduction in the interacting factors on the surface weave, it was found that the smallest average friction coefficient was 0.0902, corresponding to characteristic values of 0.66 for the shape (circular enclosing ortho-hexagonal array pattern), 200 μm for the side length and 60 μm for the height.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, G.Y.; Chai, L.; Liu, L.B.; Zhao, X.; Xu, Y.; Zhou, X.; Zhang, W.; Wang, X. Recent advances in 3D printing of human organs. J. Mech. Eng. 2014, 50, 119–127. [Google Scholar] [CrossRef]
- Rack, H.J.; Qazi, J.I. Titanium alloys for biomedical applications. Mater. Sci. Eng. C Biomim. Supramol. Syst. 2006, 26, 1269–1277. [Google Scholar] [CrossRef]
- Wang, K. The use of titanium for medical applications in the USA. Mater. Sci. Eng. A 1996, 213, 134–137. [Google Scholar] [CrossRef]
- Lai, M. Surface Nano-Structuring of Titanium and Its Effect on Bone Marrow Mesenchymal Stem Cells. Ph.D. Thesis, Chongqing University, Chongqing, China, 2013. [Google Scholar] [CrossRef]
- Xiong, L.; Yang, L.; Zhang, X.; Xu, J.; Qin, L.; Chan, C.W. Comparative study of osteoconduction on micromachined and alkali-treated titanium alloy surfaces in vitro and in vivo. Biomaterials 2005, 26, 1793–1801. [Google Scholar]
- Zhi, L.; Qiu, J.; Ling, Q.D.; Jia, L.; Liu, H.; Ge, S. TiO2 nanorod arrays modified Ti substrates promote the adhesion, proliferation and osteogenic differentiation of human periodontal ligament stem cells. Mater. Sci. Eng. C 2017, 76, 684–691. [Google Scholar] [CrossRef]
- Ge, Z.; Zinger, O.; Schwartz, Z.; Wieland, M.; Landolt, D.; Boyan, B.D. Osteoblast-like cells are sensitive to submicron-scale surface structure. Clin. Oral Implant. Res. 2006, 17, 258–264. [Google Scholar] [CrossRef]
- Aparicio, C.; Padrós, A.; Gil, F.J. In vivo evaluation of micro-rough and bioactive titanium dental implants using histometry and pull-out tests. J. Mech. Behav. Biomed. Mater. 2011, 4, 1672–1682. [Google Scholar] [CrossRef] [PubMed]
- Elsheikh, A.H.; Yu, J.; Sathyamurthy, R.; Tawfik, M.; Shanmugan, S.; Essa, F. Improving the tribological properties of AISI M50 steel using Sns/Zno solid lubricants. J. Alloys Compd. 2020, 821, 153494, ISSN 0925-8388. [Google Scholar] [CrossRef]
- Wan, Y.; Wang, T.; Wang, Z.; Jin, Y.; Liu, Z. Construction and characterization of micro/nano-topography on titanium alloy formed by micro-milling and anodic oxidation. Int. J. Adv. Manuf. Technol. 2018, 98, 29–35. [Google Scholar] [CrossRef]
- Wang, T.; Wan, Y.; Liu, Z. Fabrication of hierarchical micro/nano-topography on bio-titanium alloy surface for cytocompatibility improvement. J. Mater. Sci. 2016, 51, 9551–9561. [Google Scholar] [CrossRef]
- Brnemark, R.; Emanuelsson, L.; Palmquist, A.; Thomsen, P. Bone response to laser-induced micro- and nano-size titanium surface features. Nanomed. Nanotechnol. Biol. Med. 2010, 7, 220–227. [Google Scholar] [CrossRef]
- Menbo. Design and Fabrication of Micro-Nano Structures on Titanium Alloy Surfaces and Their Bioactivity. Master’s Thesis, Shandong University, Jinan, China, 2015. [Google Scholar]
- Xueying, C. Preparation and Experimental Study of Allogeneic Bone Graft Materials. Ph.D. Thesis, Southern Medical University, Guangzhou, China, 2008. [Google Scholar]
- Federle, W.; Barnes, W.J.; Baumgartner, W.; Drechsler, P.; Smith, J.M. Wet but not Slippery: Boundary Friction in Tree Frog. J. R. Soc. Interface 2006, 10, 689–697. [Google Scholar] [CrossRef] [Green Version]
- Luo, Q.J.; Li, X.D.; Huang, Y.; Zhao, S.F. Construction of a micro-nano composite structure of implant surface and its biological evaluation. J. Zhejiang Univ. 2012, 41, 239–244. [Google Scholar] [CrossRef]
- Li, K.; Wang, Y.; Yu, Z.; Hu, J. Process mechanism in laser peen texturing artificial joint material. Opt. Lasers Eng. 2019, 115, 149–160. [Google Scholar] [CrossRef]
- Dong, H.; Bell, T.; Shi, W. Potential of improving tribological performance of UHMWPE by engineering the Ti6Al4V counter-faces. Wear Int. J. Sci. Technol. Frict. Lubr. Wear 1999, 225, 146–153. [Google Scholar]
- Liu, Z.Y.; Luo, B.W.; Xia, Y.M.; Wang, K.; Wang, T.; Xun, H. Study on multi-parameter coupling of fiber laser processing for titanium alloy surface texturing. J. Hunan Univ. Sci. Technol. 2011, 26, 36–38. [Google Scholar] [CrossRef]
- Feng, Q.L. Introduction to Biomaterials. Beijing Tsinghua Univ. Press 2009, 3, 377–378. [Google Scholar]
- Williams, D.F. On the mechanisms of biocompatibility. Biomaterials 2008, 29, 2941–2953. [Google Scholar] [CrossRef] [PubMed]
- Zhang, W.; Wang, G.; Liu, Y.; Zhao, X.; Zou, D.; Zhu, C.; Jin, Y.; Huang, Q.; Sun, J.; Liu, X.; et al. The synergistic effect of hierarchical micro/nano-topography and bioactive ions for enhanced osseointegration. Biomaterials 2013, 34, 3184–3195. [Google Scholar] [CrossRef] [PubMed]
- Cui, Z.D.; Ma, Y.; Zhu, S.L.; Yang, X. Laser Surface Modification of Titanium and Its Alloys for Biomedical Application. Mech. Eng. Mater. 2004, 28, 43. [Google Scholar] [CrossRef]
- Zhang, X.C.; Zhang, Y.K.; Lu, J.Z.; Xuan, F.Z.; Wang, Z.D.; Tu, S.T. Improvement of fatigue life of Ti–6Al–4V alloy by laser shock peening. Mater. Sci. Eng. A Struct. Mater. Prop. Micro-Struct. Process. 2010, 527, 3411–3415. [Google Scholar] [CrossRef]
- Zhang, Y.; You, J.; Lu, J.; Cui, C.; Jiang, Y.; Ren, X. Effects of laser shock processing on stress corrosion cracking susceptibility of AZ31B magnesium alloy. Surf. Coat. Technol. 2010, 204, 3947–3953. [Google Scholar] [CrossRef]
- Lu, J.Z.; Luo, K.Y.; Yuan, P.; Yin, S.M.; Zhang, Y.K. Study on the Distribution of Residual Stresses for Nondestructive Marking by Laser Shock Wave. Key Eng. Mater. 2010, 873, 454–457. [Google Scholar] [CrossRef]
- Luong, H.; HILL, M.R. The effects of laser peening on high-cycle fatigue in 7085-T7651 aluminum alloy. Mater. Sci. Eng. A 2008, 477, 208–216. [Google Scholar] [CrossRef]
- Hakamada, M.; Nakamoto, Y.; Matsumoto, H.; Iwasaki, H.; Chen, Y.; Kusuda, H.; Mabuchi, M. Relationship between hardness and grain size in electrodeposited copper films. Mater. Sci. Eng. A 2007, 457, 120–126. [Google Scholar] [CrossRef]
- King, A.; Steuwer, A.; Woodward, C.; Withers, P.J. Effects of fatigue and fretting on residual stresses introduced by laser shock peening. Mater. Sci. Eng. A 2006, 435, 12–18. [Google Scholar] [CrossRef]
- Montross, C.S.; Wei, T.; Ye, L.; Clark, G.; Mai, Y.W. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Yamamoto, S. Tribological Mechanisms of Steels with Respect to Diamond-Like Carbon in Terms of Energy Input. Tribol. Trans. 2014, 57, 1001–1006. [Google Scholar] [CrossRef]
- Bhushan, B.; Nosonovsky, M. Scale effects in dry and wet friction, wear, and interface temperature. Nanotechnology 2004, 15, 749–761. [Google Scholar] [CrossRef]





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ti | Al | V | Fe | O | N | C | H |
|---|---|---|---|---|---|---|---|
| 88.1~91.1 | 5.5~6.8 | 3.5~4.5 | <0.3 | <0.20 | <0.05 | <0.08 | <0.015 |
| Strength /GPa | Modulus of Elasticity /GPa | Density /(g/cm3) | Melting Point/°C | Boiling Point/°C | Thermal Conductivity /(W/m*k) |
|---|---|---|---|---|---|
| 1.012 | 110 | 4.45 | 3200 | 1650 | 20 |
| Numbers | Machining Speed (mm/s) | Machining Power (W) | Machining Frequency (kHZ) |
|---|---|---|---|
| 1 | 200 | 20 | 200 |
| 2 | 300 | 20 | 200 |
| 3 | 400 | 20 | 200 |
| 4 | 500 | 20 | 200 |
| Numbers | Machining Speed (mm/s) | Machining Power (W) | Machining Frequency (kHZ) |
|---|---|---|---|
| 1 | 300 | 15 | 200 |
| 2 | 300 | 20 | 200 |
| 3 | 300 | 25 | 200 |
| 4 | 300 | 30 | 200 |
| Numbers | Machining Speed (mm/s) | Machining Power (W) | Machining Frequency (kHZ) |
|---|---|---|---|
| 1 | 300 | 20 | 200 |
| 2 | 300 | 20 | 300 |
| 3 | 300 | 20 | 400 |
| 4 | 300 | 20 | 500 |
| No. | Weave Shape | Weave Edge Length (μm) | Weave Height (μm) |
|---|---|---|---|
| 1 | A | 200 | 60 |
| 2 | B | 200 | 60 |
| 3 | C | 200 | 60 |
| 4 | D | 200 | 60 |
| No. | Weave Shape | Weave Edge Length (μm) | Weave Height (μm) |
|---|---|---|---|
| 1 | A | 150 | 60 |
| 2 | A | 200 | 60 |
| 3 | A | 250 | 60 |
| 4 | A | 300 | 60 |
| No. | Weave Shape | Weave Edge Length (μm) | Weave Height (μm) |
|---|---|---|---|
| 1 | A | 200 | 30 |
| 2 | A | 200 | 60 |
| 3 | A | 200 | 90 |
| 4 | A | 200 | 120 |
| Factor | Level | ||
|---|---|---|---|
| Shape of the weave | Hexagon(A) | Hexagon surrounded by circle(B) | Circle surrounded by hexagon(C) |
| Side length size L/μm | 200 | 250 | 300 |
| Height H/μm | 60 | 90 | 120 |
| No. | Shape of the Weave | Side Length Size L/μm | Height H/μm |
|---|---|---|---|
| 1 | B | 250 | 90 |
| 2 | A | 250 | 120 |
| 3 | B | 250 | 90 |
| 4 | C | 200 | 90 |
| 5 | A | 300 | 90 |
| 3 | A | 200 | 90 |
| 7 | B | 200 | 120 |
| 8 | B | 250 | 90 |
| 9 | B | 300 | 120 |
| 10 | B | 200 | 60 |
| 11 | A | 250 | 60 |
| 12 | C | 300 | 90 |
| 13 | C | 250 | 60 |
| 14 | B | 250 | 90 |
| 15 | C | 250 | 120 |
| 16 | B | 300 | 60 |
| 17 | B | 250 | 90 |
| No. | Weave Shape | Edge Length Size L/μm | Tab Height H/μm | Average Friction Coefficient |
|---|---|---|---|---|
| 1 | 0.33 | 250 | 90 | 0.102 |
| 2 | 0 | 250 | 120 | 0.113 |
| 3 | 0.33 | 250 | 90 | 0.103 |
| 4 | 0.66 | 200 | 90 | 0.095 |
| 5 | 0 | 300 | 90 | 0.109 |
| 6 | 0 | 200 | 90 | 0.112 |
| 7 | 0.33 | 200 | 120 | 0.115 |
| 8 | 0.33 | 250 | 90 | 0.102 |
| 9 | 0.33 | 300 | 120 | 0.104 |
| 10 | 0.33 | 200 | 60 | 0.098 |
| 11 | 0 | 250 | 60 | 0.114 |
| 12 | 0.66 | 300 | 90 | 0.093 |
| 13 | 0.66 | 250 | 60 | 0.095 |
| 14 | 0.33 | 250 | 90 | 0.102 |
| 15 | 0.66 | 250 | 120 | 0.099 |
| 16 | 0.33 | 300 | 60 | 0.103 |
| 17 | 0.33 | 250 | 90 | 0.105 |
| Analytical Value | Sum of Squares | Degrees of Freedom | Mean Square Error | F Value | P Value |
|---|---|---|---|---|---|
| Parameters | 7.184 × 10−004 | 9 | 7.983 × 10−005 | 56.3 | <0.0001 |
| S-Shape | 5.445 × 10−004 | 1 | 5.445 × 10−004 | 129.42 | <0.0001 |
| L-Side length | 1.512 × 10−005 | 1 | 1.512 × 10−005 | 10.5 | 0.0099 |
| H-Height | 5.513 × 10−005 | 1 | 5.513 × 10−005 | 13.10 | 0.0085 |
| SL | 2.500 × 10−007 | 1 | 2.500 × 10−007 | 0.059 | 0.8144 |
| SH | 6.250 × 10−006 | 1 | 6.250 × 10−006 | 1.49 | 0.2624 |
| LH | 6.400 × 10−005 | 1 | 6.400 × 10−005 | 45.46 | <0.0001 |
| S2 | 1.053 × 10−008 | 1 | 1.053 × 10−008 | 2.502 × 10−003 | 0.9615 |
| L2 | 1.684 × 10−007 | 1 | 1.684 × 10−007 | 0.040 | 0.8471 |
| H2 | 3.301 × 10−005 | 1 | 3.301 × 10−005 | 7.85 | 0.0265 |
| Residuals | 2.945 × 10−005 | 7 | 4.207 × 10−006 | ||
| Misfit term | 2.825 × 10−005 | 3 | 9.417 × 10−006 | ||
| Pure error | 1.200 × 10−006 | 4 | 3.000 × 10−007 | ||
| Total | 7.479 × 10−004 | 16 |
| Standard Deviation | 2.051 × 10−003 | Goodness of Fit | 0.9606 |
|---|---|---|---|
| Mean Value | 0.10 | Correlation coefficient | 0.98500 |
| Coefficient of variation % | 1.58 | Prediction coefficient | N/A |
| Precision | 4.539 × 10−004 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, R.; Xu, J.; Zhao, F.; Wu, Y.; Zhang, J. Preparation of Microstructure Laser Ablation and Multiple Acid-Etching Composites on the Surfaces of Medical Titanium Alloy TC4 by Laser Ablation and Multiple Acid-Etching, and Study of Frictional Properties of the Processed Surfaces. Metals 2022, 12, 1148. https://doi.org/10.3390/met12071148
Chen R, Xu J, Zhao F, Wu Y, Zhang J. Preparation of Microstructure Laser Ablation and Multiple Acid-Etching Composites on the Surfaces of Medical Titanium Alloy TC4 by Laser Ablation and Multiple Acid-Etching, and Study of Frictional Properties of the Processed Surfaces. Metals. 2022; 12(7):1148. https://doi.org/10.3390/met12071148
Chicago/Turabian StyleChen, Rifan, Jiangmin Xu, Fuhai Zhao, Youchao Wu, and Jiajun Zhang. 2022. "Preparation of Microstructure Laser Ablation and Multiple Acid-Etching Composites on the Surfaces of Medical Titanium Alloy TC4 by Laser Ablation and Multiple Acid-Etching, and Study of Frictional Properties of the Processed Surfaces" Metals 12, no. 7: 1148. https://doi.org/10.3390/met12071148